
自動車の車体構造
【課題】フロアフレームおよびクロスメンバをH面内で重ね合わせてスポット溶接する作業を、フロアパネルに邪魔されずに行えるようにする。
【解決手段】フロアパネル20の下方で車体前後方向に延びるフロアフレーム12と車幅方向に延びるミドルクロスメンバ17とを交差させ、その交差部でフロアフレーム12の溶接フランジ24f,24gおよびミドルククロスメンバ17の溶接フランジ26g,26hをH面内で重ね合わせてスポット溶接W8により結合する。フロアパネル20は交差部の上方にスポット溶接装置の電極アームが通過可能な開口20cを備えるので、交差部の上方にフロアパネル20を張った後でもスポット溶接W8を行うことが可能となり、車体の組立手順の自由度を増加させて生産効率を高めるとともに、ボルトおよびナットを用いて結合する場合に比べて部品点数および重量を削減することができる。
【解決手段】フロアパネル20の下方で車体前後方向に延びるフロアフレーム12と車幅方向に延びるミドルクロスメンバ17とを交差させ、その交差部でフロアフレーム12の溶接フランジ24f,24gおよびミドルククロスメンバ17の溶接フランジ26g,26hをH面内で重ね合わせてスポット溶接W8により結合する。フロアパネル20は交差部の上方にスポット溶接装置の電極アームが通過可能な開口20cを備えるので、交差部の上方にフロアパネル20を張った後でもスポット溶接W8を行うことが可能となり、車体の組立手順の自由度を増加させて生産効率を高めるとともに、ボルトおよびナットを用いて結合する場合に比べて部品点数および重量を削減することができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、フロアパネルの下方で、車体前後方向に延びるフロアフレームと車幅方向に延びるクロスメンバとを交差させ、その交差部で前記フロアフレームおよび前記クロスメンバをH面内で重ね合わせてスポット溶接により結合する自動車の車体構造に関する。
【背景技術】
【0002】
フロアパネルの下方で、上面開放のU字状断面を有するミドルクロスメンバの前壁に上面開放のU字状断面を有するフロントサイドフレームの後端を結合するとともに、前記ミドルクロスメンバの後壁に上面開放のU字状断面を有するフロアフレームの後端を結合する際に、フロントサイドフレームの底面を後方に延長した平坦な底部およびフロアフレームの底面を前方に延長した平坦な底部をミドルクロスメンバの底面に3枚重ねで重ね合わせて結合するものが、下記特許文献1により公知である。
【0003】
またフロアパネルの下方で、上面開放のU字状断面を有するフロントサイドフレームの後端と、上面開放のU字状断面を有するフロアフレームの前端と、上面開放のU字状断面を有するフレームスチフナとを重ね合わせ、それら3枚重ねになった部分をボルトおよびナットで締結することで、フロントサイドフレームおよびフロアフレームを結合するものが、下記特許文献2により公知である。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2010−280293号公報
【特許文献2】特開平8−34368号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで上記特許文献1に記載されたものは、フロントサイドフレームの底面を延長した底部、フロアフレームの底面を延長した底部およびミドルクロスメンバの底面を3枚重ねで重ね合わせてスポット溶接する際に、それらの上方に既にフロアパネルが張られていると、そのフロアパネルが邪魔になってスポット溶接の電極アームが被溶接部に届かなくなる問題があった。これを回避するには、フロアパネルを張る前に前記スポット溶接を完了させれば良いが、そのために車体の組立手順に制約が生じて生産効率が低下する問題がある。
【0006】
また上記特許文献2に記載された発明のように、フロアパネルの下方の被結合部をボルトおよびナットで結合すれば、フロアパネルに邪魔されずに結合作業を行うことが可能となるが、ボルトおよびナットを使用すると部品点数の増加や重量の増加が発生する問題がある。
【0007】
本発明は前述の事情に鑑みてなされたもので、フロアフレームおよびクロスメンバをH面内で重ね合わせてスポット溶接する作業を、フロアパネルに邪魔されずに行えるようにすることを目的とする。
【課題を解決するための手段】
【0008】
上記目的を達成するために、請求項1に記載された発明によれば、フロアパネルの下方で、車体前後方向に延びるフロアフレームと車幅方向に延びるクロスメンバとを交差させ、その交差部で前記フロアフレームおよび前記クロスメンバをH面内で重ね合わせてスポット溶接により結合する自動車の車体構造であって、前記フロアパネルは、前記交差部の上方にスポット溶接装置の電極アームが通過可能な開口を備えることを特徴とする自動車の車体構造が提案される。
【0009】
また請求項2に記載された発明によれば、請求項1の構成に加えて、前記フロアパネルはその下方に配置した車載部品を覆うように上向きに膨出するフロア膨出部を備え、前記フロア膨出部は後方に向かって車幅方向の幅が次第に減少して前記フロアパネルの平坦部に連なっており、前記フロア膨出部の後部の車幅方向外側の前記平坦部に前記開口を形成したことを特徴とする自動車の車体構造が提案される。
【0010】
また請求項3に記載された発明によれば、請求項2の構成に加えて、前記開口を塞ぐ蓋部材は、前記開口に嵌合する本体部と、前記本体部の外周に連なって前記開口の縁部上面にシール部材を介して結合されるフランジ部とを備えることを特徴とする自動車の車体構造が提案される。
【0011】
また請求項4に記載された発明によれば、請求項1〜請求項3の何れか1項の構成に加えて、車体前後方向に延びて前記フロアフレームの後端に接続されるリヤサイドフレームを備え、前記リヤサイドフレームの前端上部に形成した切欠きから車幅方向に折り曲げた溶接フランジを前記クロスメンバの後側面にT面内で重ね合わせてスポット溶接し、前記フロアフレームの後端上部に形成した切欠きから車幅方向に折り曲げた溶接フランジを前記クロスメンバの前側面にT面内で重ね合わせてスポット溶接し、前記リヤサイドフレームの切欠きおよび前記フロアフレームの切欠きからそれぞれ車幅方向に折り曲げた溶接フランジを前記クロスメンバの底面の同一個所にH面内で重ね合わせてスポット溶接したことを特徴とする自動車の車体構造が提案される。
【0012】
また請求項5に記載された発明によれば、請求項1〜請求項4の何れか1項の構成に加えて、前記フロアフレームの車幅方向外側において車体前後方向に延びるサイドシルを備え、前記サイドシルを車幅方向内側に膨出させたサイドシル膨出部に、前記フロアフレームの車幅方向の外側面を結合したことを特徴とする自動車の車体構造が提案される。
【0013】
また請求項6に記載された発明によれば、請求項1〜請求項5の何れか1項の構成に加えて、前記フロアフレームの底面および前記リヤサイドフレームの底面は、前記クロスメンバの底面から下方に張り出した位置で相互に結合されることを特徴とする自動車の車体構造が提案される。
【0014】
尚、実施の形態のミドルクロスメンバ17は本発明のクロスメンバに対応し、実施の形態の燃料タンク19は本発明の車載部品に対応する。
【発明の効果】
【0015】
請求項1の構成によれば、フロアパネルの下方で車体前後方向に延びるフロアフレームと車幅方向に延びるクロスメンバとを交差させ、その交差部でフロアフレームおよびクロスメンバをH面内で重ね合わせてスポット溶接により結合する。フロアパネルは交差部の上方にスポット溶接装置の電極アームが通過可能な開口を備えるので、交差部の上方にフロアパネルを張った後でもスポット溶接を行うことが可能となり、車体の組立手順の自由度を増加させて生産効率を高めるとともに、ボルトおよびナットを用いて結合する場合に比べて部品点数および重量を削減することができる。
【0016】
また請求項2の構成によれば、フロアパネルがその下方に配置した車載部品を覆うように上向きに膨出するフロア膨出部を備えていても、フロア膨出部は後方に向かって車幅方向の幅が次第に減少してフロアパネルの平坦部に連なっており、フロア膨出部の後部の車幅方向外側の平坦部に開口を形成したので、スポット溶接のための上側の電極アームを開口に挿入する際に、その電極アームがフロアパネルのフロア膨出部と干渉するのを防止してスポット溶接の作業性を高めることができる。
【0017】
また請求項3の構成によれば、開口を塞ぐ蓋部材が、開口に嵌合する本体部と、本体部の外周に連なって開口の縁部上面にシール部材を介して結合されるフランジ部とを備えるので、本体部によって開口に対する蓋部材の位置決めが容易になるだけでなく、フランジ部と開口の縁部上面との間に挟んだシール部材によって車室への水の浸入を防止することができる。
【0018】
また請求項4の構成によれば、リヤサイドフレームの前端上部に形成した切欠きから車幅方向に折り曲げた溶接フランジをクロスメンバの後側面にT面内で重ね合わせてスポット溶接し、フロアフレームの後端上部に形成した切欠きから車幅方向に折り曲げた溶接フランジをクロスメンバの前側面にT面内で重ね合わせてスポット溶接し、リヤサイドフレームの切欠きおよびフロアフレームの切欠きからそれぞれ車幅方向に折り曲げた溶接フランジをクロスメンバの底面の同一個所にH面内で重ね合わせてスポット溶接したので、前突荷重をフロアフレームからクロスメンバに効率的に伝達するとともに、後突荷重をリヤサイドフレームからクロスメンバに効率的に伝達することができる。
【0019】
また請求項5の構成によれば、フロアフレームの車幅方向外側において車体前後方向に延びるサイドシルを車幅方向内側に膨出させたサイドシル膨出部に、フロアフレームの車幅方向の外側面を結合したので、前突荷重をフロアフレームから直接サイドシルに伝達してフロアパネルの変形を最小限に抑えることができる。
【0020】
また請求項6の構成によれば、フロアフレームの底面およびリヤサイドフレームの底面がクロスメンバの底面から下方に張り出した位置で相互に結合されるので、前突荷重をフロアフレームから直接リヤサイドフレームに伝達してフロアパネルの変形を最小限に抑えることができる。
【図面の簡単な説明】
【0021】
【図1】自動車の車体中央部のフレーム構造を示す斜視図。
【図2】図1の2方向矢視図。
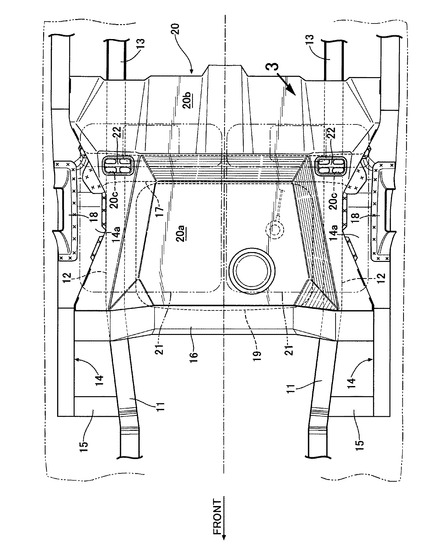
【図3】図2の3方向矢視図。
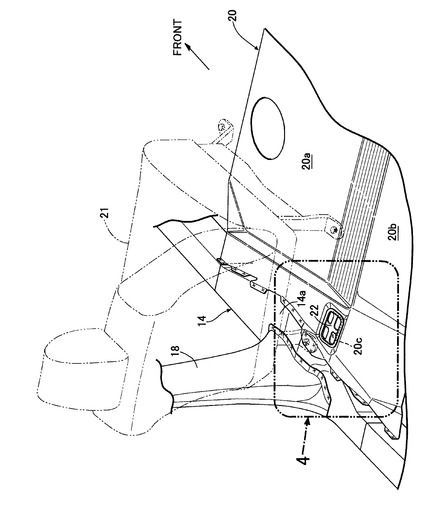
【図4】図3の4部拡大図。
【図5】図4の5−5線断面図。
【図6】図5の6方向矢視図。
【図7】フロアフレーム、リヤサイドフレームおよびミドルクロスメンバの交差部の斜視図。
【発明を実施するための形態】
【0022】
以下、図1〜図7に基づいて本発明の実施の形態を説明する。
【0023】
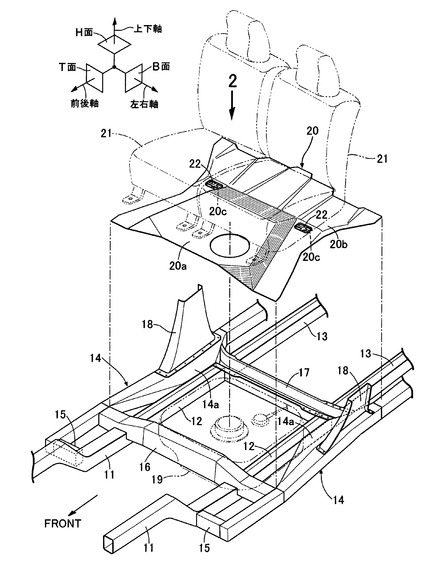
図1には、自動車の車体フレーム構造が示される。先ず、本明細書における前後方向、左右方向(車幅方向)、上下方向、T面、B面およびH面の定義について説明する。前後方向、左右方向(車幅方向)および上下方向は、運転席に着座した乗員を基準として定義される。またT面とは、前後方向軸に直交する面であり、例えば車体前面あるいは車体後面がこれに対応する。B面とは、左右方向軸に直交する面であり、例えば車体左側面あるいは車体右側面がこれに対応する。H面とは、上下方向軸に直交する面であり、例えば車体天井面あるいは車体床面がこれに対応する。但し、T面には、前後方向軸に直交する面に対して45°未満の角度で傾斜する面が含まれ、B面には、左右方向軸に直交する面に対して45°未満の角度で傾斜する面が含まれ、H面には、上下方向軸に直交する面に対して45°未満の角度で傾斜する面が含まれるものとする。
【0024】
図1に示すように、車体前後方向に延びる左右一対のフロントサイドフレーム11,11の後端に、車体前後方向に延びる左右一対のフロアフレーム12,12の前端が直列に接続され、更にフロアフレーム12,12の後端に左右一対のリヤサイドフレーム13,13の前端が直列に接続される。フロアフレーム12,12およびリヤサイドフレーム13,13の車幅方向外側に車体前後方向に配置された左右一対のサイドシル14,14の前端が、車幅方向に延びるアウトリガー15,15を介してフロアフレーム12,12の前端に接続される。左右のフロアフレーム12,12の前端間は車幅方向に延びるフロントクロスメンバ16により連結され、左右のフロアフレーム12,12の前後方向中間部間は車幅方向に延びるミドルクロスメンバ17により連結される。フロントクロスメンバ16およびミドルクロスメンバ17の車幅方向両端部は左右のフロアフレーム12,12を超えて車幅方向外側に延び、左右のサイドシル14,14の車幅方向内面に接続される。左右のサイドシル14,14からセンターピラー18,18が立設されるサイドシル膨出部14a,14aが車幅方向内側に膨出しており、それらのサイドシル膨出部14a,14aはミドルクロスメンバ17の前方位置でフロアフレーム12,12の車幅方向外面に結合される。
【0025】
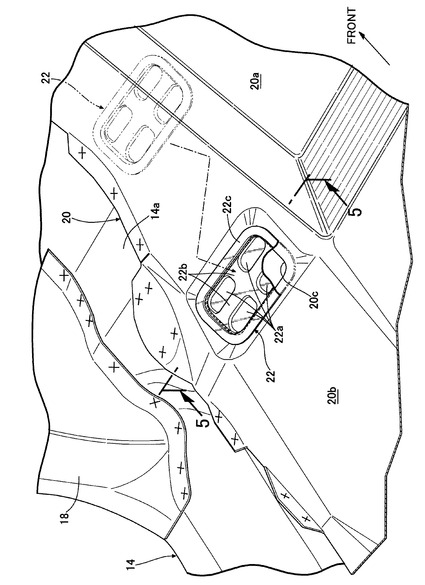
フロントクロスメンバ16、ミドルクロスメンバ17および左右のフロアフレーム12,12に囲まれた空間に燃料タンク19が配置されており、その燃料タンク19の上面を覆うフロアパネル20の外周部がフロントクロスメンバ16、ミドルクロスメンバ17および左右のサイドシル14,14に接続される。フロアパネル20の前部には、燃料タンク19の上面との干渉を回避するために上向きに膨出したフロア膨出部20aが形成される。フロア膨出部20aは車幅方向の幅が前側で広く後側で狭い台形をなしており、フロアパネル20のフロア膨出部20a以外の部分は概ね平坦な平坦部20bをなしている。そしてフロア膨出部20aの上部に左右のフロントシート21,21が配置される。
【0026】
フロアパネル20のフロア膨出部20aの後部の車幅方向外側の平坦部20bには、ミドルクロスメンバ17、フロアフレーム12,12およびリヤサイドフレーム13,13の結合部の上方に位置するように左右一対の長方形状の開口20c,20cが形成されており、それらの開口20c,20cは蓋部材22,22で塞がれる。
【0027】
図3〜図5に示すように、蓋部材22はフロアパネル20の開口20cに上方から嵌合する本体部22aと、本体部22aに十文字状に形成された補強リブ22bと、本体部22aの外周から上方かつ径方向外側に張り出すフランジ部22cとを備えており、フランジ部22cの下面が開口20cの縁部上面にシール部材23(図5参照)を介して接着される。
【0028】
フロアパネル20の開口20cを塞ぐ蓋部材22が、開口20cに嵌合する本体部22aと、本体部22aの外周に連なって開口20cの縁部上面にシール部材23を介して接着されるフランジ部22cとを備えるので、本体部22aによって開口20cに対する蓋部材22の位置決めが容易になるだけでなく、シール部材23によって車室への水の浸入を防止することができる。
【0029】
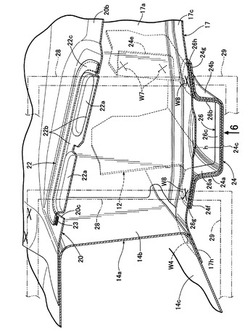
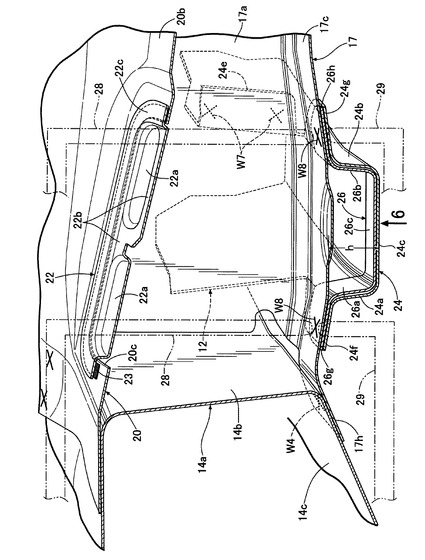
図5〜図7に示すように、ミドルクロスメンバ17は前側面17a、後側面17bおよび底面17cを備えて上面が開放した断面U字状の部材であって、前側面17aおよび後側面17bの上端には車体前後方向に折り曲げられた第1、第2溶接フランジ17d,17eがそれぞれ設けられる。第1、第2溶接フランジ17d,17eはH面においてフロアパネル20の下面にスポット溶接W1される。
【0030】
またミドルクロスメンバ17の端部には、前側面17aを折り曲げた第3溶接フランジ17fと、後側面17bを折り曲げた第4溶接フランジ17gと、底面17cを延長した第5溶接フランジ17hとが設けられており、第3溶接フランジ17fはサイドシル膨出部14aの側面14bにB面においてスポット溶接W2され、第4溶接フランジ17gはサイドシル膨出部14aの側面14bにB面においてスポット溶接W3され、第5溶接フランジ17hはサイドシル膨出部14aの底面14cにH面においてスポット溶接W4される.
図5〜図7に示すように、フロアフレーム12は、上面が開放した断面U字状のロアメンバ24と、ロアメンバ24よりも高さの低い上面が開放した断面U字状のアッパメンバ25とで構成されるもので、ロアメンバ24の上部にアッパメンバ25が嵌合した状態でスポット溶接W5されて四角形の閉断面に構成される。
【0031】
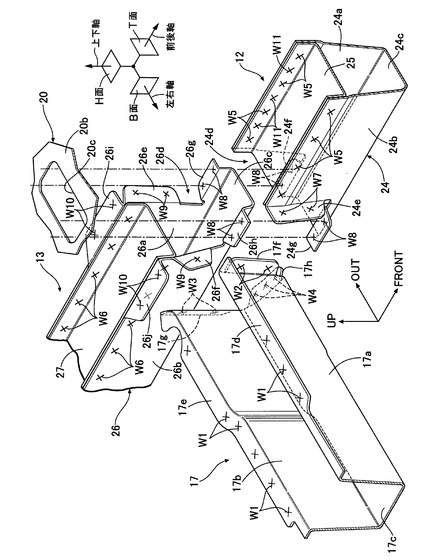
上面が開放した断面U字状のロアメンバ24は内側面24a、外側面24bおよび底面24cを備えており、その後端上部はミドルクロスメンバ17と噛み合うように切欠き24d(図7参照)が形成される。切欠き24dに臨む位置には、内側面24aを折り曲げた第1溶接フランジ24eと、内側面24aおよび外側面24bをそれぞれ折り曲げた第2溶接フランジ24fおよび第3溶接フランジ24gとが形成される。
【0032】
図5〜図7に示すように、リヤサイドフレーム13は、上面が開放した断面U字状のロアメンバ26と、ロアメンバ26よりも高さの低い上面が開放した断面U字状のアッパメンバ27とで構成されるもので、ロアメンバ26の上部にアッパメンバ27が嵌合した状態でスポット溶接W6されて四角形の閉断面に構成される。
【0033】
上面が開放した断面U字状のロアメンバ26は内側面26a、外側面26bおよび底面26cを備えており、その前端上部はミドルクロスメンバ17と噛み合うように切欠き26d(図7参照)が形成される。切欠き26dに臨む位置には、内側面26aおよび外側面26bをそれぞれ折り曲げた第1溶接フランジ26eおよび第2溶接フランジ26fと、内側面26aおよび外側面26bをそれぞれ折り曲げた第3溶接フランジ26gおよび第4溶接フランジ26hとが形成される。また切欠き26dに隣接する位置には、内側面26aおよび外側面26bをそれぞれ折り曲げた第5溶接フランジ26iおよび第6溶接フランジ26jが形成される。
【0034】
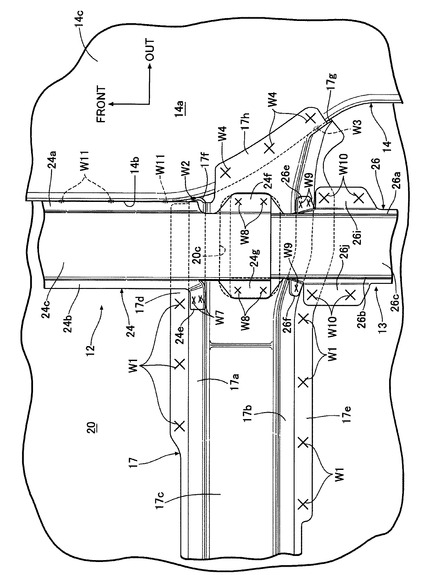
フロアフレーム12の後端およびリヤサイドフレーム13の前端は、それらの切欠き24d,26dがミドルクロスメンバ17と噛み合うように結合され、切欠き24d,26dに臨むフロアフレーム12の底面24cおよびリヤサイドフレーム13の底面26cは相互に重ね合わされる。
【0035】
この状態で、フロアフレーム12の第1溶接フランジ24eはミドルクロスメンバ17の前側面17aにT面においてスポット溶接W7される。フロアフレーム12の第2溶接フランジ24fおよび第3溶接フランジ24gは、リヤサイドフレーム13の第3、第4溶接フランジ26g,26hに重ね合わされた状態で、ミドルクロスメンバ17の底面17cにH面においてスポット溶接W8される。
【0036】
またリヤサイドフレーム13の第1溶接フランジ26eおよび第2溶接フランジ26fは、ミドルクロスメンバ17の後側面17bにT面においてスポット溶接W9されるとともに、リヤサイドフレーム13の第5溶接フランジ26iおよび第6溶接フランジ26jはフロアパネル20の下面にスポット溶接W10される。
【0037】
更に、フロアフレーム12の内側面24aの上部は、サイドシル膨出部14aの側面14bにB面においてスポット溶接W11(図6および図7参照)される。
【0038】
ところで、ミドルクロスメンバ17にフロアフレーム12およびリヤサイドフレーム13を結合する際に、T面のスポット溶接を先に行い、H面のスポット溶接を後から行う。その理由は、ミドルクロスメンバ17、フロアフレーム12およびリヤサイドフレーム13のT面のスポット溶接の作業タクトと、それに続くミドルクロスメンバ17、フロアフレーム12およびリヤサイドフレーム13のH面のスポット溶接およびフロアパネル20を張るH面のスポット溶接の作業タクトとを同一にし、無駄時間を最小限に抑えるためである。
【0039】
即ち、フロアフレーム12の第1溶接フランジ24eをミドルクロスメンバ17の前側面17aにT面内でスポット溶接W7し、リヤサイドフレーム13の第3、第4溶接フランジ26e,26fをミドルクロスメンバ17の後側面17bにT面内でスポット溶接W9することで、ミドルクロスメンバ17の前後にフロアフレーム12の切欠き24d,リヤサイドフレーム13の切欠き26dを結合する。このとき、ミドルクロスメンバ17の底面17cの下側にリヤサイドフレーム13の第3、第4溶接フランジ26g,26hが重なり、その下側にフロアフレーム12の第2、第3溶接フランジ24f,24gが3枚重ねで重なるが、その部分のスポット溶接W8(4カ所)は後回しにされる。
【0040】
次の工程で、フロアフレーム12、リヤサイドフレーム13およびミドルクロスメンバ17の上面にフロアパネル20を載置し、ミドルクロスメンバ17の第1、第2溶接フランジ17d,17eにスポット溶接W1するとともに、リヤサイドフレーム13の第5、第6溶接フランジ26i,26jにスポット溶接W10、更にミドルクロスメンバ17の底面17cに、リヤサイドフレーム13の第3、第4溶接フランジ26g,26hおよびフロアフレーム12の第2、第3溶接フランジ24f,24gを3枚重ねでスポット溶接W8する。
【0041】
このスポット溶接W8を行うとき、スポット溶接装置の上下の電極アーム28,29(図5参照)のうち、上側の電極アーム28がフロアパネル20と干渉して被溶接部に届かなくなる虞があるが、本実施の形態によれば、スポット溶接W8を行う被溶接部の上方のフロアパネル20に開口20cが形成されているため、その開口20cを通して上側の電極アーム28をフロアパネル20の下方に挿入してスポット溶接W8を支障なく行うことができる。スポット溶接W8の完了後に開口20cは蓋部材22で塞がれるので、開口20cを通して水等が車室内に浸入することが防止される。
【0042】
このように、本実施の形態によれば、フロアフレーム12およびリヤサイドフレーム13がミドルクロスメンバ17に交差する交差部の上方にフロアパネル20を張った後でも、フロアフレーム12およびリヤサイドフレーム13をミドルクロスメンバ17にH面内でスポット溶接W8することが可能となり、車体の組立手順の自由度を増加させて生産効率を高めるとともに、ボルトおよびナットを用いて結合する場合に比べて部品点数および重量を削減することができる。
【0043】
またフロアパネル20が燃料タンク19の上方を覆うべく上向きに膨出するフロア膨出部20aを備えていても、フロア膨出部20aは後方に向かって車幅方向の幅が次第に減少してフロアパネル20の平坦部20bに連なっており、フロア膨出部20aの後部の車幅方向外側の平坦部20bに開口20cを形成したので、開口20cに上側の電極アーム28を挿入する際に、その電極アーム28がフロアパネル20のフロア膨出部20aと干渉するのを防止してスポット溶接W8の作業性を高めることができる。
【0044】
またフロアフレーム12に形成した切欠き24d(図7参照)から車幅方向に折り曲げた第1溶接フランジ24eをミドルクロスメンバ17の前側面17aにT面内で重ね合わせてスポット溶接W7し、リヤサイドフレーム13に形成した切欠き26d(図7参照)から車幅方向に折り曲げた第1、第2溶接フランジ26e,26fをミドルクロスメンバ17の後側面17bにT面内で重ね合わせてスポット溶接W9し、かつフロアフレーム12の切欠き24dから車幅方向に折り曲げた第3溶接フランジ24gと、リヤサイドフレーム13の切欠き26dから車幅方向に折り曲げた第3、第4溶接フランジ26g,26hとをミドルクロスメンバ17の底面17cにH面内で重ね合わせてスポット溶接W8したので、前突荷重をフロアフレーム12からミドルクロスメンバ17に効率的に伝達するとともに、後突荷重をリヤサイドフレーム13からミドルクロスメンバ17に効率的に伝達することができる。
【0045】
その際に、フロアフレーム12およびリヤサイドフレーム13は、その切欠き24d,切欠き26dの部分、つまりフロアフレーム12およびリヤサイドフレーム13がミドルクロスメンバ17の下面に結合される部分が深さhのU字状断面を有しているため(図5参照)、前突荷重をフロアフレーム12から直接リヤサイドフレーム13に伝達してフロアパネル20の変形を最小限に抑えることができる。
【0046】
更に、フロアフレーム12の外側面24bがサイドシル14のサイドシル膨出部14aの側面14bにB面内でスポット溶接W11(図6および図7参照)されているため、前突荷重をフロアフレーム12から直接サイドシル14に伝達してフロアパネル20の変形を最小限に抑えることができる。
【0047】
以上、本発明の実施の形態を説明したが、本発明はその要旨を逸脱しない範囲で種々の設計変更を行うことが可能である。
【0048】
例えば、実施の形態ではフロアパネル20のフロア膨出部20aの下方に車載部品としての燃料タンク19を配置しているが、その車載部品は燃料タンク19に限定されるものではない。
【符号の説明】
【0049】
12 フロアフレーム
13 リヤサイドフレーム
14 サイドシル
14a サイドシル膨出部
17 ミドルクロスメンバ(クロスメンバ)
17a 前側面
17b 後側面
17c 底面
19 燃料タンク(車載部品)
20 フロアパネル
20a フロア膨出部
20b 平坦部
20c 開口
22 蓋部材
22a 本体部
22c フランジ部
23 シール部材
24b 外側面
24c 底面
24d 切欠き
24e 第1溶接フランジ(溶接フランジ)
24f 第2溶接フランジ(溶接フランジ)
24g 第3溶接フランジ(溶接フランジ)
26c 底面
26d 切欠き
26e 第1溶接フランジ(溶接フランジ)
26f 第2溶接フランジ(溶接フランジ)
26g 第3溶接フランジ(溶接フランジ)
26h 第4溶接フランジ(溶接フランジ)
28 電極アーム
W7 スポット溶接
W8 スポット溶接
W9 スポット溶接
【技術分野】
【0001】
本発明は、フロアパネルの下方で、車体前後方向に延びるフロアフレームと車幅方向に延びるクロスメンバとを交差させ、その交差部で前記フロアフレームおよび前記クロスメンバをH面内で重ね合わせてスポット溶接により結合する自動車の車体構造に関する。
【背景技術】
【0002】
フロアパネルの下方で、上面開放のU字状断面を有するミドルクロスメンバの前壁に上面開放のU字状断面を有するフロントサイドフレームの後端を結合するとともに、前記ミドルクロスメンバの後壁に上面開放のU字状断面を有するフロアフレームの後端を結合する際に、フロントサイドフレームの底面を後方に延長した平坦な底部およびフロアフレームの底面を前方に延長した平坦な底部をミドルクロスメンバの底面に3枚重ねで重ね合わせて結合するものが、下記特許文献1により公知である。
【0003】
またフロアパネルの下方で、上面開放のU字状断面を有するフロントサイドフレームの後端と、上面開放のU字状断面を有するフロアフレームの前端と、上面開放のU字状断面を有するフレームスチフナとを重ね合わせ、それら3枚重ねになった部分をボルトおよびナットで締結することで、フロントサイドフレームおよびフロアフレームを結合するものが、下記特許文献2により公知である。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2010−280293号公報
【特許文献2】特開平8−34368号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで上記特許文献1に記載されたものは、フロントサイドフレームの底面を延長した底部、フロアフレームの底面を延長した底部およびミドルクロスメンバの底面を3枚重ねで重ね合わせてスポット溶接する際に、それらの上方に既にフロアパネルが張られていると、そのフロアパネルが邪魔になってスポット溶接の電極アームが被溶接部に届かなくなる問題があった。これを回避するには、フロアパネルを張る前に前記スポット溶接を完了させれば良いが、そのために車体の組立手順に制約が生じて生産効率が低下する問題がある。
【0006】
また上記特許文献2に記載された発明のように、フロアパネルの下方の被結合部をボルトおよびナットで結合すれば、フロアパネルに邪魔されずに結合作業を行うことが可能となるが、ボルトおよびナットを使用すると部品点数の増加や重量の増加が発生する問題がある。
【0007】
本発明は前述の事情に鑑みてなされたもので、フロアフレームおよびクロスメンバをH面内で重ね合わせてスポット溶接する作業を、フロアパネルに邪魔されずに行えるようにすることを目的とする。
【課題を解決するための手段】
【0008】
上記目的を達成するために、請求項1に記載された発明によれば、フロアパネルの下方で、車体前後方向に延びるフロアフレームと車幅方向に延びるクロスメンバとを交差させ、その交差部で前記フロアフレームおよび前記クロスメンバをH面内で重ね合わせてスポット溶接により結合する自動車の車体構造であって、前記フロアパネルは、前記交差部の上方にスポット溶接装置の電極アームが通過可能な開口を備えることを特徴とする自動車の車体構造が提案される。
【0009】
また請求項2に記載された発明によれば、請求項1の構成に加えて、前記フロアパネルはその下方に配置した車載部品を覆うように上向きに膨出するフロア膨出部を備え、前記フロア膨出部は後方に向かって車幅方向の幅が次第に減少して前記フロアパネルの平坦部に連なっており、前記フロア膨出部の後部の車幅方向外側の前記平坦部に前記開口を形成したことを特徴とする自動車の車体構造が提案される。
【0010】
また請求項3に記載された発明によれば、請求項2の構成に加えて、前記開口を塞ぐ蓋部材は、前記開口に嵌合する本体部と、前記本体部の外周に連なって前記開口の縁部上面にシール部材を介して結合されるフランジ部とを備えることを特徴とする自動車の車体構造が提案される。
【0011】
また請求項4に記載された発明によれば、請求項1〜請求項3の何れか1項の構成に加えて、車体前後方向に延びて前記フロアフレームの後端に接続されるリヤサイドフレームを備え、前記リヤサイドフレームの前端上部に形成した切欠きから車幅方向に折り曲げた溶接フランジを前記クロスメンバの後側面にT面内で重ね合わせてスポット溶接し、前記フロアフレームの後端上部に形成した切欠きから車幅方向に折り曲げた溶接フランジを前記クロスメンバの前側面にT面内で重ね合わせてスポット溶接し、前記リヤサイドフレームの切欠きおよび前記フロアフレームの切欠きからそれぞれ車幅方向に折り曲げた溶接フランジを前記クロスメンバの底面の同一個所にH面内で重ね合わせてスポット溶接したことを特徴とする自動車の車体構造が提案される。
【0012】
また請求項5に記載された発明によれば、請求項1〜請求項4の何れか1項の構成に加えて、前記フロアフレームの車幅方向外側において車体前後方向に延びるサイドシルを備え、前記サイドシルを車幅方向内側に膨出させたサイドシル膨出部に、前記フロアフレームの車幅方向の外側面を結合したことを特徴とする自動車の車体構造が提案される。
【0013】
また請求項6に記載された発明によれば、請求項1〜請求項5の何れか1項の構成に加えて、前記フロアフレームの底面および前記リヤサイドフレームの底面は、前記クロスメンバの底面から下方に張り出した位置で相互に結合されることを特徴とする自動車の車体構造が提案される。
【0014】
尚、実施の形態のミドルクロスメンバ17は本発明のクロスメンバに対応し、実施の形態の燃料タンク19は本発明の車載部品に対応する。
【発明の効果】
【0015】
請求項1の構成によれば、フロアパネルの下方で車体前後方向に延びるフロアフレームと車幅方向に延びるクロスメンバとを交差させ、その交差部でフロアフレームおよびクロスメンバをH面内で重ね合わせてスポット溶接により結合する。フロアパネルは交差部の上方にスポット溶接装置の電極アームが通過可能な開口を備えるので、交差部の上方にフロアパネルを張った後でもスポット溶接を行うことが可能となり、車体の組立手順の自由度を増加させて生産効率を高めるとともに、ボルトおよびナットを用いて結合する場合に比べて部品点数および重量を削減することができる。
【0016】
また請求項2の構成によれば、フロアパネルがその下方に配置した車載部品を覆うように上向きに膨出するフロア膨出部を備えていても、フロア膨出部は後方に向かって車幅方向の幅が次第に減少してフロアパネルの平坦部に連なっており、フロア膨出部の後部の車幅方向外側の平坦部に開口を形成したので、スポット溶接のための上側の電極アームを開口に挿入する際に、その電極アームがフロアパネルのフロア膨出部と干渉するのを防止してスポット溶接の作業性を高めることができる。
【0017】
また請求項3の構成によれば、開口を塞ぐ蓋部材が、開口に嵌合する本体部と、本体部の外周に連なって開口の縁部上面にシール部材を介して結合されるフランジ部とを備えるので、本体部によって開口に対する蓋部材の位置決めが容易になるだけでなく、フランジ部と開口の縁部上面との間に挟んだシール部材によって車室への水の浸入を防止することができる。
【0018】
また請求項4の構成によれば、リヤサイドフレームの前端上部に形成した切欠きから車幅方向に折り曲げた溶接フランジをクロスメンバの後側面にT面内で重ね合わせてスポット溶接し、フロアフレームの後端上部に形成した切欠きから車幅方向に折り曲げた溶接フランジをクロスメンバの前側面にT面内で重ね合わせてスポット溶接し、リヤサイドフレームの切欠きおよびフロアフレームの切欠きからそれぞれ車幅方向に折り曲げた溶接フランジをクロスメンバの底面の同一個所にH面内で重ね合わせてスポット溶接したので、前突荷重をフロアフレームからクロスメンバに効率的に伝達するとともに、後突荷重をリヤサイドフレームからクロスメンバに効率的に伝達することができる。
【0019】
また請求項5の構成によれば、フロアフレームの車幅方向外側において車体前後方向に延びるサイドシルを車幅方向内側に膨出させたサイドシル膨出部に、フロアフレームの車幅方向の外側面を結合したので、前突荷重をフロアフレームから直接サイドシルに伝達してフロアパネルの変形を最小限に抑えることができる。
【0020】
また請求項6の構成によれば、フロアフレームの底面およびリヤサイドフレームの底面がクロスメンバの底面から下方に張り出した位置で相互に結合されるので、前突荷重をフロアフレームから直接リヤサイドフレームに伝達してフロアパネルの変形を最小限に抑えることができる。
【図面の簡単な説明】
【0021】
【図1】自動車の車体中央部のフレーム構造を示す斜視図。
【図2】図1の2方向矢視図。
【図3】図2の3方向矢視図。
【図4】図3の4部拡大図。
【図5】図4の5−5線断面図。
【図6】図5の6方向矢視図。
【図7】フロアフレーム、リヤサイドフレームおよびミドルクロスメンバの交差部の斜視図。
【発明を実施するための形態】
【0022】
以下、図1〜図7に基づいて本発明の実施の形態を説明する。
【0023】
図1には、自動車の車体フレーム構造が示される。先ず、本明細書における前後方向、左右方向(車幅方向)、上下方向、T面、B面およびH面の定義について説明する。前後方向、左右方向(車幅方向)および上下方向は、運転席に着座した乗員を基準として定義される。またT面とは、前後方向軸に直交する面であり、例えば車体前面あるいは車体後面がこれに対応する。B面とは、左右方向軸に直交する面であり、例えば車体左側面あるいは車体右側面がこれに対応する。H面とは、上下方向軸に直交する面であり、例えば車体天井面あるいは車体床面がこれに対応する。但し、T面には、前後方向軸に直交する面に対して45°未満の角度で傾斜する面が含まれ、B面には、左右方向軸に直交する面に対して45°未満の角度で傾斜する面が含まれ、H面には、上下方向軸に直交する面に対して45°未満の角度で傾斜する面が含まれるものとする。
【0024】
図1に示すように、車体前後方向に延びる左右一対のフロントサイドフレーム11,11の後端に、車体前後方向に延びる左右一対のフロアフレーム12,12の前端が直列に接続され、更にフロアフレーム12,12の後端に左右一対のリヤサイドフレーム13,13の前端が直列に接続される。フロアフレーム12,12およびリヤサイドフレーム13,13の車幅方向外側に車体前後方向に配置された左右一対のサイドシル14,14の前端が、車幅方向に延びるアウトリガー15,15を介してフロアフレーム12,12の前端に接続される。左右のフロアフレーム12,12の前端間は車幅方向に延びるフロントクロスメンバ16により連結され、左右のフロアフレーム12,12の前後方向中間部間は車幅方向に延びるミドルクロスメンバ17により連結される。フロントクロスメンバ16およびミドルクロスメンバ17の車幅方向両端部は左右のフロアフレーム12,12を超えて車幅方向外側に延び、左右のサイドシル14,14の車幅方向内面に接続される。左右のサイドシル14,14からセンターピラー18,18が立設されるサイドシル膨出部14a,14aが車幅方向内側に膨出しており、それらのサイドシル膨出部14a,14aはミドルクロスメンバ17の前方位置でフロアフレーム12,12の車幅方向外面に結合される。
【0025】
フロントクロスメンバ16、ミドルクロスメンバ17および左右のフロアフレーム12,12に囲まれた空間に燃料タンク19が配置されており、その燃料タンク19の上面を覆うフロアパネル20の外周部がフロントクロスメンバ16、ミドルクロスメンバ17および左右のサイドシル14,14に接続される。フロアパネル20の前部には、燃料タンク19の上面との干渉を回避するために上向きに膨出したフロア膨出部20aが形成される。フロア膨出部20aは車幅方向の幅が前側で広く後側で狭い台形をなしており、フロアパネル20のフロア膨出部20a以外の部分は概ね平坦な平坦部20bをなしている。そしてフロア膨出部20aの上部に左右のフロントシート21,21が配置される。
【0026】
フロアパネル20のフロア膨出部20aの後部の車幅方向外側の平坦部20bには、ミドルクロスメンバ17、フロアフレーム12,12およびリヤサイドフレーム13,13の結合部の上方に位置するように左右一対の長方形状の開口20c,20cが形成されており、それらの開口20c,20cは蓋部材22,22で塞がれる。
【0027】
図3〜図5に示すように、蓋部材22はフロアパネル20の開口20cに上方から嵌合する本体部22aと、本体部22aに十文字状に形成された補強リブ22bと、本体部22aの外周から上方かつ径方向外側に張り出すフランジ部22cとを備えており、フランジ部22cの下面が開口20cの縁部上面にシール部材23(図5参照)を介して接着される。
【0028】
フロアパネル20の開口20cを塞ぐ蓋部材22が、開口20cに嵌合する本体部22aと、本体部22aの外周に連なって開口20cの縁部上面にシール部材23を介して接着されるフランジ部22cとを備えるので、本体部22aによって開口20cに対する蓋部材22の位置決めが容易になるだけでなく、シール部材23によって車室への水の浸入を防止することができる。
【0029】
図5〜図7に示すように、ミドルクロスメンバ17は前側面17a、後側面17bおよび底面17cを備えて上面が開放した断面U字状の部材であって、前側面17aおよび後側面17bの上端には車体前後方向に折り曲げられた第1、第2溶接フランジ17d,17eがそれぞれ設けられる。第1、第2溶接フランジ17d,17eはH面においてフロアパネル20の下面にスポット溶接W1される。
【0030】
またミドルクロスメンバ17の端部には、前側面17aを折り曲げた第3溶接フランジ17fと、後側面17bを折り曲げた第4溶接フランジ17gと、底面17cを延長した第5溶接フランジ17hとが設けられており、第3溶接フランジ17fはサイドシル膨出部14aの側面14bにB面においてスポット溶接W2され、第4溶接フランジ17gはサイドシル膨出部14aの側面14bにB面においてスポット溶接W3され、第5溶接フランジ17hはサイドシル膨出部14aの底面14cにH面においてスポット溶接W4される.
図5〜図7に示すように、フロアフレーム12は、上面が開放した断面U字状のロアメンバ24と、ロアメンバ24よりも高さの低い上面が開放した断面U字状のアッパメンバ25とで構成されるもので、ロアメンバ24の上部にアッパメンバ25が嵌合した状態でスポット溶接W5されて四角形の閉断面に構成される。
【0031】
上面が開放した断面U字状のロアメンバ24は内側面24a、外側面24bおよび底面24cを備えており、その後端上部はミドルクロスメンバ17と噛み合うように切欠き24d(図7参照)が形成される。切欠き24dに臨む位置には、内側面24aを折り曲げた第1溶接フランジ24eと、内側面24aおよび外側面24bをそれぞれ折り曲げた第2溶接フランジ24fおよび第3溶接フランジ24gとが形成される。
【0032】
図5〜図7に示すように、リヤサイドフレーム13は、上面が開放した断面U字状のロアメンバ26と、ロアメンバ26よりも高さの低い上面が開放した断面U字状のアッパメンバ27とで構成されるもので、ロアメンバ26の上部にアッパメンバ27が嵌合した状態でスポット溶接W6されて四角形の閉断面に構成される。
【0033】
上面が開放した断面U字状のロアメンバ26は内側面26a、外側面26bおよび底面26cを備えており、その前端上部はミドルクロスメンバ17と噛み合うように切欠き26d(図7参照)が形成される。切欠き26dに臨む位置には、内側面26aおよび外側面26bをそれぞれ折り曲げた第1溶接フランジ26eおよび第2溶接フランジ26fと、内側面26aおよび外側面26bをそれぞれ折り曲げた第3溶接フランジ26gおよび第4溶接フランジ26hとが形成される。また切欠き26dに隣接する位置には、内側面26aおよび外側面26bをそれぞれ折り曲げた第5溶接フランジ26iおよび第6溶接フランジ26jが形成される。
【0034】
フロアフレーム12の後端およびリヤサイドフレーム13の前端は、それらの切欠き24d,26dがミドルクロスメンバ17と噛み合うように結合され、切欠き24d,26dに臨むフロアフレーム12の底面24cおよびリヤサイドフレーム13の底面26cは相互に重ね合わされる。
【0035】
この状態で、フロアフレーム12の第1溶接フランジ24eはミドルクロスメンバ17の前側面17aにT面においてスポット溶接W7される。フロアフレーム12の第2溶接フランジ24fおよび第3溶接フランジ24gは、リヤサイドフレーム13の第3、第4溶接フランジ26g,26hに重ね合わされた状態で、ミドルクロスメンバ17の底面17cにH面においてスポット溶接W8される。
【0036】
またリヤサイドフレーム13の第1溶接フランジ26eおよび第2溶接フランジ26fは、ミドルクロスメンバ17の後側面17bにT面においてスポット溶接W9されるとともに、リヤサイドフレーム13の第5溶接フランジ26iおよび第6溶接フランジ26jはフロアパネル20の下面にスポット溶接W10される。
【0037】
更に、フロアフレーム12の内側面24aの上部は、サイドシル膨出部14aの側面14bにB面においてスポット溶接W11(図6および図7参照)される。
【0038】
ところで、ミドルクロスメンバ17にフロアフレーム12およびリヤサイドフレーム13を結合する際に、T面のスポット溶接を先に行い、H面のスポット溶接を後から行う。その理由は、ミドルクロスメンバ17、フロアフレーム12およびリヤサイドフレーム13のT面のスポット溶接の作業タクトと、それに続くミドルクロスメンバ17、フロアフレーム12およびリヤサイドフレーム13のH面のスポット溶接およびフロアパネル20を張るH面のスポット溶接の作業タクトとを同一にし、無駄時間を最小限に抑えるためである。
【0039】
即ち、フロアフレーム12の第1溶接フランジ24eをミドルクロスメンバ17の前側面17aにT面内でスポット溶接W7し、リヤサイドフレーム13の第3、第4溶接フランジ26e,26fをミドルクロスメンバ17の後側面17bにT面内でスポット溶接W9することで、ミドルクロスメンバ17の前後にフロアフレーム12の切欠き24d,リヤサイドフレーム13の切欠き26dを結合する。このとき、ミドルクロスメンバ17の底面17cの下側にリヤサイドフレーム13の第3、第4溶接フランジ26g,26hが重なり、その下側にフロアフレーム12の第2、第3溶接フランジ24f,24gが3枚重ねで重なるが、その部分のスポット溶接W8(4カ所)は後回しにされる。
【0040】
次の工程で、フロアフレーム12、リヤサイドフレーム13およびミドルクロスメンバ17の上面にフロアパネル20を載置し、ミドルクロスメンバ17の第1、第2溶接フランジ17d,17eにスポット溶接W1するとともに、リヤサイドフレーム13の第5、第6溶接フランジ26i,26jにスポット溶接W10、更にミドルクロスメンバ17の底面17cに、リヤサイドフレーム13の第3、第4溶接フランジ26g,26hおよびフロアフレーム12の第2、第3溶接フランジ24f,24gを3枚重ねでスポット溶接W8する。
【0041】
このスポット溶接W8を行うとき、スポット溶接装置の上下の電極アーム28,29(図5参照)のうち、上側の電極アーム28がフロアパネル20と干渉して被溶接部に届かなくなる虞があるが、本実施の形態によれば、スポット溶接W8を行う被溶接部の上方のフロアパネル20に開口20cが形成されているため、その開口20cを通して上側の電極アーム28をフロアパネル20の下方に挿入してスポット溶接W8を支障なく行うことができる。スポット溶接W8の完了後に開口20cは蓋部材22で塞がれるので、開口20cを通して水等が車室内に浸入することが防止される。
【0042】
このように、本実施の形態によれば、フロアフレーム12およびリヤサイドフレーム13がミドルクロスメンバ17に交差する交差部の上方にフロアパネル20を張った後でも、フロアフレーム12およびリヤサイドフレーム13をミドルクロスメンバ17にH面内でスポット溶接W8することが可能となり、車体の組立手順の自由度を増加させて生産効率を高めるとともに、ボルトおよびナットを用いて結合する場合に比べて部品点数および重量を削減することができる。
【0043】
またフロアパネル20が燃料タンク19の上方を覆うべく上向きに膨出するフロア膨出部20aを備えていても、フロア膨出部20aは後方に向かって車幅方向の幅が次第に減少してフロアパネル20の平坦部20bに連なっており、フロア膨出部20aの後部の車幅方向外側の平坦部20bに開口20cを形成したので、開口20cに上側の電極アーム28を挿入する際に、その電極アーム28がフロアパネル20のフロア膨出部20aと干渉するのを防止してスポット溶接W8の作業性を高めることができる。
【0044】
またフロアフレーム12に形成した切欠き24d(図7参照)から車幅方向に折り曲げた第1溶接フランジ24eをミドルクロスメンバ17の前側面17aにT面内で重ね合わせてスポット溶接W7し、リヤサイドフレーム13に形成した切欠き26d(図7参照)から車幅方向に折り曲げた第1、第2溶接フランジ26e,26fをミドルクロスメンバ17の後側面17bにT面内で重ね合わせてスポット溶接W9し、かつフロアフレーム12の切欠き24dから車幅方向に折り曲げた第3溶接フランジ24gと、リヤサイドフレーム13の切欠き26dから車幅方向に折り曲げた第3、第4溶接フランジ26g,26hとをミドルクロスメンバ17の底面17cにH面内で重ね合わせてスポット溶接W8したので、前突荷重をフロアフレーム12からミドルクロスメンバ17に効率的に伝達するとともに、後突荷重をリヤサイドフレーム13からミドルクロスメンバ17に効率的に伝達することができる。
【0045】
その際に、フロアフレーム12およびリヤサイドフレーム13は、その切欠き24d,切欠き26dの部分、つまりフロアフレーム12およびリヤサイドフレーム13がミドルクロスメンバ17の下面に結合される部分が深さhのU字状断面を有しているため(図5参照)、前突荷重をフロアフレーム12から直接リヤサイドフレーム13に伝達してフロアパネル20の変形を最小限に抑えることができる。
【0046】
更に、フロアフレーム12の外側面24bがサイドシル14のサイドシル膨出部14aの側面14bにB面内でスポット溶接W11(図6および図7参照)されているため、前突荷重をフロアフレーム12から直接サイドシル14に伝達してフロアパネル20の変形を最小限に抑えることができる。
【0047】
以上、本発明の実施の形態を説明したが、本発明はその要旨を逸脱しない範囲で種々の設計変更を行うことが可能である。
【0048】
例えば、実施の形態ではフロアパネル20のフロア膨出部20aの下方に車載部品としての燃料タンク19を配置しているが、その車載部品は燃料タンク19に限定されるものではない。
【符号の説明】
【0049】
12 フロアフレーム
13 リヤサイドフレーム
14 サイドシル
14a サイドシル膨出部
17 ミドルクロスメンバ(クロスメンバ)
17a 前側面
17b 後側面
17c 底面
19 燃料タンク(車載部品)
20 フロアパネル
20a フロア膨出部
20b 平坦部
20c 開口
22 蓋部材
22a 本体部
22c フランジ部
23 シール部材
24b 外側面
24c 底面
24d 切欠き
24e 第1溶接フランジ(溶接フランジ)
24f 第2溶接フランジ(溶接フランジ)
24g 第3溶接フランジ(溶接フランジ)
26c 底面
26d 切欠き
26e 第1溶接フランジ(溶接フランジ)
26f 第2溶接フランジ(溶接フランジ)
26g 第3溶接フランジ(溶接フランジ)
26h 第4溶接フランジ(溶接フランジ)
28 電極アーム
W7 スポット溶接
W8 スポット溶接
W9 スポット溶接
【特許請求の範囲】
【請求項1】
フロアパネル(20)の下方で、車体前後方向に延びるフロアフレーム(12)と車幅方向に延びるクロスメンバ(17)とを交差させ、その交差部で前記フロアフレーム(12)および前記クロスメンバ(17)をH面内で重ね合わせてスポット溶接(W8)により結合する自動車の車体構造であって、
前記フロアパネル(20)は、前記交差部の上方にスポット溶接装置の電極アーム(28)が通過可能な開口(20c)を備えることを特徴とする自動車の車体構造。
【請求項2】
前記フロアパネル(20)はその下方に配置した車載部品(19)を覆うように上向きに膨出するフロア膨出部(20a)を備え、前記フロア膨出部(20a)は後方に向かって車幅方向の幅が次第に減少して前記フロアパネル(20)の平坦部(20b)に連なっており、前記フロア膨出部(20a)の後部の車幅方向外側の前記平坦部(20b)に前記開口(20c)を形成したことを特徴とする、請求項1に記載の自動車の車体構造。
【請求項3】
前記開口(20c)を塞ぐ蓋部材(22)は、前記開口(20c)に嵌合する本体部(22a)と、前記本体部(22a)の外周に連なって前記開口(20c)の縁部上面にシール部材(23)を介して結合されるフランジ部(22c)とを備えることを特徴とする、請求項2に記載の自動車の車体構造。
【請求項4】
車体前後方向に延びて前記フロアフレーム(12)の後端に接続されるリヤサイドフレーム(13)を備え、前記リヤサイドフレーム(13)の前端上部に形成した切欠き(26d)から車幅方向に折り曲げた溶接フランジ(26e,26f)を前記クロスメンバ(17)の後側面(17b)にT面内で重ね合わせてスポット溶接(W9)し、前記フロアフレーム(12)の後端上部に形成した切欠き(24d)から車幅方向に折り曲げた溶接フランジ(24e)を前記クロスメンバ(17)の前側面(17a)にT面内で重ね合わせてスポット溶接(W7)し、前記リヤサイドフレーム(13)の切欠き(26d)および前記フロアフレーム(12)の切欠き(24d)からそれぞれ車幅方向に折り曲げた溶接フランジ(24f,24g,26g,26h)を前記クロスメンバ(17)の底面(17c)の同一個所にH面内で重ね合わせてスポット溶接(W8)したことを特徴とする、請求項1〜請求項3の何れか1項に記載の自動車の車体構造。
【請求項5】
前記フロアフレーム(12)の車幅方向外側において車体前後方向に延びるサイドシル(14)を備え、前記サイドシル(14)を車幅方向内側に膨出させたサイドシル膨出部(14a)に、前記フロアフレーム(12)の車幅方向の外側面(24b)を結合したことを特徴とする、請求項1〜請求項4の何れか1項に記載の自動車の車体構造。
【請求項6】
前記フロアフレーム(12)の底面(24c)および前記リヤサイドフレーム(13)の底面(26c)は、前記クロスメンバ(17)の底面(17c)から下方に張り出した位置で相互に結合されることを特徴とする、請求項1〜請求項5の何れか1項に記載の自動車の車体構造。
【請求項1】
フロアパネル(20)の下方で、車体前後方向に延びるフロアフレーム(12)と車幅方向に延びるクロスメンバ(17)とを交差させ、その交差部で前記フロアフレーム(12)および前記クロスメンバ(17)をH面内で重ね合わせてスポット溶接(W8)により結合する自動車の車体構造であって、
前記フロアパネル(20)は、前記交差部の上方にスポット溶接装置の電極アーム(28)が通過可能な開口(20c)を備えることを特徴とする自動車の車体構造。
【請求項2】
前記フロアパネル(20)はその下方に配置した車載部品(19)を覆うように上向きに膨出するフロア膨出部(20a)を備え、前記フロア膨出部(20a)は後方に向かって車幅方向の幅が次第に減少して前記フロアパネル(20)の平坦部(20b)に連なっており、前記フロア膨出部(20a)の後部の車幅方向外側の前記平坦部(20b)に前記開口(20c)を形成したことを特徴とする、請求項1に記載の自動車の車体構造。
【請求項3】
前記開口(20c)を塞ぐ蓋部材(22)は、前記開口(20c)に嵌合する本体部(22a)と、前記本体部(22a)の外周に連なって前記開口(20c)の縁部上面にシール部材(23)を介して結合されるフランジ部(22c)とを備えることを特徴とする、請求項2に記載の自動車の車体構造。
【請求項4】
車体前後方向に延びて前記フロアフレーム(12)の後端に接続されるリヤサイドフレーム(13)を備え、前記リヤサイドフレーム(13)の前端上部に形成した切欠き(26d)から車幅方向に折り曲げた溶接フランジ(26e,26f)を前記クロスメンバ(17)の後側面(17b)にT面内で重ね合わせてスポット溶接(W9)し、前記フロアフレーム(12)の後端上部に形成した切欠き(24d)から車幅方向に折り曲げた溶接フランジ(24e)を前記クロスメンバ(17)の前側面(17a)にT面内で重ね合わせてスポット溶接(W7)し、前記リヤサイドフレーム(13)の切欠き(26d)および前記フロアフレーム(12)の切欠き(24d)からそれぞれ車幅方向に折り曲げた溶接フランジ(24f,24g,26g,26h)を前記クロスメンバ(17)の底面(17c)の同一個所にH面内で重ね合わせてスポット溶接(W8)したことを特徴とする、請求項1〜請求項3の何れか1項に記載の自動車の車体構造。
【請求項5】
前記フロアフレーム(12)の車幅方向外側において車体前後方向に延びるサイドシル(14)を備え、前記サイドシル(14)を車幅方向内側に膨出させたサイドシル膨出部(14a)に、前記フロアフレーム(12)の車幅方向の外側面(24b)を結合したことを特徴とする、請求項1〜請求項4の何れか1項に記載の自動車の車体構造。
【請求項6】
前記フロアフレーム(12)の底面(24c)および前記リヤサイドフレーム(13)の底面(26c)は、前記クロスメンバ(17)の底面(17c)から下方に張り出した位置で相互に結合されることを特徴とする、請求項1〜請求項5の何れか1項に記載の自動車の車体構造。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2013−10374(P2013−10374A)
【公開日】平成25年1月17日(2013.1.17)
【国際特許分類】
【出願番号】特願2011−142660(P2011−142660)
【出願日】平成23年6月28日(2011.6.28)
【出願人】(000005326)本田技研工業株式会社 (23,863)
【Fターム(参考)】
【公開日】平成25年1月17日(2013.1.17)
【国際特許分類】
【出願日】平成23年6月28日(2011.6.28)
【出願人】(000005326)本田技研工業株式会社 (23,863)
【Fターム(参考)】
[ Back to top ]