
自動車内装表皮材用の不織布とその製造方法
本発明は、自動車内装材用の不織布と、その製造方法とに関する。製造方法は、不織布の表面又は裏面をプリントする工程と、その後、不織布の裏面をアルカリエッチングする工程とによって特徴付けられる。更に、製造方法は、プリント工程の前に、不織布の表面又は裏面をコーティングしてもよい。従って、本発明は、種々の形状を有し、優秀な成形性と吸音性とを備える自動車内装用の不織布を提供する。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、自動車内装材用の不織布、及び不織布の表面に対する種々のコーティングやプリントなどの前処理とともに、不織布に対して規則的なパターンでアルカリエッチング処理を行うことにより自動車内装材用の不織布を製造する方法に関する。
【背景技術】
【0002】
自動車用の内装表皮材は、主として、プラスチックシート、織布、及び不織布によって製造されている。プラスチックシートは、成形性は優秀であるが、感触は劣っている。更に、織布は、豪華な外観と低モジュラスによる優秀な成形性とを有するが、厚みが小さいためその裏面にPU発泡材を積層することによって使用する必要があるので高価である。これらの問題を解決するために、自動車内装材用に不織布が開発され、使用されている。
【0003】
不織布は、布地などのように経糸と緯糸とを使用する代わりに、規則的な厚みと長さを有する繊維を、カーディング処理によって薄くかつ広く展開し、その後、その繊維を複数の層に積層し、これらの積層された層を、ニードルパンチやウォータ・エンタングルメント等の物理的結合、又はコーティングなどの化学的手段によって、結合させて製造する繊維の一種である。従って、不織布は、織布に比較して低コストで生産性が良好であり、種々の方向において極めて優れた伸長性を有することから、モールドによって規則的な形状に成形される自動車用内装材に広く使用されている。自動車内装材用の不織布は、通常、ニードルパンチ又はウォータ・エンタングルメントによって製造される。更に、不織布は、現在、種々の機能を付与するべくその不織布の表面又は裏面にバインダをコーティングしたり、又は、その外観に多様性を持たせるために不織布の表面に所望のパターン又は色彩をプリントした後で使用されている。
【0004】
しかしながら、不織布は、感触は良好であるものの、織布と比較してその外観は劣っている。反対に、不織布の外観を改善するべくその表面を処理するならば、モジュラスが大幅に増大し、成形性が劣化してしまう。従って、不織布は、多様な外観と優秀な成形性とが要求される自動車用内装材には適していない。更に、自動車のエンジンの改善によって自動車の運転速度が高速化するにつれて、高速運転中の快適な運転環境を提供するために内装材の吸音性を改善する必要があるが、不織布の表面を大半の内装表皮材のように滑らかなものとするとその吸音性は低減してしまう。
【0005】
ところで、エッチング法によって織布上に様々なパターンを形成する方法が提案されているが、これはレーザエッチング装置を使用するエッチング法によってのみ可能であった(韓国特許第10−0771071号参照)。しかしながら、NaOH等のアルカリ溶液を使用する湿式エッチング法は、簡単で迅速かつ、処理の制御が容易である。更に、それに使用される装置と化学物質も低価格であり、多量の作業のために使用するのには望ましいものである。従って、湿式エッチング法を使用しながら、様々な外観を得るための方法が求められている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】韓国特許第10−0771071号
【発明の概要】
【発明が解決しようとする課題】
【0007】
そのような要望に応えるために、本発明の発明者等は、種々の外観を形成するために、エッチング処理と独立して、不織布のコーティング又はプリント等の前処理を行うことによって、多様な外観、良好な耐磨耗性、良好な成形性を備える自動車用内装表皮材を製造した。更に、そのような前処理の後に、不織布に対してアルカリエッチングを行うことによってこの自動車用内装材の吸音性が明確に向上した。
【課題を解決するための手段】
【0008】
本発明は、上述した諸問題を解決するものであり、不織布の表面に対する種々のコーティングやプリントなどの前処理とともに、不織布に対して規則的なパターンでアルカリエッチング処理を行うことにより自動車内装材用の不織布を製造する方法を提供するものである。これにより、本発明は、改善された耐磨耗性と、外観、更に、改善された成形性と吸音性とを併せ持つ不織布を提供することができる。
【0009】
上記課題を達成するために、本発明は、不織布を製造する方法であって、前記不織布の表面又は裏面にプリントする工程と、前記不織布の表面又は裏面にアルカリエッチング処理を行う工程とを含む方法を提供する。
【0010】
前記方法において、前記プリントする工程の前に、前記不織布の表面又は裏面にコーティングを行うことが好ましい。
【0011】
前記方法において、前記プリントする工程、前記コーティングする工程、又はこれらの組み合わせを繰り返し行った後に、前記不織布のアルカリエッチング処理を行うことが更に好ましい。
【0012】
前記方法において、前記不織布は、2以上、5以下の繊維層を有することが好ましい。
【0013】
前記方法において、前記コーティングする工程は、アクリル、スチレン、ポリビニルクロライド、ポリビニルアルコール、ポリエステル、エチレンビニルクロライド、エチレンビニルアセテート、及びポリウレタンからなる群から選択される少なくとも1種を含むバインダを使用して行われる。
【0014】
前記方法において、前記アルカリエッチング処理は、前記不織布の表面の50%以上、90%以下に対して行われる好ましい。
【0015】
前記方法において、前記アルカリエッチング処理は、好ましくは、NaOH、KOH、RbOH、及びCsOHからなる群から選択される1種、より好ましくは、NaOHを使用して行われる。
【0016】
前記方法において、前記不織布の前記繊維層は、ポリエステルを50〜100wt.%有することが好ましい。
【0017】
更に、本発明は、前記方法によって製造された自動車内装材用の不織布を提供する。
【0018】
以下、本発明を詳細に説明する。
本発明は、自動車内装材用の不織布の製造方法に関し、エッチング処理された不織布自身の色が現れることができるように不織布の表面に所望のパターンでアルカリエッチング処理を行う工程と、前記エッチング処理の前に前記不織布の表面又は裏面をプリントする工程とを特徴とする。
【0019】
前記エッチング処理は、ユニークな三次元パターンが現れるように繊維の表面を規則的なパターンで溶かすために使用される。繊維の表面が強アルカリ物質で規則的な形状及び深さで溶かされるので、前記エッチング処理は、薄いテキスタイルファブリックと比較して、厚い繊維層を有する不織布に適している。更に、テキスタイルファブリックは経糸と緯糸で織られることから、これらの経糸または緯糸がエッチング処理中に切断され、それによってテキスタイルファブリックの強度が大幅に低下してしまう。しかしながら、不織布の場合は、たとえそのいずれかの部分が処理によってダメージを受けたとしても、多数の繊維ストランドが互いに絡まっているので、その引っ張り強度も磨耗強度のいずれも大きく劣化することがない。従って、エッチング処理は不織布の製造に適した方法である。
【0020】
本発明は、アルカリ剤を使用して前記エッチング処理を行い、それによって不織布の表面に三次元的構造が形成されるように不織布の表面に規則的な形状と深さで三次元的なパターンを形成し、それにより同じ重量の不織布と比較して吸音性が大幅に改善されるのである。加えて、不織布の表面を規則的な形状と深さで溶かすことによって、不織布の高い引っ張り伸張性とモジュラスを大幅に低下させ、それによって不織布の成形性を向上させる。
【0021】
しかしながら、もしも前記エッチング処理のみを行うのであれば、繊維の表面を溶かすことによって形成される前記規則的パターン形状が不織布と同じ色になるので、様々な形状を得ることは困難である。従って、この問題を解決するために、前記エッチング処理の前にプリント処理を行うことによって多様な外観を得て、更に、このプリント処理の前に追加のコーティングを行うことによってより大きな多様性を得たのである。更に、そのような前処理によってコーティング層又はプリント層を追加して、磨耗強度と寸法安定性とを増大させた。そして、表面積を増大させて吸音性を改善した。図6は、種々の前処理の組み合わせを実行することによって得られる一例を図示している。
【0022】
本発明は、それらの異なる色が各繊維層上に現れ、それによって、種々のパターンと色を備える内装材用の不織布を得るべく、少なくとも二つの色の異なる層を備える不織布を形成する。
【0023】
不織布は、布地などのように経糸と緯糸とによって織られるものではなく、規則的な厚みと長さの繊維をカーディング処理によって薄くかつ広く展開し、その後、繊維をウェブ形成機によって所望の重量と幅で互いに複数の層に積層することによって製造するタイプのものである。従って、色の異なる5枚以上の繊維層を得るためには5台以上のカーディング機を設置する必要があるので、過剰な投資コストがかかり、経済的には実施不能である。従って、前記繊維層は、2層以上5層以下であることが好ましい。
【0024】
プリント処理又はコーティング処理は、エッチング処理前に前処理として行うことができる。このプリント処理又はコーティング処理は、不織布の表面又は裏面に対して、単独で行ってもよいし、組み合わせて行ってもよい。前記プリント処理とは、不織布の表面に所望のパターン又は色をプリントすることを意味する。このプリント処理は、回転スクリーン法、フラットスクリーン法、又はオフセット法によって行うことができる。更に、もし、コーティング処理がプリント処理の前に追加的に行われるならば、不織布自身の色と異なる種々の色が現れるようにすることによって、プリント処理のみを行う場合と比較して、より多様な外観を得ることが可能である。
【0025】
有利な作用効果は以下の通りである。
本発明は、短時間の内に少なくとも二回、プリント処理及びコーティング処理を行うことによって低コストで不織布の表面上に多様なパターンを形成し、それによって三次元的効果を与え、意匠性を改善する。そのような前処理により、本発明は、前記エッチング処理により、摩擦抵抗を向上し、多様な外観を得るとともに、引っ張り伸長性を改善するとともに、モジュラスを低減することにより成形性を大幅に改善する。従って、本発明は、従来のコーティング処理又はプリント処理では多様な外観を形成することによって成形性が低下するという従来技術の問題点を解決する。更に、本発明は、前記エッチング処理によって不織布の表面積を増大させ、それによって吸音性を大幅に向上させる。換言すると、そのような多様な外観は、前記プリント処理又はコーティング処理によって得られるものであり、吸音性や成形性といった物理的特性の改善は前記エッチング処理によって得られる。従って、本発明は、自動車用内装表皮材に最近必要とされる種々の機能を備える自動車内装材用の不織布を提供することができる。
【図面の簡単な説明】
【0026】
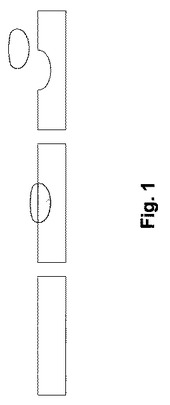
【図1】図1は、アルカリエッチング処理の原理を図示している。
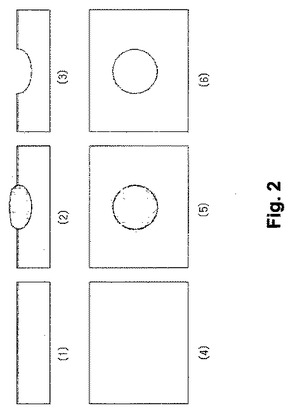
【図2】図2は、不織布の表面へのコーティング後のアルカリエッチング処理の工程を図示している。(1)は表面コーティングの断面を図示し、(2)はアルカリプリント処理を図示し、(3)は分離後の断面を図示し、(4)は表面コーティング処理を図示し、(5)はアルカリプリント処理を図示し、(6)は分離後の表面を図示している。
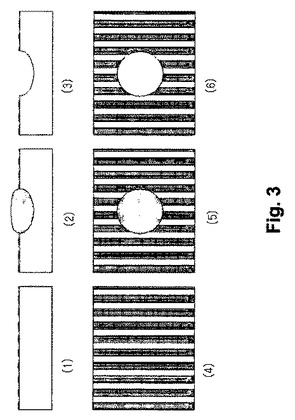
【図3】図3は、不織布の表面へのプリント後のアルカリエッチング処理の工程を図示している。(1)は表面プリントの断面を図示し、(2)はアルカリプリント処理を図示し、(3)は分離後の断面を図示し、(4)は表面プリントを図示し、(5)はアルカリプリント処理を図示し、(6)は分離後の表面を図示している。
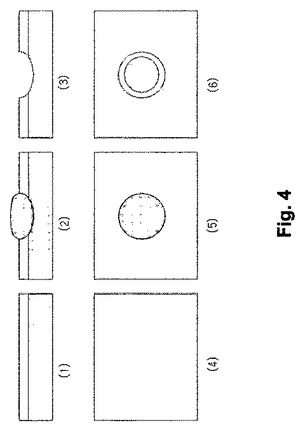
【図4】図4は、不織布の二層構造の表面へのプリント処理後のアルカリエッチング処理の工程を図示している。(1)は不織布の二層構造の断面を図示し、(2)はアルカリプリント処理を図示し、(3)は分離後の断面を図示し、(4)は不織布の二層構造の表面を図示し、(5)は分離後の表面を図示している。
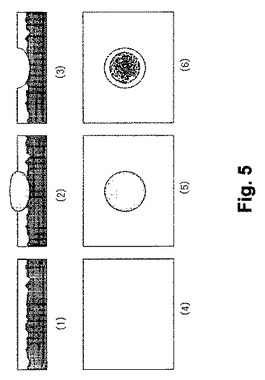
【図5】図5は、不織布の裏面へのコーティング処理後のアルカリエッチング処理を図示している。(1)は不織布の裏面コーティングの断面を図示し、(2)はアルカリプリント処理を図示し、(3)は分離後の断面を図示し、(4)は不織布の裏面コーティング処理後の表面を図示し、(5)はアルカリプリント処理を図示し、(6)は分離後の表面を図示している。
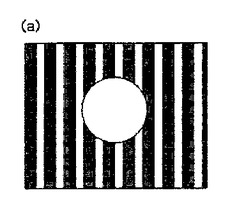
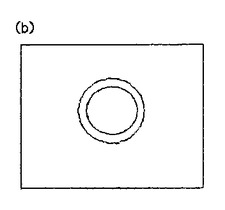
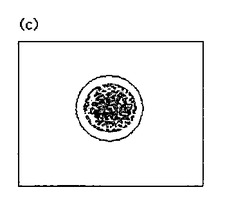
【図6】図6は、不織布の種々の前処理後の不織布の表面の形状を図示している。(a)は異なる色のコーティング処理及びプリント処理を不織布の表面上に同時に行う場合の結果を図示し、(b)はそれぞれが別々の色を有する複数の繊維層からなる不織布の表面上にコーティング処理を同時に行う場合の結果を図示し、(c)は不織布の表面と裏面とに対して異なる色のコーティング処理を同時に行う場合の結果を図示し、(d)はそれぞれが別々の色を有する複数の繊維層からなる不織布の表面に対してプリント処理を同時に行う場合の結果を図示し、(e)は不織布の表面と裏面とに対して異なる色のプリント処理とコーティング処理を同時に行う場合の結果を図示し、(f)はそれぞれが別々の色の複数の繊維層からなる不織布の裏面に対してコーティング処理を同時に行った場合の結果を図示し、(g)はそれぞれが別々の色の複数の繊維層からなる不織布の裏面に対してプリント処理とコーティング処理を同時に行う場合の結果を図示し、(h)は不織布の表面に異なる色のコーティング処理及びプリント処理を同時に行うとともに、その裏面にコーティング処理を同時に行う場合の結果を図示し、(i)はそれぞれが異なる色の複数の繊維層からなる不織布の表面と裏面とにコーティング処理を行う場合の結果を図示し、(j)はそれぞれが異なる色の複数の繊維層からなる不織布の表面にプリント処理を行うとともにその裏面にコーティング処理を同時に行う場合の結果を図示している。
【図7】図7は、本発明によって製造された内装材用の不織布の各処理における形状を図示している。(a)は不織布の表面を図示し、(b)は不織布のプリント処理された表面を図示し、(c)はプリント処理後にアルカリエッチング処理された不織布の表面を図示している。
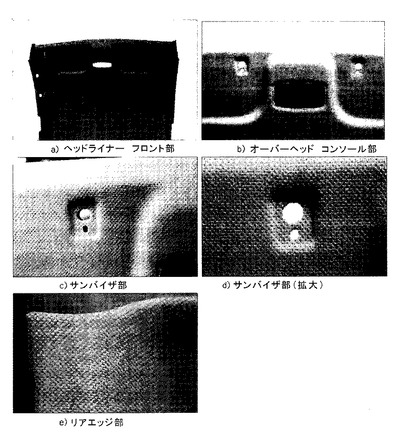
【図8】図8は、アルカリエッチング処理された内装用の不織布が自動車の内装材に使用された例を図示している。
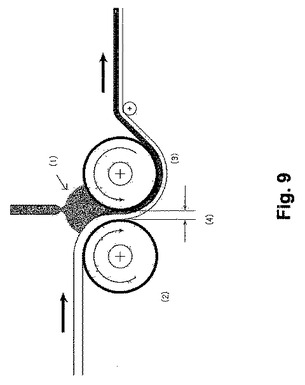
【図9】図9は、コーティング処理の諸工程を図示している。(1)はバインダを図示し、(2)は第1ローラを図示し、(3)は第2ローラを図示し、(4)はゲージを図示している。
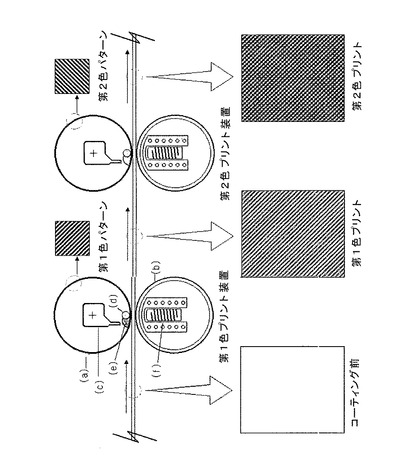
【図10】図10は、プリント処理の各工程を図示している。
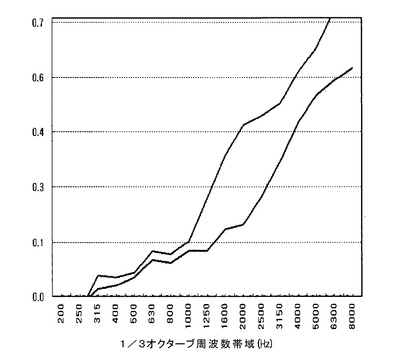
【図11】図11は、内装材用不織布の吸収係数(α)の、アルカリエッチング処理前及び後における周波数バンド幅に関する比較を図示するグラフである。ここで、赤色はアルカリエッチング処理前の不織布を表し、青色はアルカリエッチング処理後の不織布を表している。
【発明を実施するための形態】
【0027】
本発明を、例示的実施例によって詳細に説明するが、これらの実施例は純粋に例示的なものであって、本発明の範囲を限定するものと解釈されてはならない。
【0028】
本発明による内装材用の不織布は、プリント処理、コーティング処理等の前処理と、エッチング処理とによって製造される。
【0029】
実施例1:コーティング処理
本発明の化学的コーティング(又はバインダコーティング)の処理が図9に図示されている。
コーティング装置は、一対のローラを備え、不織布の一方又は両方の面を、少なくとも1つのコーティング装置によってコーティングすることができる。不織布を、中央軸心に対して互いに反対方向に回転する前記ローラ対間に通すことによって、一方のローラと不織布とが互いに隣接する表面上にバインダが付加され、それによって、不織布の表面がバインダによってコーティングされる。DKCから入手可能な、ACRYSOL 890、Acrylic Emulsion DK-6800DK Chem 、又はEW-100S SKI PET RESINがバインダとして使用される。
【0030】
この時点において、前記二つのローラに接触する不織布の表面は同じであってもよいし(表面コーティング)或いは互いに異なっていてもよい(裏面コーティング)。更に、もしも表面コーティングと裏面コーティングとを同時に行うならば、両面コーティングが可能である。即ち、両面コーティングは、一対のローラによって裏面コーティングを行い、コーティングされた裏面を乾燥させ、その乾燥した不織布に別の対のローラによって表面コーティングを行い、その不織布を乾燥させることによって可能である。換言すると、不織布を第1ローラを通して通過させ、この第1ローラに隣接するその表面の反対側の面を第2ローラに通過させ、第2ローラと不織布に隣接する面との間にバインダを導入するようにして裏面コーティングを行う。前記発泡バインダは、50〜500g/lで、コーティング量は5〜50gsmであり、前記コーティング装置の二つのローラ間のゲージ距離は0T〜5Tである。
【0031】
実施例2:プリント処理
回転スクリーン法を使用するプリント処理は、回転スクリーンがガイドロールに接触するプリント装置を使用する(図10)。不織布が第1色のプリント装置の回転スクリーンロール(図10中のa)とガイドロール(図10中のb)との間を通過すると、前記回転スクリーンロール内に設けられたバインダ供給装置(図10中のc)によって排出される色バインダ(図10中のe)がスクイーズバー(図10中のd)によって押されて、その一部が回転スクリーンの外表面から放出され、それによって不織布の表面上にパターンが形成される。前記スクイーズバーは、磁石(電磁石)(図10中のf)の磁界の範囲内に位置しているので、スクイーズバーによって所定量の色バインダが所定の位置で回転スクリーンの外側へと放出され、それによってプリントが可能となる。この時、前記磁石の磁界強度を3〜8kgfに調節することによってプリントパターンの解像度を制御することができる。磁石の磁界強度が高い場合は、パターンは暗色でかつビビッドであり、その磁界強度が低い場合には、パターンは淡くプリントされる。
【0032】
前述したプリント装置と同じタイプのプリント装置(第2色プリント装置)が側方に配置され、不織布が前記第1色プリント装置を通過した後に引き続きこの第2色プリント装置へと移動すると、追加のパターンが形成される。このようにして、少なくとも二つの連続処理によって異なる外観が得られ、不織布は、前記バインダにダイと、有機顔料とを、前記バインダの総重量の1〜10wt.%の量、混合することによって所望の色がプリントされる。前記ダイとして、Foron Black(Swiss Clariant社)、又はForon Dark Blue RD-2RE 300(Swiss Clariant社)が使用され、前記有機顔料としてRYUDYE-W BLACK RS CONE、RYUDYE-W NAVY BLUE FFTR、RYUDYE-W RED FFGR、 RYUDYE-W YELLOW FF3R、又はRYUDYE-W BROWN FFR(DIC社、日本)が使用される。
【0033】
前記ガイドロールは、不織布の厚みのばらつきを減らすために、ゴムやシリコンなどの軟質材から形成され、それによって不織布の表面は規則的な厚みでプリントされる。更に、バインダがプリントされないように、プリントスクリーンが規則的パターンで開放されている開放領域が、不織布の表面積の約40〜90%の割合で設けられる。
【0034】
分散ダイを調製するために、分散剤によって、細かい粉状のダイが実質的にコロイド状に水中に分散され、ダイが繊維中に溶け込み、繊維上に染色される。
【0035】
上述したように、少なくとも二回の連続するプリント処理によって、不織布には、前記ダイと顔料との混合率に応じて、異なるパターンと色とがプリントされ、それによって多様な外観が得られる。
【0036】
実施例3:アルカリエッチング処理
100wt.%ボリエステルからなる不織布上にアルカリエッチング処理を行う。このアルカリエッチング処理は、繊維の表面に強アルカリ剤、NaOH、を添加して繊維を規則的な形状と深さで溶かすことによって行われる。アルカリ剤で不織布表面をプリントした後、プリント溶液と不織布の溶解部分とが分離される。
上述したように製造した内装材用の不織布の成形性と吸音性を測定した。
【0037】
実施例4:成形性の比較
不織布の成形性に対する前記アルカリエッチング処理の効果を確認するために、そのモジュラスを、エッチング処理の前後に比較した。
【0038】
【表1】
【0039】
上記の表1において、25%モジュラスという用語は成形性を評価するための重要な物理特性であり、これは、不織布を25%の所定の長さ伸長するために必要な力を意味している。従って、その値が低いほど成形性は良好である。上記の表1に示すように、不織布のモジュラスはエッチング処理前と比較してその後に大幅に低減している。特に、長手方向のモジュラスはエッチング処理前の30%減少している。
【0040】
実施例5:吸音性の比較
前記不織布の吸音性に対する前記エッチング処理の効果を確認するために、吸音性をエッチング処理の前後において各周波数帯域幅について比較した。エッチング処理した不織布の吸音性は、エッチング処理前よりも全ての周波数帯域幅において極めて良好であった。そして、吸音性は、1000Hz以上の周波数帯域幅において顕著に改善されたことが確認された(図11)。
【産業上の利用可能性】
【0041】
本発明は、一定の品質と同時に大量生産用とに使用される表皮材と基材の成形によって製造されることを特徴とする、自動車の内装表皮材と靴用の材料用に使用可能である。
【技術分野】
【0001】
本発明は、自動車内装材用の不織布、及び不織布の表面に対する種々のコーティングやプリントなどの前処理とともに、不織布に対して規則的なパターンでアルカリエッチング処理を行うことにより自動車内装材用の不織布を製造する方法に関する。
【背景技術】
【0002】
自動車用の内装表皮材は、主として、プラスチックシート、織布、及び不織布によって製造されている。プラスチックシートは、成形性は優秀であるが、感触は劣っている。更に、織布は、豪華な外観と低モジュラスによる優秀な成形性とを有するが、厚みが小さいためその裏面にPU発泡材を積層することによって使用する必要があるので高価である。これらの問題を解決するために、自動車内装材用に不織布が開発され、使用されている。
【0003】
不織布は、布地などのように経糸と緯糸とを使用する代わりに、規則的な厚みと長さを有する繊維を、カーディング処理によって薄くかつ広く展開し、その後、その繊維を複数の層に積層し、これらの積層された層を、ニードルパンチやウォータ・エンタングルメント等の物理的結合、又はコーティングなどの化学的手段によって、結合させて製造する繊維の一種である。従って、不織布は、織布に比較して低コストで生産性が良好であり、種々の方向において極めて優れた伸長性を有することから、モールドによって規則的な形状に成形される自動車用内装材に広く使用されている。自動車内装材用の不織布は、通常、ニードルパンチ又はウォータ・エンタングルメントによって製造される。更に、不織布は、現在、種々の機能を付与するべくその不織布の表面又は裏面にバインダをコーティングしたり、又は、その外観に多様性を持たせるために不織布の表面に所望のパターン又は色彩をプリントした後で使用されている。
【0004】
しかしながら、不織布は、感触は良好であるものの、織布と比較してその外観は劣っている。反対に、不織布の外観を改善するべくその表面を処理するならば、モジュラスが大幅に増大し、成形性が劣化してしまう。従って、不織布は、多様な外観と優秀な成形性とが要求される自動車用内装材には適していない。更に、自動車のエンジンの改善によって自動車の運転速度が高速化するにつれて、高速運転中の快適な運転環境を提供するために内装材の吸音性を改善する必要があるが、不織布の表面を大半の内装表皮材のように滑らかなものとするとその吸音性は低減してしまう。
【0005】
ところで、エッチング法によって織布上に様々なパターンを形成する方法が提案されているが、これはレーザエッチング装置を使用するエッチング法によってのみ可能であった(韓国特許第10−0771071号参照)。しかしながら、NaOH等のアルカリ溶液を使用する湿式エッチング法は、簡単で迅速かつ、処理の制御が容易である。更に、それに使用される装置と化学物質も低価格であり、多量の作業のために使用するのには望ましいものである。従って、湿式エッチング法を使用しながら、様々な外観を得るための方法が求められている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】韓国特許第10−0771071号
【発明の概要】
【発明が解決しようとする課題】
【0007】
そのような要望に応えるために、本発明の発明者等は、種々の外観を形成するために、エッチング処理と独立して、不織布のコーティング又はプリント等の前処理を行うことによって、多様な外観、良好な耐磨耗性、良好な成形性を備える自動車用内装表皮材を製造した。更に、そのような前処理の後に、不織布に対してアルカリエッチングを行うことによってこの自動車用内装材の吸音性が明確に向上した。
【課題を解決するための手段】
【0008】
本発明は、上述した諸問題を解決するものであり、不織布の表面に対する種々のコーティングやプリントなどの前処理とともに、不織布に対して規則的なパターンでアルカリエッチング処理を行うことにより自動車内装材用の不織布を製造する方法を提供するものである。これにより、本発明は、改善された耐磨耗性と、外観、更に、改善された成形性と吸音性とを併せ持つ不織布を提供することができる。
【0009】
上記課題を達成するために、本発明は、不織布を製造する方法であって、前記不織布の表面又は裏面にプリントする工程と、前記不織布の表面又は裏面にアルカリエッチング処理を行う工程とを含む方法を提供する。
【0010】
前記方法において、前記プリントする工程の前に、前記不織布の表面又は裏面にコーティングを行うことが好ましい。
【0011】
前記方法において、前記プリントする工程、前記コーティングする工程、又はこれらの組み合わせを繰り返し行った後に、前記不織布のアルカリエッチング処理を行うことが更に好ましい。
【0012】
前記方法において、前記不織布は、2以上、5以下の繊維層を有することが好ましい。
【0013】
前記方法において、前記コーティングする工程は、アクリル、スチレン、ポリビニルクロライド、ポリビニルアルコール、ポリエステル、エチレンビニルクロライド、エチレンビニルアセテート、及びポリウレタンからなる群から選択される少なくとも1種を含むバインダを使用して行われる。
【0014】
前記方法において、前記アルカリエッチング処理は、前記不織布の表面の50%以上、90%以下に対して行われる好ましい。
【0015】
前記方法において、前記アルカリエッチング処理は、好ましくは、NaOH、KOH、RbOH、及びCsOHからなる群から選択される1種、より好ましくは、NaOHを使用して行われる。
【0016】
前記方法において、前記不織布の前記繊維層は、ポリエステルを50〜100wt.%有することが好ましい。
【0017】
更に、本発明は、前記方法によって製造された自動車内装材用の不織布を提供する。
【0018】
以下、本発明を詳細に説明する。
本発明は、自動車内装材用の不織布の製造方法に関し、エッチング処理された不織布自身の色が現れることができるように不織布の表面に所望のパターンでアルカリエッチング処理を行う工程と、前記エッチング処理の前に前記不織布の表面又は裏面をプリントする工程とを特徴とする。
【0019】
前記エッチング処理は、ユニークな三次元パターンが現れるように繊維の表面を規則的なパターンで溶かすために使用される。繊維の表面が強アルカリ物質で規則的な形状及び深さで溶かされるので、前記エッチング処理は、薄いテキスタイルファブリックと比較して、厚い繊維層を有する不織布に適している。更に、テキスタイルファブリックは経糸と緯糸で織られることから、これらの経糸または緯糸がエッチング処理中に切断され、それによってテキスタイルファブリックの強度が大幅に低下してしまう。しかしながら、不織布の場合は、たとえそのいずれかの部分が処理によってダメージを受けたとしても、多数の繊維ストランドが互いに絡まっているので、その引っ張り強度も磨耗強度のいずれも大きく劣化することがない。従って、エッチング処理は不織布の製造に適した方法である。
【0020】
本発明は、アルカリ剤を使用して前記エッチング処理を行い、それによって不織布の表面に三次元的構造が形成されるように不織布の表面に規則的な形状と深さで三次元的なパターンを形成し、それにより同じ重量の不織布と比較して吸音性が大幅に改善されるのである。加えて、不織布の表面を規則的な形状と深さで溶かすことによって、不織布の高い引っ張り伸張性とモジュラスを大幅に低下させ、それによって不織布の成形性を向上させる。
【0021】
しかしながら、もしも前記エッチング処理のみを行うのであれば、繊維の表面を溶かすことによって形成される前記規則的パターン形状が不織布と同じ色になるので、様々な形状を得ることは困難である。従って、この問題を解決するために、前記エッチング処理の前にプリント処理を行うことによって多様な外観を得て、更に、このプリント処理の前に追加のコーティングを行うことによってより大きな多様性を得たのである。更に、そのような前処理によってコーティング層又はプリント層を追加して、磨耗強度と寸法安定性とを増大させた。そして、表面積を増大させて吸音性を改善した。図6は、種々の前処理の組み合わせを実行することによって得られる一例を図示している。
【0022】
本発明は、それらの異なる色が各繊維層上に現れ、それによって、種々のパターンと色を備える内装材用の不織布を得るべく、少なくとも二つの色の異なる層を備える不織布を形成する。
【0023】
不織布は、布地などのように経糸と緯糸とによって織られるものではなく、規則的な厚みと長さの繊維をカーディング処理によって薄くかつ広く展開し、その後、繊維をウェブ形成機によって所望の重量と幅で互いに複数の層に積層することによって製造するタイプのものである。従って、色の異なる5枚以上の繊維層を得るためには5台以上のカーディング機を設置する必要があるので、過剰な投資コストがかかり、経済的には実施不能である。従って、前記繊維層は、2層以上5層以下であることが好ましい。
【0024】
プリント処理又はコーティング処理は、エッチング処理前に前処理として行うことができる。このプリント処理又はコーティング処理は、不織布の表面又は裏面に対して、単独で行ってもよいし、組み合わせて行ってもよい。前記プリント処理とは、不織布の表面に所望のパターン又は色をプリントすることを意味する。このプリント処理は、回転スクリーン法、フラットスクリーン法、又はオフセット法によって行うことができる。更に、もし、コーティング処理がプリント処理の前に追加的に行われるならば、不織布自身の色と異なる種々の色が現れるようにすることによって、プリント処理のみを行う場合と比較して、より多様な外観を得ることが可能である。
【0025】
有利な作用効果は以下の通りである。
本発明は、短時間の内に少なくとも二回、プリント処理及びコーティング処理を行うことによって低コストで不織布の表面上に多様なパターンを形成し、それによって三次元的効果を与え、意匠性を改善する。そのような前処理により、本発明は、前記エッチング処理により、摩擦抵抗を向上し、多様な外観を得るとともに、引っ張り伸長性を改善するとともに、モジュラスを低減することにより成形性を大幅に改善する。従って、本発明は、従来のコーティング処理又はプリント処理では多様な外観を形成することによって成形性が低下するという従来技術の問題点を解決する。更に、本発明は、前記エッチング処理によって不織布の表面積を増大させ、それによって吸音性を大幅に向上させる。換言すると、そのような多様な外観は、前記プリント処理又はコーティング処理によって得られるものであり、吸音性や成形性といった物理的特性の改善は前記エッチング処理によって得られる。従って、本発明は、自動車用内装表皮材に最近必要とされる種々の機能を備える自動車内装材用の不織布を提供することができる。
【図面の簡単な説明】
【0026】
【図1】図1は、アルカリエッチング処理の原理を図示している。
【図2】図2は、不織布の表面へのコーティング後のアルカリエッチング処理の工程を図示している。(1)は表面コーティングの断面を図示し、(2)はアルカリプリント処理を図示し、(3)は分離後の断面を図示し、(4)は表面コーティング処理を図示し、(5)はアルカリプリント処理を図示し、(6)は分離後の表面を図示している。
【図3】図3は、不織布の表面へのプリント後のアルカリエッチング処理の工程を図示している。(1)は表面プリントの断面を図示し、(2)はアルカリプリント処理を図示し、(3)は分離後の断面を図示し、(4)は表面プリントを図示し、(5)はアルカリプリント処理を図示し、(6)は分離後の表面を図示している。
【図4】図4は、不織布の二層構造の表面へのプリント処理後のアルカリエッチング処理の工程を図示している。(1)は不織布の二層構造の断面を図示し、(2)はアルカリプリント処理を図示し、(3)は分離後の断面を図示し、(4)は不織布の二層構造の表面を図示し、(5)は分離後の表面を図示している。
【図5】図5は、不織布の裏面へのコーティング処理後のアルカリエッチング処理を図示している。(1)は不織布の裏面コーティングの断面を図示し、(2)はアルカリプリント処理を図示し、(3)は分離後の断面を図示し、(4)は不織布の裏面コーティング処理後の表面を図示し、(5)はアルカリプリント処理を図示し、(6)は分離後の表面を図示している。
【図6】図6は、不織布の種々の前処理後の不織布の表面の形状を図示している。(a)は異なる色のコーティング処理及びプリント処理を不織布の表面上に同時に行う場合の結果を図示し、(b)はそれぞれが別々の色を有する複数の繊維層からなる不織布の表面上にコーティング処理を同時に行う場合の結果を図示し、(c)は不織布の表面と裏面とに対して異なる色のコーティング処理を同時に行う場合の結果を図示し、(d)はそれぞれが別々の色を有する複数の繊維層からなる不織布の表面に対してプリント処理を同時に行う場合の結果を図示し、(e)は不織布の表面と裏面とに対して異なる色のプリント処理とコーティング処理を同時に行う場合の結果を図示し、(f)はそれぞれが別々の色の複数の繊維層からなる不織布の裏面に対してコーティング処理を同時に行った場合の結果を図示し、(g)はそれぞれが別々の色の複数の繊維層からなる不織布の裏面に対してプリント処理とコーティング処理を同時に行う場合の結果を図示し、(h)は不織布の表面に異なる色のコーティング処理及びプリント処理を同時に行うとともに、その裏面にコーティング処理を同時に行う場合の結果を図示し、(i)はそれぞれが異なる色の複数の繊維層からなる不織布の表面と裏面とにコーティング処理を行う場合の結果を図示し、(j)はそれぞれが異なる色の複数の繊維層からなる不織布の表面にプリント処理を行うとともにその裏面にコーティング処理を同時に行う場合の結果を図示している。
【図7】図7は、本発明によって製造された内装材用の不織布の各処理における形状を図示している。(a)は不織布の表面を図示し、(b)は不織布のプリント処理された表面を図示し、(c)はプリント処理後にアルカリエッチング処理された不織布の表面を図示している。
【図8】図8は、アルカリエッチング処理された内装用の不織布が自動車の内装材に使用された例を図示している。
【図9】図9は、コーティング処理の諸工程を図示している。(1)はバインダを図示し、(2)は第1ローラを図示し、(3)は第2ローラを図示し、(4)はゲージを図示している。
【図10】図10は、プリント処理の各工程を図示している。
【図11】図11は、内装材用不織布の吸収係数(α)の、アルカリエッチング処理前及び後における周波数バンド幅に関する比較を図示するグラフである。ここで、赤色はアルカリエッチング処理前の不織布を表し、青色はアルカリエッチング処理後の不織布を表している。
【発明を実施するための形態】
【0027】
本発明を、例示的実施例によって詳細に説明するが、これらの実施例は純粋に例示的なものであって、本発明の範囲を限定するものと解釈されてはならない。
【0028】
本発明による内装材用の不織布は、プリント処理、コーティング処理等の前処理と、エッチング処理とによって製造される。
【0029】
実施例1:コーティング処理
本発明の化学的コーティング(又はバインダコーティング)の処理が図9に図示されている。
コーティング装置は、一対のローラを備え、不織布の一方又は両方の面を、少なくとも1つのコーティング装置によってコーティングすることができる。不織布を、中央軸心に対して互いに反対方向に回転する前記ローラ対間に通すことによって、一方のローラと不織布とが互いに隣接する表面上にバインダが付加され、それによって、不織布の表面がバインダによってコーティングされる。DKCから入手可能な、ACRYSOL 890、Acrylic Emulsion DK-6800DK Chem 、又はEW-100S SKI PET RESINがバインダとして使用される。
【0030】
この時点において、前記二つのローラに接触する不織布の表面は同じであってもよいし(表面コーティング)或いは互いに異なっていてもよい(裏面コーティング)。更に、もしも表面コーティングと裏面コーティングとを同時に行うならば、両面コーティングが可能である。即ち、両面コーティングは、一対のローラによって裏面コーティングを行い、コーティングされた裏面を乾燥させ、その乾燥した不織布に別の対のローラによって表面コーティングを行い、その不織布を乾燥させることによって可能である。換言すると、不織布を第1ローラを通して通過させ、この第1ローラに隣接するその表面の反対側の面を第2ローラに通過させ、第2ローラと不織布に隣接する面との間にバインダを導入するようにして裏面コーティングを行う。前記発泡バインダは、50〜500g/lで、コーティング量は5〜50gsmであり、前記コーティング装置の二つのローラ間のゲージ距離は0T〜5Tである。
【0031】
実施例2:プリント処理
回転スクリーン法を使用するプリント処理は、回転スクリーンがガイドロールに接触するプリント装置を使用する(図10)。不織布が第1色のプリント装置の回転スクリーンロール(図10中のa)とガイドロール(図10中のb)との間を通過すると、前記回転スクリーンロール内に設けられたバインダ供給装置(図10中のc)によって排出される色バインダ(図10中のe)がスクイーズバー(図10中のd)によって押されて、その一部が回転スクリーンの外表面から放出され、それによって不織布の表面上にパターンが形成される。前記スクイーズバーは、磁石(電磁石)(図10中のf)の磁界の範囲内に位置しているので、スクイーズバーによって所定量の色バインダが所定の位置で回転スクリーンの外側へと放出され、それによってプリントが可能となる。この時、前記磁石の磁界強度を3〜8kgfに調節することによってプリントパターンの解像度を制御することができる。磁石の磁界強度が高い場合は、パターンは暗色でかつビビッドであり、その磁界強度が低い場合には、パターンは淡くプリントされる。
【0032】
前述したプリント装置と同じタイプのプリント装置(第2色プリント装置)が側方に配置され、不織布が前記第1色プリント装置を通過した後に引き続きこの第2色プリント装置へと移動すると、追加のパターンが形成される。このようにして、少なくとも二つの連続処理によって異なる外観が得られ、不織布は、前記バインダにダイと、有機顔料とを、前記バインダの総重量の1〜10wt.%の量、混合することによって所望の色がプリントされる。前記ダイとして、Foron Black(Swiss Clariant社)、又はForon Dark Blue RD-2RE 300(Swiss Clariant社)が使用され、前記有機顔料としてRYUDYE-W BLACK RS CONE、RYUDYE-W NAVY BLUE FFTR、RYUDYE-W RED FFGR、 RYUDYE-W YELLOW FF3R、又はRYUDYE-W BROWN FFR(DIC社、日本)が使用される。
【0033】
前記ガイドロールは、不織布の厚みのばらつきを減らすために、ゴムやシリコンなどの軟質材から形成され、それによって不織布の表面は規則的な厚みでプリントされる。更に、バインダがプリントされないように、プリントスクリーンが規則的パターンで開放されている開放領域が、不織布の表面積の約40〜90%の割合で設けられる。
【0034】
分散ダイを調製するために、分散剤によって、細かい粉状のダイが実質的にコロイド状に水中に分散され、ダイが繊維中に溶け込み、繊維上に染色される。
【0035】
上述したように、少なくとも二回の連続するプリント処理によって、不織布には、前記ダイと顔料との混合率に応じて、異なるパターンと色とがプリントされ、それによって多様な外観が得られる。
【0036】
実施例3:アルカリエッチング処理
100wt.%ボリエステルからなる不織布上にアルカリエッチング処理を行う。このアルカリエッチング処理は、繊維の表面に強アルカリ剤、NaOH、を添加して繊維を規則的な形状と深さで溶かすことによって行われる。アルカリ剤で不織布表面をプリントした後、プリント溶液と不織布の溶解部分とが分離される。
上述したように製造した内装材用の不織布の成形性と吸音性を測定した。
【0037】
実施例4:成形性の比較
不織布の成形性に対する前記アルカリエッチング処理の効果を確認するために、そのモジュラスを、エッチング処理の前後に比較した。
【0038】
【表1】
【0039】
上記の表1において、25%モジュラスという用語は成形性を評価するための重要な物理特性であり、これは、不織布を25%の所定の長さ伸長するために必要な力を意味している。従って、その値が低いほど成形性は良好である。上記の表1に示すように、不織布のモジュラスはエッチング処理前と比較してその後に大幅に低減している。特に、長手方向のモジュラスはエッチング処理前の30%減少している。
【0040】
実施例5:吸音性の比較
前記不織布の吸音性に対する前記エッチング処理の効果を確認するために、吸音性をエッチング処理の前後において各周波数帯域幅について比較した。エッチング処理した不織布の吸音性は、エッチング処理前よりも全ての周波数帯域幅において極めて良好であった。そして、吸音性は、1000Hz以上の周波数帯域幅において顕著に改善されたことが確認された(図11)。
【産業上の利用可能性】
【0041】
本発明は、一定の品質と同時に大量生産用とに使用される表皮材と基材の成形によって製造されることを特徴とする、自動車の内装表皮材と靴用の材料用に使用可能である。
【特許請求の範囲】
【請求項1】
自動車内装材用の不織布を製造する方法であって、前記不織布の表面又は裏面にプリントする工程と、前記不織布の表面又は裏面にアルカリエッチング処理を行う工程とを含む方法。
【請求項2】
前記プリントする工程の前に、前記不織布の表面又は裏面にコーティングを行う請求項1に記載の方法。
【請求項3】
前記プリントする工程、前記コーティングする工程、又はこれらの組み合わせを繰り返し行った後に、前記不織布のアルカリエッチング処理を行う請求項1又は2に記載の方法。
【請求項4】
前記不織布は、2以上、5以下の繊維層を有する請求項1〜3のいずれかに記載の方法。
【請求項5】
前記コーティングする工程は、アクリル、スチレン、ポリビニルクロライド、ポリビニルアルコール、ポリエステル、エチレンビニルクロライド、エチレンビニルアセテート、及びポリウレタンからなる群から選択される少なくとも1種を含むバインダによって行われる請求項1〜4のいずれかに記載の方法。
【請求項6】
前記アルカリエッチング処理は、前記不織布の表面全体の50%以上、90%以下に対して行われる請求項1〜5のいずれかに記載の方法。
【請求項7】
前記アルカリエッチング処理は、NaOH,KOH,RbOH、及びCsOHからなる群から選択される1種を使用して行われる請求項1〜6のいずれかに記載の方法。
【請求項8】
前記アルカリエッチング処理は、NaOHを使用して行われる請求項7に記載の方法。
【請求項9】
前記不織布の前記繊維層は、ポリエステルを50〜100wt.%有する請求項1〜8のいずれかに記載の方法。
【請求項10】
請求項1〜9のいずれかに記載の方法によって製造される自動車内装材用の不織布。
【請求項1】
自動車内装材用の不織布を製造する方法であって、前記不織布の表面又は裏面にプリントする工程と、前記不織布の表面又は裏面にアルカリエッチング処理を行う工程とを含む方法。
【請求項2】
前記プリントする工程の前に、前記不織布の表面又は裏面にコーティングを行う請求項1に記載の方法。
【請求項3】
前記プリントする工程、前記コーティングする工程、又はこれらの組み合わせを繰り返し行った後に、前記不織布のアルカリエッチング処理を行う請求項1又は2に記載の方法。
【請求項4】
前記不織布は、2以上、5以下の繊維層を有する請求項1〜3のいずれかに記載の方法。
【請求項5】
前記コーティングする工程は、アクリル、スチレン、ポリビニルクロライド、ポリビニルアルコール、ポリエステル、エチレンビニルクロライド、エチレンビニルアセテート、及びポリウレタンからなる群から選択される少なくとも1種を含むバインダによって行われる請求項1〜4のいずれかに記載の方法。
【請求項6】
前記アルカリエッチング処理は、前記不織布の表面全体の50%以上、90%以下に対して行われる請求項1〜5のいずれかに記載の方法。
【請求項7】
前記アルカリエッチング処理は、NaOH,KOH,RbOH、及びCsOHからなる群から選択される1種を使用して行われる請求項1〜6のいずれかに記載の方法。
【請求項8】
前記アルカリエッチング処理は、NaOHを使用して行われる請求項7に記載の方法。
【請求項9】
前記不織布の前記繊維層は、ポリエステルを50〜100wt.%有する請求項1〜8のいずれかに記載の方法。
【請求項10】
請求項1〜9のいずれかに記載の方法によって製造される自動車内装材用の不織布。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6(a)】
【図6(b)】
【図6(c)】
【図6(d)】
【図6(e)】

【図6(f)】
【図6(g)】
【図6(h)】
【図6(i)】
【図6(j)】
【図7(a)】
【図7(b)】
【図7(c)】
【図8】
【図9】
【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6(a)】
【図6(b)】
【図6(c)】
【図6(d)】
【図6(e)】
【図6(f)】
【図6(g)】
【図6(h)】
【図6(i)】
【図6(j)】
【図7(a)】
【図7(b)】
【図7(c)】
【図8】
【図9】
【図10】
【図11】
【公表番号】特表2012−503106(P2012−503106A)
【公表日】平成24年2月2日(2012.2.2)
【国際特許分類】
【出願番号】特願2011−527223(P2011−527223)
【出願日】平成21年8月17日(2009.8.17)
【国際出願番号】PCT/EP2009/005951
【国際公開番号】WO2010/031474
【国際公開日】平成22年3月25日(2010.3.25)
【出願人】(510057615)カール・フロイデンベルク・カー・ゲー (19)
【Fターム(参考)】
【公表日】平成24年2月2日(2012.2.2)
【国際特許分類】
【出願日】平成21年8月17日(2009.8.17)
【国際出願番号】PCT/EP2009/005951
【国際公開番号】WO2010/031474
【国際公開日】平成22年3月25日(2010.3.25)
【出願人】(510057615)カール・フロイデンベルク・カー・ゲー (19)
【Fターム(参考)】
[ Back to top ]