
自動車パネルのヘム接合方法および自動車パネルのヘム接合構造
【課題】本発明の目的は、自動車パネルを生産する際のヘムずれを抑制し、かつ、へム加工性を確保できる自動車パネルのヘム接合方法および自動車パネルのヘム接合構造を提供することにある。
【解決手段】ヘム加工工程終了時には第1の空間と第2の空間と第3の空間にそれぞれ充填された熱硬化性接着剤5a、5b、5cが所定強度で硬化するように、少なくともアウタパネル1の内側部位1aとアウタパネル1の端縁部1bをそれぞれヒータ3とヒータ8、10を用いて所定の温度で加熱することを特徴とするものである。
【解決手段】ヘム加工工程終了時には第1の空間と第2の空間と第3の空間にそれぞれ充填された熱硬化性接着剤5a、5b、5cが所定強度で硬化するように、少なくともアウタパネル1の内側部位1aとアウタパネル1の端縁部1bをそれぞれヒータ3とヒータ8、10を用いて所定の温度で加熱することを特徴とするものである。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、自動車パネルのヘム接合方法および自動車パネルのヘム接合構造に関するものである。
【背景技術】
【0002】
軽量化目的として自動車部品へのアルミニウム合金の適用が進んでいる。フードもしくはボンネット、バックドアもしくはトランクなどの部品については、アウタパネル(外板)およびインナパネル(内板)からなる略中空の構造で、かつ、アルミニウム合金化が進んでいる。これらは、部品の周辺において、インナパネルをアウタパネルで折り返して挟み込む、いわゆるヘム加工(または、ヘミング加工、はぜ折加工とも言う)を行うことで組み付けられる。
【0003】
また、同様の構造であるドアについても適用が進んでいるが、ドアの場合はインナパネル側の成形深さが深く、またインナパネルの底面形状が複雑であることから、インナパネルを成形性に優れる鋼材とし、アウタパネルはアルミニウム合金を用いて軽量化する、ハイブリッド構造が検討されている。このようなハイブリッド構造のドアの例として、例えば、アウタパネルをアルミニウム合金、インナパネルを鋼としたハイブリッドドアの組立にて、へム加工による組立てを行ない、その後に170〜200℃の焼付塗装を実施するものが知られている。しかし、この170〜200℃の焼付塗装工程で、上記アルミニウム製アウタパネルと鋼製インナパネルの異なる線膨張率に伴うヘムずれが生じ、かつ、ヘム部のアウターパネルとインナーパネルの間に塗布された樹脂が熱硬化するため、上記焼付塗装終了後、常温に戻ってもヘムずれが残ってしまい、結果としてドアパネルの変形が生じてしまい、高い品質のドアパネルが得られないという問題点があった。そこで、このようなヘムずれを防止するために、上記へム加工による組立てを行なった後に、このへム加工により形成された折り返しフランジ部を上記アウタパネルの端縁部側から摩擦攪拌接合(FSW)することで、上記アウタパネルの端縁部と上記インナパネル端縁部を接合しようとする技術が提案されている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2007−185690号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上記特許文献1に開示されたようなFSWを実施するためには、ワークを確実に拘束する必要がある。しかし、へム加工により形成した折り返しフランジ部は、FSWを実施する拘束面積としては小さく、十分な接合が行なえず、最悪の場合は、折り返しフランジ部が破断する虞も考えられる。
【0006】
また、上述したようなハイブリッド構造のドアの必要とされる強度要件からすると、鋼製インナパネルの板厚の方がアルミニウム合金製アウタパネルの板厚に比べて通常薄くなる。例えば、アウタパネルの板厚が1〜1.2mm程度に対して、インナパネルの板厚が0.65〜0.70mm程度となる。このように、曲げ加工性の悪い板厚が1mm程度のアルミニウム合金製アウタパネルを量産時に上記特許文献1に開示されたようなへム加工を行うと、折り返しフランジ部の最外周部に過大なひずみに伴うクラックが生じてしまい(すなわち、へム加工性が確保できず)、製品不良となるという問題点もあった。
【0007】
本発明の目的は、上記課題を解決するものであり、自動車パネルを生産する際のヘムずれを抑制し、かつ、へム加工性を確保できる自動車パネルのヘム接合方法および自動車パネルのヘム接合構造を提供することにある。
【課題を解決するための手段】
【0008】
上記目的を達成するために、本発明の請求項1に記載の発明は、
異種材料の組合せからなる、アウタパネルとインナパネルを接合して構成される自動車パネルのヘム接合方法であって、
ダウンフランジ加工された前記アウタパネルの端縁部よりも内側の所定領域の部位(以下、「内側部位」と称す)を加熱する加熱手段(以下、「内側部位加熱手段」と称す)が設けられたヘム加工用ダイスに前記アウタパネルの内側部位が接するようにセットし、前記アウタパネルの内側部位と前記インナパネルの端縁部の相対向する部位の少なくとも一方に熱硬化性接着剤を塗布する接着剤塗布工程と、
前記アウタパネルの内側部位と前記インナパネルの端縁部との間の空間(以下、「第1の空間」と称す)および前記アウタパネルの曲げ部内側空間(以下、「第2の空間」と称す)および前記アウタパネルの端縁部と前記インナパネルの端縁部との間の空間(以下、「第3の空間」と称す)にそれぞれ前記熱硬化性接着剤を挟むように、前記アウタパネルの端縁部をヘムポンチを用いて折り返すヘム加工工程と、を有し、
前記第1の空間と第2の空間と第3の空間を前記熱硬化性接着剤で充填可能にする前記熱硬化性接着剤の粘性を有し、かつ前記アウタパネルの所定のヘム加工性が確保されるように、少なくとも前記ヘム加工工程が実施される前までに前記内側部位加熱手段により前記アウタパネルの内側部位を所定の温度で加熱し、
前記ヘム加工工程終了時には前記第1の空間と第2の空間と第3の空間にそれぞれ充填された前記熱硬化性接着剤が所定強度で硬化するように、前記内側部位加熱手段または前記ヘムポンチに設けられた前記アウタパネルの端縁部を加熱する加熱手段(以下、「端縁部加熱手段」と称す)の内の少なくともいずれか1つを用いて所定の温度で加熱することを特徴とする自動車パネルのヘム接合方法である。
【0009】
本発明の請求項2に記載の発明は、請求項1に記載の発明において、前記ヘム加工用ダイスには、前記アウタパネルの内側部位よりもさらに内側の位置に対応するように、前記内側部位加熱手段より内側に断熱材が設けられたことを特徴とする。
【0010】
本発明の請求項3に記載の発明は、請求項1または2に記載の発明において、前記アウタパネルはアルミニウムまたはアルミニウム合金であり、前記インナパネルは鉄または鉄合金であることを特徴とする。
【0011】
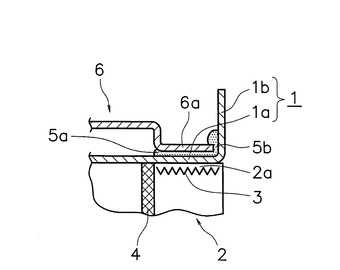
本発明の請求項4に記載の発明は、請求項1乃至3のいずれか1項に記載の自動車パネルのヘム接合方法により接合された自動車パネルのヘム接合構造であって、前記第1の空間と第2の空間と第3の空間にそれぞれ充填された前記熱硬化性接着剤が硬化し、前記アウタパネルの内側部位と曲げ部と端縁部が前記インナパネルの端縁部に接合していることを特徴とする自動車パネルのヘム接合構造である。
【発明の効果】
【0012】
本発明に係る自動車パネルのヘム接合方法および自動車パネルのヘム接合構造によれば、ヘム加工工程終了時には第1の空間と第2の空間と第3の空間にそれぞれ充填された熱硬化性接着剤が所定強度で硬化するように、内側部位加熱手段または端縁部加熱手段の内の少なくともいずれか1つを用いて所定の温度で加熱されるため、自動車パネルを生産する際のヘムずれを抑制でき、かつ、ヘム割れ防止のための復元処理として少なくとも前記ヘム加工工程が実施される前までに前記内側部位加熱手段によりアウタパネルの内側部位が所定の温度で加熱されるため、へム加工性を確保することができる。また、アウタパネルとインナパネルの間の第1の空間と第2の空間と第3の空間が熱硬化性接着剤で満たされているため、アウタパネルとインナパネルの接触が回避され、耐電食性も一段と向上する。
【図面の簡単な説明】
【0013】
【図1】本発明の一実施形態の自動車パネルのヘム接合方法において、接着剤塗布工程を示す一部断面図である。
【図2】同自動車パネルのヘム接合方法において、アウタパネルの内側部位にインナパネルの端縁部を相対向させてセットし、内側部位加熱手段により前記内側部位を所定の温度で加熱する工程を示す一部断面図である。
【図3】同自動車パネルのヘム接合方法において、プリヘム加工工程を示す一部断面図である。
【図4】同自動車パネルのヘム接合方法において、本ヘム加工工程を示す一部断面図である。
【発明を実施するための形態】
【0014】
以下、本発明の一実施形態について、添付図面を参照しながら説明する。
【0015】
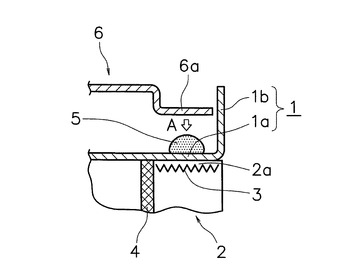
図1において、1は板厚が約1〜1.2mmのアルミニウム合金製のダウンフランジ加工されたアウタパネル、1aはアウタパネル1の内側部位、1bはアウタパネル1の端縁部、2はヘム加工用ダイス、2aはアウタパネル1の内側部位1aに対応して接するヘム加工用ダイス2の部位、3はヘム加工用ダイス2の部位2aに設けられた内側部位加熱手段としてのヒータ、4はアウタパネル1の内側部位1aよりもさらに内側の位置に対応するように、ヒータ3より内側に設けられた断熱材、5はアウタパネル1の内側部位1a上に塗布された熱硬化性接着剤、6は板厚が約0.65〜0.70mmの鋼製のインナパネル、6aはアウタパネル1の内側部位1aに相対向するインナパネル6の端縁部である。図1において、上記アウタパネル1の内側部位1aとは、ダウンフランジ加工された上記アウタパネル1の端縁部1bよりも内側の所定領域の部位(すなわち、上記インナパネル6の端縁部6aに対向する部位を言う)。なお、熱硬化性接着剤5としては、エポキシ樹脂系接着剤、ポリエステル樹脂接着剤、フェノール樹脂接着剤等が挙げられる。また、本実施形態においては、熱硬化性接着剤5をアウタパネル1の内側部位1a上に塗布する例に関して説明したが、これに限定されるものではなく、アウタパネル1の内側部位1aとインナパネル6の端縁部6aの相対向する部位の少なくとも一方に塗布すればよい。
【0016】
図2は、図1に示すインナパネル6の端縁部6aをアウタパネル1の内側部位1aに向かって矢印Aの方向に移動させ所定の位置にセットし、熱硬化性接着剤5と接触させ、ヒータ3によりアウタパネル1の内側部位1aを所定の温度(例えば、100℃〜150℃)で加熱する工程を示す。少なくとも後述するヘム加工工程(図3参照)が実施される前までに、上述したようにアウタパネル1の内側部位1aのみをヒータ3で加熱するだけで、厳しい曲げ加工を受ける後記アウタパネル1の曲げ部1cをすぐ隣の内側部位1aからの伝熱により予め十分加熱できる。このように、必要な箇所は加熱できるが、アウタパネル1の全体には、熱が及ばないようにすることができる。したがって、少なくとも後述するヘム加工工程が実施される前までに、アウタパネル1の内側部位1aのみをヒータ3で加熱するだけで、ヘム割れ防止のための復元処理が実現でき、アウタパネル1の所定のヘム加工性が確保される。また、アウターパネル1の全体を加熱した場合、大きな面積であるドア平面部分に熱変形が生じる問題があるが、アウタパネル1の内側部位1aのみを局所的に加熱する方法では、本実施形態のように、ダウンフランジ加工された上記アウタパネル1を用いれば、アウタパネル1の内側部位1aとアウタパネル1の端縁部1bとの間の折り曲げられた部分の剛性がすでに高まっているため、熱変形が生じにくく、かつ、加熱効率も向上する。上記所定の加熱温度(100℃〜150℃)に関して、さらに詳述するならば、この温度範囲よりも低い場合は、アルミニウム合金製のアウタパネル1の成形性向上効果が得られず、この温度範囲よりも高い場合は、析出物による硬化が始まってしまい、やはり成形性向上効果が得られない。また、上記所定の温度による加熱により、アウタパネル1の内側部位1aとインナパネル6の端縁部6aとの間の空間(以下、「第1の空間」と称す)および後述するアウタパネル1の曲げ部1c内側空間(以下、「第2の空間」と称す)および後述するアウタパネル1の端縁部1bとインナパネル6の端縁部6aとの間の空間(以下、「第3の空間」と称す)をそれぞれ熱硬化性接着剤5a、5b、5cで充填可能にする熱硬化性接着剤の粘性を有することも可能である。本実施形態においては、上記所定の温度として100℃〜150℃で加熱する例に関して説明したが、必ずしもこれに限定されるものではなく、異種材料の組合せからなる、アウタパネルとインナパネルの材質に応じて、上記2つの条件(熱硬化性接着剤の粘性と所定のヘム加工性)を満足する温度であればよい。
【0017】
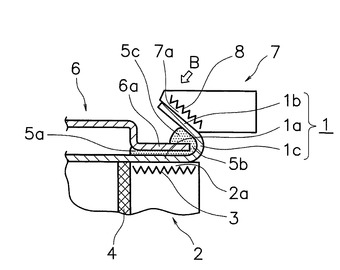
図3において、7はプリヘムポンチ、7aはアウタパネル1の端縁部1bに対応して接するプリヘムポンチ7の部位、8はプリヘムポンチ7の部位7aに設けられた端縁部加熱手段としてのヒータである。
【0018】
図3は、プリヘム加工工程を示す一部断面図である。図3において、ヒータ8により予めプリヘムポンチ8を所定の温度(例えば、100℃〜150℃)で加熱しておき、この加熱されたプリヘムポンチ8を矢印Bの方向へ移動させることにより、ダウンフランジ加工されたアウタパネル1の端縁部1bを90°から約135°まで曲げる(これを「プリヘム加工」と称す)。これにより、第1の空間および第2の空間が熱硬化性接着剤5a、5bでそれぞれ充填される。さらに、第3の空間も熱硬化性接着剤5cで充填開始される。
【0019】
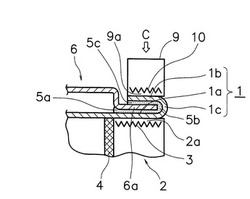
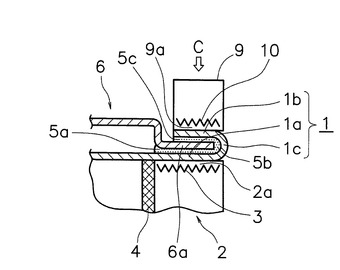
図4において、9は本ヘムポンチ、9aはアウタパネル1の端縁部1bに対応して接する本ヘムポンチ9の部位、10は本ヘムポンチ9の部位9aに設けられた端縁部加熱手段としてのヒータである。
【0020】
図4は、本ヘム加工工程を示す一部断面図である。図4において、ヒータ9により予め本ヘムポンチ9を所定の温度(例えば、100℃〜150℃)で加熱しておき、この加熱された本ヘムポンチ9を矢印Cの方向へ移動させることにより、プリヘム加工されたアウタパネル1の端縁部1bを約135°から約180°まで曲げる(これを「本ヘム加工」と称す)。これにより、第3の空間が熱硬化性接着剤5cで完全に充填される。また、本ヘム加工終了時には、第1の空間および第2の空間および第3の空間を充填した熱硬化性接着剤5a、5b、5cがそれぞれ所定強度となるように硬化する。これにより、その後に実施される焼付塗装時においてもヘムずれを発生することがない。したがって、焼付塗装後にインナパネル6が熱変形を起こすこともなく、自動車パネルとしての製品品質も確保される。また、第1の空間と第2の空間と第3の空間が熱硬化性接着剤5a、5b、5cでそれぞれ満たされているため、アウタパネル1の内側部位1a、端縁部1b、曲げ部1cとインナパネル6の端縁部6aの接触が回避され、耐電食性も一段と向上する。なお、本発明では、本実施形態において説明したプリヘム加工工程と本ヘム加工工程を合わせてヘム加工工程と言う。また、本実施形態においては、上記プリヘム加工工程と本ヘム加工工程ともに所定の温度として100℃〜150℃で加熱する例に関して説明したが、必ずしもこれに限定されるものではなく、異種材料の組合せからなる、アウタパネルとインナパネルの材質に応じて、第1の空間と第2の空間と第3の空間が熱硬化性接着剤5a、5b、5cでそれぞれ満たされ、ヘム加工工程終了時には第1の空間と第2の空間と第3の空間にそれぞれ充填された熱硬化性接着剤5a、5b、5cが所定強度で硬化する温度で、かつ、ヘム加工性にも支障を来たさない温度(すなわち、ヘム割れ防止のための復元処理が実現できる温度)であればよい。また、本実施形態においては、ヘム加工工程中、アウタパネル1の曲げ部1cを除く内側部位1aと端縁部1bをそれぞれヒータ3、ヒータ8およびヒータ10で加熱する例に関して説明したが、これに限定されるものではなく、ヒータ3またはヒータ8若しくはヒータ10の内の少なくともいずれか1つを用いて所定の温度で加熱しさえすればよい。ただし、本実施形態のように、ヒータ3、ヒータ8およびヒータ10のすべてを用いて加熱することにより、熱硬化性接着剤5a、5b、5cを十分に、かつ、均一に熱硬化できるため、より好ましい。
【0021】
また、本実施形態においては、アウタパネル1の内側部位1aよりもさらに内側の位置に対応するように、ヘム加工用ダイス2にヒータ3より内側に断熱材4が設けられているため、アウタパネル1の内側部位1aを加熱する効率がさらに向上するばかりか、アウタパネル1の熱ひずみを最低限に抑えることが可能であり、アウタパネル1の所定の意匠面を確保する上からも得策である。
【0022】
また、本実施形態においては、アウタパネル1がアルミニウム合金製で、インナパネル6が鋼製である例に関して説明したが、これに限定されるものではなく、アウタパネルにアルミニウム、インナパネルに鉄または鉄合金をはじめ、種々の金属材料を組合せることができる。
【符号の説明】
【0023】
1:アウタパネル
1a:アウタパネル1の内側部位
1b:アウタパネル1の端縁部
1c:アウタパネル1の曲げ部
2:ヘム加工用ダイス
2a:ヘム加工用ダイス2の部位
3、8、10:ヒータ
4:断熱材
5、5a、5b、5c:熱硬化性接着剤
6:インナパネル
6a:インナパネル6の端縁部
7:プリヘムポンチ
7a:プリヘムポンチ7の部位
9:本ヘムポンチ
9a:本ヘムポンチ9の部位
【技術分野】
【0001】
本発明は、自動車パネルのヘム接合方法および自動車パネルのヘム接合構造に関するものである。
【背景技術】
【0002】
軽量化目的として自動車部品へのアルミニウム合金の適用が進んでいる。フードもしくはボンネット、バックドアもしくはトランクなどの部品については、アウタパネル(外板)およびインナパネル(内板)からなる略中空の構造で、かつ、アルミニウム合金化が進んでいる。これらは、部品の周辺において、インナパネルをアウタパネルで折り返して挟み込む、いわゆるヘム加工(または、ヘミング加工、はぜ折加工とも言う)を行うことで組み付けられる。
【0003】
また、同様の構造であるドアについても適用が進んでいるが、ドアの場合はインナパネル側の成形深さが深く、またインナパネルの底面形状が複雑であることから、インナパネルを成形性に優れる鋼材とし、アウタパネルはアルミニウム合金を用いて軽量化する、ハイブリッド構造が検討されている。このようなハイブリッド構造のドアの例として、例えば、アウタパネルをアルミニウム合金、インナパネルを鋼としたハイブリッドドアの組立にて、へム加工による組立てを行ない、その後に170〜200℃の焼付塗装を実施するものが知られている。しかし、この170〜200℃の焼付塗装工程で、上記アルミニウム製アウタパネルと鋼製インナパネルの異なる線膨張率に伴うヘムずれが生じ、かつ、ヘム部のアウターパネルとインナーパネルの間に塗布された樹脂が熱硬化するため、上記焼付塗装終了後、常温に戻ってもヘムずれが残ってしまい、結果としてドアパネルの変形が生じてしまい、高い品質のドアパネルが得られないという問題点があった。そこで、このようなヘムずれを防止するために、上記へム加工による組立てを行なった後に、このへム加工により形成された折り返しフランジ部を上記アウタパネルの端縁部側から摩擦攪拌接合(FSW)することで、上記アウタパネルの端縁部と上記インナパネル端縁部を接合しようとする技術が提案されている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2007−185690号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上記特許文献1に開示されたようなFSWを実施するためには、ワークを確実に拘束する必要がある。しかし、へム加工により形成した折り返しフランジ部は、FSWを実施する拘束面積としては小さく、十分な接合が行なえず、最悪の場合は、折り返しフランジ部が破断する虞も考えられる。
【0006】
また、上述したようなハイブリッド構造のドアの必要とされる強度要件からすると、鋼製インナパネルの板厚の方がアルミニウム合金製アウタパネルの板厚に比べて通常薄くなる。例えば、アウタパネルの板厚が1〜1.2mm程度に対して、インナパネルの板厚が0.65〜0.70mm程度となる。このように、曲げ加工性の悪い板厚が1mm程度のアルミニウム合金製アウタパネルを量産時に上記特許文献1に開示されたようなへム加工を行うと、折り返しフランジ部の最外周部に過大なひずみに伴うクラックが生じてしまい(すなわち、へム加工性が確保できず)、製品不良となるという問題点もあった。
【0007】
本発明の目的は、上記課題を解決するものであり、自動車パネルを生産する際のヘムずれを抑制し、かつ、へム加工性を確保できる自動車パネルのヘム接合方法および自動車パネルのヘム接合構造を提供することにある。
【課題を解決するための手段】
【0008】
上記目的を達成するために、本発明の請求項1に記載の発明は、
異種材料の組合せからなる、アウタパネルとインナパネルを接合して構成される自動車パネルのヘム接合方法であって、
ダウンフランジ加工された前記アウタパネルの端縁部よりも内側の所定領域の部位(以下、「内側部位」と称す)を加熱する加熱手段(以下、「内側部位加熱手段」と称す)が設けられたヘム加工用ダイスに前記アウタパネルの内側部位が接するようにセットし、前記アウタパネルの内側部位と前記インナパネルの端縁部の相対向する部位の少なくとも一方に熱硬化性接着剤を塗布する接着剤塗布工程と、
前記アウタパネルの内側部位と前記インナパネルの端縁部との間の空間(以下、「第1の空間」と称す)および前記アウタパネルの曲げ部内側空間(以下、「第2の空間」と称す)および前記アウタパネルの端縁部と前記インナパネルの端縁部との間の空間(以下、「第3の空間」と称す)にそれぞれ前記熱硬化性接着剤を挟むように、前記アウタパネルの端縁部をヘムポンチを用いて折り返すヘム加工工程と、を有し、
前記第1の空間と第2の空間と第3の空間を前記熱硬化性接着剤で充填可能にする前記熱硬化性接着剤の粘性を有し、かつ前記アウタパネルの所定のヘム加工性が確保されるように、少なくとも前記ヘム加工工程が実施される前までに前記内側部位加熱手段により前記アウタパネルの内側部位を所定の温度で加熱し、
前記ヘム加工工程終了時には前記第1の空間と第2の空間と第3の空間にそれぞれ充填された前記熱硬化性接着剤が所定強度で硬化するように、前記内側部位加熱手段または前記ヘムポンチに設けられた前記アウタパネルの端縁部を加熱する加熱手段(以下、「端縁部加熱手段」と称す)の内の少なくともいずれか1つを用いて所定の温度で加熱することを特徴とする自動車パネルのヘム接合方法である。
【0009】
本発明の請求項2に記載の発明は、請求項1に記載の発明において、前記ヘム加工用ダイスには、前記アウタパネルの内側部位よりもさらに内側の位置に対応するように、前記内側部位加熱手段より内側に断熱材が設けられたことを特徴とする。
【0010】
本発明の請求項3に記載の発明は、請求項1または2に記載の発明において、前記アウタパネルはアルミニウムまたはアルミニウム合金であり、前記インナパネルは鉄または鉄合金であることを特徴とする。
【0011】
本発明の請求項4に記載の発明は、請求項1乃至3のいずれか1項に記載の自動車パネルのヘム接合方法により接合された自動車パネルのヘム接合構造であって、前記第1の空間と第2の空間と第3の空間にそれぞれ充填された前記熱硬化性接着剤が硬化し、前記アウタパネルの内側部位と曲げ部と端縁部が前記インナパネルの端縁部に接合していることを特徴とする自動車パネルのヘム接合構造である。
【発明の効果】
【0012】
本発明に係る自動車パネルのヘム接合方法および自動車パネルのヘム接合構造によれば、ヘム加工工程終了時には第1の空間と第2の空間と第3の空間にそれぞれ充填された熱硬化性接着剤が所定強度で硬化するように、内側部位加熱手段または端縁部加熱手段の内の少なくともいずれか1つを用いて所定の温度で加熱されるため、自動車パネルを生産する際のヘムずれを抑制でき、かつ、ヘム割れ防止のための復元処理として少なくとも前記ヘム加工工程が実施される前までに前記内側部位加熱手段によりアウタパネルの内側部位が所定の温度で加熱されるため、へム加工性を確保することができる。また、アウタパネルとインナパネルの間の第1の空間と第2の空間と第3の空間が熱硬化性接着剤で満たされているため、アウタパネルとインナパネルの接触が回避され、耐電食性も一段と向上する。
【図面の簡単な説明】
【0013】
【図1】本発明の一実施形態の自動車パネルのヘム接合方法において、接着剤塗布工程を示す一部断面図である。
【図2】同自動車パネルのヘム接合方法において、アウタパネルの内側部位にインナパネルの端縁部を相対向させてセットし、内側部位加熱手段により前記内側部位を所定の温度で加熱する工程を示す一部断面図である。
【図3】同自動車パネルのヘム接合方法において、プリヘム加工工程を示す一部断面図である。
【図4】同自動車パネルのヘム接合方法において、本ヘム加工工程を示す一部断面図である。
【発明を実施するための形態】
【0014】
以下、本発明の一実施形態について、添付図面を参照しながら説明する。
【0015】
図1において、1は板厚が約1〜1.2mmのアルミニウム合金製のダウンフランジ加工されたアウタパネル、1aはアウタパネル1の内側部位、1bはアウタパネル1の端縁部、2はヘム加工用ダイス、2aはアウタパネル1の内側部位1aに対応して接するヘム加工用ダイス2の部位、3はヘム加工用ダイス2の部位2aに設けられた内側部位加熱手段としてのヒータ、4はアウタパネル1の内側部位1aよりもさらに内側の位置に対応するように、ヒータ3より内側に設けられた断熱材、5はアウタパネル1の内側部位1a上に塗布された熱硬化性接着剤、6は板厚が約0.65〜0.70mmの鋼製のインナパネル、6aはアウタパネル1の内側部位1aに相対向するインナパネル6の端縁部である。図1において、上記アウタパネル1の内側部位1aとは、ダウンフランジ加工された上記アウタパネル1の端縁部1bよりも内側の所定領域の部位(すなわち、上記インナパネル6の端縁部6aに対向する部位を言う)。なお、熱硬化性接着剤5としては、エポキシ樹脂系接着剤、ポリエステル樹脂接着剤、フェノール樹脂接着剤等が挙げられる。また、本実施形態においては、熱硬化性接着剤5をアウタパネル1の内側部位1a上に塗布する例に関して説明したが、これに限定されるものではなく、アウタパネル1の内側部位1aとインナパネル6の端縁部6aの相対向する部位の少なくとも一方に塗布すればよい。
【0016】
図2は、図1に示すインナパネル6の端縁部6aをアウタパネル1の内側部位1aに向かって矢印Aの方向に移動させ所定の位置にセットし、熱硬化性接着剤5と接触させ、ヒータ3によりアウタパネル1の内側部位1aを所定の温度(例えば、100℃〜150℃)で加熱する工程を示す。少なくとも後述するヘム加工工程(図3参照)が実施される前までに、上述したようにアウタパネル1の内側部位1aのみをヒータ3で加熱するだけで、厳しい曲げ加工を受ける後記アウタパネル1の曲げ部1cをすぐ隣の内側部位1aからの伝熱により予め十分加熱できる。このように、必要な箇所は加熱できるが、アウタパネル1の全体には、熱が及ばないようにすることができる。したがって、少なくとも後述するヘム加工工程が実施される前までに、アウタパネル1の内側部位1aのみをヒータ3で加熱するだけで、ヘム割れ防止のための復元処理が実現でき、アウタパネル1の所定のヘム加工性が確保される。また、アウターパネル1の全体を加熱した場合、大きな面積であるドア平面部分に熱変形が生じる問題があるが、アウタパネル1の内側部位1aのみを局所的に加熱する方法では、本実施形態のように、ダウンフランジ加工された上記アウタパネル1を用いれば、アウタパネル1の内側部位1aとアウタパネル1の端縁部1bとの間の折り曲げられた部分の剛性がすでに高まっているため、熱変形が生じにくく、かつ、加熱効率も向上する。上記所定の加熱温度(100℃〜150℃)に関して、さらに詳述するならば、この温度範囲よりも低い場合は、アルミニウム合金製のアウタパネル1の成形性向上効果が得られず、この温度範囲よりも高い場合は、析出物による硬化が始まってしまい、やはり成形性向上効果が得られない。また、上記所定の温度による加熱により、アウタパネル1の内側部位1aとインナパネル6の端縁部6aとの間の空間(以下、「第1の空間」と称す)および後述するアウタパネル1の曲げ部1c内側空間(以下、「第2の空間」と称す)および後述するアウタパネル1の端縁部1bとインナパネル6の端縁部6aとの間の空間(以下、「第3の空間」と称す)をそれぞれ熱硬化性接着剤5a、5b、5cで充填可能にする熱硬化性接着剤の粘性を有することも可能である。本実施形態においては、上記所定の温度として100℃〜150℃で加熱する例に関して説明したが、必ずしもこれに限定されるものではなく、異種材料の組合せからなる、アウタパネルとインナパネルの材質に応じて、上記2つの条件(熱硬化性接着剤の粘性と所定のヘム加工性)を満足する温度であればよい。
【0017】
図3において、7はプリヘムポンチ、7aはアウタパネル1の端縁部1bに対応して接するプリヘムポンチ7の部位、8はプリヘムポンチ7の部位7aに設けられた端縁部加熱手段としてのヒータである。
【0018】
図3は、プリヘム加工工程を示す一部断面図である。図3において、ヒータ8により予めプリヘムポンチ8を所定の温度(例えば、100℃〜150℃)で加熱しておき、この加熱されたプリヘムポンチ8を矢印Bの方向へ移動させることにより、ダウンフランジ加工されたアウタパネル1の端縁部1bを90°から約135°まで曲げる(これを「プリヘム加工」と称す)。これにより、第1の空間および第2の空間が熱硬化性接着剤5a、5bでそれぞれ充填される。さらに、第3の空間も熱硬化性接着剤5cで充填開始される。
【0019】
図4において、9は本ヘムポンチ、9aはアウタパネル1の端縁部1bに対応して接する本ヘムポンチ9の部位、10は本ヘムポンチ9の部位9aに設けられた端縁部加熱手段としてのヒータである。
【0020】
図4は、本ヘム加工工程を示す一部断面図である。図4において、ヒータ9により予め本ヘムポンチ9を所定の温度(例えば、100℃〜150℃)で加熱しておき、この加熱された本ヘムポンチ9を矢印Cの方向へ移動させることにより、プリヘム加工されたアウタパネル1の端縁部1bを約135°から約180°まで曲げる(これを「本ヘム加工」と称す)。これにより、第3の空間が熱硬化性接着剤5cで完全に充填される。また、本ヘム加工終了時には、第1の空間および第2の空間および第3の空間を充填した熱硬化性接着剤5a、5b、5cがそれぞれ所定強度となるように硬化する。これにより、その後に実施される焼付塗装時においてもヘムずれを発生することがない。したがって、焼付塗装後にインナパネル6が熱変形を起こすこともなく、自動車パネルとしての製品品質も確保される。また、第1の空間と第2の空間と第3の空間が熱硬化性接着剤5a、5b、5cでそれぞれ満たされているため、アウタパネル1の内側部位1a、端縁部1b、曲げ部1cとインナパネル6の端縁部6aの接触が回避され、耐電食性も一段と向上する。なお、本発明では、本実施形態において説明したプリヘム加工工程と本ヘム加工工程を合わせてヘム加工工程と言う。また、本実施形態においては、上記プリヘム加工工程と本ヘム加工工程ともに所定の温度として100℃〜150℃で加熱する例に関して説明したが、必ずしもこれに限定されるものではなく、異種材料の組合せからなる、アウタパネルとインナパネルの材質に応じて、第1の空間と第2の空間と第3の空間が熱硬化性接着剤5a、5b、5cでそれぞれ満たされ、ヘム加工工程終了時には第1の空間と第2の空間と第3の空間にそれぞれ充填された熱硬化性接着剤5a、5b、5cが所定強度で硬化する温度で、かつ、ヘム加工性にも支障を来たさない温度(すなわち、ヘム割れ防止のための復元処理が実現できる温度)であればよい。また、本実施形態においては、ヘム加工工程中、アウタパネル1の曲げ部1cを除く内側部位1aと端縁部1bをそれぞれヒータ3、ヒータ8およびヒータ10で加熱する例に関して説明したが、これに限定されるものではなく、ヒータ3またはヒータ8若しくはヒータ10の内の少なくともいずれか1つを用いて所定の温度で加熱しさえすればよい。ただし、本実施形態のように、ヒータ3、ヒータ8およびヒータ10のすべてを用いて加熱することにより、熱硬化性接着剤5a、5b、5cを十分に、かつ、均一に熱硬化できるため、より好ましい。
【0021】
また、本実施形態においては、アウタパネル1の内側部位1aよりもさらに内側の位置に対応するように、ヘム加工用ダイス2にヒータ3より内側に断熱材4が設けられているため、アウタパネル1の内側部位1aを加熱する効率がさらに向上するばかりか、アウタパネル1の熱ひずみを最低限に抑えることが可能であり、アウタパネル1の所定の意匠面を確保する上からも得策である。
【0022】
また、本実施形態においては、アウタパネル1がアルミニウム合金製で、インナパネル6が鋼製である例に関して説明したが、これに限定されるものではなく、アウタパネルにアルミニウム、インナパネルに鉄または鉄合金をはじめ、種々の金属材料を組合せることができる。
【符号の説明】
【0023】
1:アウタパネル
1a:アウタパネル1の内側部位
1b:アウタパネル1の端縁部
1c:アウタパネル1の曲げ部
2:ヘム加工用ダイス
2a:ヘム加工用ダイス2の部位
3、8、10:ヒータ
4:断熱材
5、5a、5b、5c:熱硬化性接着剤
6:インナパネル
6a:インナパネル6の端縁部
7:プリヘムポンチ
7a:プリヘムポンチ7の部位
9:本ヘムポンチ
9a:本ヘムポンチ9の部位
【特許請求の範囲】
【請求項1】
異種材料の組合せからなる、アウタパネルとインナパネルを接合して構成される自動車パネルのヘム接合方法であって、
ダウンフランジ加工された前記アウタパネルの端縁部よりも内側の所定領域の部位(以下、「内側部位」と称す)を加熱する加熱手段(以下、「内側部位加熱手段」と称す)が設けられたヘム加工用ダイスに前記アウタパネルの内側部位が接するようにセットし、前記アウタパネルの内側部位と前記インナパネルの端縁部の相対向する部位の少なくとも一方に熱硬化性接着剤を塗布する接着剤塗布工程と、
前記アウタパネルの内側部位と前記インナパネルの端縁部との間の空間(以下、「第1の空間」と称す)および前記アウタパネルの曲げ部内側空間(以下、「第2の空間」と称す)および前記アウタパネルの端縁部と前記インナパネルの端縁部との間の空間(以下、「第3の空間」と称す)にそれぞれ前記熱硬化性接着剤を挟むように、前記アウタパネルの端縁部をヘムポンチを用いて折り返すヘム加工工程と、を有し、
前記第1の空間と第2の空間と第3の空間を前記熱硬化性接着剤で充填可能にする前記熱硬化性接着剤の粘性を有し、かつ前記アウタパネルの所定のヘム加工性が確保されるように、少なくとも前記ヘム加工工程が実施される前までに前記内側部位加熱手段により前記アウタパネルの内側部位を所定の温度で加熱し、
前記ヘム加工工程終了時には前記第1の空間と第2の空間と第3の空間にそれぞれ充填された前記熱硬化性接着剤が所定強度で硬化するように、前記内側部位加熱手段または前記ヘムポンチに設けられた前記アウタパネルの端縁部を加熱する加熱手段の内の少なくともいずれか1つを用いて所定の温度で加熱することを特徴とする自動車パネルのヘム接合方法。
【請求項2】
前記ヘム加工用ダイスには、前記アウタパネルの内側部位よりもさらに内側の位置に対応するように、前記内側部位加熱手段より内側に断熱材が設けられたことを特徴とする請求項1に記載の自動車パネルのヘム接合方法。
【請求項3】
前記アウタパネルはアルミニウムまたはアルミニウム合金であり、前記インナパネルは鉄または鉄合金であることを特徴とする請求項1または2に記載の自動車パネルのヘム接合方法。
【請求項4】
請求項1乃至3のいずれか1項に記載の自動車パネルのヘム接合方法により接合された自動車パネルのヘム接合構造であって、前記第1の空間と第2の空間と第3の空間にそれぞれ充填された前記熱硬化性接着剤が硬化し、前記アウタパネルの内側部位と曲げ部と端縁部が前記インナパネルの端縁部に接合していることを特徴とする自動車パネルのヘム接合構造。
【請求項1】
異種材料の組合せからなる、アウタパネルとインナパネルを接合して構成される自動車パネルのヘム接合方法であって、
ダウンフランジ加工された前記アウタパネルの端縁部よりも内側の所定領域の部位(以下、「内側部位」と称す)を加熱する加熱手段(以下、「内側部位加熱手段」と称す)が設けられたヘム加工用ダイスに前記アウタパネルの内側部位が接するようにセットし、前記アウタパネルの内側部位と前記インナパネルの端縁部の相対向する部位の少なくとも一方に熱硬化性接着剤を塗布する接着剤塗布工程と、
前記アウタパネルの内側部位と前記インナパネルの端縁部との間の空間(以下、「第1の空間」と称す)および前記アウタパネルの曲げ部内側空間(以下、「第2の空間」と称す)および前記アウタパネルの端縁部と前記インナパネルの端縁部との間の空間(以下、「第3の空間」と称す)にそれぞれ前記熱硬化性接着剤を挟むように、前記アウタパネルの端縁部をヘムポンチを用いて折り返すヘム加工工程と、を有し、
前記第1の空間と第2の空間と第3の空間を前記熱硬化性接着剤で充填可能にする前記熱硬化性接着剤の粘性を有し、かつ前記アウタパネルの所定のヘム加工性が確保されるように、少なくとも前記ヘム加工工程が実施される前までに前記内側部位加熱手段により前記アウタパネルの内側部位を所定の温度で加熱し、
前記ヘム加工工程終了時には前記第1の空間と第2の空間と第3の空間にそれぞれ充填された前記熱硬化性接着剤が所定強度で硬化するように、前記内側部位加熱手段または前記ヘムポンチに設けられた前記アウタパネルの端縁部を加熱する加熱手段の内の少なくともいずれか1つを用いて所定の温度で加熱することを特徴とする自動車パネルのヘム接合方法。
【請求項2】
前記ヘム加工用ダイスには、前記アウタパネルの内側部位よりもさらに内側の位置に対応するように、前記内側部位加熱手段より内側に断熱材が設けられたことを特徴とする請求項1に記載の自動車パネルのヘム接合方法。
【請求項3】
前記アウタパネルはアルミニウムまたはアルミニウム合金であり、前記インナパネルは鉄または鉄合金であることを特徴とする請求項1または2に記載の自動車パネルのヘム接合方法。
【請求項4】
請求項1乃至3のいずれか1項に記載の自動車パネルのヘム接合方法により接合された自動車パネルのヘム接合構造であって、前記第1の空間と第2の空間と第3の空間にそれぞれ充填された前記熱硬化性接着剤が硬化し、前記アウタパネルの内側部位と曲げ部と端縁部が前記インナパネルの端縁部に接合していることを特徴とする自動車パネルのヘム接合構造。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2011−212712(P2011−212712A)
【公開日】平成23年10月27日(2011.10.27)
【国際特許分類】
【出願番号】特願2010−82999(P2010−82999)
【出願日】平成22年3月31日(2010.3.31)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
【公開日】平成23年10月27日(2011.10.27)
【国際特許分類】
【出願日】平成22年3月31日(2010.3.31)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
[ Back to top ]