
自動車内装用織編布帛
【課題】100℃以上の高温下での使用においてフィラメント糸条の端末が縫い目に沿って突き出たり、多繊糸条とフィラメント糸条との熱収縮差による皺が発生することなく、フィラメント糸条が多繊糸条と異色に発色し、輝光を放って美しく、感触のよい多繊糸条とフィラメント糸条に成る自動車内装用織編布帛を得る。
【解決手段】単繊維繊度10dtex未満の多繊糸条1と単繊維繊度50〜3000dtexの熱可塑性合成繊維フィラメント糸条2によって自動車内装用織編布帛を形成する。フィラメント糸条の単繊維繊度を多繊糸条の単繊維繊度の10倍以上にし、フィラメント糸条の総繊度を多繊糸条の総繊度の0.4倍以上にし、フィラメント糸条を布帛表面に露出させる。その露出長Lをフィラメント糸条の実質太さDの3倍以上、且つ、15mm以下にする。織編布帛を分散染料による染色過程でフィラメント糸条を熱収縮させる。
【解決手段】単繊維繊度10dtex未満の多繊糸条1と単繊維繊度50〜3000dtexの熱可塑性合成繊維フィラメント糸条2によって自動車内装用織編布帛を形成する。フィラメント糸条の単繊維繊度を多繊糸条の単繊維繊度の10倍以上にし、フィラメント糸条の総繊度を多繊糸条の総繊度の0.4倍以上にし、フィラメント糸条を布帛表面に露出させる。その露出長Lをフィラメント糸条の実質太さDの3倍以上、且つ、15mm以下にする。織編布帛を分散染料による染色過程でフィラメント糸条を熱収縮させる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、単繊維繊度10dtex未満の短纖維によって構成される紡績糸や単繊維繊度10dtex未満の長繊維によって構成されるマルチフィラメント糸(以下、紡績糸とマルチフィラメント糸を『多繊糸条』と総称する。)と単繊維繊度50dtex以上の1本または5本以下の複数本のモノフィラメントによって構成される糸条(以下、『フィラメント糸条』と言う。)が織編込まれている自動車内装用織編布帛に関するものである。
【背景技術】
【0002】
多繊糸条とフィラメント糸条が織編込まれている織編布帛は公知である(例えば、特許文献1,2,3,4,5,6,7,8参照)。
【0003】
分散染料によって染色された繊維糸条の色彩は、その繊維糸条の単繊維繊度によって異なり、単繊維繊度の太い繊維糸条は、単繊維繊度の細い繊維糸条よりも濃く染め上がることは公知である(例えば、特許文献9参照)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】実公昭54−28539号公報
【特許文献2】実公昭54−28540号公報
【特許文献3】実公昭54−28541号公報
【特許文献4】実公昭54−28542号公報
【特許文献5】実公昭54−28543号公報
【特許文献6】実公昭54−28544号公報
【特許文献7】実公昭54−28545号公報
【特許文献8】実公昭54−28546号公報
【特許文献9】特開2003−293273号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
炎天下における自動車内部は100℃近くの高温下に曝されるので、自動車内装用織編布帛に対しては100℃以上の高温下での耐熱性試験がなされる。
その100℃以上の高温下での耐熱性試験において、多繊糸条と共に単繊維繊度が200dtex以上のフィラメント糸条が織編込まれている織編布帛を縫合した自動車内装材では、縫合した織編布帛の縫い代の周縁に突き出ていた200dtex以上のフィラメント糸条の端末が、縫い目に沿って自動車内装材の表面に現れ、それが太手のフィラメント糸条であることから肌身に触れてチクチクした刺痛感を与える。
【0006】
フィラメント糸条の端末が縫い目に沿って自動車内装材の表面に現れる原因については、次のように考えられる。
即ち、多繊糸条とフィラメント糸条に成る織編布帛では、捩じれ難く一直線状に続くフィラメント糸条に捩じれ易い多繊糸条が巻き付いた多繊糸条とフィラメント糸条に成る合撚糸のように、多繊糸条が細かく曲折して連続する一方、フィラメント糸条が曲折することなく一直線状に連続しており、織編布帛が加熱されて収縮するときは、多繊糸条は織編布帛の収縮率に応じて収縮するが、フィラメント糸条は、一直線状に織編込まれているが故に、織編布帛から引き抜かれるかのように収縮し、その引き抜かれるかのように収縮して縫い代の周縁から離れたフィラメント糸条の端末が縫い目に沿って織編布帛の表面に突き出る。
【0007】
一方、分散染料の発色処理は被染色布帛を130℃前後の高温域に30分前後通して施されており、フィラメント糸条が織編込まれている織編布帛では、その発色処理工程においてフィラメント糸条が熱収縮し、その後は熱収縮し難くなる、との知見を得た。
【0008】
更に、多繊糸条とフィラメント糸条に成る織編布帛では、その織編込まれている多繊糸条とフィラメント糸条が共に分散染料に対する染着性を有するものであっても、それらの紡糸繊維原料ポリマーの組成分が相異する場合や、紡糸繊維原料ポリマーに顔料が配合され場合には、たとえ多繊糸条とフィラメント糸条を分散染料の配合された同じ染浴で同時に染色しても多繊糸条とフィラメント糸条が異なる色彩に発色する、との知見を得た。
【0009】
本発明は、かかる知見に基づき、自動車内装用織編布帛として100℃近くの高温下での使用においてフィラメント糸条の端末が縫い目に沿って突き出たり、多繊糸条とフィラメント糸条との熱収縮差による皺が発生することなく、フィラメント糸条が多繊糸条と異色に発色し、輝光を放って美しく、感触のよい多繊糸条とフィラメント糸条に成る自動車内装用織編布帛を得ることを目的とする。
【課題を解決するための手段】
【0010】
本発明に係る自動車内装用織編布帛は、(イ) 単繊維繊度が10dtex未満の熱可塑性合成繊維を主材とする多繊糸条1と、単繊維繊度が50〜3000dtexの熱可塑性合成繊維モノフィラメントを主材とするフィラメント糸条2が織編込まれており、
(ロ) 前記フィラメント糸条2の単繊維繊度が、前記多繊糸条1の単繊維繊度の10倍以上であり、
(ハ) 前記フィラメント糸条2の総繊度が、前記多繊糸条1の総繊度の0.4倍以上であり、
(ニ) 前記フィラメント糸条2が布帛の表面に露出しており、
(ホ) 布帛の表面に露出している前記フィラメント糸条2の露出長(L)が、15mm以下であり、前記フィラメント糸条2の実質太さ(D)の3倍以上であり、
(ヘ) 分散染料によって染色されていることを第1の特徴とする。
【0011】
本発明に係る自動車内装用織編布帛の第2の特徴は、上記第1の特徴に加えて、(ト) 多繊糸条1が隆起した凸部と、その凸部に対して多繊糸条1が沈み込んだ凹部とによる凹凸が布帛の表面に形成されており、
(チ) その多繊糸条1が沈み込んだ凹部において、フィラメント糸条2が部分的に布帛の表面に露出しており、
(リ) その多繊糸条1が沈み込んだ凹部において表面に露出している前記フィラメント糸条2の露出長(L)が、15mm以下であり、前記フィラメント糸条2の実質太さ(D)の3倍以上である点にある。
【0012】
本発明に係る自動車内装用織編布帛の第3の特徴は、上記第1および第2の何れかの特徴に加えて、(ヌ) 前記多繊糸条1と前記フィラメント糸条2が、分散染料によって染色されており、
(ル) 前記多繊糸条1が、ポリエステル繊維多繊糸条であり、分散染料以外の着色手段によっても着色されている点にある。
【0013】
その分散染料以外の着色手段によっても着色されているポリエステル繊維多繊糸条としては、ポリエステル繊維ポリマーに顔料を配合して紡糸された原着ポリエステル繊維多繊糸条やカチオン可染ポリエステル繊維多繊糸条が挙げられる。
【0014】
本発明に係る自動車内装用織編布帛の第4の特徴は、上記第1、第2および第3の何れかの特徴に加えて、(オ) 自動車内装用織編布帛が織物であり、
(ワ) 前記多繊糸条1と前記フィラメント糸条2が、緯糸として別々に平行に織り込まれており、
(カ) 一定の寸法の自動車内装用織編布帛から取り出された前記フィラメント糸条2の長さが、その一定の寸法の自動車内装用織編布帛から取り出された前記多繊糸条1の長さよりも短い点にある。
【0015】
本発明に係る自動車内装用織編布帛の第5の特徴は、上記第1、第2、第3および第4の何れかの特徴に加えて、(ヨ) 前記フィラメント糸条2が、弾力性を有する熱可塑性ポリエステル系エラストマーフィラメント糸条である点にある。
【0016】
本発明に係る自動車内装用織編布帛の第6の特徴は、上記第1、第2、第3、第4および第5の何れかの特徴に加えて、(タ) 分散染料によって染色されている自動車内装用織編布帛から取り出されたフィラメント糸条2の130℃の乾熱下に1時間放置後の熱収縮率が2%以下である点にある。
【発明の効果】
【0017】
本発明において、多繊糸条1の単繊維繊度が10dtex未満であり、フィラメント糸条2の単繊維繊度が50dtex以上であり、フィラメント糸条2の単繊維繊度が多繊糸条の単繊維繊度の10倍以上であり、フィラメント糸条2の総繊度が多繊糸条1の総繊度の0.4倍以上であり、フィラメント糸条2は、分散染料によって染色されている。
その分散染料の発色過程では、130℃前後の高温域での30分間前後加熱処理が施されるので、フィラメント糸条2は、100℃以上の高温下に曝されても熱収縮しない程度に熱収縮している。
このため、本発明に係る自動車内装用織編布帛から取り出されたフィラメント糸条2の130℃の乾熱下に1時間放置後の熱収縮率が3%以下になり、100℃以上の高温下に曝される自動車内装材としての使用においても縫い目に沿ってフィラメント糸条2の端末が突き出たり、縫い目に沿って収縮皺が発生することのない自動車内装用織編布帛が得られる。
そして、多繊糸条1とフィラメント糸条2を緯糸として別々に平行に織り込んで織成された一定の寸法の自動車内装用織編布帛から多繊糸条1とフィラメント糸条2を取り出すとき、その取り出されたフィラメント糸条2の長さは、多繊糸条1の長さに比して短くなる。
【0018】
織物では、経糸も緯糸も一直線状に織り込まれており、分散染料の発色過程で130℃前後の高温域での30分間前後加熱処理されるときは、それぞれ製織方向や織幅方向に熱収縮し易く、その熱収縮率に応じて高温使用したので耐熱性が付与され、フィラメント糸条(2)の熱収縮率が2%以下となる自動車内装用織物が得られる。
【0019】
本発明の自動車内装用織編布帛では、単繊維繊度が多繊糸条1の単繊維繊度の10倍以上のフィラメント糸条2が表面に露出しており、その単繊維繊度の差によって多繊糸条1の表面はフィラメント糸条2に比して光が乱反射して光沢が少なく、相対的にフィラメント糸条2の光沢が強く、そのフィラメント糸条2の露出長(L)が実質太さ(D)の3倍以上であることから、フィラメント糸条2に輝光が看視されて美しく、そのフィラメント糸条2の単繊維繊度が50dtex以上であり、その露出長(L)が15mm以下であるため、その露出しているフィラメント糸条2が使用中に引っ掛けられたり擦られて綻び出ることがない。
【0020】
本発明の自動車内装用織編布帛の表面には、多繊糸条1が隆起した凸部と、その凸部に対して多繊糸条1が沈み込んだ凹部とによる凹凸が形成されており、その多繊糸条1が沈み込んだ凹部にフィラメント糸条2が露出しているので、単繊維繊度の太いフィラメント糸条2に肌身が触れ難く、感触の軟らかい自動車内装用織編布帛が得られる。
【0021】
多繊糸条とフィラメント糸条2が同一の分散染料によって同時に染色されていても、単繊維繊度の太いフィラメント糸条2は、単繊維繊度の細い多繊糸条1に比して糸条の軸芯に到るまで濃く染まり難く、単繊維繊度の太いフィラメント糸条2の側面(周面)を織編布帛の表面に露出させて使用する本発明では、単繊維繊度の太いフィラメントの軸芯部が淡く染色されていても支障がなく、多繊糸条1とフィラメント糸条2との異色効果と光沢差によって美的に清楚な自動車内装用織編布帛が得られる。
【0022】
そして、多繊糸条1とフィラメント糸条2を同一の分散染料によって染色するので、染色コストが安くつき、原料ポリマーに顔料を練り込んでフィラメント糸条2を着色する必要がないので、生産ロットが少ロットでも自動車内装用織編布帛を経済的に提供することが出来る。
【図面の簡単な説明】
【0023】
【図1】本発明に係る自動車内装用緯編物の斜視図である。
【図2】本発明に係る自動車内装用経編物の斜視図である。
【図3】本発明に係る自動車内装用経編物の斜視図である。
【図4】本発明に係る自動車内装用織物の織組織図である。
【図5】図4の織組織図に矢印AとBで示す部分の拡大織組織図である。
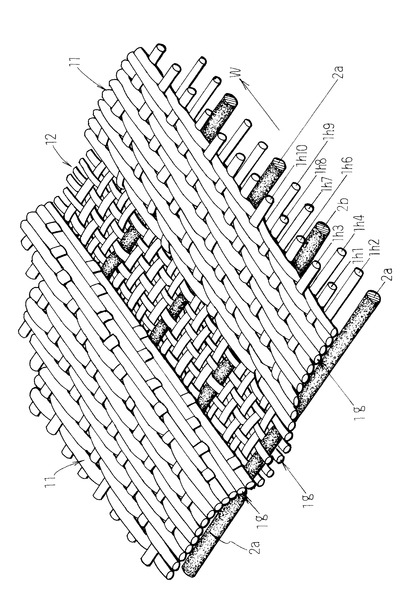
【図6】図5の拡大織組織図に従って織成される織物の部分拡大斜視図である。
【図7】図4の織組織図に矢印AとCで示す部分の拡大織組織図である。
【図8】図7の拡大織組織図に従って織成される織物の部分拡大斜視図である。
【図9】図4の織組織図に矢印CとDとEで示す部分の拡大織組織図である。
【図10】図9の拡大織組織図に従って織成される織物の部分拡大斜視図である。
【発明を実施するための形態】
【0024】
弾力性を有する熱可塑性ポリエステル系エラストマーフィラメント糸条については、特公平06−018992号公報に開示されており、芳香族ポリエステル、例えば、ポリブチレンテレフタレートをハードセグメントとし、脂肪族ポリエステルや脂肪族ポリエーテルをソフトセグメントとして得られるポリエステルポリエーテルブロック共重合体やポリエステルポリエステルブロック共重合体が公知であり、分散染料の発色過程での130℃前後の高温域での30分間前後加熱処理を経ても軟らかい自動車内装用織編布帛が得られるので、フィラメント糸条に好適である。
【0025】
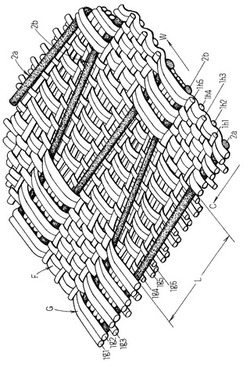
図1は、本発明に係る自動車内装用丸編物の斜視図である。
多繊糸条1には、繊度の異なる第1多繊糸条1aと第2多繊糸条1bとの2種類の多繊糸条が使用されている。
自動車内装用丸編物は、10個の給糸口を具備する丸編機の第1給糸口からフィラメント糸条2が給糸されてタック−ウェルト−ウェルト−ウェルトの順に繰り返して編込まれ、第2給糸口から第1多繊糸条1aが給糸されてニット−ウェルトの順に繰り返して編込まれ、第3給糸口から第2多繊糸条1bが給糸されてウェルト−ニットの順に繰り返して編込まれて第1コースC1が繰り返して編成され、第4給糸口から第1多繊糸条1aが給糸されてニット−ウェルトの順に繰り返して編込まれ、第5給糸口から第2多繊糸条1bが給糸されてウェルト−ニットの順に繰り返して編込まれて第2コースC2が繰り返して編成され、第6給糸口からフィラメント糸条2が給糸されてウェルト−タックの順に繰り返して編込まれ、第7給糸口から第1多繊糸条1aが給糸されてウェルト−ニットの順に繰り返して編込まれ、第8給糸口から第2多繊糸条1bが給糸されてニット−ウェルトの順に繰り返して編込まれて第3コースC3が繰り返して編成され、第9給糸口から第1多繊糸条1aが給糸されてウェルト−ニットの順に繰り返して編込まれ、第10給糸口から第2多繊糸条1bが給糸されてニット−ウェルトの順に繰り返して編込まれて第4コースC4が繰り返して編成され、そのコース密度は24.5コース/(25.4mm)に設定され、ウェール密度は21.0ウェール/(25.4mm)に設定されている。
【0026】
第1コースC1に編み込まれたフィラメント糸条2のシンカーループは、4ウェールW1・W2・W3・W4に付き3ウェールW1・W2・W3の割合で編幅方向Cに連続してシンカーループ面に露出しており、その露出長Lは3.0mmである。
フィラメント糸条2には、東レ・デュポン株式会社から『ハイトレル』なる商品名をもって販売されている単繊維繊度が778dtexの弾力性を有する熱可塑性ポリエステル系エラストマーモノフィラメント糸が使用されており、弾力性を有する熱可塑性ポリエステル系エラストマーの比重を1.19として算定されるフィラメント糸条2の直径(実質太さ)は266μmとなるので、フィラメント糸条2の連続露出長Lは、フィラメント糸条2の実質太さの11.3倍となる。
第1多繊糸条1aには、単繊維繊度が4.7dtexであり、総繊度が500dtexのポリエステル繊維マルチフィラメント糸が使用され、第2多繊糸条1bには、単繊維繊度が3.5dtexであり、総繊度が167dtexのポリエステル繊維マルチフィラメント糸が使用され、フィラメント糸条2には、単繊維繊度が778dtexのポリエステル繊維モノフィラメント糸が使用されている。
自動車内装用緯編物は、分散染料によって染色されており、その分散染料の発色工程において、130℃において30分間加熱処理されている。
【0027】
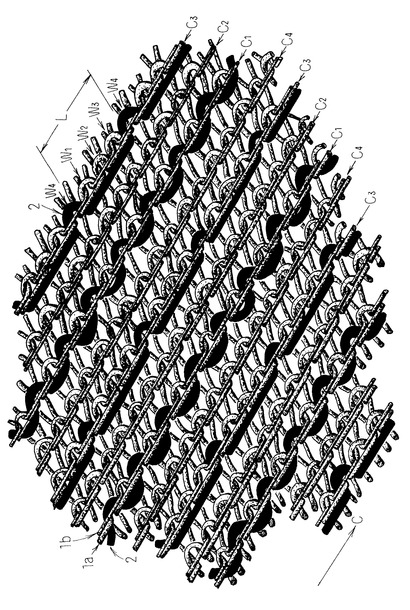
図2は、本発明に係る自動車内装用経編物の斜視図である。
多繊糸条1には、繊度の異なる第1多繊糸条1cと第2多繊糸条1dとの2種類の多繊糸条が使用されている。
自動車内装用経編物は、第1筬(バック筬)と第2筬(ミドル筬)と第3筬(フロント筬)との3枚筬を具備する経編機によって編成されている。
編組織図に従って1−0/1−2………の順に操作される第1筬(バック筬)によって第1多繊糸条1cが編み込まれ、編組織図に従って3−3/0−0/1−1/0−0/1−1/0−0/3−3/1−1/3−3/1−1/3−3/1−1………の順に操作される第2筬(ミドル筬)からフィラメント糸条2が4ウェールW1・W2・W3・W4に付き1ウェールW1の割合で編み込まれ、編組織図に従って1−0/2−3………の順に操作される第3筬(フロント筬)によって第2多繊糸条1dが編み込まれている。
自動車内装用経編物のコース密度69コース/(25.4mm)に設定され、ウェール密度は34ウェール/(25.4mm)に設定されている。
【0028】
第2筬(ミドル筬)に編み込まれるフィラメント糸条2は、7コースC1・C2・C3・C4・C5・C6・C7に亙って第2多繊糸条1dのシンカーループに係止されることなくシンカーループ面に露出しており、その露出長Lは3.0mmである。
フィラメント糸条2には、東レ・デュポン株式会社から『ハイトレル』なる商品名をもって販売されている単繊維繊度が56dtexの弾力性を有する熱可塑性ポリエステル系エラストマーモノフィラメント糸が使用されており、弾力性を有する熱可塑性ポリエステル系エラストマーの比重を1.19として算定されるフィラメント糸条2の直径(実質太さ)は70.7μmとなるので、フィラメント糸条2の連続露出長Lは、フィラメント糸条2の実質太さの42.4倍となる。
第1多繊糸条1cには、単繊維繊度が2.3dtexであり、総繊度が110dtexのポリエステル繊維マルチフィラメント糸が使用されている。
第2多繊糸条1dには、単繊維繊度が1.2dtexで総繊度が84dtexのポリエステル繊維マルチフィラメント糸と、単繊維繊度が2.8dtexで総繊度が33dtexのポリエステル繊維マルチフィラメント糸との収縮性が異なる2種類のポリエステル繊維マルチフィラメント糸を混繊した総繊度が117dtexの異収縮ポリエステル繊維マルチフィラメント混繊糸が使用されている。
自動車内装用経編物は、分散染料によって染色されており、その分散染料の発色工程において、130℃において30分間加熱処理されている。
【0029】
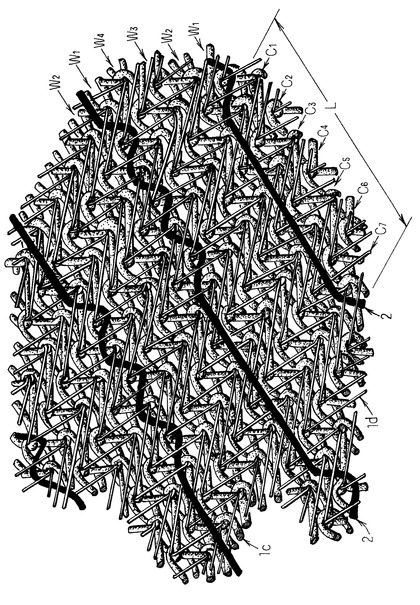
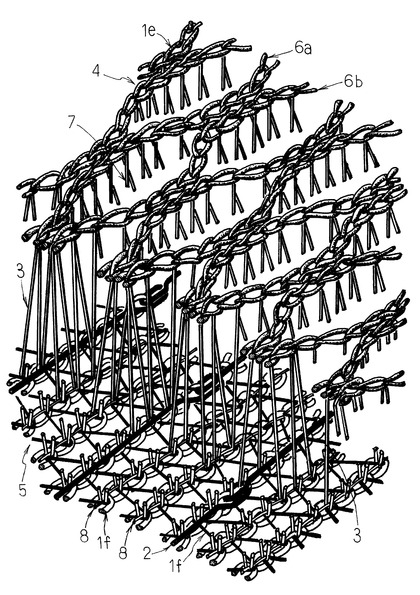
図3は、編物を表編地と裏編地との二層構造にすると共に、その表編地を網目隙間の大きいメッシュ編地とし、その大きい網目隙間に露出する裏編地にフィラメント糸条を編み込んだ自動車内装用経編物を図示し、その自動車内装用経編物は、コース密度を41コース/(25.4mm)に設定し、ウェール密度を26ウェール/(25.4mm)に設定し、第1筬と第2筬と第3筬と第4筬と第5筬と第6筬との6枚筬を具備するダブルラッシェル経編機によって編成されている。
多繊糸条1には、表編地4を構成する第1多繊糸条1eと裏編地5を構成する第2多繊糸条1fとの2種類の多繊糸条が使用されている。
表編地4は、第1多繊糸条1eを第1筬の1本の筬針に通す毎に次の1本の筬針に通すことなく1イン1アウトに配置して通し、又、第1多繊糸条1eを第2筬Lにも1イン1アウトに配置して通した第1筬の1本の筬針に対応する第2筬の1本の筬針に通さない毎に次の1本の筬針に通す1アウト1インに配置して通し、編組織図に従って第1筬を1−2/1−0/1−2/1−0/1−2/2−1/2−1/2−3/2−1/2−3/2−1/1−2………の順に操作し、編組織図に従って第2筬を2−1/2−3/2−1/2−3/2−1/1−2/1−2/1−0/1−2/1−0/1−2/2−1………の順に操作して編成され、複数コース毎に絡合しては分離し、隣り合ってウェール方向Wに続く隣り合うウェールの第1筬の第1多繊糸条1eの鎖編目6aと第1筬の第1多繊糸条1eの鎖編目6bに囲まれた編目隙間7がウェール方向Wとコース方向Cに均等に形成される。
裏編地5は、第2多繊糸条1fを通した第5筬を編組織図に従って1−0/1−0………の順に操作して編成され、隣り合う鎖編目列8と鎖編目列8を、編組織図に従って0−0/1−1………の順に操作される第6筬に通された第2多繊糸条1fで連結して編成されるベース経編地に、編組織図に従って0−1/1−1/1−1/1−1/1−1/1−1/1−1/1−1………の順に操作される第4筬からフィラメント糸条2を編み込んで編成される。
表編地4と裏編地5は、編組織図に従って1−0/0−1………の順に操作される第3筬から連結糸3を表編地4と裏編地5に編み込んで連結一体化される。
【0030】
第1多繊糸条1eには、単繊維繊度が3.1dtexであり、総繊度が223dtexのポリエステル繊維マルチフィラメント糸が使用されている。
第2多繊糸条1fには、単繊維繊度が3.1dtexであり、総繊度が112dtexのポリエステル繊維マルチフィラメント糸が使用されている。
フィラメント糸条2には、東レ・デュポン株式会社から『ハイトレル』なる商品名をもって販売されている単繊維繊度が110dtexの弾力性を有する熱可塑性ポリエステル系エラストマーモノフィラメント糸が使用されている。
連結糸3には、単繊維繊度が22dtexのポリエステル繊維モノフィラメント糸が使用されている。
編組織図に従って0−1/1−1/1−1/1−1/1−1/1−1/1−1/1−1………の順に操作される第4筬から編み込まれたフィラメント糸条2は、7コースに亙って裏編地5のベース経編地からウェールWに連続して浮き出て編目隙間7の中で露出しており、その浮き上がり露出長は4.2mmになる。
そして、弾力性を有する熱可塑性ポリエステル系エラストマーの比重を1.19として算定される110dtexのフィラメント糸条2の直径(実質太さ)は100.0μmとなるので、編目隙間7の中から露出しているフィラメント糸条2の連続露出長は、フィラメント糸条2の直径(実質太さ)の42.0倍になる。
自動車内装用経編物は、分散染料によって染色されており、その分散染料の発色工程において、130℃において30分間加熱処理されている。
【0031】
自動車内装用織物の表面に多繊糸条が隆起した凸部と、その凸部に対して多繊糸条が沈み込んだ凹部とによる凹凸を形成するためには、織物の織組織を部分的に経二重織、緯二重織、経緯二重織、ピケ織等の多層織組織とし、非多層織組織である一重織組織部分を凹部とし、多層織組織部分を凸部とする凹凸を形成する。
【0032】
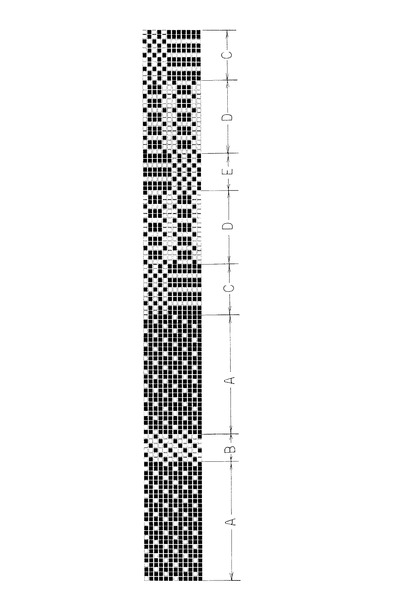
図4は、繊度の異なる第1多繊糸条1gと第2多繊糸条1hとの2種類の多繊糸条を経糸と緯糸に使い分けて織成される自動車内装用織物の一完全織組織図を図示し、その一完全織組織図は、二一の斜紋と畦緯に表裏が織分けられる二重織組織部分Aと、二一の斜紋で織成される一重織組織部分Bと、二一の斜紋と畦緯に表裏が織分けられる二重織組織部分A’と、畦経に表裏が織分けられる多重織組織部分Gと不規則緯畦織Fが前後する変化畦織織組織部分Cと、不規則経畦織組織部分Dと、変化畦織織組織部分Cとは不規則緯畦織Fと畦経に表裏が織分けられる二重織組織部分Gが前後反転した変化畦織織組織部分Eと、織組織図が不規則経畦織組織部分Dと略同じの不規則経畦織組織部分D’と、織組織図が変化畦織織組織部分Cと同じの変化畦織織組織部分C’を織幅方向Wに並べて構成されている。
緯糸は、フィラメント糸条2aと第2多繊糸条1h1と第2多繊糸条1h2と第2多繊糸条1h3と第2多繊糸条1h4と第2多繊糸条1h5とフィラメント糸条2bと第2多繊糸条1h6と第2多繊糸条1h7と第2多繊糸条1h8と第2多繊糸条1h9と第2多繊糸条1h10との12本を単位緯糸として順次繰り返して織り込まれている。
【0033】
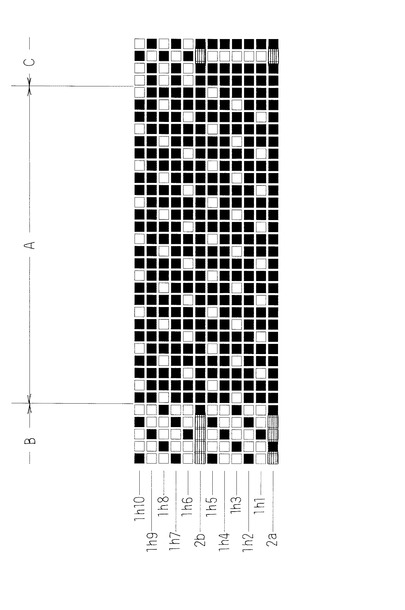
図5は、二重織組織部分Aと一重織組織部分Bと二重織組織部分A’の拡大織組織図である。
図7は、二重織組織部分A’と変化畦織織組織部分Cの拡大織組織図である。
二重織組織部分Aと二重織組織部分A’では、図6と図8に図示するように、緯糸の第2多繊糸条1h1・1h3・1h5・1h6・1h8・1h10が経糸の第1多繊糸条1gと二一の斜紋の表編地を形成し、残りの緯糸のフィラメント糸条2aと第2多繊糸条1h2・1h4とフィラメント糸条2bと第2多繊糸条1h7・1h9は、経糸の第1多繊糸条1gと織組織を形成することなく二一の斜紋の表編地の裏面に畦緯となっており、その畦緯となっている緯糸のフィラメント糸条2aと第2多繊糸条1h2・1h4とフィラメント糸条2bと第2多繊糸条1h7・1h9によって二一の斜紋の表編地は、表面に隆起して製織方向Wに続く凸部11を形成している。
二重織組織部分A’の左側に続く二一の斜紋で織成される一重織組織部分Bは、経糸の第1多繊糸条1gが全ての緯糸2a・1h1〜1h5・2b・1h6〜1h10と交絡した一重織組織部分であり、又、二重織組織部分A’の右側に続く変化畦織織組織部分Cには、経糸の第1多繊糸条1gが緯糸2b・1h6〜1h10・2aと交絡した一重織組織の不規則緯畦織Fが形成されているので、二重織組織部分A・A’のように隆起することはなく、図6と図8に図示するように、隆起した二重織組織部分A・A’の凸部11に対して相対的に窪んだ凹部12を形成することになる。
【0034】
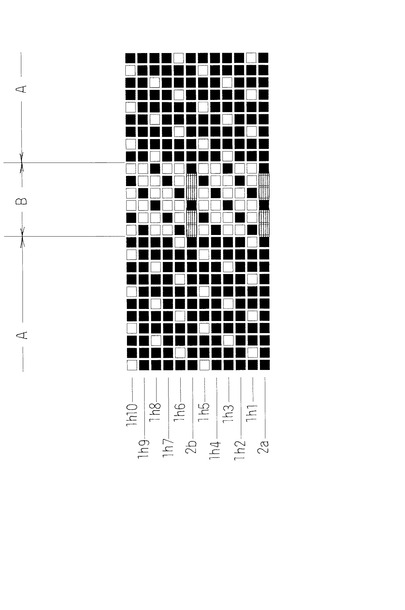
図9は、二重織組織部分A’と変化畦織織組織部分Cと不規則経畦織組織部分Dと変化畦織織組織部分Eとの拡大織組織図である。
不規則経畦織組織部分Dと変化畦織織組織部分Eには、畦経に表裏が織分けられる多重織組織部分Gが形成されている。
その多重織組織部分Gは、織幅方向Cに並んだ8本の経糸1gが表面層を形成し、製織方向Wに並んだ7本の緯糸2a・1h1・1h2・1h4・1h5・2bが中間層を形成し、織幅方向Cに並んだ3本の経糸1gが裏面層を形成しており、それらが重なった3層構造となる。
そのため、図10に図示するように、多重織組織部分Gは、経糸の第1多繊糸条1gが緯糸2b・1h6〜1h10・2aと交絡した一重織組織の不規則緯畦織Fや、全ての経糸1g4・1g5・1g6………が全ての緯糸2b・1h6〜1h10・2aと交絡した不規則経畦織組織部分Dよりも相対的に隆起している。
その多重織組織部分Gに比して相対的に窪んだ不規則経畦織組織部分Dにおいて、フィラメント糸条2aと2bは、16本の全ての経糸1g4・1g5・1g6………の上を越えて不規則経畦織組織部分Dの表面に露出している。
【0035】
図4〜図10に図示する自動車内装用織物の経糸密度は200本/(25.4mm)に設定され、緯糸密度は80本/(25.4mm)に設定されており、不規則経畦織組織部分Dの表面に露出したフィラメント糸条2aと2bの連続浮き上がり露出長Lは1.8mmになる。
フィラメント糸条2a・2bには、東洋紡績株式会社から『ダイヤフローラ』なる商品名をもって販売されている単繊維繊度が330dtexの弾力性を有する熱可塑性ポリエステル系エラストマーモノフィラメント糸が使用されており、弾力性を有する熱可塑性ポリエステル系エラストマーの比重を1.23として算定されるフィラメント糸条2a・2bの直径(実質太さ)は167.7μmとなるから、フィラメント糸条2aと2bの連続露出長Lは、フィラメント糸条2aと2bの直径(実質太さ)の10.7倍となる。
第1多繊糸条1gには、単繊維繊度が1.74dtexであり、総繊度が167dtexのポリエステル繊維マルチフィラメント糸が使用されている。
第2多繊糸条1hには、単繊維繊度が3.47dtexであり、総繊度が334dtexのポリエステル繊維マルチフィラメント糸が使用されている。
自動車内装用織物は、分散染料によって染色されており、その分散染料の発色工程において、130℃において30分間加熱処理されている。
【0036】
製織直後の生機の自動車内装用織物から取り出したフィラメント糸条2xと、分散染料の発色工程と130℃での30分間の加熱処理直後の分散染料に染色された自動車内装用織物から取り出したフィラメント糸条2yと、分散染料の発色工程と130℃での30分間の加熱処理後に150℃に加熱されたピンテンターに3分間通して織幅(緯糸)方向に緊張させて織幅をセットした幅出しセット直後の分散染料に染色された自動車内装用織物から取り出したフィラメント糸条2zを、それぞれ130℃に加熱されたギアオーブン(乾熱加熱装置)に1時間放置し、それらの熱収縮率を調べたところ、生機のフィラメント糸条2xの熱収縮率Exは6.0%、染色直後のフィラメント糸条2yの熱収縮率Eyは0.4%、幅出しセット直後のフィラメント糸条2zの熱収縮率Ezは1.1%であり、染色前の生機のフィラメント糸条2xに比して、分散染料染色後のフィラメント糸条2y・2zの熱収縮率Ey・Ezは約5%少なく、分散染料染色によってフィラメント糸条2に耐熱収縮性が付与されていることが確認された。
尚、分散染料染色後の幅50cmの自動車内装用織物から取り出されたモノフィラメント緯糸2の長さは51.4cmであり、その同じ分散染料染色後の自動車内装用織物から取り出されたマルチフィラメント緯糸(第2多繊糸条1h)の長さよりも9.3%短くなっていることも確認された。
【0037】
その自動車内装用織物から取り出されたモノフィラメント緯糸は、真っ直ぐになっており、経糸との絡合跡としての曲折は認められず、そのモノフィラメント緯糸の長さは、その取り出された自動車内装用織物の幅と略同じであることから、本発明は、モノフィラメント緯糸が曲折なく一直線状に織り込まれており、100℃以上の高温下に曝される自動車内装材としての使用において縫い目に沿って端末が突き出し易い単繊維繊度が200dtex以上でチクチクした刺痛感を与えがちな太手のモノフィラメント糸の編み込まれた自動車内装用織編布帛に特に有効である。
【0038】
自動車内装用織編布帛が緯編物、経編物、織物の何れであっても、その表面の一部を起毛して凸部とし、起毛毛羽の有無によって凹凸を形成し、その無起毛毛羽の凹部にフィラメント糸条を露出させることも出来る。
【産業上の利用可能性】
【0039】
本発明に係る自動車内装用織編布帛は、列車や屋内の湾曲した天井面や壁面等の湾曲面に接着施工される曲面内装材に利用することも出来る。
【符号の説明】
【0040】
1 :多繊糸条
2 :フィラメント糸条
3 :連結糸
4 :表編地
5 :裏編地
7 :編目隙間
8 :鎖編目列
11:凸部
12:凹部
【技術分野】
【0001】
本発明は、単繊維繊度10dtex未満の短纖維によって構成される紡績糸や単繊維繊度10dtex未満の長繊維によって構成されるマルチフィラメント糸(以下、紡績糸とマルチフィラメント糸を『多繊糸条』と総称する。)と単繊維繊度50dtex以上の1本または5本以下の複数本のモノフィラメントによって構成される糸条(以下、『フィラメント糸条』と言う。)が織編込まれている自動車内装用織編布帛に関するものである。
【背景技術】
【0002】
多繊糸条とフィラメント糸条が織編込まれている織編布帛は公知である(例えば、特許文献1,2,3,4,5,6,7,8参照)。
【0003】
分散染料によって染色された繊維糸条の色彩は、その繊維糸条の単繊維繊度によって異なり、単繊維繊度の太い繊維糸条は、単繊維繊度の細い繊維糸条よりも濃く染め上がることは公知である(例えば、特許文献9参照)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】実公昭54−28539号公報
【特許文献2】実公昭54−28540号公報
【特許文献3】実公昭54−28541号公報
【特許文献4】実公昭54−28542号公報
【特許文献5】実公昭54−28543号公報
【特許文献6】実公昭54−28544号公報
【特許文献7】実公昭54−28545号公報
【特許文献8】実公昭54−28546号公報
【特許文献9】特開2003−293273号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
炎天下における自動車内部は100℃近くの高温下に曝されるので、自動車内装用織編布帛に対しては100℃以上の高温下での耐熱性試験がなされる。
その100℃以上の高温下での耐熱性試験において、多繊糸条と共に単繊維繊度が200dtex以上のフィラメント糸条が織編込まれている織編布帛を縫合した自動車内装材では、縫合した織編布帛の縫い代の周縁に突き出ていた200dtex以上のフィラメント糸条の端末が、縫い目に沿って自動車内装材の表面に現れ、それが太手のフィラメント糸条であることから肌身に触れてチクチクした刺痛感を与える。
【0006】
フィラメント糸条の端末が縫い目に沿って自動車内装材の表面に現れる原因については、次のように考えられる。
即ち、多繊糸条とフィラメント糸条に成る織編布帛では、捩じれ難く一直線状に続くフィラメント糸条に捩じれ易い多繊糸条が巻き付いた多繊糸条とフィラメント糸条に成る合撚糸のように、多繊糸条が細かく曲折して連続する一方、フィラメント糸条が曲折することなく一直線状に連続しており、織編布帛が加熱されて収縮するときは、多繊糸条は織編布帛の収縮率に応じて収縮するが、フィラメント糸条は、一直線状に織編込まれているが故に、織編布帛から引き抜かれるかのように収縮し、その引き抜かれるかのように収縮して縫い代の周縁から離れたフィラメント糸条の端末が縫い目に沿って織編布帛の表面に突き出る。
【0007】
一方、分散染料の発色処理は被染色布帛を130℃前後の高温域に30分前後通して施されており、フィラメント糸条が織編込まれている織編布帛では、その発色処理工程においてフィラメント糸条が熱収縮し、その後は熱収縮し難くなる、との知見を得た。
【0008】
更に、多繊糸条とフィラメント糸条に成る織編布帛では、その織編込まれている多繊糸条とフィラメント糸条が共に分散染料に対する染着性を有するものであっても、それらの紡糸繊維原料ポリマーの組成分が相異する場合や、紡糸繊維原料ポリマーに顔料が配合され場合には、たとえ多繊糸条とフィラメント糸条を分散染料の配合された同じ染浴で同時に染色しても多繊糸条とフィラメント糸条が異なる色彩に発色する、との知見を得た。
【0009】
本発明は、かかる知見に基づき、自動車内装用織編布帛として100℃近くの高温下での使用においてフィラメント糸条の端末が縫い目に沿って突き出たり、多繊糸条とフィラメント糸条との熱収縮差による皺が発生することなく、フィラメント糸条が多繊糸条と異色に発色し、輝光を放って美しく、感触のよい多繊糸条とフィラメント糸条に成る自動車内装用織編布帛を得ることを目的とする。
【課題を解決するための手段】
【0010】
本発明に係る自動車内装用織編布帛は、(イ) 単繊維繊度が10dtex未満の熱可塑性合成繊維を主材とする多繊糸条1と、単繊維繊度が50〜3000dtexの熱可塑性合成繊維モノフィラメントを主材とするフィラメント糸条2が織編込まれており、
(ロ) 前記フィラメント糸条2の単繊維繊度が、前記多繊糸条1の単繊維繊度の10倍以上であり、
(ハ) 前記フィラメント糸条2の総繊度が、前記多繊糸条1の総繊度の0.4倍以上であり、
(ニ) 前記フィラメント糸条2が布帛の表面に露出しており、
(ホ) 布帛の表面に露出している前記フィラメント糸条2の露出長(L)が、15mm以下であり、前記フィラメント糸条2の実質太さ(D)の3倍以上であり、
(ヘ) 分散染料によって染色されていることを第1の特徴とする。
【0011】
本発明に係る自動車内装用織編布帛の第2の特徴は、上記第1の特徴に加えて、(ト) 多繊糸条1が隆起した凸部と、その凸部に対して多繊糸条1が沈み込んだ凹部とによる凹凸が布帛の表面に形成されており、
(チ) その多繊糸条1が沈み込んだ凹部において、フィラメント糸条2が部分的に布帛の表面に露出しており、
(リ) その多繊糸条1が沈み込んだ凹部において表面に露出している前記フィラメント糸条2の露出長(L)が、15mm以下であり、前記フィラメント糸条2の実質太さ(D)の3倍以上である点にある。
【0012】
本発明に係る自動車内装用織編布帛の第3の特徴は、上記第1および第2の何れかの特徴に加えて、(ヌ) 前記多繊糸条1と前記フィラメント糸条2が、分散染料によって染色されており、
(ル) 前記多繊糸条1が、ポリエステル繊維多繊糸条であり、分散染料以外の着色手段によっても着色されている点にある。
【0013】
その分散染料以外の着色手段によっても着色されているポリエステル繊維多繊糸条としては、ポリエステル繊維ポリマーに顔料を配合して紡糸された原着ポリエステル繊維多繊糸条やカチオン可染ポリエステル繊維多繊糸条が挙げられる。
【0014】
本発明に係る自動車内装用織編布帛の第4の特徴は、上記第1、第2および第3の何れかの特徴に加えて、(オ) 自動車内装用織編布帛が織物であり、
(ワ) 前記多繊糸条1と前記フィラメント糸条2が、緯糸として別々に平行に織り込まれており、
(カ) 一定の寸法の自動車内装用織編布帛から取り出された前記フィラメント糸条2の長さが、その一定の寸法の自動車内装用織編布帛から取り出された前記多繊糸条1の長さよりも短い点にある。
【0015】
本発明に係る自動車内装用織編布帛の第5の特徴は、上記第1、第2、第3および第4の何れかの特徴に加えて、(ヨ) 前記フィラメント糸条2が、弾力性を有する熱可塑性ポリエステル系エラストマーフィラメント糸条である点にある。
【0016】
本発明に係る自動車内装用織編布帛の第6の特徴は、上記第1、第2、第3、第4および第5の何れかの特徴に加えて、(タ) 分散染料によって染色されている自動車内装用織編布帛から取り出されたフィラメント糸条2の130℃の乾熱下に1時間放置後の熱収縮率が2%以下である点にある。
【発明の効果】
【0017】
本発明において、多繊糸条1の単繊維繊度が10dtex未満であり、フィラメント糸条2の単繊維繊度が50dtex以上であり、フィラメント糸条2の単繊維繊度が多繊糸条の単繊維繊度の10倍以上であり、フィラメント糸条2の総繊度が多繊糸条1の総繊度の0.4倍以上であり、フィラメント糸条2は、分散染料によって染色されている。
その分散染料の発色過程では、130℃前後の高温域での30分間前後加熱処理が施されるので、フィラメント糸条2は、100℃以上の高温下に曝されても熱収縮しない程度に熱収縮している。
このため、本発明に係る自動車内装用織編布帛から取り出されたフィラメント糸条2の130℃の乾熱下に1時間放置後の熱収縮率が3%以下になり、100℃以上の高温下に曝される自動車内装材としての使用においても縫い目に沿ってフィラメント糸条2の端末が突き出たり、縫い目に沿って収縮皺が発生することのない自動車内装用織編布帛が得られる。
そして、多繊糸条1とフィラメント糸条2を緯糸として別々に平行に織り込んで織成された一定の寸法の自動車内装用織編布帛から多繊糸条1とフィラメント糸条2を取り出すとき、その取り出されたフィラメント糸条2の長さは、多繊糸条1の長さに比して短くなる。
【0018】
織物では、経糸も緯糸も一直線状に織り込まれており、分散染料の発色過程で130℃前後の高温域での30分間前後加熱処理されるときは、それぞれ製織方向や織幅方向に熱収縮し易く、その熱収縮率に応じて高温使用したので耐熱性が付与され、フィラメント糸条(2)の熱収縮率が2%以下となる自動車内装用織物が得られる。
【0019】
本発明の自動車内装用織編布帛では、単繊維繊度が多繊糸条1の単繊維繊度の10倍以上のフィラメント糸条2が表面に露出しており、その単繊維繊度の差によって多繊糸条1の表面はフィラメント糸条2に比して光が乱反射して光沢が少なく、相対的にフィラメント糸条2の光沢が強く、そのフィラメント糸条2の露出長(L)が実質太さ(D)の3倍以上であることから、フィラメント糸条2に輝光が看視されて美しく、そのフィラメント糸条2の単繊維繊度が50dtex以上であり、その露出長(L)が15mm以下であるため、その露出しているフィラメント糸条2が使用中に引っ掛けられたり擦られて綻び出ることがない。
【0020】
本発明の自動車内装用織編布帛の表面には、多繊糸条1が隆起した凸部と、その凸部に対して多繊糸条1が沈み込んだ凹部とによる凹凸が形成されており、その多繊糸条1が沈み込んだ凹部にフィラメント糸条2が露出しているので、単繊維繊度の太いフィラメント糸条2に肌身が触れ難く、感触の軟らかい自動車内装用織編布帛が得られる。
【0021】
多繊糸条とフィラメント糸条2が同一の分散染料によって同時に染色されていても、単繊維繊度の太いフィラメント糸条2は、単繊維繊度の細い多繊糸条1に比して糸条の軸芯に到るまで濃く染まり難く、単繊維繊度の太いフィラメント糸条2の側面(周面)を織編布帛の表面に露出させて使用する本発明では、単繊維繊度の太いフィラメントの軸芯部が淡く染色されていても支障がなく、多繊糸条1とフィラメント糸条2との異色効果と光沢差によって美的に清楚な自動車内装用織編布帛が得られる。
【0022】
そして、多繊糸条1とフィラメント糸条2を同一の分散染料によって染色するので、染色コストが安くつき、原料ポリマーに顔料を練り込んでフィラメント糸条2を着色する必要がないので、生産ロットが少ロットでも自動車内装用織編布帛を経済的に提供することが出来る。
【図面の簡単な説明】
【0023】
【図1】本発明に係る自動車内装用緯編物の斜視図である。
【図2】本発明に係る自動車内装用経編物の斜視図である。
【図3】本発明に係る自動車内装用経編物の斜視図である。
【図4】本発明に係る自動車内装用織物の織組織図である。
【図5】図4の織組織図に矢印AとBで示す部分の拡大織組織図である。
【図6】図5の拡大織組織図に従って織成される織物の部分拡大斜視図である。
【図7】図4の織組織図に矢印AとCで示す部分の拡大織組織図である。
【図8】図7の拡大織組織図に従って織成される織物の部分拡大斜視図である。
【図9】図4の織組織図に矢印CとDとEで示す部分の拡大織組織図である。
【図10】図9の拡大織組織図に従って織成される織物の部分拡大斜視図である。
【発明を実施するための形態】
【0024】
弾力性を有する熱可塑性ポリエステル系エラストマーフィラメント糸条については、特公平06−018992号公報に開示されており、芳香族ポリエステル、例えば、ポリブチレンテレフタレートをハードセグメントとし、脂肪族ポリエステルや脂肪族ポリエーテルをソフトセグメントとして得られるポリエステルポリエーテルブロック共重合体やポリエステルポリエステルブロック共重合体が公知であり、分散染料の発色過程での130℃前後の高温域での30分間前後加熱処理を経ても軟らかい自動車内装用織編布帛が得られるので、フィラメント糸条に好適である。
【0025】
図1は、本発明に係る自動車内装用丸編物の斜視図である。
多繊糸条1には、繊度の異なる第1多繊糸条1aと第2多繊糸条1bとの2種類の多繊糸条が使用されている。
自動車内装用丸編物は、10個の給糸口を具備する丸編機の第1給糸口からフィラメント糸条2が給糸されてタック−ウェルト−ウェルト−ウェルトの順に繰り返して編込まれ、第2給糸口から第1多繊糸条1aが給糸されてニット−ウェルトの順に繰り返して編込まれ、第3給糸口から第2多繊糸条1bが給糸されてウェルト−ニットの順に繰り返して編込まれて第1コースC1が繰り返して編成され、第4給糸口から第1多繊糸条1aが給糸されてニット−ウェルトの順に繰り返して編込まれ、第5給糸口から第2多繊糸条1bが給糸されてウェルト−ニットの順に繰り返して編込まれて第2コースC2が繰り返して編成され、第6給糸口からフィラメント糸条2が給糸されてウェルト−タックの順に繰り返して編込まれ、第7給糸口から第1多繊糸条1aが給糸されてウェルト−ニットの順に繰り返して編込まれ、第8給糸口から第2多繊糸条1bが給糸されてニット−ウェルトの順に繰り返して編込まれて第3コースC3が繰り返して編成され、第9給糸口から第1多繊糸条1aが給糸されてウェルト−ニットの順に繰り返して編込まれ、第10給糸口から第2多繊糸条1bが給糸されてニット−ウェルトの順に繰り返して編込まれて第4コースC4が繰り返して編成され、そのコース密度は24.5コース/(25.4mm)に設定され、ウェール密度は21.0ウェール/(25.4mm)に設定されている。
【0026】
第1コースC1に編み込まれたフィラメント糸条2のシンカーループは、4ウェールW1・W2・W3・W4に付き3ウェールW1・W2・W3の割合で編幅方向Cに連続してシンカーループ面に露出しており、その露出長Lは3.0mmである。
フィラメント糸条2には、東レ・デュポン株式会社から『ハイトレル』なる商品名をもって販売されている単繊維繊度が778dtexの弾力性を有する熱可塑性ポリエステル系エラストマーモノフィラメント糸が使用されており、弾力性を有する熱可塑性ポリエステル系エラストマーの比重を1.19として算定されるフィラメント糸条2の直径(実質太さ)は266μmとなるので、フィラメント糸条2の連続露出長Lは、フィラメント糸条2の実質太さの11.3倍となる。
第1多繊糸条1aには、単繊維繊度が4.7dtexであり、総繊度が500dtexのポリエステル繊維マルチフィラメント糸が使用され、第2多繊糸条1bには、単繊維繊度が3.5dtexであり、総繊度が167dtexのポリエステル繊維マルチフィラメント糸が使用され、フィラメント糸条2には、単繊維繊度が778dtexのポリエステル繊維モノフィラメント糸が使用されている。
自動車内装用緯編物は、分散染料によって染色されており、その分散染料の発色工程において、130℃において30分間加熱処理されている。
【0027】
図2は、本発明に係る自動車内装用経編物の斜視図である。
多繊糸条1には、繊度の異なる第1多繊糸条1cと第2多繊糸条1dとの2種類の多繊糸条が使用されている。
自動車内装用経編物は、第1筬(バック筬)と第2筬(ミドル筬)と第3筬(フロント筬)との3枚筬を具備する経編機によって編成されている。
編組織図に従って1−0/1−2………の順に操作される第1筬(バック筬)によって第1多繊糸条1cが編み込まれ、編組織図に従って3−3/0−0/1−1/0−0/1−1/0−0/3−3/1−1/3−3/1−1/3−3/1−1………の順に操作される第2筬(ミドル筬)からフィラメント糸条2が4ウェールW1・W2・W3・W4に付き1ウェールW1の割合で編み込まれ、編組織図に従って1−0/2−3………の順に操作される第3筬(フロント筬)によって第2多繊糸条1dが編み込まれている。
自動車内装用経編物のコース密度69コース/(25.4mm)に設定され、ウェール密度は34ウェール/(25.4mm)に設定されている。
【0028】
第2筬(ミドル筬)に編み込まれるフィラメント糸条2は、7コースC1・C2・C3・C4・C5・C6・C7に亙って第2多繊糸条1dのシンカーループに係止されることなくシンカーループ面に露出しており、その露出長Lは3.0mmである。
フィラメント糸条2には、東レ・デュポン株式会社から『ハイトレル』なる商品名をもって販売されている単繊維繊度が56dtexの弾力性を有する熱可塑性ポリエステル系エラストマーモノフィラメント糸が使用されており、弾力性を有する熱可塑性ポリエステル系エラストマーの比重を1.19として算定されるフィラメント糸条2の直径(実質太さ)は70.7μmとなるので、フィラメント糸条2の連続露出長Lは、フィラメント糸条2の実質太さの42.4倍となる。
第1多繊糸条1cには、単繊維繊度が2.3dtexであり、総繊度が110dtexのポリエステル繊維マルチフィラメント糸が使用されている。
第2多繊糸条1dには、単繊維繊度が1.2dtexで総繊度が84dtexのポリエステル繊維マルチフィラメント糸と、単繊維繊度が2.8dtexで総繊度が33dtexのポリエステル繊維マルチフィラメント糸との収縮性が異なる2種類のポリエステル繊維マルチフィラメント糸を混繊した総繊度が117dtexの異収縮ポリエステル繊維マルチフィラメント混繊糸が使用されている。
自動車内装用経編物は、分散染料によって染色されており、その分散染料の発色工程において、130℃において30分間加熱処理されている。
【0029】
図3は、編物を表編地と裏編地との二層構造にすると共に、その表編地を網目隙間の大きいメッシュ編地とし、その大きい網目隙間に露出する裏編地にフィラメント糸条を編み込んだ自動車内装用経編物を図示し、その自動車内装用経編物は、コース密度を41コース/(25.4mm)に設定し、ウェール密度を26ウェール/(25.4mm)に設定し、第1筬と第2筬と第3筬と第4筬と第5筬と第6筬との6枚筬を具備するダブルラッシェル経編機によって編成されている。
多繊糸条1には、表編地4を構成する第1多繊糸条1eと裏編地5を構成する第2多繊糸条1fとの2種類の多繊糸条が使用されている。
表編地4は、第1多繊糸条1eを第1筬の1本の筬針に通す毎に次の1本の筬針に通すことなく1イン1アウトに配置して通し、又、第1多繊糸条1eを第2筬Lにも1イン1アウトに配置して通した第1筬の1本の筬針に対応する第2筬の1本の筬針に通さない毎に次の1本の筬針に通す1アウト1インに配置して通し、編組織図に従って第1筬を1−2/1−0/1−2/1−0/1−2/2−1/2−1/2−3/2−1/2−3/2−1/1−2………の順に操作し、編組織図に従って第2筬を2−1/2−3/2−1/2−3/2−1/1−2/1−2/1−0/1−2/1−0/1−2/2−1………の順に操作して編成され、複数コース毎に絡合しては分離し、隣り合ってウェール方向Wに続く隣り合うウェールの第1筬の第1多繊糸条1eの鎖編目6aと第1筬の第1多繊糸条1eの鎖編目6bに囲まれた編目隙間7がウェール方向Wとコース方向Cに均等に形成される。
裏編地5は、第2多繊糸条1fを通した第5筬を編組織図に従って1−0/1−0………の順に操作して編成され、隣り合う鎖編目列8と鎖編目列8を、編組織図に従って0−0/1−1………の順に操作される第6筬に通された第2多繊糸条1fで連結して編成されるベース経編地に、編組織図に従って0−1/1−1/1−1/1−1/1−1/1−1/1−1/1−1………の順に操作される第4筬からフィラメント糸条2を編み込んで編成される。
表編地4と裏編地5は、編組織図に従って1−0/0−1………の順に操作される第3筬から連結糸3を表編地4と裏編地5に編み込んで連結一体化される。
【0030】
第1多繊糸条1eには、単繊維繊度が3.1dtexであり、総繊度が223dtexのポリエステル繊維マルチフィラメント糸が使用されている。
第2多繊糸条1fには、単繊維繊度が3.1dtexであり、総繊度が112dtexのポリエステル繊維マルチフィラメント糸が使用されている。
フィラメント糸条2には、東レ・デュポン株式会社から『ハイトレル』なる商品名をもって販売されている単繊維繊度が110dtexの弾力性を有する熱可塑性ポリエステル系エラストマーモノフィラメント糸が使用されている。
連結糸3には、単繊維繊度が22dtexのポリエステル繊維モノフィラメント糸が使用されている。
編組織図に従って0−1/1−1/1−1/1−1/1−1/1−1/1−1/1−1………の順に操作される第4筬から編み込まれたフィラメント糸条2は、7コースに亙って裏編地5のベース経編地からウェールWに連続して浮き出て編目隙間7の中で露出しており、その浮き上がり露出長は4.2mmになる。
そして、弾力性を有する熱可塑性ポリエステル系エラストマーの比重を1.19として算定される110dtexのフィラメント糸条2の直径(実質太さ)は100.0μmとなるので、編目隙間7の中から露出しているフィラメント糸条2の連続露出長は、フィラメント糸条2の直径(実質太さ)の42.0倍になる。
自動車内装用経編物は、分散染料によって染色されており、その分散染料の発色工程において、130℃において30分間加熱処理されている。
【0031】
自動車内装用織物の表面に多繊糸条が隆起した凸部と、その凸部に対して多繊糸条が沈み込んだ凹部とによる凹凸を形成するためには、織物の織組織を部分的に経二重織、緯二重織、経緯二重織、ピケ織等の多層織組織とし、非多層織組織である一重織組織部分を凹部とし、多層織組織部分を凸部とする凹凸を形成する。
【0032】
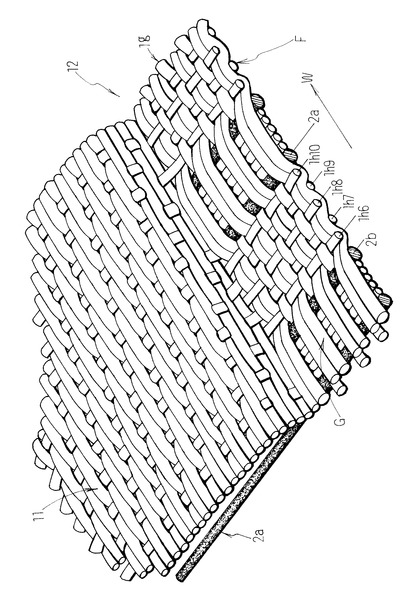
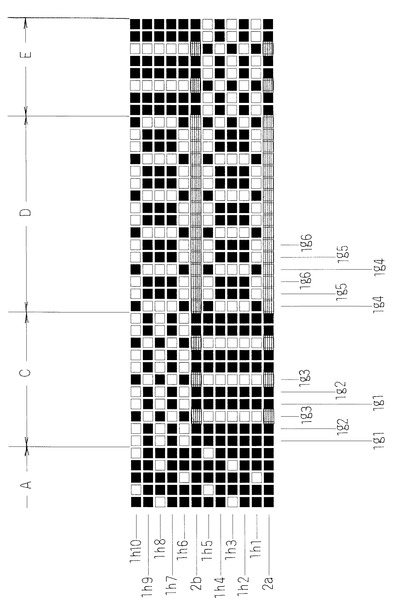
図4は、繊度の異なる第1多繊糸条1gと第2多繊糸条1hとの2種類の多繊糸条を経糸と緯糸に使い分けて織成される自動車内装用織物の一完全織組織図を図示し、その一完全織組織図は、二一の斜紋と畦緯に表裏が織分けられる二重織組織部分Aと、二一の斜紋で織成される一重織組織部分Bと、二一の斜紋と畦緯に表裏が織分けられる二重織組織部分A’と、畦経に表裏が織分けられる多重織組織部分Gと不規則緯畦織Fが前後する変化畦織織組織部分Cと、不規則経畦織組織部分Dと、変化畦織織組織部分Cとは不規則緯畦織Fと畦経に表裏が織分けられる二重織組織部分Gが前後反転した変化畦織織組織部分Eと、織組織図が不規則経畦織組織部分Dと略同じの不規則経畦織組織部分D’と、織組織図が変化畦織織組織部分Cと同じの変化畦織織組織部分C’を織幅方向Wに並べて構成されている。
緯糸は、フィラメント糸条2aと第2多繊糸条1h1と第2多繊糸条1h2と第2多繊糸条1h3と第2多繊糸条1h4と第2多繊糸条1h5とフィラメント糸条2bと第2多繊糸条1h6と第2多繊糸条1h7と第2多繊糸条1h8と第2多繊糸条1h9と第2多繊糸条1h10との12本を単位緯糸として順次繰り返して織り込まれている。
【0033】
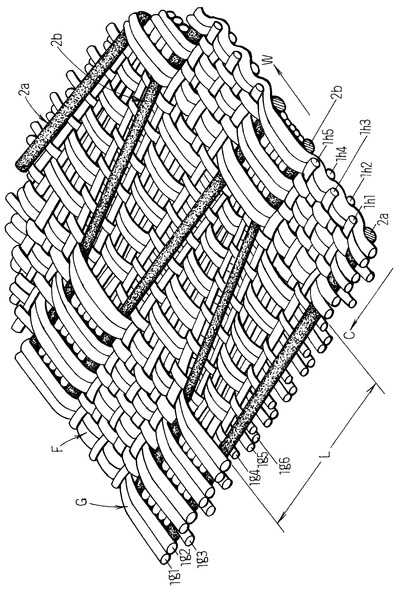
図5は、二重織組織部分Aと一重織組織部分Bと二重織組織部分A’の拡大織組織図である。
図7は、二重織組織部分A’と変化畦織織組織部分Cの拡大織組織図である。
二重織組織部分Aと二重織組織部分A’では、図6と図8に図示するように、緯糸の第2多繊糸条1h1・1h3・1h5・1h6・1h8・1h10が経糸の第1多繊糸条1gと二一の斜紋の表編地を形成し、残りの緯糸のフィラメント糸条2aと第2多繊糸条1h2・1h4とフィラメント糸条2bと第2多繊糸条1h7・1h9は、経糸の第1多繊糸条1gと織組織を形成することなく二一の斜紋の表編地の裏面に畦緯となっており、その畦緯となっている緯糸のフィラメント糸条2aと第2多繊糸条1h2・1h4とフィラメント糸条2bと第2多繊糸条1h7・1h9によって二一の斜紋の表編地は、表面に隆起して製織方向Wに続く凸部11を形成している。
二重織組織部分A’の左側に続く二一の斜紋で織成される一重織組織部分Bは、経糸の第1多繊糸条1gが全ての緯糸2a・1h1〜1h5・2b・1h6〜1h10と交絡した一重織組織部分であり、又、二重織組織部分A’の右側に続く変化畦織織組織部分Cには、経糸の第1多繊糸条1gが緯糸2b・1h6〜1h10・2aと交絡した一重織組織の不規則緯畦織Fが形成されているので、二重織組織部分A・A’のように隆起することはなく、図6と図8に図示するように、隆起した二重織組織部分A・A’の凸部11に対して相対的に窪んだ凹部12を形成することになる。
【0034】
図9は、二重織組織部分A’と変化畦織織組織部分Cと不規則経畦織組織部分Dと変化畦織織組織部分Eとの拡大織組織図である。
不規則経畦織組織部分Dと変化畦織織組織部分Eには、畦経に表裏が織分けられる多重織組織部分Gが形成されている。
その多重織組織部分Gは、織幅方向Cに並んだ8本の経糸1gが表面層を形成し、製織方向Wに並んだ7本の緯糸2a・1h1・1h2・1h4・1h5・2bが中間層を形成し、織幅方向Cに並んだ3本の経糸1gが裏面層を形成しており、それらが重なった3層構造となる。
そのため、図10に図示するように、多重織組織部分Gは、経糸の第1多繊糸条1gが緯糸2b・1h6〜1h10・2aと交絡した一重織組織の不規則緯畦織Fや、全ての経糸1g4・1g5・1g6………が全ての緯糸2b・1h6〜1h10・2aと交絡した不規則経畦織組織部分Dよりも相対的に隆起している。
その多重織組織部分Gに比して相対的に窪んだ不規則経畦織組織部分Dにおいて、フィラメント糸条2aと2bは、16本の全ての経糸1g4・1g5・1g6………の上を越えて不規則経畦織組織部分Dの表面に露出している。
【0035】
図4〜図10に図示する自動車内装用織物の経糸密度は200本/(25.4mm)に設定され、緯糸密度は80本/(25.4mm)に設定されており、不規則経畦織組織部分Dの表面に露出したフィラメント糸条2aと2bの連続浮き上がり露出長Lは1.8mmになる。
フィラメント糸条2a・2bには、東洋紡績株式会社から『ダイヤフローラ』なる商品名をもって販売されている単繊維繊度が330dtexの弾力性を有する熱可塑性ポリエステル系エラストマーモノフィラメント糸が使用されており、弾力性を有する熱可塑性ポリエステル系エラストマーの比重を1.23として算定されるフィラメント糸条2a・2bの直径(実質太さ)は167.7μmとなるから、フィラメント糸条2aと2bの連続露出長Lは、フィラメント糸条2aと2bの直径(実質太さ)の10.7倍となる。
第1多繊糸条1gには、単繊維繊度が1.74dtexであり、総繊度が167dtexのポリエステル繊維マルチフィラメント糸が使用されている。
第2多繊糸条1hには、単繊維繊度が3.47dtexであり、総繊度が334dtexのポリエステル繊維マルチフィラメント糸が使用されている。
自動車内装用織物は、分散染料によって染色されており、その分散染料の発色工程において、130℃において30分間加熱処理されている。
【0036】
製織直後の生機の自動車内装用織物から取り出したフィラメント糸条2xと、分散染料の発色工程と130℃での30分間の加熱処理直後の分散染料に染色された自動車内装用織物から取り出したフィラメント糸条2yと、分散染料の発色工程と130℃での30分間の加熱処理後に150℃に加熱されたピンテンターに3分間通して織幅(緯糸)方向に緊張させて織幅をセットした幅出しセット直後の分散染料に染色された自動車内装用織物から取り出したフィラメント糸条2zを、それぞれ130℃に加熱されたギアオーブン(乾熱加熱装置)に1時間放置し、それらの熱収縮率を調べたところ、生機のフィラメント糸条2xの熱収縮率Exは6.0%、染色直後のフィラメント糸条2yの熱収縮率Eyは0.4%、幅出しセット直後のフィラメント糸条2zの熱収縮率Ezは1.1%であり、染色前の生機のフィラメント糸条2xに比して、分散染料染色後のフィラメント糸条2y・2zの熱収縮率Ey・Ezは約5%少なく、分散染料染色によってフィラメント糸条2に耐熱収縮性が付与されていることが確認された。
尚、分散染料染色後の幅50cmの自動車内装用織物から取り出されたモノフィラメント緯糸2の長さは51.4cmであり、その同じ分散染料染色後の自動車内装用織物から取り出されたマルチフィラメント緯糸(第2多繊糸条1h)の長さよりも9.3%短くなっていることも確認された。
【0037】
その自動車内装用織物から取り出されたモノフィラメント緯糸は、真っ直ぐになっており、経糸との絡合跡としての曲折は認められず、そのモノフィラメント緯糸の長さは、その取り出された自動車内装用織物の幅と略同じであることから、本発明は、モノフィラメント緯糸が曲折なく一直線状に織り込まれており、100℃以上の高温下に曝される自動車内装材としての使用において縫い目に沿って端末が突き出し易い単繊維繊度が200dtex以上でチクチクした刺痛感を与えがちな太手のモノフィラメント糸の編み込まれた自動車内装用織編布帛に特に有効である。
【0038】
自動車内装用織編布帛が緯編物、経編物、織物の何れであっても、その表面の一部を起毛して凸部とし、起毛毛羽の有無によって凹凸を形成し、その無起毛毛羽の凹部にフィラメント糸条を露出させることも出来る。
【産業上の利用可能性】
【0039】
本発明に係る自動車内装用織編布帛は、列車や屋内の湾曲した天井面や壁面等の湾曲面に接着施工される曲面内装材に利用することも出来る。
【符号の説明】
【0040】
1 :多繊糸条
2 :フィラメント糸条
3 :連結糸
4 :表編地
5 :裏編地
7 :編目隙間
8 :鎖編目列
11:凸部
12:凹部
【特許請求の範囲】
【請求項1】
(イ) 単繊維繊度が10dtex未満の熱可塑性合成繊維を主材とする多繊糸条(1)と、単繊維繊度が50〜3000dtexの熱可塑性合成繊維モノフィラメントを主材とするフィラメント糸条(2)が織編込まれており、
(ロ) 前記フィラメント糸条(2)の単繊維繊度が、前記多繊糸条(1)の単繊維繊度の10倍以上であり、
(ハ) 前記フィラメント糸条(2)の総繊度が、前記多繊糸条(1)の総繊度の0.4倍以上であり、
(ニ) 前記フィラメント糸条(2)が布帛の表面に露出しており、
(ホ) 布帛の表面に露出している前記フィラメント糸条(2)の露出長(L)が、15mm以下であり、前記フィラメント糸条(2)の実質太さ(D)の3倍以上であり、
(ヘ) 分散染料によって染色されている自動車内装用織編布帛。
【請求項2】
(ト) 多繊糸条(1)が隆起した凸部と、その凸部に対して多繊糸条(1)が沈み込んだ凹部とによる凹凸が布帛の表面に形成されており、
(チ) その多繊糸条(1)が沈み込んだ凹部において、フィラメント糸条(2)が部分的に布帛の表面に露出しており、
(リ) その多繊糸条(1)が沈み込んだ凹部において表面に露出している前記フィラメント糸条(2)の露出長(L)が、15mm以下であり、前記フィラメント糸条(2)の実質太さ(D)の3倍以上である請求項1に記載の自動車内装用織編布帛。
【請求項3】
(ヌ) 前記多繊糸条(1)と前記フィラメント糸条(2)が、分散染料によって染色されており、
(ル) 前記多繊糸条(1)が、ポリエステル繊維多繊糸条であり、分散染料以外の着色手段によっても着色されている請求項1と2の何れかに記載の自動車内装用織編布帛。
【請求項4】
(オ) 自動車内装用織編布帛が織物であり、
(ワ) 前記多繊糸条(1)と前記フィラメント糸条(2)が、緯糸として別々に平行に織り込まれており、
(カ) 一定の寸法の自動車内装用織編布帛から取り出された前記フィラメント糸条(2)の長さが、その一定の寸法の自動車内装用織編布帛から取り出された前記多繊糸条(1)の長さよりも短い請求項1と2と3の何れかに記載の自動車内装用織編布帛。
【請求項5】
(ヨ) 前記フィラメント糸条(2)が、弾力性を有する熱可塑性ポリエステル系エラストマーフィラメント糸条である請求項1と2と3と4の何れかに記載の自動車内装用織編布帛。
【請求項6】
(タ) 分散染料によって染色されている自動車内装用織編布帛から取り出されたフィラメント糸条(2)の130℃の乾熱下に1時間放置後の熱収縮率が2%以下である請求項1と2と3と4と5の何れかに記載の自動車内装用織編布帛。
【請求項1】
(イ) 単繊維繊度が10dtex未満の熱可塑性合成繊維を主材とする多繊糸条(1)と、単繊維繊度が50〜3000dtexの熱可塑性合成繊維モノフィラメントを主材とするフィラメント糸条(2)が織編込まれており、
(ロ) 前記フィラメント糸条(2)の単繊維繊度が、前記多繊糸条(1)の単繊維繊度の10倍以上であり、
(ハ) 前記フィラメント糸条(2)の総繊度が、前記多繊糸条(1)の総繊度の0.4倍以上であり、
(ニ) 前記フィラメント糸条(2)が布帛の表面に露出しており、
(ホ) 布帛の表面に露出している前記フィラメント糸条(2)の露出長(L)が、15mm以下であり、前記フィラメント糸条(2)の実質太さ(D)の3倍以上であり、
(ヘ) 分散染料によって染色されている自動車内装用織編布帛。
【請求項2】
(ト) 多繊糸条(1)が隆起した凸部と、その凸部に対して多繊糸条(1)が沈み込んだ凹部とによる凹凸が布帛の表面に形成されており、
(チ) その多繊糸条(1)が沈み込んだ凹部において、フィラメント糸条(2)が部分的に布帛の表面に露出しており、
(リ) その多繊糸条(1)が沈み込んだ凹部において表面に露出している前記フィラメント糸条(2)の露出長(L)が、15mm以下であり、前記フィラメント糸条(2)の実質太さ(D)の3倍以上である請求項1に記載の自動車内装用織編布帛。
【請求項3】
(ヌ) 前記多繊糸条(1)と前記フィラメント糸条(2)が、分散染料によって染色されており、
(ル) 前記多繊糸条(1)が、ポリエステル繊維多繊糸条であり、分散染料以外の着色手段によっても着色されている請求項1と2の何れかに記載の自動車内装用織編布帛。
【請求項4】
(オ) 自動車内装用織編布帛が織物であり、
(ワ) 前記多繊糸条(1)と前記フィラメント糸条(2)が、緯糸として別々に平行に織り込まれており、
(カ) 一定の寸法の自動車内装用織編布帛から取り出された前記フィラメント糸条(2)の長さが、その一定の寸法の自動車内装用織編布帛から取り出された前記多繊糸条(1)の長さよりも短い請求項1と2と3の何れかに記載の自動車内装用織編布帛。
【請求項5】
(ヨ) 前記フィラメント糸条(2)が、弾力性を有する熱可塑性ポリエステル系エラストマーフィラメント糸条である請求項1と2と3と4の何れかに記載の自動車内装用織編布帛。
【請求項6】
(タ) 分散染料によって染色されている自動車内装用織編布帛から取り出されたフィラメント糸条(2)の130℃の乾熱下に1時間放置後の熱収縮率が2%以下である請求項1と2と3と4と5の何れかに記載の自動車内装用織編布帛。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2013−19069(P2013−19069A)
【公開日】平成25年1月31日(2013.1.31)
【国際特許分類】
【出願番号】特願2011−152400(P2011−152400)
【出願日】平成23年7月9日(2011.7.9)
【出願人】(510045438)TBカワシマ株式会社 (16)
【Fターム(参考)】
【公開日】平成25年1月31日(2013.1.31)
【国際特許分類】
【出願日】平成23年7月9日(2011.7.9)
【出願人】(510045438)TBカワシマ株式会社 (16)
【Fターム(参考)】
[ Back to top ]