
自動車の車体組立方法
【課題】車体各部を組み付ける際に、フロアアッセンブリの後端部に高さ方向に基準となる部材を設定して、その基準部材を基にボディサイドアッセンブリを組み付けることにより、車体各部の組付精度やバックドアの高い建付け精度を確保できる自動車の車体組立方法を提供する。
【解決手段】バックピラーインナ10とリヤルーフレールインナ11を門型に一体に形成したバックピラーインナアッセンブリ1を、フロアアッセンブリ2の後端部のリヤクロスメンバ22の両端部に結合し、このバックピラーインナアッセンブリ1を基準としてボディサイドアッセンブリ3やルーフパネル42を順次結合したので、ボディサイドアッセンブリ3の車幅方向の位置精度を高めて車体各部の組付精度を確保し、かつ、バックピラーインナアッセンブリ1とリヤクロスメンバ22とによってバックドア開口部の精度を高めてバックドアの建付精度を高くすることができる。
【解決手段】バックピラーインナ10とリヤルーフレールインナ11を門型に一体に形成したバックピラーインナアッセンブリ1を、フロアアッセンブリ2の後端部のリヤクロスメンバ22の両端部に結合し、このバックピラーインナアッセンブリ1を基準としてボディサイドアッセンブリ3やルーフパネル42を順次結合したので、ボディサイドアッセンブリ3の車幅方向の位置精度を高めて車体各部の組付精度を確保し、かつ、バックピラーインナアッセンブリ1とリヤクロスメンバ22とによってバックドア開口部の精度を高めてバックドアの建付精度を高くすることができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、自動車を組立ライン上で組み立てる際の車体組立方法に関する。
【背景技術】
【0002】
従来の車体組立方法としては、車体の各部をアッセンブリ化して組立ライン上で組み立てるようにしており、例えば、フロアアッセンブリの前端縁にエンジンコンパートメントアッセンブリを結合するとともに、フロアアッセンブリの後端にリヤエンドアッセンブリを固定した後、前記フロアアッセンブリの両側にボディサイドアッセンブリを結合し、最後にルーフアッセンブリをボディサイドアッセンブリのピラー部分に結合するようにした方法がある(特許文献1参照)。
【0003】
そして、この組立方法を用いて組み立てた車体は、ボディサイドアッセンブリの後端部に形成された左右のバックピラーと、ルーフアッセンブリの後端部に結合したリヤルーフレールと、フロアアッセンブリの後端部に結合したリヤエンドアッセンブリと、によって略矩形状のバックドア開口部が形成される(例えば、特許文献1参照)。
【特許文献1】特公平8−15871号公報(第3頁、第1図)
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、かかる従来の自動車の組立方法では、ボディサイドアッセンブリは、その下端部がフロアアッセンブリの両側に結合されるようになっており、このボディサイドアッセンブリの車幅方向の位置決めが不安定となることは否めない。
【0005】
このため、アッセンブリ化した各車体各部の相対的な位置精度が低下してしまうとともに、特に、バックドア開口部に角度的および寸法的に微妙な狂いが発生し易くなり、バックドアの建付け精度が低下してしまう。
【0006】
そこで、本発明は、車体各部を組み付ける際に、フロアアッセンブリの後端部に高さ方向に基準となる部材を設定して、この基準部材を基にボディサイドアッセンブリを組み付けることにより、車体各部の組付精度やバックドアの高い建付け精度が得られる自動車の車体組立方法を提供するものである。
【課題を解決するための手段】
【0007】
本発明の方法にあっては、左右一対のバックピラーインナとこれら一対のバックピラーインナの上端部に跨って配置されるリヤルーフレールインナとを門型に一体に形成したバックピラーインナアッセンブリを、フロアアッセンブリの後端部のリヤクロスメンバの両端部に結合する後部組付工程と、これらバックピラーインナアッセンブリとフロアアッセンブリの左右両側に対してそれぞれボディサイドアッセンブリを結合して、バックピラーインナとボディサイドアッセンブリ後端のバックピラーアウタとでバックピラーを構成する側部組付工程と、左右のボディサイドアッセンブリの上端部に跨って車幅方向骨格部材およびルーフパネルを結合する上部組付工程と、を備えたことを最も主要な特徴とする。
【発明の効果】
【0008】
本発明によれば、まず、後部組付工程によってフロアアッセンブリ後端部のリヤクロスメンバにバックピラーインナアッセンブリを結合するのであるが、このバックピラーインナアッセンブリは、左右一対のバックピラーインナとこれら一対のバックピラーインナの上端部に跨って配置されるリヤルーフレールインナとが門型に一体に形成されたものであるため、このバックピラーインナアッセンブリの車幅方向の寸法精度は高くされている。
【0009】
このため、側部組付工程によってボディサイドアッセンブリを、バックピラーインナアッセンブリとフロアアッセンブリの左右両側に結合する際に、該ボディサイドアッセンブリは車幅方向に高い寸法精度で設定されたバックピラーインナアッセンブリによって支持されるため、ボディサイドアッセンブリが車幅方向に倒れることがなく、その組付精度を高くすることができる。
【0010】
また、このように高い組付精度で結合されたボディサイドアッセンブリの上端部には、上部組付工程によって車幅方向骨格部材およびルーフパネルが結合されることになるが、これらを結合した際にも基礎となるボディサイドアッセンブリおよびバックピラーインナアッセンブリの組付精度が高く設定されているため、車幅方向骨格部材およびルーフパネルの組付精度をも高くすることができる。
【0011】
従って、門型に一体化したバックピラーインナアッセンブリを用いて、これを基準に各車体部分を順次組み付けることにより、全体的な車体の位置精度を高めることができるともに、バックドア開口部は前記バックピラーインナアッセンブリとリヤクロスメンバとによって高い精度が確保されているため、バックドアの建付精度を高く設定できる。
【発明を実施するための最良の形態】
【0012】
以下、本発明の実施形態を図面と共に詳述する。
【0013】
図1〜図3は本発明にかかる自動車の車体組立方法の一実施形態を示し、図1は自動車の組立工程を(A)〜(E)に順を追って示す斜視図、図2はバックピラーインナアッセンブリの拡大斜視図、図3はフロアアッセンブリの後部斜視図である。
【0014】
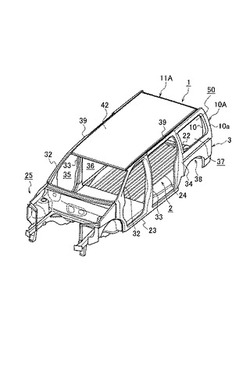
本実施形態の自動車の車体組立方法は、図1に示すようにバックピラーインナアッセンブリ1と、フロアアッセンブリ2と、ボディサイドアッセンブリ3と、が以下のようにして組み付けされる。
【0015】
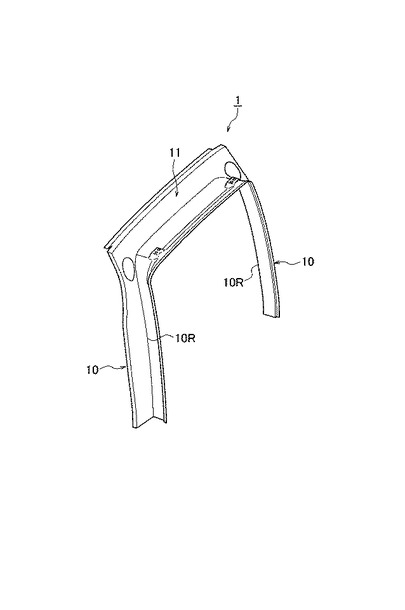
前記バックピラーインナアッセンブリ1は、図1−C、図2に示すように左右一対のバックピラーインナ10とこれら一対のバックピラーインナ10の上端部に跨って配置されるリヤルーフレールインナ11とが門型に一体に形成され、これらバックピラーインナ10およびリヤルーフレールインナ11はそれぞれが断面L字状に形成される。
【0016】
前記フロアアッセンブリ2は、図1−Aに示すように左右一対のサイドメンバ20と前,後複数のクロスメンバ21および最後端部に配置されるリヤクロスメンバ22とを結合するとともに、図1−Bに示すようにサイドメンバ20の外側に左右一対のサイドシル23を結合した後、フロアパネル24を上方から組付けて結合することにより概略構成されている。
【0017】
また、図1−Bに示すようにフロアパネル24の後部には後述するリヤホィールハウス38のインナパネル38aが取り付けられるとともに、前記フロアアッセンブリ2の前端に、エンジンコンパートメントアッセンブリ25が結合された状態で提供される。
【0018】
前記ボディサイドアッセンブリ3は、図1−Cに示すように室内側パネル30および車両外側パネル31を一体に組み合わせて結合されて、閉断面構造の骨格を成すフロントピラー32、センタピラー33およびリヤピラー34が形成され、これらピラー32,33,34間にフロントドア開口部35およびリヤドア開口部36が形成されている。
【0019】
また、前記ボディサイドアッセンブリ3の最後部にはバックピラーアウタ10aが形成され、このバックピラーアウタ10aが前記バックピラーインナアッセンブリ1のバックピラーインナ10に結合されることにより閉断面のバックピラー10Aが形成されるようになっており、また、このバックピラーアウタ10aの内側にはバックピラーレインフォース10bが予め結合されている。
【0020】
更に、前記ボディサイドアッセンブリ3には、前記リヤピラー34とバックピラーアウタ10aとの間の上半部にリヤクォータウインドウ開口部37が形され、かつ、その下方部分にリヤホィールハウス38のアウタパネル38bが結合されるとともに、前記各ピラー32,33,34および前記バックピラーアウタ10aの上端部間は、ルーフサイドレール39によって連続して連結されている。
【0021】
そして、本発明の車体組立方法では、図1−A,Bに示すように組立ラインでフロアアッセンブリ2を組み立てた後、その組み立てラインに前記バックピラーインナアッセンブリ1を搬入し、図1−Cに示すようにこのバックピラーインナアッセンブリ1を、前記フロアアッセンブリ2の後端部のリヤクロスメンバ22の両端部に結合する(後部組付工程)。次に、図1−Cに示すようにこれらバックピラーインナアッセンブリ1とフロアアッセンブリ2の左右両側にそれぞれボディサイドアッセンブリ3を結合し(側部組付工程)、続いて、図1−D,Eに示すように左右のボディサイドアッセンブリ3の上端部に跨って車幅方向骨格部材としてのフロントルーフレール40やルーフボウ41を結合して、それらの上側にルーフパネル42を結合する(上部組付工程)。
【0022】
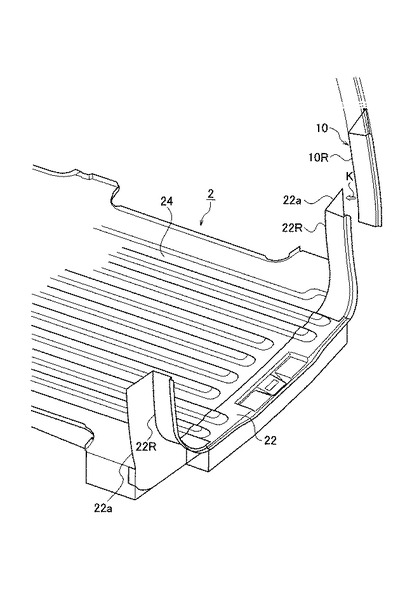
ここで、前記リヤクロスメンバ22の両端部には図3に示すように、上方に向けて前記バックピラーインナ10の下部を結合する取付部22aが突設されている。
【0023】
前記取付部22aは、バックピラーインナ10と同様にL字状断面に形成されていて、リヤクロスメンバ22から滑らかに湾曲して立ち上がるとともに、その稜線22Rがバックピラーインナ10の稜線10Rと連続されている。
【0024】
そして、前記後部組付工程でバックピラーインナアッセンブリ1をリヤクロスメンバ22に結合する際に、図3に示すようにバックピラーインナ10の下端部を前記取付部22aの略後方からそのL字状断面内に矢印Kに示すように嵌め込んで重ね合わせ、その重ね合わせ部分をスポット溶接によって結合するようにしている。
【0025】
前記側部組付行程では、ボディサイドアッセンブリ3は、フロアアッセンブリ2の両側を水平方向の基準として結合されるとともに、バックピラーインナアッセンブリ1のバックピラーインナ10を垂直方向の基準として結合される。
【0026】
また、この側部組付行程で、ボディサイドアッセンブリ3の最後部に形成されたバックピラーアウタ10aと、バックピラーインナアッセンブリ1のバックピラーインナ10aと、が結合されて閉断面構造のバックピラー10Aが形成されるとともに、フロアアッセンブリ2に設けたリヤホィールハウス38のインナパネル38aとボディサイドアッセンブリ3に設けたアウタパネル38bとが接合されてリヤホィールハウス38が形成される。
【0027】
前記上部組付行程では、左右のボディサイドアッセンブリ3の上端部に跨って接合されるフロントルーフレール40やルーフボウ41は、フロントルーフレール40が左右のフロントピラー32の上端部に跨って結合されるとともに、ルーフボウ41が左右のルーフサイドレール39に跨って結合される。
【0028】
そして、前記ルーフパネル42は、前記フロントルーフレール40およびルーフボウ41の上側と、ルーフサイドレール39の内側縁上側に結合されるが、このとき、ルーフパネル42の後端部に前記バックピラーインナアッセンブリ1のリヤルーフレールインナ11とで閉断面を形成するリヤルーフレールアウタが設けられており、これらリヤルーフレールインナ11とリヤルーフレールアウタとが結合されることにより、閉断面構造のリヤルーフレール11Aが形成される。
【0029】
そして、このようにして車体が組み立てられることにより、バックピラー10Aとリヤルーフレールインナ11とは一体に連続し、かつ、バックピラー10Aの下端部はリヤクロスメンバ22に連続して、バックピラー10Aおよびリヤルーフレール11Aとリヤクロスメンバ22とによって矩形状のバックドア開口部50が形成される。
【0030】
以上の構成により本実施形態の自動車の車体組立方法によれば、まず、後部組付工程によってバックピラーインナアッセンブリ1を、フロアアッセンブリ2の後端部のリヤクロスメンバ22に結合した後、側部組付工程によってバックピラーインナアッセンブリ1とフロアアッセンブリ2の左右両側にそれぞれボディサイドアッセンブリ3を結合し、その後、上部組付工程によって左右のボディサイドアッセンブリ3の上端部に跨ってフロントルーフレール40やルーフボウ41を結合して、それらの上側にルーフパネル42を結合するが、このとき、前記後部組立工程でリヤクロスメンバ22に結合されるバックピラーインナアッセンブリ1は、左右一対のバックピラーインナ10と、リヤルーフレールインナ11とが門型に一体に形成されたものであるため、このバックピラーインナアッセンブリ1の車幅方向の寸法精度は高くされている。
【0031】
このため、側部組付工程によってボディサイドアッセンブリ3を、バックピラーインナアッセンブリ1とフロアアッセンブリ2の左右両側に結合する際に、このボディサイドアッセンブリ3は車幅方向に高い寸法精度で設定されたバックピラーインナアッセンブリ1によって支持されるため、ボディサイドアッセンブリ3が車幅方向に倒れることがなく、その組付精度を高くすることができる。
【0032】
また、このように高い組付精度で結合されたボディサイドアッセンブリ3の上端部には、上部組付工程によってフロントルーフレール40やルーフボウ41およびルーフパネル42が結合されることになるが、これらを結合した際にも基礎となるボディサイドアッセンブリ3およびバックピラーインナアッセンブリ1の組付精度が高くされているため、前記フロントルーフレール40やルーフボウ41およびルーフパネル42の組付精度をも高くすることができる。
【0033】
従って、バックピラーインナ10と、リヤルーフレールインナ11と、を門型に一体化したバックピラーインナアッセンブリ1を用いて、これを基準にボディサイドアッセンブリ2やルーフパネル42等の車体部品を順次組み付けることにより、全体的な車体の位置精度を高めることができるともに、バックドア開口部50は前記バックピラーインナアッセンブリ1とリヤクロスメンバ22とによって高い精度が確保されているため、バックドアの建付精度を高くすることができる。
【0034】
また、本実施形態によれば、前記後部組付工程で、バックピラーインナアッセンブリ1をフロアアッセンブリ2に結合する際に、前記リヤクロスメンバ22の両端部から上方に向けて前記バックピラーインナ10の下部を結合する取付部22aを突設してあるので、この取付部22aにバックピラーインナアッセンブリ1の下部を重ね合わせて接合することにより、バックピラーインナアッセンブリ1とリヤクロスメンバ22との結合強度をより高くすることができ、ひいては、各車体部分を組み付ける際の基準となるバックピラーインナアッセンブリ1が高い強度をもって固定されるため、各車体部分の組み付け精度をより高めることができる。
【0035】
更に、前記取付部22aを、リヤクロスメンバ22から滑らかに湾曲して立ち上げるとともに、その稜線22Rをバックピラーインナ10の稜線10Rと連続させてあるため、バックピラーインナアッセンブリ1に入力された荷重を、応力集中の発生を抑制しつつリヤクロスメンバ22に円滑に逃がし、ひいては、フロアアッセンブリ2のサイドメンバ20およびそのサイドメンバ20を介してフロア全体へと効率良く分散させることができる。
【0036】
ところで、本発明の自動車の車体組立方法は前記実施形態に例をとって説明したが、この実施形態に限ることなく本発明の要旨を逸脱しない範囲で他の実施形態を各種採用することができ、例えば、フロアおよびボディサイドをそれぞれアッセンブリ化しない場合にも適用することができ、また、ルーフ部分はフロントルーフレール40やルーフボウ41をルーフパネル42に予備組み付けしてアッセブリ化しておき、このルーフアッセンブリをボディサイドアッセンブリ3の上端部に結合させることもできる。
【図面の簡単な説明】
【0037】
【図1】本発明の一実施形態における自動車の組立工程をA〜Eに順を追って示す斜視図。
【図2】本発明の一実施形態におけるバックピラーインナアッセンブリの拡大斜視図。
【図3】本発明の一実施形態におけるフロアアッセンブリの後部斜視図。
【符号の説明】
【0038】
1 バックピラーインナアッセンブリ
2 フロアアッセンブリ
3 ボディサイドアッセンブリ
10 バックピラーインナ
10R 稜線
22 リヤクロスメンバ
22a 取付部
22R 稜線
11 リヤルーフレールインナ
40 フロントルーフレール(車幅方向骨格部材)
41 ルーフボウ(車幅方向骨格部材)
42 ルーフパネル
【図1−A】

【図1−B】
【図1−C】
【図1−D】
【図1−E】
【技術分野】
【0001】
本発明は、自動車を組立ライン上で組み立てる際の車体組立方法に関する。
【背景技術】
【0002】
従来の車体組立方法としては、車体の各部をアッセンブリ化して組立ライン上で組み立てるようにしており、例えば、フロアアッセンブリの前端縁にエンジンコンパートメントアッセンブリを結合するとともに、フロアアッセンブリの後端にリヤエンドアッセンブリを固定した後、前記フロアアッセンブリの両側にボディサイドアッセンブリを結合し、最後にルーフアッセンブリをボディサイドアッセンブリのピラー部分に結合するようにした方法がある(特許文献1参照)。
【0003】
そして、この組立方法を用いて組み立てた車体は、ボディサイドアッセンブリの後端部に形成された左右のバックピラーと、ルーフアッセンブリの後端部に結合したリヤルーフレールと、フロアアッセンブリの後端部に結合したリヤエンドアッセンブリと、によって略矩形状のバックドア開口部が形成される(例えば、特許文献1参照)。
【特許文献1】特公平8−15871号公報(第3頁、第1図)
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、かかる従来の自動車の組立方法では、ボディサイドアッセンブリは、その下端部がフロアアッセンブリの両側に結合されるようになっており、このボディサイドアッセンブリの車幅方向の位置決めが不安定となることは否めない。
【0005】
このため、アッセンブリ化した各車体各部の相対的な位置精度が低下してしまうとともに、特に、バックドア開口部に角度的および寸法的に微妙な狂いが発生し易くなり、バックドアの建付け精度が低下してしまう。
【0006】
そこで、本発明は、車体各部を組み付ける際に、フロアアッセンブリの後端部に高さ方向に基準となる部材を設定して、この基準部材を基にボディサイドアッセンブリを組み付けることにより、車体各部の組付精度やバックドアの高い建付け精度が得られる自動車の車体組立方法を提供するものである。
【課題を解決するための手段】
【0007】
本発明の方法にあっては、左右一対のバックピラーインナとこれら一対のバックピラーインナの上端部に跨って配置されるリヤルーフレールインナとを門型に一体に形成したバックピラーインナアッセンブリを、フロアアッセンブリの後端部のリヤクロスメンバの両端部に結合する後部組付工程と、これらバックピラーインナアッセンブリとフロアアッセンブリの左右両側に対してそれぞれボディサイドアッセンブリを結合して、バックピラーインナとボディサイドアッセンブリ後端のバックピラーアウタとでバックピラーを構成する側部組付工程と、左右のボディサイドアッセンブリの上端部に跨って車幅方向骨格部材およびルーフパネルを結合する上部組付工程と、を備えたことを最も主要な特徴とする。
【発明の効果】
【0008】
本発明によれば、まず、後部組付工程によってフロアアッセンブリ後端部のリヤクロスメンバにバックピラーインナアッセンブリを結合するのであるが、このバックピラーインナアッセンブリは、左右一対のバックピラーインナとこれら一対のバックピラーインナの上端部に跨って配置されるリヤルーフレールインナとが門型に一体に形成されたものであるため、このバックピラーインナアッセンブリの車幅方向の寸法精度は高くされている。
【0009】
このため、側部組付工程によってボディサイドアッセンブリを、バックピラーインナアッセンブリとフロアアッセンブリの左右両側に結合する際に、該ボディサイドアッセンブリは車幅方向に高い寸法精度で設定されたバックピラーインナアッセンブリによって支持されるため、ボディサイドアッセンブリが車幅方向に倒れることがなく、その組付精度を高くすることができる。
【0010】
また、このように高い組付精度で結合されたボディサイドアッセンブリの上端部には、上部組付工程によって車幅方向骨格部材およびルーフパネルが結合されることになるが、これらを結合した際にも基礎となるボディサイドアッセンブリおよびバックピラーインナアッセンブリの組付精度が高く設定されているため、車幅方向骨格部材およびルーフパネルの組付精度をも高くすることができる。
【0011】
従って、門型に一体化したバックピラーインナアッセンブリを用いて、これを基準に各車体部分を順次組み付けることにより、全体的な車体の位置精度を高めることができるともに、バックドア開口部は前記バックピラーインナアッセンブリとリヤクロスメンバとによって高い精度が確保されているため、バックドアの建付精度を高く設定できる。
【発明を実施するための最良の形態】
【0012】
以下、本発明の実施形態を図面と共に詳述する。
【0013】
図1〜図3は本発明にかかる自動車の車体組立方法の一実施形態を示し、図1は自動車の組立工程を(A)〜(E)に順を追って示す斜視図、図2はバックピラーインナアッセンブリの拡大斜視図、図3はフロアアッセンブリの後部斜視図である。
【0014】
本実施形態の自動車の車体組立方法は、図1に示すようにバックピラーインナアッセンブリ1と、フロアアッセンブリ2と、ボディサイドアッセンブリ3と、が以下のようにして組み付けされる。
【0015】
前記バックピラーインナアッセンブリ1は、図1−C、図2に示すように左右一対のバックピラーインナ10とこれら一対のバックピラーインナ10の上端部に跨って配置されるリヤルーフレールインナ11とが門型に一体に形成され、これらバックピラーインナ10およびリヤルーフレールインナ11はそれぞれが断面L字状に形成される。
【0016】
前記フロアアッセンブリ2は、図1−Aに示すように左右一対のサイドメンバ20と前,後複数のクロスメンバ21および最後端部に配置されるリヤクロスメンバ22とを結合するとともに、図1−Bに示すようにサイドメンバ20の外側に左右一対のサイドシル23を結合した後、フロアパネル24を上方から組付けて結合することにより概略構成されている。
【0017】
また、図1−Bに示すようにフロアパネル24の後部には後述するリヤホィールハウス38のインナパネル38aが取り付けられるとともに、前記フロアアッセンブリ2の前端に、エンジンコンパートメントアッセンブリ25が結合された状態で提供される。
【0018】
前記ボディサイドアッセンブリ3は、図1−Cに示すように室内側パネル30および車両外側パネル31を一体に組み合わせて結合されて、閉断面構造の骨格を成すフロントピラー32、センタピラー33およびリヤピラー34が形成され、これらピラー32,33,34間にフロントドア開口部35およびリヤドア開口部36が形成されている。
【0019】
また、前記ボディサイドアッセンブリ3の最後部にはバックピラーアウタ10aが形成され、このバックピラーアウタ10aが前記バックピラーインナアッセンブリ1のバックピラーインナ10に結合されることにより閉断面のバックピラー10Aが形成されるようになっており、また、このバックピラーアウタ10aの内側にはバックピラーレインフォース10bが予め結合されている。
【0020】
更に、前記ボディサイドアッセンブリ3には、前記リヤピラー34とバックピラーアウタ10aとの間の上半部にリヤクォータウインドウ開口部37が形され、かつ、その下方部分にリヤホィールハウス38のアウタパネル38bが結合されるとともに、前記各ピラー32,33,34および前記バックピラーアウタ10aの上端部間は、ルーフサイドレール39によって連続して連結されている。
【0021】
そして、本発明の車体組立方法では、図1−A,Bに示すように組立ラインでフロアアッセンブリ2を組み立てた後、その組み立てラインに前記バックピラーインナアッセンブリ1を搬入し、図1−Cに示すようにこのバックピラーインナアッセンブリ1を、前記フロアアッセンブリ2の後端部のリヤクロスメンバ22の両端部に結合する(後部組付工程)。次に、図1−Cに示すようにこれらバックピラーインナアッセンブリ1とフロアアッセンブリ2の左右両側にそれぞれボディサイドアッセンブリ3を結合し(側部組付工程)、続いて、図1−D,Eに示すように左右のボディサイドアッセンブリ3の上端部に跨って車幅方向骨格部材としてのフロントルーフレール40やルーフボウ41を結合して、それらの上側にルーフパネル42を結合する(上部組付工程)。
【0022】
ここで、前記リヤクロスメンバ22の両端部には図3に示すように、上方に向けて前記バックピラーインナ10の下部を結合する取付部22aが突設されている。
【0023】
前記取付部22aは、バックピラーインナ10と同様にL字状断面に形成されていて、リヤクロスメンバ22から滑らかに湾曲して立ち上がるとともに、その稜線22Rがバックピラーインナ10の稜線10Rと連続されている。
【0024】
そして、前記後部組付工程でバックピラーインナアッセンブリ1をリヤクロスメンバ22に結合する際に、図3に示すようにバックピラーインナ10の下端部を前記取付部22aの略後方からそのL字状断面内に矢印Kに示すように嵌め込んで重ね合わせ、その重ね合わせ部分をスポット溶接によって結合するようにしている。
【0025】
前記側部組付行程では、ボディサイドアッセンブリ3は、フロアアッセンブリ2の両側を水平方向の基準として結合されるとともに、バックピラーインナアッセンブリ1のバックピラーインナ10を垂直方向の基準として結合される。
【0026】
また、この側部組付行程で、ボディサイドアッセンブリ3の最後部に形成されたバックピラーアウタ10aと、バックピラーインナアッセンブリ1のバックピラーインナ10aと、が結合されて閉断面構造のバックピラー10Aが形成されるとともに、フロアアッセンブリ2に設けたリヤホィールハウス38のインナパネル38aとボディサイドアッセンブリ3に設けたアウタパネル38bとが接合されてリヤホィールハウス38が形成される。
【0027】
前記上部組付行程では、左右のボディサイドアッセンブリ3の上端部に跨って接合されるフロントルーフレール40やルーフボウ41は、フロントルーフレール40が左右のフロントピラー32の上端部に跨って結合されるとともに、ルーフボウ41が左右のルーフサイドレール39に跨って結合される。
【0028】
そして、前記ルーフパネル42は、前記フロントルーフレール40およびルーフボウ41の上側と、ルーフサイドレール39の内側縁上側に結合されるが、このとき、ルーフパネル42の後端部に前記バックピラーインナアッセンブリ1のリヤルーフレールインナ11とで閉断面を形成するリヤルーフレールアウタが設けられており、これらリヤルーフレールインナ11とリヤルーフレールアウタとが結合されることにより、閉断面構造のリヤルーフレール11Aが形成される。
【0029】
そして、このようにして車体が組み立てられることにより、バックピラー10Aとリヤルーフレールインナ11とは一体に連続し、かつ、バックピラー10Aの下端部はリヤクロスメンバ22に連続して、バックピラー10Aおよびリヤルーフレール11Aとリヤクロスメンバ22とによって矩形状のバックドア開口部50が形成される。
【0030】
以上の構成により本実施形態の自動車の車体組立方法によれば、まず、後部組付工程によってバックピラーインナアッセンブリ1を、フロアアッセンブリ2の後端部のリヤクロスメンバ22に結合した後、側部組付工程によってバックピラーインナアッセンブリ1とフロアアッセンブリ2の左右両側にそれぞれボディサイドアッセンブリ3を結合し、その後、上部組付工程によって左右のボディサイドアッセンブリ3の上端部に跨ってフロントルーフレール40やルーフボウ41を結合して、それらの上側にルーフパネル42を結合するが、このとき、前記後部組立工程でリヤクロスメンバ22に結合されるバックピラーインナアッセンブリ1は、左右一対のバックピラーインナ10と、リヤルーフレールインナ11とが門型に一体に形成されたものであるため、このバックピラーインナアッセンブリ1の車幅方向の寸法精度は高くされている。
【0031】
このため、側部組付工程によってボディサイドアッセンブリ3を、バックピラーインナアッセンブリ1とフロアアッセンブリ2の左右両側に結合する際に、このボディサイドアッセンブリ3は車幅方向に高い寸法精度で設定されたバックピラーインナアッセンブリ1によって支持されるため、ボディサイドアッセンブリ3が車幅方向に倒れることがなく、その組付精度を高くすることができる。
【0032】
また、このように高い組付精度で結合されたボディサイドアッセンブリ3の上端部には、上部組付工程によってフロントルーフレール40やルーフボウ41およびルーフパネル42が結合されることになるが、これらを結合した際にも基礎となるボディサイドアッセンブリ3およびバックピラーインナアッセンブリ1の組付精度が高くされているため、前記フロントルーフレール40やルーフボウ41およびルーフパネル42の組付精度をも高くすることができる。
【0033】
従って、バックピラーインナ10と、リヤルーフレールインナ11と、を門型に一体化したバックピラーインナアッセンブリ1を用いて、これを基準にボディサイドアッセンブリ2やルーフパネル42等の車体部品を順次組み付けることにより、全体的な車体の位置精度を高めることができるともに、バックドア開口部50は前記バックピラーインナアッセンブリ1とリヤクロスメンバ22とによって高い精度が確保されているため、バックドアの建付精度を高くすることができる。
【0034】
また、本実施形態によれば、前記後部組付工程で、バックピラーインナアッセンブリ1をフロアアッセンブリ2に結合する際に、前記リヤクロスメンバ22の両端部から上方に向けて前記バックピラーインナ10の下部を結合する取付部22aを突設してあるので、この取付部22aにバックピラーインナアッセンブリ1の下部を重ね合わせて接合することにより、バックピラーインナアッセンブリ1とリヤクロスメンバ22との結合強度をより高くすることができ、ひいては、各車体部分を組み付ける際の基準となるバックピラーインナアッセンブリ1が高い強度をもって固定されるため、各車体部分の組み付け精度をより高めることができる。
【0035】
更に、前記取付部22aを、リヤクロスメンバ22から滑らかに湾曲して立ち上げるとともに、その稜線22Rをバックピラーインナ10の稜線10Rと連続させてあるため、バックピラーインナアッセンブリ1に入力された荷重を、応力集中の発生を抑制しつつリヤクロスメンバ22に円滑に逃がし、ひいては、フロアアッセンブリ2のサイドメンバ20およびそのサイドメンバ20を介してフロア全体へと効率良く分散させることができる。
【0036】
ところで、本発明の自動車の車体組立方法は前記実施形態に例をとって説明したが、この実施形態に限ることなく本発明の要旨を逸脱しない範囲で他の実施形態を各種採用することができ、例えば、フロアおよびボディサイドをそれぞれアッセンブリ化しない場合にも適用することができ、また、ルーフ部分はフロントルーフレール40やルーフボウ41をルーフパネル42に予備組み付けしてアッセブリ化しておき、このルーフアッセンブリをボディサイドアッセンブリ3の上端部に結合させることもできる。
【図面の簡単な説明】
【0037】
【図1】本発明の一実施形態における自動車の組立工程をA〜Eに順を追って示す斜視図。
【図2】本発明の一実施形態におけるバックピラーインナアッセンブリの拡大斜視図。
【図3】本発明の一実施形態におけるフロアアッセンブリの後部斜視図。
【符号の説明】
【0038】
1 バックピラーインナアッセンブリ
2 フロアアッセンブリ
3 ボディサイドアッセンブリ
10 バックピラーインナ
10R 稜線
22 リヤクロスメンバ
22a 取付部
22R 稜線
11 リヤルーフレールインナ
40 フロントルーフレール(車幅方向骨格部材)
41 ルーフボウ(車幅方向骨格部材)
42 ルーフパネル
【図1−A】
【図1−B】
【図1−C】
【図1−D】
【図1−E】
【特許請求の範囲】
【請求項1】
左右一対のバックピラーインナとこれら一対のバックピラーインナの上端部に跨って配置されるリヤルーフレールインナとを門型に一体に形成したバックピラーインナアッセンブリを、フロアアッセンブリの後端部のリヤクロスメンバの両端部に結合する後部組付工程と、これらバックピラーインナアッセンブリとフロアアッセンブリの左右両側に対してそれぞれボディサイドアッセンブリを結合して、バックピラーインナとボディサイドアッセンブリ後端のバックピラーアウタとでバックピラーを構成する側部組付工程と、左右のボディサイドアッセンブリの上端部に跨って車幅方向骨格部材およびルーフパネルを結合する上部組付工程と、を備えたことを特徴とする自動車の車体組立方法。
【請求項2】
前記リヤクロスメンバの両端部から上方に向けてバックピラーインナの下部を結合する取付部が突設されていて、後部組付工程で、バックピラーインナアッセンブリをフロアアッセンブリに結合する際に、バックピラーインナの下部を該取付部に嵌合して結合することを特徴とする請求項1に記載の自動車の車体組立方法。
【請求項3】
取付部は、リヤクロスメンバから滑らかに湾曲して立ち上がるとともに、その稜線がバックピラーインナの稜線と連続されていることを特徴とする請求項2に記載の自動車の車体組立方法。
【請求項1】
左右一対のバックピラーインナとこれら一対のバックピラーインナの上端部に跨って配置されるリヤルーフレールインナとを門型に一体に形成したバックピラーインナアッセンブリを、フロアアッセンブリの後端部のリヤクロスメンバの両端部に結合する後部組付工程と、これらバックピラーインナアッセンブリとフロアアッセンブリの左右両側に対してそれぞれボディサイドアッセンブリを結合して、バックピラーインナとボディサイドアッセンブリ後端のバックピラーアウタとでバックピラーを構成する側部組付工程と、左右のボディサイドアッセンブリの上端部に跨って車幅方向骨格部材およびルーフパネルを結合する上部組付工程と、を備えたことを特徴とする自動車の車体組立方法。
【請求項2】
前記リヤクロスメンバの両端部から上方に向けてバックピラーインナの下部を結合する取付部が突設されていて、後部組付工程で、バックピラーインナアッセンブリをフロアアッセンブリに結合する際に、バックピラーインナの下部を該取付部に嵌合して結合することを特徴とする請求項1に記載の自動車の車体組立方法。
【請求項3】
取付部は、リヤクロスメンバから滑らかに湾曲して立ち上がるとともに、その稜線がバックピラーインナの稜線と連続されていることを特徴とする請求項2に記載の自動車の車体組立方法。
【図2】

【図3】
【図3】
【公開番号】特開2008−62886(P2008−62886A)
【公開日】平成20年3月21日(2008.3.21)
【国際特許分類】
【出願番号】特願2006−245651(P2006−245651)
【出願日】平成18年9月11日(2006.9.11)
【出願人】(000003997)日産自動車株式会社 (16,386)
【Fターム(参考)】
【公開日】平成20年3月21日(2008.3.21)
【国際特許分類】
【出願日】平成18年9月11日(2006.9.11)
【出願人】(000003997)日産自動車株式会社 (16,386)
【Fターム(参考)】
[ Back to top ]