
自動車にある転がり軸受の外レースと車輪支持体との結合装置及びこのような結合装置の製造方法
本発明は、自動車にある転がり軸受の外レース(11)と車輪支持体(1)との結合装置に関し、車輪支持体(1)が、中空異形材となるように固定的に結合可能な2つの殻状板成形部品(2,3)により形成され、板成形部品(2,3)が、転がり軸受の回転軸線(4)に対して同軸的にそれぞれ1つの円形開口(5,6)を持ち、これらの開口(5,6)が互いに間隔をおいて設けられている。前記の間隔が間隔環(7)により占められ、この間隔環(7)が、両方の円形開口(5,6)を区画する板成形部品(2,3)の縁(8,9)に軸線方向に支持されて、転がり軸受の外レース(11)用の管状軸受受入れ部(10)が形成されるようにしており、板成形部品(2,3)が、間隔環(7)及び転がり軸受の外レース(11)にはまり合い結合及び摩擦結合で固定的に結合されている。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、自動車にある転がり軸受の外レースと車輪支持体との結合装置であって、車輪支持体が、中空異形材となるように固定的に結合可能な2つの殻状板成形部品により形成され、板成形部品が、転がり軸受の回転軸線に対して同軸的にそれぞれ1つの円形開口を持ち、これらの開口が互いに間隔をおいて設けられているものに関する。更に本発明はこのような結合装置の製造方法に関する。
【背景技術】
【0002】
転がり軸受と車輪支持体との結合装置は、ずっと以前から種々の実施形態で公知である。
【0003】
例えばドイツ連邦共和国特許出願公開第4436789号明細書から、深溝玉軸受の外レースを車輪支持体の貫通穴内に圧力ばめで固定することが公知である。外レースの軸線方向固定は止め輪により確実にされるが、これは増大する重量及び増大する製造費を伴う。
【0004】
ドイツ連邦共和国の出願公開第10359649号及び第19613441号明細書は、ボスを持つ車輪軸受装置を開示しており、ボス上に内レースがはめられて、転動体及び1つの部分から成る外レースと共に車輪軸受を形成している。ボス上における内レースの軸線方向固定及び締付けは、ボス端部に形成される半径方向隆起の冷間塑性変形によって行われる。
【0005】
更に全輪駆動自動車用の揺動軸受がドイツ連邦共和国特許出願公開第19915633号明細書から公知であり、その母体は互いに結合可能な板成形部品又は内側殻及び外側殻から成り、これらの部品又は殻に車輪懸架装置及び車輪案内及び車輪制動用部材が取付けられている。そこでは深絞りにより板成形部品を製造し、それから溶接結合部を介してそれらを継ぎ合わせて、突出する部材用の複数の結合面を持つ中空体を形成することが提案される。母体の開口へ、支持環とも称される管状の車輪軸受受入れ部が差込み可能で、溶接により母体に固定的に結合可能である。
【0006】
従来車輪軸受は前記の車輪軸受受入れ部又は支持環へ圧入される。この解決策も、とりわけ望ましくない騒音を生じる外レースの軸線方向移動を防止するために、補足的な軸線方向固定を必要とする。
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明の基礎となっている課題は、例えばドイツ連邦共和国特許出願公開第19915633号明細書から公知のように、自動車にある転がり軸受の外レースと殻状板成形部品との結合装置を提供し、この結合装置が簡単かつ安価に製造可能であり、外レースを軸線方向に固定する別個の付加的な費用のかかる手段を回避することである。
【0008】
それ以外の課題は、このような結合装置を製造する適当な方法を提示することである。
【課題を解決するための手段】
【0009】
本発明は、独立請求項に記載の結合装置および製造方法によって解決する。
【0010】
本発明の有利な展開及び構成はそれぞれの従属請求項からわかる。
【0011】
従って本発明は、まず自動車にある転がり軸受の外レースと車輪支持体との結合装置であって、中空異形材となるように固定的に結合可能な2つの板成形部品により車輪支持体が形成されているものから出発する。
【0012】
有利な展開では、板成形部品が転がり軸受の回転軸線に対して直角に設けられている。殻部分の結合可能性に関して、これらの殼部分が溶接、接着、ろう付け、打抜き鋲止め、鋲止め、巻締めまたはねじ止めによる結合によって結合可能である。
【0013】
更に本発明によれば、板成形部品が、転がり軸受の回転軸線に対して同軸的にそれぞれ1つの円形開口を持ち、これらの開口が互いに間隔をおいて設けられている。
【0014】
この結合装置において、前記の間隔が間隔環により占められ、この間隔環が、両方の円形開口を区画する板成形部品の縁に軸線方向に支持されて、転がり軸受の外レース用の管状軸受受入れ部が形成されるようにしており、板成形部品が、間隔環及び転がり軸受の外レースにはまり合い結合及び摩擦結合で固定的に結合されている。
【0015】
本発明の有利な構成によれば、転がり軸受の外レースが少なくとも一端に半径方向へ突出する環状フランジを持ち、取付けられた状態で外レースが、環状フランジにより、形成された管状の軸受受入れ部の対応する端面に軸線方向に支持されている。
【0016】
有利な構成によれば、外レースが他端に軸受受入れ部から軸線方向に突出する環部分を持ち、この環部分が変形によりフランジとなるように変形可能であり、かつ管状の軸受受入れ部の他方の外側端面に軸線方向に固定可能である。
【0017】
変形は、冷間変形例えば転がり鋲止めによる塑性冷間変形、又は誘導加熱による熱変形及び折り返しにより行うことができる。
【0018】
一端に既に存在するフランジ及び/又は他端に形成すべきフランジによる外レースのこのような軸線方向固定又は支持は、片側のみで前記フランジの1つによるか又は面対称に両側でそれぞれフランジによって行うことができる。
【0019】
外レースの軸線方向固定又は支持は、軸受受入れ部が、外レースに従って段付けされるか又は円錐状断面を持っていることによっても実現可能である。
【0020】
特に好ましい実施形態によれば、軸受受入れ部から軸線方向に突出する転がり軸受の外レースの環部分が、転がり鋲止め法により変形可能特に冷間変形可能である。
【0021】
更に板成形部品、間隔環及び転がり軸受の外レースから成る複合体が軸受受入れ部から突出する環部分の変形により自身で締付け可能であるように、間隔環が可撓的に形成されている。このため間隔環が軸線方向に中間の環部分に1つ又は複数の半径方向狭隘部を持っている。同様に間隔環が、両端に内方へ向く半径方向突片及び万一のウエスト状部又は半径方向狭隘部を持つ円筒状変形部品として構成されている。
【0022】
間隔環は波形管としても構成可能である。
【0023】
更に間隔環の突合わせ縁を溶接、巻締め等の方法で互いに結合することが提案される。
【0024】
更に本発明により、円形開口を区画する板成形部品の両方の縁が、取巻き肥厚部を持ち、この肥厚部がそれぞれの縁の折り返し又は据え込みにより形成されている。
【0025】
更に間隔環及び板成形部品の形のそれぞれ隣接する部材の使用される材料の硬度が相違して、軸受受入れ部から軸線方向に突出する外レースの環部分の変形により、軟らかい方の材料を持つ部材の接続輪郭の変形と、硬い方の材料を持つ部材の接続輪郭へのその順応が、同時に行われるようにしている。
【0026】
この場合硬い方の材料を持つ部材の接続輪郭が成形部により形成されて、軟らかい方の材料を持つ部材の接続輪郭の変形と、硬い方の材料を持つ部材の接続輪郭へのその順応とにより、隣接する部材の接続輪郭のはまり合い結合が実施可能であるようにしている。
【0027】
しかしはまり合いは、接触個所に前もって形成される形状寸法例えばアンダカットによって、取付けの際大した変形なしに行うことができる。
【0028】
自動車にある転がり軸受の外レースと車輪支持体との結合装置の製造方法であって、車輪支持体が、中空異形材となるように固定的に結合可能な2つの殻状板成形部品により形成され、板成形部品が、転がり軸受の回転軸線に対して同軸的にそれぞれ1つの円形開口を持ち、これらの開口が互いに間隔をおいて設けられているものにおいて、次の段階が順次に行われる、
a)板成形部品の互いに間隔をおいている両方の開口の間に、開口を区画する板成形部品の両方の縁に軸線方向に支持される間隔環が位置せしめられて、転がり軸受の外レース用の管状軸受受入れ部が形成されるようにし、
b)両方の板成形部品が互いに固定的に結合され、
c)取付けられた状態で形成される管状軸受受入れ部から軸線方向に突出する環部分を一端に形成される外レースが、軸受受入れ部へ押し込まれ、
d)軸受受入れ部から軸線方向に突出する外レースの環部分が、変形によりフランジとなるように変形される。
【0029】
方法段階a)に関して、円形開口を区画する板成形部品の両方の縁が、それぞれ前もって取巻き肥厚部を設けられる。肥厚部が板成形部品のそれぞれの縁の折り返し又は据え込みにより形成される。
【0030】
方法段階b)に関して、両方の板成形部品が溶接により互いに固定的に結合されることが提案される。接着、ろう付け、打抜き鋲止め、巻締め又はねじ止めのような他の結合も可能である。
【0031】
更に方法段階d)に関して、軸受受入れ部から軸線方向に突出する軸受の外レースの環部分が、転がり鋲止め法により変形特に冷間変形されることが提案される。
【0032】
更に(一端において)外レースの軸線方向固定及び/又は外レースの軸線方向支持を行う方法段階d)に関して、外レースの他端に既に曲げ縁が存在するか、又は方法段階d)に従ってこのような曲げ縁が変形により形成されることも提案される。
【0033】
外レースの軸線方向固定又は支持は、外レースに従って軸受受入れ部が段付けされるか又は円錐状断面を持つことによっても行うことができる。
【0034】
本発明の別の有利な展開によれば、板成形部品、間隔環及び転がり軸受の外レースから成る複合体が、軸受受入れ部から突出する環部分の変形により自身で締付けられるように、可撓的に形成されている間隔環が使用される。
【0035】
こうして例えば中間の環部分に1つ又は複数の半径方向狭隘部を持つ間隔環を使用することができる。これに対し円筒状板変形部品として形成されて軸線方向両端に半径方向内方へ向く半径方向突片及び万一のウエスト部を持つ間隔環が使用される。
【0036】
波形間隔環も使用することができる。
【0037】
別の手段として、間隔環及び板成形部品の形のそれぞれ隣接する部材のために、軸受受入れ部から軸線方向に突出する外レースの環部分の変形により、軟らかい方の材料を持つ部材の接続輪郭の変形と、硬い方の材料を持つ部材の接続輪郭へのその順応が、同時に行われるように、硬度の相違する材料が使用される。
【0038】
最後に硬い方の材料を持つ部材の接続輪郭が成形部により形成されて、軟らかい方の材料を持つ部材の接続輪郭の変形と、硬い方の材料を持つ部材の接続輪郭へのその順応とにより、隣接する部材の接続輪郭のはまり合い結合が行われる。
【0039】
提案される結合装置又はこのような結合装置を製造される方法は、従来技術と比較していくつかの利点を持っている。
【0040】
まずこれは特に簡単かつ安価に製造可能である。なぜならば、例えば溶接による両方の板成形部品の相互結合を別として、板成形部品により形成される中空異形材及び間隔環及び外レースから成る複合体が、はまり合い結合及び摩耗結合のみによって行われるからである。取付け中に、外レースの一方の自由端または軸受受入れ部から突出する外レースの環部分のみが、変形処理後フランジとなるように変形され、軸受受入れ部の関係する外側端面に固定される。
【0041】
従来技術が例えば座環と板成形部品との溶接の形で行うような付加的な物質的結合手段は、今や不用である。
【0042】
他方間隔環の特別な配置と取付けのやり方により、大きい締付け力が示される。なぜならば間隔環がいわば圧縮ばねとして作用し、従って複合体の万一のセッティング特性に関して一層大きい余裕を与えるからである。
【0043】
本発明の若干の実施例が添付図面により以下に説明される。
【発明を実施するための最良の形態】
【0044】
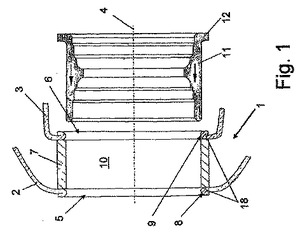
図1に断面図で概略的に示し、最初に説明したドイツ連邦共和国特許出願公開第19915633号明細書により公知であるように、車輪支持体1は2つの殻状板成形部品2及び3即ち外側板成形部品及び内側板成形部品から成り、これらの板成形部品は詳細には示してない転がり軸受の回転軸線4に対して直角に設けられている。
【0045】
両方の板成形部品2及び3は中空異形材となるように固定的に結合可能であり、そのため図示してない結合面の範囲で互いに溶接されている。両方の板成形部品2及び3は、転がり軸受の回転軸線4に対して同軸的に円形の開口5及び6をそれぞれ持ち、これらの開口は軸線方向に互いに間隔をおいている。車輪支持体1の組立ての際、間隔環7が、円形開口5及び6を区画する板成形部品2及び3の縁8と9の間へ挿入されることによって、両方の開口5及び6の間隔が、鋼又は他の適当な材料からなる間隔環7により占められる。これは次のように行われる。即ち間隔環7が板成形部品2及び3の対向する縁8および9に軸線方向に支持されて、転がり軸受の外レース11用の管状軸受受入れ部10が形成されるようにしている。
【0046】
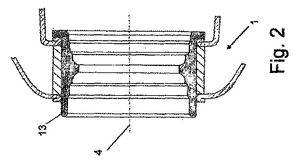
外側輪郭を充分円筒状に形成されている外レース11は、一端に半径方向へ突出する環状フランジ12を持ち、外レース11が取付けられた状態で、即ち管状の軸受受入れ部10へ導入された後、環状フランジ12により、軸受受入れ部10の対応する軸線方向外側端面に軸線方向に支持される(図2)。
【0047】
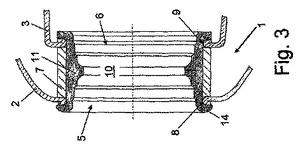
外レース11は、多端に軸受受入れ部10から軸線方向に突出する環部分13を持っている。この環部分13は、図3に示すように変形この場合冷間変形によりフランジ14となるように変形可能であり、その場合管状軸受受入れ部10の他方の端面で軸線方向に固定されている。前記のフランジ14を形成するため、特に公知の転がり鋲止め法が行われる。
【0048】
この構造により、中空異形材となるように結合される板成形部品2及び3は、外側端面の所で固定されるフランジ14を環部分13から鋲止めにより形成することによって、間隔環7及び転がり軸受の外レース11にはまり合い結合及び摩擦結合により固定的に結合される。従来技術により行われるように、別の取付け手段例えば溶接結合は今や不要である。
【0049】
間隔環7が限られた範囲を可撓的に形成されていると、特に有利なことがわかった。この間隔環は取付け中特に外レース11の環区域13の変形により限度内で弾性変形され、それにより両方の板成形部品2及び3、間隔環7および外レース11から成る複合体が、強固な構造単位となるように締付けられる。その際間隔環は圧縮ばねとして作用して、形成される複合体のセッティング特性に関して大きい締付け力および大きい余裕を与える。
【0050】
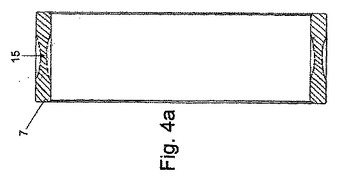
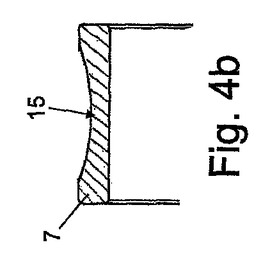
図4aは、このように形成される円筒基本形状の間隔環7の軸線に沿う断面を示し、間隔環7は、中間の環部分にあってその内側輪郭及び外側輪郭から始まって半径方向外方及び内方へ向く狭隘部15を持っている。
【0051】
軸線方向に順次に設けられる複数の狭隘部15を内側及び/又は外側輪郭に設けることも当然可能であり、従って本発明と一緒に含まれる。同様に図4bに示すように、狭隘部15を間隔環7の外側輪郭又は内側輪郭のみに限定することもできる。
【0052】
狭隘部15は、前記の中間環部分において、所望の可撓性を与え、これに反し縁範囲では一層大きい剛性を与える。
【0053】
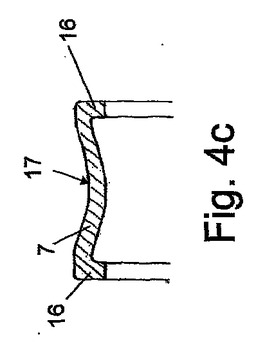
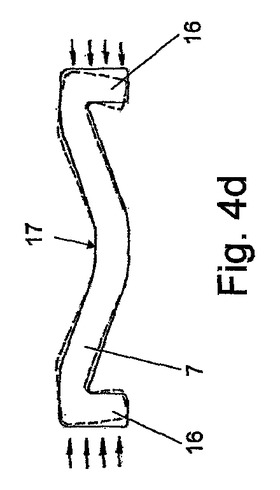
これに反し図4cは、軸線方向両端で内方へ向く半径方向突片16及びフエスト部17を持つ円筒状板変形部品としての間隔環7を示している。間隔環7のこの特別な構成によっても、所望の可撓性が得られ、そのため図4dに概略的に示すように、間隔環7の自由端又は半径方向突片16が、力を加えることにより外レース11の環部分13の変形又は鋲締付け力のためそらされ、従って車輪支持体1の板成形部品2及び3へのはまり合い結合を有利に容易にする。
【0054】
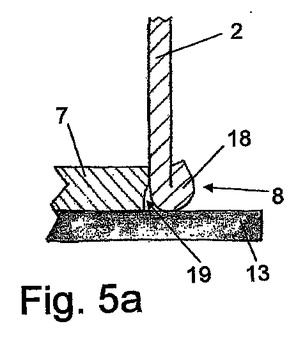
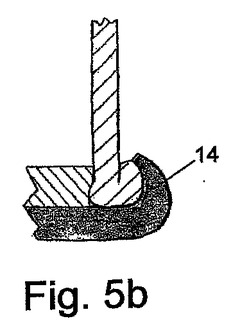
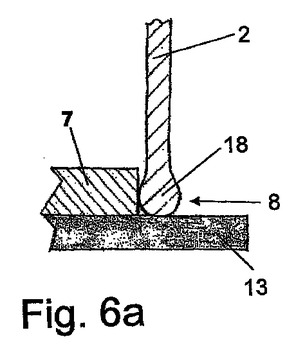
鋲結合における摩擦結合を更に有利に援助するため、円形開口5及び6を区画する板成形部品2及び3の縁8及び9に、前もって取巻き肥厚部18を設けるとよいことがわかった。肥厚部18は、それぞれの縁8および9の折り返し(図1〜3,5a,5b)によるか、その端部の据え込み(図6a,6b)により形成することができる。
【0055】
板成形部品2及び3又は前記肥厚部18に使用される材料が接続される間隔環7の材料より軟らかく、間隔環7が例えば接続輪郭の範囲に成形部19を持っていると、軸受受入れ部10から軸線方向に突出する環部分13の変形により作用する軸線方向力のため、板成形部品2及び3の縁8及び9の接続輪郭の変形も同時に行われる。そのため板成形部品2及び3は、硬い方の材料から成りかつ成形部19を形成されている間隔環7の接続輪郭に順応し、それとはまり合い結合を行う(特に図5a及び5b参照)。
【0056】
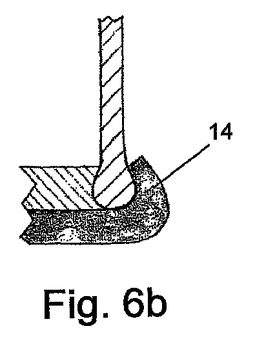
図6a及び6bは部材のこれとは逆の構成を示し、そのため板成形部品2及び3の据え込まれる縁8及びが間隔環7より硬い材料から成り、従って間隔環7の接続輪郭の材料が、板成形部品2及び3の接続輪郭又はその縁8,9に可塑的に順応し、外レース11の環部分13の変形されるフランジ14と共に、縁8,9の滴状断面を少なくとも部分的に包囲する。
【0057】
前述したように外レース11が車輪支持体1に固定的に取付けられていると、車輪支持体1は公知のように、内レース、転動体、車輪ボス等のような更に必要なすべての軸受部材及び取付け部材により完成される(図示せず)。
【0058】
突出する環部分13を持つ既に完成した軸受を軸受受入れ部10へ入れ、環部分13の変形により軸受を取付けることも考えられる。
【0059】
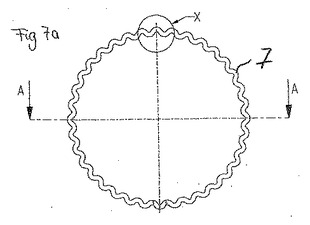
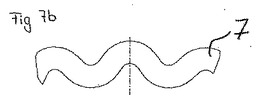
図7a〜7cは、間隔環7の別の有利な構成、即ち波形環として構成される間隔環7を示している。このように構成される間隔環7により、同時に応力ピークを低下するためできるだけ幅広い当接で、重量を節約することができる。
【0060】
図7aはこの波形間隔環7を断面で示す。間隔環の波形構成の代わりに、これを鋭いジグザグに形成することもできる。
【0061】
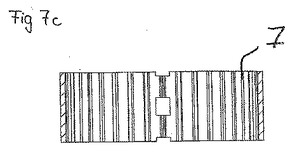
図7bは、図7aにXで示す範囲を詳細に示している。図7cは、突合わせ縁の可能な構造を見た波形間隔環7の断面を示している。
【0062】
この場合図7cに示すように、溶接される突合わせ継手を示している。溶接の変わりに巻き締めにより結合を行うこともできる。
【図面の簡単な説明】
【0063】
【図1】 本発明による結合装置を組立ての始めに縦断面図で示す。
【図2】 図1による結合装置をその組立ての進行した時点において示す。
【図3】 図1及び図2による結合装置を組立ての完了した状態で示す。
【図4a】 間隔環の可能な有利な構成を示す。
【図4b】 間隔環の可能な有利な構成を示す。
【図4c】 間隔環の可能な有利な構成を示す。
【図4d】 間隔環の可能な有利な構成を示す。
【図5a】 板成形部品の円形開口を区画する縁の第1の有利な構成を取付け前に示す。
【図5b】 板成形部品の円形開口を区画する縁の第1の有利な構成を取付け後に示す。
【図6a】 縁の別の有利な構成を取付け前に示す。
【図6b】 縁の別の有利な構成を取付け後に示す。
【図7a】 間隔環の有利な構成を断面で示す。
【図7b】 図7aの構成の細部Xを拡大して示す。
【図7c】 図7aの構成の突合わせ継手を示す。
【符号の説明】
【0064】
1 車輪支持体
2 外側の板成形部品
3 内側の板成形部品
4 回転軸線
5 板成形部品2にある開口
6 板成形部品3にある開口
7 間隔環
8 開口5の縁
9 開口6の縁
10 軸受受入れ部
11 外レース
12 環状フランジ
13 外レース11の環部分
14 フランジ
15 間隔環7にある狭隘部
16 間隔環7にある半径方向突片
17 間隔環7にあるウエスト部
18 肥厚部
19 成形部
【技術分野】
【0001】
本発明は、自動車にある転がり軸受の外レースと車輪支持体との結合装置であって、車輪支持体が、中空異形材となるように固定的に結合可能な2つの殻状板成形部品により形成され、板成形部品が、転がり軸受の回転軸線に対して同軸的にそれぞれ1つの円形開口を持ち、これらの開口が互いに間隔をおいて設けられているものに関する。更に本発明はこのような結合装置の製造方法に関する。
【背景技術】
【0002】
転がり軸受と車輪支持体との結合装置は、ずっと以前から種々の実施形態で公知である。
【0003】
例えばドイツ連邦共和国特許出願公開第4436789号明細書から、深溝玉軸受の外レースを車輪支持体の貫通穴内に圧力ばめで固定することが公知である。外レースの軸線方向固定は止め輪により確実にされるが、これは増大する重量及び増大する製造費を伴う。
【0004】
ドイツ連邦共和国の出願公開第10359649号及び第19613441号明細書は、ボスを持つ車輪軸受装置を開示しており、ボス上に内レースがはめられて、転動体及び1つの部分から成る外レースと共に車輪軸受を形成している。ボス上における内レースの軸線方向固定及び締付けは、ボス端部に形成される半径方向隆起の冷間塑性変形によって行われる。
【0005】
更に全輪駆動自動車用の揺動軸受がドイツ連邦共和国特許出願公開第19915633号明細書から公知であり、その母体は互いに結合可能な板成形部品又は内側殻及び外側殻から成り、これらの部品又は殻に車輪懸架装置及び車輪案内及び車輪制動用部材が取付けられている。そこでは深絞りにより板成形部品を製造し、それから溶接結合部を介してそれらを継ぎ合わせて、突出する部材用の複数の結合面を持つ中空体を形成することが提案される。母体の開口へ、支持環とも称される管状の車輪軸受受入れ部が差込み可能で、溶接により母体に固定的に結合可能である。
【0006】
従来車輪軸受は前記の車輪軸受受入れ部又は支持環へ圧入される。この解決策も、とりわけ望ましくない騒音を生じる外レースの軸線方向移動を防止するために、補足的な軸線方向固定を必要とする。
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明の基礎となっている課題は、例えばドイツ連邦共和国特許出願公開第19915633号明細書から公知のように、自動車にある転がり軸受の外レースと殻状板成形部品との結合装置を提供し、この結合装置が簡単かつ安価に製造可能であり、外レースを軸線方向に固定する別個の付加的な費用のかかる手段を回避することである。
【0008】
それ以外の課題は、このような結合装置を製造する適当な方法を提示することである。
【課題を解決するための手段】
【0009】
本発明は、独立請求項に記載の結合装置および製造方法によって解決する。
【0010】
本発明の有利な展開及び構成はそれぞれの従属請求項からわかる。
【0011】
従って本発明は、まず自動車にある転がり軸受の外レースと車輪支持体との結合装置であって、中空異形材となるように固定的に結合可能な2つの板成形部品により車輪支持体が形成されているものから出発する。
【0012】
有利な展開では、板成形部品が転がり軸受の回転軸線に対して直角に設けられている。殻部分の結合可能性に関して、これらの殼部分が溶接、接着、ろう付け、打抜き鋲止め、鋲止め、巻締めまたはねじ止めによる結合によって結合可能である。
【0013】
更に本発明によれば、板成形部品が、転がり軸受の回転軸線に対して同軸的にそれぞれ1つの円形開口を持ち、これらの開口が互いに間隔をおいて設けられている。
【0014】
この結合装置において、前記の間隔が間隔環により占められ、この間隔環が、両方の円形開口を区画する板成形部品の縁に軸線方向に支持されて、転がり軸受の外レース用の管状軸受受入れ部が形成されるようにしており、板成形部品が、間隔環及び転がり軸受の外レースにはまり合い結合及び摩擦結合で固定的に結合されている。
【0015】
本発明の有利な構成によれば、転がり軸受の外レースが少なくとも一端に半径方向へ突出する環状フランジを持ち、取付けられた状態で外レースが、環状フランジにより、形成された管状の軸受受入れ部の対応する端面に軸線方向に支持されている。
【0016】
有利な構成によれば、外レースが他端に軸受受入れ部から軸線方向に突出する環部分を持ち、この環部分が変形によりフランジとなるように変形可能であり、かつ管状の軸受受入れ部の他方の外側端面に軸線方向に固定可能である。
【0017】
変形は、冷間変形例えば転がり鋲止めによる塑性冷間変形、又は誘導加熱による熱変形及び折り返しにより行うことができる。
【0018】
一端に既に存在するフランジ及び/又は他端に形成すべきフランジによる外レースのこのような軸線方向固定又は支持は、片側のみで前記フランジの1つによるか又は面対称に両側でそれぞれフランジによって行うことができる。
【0019】
外レースの軸線方向固定又は支持は、軸受受入れ部が、外レースに従って段付けされるか又は円錐状断面を持っていることによっても実現可能である。
【0020】
特に好ましい実施形態によれば、軸受受入れ部から軸線方向に突出する転がり軸受の外レースの環部分が、転がり鋲止め法により変形可能特に冷間変形可能である。
【0021】
更に板成形部品、間隔環及び転がり軸受の外レースから成る複合体が軸受受入れ部から突出する環部分の変形により自身で締付け可能であるように、間隔環が可撓的に形成されている。このため間隔環が軸線方向に中間の環部分に1つ又は複数の半径方向狭隘部を持っている。同様に間隔環が、両端に内方へ向く半径方向突片及び万一のウエスト状部又は半径方向狭隘部を持つ円筒状変形部品として構成されている。
【0022】
間隔環は波形管としても構成可能である。
【0023】
更に間隔環の突合わせ縁を溶接、巻締め等の方法で互いに結合することが提案される。
【0024】
更に本発明により、円形開口を区画する板成形部品の両方の縁が、取巻き肥厚部を持ち、この肥厚部がそれぞれの縁の折り返し又は据え込みにより形成されている。
【0025】
更に間隔環及び板成形部品の形のそれぞれ隣接する部材の使用される材料の硬度が相違して、軸受受入れ部から軸線方向に突出する外レースの環部分の変形により、軟らかい方の材料を持つ部材の接続輪郭の変形と、硬い方の材料を持つ部材の接続輪郭へのその順応が、同時に行われるようにしている。
【0026】
この場合硬い方の材料を持つ部材の接続輪郭が成形部により形成されて、軟らかい方の材料を持つ部材の接続輪郭の変形と、硬い方の材料を持つ部材の接続輪郭へのその順応とにより、隣接する部材の接続輪郭のはまり合い結合が実施可能であるようにしている。
【0027】
しかしはまり合いは、接触個所に前もって形成される形状寸法例えばアンダカットによって、取付けの際大した変形なしに行うことができる。
【0028】
自動車にある転がり軸受の外レースと車輪支持体との結合装置の製造方法であって、車輪支持体が、中空異形材となるように固定的に結合可能な2つの殻状板成形部品により形成され、板成形部品が、転がり軸受の回転軸線に対して同軸的にそれぞれ1つの円形開口を持ち、これらの開口が互いに間隔をおいて設けられているものにおいて、次の段階が順次に行われる、
a)板成形部品の互いに間隔をおいている両方の開口の間に、開口を区画する板成形部品の両方の縁に軸線方向に支持される間隔環が位置せしめられて、転がり軸受の外レース用の管状軸受受入れ部が形成されるようにし、
b)両方の板成形部品が互いに固定的に結合され、
c)取付けられた状態で形成される管状軸受受入れ部から軸線方向に突出する環部分を一端に形成される外レースが、軸受受入れ部へ押し込まれ、
d)軸受受入れ部から軸線方向に突出する外レースの環部分が、変形によりフランジとなるように変形される。
【0029】
方法段階a)に関して、円形開口を区画する板成形部品の両方の縁が、それぞれ前もって取巻き肥厚部を設けられる。肥厚部が板成形部品のそれぞれの縁の折り返し又は据え込みにより形成される。
【0030】
方法段階b)に関して、両方の板成形部品が溶接により互いに固定的に結合されることが提案される。接着、ろう付け、打抜き鋲止め、巻締め又はねじ止めのような他の結合も可能である。
【0031】
更に方法段階d)に関して、軸受受入れ部から軸線方向に突出する軸受の外レースの環部分が、転がり鋲止め法により変形特に冷間変形されることが提案される。
【0032】
更に(一端において)外レースの軸線方向固定及び/又は外レースの軸線方向支持を行う方法段階d)に関して、外レースの他端に既に曲げ縁が存在するか、又は方法段階d)に従ってこのような曲げ縁が変形により形成されることも提案される。
【0033】
外レースの軸線方向固定又は支持は、外レースに従って軸受受入れ部が段付けされるか又は円錐状断面を持つことによっても行うことができる。
【0034】
本発明の別の有利な展開によれば、板成形部品、間隔環及び転がり軸受の外レースから成る複合体が、軸受受入れ部から突出する環部分の変形により自身で締付けられるように、可撓的に形成されている間隔環が使用される。
【0035】
こうして例えば中間の環部分に1つ又は複数の半径方向狭隘部を持つ間隔環を使用することができる。これに対し円筒状板変形部品として形成されて軸線方向両端に半径方向内方へ向く半径方向突片及び万一のウエスト部を持つ間隔環が使用される。
【0036】
波形間隔環も使用することができる。
【0037】
別の手段として、間隔環及び板成形部品の形のそれぞれ隣接する部材のために、軸受受入れ部から軸線方向に突出する外レースの環部分の変形により、軟らかい方の材料を持つ部材の接続輪郭の変形と、硬い方の材料を持つ部材の接続輪郭へのその順応が、同時に行われるように、硬度の相違する材料が使用される。
【0038】
最後に硬い方の材料を持つ部材の接続輪郭が成形部により形成されて、軟らかい方の材料を持つ部材の接続輪郭の変形と、硬い方の材料を持つ部材の接続輪郭へのその順応とにより、隣接する部材の接続輪郭のはまり合い結合が行われる。
【0039】
提案される結合装置又はこのような結合装置を製造される方法は、従来技術と比較していくつかの利点を持っている。
【0040】
まずこれは特に簡単かつ安価に製造可能である。なぜならば、例えば溶接による両方の板成形部品の相互結合を別として、板成形部品により形成される中空異形材及び間隔環及び外レースから成る複合体が、はまり合い結合及び摩耗結合のみによって行われるからである。取付け中に、外レースの一方の自由端または軸受受入れ部から突出する外レースの環部分のみが、変形処理後フランジとなるように変形され、軸受受入れ部の関係する外側端面に固定される。
【0041】
従来技術が例えば座環と板成形部品との溶接の形で行うような付加的な物質的結合手段は、今や不用である。
【0042】
他方間隔環の特別な配置と取付けのやり方により、大きい締付け力が示される。なぜならば間隔環がいわば圧縮ばねとして作用し、従って複合体の万一のセッティング特性に関して一層大きい余裕を与えるからである。
【0043】
本発明の若干の実施例が添付図面により以下に説明される。
【発明を実施するための最良の形態】
【0044】
図1に断面図で概略的に示し、最初に説明したドイツ連邦共和国特許出願公開第19915633号明細書により公知であるように、車輪支持体1は2つの殻状板成形部品2及び3即ち外側板成形部品及び内側板成形部品から成り、これらの板成形部品は詳細には示してない転がり軸受の回転軸線4に対して直角に設けられている。
【0045】
両方の板成形部品2及び3は中空異形材となるように固定的に結合可能であり、そのため図示してない結合面の範囲で互いに溶接されている。両方の板成形部品2及び3は、転がり軸受の回転軸線4に対して同軸的に円形の開口5及び6をそれぞれ持ち、これらの開口は軸線方向に互いに間隔をおいている。車輪支持体1の組立ての際、間隔環7が、円形開口5及び6を区画する板成形部品2及び3の縁8と9の間へ挿入されることによって、両方の開口5及び6の間隔が、鋼又は他の適当な材料からなる間隔環7により占められる。これは次のように行われる。即ち間隔環7が板成形部品2及び3の対向する縁8および9に軸線方向に支持されて、転がり軸受の外レース11用の管状軸受受入れ部10が形成されるようにしている。
【0046】
外側輪郭を充分円筒状に形成されている外レース11は、一端に半径方向へ突出する環状フランジ12を持ち、外レース11が取付けられた状態で、即ち管状の軸受受入れ部10へ導入された後、環状フランジ12により、軸受受入れ部10の対応する軸線方向外側端面に軸線方向に支持される(図2)。
【0047】
外レース11は、多端に軸受受入れ部10から軸線方向に突出する環部分13を持っている。この環部分13は、図3に示すように変形この場合冷間変形によりフランジ14となるように変形可能であり、その場合管状軸受受入れ部10の他方の端面で軸線方向に固定されている。前記のフランジ14を形成するため、特に公知の転がり鋲止め法が行われる。
【0048】
この構造により、中空異形材となるように結合される板成形部品2及び3は、外側端面の所で固定されるフランジ14を環部分13から鋲止めにより形成することによって、間隔環7及び転がり軸受の外レース11にはまり合い結合及び摩擦結合により固定的に結合される。従来技術により行われるように、別の取付け手段例えば溶接結合は今や不要である。
【0049】
間隔環7が限られた範囲を可撓的に形成されていると、特に有利なことがわかった。この間隔環は取付け中特に外レース11の環区域13の変形により限度内で弾性変形され、それにより両方の板成形部品2及び3、間隔環7および外レース11から成る複合体が、強固な構造単位となるように締付けられる。その際間隔環は圧縮ばねとして作用して、形成される複合体のセッティング特性に関して大きい締付け力および大きい余裕を与える。
【0050】
図4aは、このように形成される円筒基本形状の間隔環7の軸線に沿う断面を示し、間隔環7は、中間の環部分にあってその内側輪郭及び外側輪郭から始まって半径方向外方及び内方へ向く狭隘部15を持っている。
【0051】
軸線方向に順次に設けられる複数の狭隘部15を内側及び/又は外側輪郭に設けることも当然可能であり、従って本発明と一緒に含まれる。同様に図4bに示すように、狭隘部15を間隔環7の外側輪郭又は内側輪郭のみに限定することもできる。
【0052】
狭隘部15は、前記の中間環部分において、所望の可撓性を与え、これに反し縁範囲では一層大きい剛性を与える。
【0053】
これに反し図4cは、軸線方向両端で内方へ向く半径方向突片16及びフエスト部17を持つ円筒状板変形部品としての間隔環7を示している。間隔環7のこの特別な構成によっても、所望の可撓性が得られ、そのため図4dに概略的に示すように、間隔環7の自由端又は半径方向突片16が、力を加えることにより外レース11の環部分13の変形又は鋲締付け力のためそらされ、従って車輪支持体1の板成形部品2及び3へのはまり合い結合を有利に容易にする。
【0054】
鋲結合における摩擦結合を更に有利に援助するため、円形開口5及び6を区画する板成形部品2及び3の縁8及び9に、前もって取巻き肥厚部18を設けるとよいことがわかった。肥厚部18は、それぞれの縁8および9の折り返し(図1〜3,5a,5b)によるか、その端部の据え込み(図6a,6b)により形成することができる。
【0055】
板成形部品2及び3又は前記肥厚部18に使用される材料が接続される間隔環7の材料より軟らかく、間隔環7が例えば接続輪郭の範囲に成形部19を持っていると、軸受受入れ部10から軸線方向に突出する環部分13の変形により作用する軸線方向力のため、板成形部品2及び3の縁8及び9の接続輪郭の変形も同時に行われる。そのため板成形部品2及び3は、硬い方の材料から成りかつ成形部19を形成されている間隔環7の接続輪郭に順応し、それとはまり合い結合を行う(特に図5a及び5b参照)。
【0056】
図6a及び6bは部材のこれとは逆の構成を示し、そのため板成形部品2及び3の据え込まれる縁8及びが間隔環7より硬い材料から成り、従って間隔環7の接続輪郭の材料が、板成形部品2及び3の接続輪郭又はその縁8,9に可塑的に順応し、外レース11の環部分13の変形されるフランジ14と共に、縁8,9の滴状断面を少なくとも部分的に包囲する。
【0057】
前述したように外レース11が車輪支持体1に固定的に取付けられていると、車輪支持体1は公知のように、内レース、転動体、車輪ボス等のような更に必要なすべての軸受部材及び取付け部材により完成される(図示せず)。
【0058】
突出する環部分13を持つ既に完成した軸受を軸受受入れ部10へ入れ、環部分13の変形により軸受を取付けることも考えられる。
【0059】
図7a〜7cは、間隔環7の別の有利な構成、即ち波形環として構成される間隔環7を示している。このように構成される間隔環7により、同時に応力ピークを低下するためできるだけ幅広い当接で、重量を節約することができる。
【0060】
図7aはこの波形間隔環7を断面で示す。間隔環の波形構成の代わりに、これを鋭いジグザグに形成することもできる。
【0061】
図7bは、図7aにXで示す範囲を詳細に示している。図7cは、突合わせ縁の可能な構造を見た波形間隔環7の断面を示している。
【0062】
この場合図7cに示すように、溶接される突合わせ継手を示している。溶接の変わりに巻き締めにより結合を行うこともできる。
【図面の簡単な説明】
【0063】
【図1】 本発明による結合装置を組立ての始めに縦断面図で示す。
【図2】 図1による結合装置をその組立ての進行した時点において示す。
【図3】 図1及び図2による結合装置を組立ての完了した状態で示す。
【図4a】 間隔環の可能な有利な構成を示す。
【図4b】 間隔環の可能な有利な構成を示す。
【図4c】 間隔環の可能な有利な構成を示す。
【図4d】 間隔環の可能な有利な構成を示す。
【図5a】 板成形部品の円形開口を区画する縁の第1の有利な構成を取付け前に示す。
【図5b】 板成形部品の円形開口を区画する縁の第1の有利な構成を取付け後に示す。
【図6a】 縁の別の有利な構成を取付け前に示す。
【図6b】 縁の別の有利な構成を取付け後に示す。
【図7a】 間隔環の有利な構成を断面で示す。
【図7b】 図7aの構成の細部Xを拡大して示す。
【図7c】 図7aの構成の突合わせ継手を示す。
【符号の説明】
【0064】
1 車輪支持体
2 外側の板成形部品
3 内側の板成形部品
4 回転軸線
5 板成形部品2にある開口
6 板成形部品3にある開口
7 間隔環
8 開口5の縁
9 開口6の縁
10 軸受受入れ部
11 外レース
12 環状フランジ
13 外レース11の環部分
14 フランジ
15 間隔環7にある狭隘部
16 間隔環7にある半径方向突片
17 間隔環7にあるウエスト部
18 肥厚部
19 成形部
【特許請求の範囲】
【請求項1】
自動車にある転がり軸受の外レース(11)と車輪支持体(1)との結合装置であって、車輪支持体(1)が、中空異形材となるように固定的に結合可能な2つの殻状板成形部品(2,3)により形成され、板成形部品(2,3)が、転がり軸受の回転軸線(4)に対して同軸的にそれぞれ1つの円形開口(5,6)を持ち、これらの開口(5,6)が互いに間隔をおいて設けられているものにおいて、前記の間隔が間隔環(7)により占められ、この間隔環(7)が、両方の円形開口(5,6)を区画する板成形部品(2,3)の縁(8,9)に軸線方向に支持されて、転がり軸受の外レース(11)用の管状軸受受入れ部(10)が形成されるようにしており、板成形部品(2,3)が、間隔環(7)及び転がり軸受の外レース(11)にはまり合い結合及び摩擦結合で固定的に結合されていることを特徴とする、結合装置。
【請求項2】
転がり軸受の外レース(11)が少なくとも一端に半径方向へ突出する環状フランジ(12)を持ち、取付けられた状態で外レース(11)が、環状フランジ(12)により、形成された管状の軸受受入れ部(10)の対応する端面に軸線方向に支持され、かつ/又は少なくとも他端に軸受受入れ部(10)から軸線方向に突出する環部分(13)を持ち、この環部分(13)が変形によりフランジ(14)となるように変形可能であり、かつ管状の軸受受入れ部(10)の他方の外側端面に軸線方向に固定可能であることを特徴とする、請求項1に記載の結合装置。
【請求項3】
軸受受入れ部(10)から軸線方向に突出する転がり軸受の外レース(11)の環部分(13)が、転がり鋲止め法により変形可能特に冷間変形可能であることを特徴とする、請求項2に記載の結合装置。
【請求項4】
板成形部品(2,3)、間隔環(7)及び転がり軸受の外レース(11)から成る複合体が軸受受入れ部(10)から突出する環部分(13)の変形により自身で締付け可能であるように、間隔環(7)が可撓的に形成されていることを特徴とする、請求項1〜3の1つに記載の結合装置。
【請求項5】
間隔環(7)が軸線方向に中間の環部分に1つ又は複数の半径方向狭隘部(15)特に半径方向内側又は外側に設けられる狭隘部を持っていることを特徴とする、請求項4に記載の結合装置。
【請求項6】
間隔環(7)が、両端に内方へ向く半径方向突片(6)及び万一のウエスト状部(17)を持つ円筒状変形部品として構成されていることを特徴とする、請求項4に記載の結合装置。
【請求項7】
板成形部品(2,3)が溶接により互いに固定的に結合され、かつ/又は板成形部品(2,3)が転がり軸受の回転軸線に対して直角に設けられていることを特徴とする、請求項1〜6の1つに記載の結合装置。
【請求項8】
円形開口(5,6)を区画する板成形部品(2,3)の両方の縁(8,9)が、取巻き肥厚部(18)を持っていることを特徴とする、請求項1〜7の1つに記載の結合装置。
【請求項9】
肥厚部(18)がそれぞれの縁(8,9)の折り返し又は据え込みにより形成されていることを特徴とする、請求項8に記載の結合装置。
【請求項10】
間隔環(7)及び板成形部品(2,3)の形のそれぞれ隣接する部材の使用される材料の硬度が相違して、軸受受入れ部(10)から軸線方向に突出する外レース(11)の環部分(13)の変形により、軟らかい方の材料を持つ部材の接続輪郭の変形と、硬い方の材料を持つ部材の接続輪郭へのその順応が、同時に行われるようにしていることを特徴とする、請求項1〜9の1つに記載の結合装置。
【請求項11】
硬い方の材料を持つ部材(7)の接続輪郭が成形部(19)により形成されて、軟らかい方の材料を持つ部材(2,3)の接続輪郭の変形と、硬い方の材料を持つ部材(7)の接続輪郭へのその順応とにより、隣接する部材(7;2,3)の接続輪郭のはまり合い結合が実施可能であるようにしていることを特徴とする、請求項10に記載の結合装置。
【請求項12】
軸受受入れ部(10)が、外レース(11)に従って段付けされるか又は円錐状断面を持っていることを特徴とする、先行する請求項の1つに記載の結合装置。
【請求項13】
自動車にある転がり軸受の外レース(11)と車輪支持体(1)との結合装置の製造方法であって、車輪支持体(1)が、中空異形材となるように固定的に結合可能な2つの殻状板成形部品(2,3)により形成され、板成形部品(2,3)が、転がり軸受の回転軸線(4)に対して同軸的にそれぞれ1つの円形開口(5,6)を持ち、これらの開口(5,6)が互いに間隔をおいて設けられているものにおいて、次の段階が順次に行われる、
a)板成形部品(2,3)の互いに間隔をおいている両方の開口(5,6)の間に、開口(5,6)を区画する板成形部品(2,3)の両方の縁(8,9)に軸線方向に支持される間隔環(7)が位置せしめられて、転がり軸受の外レース(11)用の管状軸受受入れ部(10)が形成されるようにし、
b)両方の板成形部品(2,3)が互いに固定的に結合され、
c)取付けられた状態で形成される管状軸受受入れ部(10)から軸線方向に突出する環部分(13)を一端に形成される外レース(11)が、軸受受入れ部(10)へ押し込まれ、
d)軸受受入れ部(10)から軸線方向に突出する外レース(11)の環部分(13)が、変形によりフランジ(14)となるように変形される
ことを特徴とする方法。
【請求項14】
方法段階a)に関して、円形開口(5,6)を区画する板成形部品(2,3)の両方の縁(8,9)が、それぞれ前もって取巻き肥厚部(18)を設けられることを特徴とする、請求項13に記載の方法。
【請求項15】
肥厚部(18)が板成形部品(2,3)のそれぞれの縁(8,9)の折り返し又は据え込みにより形成されることを特徴とする、請求項14に記載の方法。
【請求項16】
方法段階b)に関して、両方の板成形部品(2,3)が溶接により互いに固定的に結合されることを特徴とする、請求項13〜15の1つに記載の方法。
【請求項17】
方法段階d)に関して、軸受受入れ部(10)から軸線方向に突出する軸受の外レース(11)の環部分(13)が、転がり鋲止め法により変形特に冷間変形されることを特徴とする、請求項13〜16の1つに記載の方法。
【請求項18】
外レースの他端に既に曲げ縁が存在するか、又は方法段階d)に従ってこのような曲げ縁が変形により形成されることを特徴とする、請求項13〜17の1つに記載の方法。
【請求項19】
板成形部品(2,3)、間隔環(7)及び転がり軸受の外レース(11)から成る複合体が、軸受受入れ部(10)から突出する環部分(13)の変形により自身で締付けられるように、限度内で可撓的に形成されている間隔環(7)が使用されることを特徴とする、請求項13〜18の1つに記載の方法。
【請求項20】
軸線方向に中間の環部分に1つ又は複数の半径方向狭隘部(15)特に半径方向内側又は外側に設けられる狭隘部(15)を持つ間隔環(7)が使用されることを特徴とする、請求項19に記載の方法。
【請求項21】
円筒状板変形部品として形成されて軸線方向両端に半径方向内方へ向く半径方向突片(16)及び万一のウエスト部(17)を持つ間隔環(7)が使用されることを特徴とする、請求項20に記載の方法。
【請求項22】
間隔環(7)及び板成形部品(2,3)の形のそれぞれ隣接する部材のために、軸受受入れ部(10)から軸線方向に突出する外レース(11)の環部分(13)の変形により、軟らかい方の材料を持つ部材の接続輪郭の変形と、硬い方の材料を持つ部材の接続輪郭へのその順応が、同時に行われるように、硬度の相違する材料が使用されることを特徴とする、請求項13〜21の1つに記載の方法。
【請求項23】
硬い方の材料を持つ部材(7)の接続輪郭が成形部(19)により形成されて、軟らかい方の材料を持つ部材(2,3)の接続輪郭の変形と、硬い方の材料を持つ部材(7)の接続輪郭へのその順応とにより、隣接する部材(7;2,3)の接続輪郭のはまり合い結合が行われることを特徴とする、請求項22に記載の方法。
【請求項1】
自動車にある転がり軸受の外レース(11)と車輪支持体(1)との結合装置であって、車輪支持体(1)が、中空異形材となるように固定的に結合可能な2つの殻状板成形部品(2,3)により形成され、板成形部品(2,3)が、転がり軸受の回転軸線(4)に対して同軸的にそれぞれ1つの円形開口(5,6)を持ち、これらの開口(5,6)が互いに間隔をおいて設けられているものにおいて、前記の間隔が間隔環(7)により占められ、この間隔環(7)が、両方の円形開口(5,6)を区画する板成形部品(2,3)の縁(8,9)に軸線方向に支持されて、転がり軸受の外レース(11)用の管状軸受受入れ部(10)が形成されるようにしており、板成形部品(2,3)が、間隔環(7)及び転がり軸受の外レース(11)にはまり合い結合及び摩擦結合で固定的に結合されていることを特徴とする、結合装置。
【請求項2】
転がり軸受の外レース(11)が少なくとも一端に半径方向へ突出する環状フランジ(12)を持ち、取付けられた状態で外レース(11)が、環状フランジ(12)により、形成された管状の軸受受入れ部(10)の対応する端面に軸線方向に支持され、かつ/又は少なくとも他端に軸受受入れ部(10)から軸線方向に突出する環部分(13)を持ち、この環部分(13)が変形によりフランジ(14)となるように変形可能であり、かつ管状の軸受受入れ部(10)の他方の外側端面に軸線方向に固定可能であることを特徴とする、請求項1に記載の結合装置。
【請求項3】
軸受受入れ部(10)から軸線方向に突出する転がり軸受の外レース(11)の環部分(13)が、転がり鋲止め法により変形可能特に冷間変形可能であることを特徴とする、請求項2に記載の結合装置。
【請求項4】
板成形部品(2,3)、間隔環(7)及び転がり軸受の外レース(11)から成る複合体が軸受受入れ部(10)から突出する環部分(13)の変形により自身で締付け可能であるように、間隔環(7)が可撓的に形成されていることを特徴とする、請求項1〜3の1つに記載の結合装置。
【請求項5】
間隔環(7)が軸線方向に中間の環部分に1つ又は複数の半径方向狭隘部(15)特に半径方向内側又は外側に設けられる狭隘部を持っていることを特徴とする、請求項4に記載の結合装置。
【請求項6】
間隔環(7)が、両端に内方へ向く半径方向突片(6)及び万一のウエスト状部(17)を持つ円筒状変形部品として構成されていることを特徴とする、請求項4に記載の結合装置。
【請求項7】
板成形部品(2,3)が溶接により互いに固定的に結合され、かつ/又は板成形部品(2,3)が転がり軸受の回転軸線に対して直角に設けられていることを特徴とする、請求項1〜6の1つに記載の結合装置。
【請求項8】
円形開口(5,6)を区画する板成形部品(2,3)の両方の縁(8,9)が、取巻き肥厚部(18)を持っていることを特徴とする、請求項1〜7の1つに記載の結合装置。
【請求項9】
肥厚部(18)がそれぞれの縁(8,9)の折り返し又は据え込みにより形成されていることを特徴とする、請求項8に記載の結合装置。
【請求項10】
間隔環(7)及び板成形部品(2,3)の形のそれぞれ隣接する部材の使用される材料の硬度が相違して、軸受受入れ部(10)から軸線方向に突出する外レース(11)の環部分(13)の変形により、軟らかい方の材料を持つ部材の接続輪郭の変形と、硬い方の材料を持つ部材の接続輪郭へのその順応が、同時に行われるようにしていることを特徴とする、請求項1〜9の1つに記載の結合装置。
【請求項11】
硬い方の材料を持つ部材(7)の接続輪郭が成形部(19)により形成されて、軟らかい方の材料を持つ部材(2,3)の接続輪郭の変形と、硬い方の材料を持つ部材(7)の接続輪郭へのその順応とにより、隣接する部材(7;2,3)の接続輪郭のはまり合い結合が実施可能であるようにしていることを特徴とする、請求項10に記載の結合装置。
【請求項12】
軸受受入れ部(10)が、外レース(11)に従って段付けされるか又は円錐状断面を持っていることを特徴とする、先行する請求項の1つに記載の結合装置。
【請求項13】
自動車にある転がり軸受の外レース(11)と車輪支持体(1)との結合装置の製造方法であって、車輪支持体(1)が、中空異形材となるように固定的に結合可能な2つの殻状板成形部品(2,3)により形成され、板成形部品(2,3)が、転がり軸受の回転軸線(4)に対して同軸的にそれぞれ1つの円形開口(5,6)を持ち、これらの開口(5,6)が互いに間隔をおいて設けられているものにおいて、次の段階が順次に行われる、
a)板成形部品(2,3)の互いに間隔をおいている両方の開口(5,6)の間に、開口(5,6)を区画する板成形部品(2,3)の両方の縁(8,9)に軸線方向に支持される間隔環(7)が位置せしめられて、転がり軸受の外レース(11)用の管状軸受受入れ部(10)が形成されるようにし、
b)両方の板成形部品(2,3)が互いに固定的に結合され、
c)取付けられた状態で形成される管状軸受受入れ部(10)から軸線方向に突出する環部分(13)を一端に形成される外レース(11)が、軸受受入れ部(10)へ押し込まれ、
d)軸受受入れ部(10)から軸線方向に突出する外レース(11)の環部分(13)が、変形によりフランジ(14)となるように変形される
ことを特徴とする方法。
【請求項14】
方法段階a)に関して、円形開口(5,6)を区画する板成形部品(2,3)の両方の縁(8,9)が、それぞれ前もって取巻き肥厚部(18)を設けられることを特徴とする、請求項13に記載の方法。
【請求項15】
肥厚部(18)が板成形部品(2,3)のそれぞれの縁(8,9)の折り返し又は据え込みにより形成されることを特徴とする、請求項14に記載の方法。
【請求項16】
方法段階b)に関して、両方の板成形部品(2,3)が溶接により互いに固定的に結合されることを特徴とする、請求項13〜15の1つに記載の方法。
【請求項17】
方法段階d)に関して、軸受受入れ部(10)から軸線方向に突出する軸受の外レース(11)の環部分(13)が、転がり鋲止め法により変形特に冷間変形されることを特徴とする、請求項13〜16の1つに記載の方法。
【請求項18】
外レースの他端に既に曲げ縁が存在するか、又は方法段階d)に従ってこのような曲げ縁が変形により形成されることを特徴とする、請求項13〜17の1つに記載の方法。
【請求項19】
板成形部品(2,3)、間隔環(7)及び転がり軸受の外レース(11)から成る複合体が、軸受受入れ部(10)から突出する環部分(13)の変形により自身で締付けられるように、限度内で可撓的に形成されている間隔環(7)が使用されることを特徴とする、請求項13〜18の1つに記載の方法。
【請求項20】
軸線方向に中間の環部分に1つ又は複数の半径方向狭隘部(15)特に半径方向内側又は外側に設けられる狭隘部(15)を持つ間隔環(7)が使用されることを特徴とする、請求項19に記載の方法。
【請求項21】
円筒状板変形部品として形成されて軸線方向両端に半径方向内方へ向く半径方向突片(16)及び万一のウエスト部(17)を持つ間隔環(7)が使用されることを特徴とする、請求項20に記載の方法。
【請求項22】
間隔環(7)及び板成形部品(2,3)の形のそれぞれ隣接する部材のために、軸受受入れ部(10)から軸線方向に突出する外レース(11)の環部分(13)の変形により、軟らかい方の材料を持つ部材の接続輪郭の変形と、硬い方の材料を持つ部材の接続輪郭へのその順応が、同時に行われるように、硬度の相違する材料が使用されることを特徴とする、請求項13〜21の1つに記載の方法。
【請求項23】
硬い方の材料を持つ部材(7)の接続輪郭が成形部(19)により形成されて、軟らかい方の材料を持つ部材(2,3)の接続輪郭の変形と、硬い方の材料を持つ部材(7)の接続輪郭へのその順応とにより、隣接する部材(7;2,3)の接続輪郭のはまり合い結合が行われることを特徴とする、請求項22に記載の方法。
【図1】

【図2】
【図3】
【図4a】
【図4b】
【図4c】
【図4d】
【図5a】
【図5b】
【図6a】
【図6b】
【図7a】
【図7b】
【図7c】
【図2】
【図3】
【図4a】
【図4b】
【図4c】
【図4d】
【図5a】
【図5b】
【図6a】
【図6b】
【図7a】
【図7b】
【図7c】
【公表番号】特表2009−537400(P2009−537400A)
【公表日】平成21年10月29日(2009.10.29)
【国際特許分類】
【出願番号】特願2009−514626(P2009−514626)
【出願日】平成19年5月10日(2007.5.10)
【国際出願番号】PCT/DE2007/000851
【国際公開番号】WO2007/134570
【国際公開日】平成19年11月29日(2007.11.29)
【出願人】(506420843)シエフレル・コマンデイトゲゼルシヤフト (80)
【Fターム(参考)】
【公表日】平成21年10月29日(2009.10.29)
【国際特許分類】
【出願日】平成19年5月10日(2007.5.10)
【国際出願番号】PCT/DE2007/000851
【国際公開番号】WO2007/134570
【国際公開日】平成19年11月29日(2007.11.29)
【出願人】(506420843)シエフレル・コマンデイトゲゼルシヤフト (80)
【Fターム(参考)】
[ Back to top ]