
自動車におけるドア取り付け方法
【課題】ドア最終取り付け工程でドアヒンジとドアとを正規のボルトで結合したとき,その結合部に非塗装部があっても,それが外部に露出しないようにする。
【解決手段】ドア仮止め工程cでドア側ヒンジアーム2にドアDfを仮止めする際には,ドア最終取り付け工程gでドア側ヒンジアーム2にドアDfを取り付けるのに用いるボルト7の頭部フランジ7aよりも小径の頭部フランジ07aを持つ仮止めボルト07を用いる。
【解決手段】ドア仮止め工程cでドア側ヒンジアーム2にドアDfを仮止めする際には,ドア最終取り付け工程gでドア側ヒンジアーム2にドアDfを取り付けるのに用いるボルト7の頭部フランジ7aよりも小径の頭部フランジ07aを持つ仮止めボルト07を用いる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は,自動車におけるドア取り付け方法に関し,特に,ボディ側ヒンジアームと,ドア側ヒンジアームと,これらヒンジアームを相対回動可能に連結するヒンジピンとからなるドアヒンジを用意し,それのボディ側ヒンジアームを,未塗装の自動車ボディに取り付けるドアヒンジ取り付け工程と,前記ドアヒンジのドア側ヒンジアームに未塗装のドアを仮止めするドア仮止め工程と,このドア仮止め工程後,自動車ボディ及びドアを同時に塗装する塗装工程と,この塗装工程後,前記ドア側ヒンジアームからドアを取り外すドア取り外し工程と,塗装された自動車ボディ及びドアを個別に艤装する艤装工程と,この艤装工程後,前記ドア側ヒンジアームに,それに対応するドアを最終的に取り付けるドア最終取り付け工程とからなる,自動車におけるドア取り付け方法の改良に関する。
【背景技術】
【0002】
かゝる自動車におけるドア取り付け方法は,下記特許文献1に開示されるように,既に知られている。
【特許文献1】特開平2−254080号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
従来のかゝる自動車におけるドア取り付け方法では,塗装工程後,先の仮止め工程でドアヒンジとドアとの仮止めに使用した仮止めボルトを取り外して,ドアを自動車ボディから分離し,艤装工程後,ドア最終取り付け工程でドアヒンジとドアとを正規のボルトで結合したとき,その結合部に非塗装部が露出することがある。
【0004】
本発明は,かゝる事情に鑑みてなされたもので,ドア最終取り付け工程でドアヒンジとドアとを正規のボルトで結合したとき,その結合部に非塗装部があっても,それが外部に露出しないようにした,前記自動車におけるドア取り付け方法を提供することを目的とする。
【課題を解決するための手段】
【0005】
上記目的を達成するために,本発明は,ボディ側ヒンジアームと,ドア側ヒンジアームと,これらヒンジアームを相対回動可能に連結するヒンジピンとからなるドアヒンジを用意し,それのボディ側ヒンジアームを,未塗装の自動車ボディに取り付けるドアヒンジ取り付け工程と,前記ドアヒンジのドア側ヒンジアームに未塗装のドアを仮止めするドア仮止め工程と,このドア仮止め工程後,自動車ボディ及びドアを同時に塗装する塗装工程と,この塗装工程後,前記ドア側ヒンジアームからドアを取り外すドア取り外し工程と,塗装された自動車ボディ及びドアを個別に艤装する艤装工程と,この艤装工程後,前記ドア側ヒンジアームに,それに対応するドアを最終的に取り付けるドア最終取り付け工程とからなる,自動車におけるドア取り付け方法において,前記ドア仮止め工程で前記ドア側ヒンジアームにドアを仮止めする際には,ドア最終取り付け工程で前記ドア側ヒンジアームにドアを取り付けるのに用いるボルトの頭部フランジよりも小径の頭部フランジを持つ仮止めボルトを用いることを特徴とする。
【発明の効果】
【0006】
本発明の特徴によれば,塗装後,仮止めボルトを離脱させてドアを取り外したとき,仮止めボルトの頭部フランジが密着していた自動車ボディの非塗装部を,ドアの最終取り付けに用いるボルトの頭部フランジによって覆い,非塗装部が露出状態となることを簡単,確実に防ぐことができる。
【発明を実施するための最良の形態】
【0007】
本発明の実施例の形態を,添付図面に示す本発明の好適な実施例に基づいて説明する。
【0008】
図1は完成された自動車の要部側面図,図2は図1における上部フロントドアヒンジの自動車への取り付け構造を示す一部縦断正面図,図3は図2の3−3線断面図,図4は図1における上部及び下部フロントドアヒンジのドア側ヒンジアームの正面図,図5は図1における上部リアドアヒンジの自動車への取り付け構造を示す一部縦断正面図,図6は図5の6−6線断面図,図7は自動車の製造工程の一部の説明図,図8は各ドアヒンジへのドアの仮止め構造を示す断面図,図9は自動車の製造工程で使用する自動車ボディへのドアヒンジ組み付け治具の正面図,図10は図9の10部拡大図(上部及び下部フロントドアヒンジは外した状態で示す),図11は図9の11矢視図,図12は図9の12−12線断面図,図13は上部及び下部フロントドアヒンジを位置決め保持した状態を示す,図10に対応した作用説明図,図14は図9の14部拡大図,図15は図9の15矢視図,図16は図9の16−16線断面図,図17は前記ドアヒンジ組み付け治具におけるヒンジ位置決め保持手段の変形例を示す正面図である。
【0009】
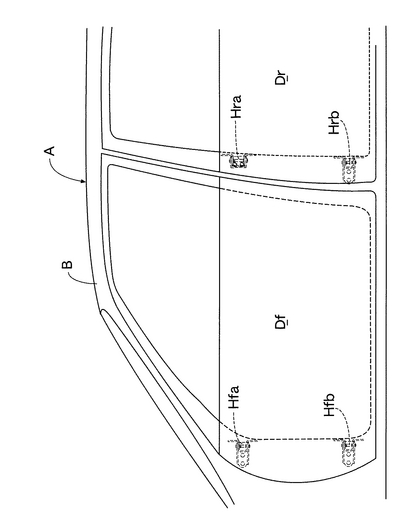
図1において,完成された自動車AはフロントドアDf及びリアドアDrを有するもので,そのフロントドアDfは,自動車ボディBのフロントピラーPfに,対をなす上部フロントドアヒンジHfa及び下部フロントドアヒンジHfbを介して取り付けられ,またリアドアDrは,自動車ボディBのセンタピラーPsに,対をなす上部リアドアヒンジHra及び下部リアドアヒンジHrbを介して取り付けられる。
【0010】
先ず,上部及び下部フロントドアヒンジHfa,Hfb並びにそれらの自動車Aへの取り付け構造について,図2及び図3により説明する。
【0011】
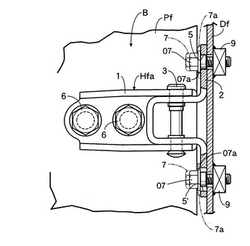
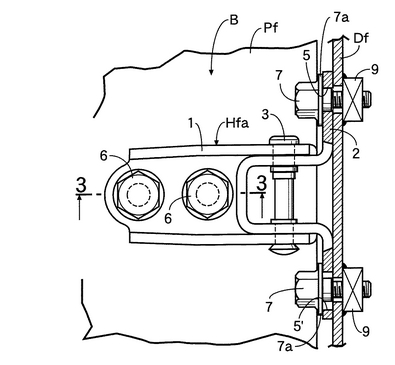
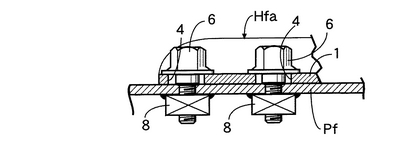
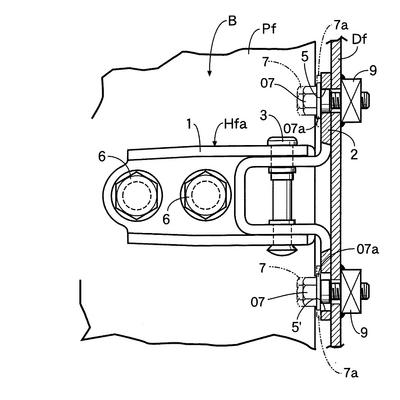
上部フロントドアヒンジHfaは,ボディ側ヒンジアーム1,ドア側ヒンジアーム2及び両ヒンジアーム1,2を相互に回動自在に連結するヒンジピン3からなっている。ボディ側ヒンジアーム1には一対のボルト孔4,4が穿設されており,これらボルト孔4,4に挿通したボルト6,6を,自動車ボディBのフロントピラーPfに固着した一対のウエルディングナット8,8に螺合,緊締することにより,ボディ側ヒンジアーム1はフロントピラーPfに固着される。その際,前記ボルト孔4,4は,ボディ側ヒンジアーム1の取り付け位置の微調整を可能にすべく,ボルト6,6より充分大径に形成される。
【0012】
またドア側ヒンジアーム2には,その上端部に基準ボルト孔5,下端部に大径ボルト孔5′が穿設されており(図4参照),これらボルト孔5,5′に挿通した段付きボルト7,7を,フロントドアDfの前端壁上部に固着したウエルディングナット9,9に螺合,緊締することにより,ドア側ヒンジアーム2はフロントドアDfに固着される。その際,基準ボルト孔5には,段付きボルト7の大径軸部が殆ど隙間無く嵌合され,大径ボルト孔5′側では,段付きボルト7の大径軸部の周りに比較的大きな隙間が残される。
【0013】
下部フロントドアヒンジHfbは,ドア側ヒンジアーム2の形状を除けば,上部フロントドアヒンジHfaと同様の構成を有する。即ち,図4に示すように,下部フロントドアヒンジHfbのドア側ヒンジアーム2は,その上端部に大径ボルト孔5′,下端部に上下に長い長孔からなる基準ボルト孔5が穿設されており(図4参照),これらボルト孔5′,5に挿通した段付きボルト7,7を,フロントドアDfの前端壁下部に固着したウエルディングナット9,9に螺合,緊締することにより,ドア側ヒンジアーム2はフロントドアDfに固着される。その際,上下に長い基準ボルト孔5の両側壁には,段付きボルト7の大径部が殆ど隙間無く当接する。
【0014】
而して,上部及び下部フロントドアヒンジHfa,Hfbの各ドア側ヒンジアーム2のフロントドアDfの基準ボルト孔への段付きボルト7の大径部の嵌合により,各ドア側ヒンジアーム2のフロントドアDfへの取り付け位置が確定する。
【0015】
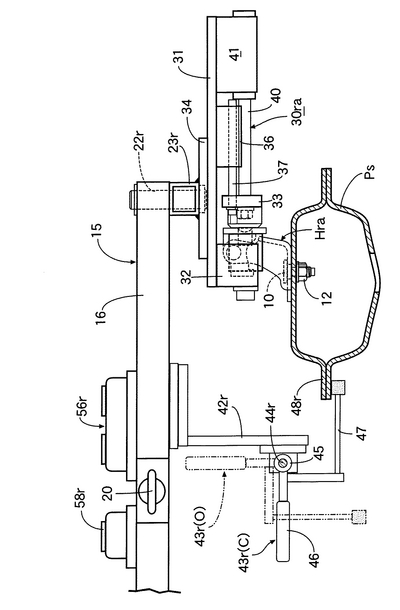
次に,図5及び図6により,上部及び下部リアドアヒンジHra,Hrb並びにそれらの自動車への取り付け構造について説明する。
【0016】
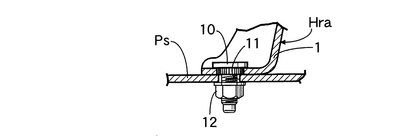
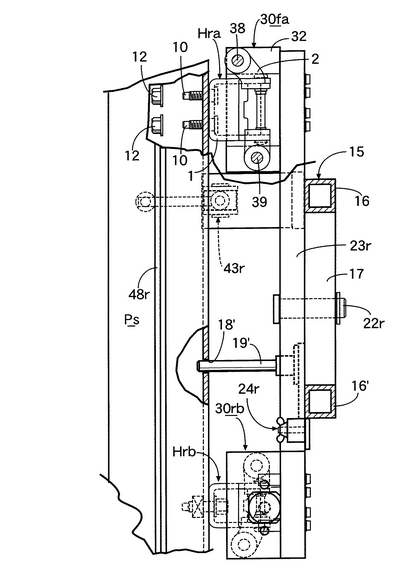
上部リアドアヒンジHraも,前記上部フロントドアヒンジHfaと同様に,ボディ側ヒンジアーム1,ドア側ヒンジアーム2及び両ヒンジアーム1,2を相互に回動自在に連結するヒンジピン3からなっており,ドア側ヒンジアーム2は,その上端部に基準ボルト孔5,下端部に大径ボルト孔5′を備えているが,ボディ側ヒンジアーム1には,上下一対の結合ボルト10の頭部が予め固着されている。而して,結合ボルト10をボディBのセンタピラーPs外壁のボルト孔11に挿通し,これにセンタピラーPsの裏側からナット12を螺合,緊締することにより,ボディ側ヒンジアーム1はセンタピラーPsに固着される。ドア側ヒンジアーム2のリアドアDrへの固着は,フロントドアヒンジHfaの場合と同様に段付きボルト7,7により行われる。したがって,この場合も,基準ボルト孔5には,段付きボルト7の大径軸部が殆ど隙間無く嵌合され,大径ボルト孔5′側では,段付きボルト7の大径軸部の周りに比較的大きな隙間が残される。
【0017】
下部リアドアヒンジHrbは,ボディ側及びドア側ヒンジアーム1,2の形状を除けば,基本的には上部リアドアヒンジHraと同様の構成を有するものであり,この下部リアドアヒンジHrbの自動車ボディB及びリアドアDrへの取り付け構造も上部リアドアヒンジHraの場合と基本的に変わらない。
【0018】
而して,この場合も上部及び下部リアドアヒンジHra,Hrbの各ドア側ヒンジアーム2のリアドアDrの基準ボルト孔への段付きボルト7の大径部の嵌合により,各ドア側ヒンジアーム2のリアドアDrへの取り付け位置が確定する。
【0019】
このような自動車Aの製造工程について,図7を参照しながら説明する。
【0020】
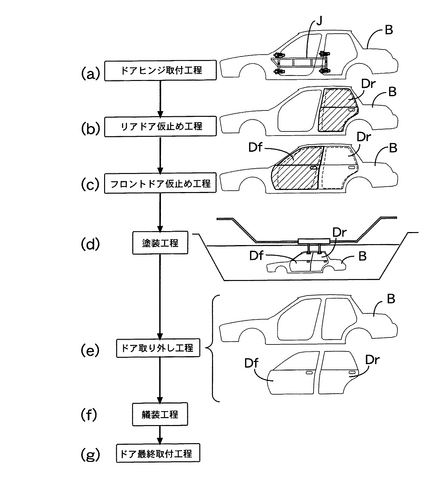
先ず,溶接工程を終えた未塗装の自動車ボディB,即ちホワイトボディBは,ドアヒンジ取り付け工程(a)に移す。この工程(a)では,後述するドアヒンジ組み付け治具Jを使用して上部及び下部フロントドアヒンジHfa,Hfbの各ボディ側ヒンジアーム1,1をホワイトボディBのフロントピラーPfに前述のように取り付け,また上部及び下部リアドアヒンジHra,Hrbの各ボディ側ヒンジアーム1,1をホワイトボディBのセンタピラーPsに前述のように取り付ける。
【0021】
次いで,上記ホワイトボディBをリアドア仮止め工程(b)へ移して,ホワイトボディBのセンタピラーPsに既に取り付けられた上部及び下部リアドアヒンジHra,Hrbの各ドア側ヒンジアーム2,2にリアドアDrを仮止めする。そして,このリアドアDrを閉じてからホワイトボディBをフロントドア仮止め工程(c)へ搬送し,そのフロントピラーPfに既に取り付けられた上部及び下部フロントドアヒンジHfa,Hfbの各ドア側ヒンジアーム2,2にフロントドアDfを仮止めする。その際,リアドアDrは閉鎖状態にあるので,それに何ら干渉されることなく,フロントドアDfの仮止めを行うことができる。
【0022】
ところで,一般に,フロントドアDfを閉じると,センタピラーPsに取り付けられた上部及び下部リアドアヒンジHra,HrbにこのフロントドアDfの後端が近接するので,若し上記と反対に,先にフロントドアDfの仮止めを行ったとすると,次にこのフロントドアDfに邪魔されずにリアドアDrの仮止めを行うには,フロントドアDfを開放状態に保持しておかなければならず,そうなると,フロントドアDfがホワイトボディB外側での作業員の動きを制約することになって好ましくない。
【0023】
リアドアDr及びフロントドアDfの仮止め時,図8に示すように,各ドアヒンジHra,Hrb;Hfa,Hfbのドア側ヒンジアーム2は,仮止めボルト07によって対応するドアDr,Dfに結合される。この仮止めボルト07の頭部フランジ07aは,前記段付きボルト7の頭部フランジ7aよりも小径に形成されるが,両者7,07の頭部6角部は,同一工具の使用を可能にすべく同一形状となっている。
【0024】
ホワイトボディBにリアドアDr及びフロントドアDfを仮止めした後は,ホワイトボディBに,フロントフェンダ,ボンネット及びトランクリッドを取り付ける。このように,リアドアDr及びフロントドアDfの仮止めは,フロントフェンダの取り付け前に行うと,フロントドアDfの仮止めをフロントフェンダに邪魔されることなく行うことができるので,作業性を良好にする上で有利となる。
【0025】
こうして,リアドアDr及びフロントドアDfを仮止めし,フロントフェンダ,ボンネット及びトランクリッドを取り付けたホワイトボディBは,次の塗装工程(d)に移して,ホワイトボディB並びに,リアドアDr及びフロントドアDfを同時に塗装する。こうすることにより,自動車ボディBと各ドアDf,Dr,並びにフロントフェンダ,ボンネット及びトランクリッドとの塗装の色調の差をなくすることができる。
【0026】
塗装後はドア取り外し工程(e)へ移して,上部及び下部フロントドアヒンジHfa,HfbからフロントドアDfを,上部及び下部リアドアヒンジHra,HrbからリアドアDrをそれぞれ取り外す。そして,自動車ボディBはメインの組立ラインへ搬送して,通常通り,エンジンの搭載,懸架装置や内装品の取り付け等の艤装を行い,フロント及びリアドアDf,Drはサブラインのドア艤装工程(f)へ移して,ウインドレギュレータや内装品の取り付け等の艤装を行う。
【0027】
その後,これらドアDf,Drはメインの組立ラインにおけるドア最終取り付け工程(g)へ移し,対応する自動車ボディBの上部及び下部フロントドアヒンジHfa,Hfbの各ドア側ヒンジアーム2,2にフロントドアDfを正規の段付きボルト7をもって取り付け,また上部及び下部リアドアヒンジHra,Hrbの各ドア側ヒンジアーム2,2にリアドアDrも正規の段付きボルト7をもって取り付ける。
【0028】
かくして,艤装後はフロント及びリアドアDf,Drの建て付け修正を行わずとも,これらドアDf,Drの最終取り付けを的確に行うことができ,ドアの取り付け作業の能率向上を図ることができる。
【0029】
ところで,前述のように,正規の段付きボルト7の頭部フランジ7aは,仮止めボルト07の頭部フランジ07aよりも大径に形成してあるので,段付きボルト7で各ドアヒンジHfa,Hfb;Hra,Hrbのドア側ヒンジアーム2に,対応するドアDf,Drを取り付けると,仮止めボルト07の頭部フランジ07aが密着していた自動車ボディBの非塗装部は,段付きボルト7の頭部フランジ7aによって覆われることになり,非塗装部が露出状態となることを簡単,確実に防ぐことができる。
【0030】
さて,ドアヒンジ組み付け治具Jの構成,並びにその使用方法について,図9〜16を参照しながら説明する。
【0031】
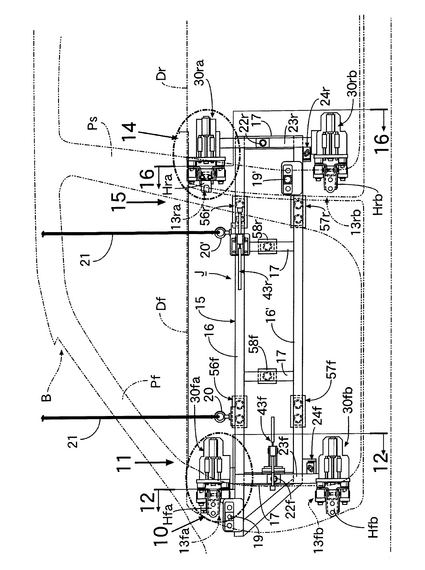
先ず,図9〜図12において,ドアヒンジ組み付け治具Jの治具フレーム15は,自動車ボディBのフロントピラーPf及びセンタピラーPs間に渡る長さを有するもので,上下一対の長い横枠16,16′相互を,複数の短い縦枠17,17…を介して結合して構成される。
【0032】
この治具フレーム15には,自動車ボディBの外側壁に設けられた少なくとも一対の位置決め孔18,18′に嵌合する一対の位置決めピン19,19′(図9,図11,図12及び図16参照)が突設される。これら位置決めピン19,19′及び位置決め孔18,18′の嵌合により,自動車ボディBに対するドアヒンジ組み付け治具Jの所定のセット位置が規定される。
【0033】
また治具フレーム15の上部横枠16には前後一対のアイボルト20,20′が固着され,これらに図示しないリフトに支持された索条21が接続され,これによりドアヒンジ組み付け治具Jは,自動車の前後及び左右方向に移動可能に吊り下げられる。
【0034】
治具フレーム15の前部には,水平方向の前部枢軸22fを介して前部支持腕23fが回動可能に連結され,また治具フレーム15の後部には,同じく水平方向の後部枢軸22rを介して後部支持腕23rが回動可能に連結される。前部枢軸22fは,治具フレーム15が前記所定のセット位置を占めるとき,フロントピラーPfの上下一対のヒンジ取り付け部13fa,13fba,13fa,13fbb間の略中点にくるようになっている。また後部枢軸22rは,治具フレーム15が前記所定のセット位置を占めるとき,センタピラーPsの上下一対のヒンジ取り付け部13ra,13rba,13ra,13rbbの間の略中点にくるようになっている。
【0035】
治具フレーム15と,前部及び後部支持腕23f,23rとの各間には,対応する支持腕23f,23rの回動調整位置を固定し得る前部及び後部調整固定手段24f,24rが設けられる。
【0036】
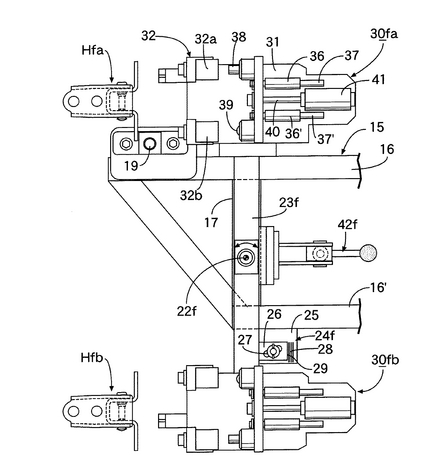
各調整固定手段24f,24rは,図10及び図14に示すように,治具フレーム15に固設される固定目盛り板25と,支持腕23f,23rに固設されて固定目盛り板25に重ねられる回動板26と,両板15,26間を結合し得る固定ボルト27とから構成される。固定目盛り板25には調整位置目盛り28が表示してあり,回動板26の端縁を適当な調整位置目盛り28に合わせて対応する支持腕23f,23rに所望の回動位置を与えることができ,その位置で固定ボルト27を締めつけることにより,支持腕23f,23rを固定することができる。
【0037】
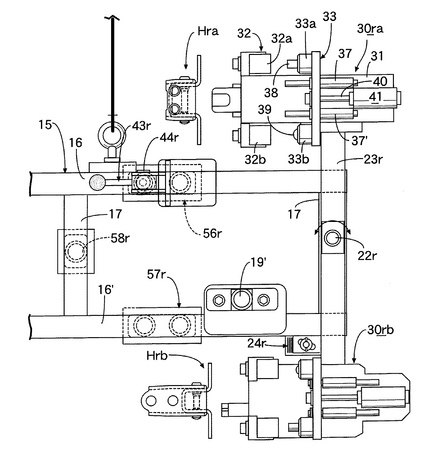
前部支持腕23fには上下一対の前部ヒンジ位置決め保持手段30fa,30fbが,また後部支持腕23rには上下一対の後部ヒンジ位置決め保持手段30ra,30rbがそれぞれ設けられる。
【0038】
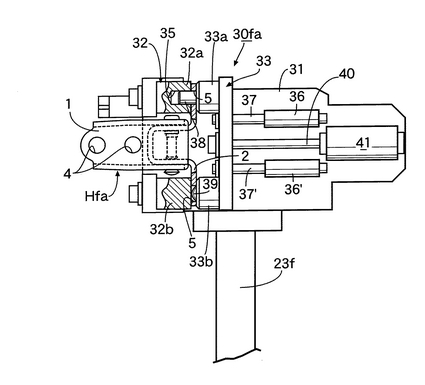
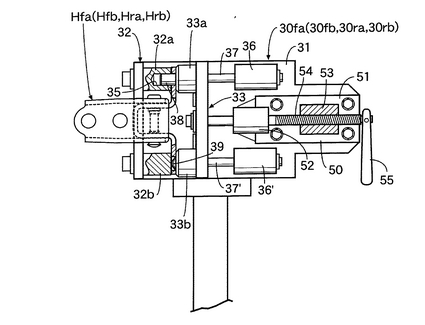
図10,図11,図13及び図14に示すように,各ヒンジ位置決め保持手段30fa,30fb;30ra,30rbは,各支持腕23f,23rに固設された取り付け板34に,図示しない位置調整手段により上下及び前後方向調整可能に固定されるベース板31と,このベース板31に固設されるストッパ部材32と,このストッパ部材32と協働してドアヒンジHfa,Hfb;Hra,Hrbのドア側ヒンジアーム2を解放可能に挟持し得る押圧部材33とを備える。
【0039】
ストッパ部材32は,ドア側ヒンジアーム2の両端部を受け止め得る上下一対の支承部32a,32bを有しており,上部の支承部34には,ドア側ヒンジアーム2のボルト孔5と同径の位置決めガイド孔35が設けられる。
【0040】
ベース板31には,自動車ボディBの前後方向に延びる上下一対のガイド筒36,36′が固設され,これらに摺動可能に嵌装される支持ロッド37,37′の前端に押圧部材33が固着される。この押圧部材33は,前記支承部32a,32bに対峙する上下一対の押圧部33a,33bを有しており,上部の押圧部32aには,ドア側ヒンジアーム2の上部のボルト孔5を貫通して前記位置決めガイド孔35に嵌合し得る位置決めプランジャ38が設けられ,また下部の押圧部33bには,ドア側ヒンジアーム2の下部のボルト孔5に係合し得る球状突起39が設けられる。
【0041】
また押圧部材33には,一対の支持ロッド37,37′間にそれらと平行に配置される作動ロッド40が固着され,この作動ロッド40を軸方向に作動して押圧部材33をストッパ部材32に対して進退させるエアシリンダ41がベース板31に取り付けられる。
【0042】
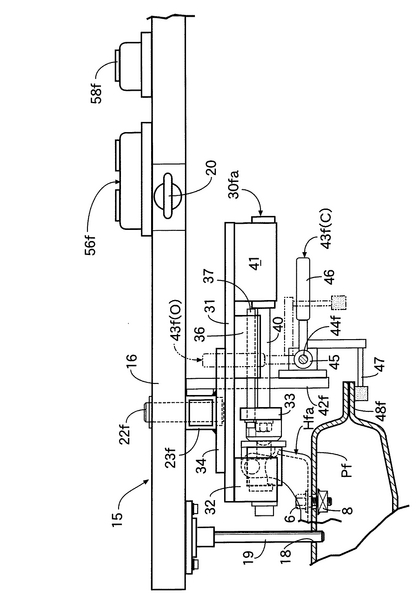
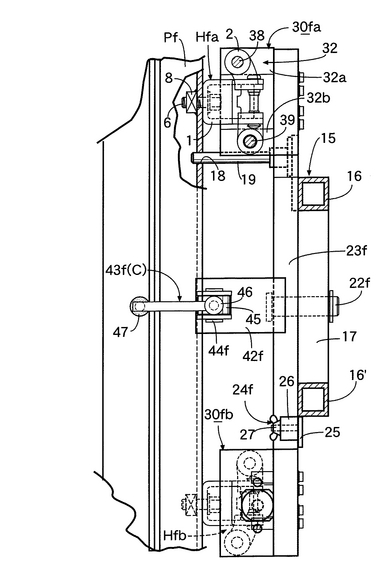
図10〜図12,図14及び図15に示すように,治具フレーム15の前部及び後部に前部及び後部ブラケット42f,42rが立設され,これらの先端に前部及び後部クランプ部材43f,43rが鉛直方向の枢軸44f,44rを介して支持される。
【0043】
各クランプ部材43f,43rは,対応する枢軸44f,44rに回転自在に嵌合するボス45と,このボス45の外周に結合された操作アーム46及びクランプアーム47とからなっており,操作アーム46によりクランプアーム47を,これがフロントピラーPfの周縁フランジ部48f又はセンタピラーPsの周縁フランジ部48rを内側からクランプする閉じ位置Cと,該フランジ部48f,48rを解放する開き位置Oとの間を回動するように操作することができる。 尚,図中,56f,56rは上部の前部及び後部ヒンジ位置決め保持手段30fa,30fb;30ra,30rbの各エアシリンダ41を進退作動させるスイッチ,57f,57rは下部の前部及び後部ヒンジ位置決め保持手段30fa,30fb;30ra,30rbの各エアシリンダ41を進退作動させるスイッチ,58fは上下の前部ヒンジ位置決め保持手段30fa,30fbの各エアシリンダ41を一斉に後退作動させるスイッチ,58rは上下の後部ヒンジ位置決め保持手段30ra,30rbの各エアシリンダ41を一斉に後退作動させるスイッチである。
【0044】
ドアヒンジ組み付け治具Jの使用に当たっては,予め,自動車の製造ラインのドアヒンジ組み付けステーションにおいて,製造されるべき自動車ボディBの位置決め孔18,18′の位置に治具フレーム15の位置決めピン19,19′が合致するように,図示しないリフトにより索条21を昇降させ,ドアヒンジ組み付け治具Jを所定高さにセットする。その後,前部及び後部枢軸22f,22rをそれぞれ基準にして,上下一対のフロントドアヒンジHfa,Hfb及びリアドアヒンジHra,Hrbの取り付け位置に対応して,前部及び後部支持腕23rの各取り付け板34に対する各ベース板31の固着位置を図示しない調整手段により調整して,固定する。
【0045】
それから前部及び後部調整固定手段24f,24rを緩め,フロント及びリアドアDf,Drのそれぞれ自重による傾きを見込んで,前部及び後部支持腕23rを前部及び後部枢軸22f,22r周りに回動することにより,前部及び後部ヒンジ位置決め保持手段30fa,30fb;30ra,30rbの位置を調整する。その際,前部及び後部支持腕23rの回動によれば,前部及び後部ヒンジ位置決め保持手段30fa,30fb;30ra,30rbは,互いに反対方向に移動することになるので,フロント及びリアドアDf,Drのそれぞれ自重による傾きを一挙に調整することができて,その調整作業の容易,迅速化を図ることができる。この調整後,前部及び後部調整固定手段24f,24rを緊締する。
【0046】
上記調整後は,ホワイトボディBが到来するのに先立って,図13に示すように,前部及び後部ヒンジ位置決め保持手段30fa,30fb;30ra,30rbによりフロント及びリアドアヒンジHfa,Hfba;Hra,Hrbを位置決め保持しておく。
【0047】
その位置決め保持に際しては,先ず,エアシリンダ41により押圧部材33を後退させておき,対応するドア側ヒンジアーム2の上方のボルト孔5を押圧部材33の位置決めプランジャ38外周に嵌合すると共に,下方のボルト孔5を押圧部材33の位置決め突起39に係合する。次いでエアシリンダ41を作動して押圧部材33をストッパ部材32に向かって前進させ,上記位置決めプランジャ38をストッパ部材32の位置決めガイド孔35に嵌合しながら,押圧部33a,33b及び支承部32a,32bによりドア側ヒンジアーム2を挟持する。
【0048】
こうしたドアヒンジ組み付け治具Jが待機しているところにホワイトボディBが到着すると,治具フレーム15をホワイトボディB外側壁に押し当てるようにしながら,前部及び後部位置決めピン19,19′を自動車ボディBの前部及び後部位置決め孔18,18′にそれぞれ嵌合する。その際,治具フレーム15は,索条21によって所定高さに吊り下げられているから,作業者は,治具フレーム15をホワイトボディBの前後,左右方向に軽快に移動させ,前部及び後部位置決めピン19,19′を自動車ボディBの前部及び後部位置決め孔18,18′にそれぞれ極めて容易に嵌合することができる。これと同時に,フロントドアヒンジHfa,Hfbにおいては,ボディ側ヒンジアーム1の結合ボルト10がフロントピラーPfのボルト孔4に嵌挿されると共に,該ボディ側ヒンジアーム1がフロントピラーPfの外側面に当接することになり,またリアドアヒンジHra,Hrbにおいては,ボディ側ヒンジアーム1の結合ボルト10がフロントピラーPf及びセンタピラーPsのボルト孔11に合致すると共に,該ボディ側ヒンジアーム1がセンタピラーPsの外側面に当接することになる。
【0049】
そこで,前部及び後部クランプ部材43f,43rの各操作アーム46を前述のように閉じ位置Cに回動して,各クランプアーム47をフロントピラーPf又はセンタピラーPsの周縁フランジ部48f,48rを内側からクランプする。而して,前部及び後部クランプ部材43f,43rは,前部及び後部ヒンジ位置決め保持手段30fa,30fb;30ra,30rbと協働して,フロントピラーPfとフロントドアヒンジHfa,Hfb,センタピラーPrとリアドアヒンジHra,Hrbとをそれぞれ挟持する。
【0050】
この状態で,フロントドアヒンジHfa,Hfbでは,ボディ側ヒンジアーム1のボルト孔4に挿通したボルト6をフロントピラーPfのウエルディングナット8に螺合,緊締することにより,該ボディ側ヒンジアーム1をフロントピラーPfの所定位置に固着することができ,またリアドアヒンジHra,Hrbでは,ボディ側ヒンジアーム1の結合ボルト10をセンタピラーPsのボルト孔11に挿通し,これにナット12を螺合,緊締することにより,該ボディ側ヒンジアーム1をセンタピラーPsの所定位置に固着することができる。
【0051】
前部及び後部ドアヒンジHfa,Hfb;Hra,Hrbの組み付け後は,前部及び後部クランプ部材43f,43rの各操作アーム46を開き位置Oに操作して,フロント及センタピラーPf,Psを解放し,またエアシリンダ41の後退作動により押圧部材33を後退させて,これらドアヒンジHfa,Hfb;Hra,Hrbを解放するものである。
【0052】
次に,ドアヒンジ組み付け治具Jの変形例について図17により説明する。
【0053】
この変形例は,上記実施例のおける前部及び後部ヒンジ位置決め保持手段30fa,30fb;30ra,30rbのエアシリンダ41に代えて,手動式作動装置50を押圧部材33に連結したものである。手動式作動装置50は,ベース板31に固定された支持台51に,同軸状に配置されたガイド筒52と雌ねじ筒53とが固着され,その雌ねじ筒53に螺合すると共にガイド筒52に回転及び摺動自在に嵌合する作動ロッド54の前端が押圧部材33に回転自在に連結され,この作動ロッド54の後端にはハンドル55が付設される。
【0054】
而して,ハンドル55をもって作動ロッド54を右又は左方向に回転することにより,押圧部材33をストッパ部材32に対して進退させ,これらの間にフロントドアヒンジHfa,Hfb又はリアドアヒンジHra,Hrbを挟持したり,解放したりすることができる。
【0055】
その他の構成は前実施例と同様であるので,図9及び図10中,前実施例と対応する部分には,同一の参照符号を付して,その説明を省略する。
【0056】
本発明は,上記実施例に限定されるものではなく,その要旨を逸脱しない範囲で種々の設計変更が可能である。例えば,本発明は,2ドアタイプの自動車ボディに対するドアヒンジの組み付け用にも適用可能である。
【図面の簡単な説明】
【0057】
【図1】完成された自動車の要部側面図。
【図2】図1における上部フロントドアヒンジの自動車への取り付け構造を示す一部縦断正面図。
【図3】図2の3−3線断面図。
【図4】図1における上部及び下部フロントドアヒンジのドア側ヒンジアームの正面図。
【図5】図1における上部リアドアヒンジの自動車への取り付け構造を示す一部縦断正面図。
【図6】図5の6−6線断面図。
【図7】自動車の製造工程の一部の説明図。
【図8】各ドアヒンジへのドアの仮止め構造を示す断面図。
【図9】自動車の製造工程で使用する自動車ボディへのドアヒンジ組み付け治具の正面図。
【図10】図9の10部拡大図(上部及び下部フロントドアヒンジは外した状態で示す)。
【図11】図9の11矢視図。
【図12】図9の12−12線断面図。
【図13】上部及び下部フロントドアヒンジを位置決め保持した状態を示す,図10に対応した作用説明図。
【図14】図9の14部拡大図。
【図15】図9の15矢視図。
【図16】図9の16−16線断面図。
【図17】前記ドアヒンジ組み付け治具におけるヒンジ位置決め保持手段の変形例を示す正面図。
【符号の説明】
【0058】
B・・・・・自動車ボディ
Df・・・・ドア(フロントドア)
Dr・・・・ドア(リアドア)
Hfa,Hfb・・・・ドアヒンジ(上部及び下部フロントドアヒンジ)
Hra,Hrb・・・・ドアヒンジ(上部及び下部リアドアヒンジ)
1・・・・・ボディ側ヒンジアーム
2・・・・・ドア側ヒンジアーム
3・・・・・ヒンジピン
4・・・・・ボディ側ヒンジアームのボルト孔
7・・・・・最終取り付けボルト(段付きボルト)
7a・・・・最終取り付けボルトの頭部フランジ
07・・・・仮止めボルト
07a・・・仮止めボルトの頭部フランジ
【技術分野】
【0001】
本発明は,自動車におけるドア取り付け方法に関し,特に,ボディ側ヒンジアームと,ドア側ヒンジアームと,これらヒンジアームを相対回動可能に連結するヒンジピンとからなるドアヒンジを用意し,それのボディ側ヒンジアームを,未塗装の自動車ボディに取り付けるドアヒンジ取り付け工程と,前記ドアヒンジのドア側ヒンジアームに未塗装のドアを仮止めするドア仮止め工程と,このドア仮止め工程後,自動車ボディ及びドアを同時に塗装する塗装工程と,この塗装工程後,前記ドア側ヒンジアームからドアを取り外すドア取り外し工程と,塗装された自動車ボディ及びドアを個別に艤装する艤装工程と,この艤装工程後,前記ドア側ヒンジアームに,それに対応するドアを最終的に取り付けるドア最終取り付け工程とからなる,自動車におけるドア取り付け方法の改良に関する。
【背景技術】
【0002】
かゝる自動車におけるドア取り付け方法は,下記特許文献1に開示されるように,既に知られている。
【特許文献1】特開平2−254080号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
従来のかゝる自動車におけるドア取り付け方法では,塗装工程後,先の仮止め工程でドアヒンジとドアとの仮止めに使用した仮止めボルトを取り外して,ドアを自動車ボディから分離し,艤装工程後,ドア最終取り付け工程でドアヒンジとドアとを正規のボルトで結合したとき,その結合部に非塗装部が露出することがある。
【0004】
本発明は,かゝる事情に鑑みてなされたもので,ドア最終取り付け工程でドアヒンジとドアとを正規のボルトで結合したとき,その結合部に非塗装部があっても,それが外部に露出しないようにした,前記自動車におけるドア取り付け方法を提供することを目的とする。
【課題を解決するための手段】
【0005】
上記目的を達成するために,本発明は,ボディ側ヒンジアームと,ドア側ヒンジアームと,これらヒンジアームを相対回動可能に連結するヒンジピンとからなるドアヒンジを用意し,それのボディ側ヒンジアームを,未塗装の自動車ボディに取り付けるドアヒンジ取り付け工程と,前記ドアヒンジのドア側ヒンジアームに未塗装のドアを仮止めするドア仮止め工程と,このドア仮止め工程後,自動車ボディ及びドアを同時に塗装する塗装工程と,この塗装工程後,前記ドア側ヒンジアームからドアを取り外すドア取り外し工程と,塗装された自動車ボディ及びドアを個別に艤装する艤装工程と,この艤装工程後,前記ドア側ヒンジアームに,それに対応するドアを最終的に取り付けるドア最終取り付け工程とからなる,自動車におけるドア取り付け方法において,前記ドア仮止め工程で前記ドア側ヒンジアームにドアを仮止めする際には,ドア最終取り付け工程で前記ドア側ヒンジアームにドアを取り付けるのに用いるボルトの頭部フランジよりも小径の頭部フランジを持つ仮止めボルトを用いることを特徴とする。
【発明の効果】
【0006】
本発明の特徴によれば,塗装後,仮止めボルトを離脱させてドアを取り外したとき,仮止めボルトの頭部フランジが密着していた自動車ボディの非塗装部を,ドアの最終取り付けに用いるボルトの頭部フランジによって覆い,非塗装部が露出状態となることを簡単,確実に防ぐことができる。
【発明を実施するための最良の形態】
【0007】
本発明の実施例の形態を,添付図面に示す本発明の好適な実施例に基づいて説明する。
【0008】
図1は完成された自動車の要部側面図,図2は図1における上部フロントドアヒンジの自動車への取り付け構造を示す一部縦断正面図,図3は図2の3−3線断面図,図4は図1における上部及び下部フロントドアヒンジのドア側ヒンジアームの正面図,図5は図1における上部リアドアヒンジの自動車への取り付け構造を示す一部縦断正面図,図6は図5の6−6線断面図,図7は自動車の製造工程の一部の説明図,図8は各ドアヒンジへのドアの仮止め構造を示す断面図,図9は自動車の製造工程で使用する自動車ボディへのドアヒンジ組み付け治具の正面図,図10は図9の10部拡大図(上部及び下部フロントドアヒンジは外した状態で示す),図11は図9の11矢視図,図12は図9の12−12線断面図,図13は上部及び下部フロントドアヒンジを位置決め保持した状態を示す,図10に対応した作用説明図,図14は図9の14部拡大図,図15は図9の15矢視図,図16は図9の16−16線断面図,図17は前記ドアヒンジ組み付け治具におけるヒンジ位置決め保持手段の変形例を示す正面図である。
【0009】
図1において,完成された自動車AはフロントドアDf及びリアドアDrを有するもので,そのフロントドアDfは,自動車ボディBのフロントピラーPfに,対をなす上部フロントドアヒンジHfa及び下部フロントドアヒンジHfbを介して取り付けられ,またリアドアDrは,自動車ボディBのセンタピラーPsに,対をなす上部リアドアヒンジHra及び下部リアドアヒンジHrbを介して取り付けられる。
【0010】
先ず,上部及び下部フロントドアヒンジHfa,Hfb並びにそれらの自動車Aへの取り付け構造について,図2及び図3により説明する。
【0011】
上部フロントドアヒンジHfaは,ボディ側ヒンジアーム1,ドア側ヒンジアーム2及び両ヒンジアーム1,2を相互に回動自在に連結するヒンジピン3からなっている。ボディ側ヒンジアーム1には一対のボルト孔4,4が穿設されており,これらボルト孔4,4に挿通したボルト6,6を,自動車ボディBのフロントピラーPfに固着した一対のウエルディングナット8,8に螺合,緊締することにより,ボディ側ヒンジアーム1はフロントピラーPfに固着される。その際,前記ボルト孔4,4は,ボディ側ヒンジアーム1の取り付け位置の微調整を可能にすべく,ボルト6,6より充分大径に形成される。
【0012】
またドア側ヒンジアーム2には,その上端部に基準ボルト孔5,下端部に大径ボルト孔5′が穿設されており(図4参照),これらボルト孔5,5′に挿通した段付きボルト7,7を,フロントドアDfの前端壁上部に固着したウエルディングナット9,9に螺合,緊締することにより,ドア側ヒンジアーム2はフロントドアDfに固着される。その際,基準ボルト孔5には,段付きボルト7の大径軸部が殆ど隙間無く嵌合され,大径ボルト孔5′側では,段付きボルト7の大径軸部の周りに比較的大きな隙間が残される。
【0013】
下部フロントドアヒンジHfbは,ドア側ヒンジアーム2の形状を除けば,上部フロントドアヒンジHfaと同様の構成を有する。即ち,図4に示すように,下部フロントドアヒンジHfbのドア側ヒンジアーム2は,その上端部に大径ボルト孔5′,下端部に上下に長い長孔からなる基準ボルト孔5が穿設されており(図4参照),これらボルト孔5′,5に挿通した段付きボルト7,7を,フロントドアDfの前端壁下部に固着したウエルディングナット9,9に螺合,緊締することにより,ドア側ヒンジアーム2はフロントドアDfに固着される。その際,上下に長い基準ボルト孔5の両側壁には,段付きボルト7の大径部が殆ど隙間無く当接する。
【0014】
而して,上部及び下部フロントドアヒンジHfa,Hfbの各ドア側ヒンジアーム2のフロントドアDfの基準ボルト孔への段付きボルト7の大径部の嵌合により,各ドア側ヒンジアーム2のフロントドアDfへの取り付け位置が確定する。
【0015】
次に,図5及び図6により,上部及び下部リアドアヒンジHra,Hrb並びにそれらの自動車への取り付け構造について説明する。
【0016】
上部リアドアヒンジHraも,前記上部フロントドアヒンジHfaと同様に,ボディ側ヒンジアーム1,ドア側ヒンジアーム2及び両ヒンジアーム1,2を相互に回動自在に連結するヒンジピン3からなっており,ドア側ヒンジアーム2は,その上端部に基準ボルト孔5,下端部に大径ボルト孔5′を備えているが,ボディ側ヒンジアーム1には,上下一対の結合ボルト10の頭部が予め固着されている。而して,結合ボルト10をボディBのセンタピラーPs外壁のボルト孔11に挿通し,これにセンタピラーPsの裏側からナット12を螺合,緊締することにより,ボディ側ヒンジアーム1はセンタピラーPsに固着される。ドア側ヒンジアーム2のリアドアDrへの固着は,フロントドアヒンジHfaの場合と同様に段付きボルト7,7により行われる。したがって,この場合も,基準ボルト孔5には,段付きボルト7の大径軸部が殆ど隙間無く嵌合され,大径ボルト孔5′側では,段付きボルト7の大径軸部の周りに比較的大きな隙間が残される。
【0017】
下部リアドアヒンジHrbは,ボディ側及びドア側ヒンジアーム1,2の形状を除けば,基本的には上部リアドアヒンジHraと同様の構成を有するものであり,この下部リアドアヒンジHrbの自動車ボディB及びリアドアDrへの取り付け構造も上部リアドアヒンジHraの場合と基本的に変わらない。
【0018】
而して,この場合も上部及び下部リアドアヒンジHra,Hrbの各ドア側ヒンジアーム2のリアドアDrの基準ボルト孔への段付きボルト7の大径部の嵌合により,各ドア側ヒンジアーム2のリアドアDrへの取り付け位置が確定する。
【0019】
このような自動車Aの製造工程について,図7を参照しながら説明する。
【0020】
先ず,溶接工程を終えた未塗装の自動車ボディB,即ちホワイトボディBは,ドアヒンジ取り付け工程(a)に移す。この工程(a)では,後述するドアヒンジ組み付け治具Jを使用して上部及び下部フロントドアヒンジHfa,Hfbの各ボディ側ヒンジアーム1,1をホワイトボディBのフロントピラーPfに前述のように取り付け,また上部及び下部リアドアヒンジHra,Hrbの各ボディ側ヒンジアーム1,1をホワイトボディBのセンタピラーPsに前述のように取り付ける。
【0021】
次いで,上記ホワイトボディBをリアドア仮止め工程(b)へ移して,ホワイトボディBのセンタピラーPsに既に取り付けられた上部及び下部リアドアヒンジHra,Hrbの各ドア側ヒンジアーム2,2にリアドアDrを仮止めする。そして,このリアドアDrを閉じてからホワイトボディBをフロントドア仮止め工程(c)へ搬送し,そのフロントピラーPfに既に取り付けられた上部及び下部フロントドアヒンジHfa,Hfbの各ドア側ヒンジアーム2,2にフロントドアDfを仮止めする。その際,リアドアDrは閉鎖状態にあるので,それに何ら干渉されることなく,フロントドアDfの仮止めを行うことができる。
【0022】
ところで,一般に,フロントドアDfを閉じると,センタピラーPsに取り付けられた上部及び下部リアドアヒンジHra,HrbにこのフロントドアDfの後端が近接するので,若し上記と反対に,先にフロントドアDfの仮止めを行ったとすると,次にこのフロントドアDfに邪魔されずにリアドアDrの仮止めを行うには,フロントドアDfを開放状態に保持しておかなければならず,そうなると,フロントドアDfがホワイトボディB外側での作業員の動きを制約することになって好ましくない。
【0023】
リアドアDr及びフロントドアDfの仮止め時,図8に示すように,各ドアヒンジHra,Hrb;Hfa,Hfbのドア側ヒンジアーム2は,仮止めボルト07によって対応するドアDr,Dfに結合される。この仮止めボルト07の頭部フランジ07aは,前記段付きボルト7の頭部フランジ7aよりも小径に形成されるが,両者7,07の頭部6角部は,同一工具の使用を可能にすべく同一形状となっている。
【0024】
ホワイトボディBにリアドアDr及びフロントドアDfを仮止めした後は,ホワイトボディBに,フロントフェンダ,ボンネット及びトランクリッドを取り付ける。このように,リアドアDr及びフロントドアDfの仮止めは,フロントフェンダの取り付け前に行うと,フロントドアDfの仮止めをフロントフェンダに邪魔されることなく行うことができるので,作業性を良好にする上で有利となる。
【0025】
こうして,リアドアDr及びフロントドアDfを仮止めし,フロントフェンダ,ボンネット及びトランクリッドを取り付けたホワイトボディBは,次の塗装工程(d)に移して,ホワイトボディB並びに,リアドアDr及びフロントドアDfを同時に塗装する。こうすることにより,自動車ボディBと各ドアDf,Dr,並びにフロントフェンダ,ボンネット及びトランクリッドとの塗装の色調の差をなくすることができる。
【0026】
塗装後はドア取り外し工程(e)へ移して,上部及び下部フロントドアヒンジHfa,HfbからフロントドアDfを,上部及び下部リアドアヒンジHra,HrbからリアドアDrをそれぞれ取り外す。そして,自動車ボディBはメインの組立ラインへ搬送して,通常通り,エンジンの搭載,懸架装置や内装品の取り付け等の艤装を行い,フロント及びリアドアDf,Drはサブラインのドア艤装工程(f)へ移して,ウインドレギュレータや内装品の取り付け等の艤装を行う。
【0027】
その後,これらドアDf,Drはメインの組立ラインにおけるドア最終取り付け工程(g)へ移し,対応する自動車ボディBの上部及び下部フロントドアヒンジHfa,Hfbの各ドア側ヒンジアーム2,2にフロントドアDfを正規の段付きボルト7をもって取り付け,また上部及び下部リアドアヒンジHra,Hrbの各ドア側ヒンジアーム2,2にリアドアDrも正規の段付きボルト7をもって取り付ける。
【0028】
かくして,艤装後はフロント及びリアドアDf,Drの建て付け修正を行わずとも,これらドアDf,Drの最終取り付けを的確に行うことができ,ドアの取り付け作業の能率向上を図ることができる。
【0029】
ところで,前述のように,正規の段付きボルト7の頭部フランジ7aは,仮止めボルト07の頭部フランジ07aよりも大径に形成してあるので,段付きボルト7で各ドアヒンジHfa,Hfb;Hra,Hrbのドア側ヒンジアーム2に,対応するドアDf,Drを取り付けると,仮止めボルト07の頭部フランジ07aが密着していた自動車ボディBの非塗装部は,段付きボルト7の頭部フランジ7aによって覆われることになり,非塗装部が露出状態となることを簡単,確実に防ぐことができる。
【0030】
さて,ドアヒンジ組み付け治具Jの構成,並びにその使用方法について,図9〜16を参照しながら説明する。
【0031】
先ず,図9〜図12において,ドアヒンジ組み付け治具Jの治具フレーム15は,自動車ボディBのフロントピラーPf及びセンタピラーPs間に渡る長さを有するもので,上下一対の長い横枠16,16′相互を,複数の短い縦枠17,17…を介して結合して構成される。
【0032】
この治具フレーム15には,自動車ボディBの外側壁に設けられた少なくとも一対の位置決め孔18,18′に嵌合する一対の位置決めピン19,19′(図9,図11,図12及び図16参照)が突設される。これら位置決めピン19,19′及び位置決め孔18,18′の嵌合により,自動車ボディBに対するドアヒンジ組み付け治具Jの所定のセット位置が規定される。
【0033】
また治具フレーム15の上部横枠16には前後一対のアイボルト20,20′が固着され,これらに図示しないリフトに支持された索条21が接続され,これによりドアヒンジ組み付け治具Jは,自動車の前後及び左右方向に移動可能に吊り下げられる。
【0034】
治具フレーム15の前部には,水平方向の前部枢軸22fを介して前部支持腕23fが回動可能に連結され,また治具フレーム15の後部には,同じく水平方向の後部枢軸22rを介して後部支持腕23rが回動可能に連結される。前部枢軸22fは,治具フレーム15が前記所定のセット位置を占めるとき,フロントピラーPfの上下一対のヒンジ取り付け部13fa,13fba,13fa,13fbb間の略中点にくるようになっている。また後部枢軸22rは,治具フレーム15が前記所定のセット位置を占めるとき,センタピラーPsの上下一対のヒンジ取り付け部13ra,13rba,13ra,13rbbの間の略中点にくるようになっている。
【0035】
治具フレーム15と,前部及び後部支持腕23f,23rとの各間には,対応する支持腕23f,23rの回動調整位置を固定し得る前部及び後部調整固定手段24f,24rが設けられる。
【0036】
各調整固定手段24f,24rは,図10及び図14に示すように,治具フレーム15に固設される固定目盛り板25と,支持腕23f,23rに固設されて固定目盛り板25に重ねられる回動板26と,両板15,26間を結合し得る固定ボルト27とから構成される。固定目盛り板25には調整位置目盛り28が表示してあり,回動板26の端縁を適当な調整位置目盛り28に合わせて対応する支持腕23f,23rに所望の回動位置を与えることができ,その位置で固定ボルト27を締めつけることにより,支持腕23f,23rを固定することができる。
【0037】
前部支持腕23fには上下一対の前部ヒンジ位置決め保持手段30fa,30fbが,また後部支持腕23rには上下一対の後部ヒンジ位置決め保持手段30ra,30rbがそれぞれ設けられる。
【0038】
図10,図11,図13及び図14に示すように,各ヒンジ位置決め保持手段30fa,30fb;30ra,30rbは,各支持腕23f,23rに固設された取り付け板34に,図示しない位置調整手段により上下及び前後方向調整可能に固定されるベース板31と,このベース板31に固設されるストッパ部材32と,このストッパ部材32と協働してドアヒンジHfa,Hfb;Hra,Hrbのドア側ヒンジアーム2を解放可能に挟持し得る押圧部材33とを備える。
【0039】
ストッパ部材32は,ドア側ヒンジアーム2の両端部を受け止め得る上下一対の支承部32a,32bを有しており,上部の支承部34には,ドア側ヒンジアーム2のボルト孔5と同径の位置決めガイド孔35が設けられる。
【0040】
ベース板31には,自動車ボディBの前後方向に延びる上下一対のガイド筒36,36′が固設され,これらに摺動可能に嵌装される支持ロッド37,37′の前端に押圧部材33が固着される。この押圧部材33は,前記支承部32a,32bに対峙する上下一対の押圧部33a,33bを有しており,上部の押圧部32aには,ドア側ヒンジアーム2の上部のボルト孔5を貫通して前記位置決めガイド孔35に嵌合し得る位置決めプランジャ38が設けられ,また下部の押圧部33bには,ドア側ヒンジアーム2の下部のボルト孔5に係合し得る球状突起39が設けられる。
【0041】
また押圧部材33には,一対の支持ロッド37,37′間にそれらと平行に配置される作動ロッド40が固着され,この作動ロッド40を軸方向に作動して押圧部材33をストッパ部材32に対して進退させるエアシリンダ41がベース板31に取り付けられる。
【0042】
図10〜図12,図14及び図15に示すように,治具フレーム15の前部及び後部に前部及び後部ブラケット42f,42rが立設され,これらの先端に前部及び後部クランプ部材43f,43rが鉛直方向の枢軸44f,44rを介して支持される。
【0043】
各クランプ部材43f,43rは,対応する枢軸44f,44rに回転自在に嵌合するボス45と,このボス45の外周に結合された操作アーム46及びクランプアーム47とからなっており,操作アーム46によりクランプアーム47を,これがフロントピラーPfの周縁フランジ部48f又はセンタピラーPsの周縁フランジ部48rを内側からクランプする閉じ位置Cと,該フランジ部48f,48rを解放する開き位置Oとの間を回動するように操作することができる。 尚,図中,56f,56rは上部の前部及び後部ヒンジ位置決め保持手段30fa,30fb;30ra,30rbの各エアシリンダ41を進退作動させるスイッチ,57f,57rは下部の前部及び後部ヒンジ位置決め保持手段30fa,30fb;30ra,30rbの各エアシリンダ41を進退作動させるスイッチ,58fは上下の前部ヒンジ位置決め保持手段30fa,30fbの各エアシリンダ41を一斉に後退作動させるスイッチ,58rは上下の後部ヒンジ位置決め保持手段30ra,30rbの各エアシリンダ41を一斉に後退作動させるスイッチである。
【0044】
ドアヒンジ組み付け治具Jの使用に当たっては,予め,自動車の製造ラインのドアヒンジ組み付けステーションにおいて,製造されるべき自動車ボディBの位置決め孔18,18′の位置に治具フレーム15の位置決めピン19,19′が合致するように,図示しないリフトにより索条21を昇降させ,ドアヒンジ組み付け治具Jを所定高さにセットする。その後,前部及び後部枢軸22f,22rをそれぞれ基準にして,上下一対のフロントドアヒンジHfa,Hfb及びリアドアヒンジHra,Hrbの取り付け位置に対応して,前部及び後部支持腕23rの各取り付け板34に対する各ベース板31の固着位置を図示しない調整手段により調整して,固定する。
【0045】
それから前部及び後部調整固定手段24f,24rを緩め,フロント及びリアドアDf,Drのそれぞれ自重による傾きを見込んで,前部及び後部支持腕23rを前部及び後部枢軸22f,22r周りに回動することにより,前部及び後部ヒンジ位置決め保持手段30fa,30fb;30ra,30rbの位置を調整する。その際,前部及び後部支持腕23rの回動によれば,前部及び後部ヒンジ位置決め保持手段30fa,30fb;30ra,30rbは,互いに反対方向に移動することになるので,フロント及びリアドアDf,Drのそれぞれ自重による傾きを一挙に調整することができて,その調整作業の容易,迅速化を図ることができる。この調整後,前部及び後部調整固定手段24f,24rを緊締する。
【0046】
上記調整後は,ホワイトボディBが到来するのに先立って,図13に示すように,前部及び後部ヒンジ位置決め保持手段30fa,30fb;30ra,30rbによりフロント及びリアドアヒンジHfa,Hfba;Hra,Hrbを位置決め保持しておく。
【0047】
その位置決め保持に際しては,先ず,エアシリンダ41により押圧部材33を後退させておき,対応するドア側ヒンジアーム2の上方のボルト孔5を押圧部材33の位置決めプランジャ38外周に嵌合すると共に,下方のボルト孔5を押圧部材33の位置決め突起39に係合する。次いでエアシリンダ41を作動して押圧部材33をストッパ部材32に向かって前進させ,上記位置決めプランジャ38をストッパ部材32の位置決めガイド孔35に嵌合しながら,押圧部33a,33b及び支承部32a,32bによりドア側ヒンジアーム2を挟持する。
【0048】
こうしたドアヒンジ組み付け治具Jが待機しているところにホワイトボディBが到着すると,治具フレーム15をホワイトボディB外側壁に押し当てるようにしながら,前部及び後部位置決めピン19,19′を自動車ボディBの前部及び後部位置決め孔18,18′にそれぞれ嵌合する。その際,治具フレーム15は,索条21によって所定高さに吊り下げられているから,作業者は,治具フレーム15をホワイトボディBの前後,左右方向に軽快に移動させ,前部及び後部位置決めピン19,19′を自動車ボディBの前部及び後部位置決め孔18,18′にそれぞれ極めて容易に嵌合することができる。これと同時に,フロントドアヒンジHfa,Hfbにおいては,ボディ側ヒンジアーム1の結合ボルト10がフロントピラーPfのボルト孔4に嵌挿されると共に,該ボディ側ヒンジアーム1がフロントピラーPfの外側面に当接することになり,またリアドアヒンジHra,Hrbにおいては,ボディ側ヒンジアーム1の結合ボルト10がフロントピラーPf及びセンタピラーPsのボルト孔11に合致すると共に,該ボディ側ヒンジアーム1がセンタピラーPsの外側面に当接することになる。
【0049】
そこで,前部及び後部クランプ部材43f,43rの各操作アーム46を前述のように閉じ位置Cに回動して,各クランプアーム47をフロントピラーPf又はセンタピラーPsの周縁フランジ部48f,48rを内側からクランプする。而して,前部及び後部クランプ部材43f,43rは,前部及び後部ヒンジ位置決め保持手段30fa,30fb;30ra,30rbと協働して,フロントピラーPfとフロントドアヒンジHfa,Hfb,センタピラーPrとリアドアヒンジHra,Hrbとをそれぞれ挟持する。
【0050】
この状態で,フロントドアヒンジHfa,Hfbでは,ボディ側ヒンジアーム1のボルト孔4に挿通したボルト6をフロントピラーPfのウエルディングナット8に螺合,緊締することにより,該ボディ側ヒンジアーム1をフロントピラーPfの所定位置に固着することができ,またリアドアヒンジHra,Hrbでは,ボディ側ヒンジアーム1の結合ボルト10をセンタピラーPsのボルト孔11に挿通し,これにナット12を螺合,緊締することにより,該ボディ側ヒンジアーム1をセンタピラーPsの所定位置に固着することができる。
【0051】
前部及び後部ドアヒンジHfa,Hfb;Hra,Hrbの組み付け後は,前部及び後部クランプ部材43f,43rの各操作アーム46を開き位置Oに操作して,フロント及センタピラーPf,Psを解放し,またエアシリンダ41の後退作動により押圧部材33を後退させて,これらドアヒンジHfa,Hfb;Hra,Hrbを解放するものである。
【0052】
次に,ドアヒンジ組み付け治具Jの変形例について図17により説明する。
【0053】
この変形例は,上記実施例のおける前部及び後部ヒンジ位置決め保持手段30fa,30fb;30ra,30rbのエアシリンダ41に代えて,手動式作動装置50を押圧部材33に連結したものである。手動式作動装置50は,ベース板31に固定された支持台51に,同軸状に配置されたガイド筒52と雌ねじ筒53とが固着され,その雌ねじ筒53に螺合すると共にガイド筒52に回転及び摺動自在に嵌合する作動ロッド54の前端が押圧部材33に回転自在に連結され,この作動ロッド54の後端にはハンドル55が付設される。
【0054】
而して,ハンドル55をもって作動ロッド54を右又は左方向に回転することにより,押圧部材33をストッパ部材32に対して進退させ,これらの間にフロントドアヒンジHfa,Hfb又はリアドアヒンジHra,Hrbを挟持したり,解放したりすることができる。
【0055】
その他の構成は前実施例と同様であるので,図9及び図10中,前実施例と対応する部分には,同一の参照符号を付して,その説明を省略する。
【0056】
本発明は,上記実施例に限定されるものではなく,その要旨を逸脱しない範囲で種々の設計変更が可能である。例えば,本発明は,2ドアタイプの自動車ボディに対するドアヒンジの組み付け用にも適用可能である。
【図面の簡単な説明】
【0057】
【図1】完成された自動車の要部側面図。
【図2】図1における上部フロントドアヒンジの自動車への取り付け構造を示す一部縦断正面図。
【図3】図2の3−3線断面図。
【図4】図1における上部及び下部フロントドアヒンジのドア側ヒンジアームの正面図。
【図5】図1における上部リアドアヒンジの自動車への取り付け構造を示す一部縦断正面図。
【図6】図5の6−6線断面図。
【図7】自動車の製造工程の一部の説明図。
【図8】各ドアヒンジへのドアの仮止め構造を示す断面図。
【図9】自動車の製造工程で使用する自動車ボディへのドアヒンジ組み付け治具の正面図。
【図10】図9の10部拡大図(上部及び下部フロントドアヒンジは外した状態で示す)。
【図11】図9の11矢視図。
【図12】図9の12−12線断面図。
【図13】上部及び下部フロントドアヒンジを位置決め保持した状態を示す,図10に対応した作用説明図。
【図14】図9の14部拡大図。
【図15】図9の15矢視図。
【図16】図9の16−16線断面図。
【図17】前記ドアヒンジ組み付け治具におけるヒンジ位置決め保持手段の変形例を示す正面図。
【符号の説明】
【0058】
B・・・・・自動車ボディ
Df・・・・ドア(フロントドア)
Dr・・・・ドア(リアドア)
Hfa,Hfb・・・・ドアヒンジ(上部及び下部フロントドアヒンジ)
Hra,Hrb・・・・ドアヒンジ(上部及び下部リアドアヒンジ)
1・・・・・ボディ側ヒンジアーム
2・・・・・ドア側ヒンジアーム
3・・・・・ヒンジピン
4・・・・・ボディ側ヒンジアームのボルト孔
7・・・・・最終取り付けボルト(段付きボルト)
7a・・・・最終取り付けボルトの頭部フランジ
07・・・・仮止めボルト
07a・・・仮止めボルトの頭部フランジ
【特許請求の範囲】
【請求項1】
ボディ側ヒンジアーム(1)と,ドア側ヒンジアーム(2)と,これらヒンジアーム(1,2)を相対回動可能に連結するヒンジピン(3)とからなるドアヒンジ(Hfa,Hfb;Hra,Hrb)を用意し,それのボディ側ヒンジアーム(1)を,未塗装の自動車ボディ(B)に取り付けるドアヒンジ取り付け工程(a)と,前記ドアヒンジ(Hfa,Hfb;Hra,Hrb)のドア側ヒンジアーム(2)に未塗装のドア(Df,Dr)を仮止めするドア仮止め工程(c)と,このドア仮止め工程(b,c)後,自動車ボディ(B)及びドア(Df,Dr)を同時に塗装する塗装工程(d)と,この塗装工程(d)後,前記ドア側ヒンジアーム(2)からドア(Df,Dr)を取り外すドア取り外し工程(e)と,塗装された自動車ボディ(B)及びドア(Df,Dr)を個別に艤装する艤装工程(f)と,この艤装工程(f)後,前記ドア側ヒンジアーム(2)に,それに対応するドア(Df,Dr)を最終的に取り付けるドア最終取り付け工程(g)とからなる,自動車におけるドア取り付け方法において,
前記ドア仮止め工程(c)で前記ドア側ヒンジアーム(2)にドア(Df,Dr)を仮止めする際には,ドア最終取り付け工程(g)で前記ドア側ヒンジアーム(2)にドア(Df,Dr)を取り付けるのに用いるボルト(7)の頭部フランジ(7a)よりも小径の頭部フランジ(07a)を持つ仮止めボルト(07)を用いることを特徴とする,自動車におけるドア取り付け方法。
【請求項1】
ボディ側ヒンジアーム(1)と,ドア側ヒンジアーム(2)と,これらヒンジアーム(1,2)を相対回動可能に連結するヒンジピン(3)とからなるドアヒンジ(Hfa,Hfb;Hra,Hrb)を用意し,それのボディ側ヒンジアーム(1)を,未塗装の自動車ボディ(B)に取り付けるドアヒンジ取り付け工程(a)と,前記ドアヒンジ(Hfa,Hfb;Hra,Hrb)のドア側ヒンジアーム(2)に未塗装のドア(Df,Dr)を仮止めするドア仮止め工程(c)と,このドア仮止め工程(b,c)後,自動車ボディ(B)及びドア(Df,Dr)を同時に塗装する塗装工程(d)と,この塗装工程(d)後,前記ドア側ヒンジアーム(2)からドア(Df,Dr)を取り外すドア取り外し工程(e)と,塗装された自動車ボディ(B)及びドア(Df,Dr)を個別に艤装する艤装工程(f)と,この艤装工程(f)後,前記ドア側ヒンジアーム(2)に,それに対応するドア(Df,Dr)を最終的に取り付けるドア最終取り付け工程(g)とからなる,自動車におけるドア取り付け方法において,
前記ドア仮止め工程(c)で前記ドア側ヒンジアーム(2)にドア(Df,Dr)を仮止めする際には,ドア最終取り付け工程(g)で前記ドア側ヒンジアーム(2)にドア(Df,Dr)を取り付けるのに用いるボルト(7)の頭部フランジ(7a)よりも小径の頭部フランジ(07a)を持つ仮止めボルト(07)を用いることを特徴とする,自動車におけるドア取り付け方法。
【図1】


【図2】
【図3】
【図4】

【図5】

【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【公開番号】特開2006−273331(P2006−273331A)
【公開日】平成18年10月12日(2006.10.12)
【国際特許分類】
【出願番号】特願2006−195937(P2006−195937)
【出願日】平成18年7月18日(2006.7.18)
【分割の表示】特願2000−266015(P2000−266015)の分割
【原出願日】平成12年8月30日(2000.8.30)
【出願人】(000005326)本田技研工業株式会社 (23,863)
【Fターム(参考)】
【公開日】平成18年10月12日(2006.10.12)
【国際特許分類】
【出願日】平成18年7月18日(2006.7.18)
【分割の表示】特願2000−266015(P2000−266015)の分割
【原出願日】平成12年8月30日(2000.8.30)
【出願人】(000005326)本田技研工業株式会社 (23,863)
【Fターム(参考)】
[ Back to top ]