
自動車用フロアカーペット
【課題】自動車のフロア形状に熱成型されて、極端に伸ばされたコンソール領域でも、地すけの無い美観に優れた自動車用フロアカーペットを提供すること。
【解決手段】自動車用フロアカーペット1のタフテッドカーペット2を高打ち込み部分6と低打ち込み部分7の2種類以上のステッチ(長さ方向における、1インチ当たりのパイル糸5の打ち込み本数)で構成することにより、軽量化され、さらに、極端に伸ばされたコンソール領域でも、地すけの無い美観に優れた自動車用フロアカーペットとすることができる。
【解決手段】自動車用フロアカーペット1のタフテッドカーペット2を高打ち込み部分6と低打ち込み部分7の2種類以上のステッチ(長さ方向における、1インチ当たりのパイル糸5の打ち込み本数)で構成することにより、軽量化され、さらに、極端に伸ばされたコンソール領域でも、地すけの無い美観に優れた自動車用フロアカーペットとすることができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、熱成型を施して自動車のフロア面に敷設して好適に用いられる軽量化された自動車用フロアカーペットに関するものである。
【背景技術】
【0002】
従来、特許文献1〜4に記載されているように、自動車用フロアカーペットを自動車のフロアパネル上に敷設する場合は、自動車用フロアカーペットをフロアパネルに合致した形状に熱成型してから該フロアパネルに一体感のある見栄えのカーペットを敷設していた。一方、最近の環境保全や燃費向上を目指す方向から、自動車用フロアカーペットも軽量化が求められて、自動車用フロアカーペットに用いられるタフテッドカーペットの重量を軽くするために、パイル糸の打ち込み本数を減少させる等の必要があった。しかしながら、自動車のフロアパネルには高さのあるコンソール領域があり、フラットな足元領域と比較して、熱成型時に、極端に自動車用フロアカーペットが伸ばされ、パイル糸の打ち込み本数を減少させたタフテッドカーペットでは、コンソール領域に充当された部分はパイル糸の間からパイル糸根元の基布が見える地すけを起こし、見苦しい外観となっていた。
【特許文献1】特開平1−133722号公報
【特許文献2】実開平3−32530号公報
【特許文献3】特開平7−285366号公報
【特許文献4】特開2001−315562号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
本発明は、かかる技術的背景に鑑みてなされたものであって、軽量化されているにも拘らず、自動車のフロア形状に熱成型されて、極端に伸ばされたコンソール領域でも、地すけの無い美観に優れた自動車用フロアカーペットを提供することを目的とする。
【課題を解決するための手段】
【0004】
本発明者らは、このような課題を解決するために鋭意検討の結果、自動車用フロアカーペットのタフテッドカーペットを高打ち込み部分と低打ち込み部分の2種類以上のステッチ(長さ方向における、1インチ当たりのパイル糸の打ち込み本数)で構成することにより、軽量化され、さらに、極端に伸ばされたコンソール領域でも、地すけの無い美観に優れた自動車用フロアカーペットとすることができることを見出し本発明に到達した。前記目的を達成するために、本発明は以下の手段を提供する。
【0005】
[1]基布にパイル糸が植設されたタフテッドカーペットとバッキング層が接着一体化されてなる自動車用フロアカーペットにおいて、前記タフテッドカーペットが2種類以上のステッチ(長さ方向における、1インチ当たりのパイル糸の打ち込み本数)部分を有することを特徴とする自動車用フロアカーペット。
【0006】
[2]前記タフテッドカーペットにおいて、前記2種類以上のステッチが8〜14/インチである高打ち込み部分と、6〜10/インチである低打ち込み部分で構成されることを特徴とする前項1に記載の自動車用フロアカーペット。
【0007】
[3]前記タフテッドカーペットにおいて、前記高打ち込み部分の長さは400〜800mmであり、該高打ち込み部分の前後に、長さが600〜800mmの低打ち込み部分が構成されていることを特徴とする前項1または2に記載の自動車用フロアカーペット。
【0008】
[4]前記タフテッドカーペットにおいて、前記高打ち込み部分と前記低打ち込み部分の境界部分に、1種類以上の中打ち込み部分を有し、該中打ち込み部分のステッチは前記高打ち込み部分と前記低打ち込み部分のステッチの中間の打ち込み本数であり、該中打ち込み部分の長さは0〜150mmであることを特徴とする前項1乃至3に記載の自動車用フロアカーペット。
【発明の効果】
【0009】
[1]の発明では、自動車用フロアカーペットを構成するタフテッドカーペットが2種類以上のステッチ(長さ方向における、1インチ当たりのパイル糸の打ち込み本数)を有することにより、1枚のカーペットで熱成型により部分的に、平面部分の伸ばされない部分、コンソール領域等の伸ばされた部分が発生しても、伸ばされない部分に低打ち込み部分、伸ばされた部分に高打ち込み部分を充当することにより、カーペット全体に地すけの無い一体感のある美観の優れた自動車用フロアカーペットとなる。また、自動車用フロアカーペット1枚のトータル的には軽量化されたカーペットとなる。さらに、2種類以上の太さのパイル糸を使用したり、タフト方向と直交する方向におけるパイル糸の打ち込み本を織機の設定において変更する事無く、標準の織機の設定で合理的に生産する事ができる。また、熱成型後に地すけの無い自動車用フロアカーペットにするために、カーペット全体を高打ち込み部分だけで構成した自動車用フロアカーペットと比較しても安価に製造することができる。
【0010】
[2]の発明では、2種類以上のステッチ部分を構成する1種類が8〜14/インチである高打ち込み部分で構成されることにより、該高打ち込み部分がコンソール領域等の伸ばされた部分に充当されても、地すけの無い一体感のある美観の優れた自動車用フロアカーペットとなる。また、他の1種類が6〜10/インチである低打ち込み部分で構成されることにより、該低打ち込み部分が平面部分の伸ばされない部分に充当されれば、十分に地すけの無い一体感のある美観の優れた自動車用フロアカーペットとなる。さらに、自動車用フロアカーペット1枚のトータル的には軽量化されたカーペットとなる。
【0011】
[3]の発明では、高打ち込み部分の長さは400〜800mmであり、該高打ち込み部分の前後に、長さが600〜800mmの低打ち込み部分が構成され、1台分の自動車用フロアカーペットのサイズに合致し、自動車のフロア形状の熱成型時に伸ばされるコンソール領域に高打ち込み部分を被覆させ、さらに、平面部分の伸ばされない部分に低打ち込み部分を被覆させることにより、1台分の自動車用フロアカーペットを形成することが可能となり、十分に地すけの無い一体感のある美観の優れた自動車用フロアカーペットとなる。
【0012】
[4]の発明では、高打ち込み部分と低打ち込み部分の境界部分に、1種類以上の中打ち込み部分を有し、該中打ち込み部分のステッチは前記高打ち込み部分と前記低打ち込み部分のステッチの中間の打ち込み本数であり、該中打ち込み部分の長さは0〜150mmであることから、熱成型後に高打ち込み部分と低打ち込み部分の境界が判別し難くなり、カーペット全体に地すけの無い一体感のある美観の優れた自動車用フロアカーペットとなる。
【発明を実施するための最良の形態】
【0013】
本発明の自動車用フロアカーペットは、該自動車用フロアカーペットを構成するタフテッドカーペットの製織時に、長さ方向の所定部分に2種類以上のステッチ(長さ方向における、1インチ当たりのパイル糸の打ち込み本数)を形成し、1枚のタフテッドカーペットのなかに、高打ち込み部分と低打ち込み部分を構成させることにより、前記自動車用フロアカーペットが自動車のフロア形状に熱成型されて、極端に伸ばされたコンソール領域でも、地すけの無い一体感のある美観の優れた自動車用フロアカーペットができることを見出し本発明に到達したものである。
【0014】
本明細書において「ステッチ」とは、長さ方向(製織方向)における、1インチ当たりのパイル糸の打ち込み本数を意味する。例えば、パイル基布の長さ方向1インチ(2.54cm)当たりに打ち込まれている本数である。
【0015】
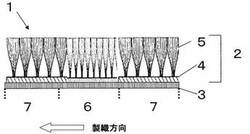
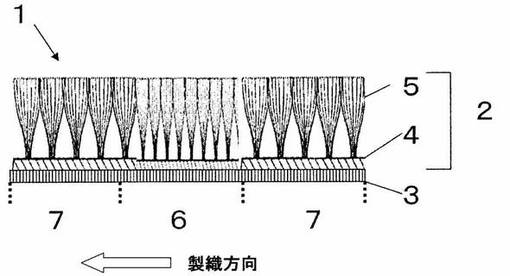
本発明を図面に基づいて説明する。図1に示すように、自動車用フロアカーペット(1)はタフテッドカーペット(2)と、バッキング層(3)からなる。
【0016】
本発明における自動車用フロアカーペット(1)を構成するタフテッドカーペット(2)はタフティング機により基布(4)にパイル糸(5)を植設され、該タフテッドカーペットの形態としては、カットパイル、ループパイル、カットアンドループ等どの様な形態でも応用できる。
【0017】
前記パイル糸(5)を構成するパイル素材としては、一般的にカーペット素材として使用しているものを用いればよく、ウール、麻、コットン等の天然繊維やポリアミド系繊維、ポリエステル系繊維、ポリアクリル系繊維、ポリプロピレン系繊維等の合成樹脂繊維等が挙げられる。またパイルが植設される基布(4)はポリエステル系繊維、ポリプロピレン系繊維等の合成樹脂繊維からなる織布や不織布を用いることが好ましい。
【0018】
前記パイル糸(5)の繊度は800〜3000dtexのパイル糸を用いることが好ましい。上記範囲のパイル糸(5)を用いれば、自動車用フロアカーペット(1)をフロアパネルに合致した形状に熱成型してから該フロアパネルに敷設しても、一体感のある見栄えとなり、踏み心地の良好なカーペットとなる。800dtexを下回れば、透けが発生し見苦しい表情のカーペットとなり、3000dtexを上回れば経済的にも不利となり、重量が嵩み車の燃費にも悪影響が発生する。
【0019】
前記基布(4)は、パイル糸(5)が植設されるベースとなるもので、ポリエステル系繊維、ポリプロピレン系繊維等の合成樹脂繊維からなる織布や不織布を用いることが好ましい。
【0020】
最近の環境保全や燃費向上を目指す方向から、自動車用フロアカーペットも軽量化が求められて、自動車用フロアカーペットを構成するタフテッドカーペットのパイル糸目付の低量化が求められていた。従来は自動車用フロアカーペット全領域において、パイル糸目付350〜450g/m2程度のカーペットが用いられてきたが、要望として、パイル糸目付においてマイナス5〜10%の軽量化が求められている。
【0021】
ところが、自動車のフロア形状は凹凸があるので、自動車用フロアカーペット(1)は熱成型して使用される。パイル糸目付を低量化しても、足元のフロア領域は熱成型後も殆ど伸びは無く、タフテッドカーペット(2)の外観を維持できるが、運転席と助手席との間のコンソール領域は局部的に最大30%も伸ばされるので、従来のカーペットをではパイル糸(5)の間から基布(4)が見える地すけが生じ、見苦しい外観となっていた。
【0022】
し
かしながら、本発明においては伸ばされるコンソール領域にはタフテッドカーペット(2)における8〜14/インチである高打ち込み部分(6)を充当し、足元のフロア領域にはタフテッドカーペット(2)における6〜10/インチである低打ち込み部分(7)を充当することにより、自動車のフロア形状の熱成型後に伸びが少ない足元のフロア領域から伸びの激しいコンソール領域へと連続した一体感のある美観の優れた、地すけの無い自動車用フロアカーペット(1)とすることが可能となり、トータル的には軽量化を達成した自動車用フロアカーペット(1)となる。高打ち込み部分(6)において、該範囲のステッチを下回れば熱成型後に地すけが発生し、見苦しい自動車用フロアカーペット(1)となる。また、該範囲のステッチを上回れば、重量が嵩み、経済的にも不利となる。さらに、低打ち込み部分(7)において、該範囲のステッチを下回れば、伸びの無い部分においても地すけが発生し、見苦しい自動車用フロアカーペット(1)となる。また、該範囲のステッチを上回れば、重量が嵩み、経済的にも不利となる。
【0023】
大型車、小型車、または車種によって、自動車の幅長は一定ではないが、一般的には1600〜2000mmに設定されている。したがって自動車用フロアカーペット(1)は、幅もしくは長さを1600〜2000mmで製造される。本発明では前記タフテッドカーペットの長さ方向を自動車の幅方向に充当し、さらに、長さ方向において、前記高打ち込み部分(6)の長さは400〜800mmであり、該高打ち込み部分(6)の前後に、長さが600〜800mmの低打ち込み部分(7)が構成されている。即ち長さ方向における中央部分400〜800mmの範囲を8〜14/インチである高打ち込み部分(6)で構成することにより、該部分が自動車用フロアカーペット(1)の熱成型時のコンソール領域に充当されることになり、熱成型で伸ばされても地すけの無い美観に優れた自動車用フロアカーペットとなる。また、前記高打ち込み部分(6)の前後に600〜800mmの範囲を6〜10/インチである低打ち込み部分(7)で構成することにより、熱成型で伸ばされないので、タフテッドカーペット(2)の外観を維持することが可能となり、コンソール領域と連続した一体感のある優れた外観を呈する自動車用フロアカーペット(1)となる。また、必要以上にパイル糸(5)を投入する事無く経済的にも有効な自動車用フロアカーペット(1)となる。
【0024】
本発明における、長さが400〜800mmの前記高打ち込み部分(6)と、該高打ち込み部分(6)の前後に、長さが600〜800mmの低打ち込み部分(7)が構成されているタフテッドカーペット(2)を連続的に製造する方法として、多数のパイル糸(5)をニードルへ送り出すパイル糸送りロールと、該パイル糸送りロールから送り出された糸を往復運動により基布(4)に植え込む多数のニードルと、該基布(4)を送り出すための基布送りロールとからなるタフティング機において、所定の長さを製織後、前記基布送りロールから送り出す基布(4)の速度を変更する事により製造することができる。さらに、該基布送りロールをニードルの駆動とは独立させ、独立したサーボモーターによって駆動させ、送り出す基布(4)の速度をコンピュータ制御する事により容易に製造することができる。
【0025】
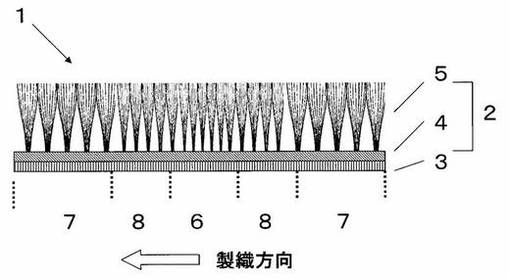
本発明において、自動車用フロアカーペット(1)の熱成型後に、コンソール領域の立ち上がり部分等の伸びの差が比較的に少ない部分では、前記高打ち込み部分(6)と前記低打ち込み部分(7)の境界部分が目立ってしまう可能性がある。その場合には、図2に示すように、前記高打ち込み部分(6)と前記低打ち込み部分(7)の境界部分に、1種類以上の中打ち込み部分(8)を構成させることで解決できる。該中打ち込み部分(8)のステッチは前記高打ち込み部分(6)と前記低打ち込み部分(7)のステッチの中間の打ち込み本数であり、該中打ち込み部分の長さは0〜150mmであることにより、熱成型後のあらゆる部分において、ステッチの本数によって、境界が目立つ事無く、カーペット全体に地すけの無い一体感のある美観の優れた自動車用フロアカーペット(1)となる。
【0026】
自動車用フロアカーペット(1)のバッキング層(3)は、カーペットの形状保持や前記パイル糸(5)の抜け防止の機能が基本的に要求されている。また、自動車のフロア形状は凹凸があるので、熱成型することが不可欠であるから、加熱して可塑化した裏打材をもって所要の形状にする必要がある。したがって、前記自動車用フロアカーペット(1)のバッキング層(3)は熱可塑性樹脂が用いられる。前記熱可塑性樹脂としては、特に限定されるものではないが、例えばポリエチレン樹脂、ポリエステル樹脂、ポリプロピレン樹脂、ポリアミド樹脂などが挙げられるが、焼却する場合に有害ガスの発生がなく、加工性及び経済性の面からポリエチレン樹脂が好ましい。塗布量としては、上記要求機能を満足させるために、150〜800g/m2が必要である。該範囲を下回れば、前記パイル糸(5)の抜け防止が不十分で、該範囲を上回れば、溶融させるのに高温と加熱時間を要し経済的に不利となる。
【0027】
本発明における自動車用フロアカーペット(1)の製造方法は、タフティング機において、送り出す基布(4)の速度を間歇的に変更する事により、ステッチが8〜14/インチである高打ち込み部分(6)を長さ、400〜800mmで製織し、該高打ち込み部分(6)の前後に、ステッチが6〜10/インチである長さ、600〜800mmの低打ち込み部分(7)を製織し、さらに、必要に応じ、前記高打ち込み部分(6)と前記低打ち込み部分(7)の境界部分に、前記高打ち込み部分(6)と前記低打ち込み部分(7)のステッチの中間の打ち込み本数であるステッチで、長さ、0〜150mmの中打ち込み部分(8)を製織し、その構成を連続的に製織する。上記方法により1枚のタフテッドカーペットの中に、2種類以上のステッチ(長さ方向における、1インチ当たりのパイル糸の打ち込み本数)を有するタフテッドカーペットを製造することができる。次にTダイ型押出し機によってタフテッドカーペット(2)の上にフィルム状に溶融押出しされた熱可塑性樹脂を塗布しバッキング層(3)とし、ニップロールによって加圧挟持され自動車用フロアカーペット(1)を形成する。
【実施例】
【0028】
以下、本発明の実施例について説明する。
【0029】
<実施例1>幅2000mmのタフテッドカーペットを製織するタフティング機において、2000dtexのナイロン糸(ポリアミド系繊維)を用い、パイル長7mmの設定で、ステッチが10.0/インチの高打ち込み部分を600mmの長さで製織し、ステッチが8.0/インチの低打ち込み部分を1400mm(700mm×2)の長さで製織するように設定し、基布はポリエステルスパンボンド不織布(目付100g/m2)を使用したカットパイルのタフテッドカーペットを用意した。次にTダイ型押出し機によってタフテッドカーペットの上にフィルム状に溶融押出しされたポリエチレン樹脂400g/m2を塗布しバッキング層とし、ニップロールによって加圧挟持され自動車用フロアカーペットを形成し、高打ち込み部分をコンソール領域に、低打ち込み部分を平面部分に充当するように熱成型を行い、自動車のフロアに施設した。
【0030】
<実施例2>高打ち込み部分と低打ち込み部分の境界部分に、ステッチ9.0で、長さ、100mmの中打ち込み部分を製織したこと以外は、実施例1と同様にして、自動車用フロアカーペットを形成し、高打ち込み部分をコンソール領域に、低打ち込み部分を平面部分に充当するように熱成型を行い、自動車のフロアに施設した。
【0031】
<実施例3>コンソール領域に充当する高打ち込み部分のステッチを8.5/インチとし、平面部分に充当する低打ち込み部分のステッチを7.5/インチとしたこと以外は、実施例1と同様にして、自動車用フロアカーペットを形成し、高打ち込み部分をコンソール領域に、低打ち込み部分を平面部分に充当するように熱成型を行い、自動車のフロアに施設した。
【0032】
<実施例4>コンソール領域に充当する高打ち込み部分のステッチを13.0/インチとし、平面部分に充当する低打ち込み部分のステッチを10.0/インチとしたこと以外は、実施例1と同様にして、自動車用フロアカーペットを形成し、高打ち込み部分をコンソール領域に、低打ち込み部分を平面部分に充当するように熱成型を行い、自動車のフロアに施設した。
【0033】
<比較例1>長さ方向において、すべてをステッチが8.0/インチの低打ち込み部分のみで構成したこと以外は、実施例1と同様にして、自動車用フロアカーペットを形成し、高打ち込み部分をコンソール領域に、低打ち込み部分を平面部分に充当するように熱成型を行い、自動車のフロアに施設した。
【0034】
<比較例2>長さ方向において、すべてをステッチが10.0/インチの高打ち込み部分のみで構成したこと以外は、実施例1と同様にして、自動車用フロアカーペットを形成し、高打ち込み部分をコンソール領域に、低打ち込み部分を平面部分に充当するように熱成型を行い、自動車のフロアに施設した。
【0035】
<比較例3>コンソール領域に充当する高打ち込み部分のステッチを10/インチとし、平面部分に充当する低打ち込み部分のステッチを5.5/インチとしたこと以外は、実施例1と同様にして、自動車用フロアカーペットを形成し、高打ち込み部分をコンソール領域に、低打ち込み部分を平面部分に充当するように熱成型を行い、自動車のフロアに施設した。
【0036】
<比較例4>コンソール領域に充当する高打ち込み部分のステッチを14.5/インチとし、平面部分に充当する低打ち込み部分のステッチを8.0/インチとしたこと以外は、実施例1と同様にして、自動車用フロアカーペットを形成し、高打ち込み部分をコンソール領域に、低打ち込み部分を平面部分に充当するように熱成型を行い、自動車のフロアに施設した。
【0037】
上記のようにして得られた各自動車用フロアカーペットに対して下記の評価を行った。その結果を表1に示す。
【0038】
<外観の評価>熱成型後の自動車用フロアカーペットを観察し、カーペットとしての外観を目視により評価した。地すけが無く、一体感の有るものを(○)、地すけが有り、一体感の無いものを(×)とした。
【0039】
<軽量化達成率>自動車用フロアカーペット1枚のパイル糸目付を測定し、400g/m2に対しての指数で表した。
【0040】
【表1】

【0041】
表1から明らかなように、この発明の実施例1〜4の自動車用フロアカーペットは、軽量化されたカーペットであり、自動車のフロア形状に熱成型後においても、地すけの無い外観に優れた自動車用フロアカーペットであった。
【0042】
これに対し、比較例1の自動車用フロアカーペットは、コンソール領域に充当されたカーペット部分はパイル糸の間からパイル糸根元の基布が見える地すけを起こし、見苦しい外観となっていた。また、比較例3の自動車用フロアカーペットは、平面領域に充当されたカーペット部分はパイル糸の間からパイル糸根元の基布が見える地すけを起こし、見苦しい外観となっていた。さらに、比較例2,4の自動車用フロアカーペットは軽量化が不十分であった。
【図面の簡単な説明】
【0043】
【図1】この発明に係る、自動車用フロアカーペットの概略断面図である。
【図2】この発明に係る、他の実施形態による自動車用フロアカーペットの概略断面図である。
【符号の説明】
【0044】
1・・・自動車用フロアカーペット2・・・タフテッドカーペット3・・・バッキング層4・・・基布5・・・パイル糸6・・・高打ち込み部分7・・・低打ち込み部分8・・・中打ち込み部分
【技術分野】
【0001】
本発明は、熱成型を施して自動車のフロア面に敷設して好適に用いられる軽量化された自動車用フロアカーペットに関するものである。
【背景技術】
【0002】
従来、特許文献1〜4に記載されているように、自動車用フロアカーペットを自動車のフロアパネル上に敷設する場合は、自動車用フロアカーペットをフロアパネルに合致した形状に熱成型してから該フロアパネルに一体感のある見栄えのカーペットを敷設していた。一方、最近の環境保全や燃費向上を目指す方向から、自動車用フロアカーペットも軽量化が求められて、自動車用フロアカーペットに用いられるタフテッドカーペットの重量を軽くするために、パイル糸の打ち込み本数を減少させる等の必要があった。しかしながら、自動車のフロアパネルには高さのあるコンソール領域があり、フラットな足元領域と比較して、熱成型時に、極端に自動車用フロアカーペットが伸ばされ、パイル糸の打ち込み本数を減少させたタフテッドカーペットでは、コンソール領域に充当された部分はパイル糸の間からパイル糸根元の基布が見える地すけを起こし、見苦しい外観となっていた。
【特許文献1】特開平1−133722号公報
【特許文献2】実開平3−32530号公報
【特許文献3】特開平7−285366号公報
【特許文献4】特開2001−315562号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
本発明は、かかる技術的背景に鑑みてなされたものであって、軽量化されているにも拘らず、自動車のフロア形状に熱成型されて、極端に伸ばされたコンソール領域でも、地すけの無い美観に優れた自動車用フロアカーペットを提供することを目的とする。
【課題を解決するための手段】
【0004】
本発明者らは、このような課題を解決するために鋭意検討の結果、自動車用フロアカーペットのタフテッドカーペットを高打ち込み部分と低打ち込み部分の2種類以上のステッチ(長さ方向における、1インチ当たりのパイル糸の打ち込み本数)で構成することにより、軽量化され、さらに、極端に伸ばされたコンソール領域でも、地すけの無い美観に優れた自動車用フロアカーペットとすることができることを見出し本発明に到達した。前記目的を達成するために、本発明は以下の手段を提供する。
【0005】
[1]基布にパイル糸が植設されたタフテッドカーペットとバッキング層が接着一体化されてなる自動車用フロアカーペットにおいて、前記タフテッドカーペットが2種類以上のステッチ(長さ方向における、1インチ当たりのパイル糸の打ち込み本数)部分を有することを特徴とする自動車用フロアカーペット。
【0006】
[2]前記タフテッドカーペットにおいて、前記2種類以上のステッチが8〜14/インチである高打ち込み部分と、6〜10/インチである低打ち込み部分で構成されることを特徴とする前項1に記載の自動車用フロアカーペット。
【0007】
[3]前記タフテッドカーペットにおいて、前記高打ち込み部分の長さは400〜800mmであり、該高打ち込み部分の前後に、長さが600〜800mmの低打ち込み部分が構成されていることを特徴とする前項1または2に記載の自動車用フロアカーペット。
【0008】
[4]前記タフテッドカーペットにおいて、前記高打ち込み部分と前記低打ち込み部分の境界部分に、1種類以上の中打ち込み部分を有し、該中打ち込み部分のステッチは前記高打ち込み部分と前記低打ち込み部分のステッチの中間の打ち込み本数であり、該中打ち込み部分の長さは0〜150mmであることを特徴とする前項1乃至3に記載の自動車用フロアカーペット。
【発明の効果】
【0009】
[1]の発明では、自動車用フロアカーペットを構成するタフテッドカーペットが2種類以上のステッチ(長さ方向における、1インチ当たりのパイル糸の打ち込み本数)を有することにより、1枚のカーペットで熱成型により部分的に、平面部分の伸ばされない部分、コンソール領域等の伸ばされた部分が発生しても、伸ばされない部分に低打ち込み部分、伸ばされた部分に高打ち込み部分を充当することにより、カーペット全体に地すけの無い一体感のある美観の優れた自動車用フロアカーペットとなる。また、自動車用フロアカーペット1枚のトータル的には軽量化されたカーペットとなる。さらに、2種類以上の太さのパイル糸を使用したり、タフト方向と直交する方向におけるパイル糸の打ち込み本を織機の設定において変更する事無く、標準の織機の設定で合理的に生産する事ができる。また、熱成型後に地すけの無い自動車用フロアカーペットにするために、カーペット全体を高打ち込み部分だけで構成した自動車用フロアカーペットと比較しても安価に製造することができる。
【0010】
[2]の発明では、2種類以上のステッチ部分を構成する1種類が8〜14/インチである高打ち込み部分で構成されることにより、該高打ち込み部分がコンソール領域等の伸ばされた部分に充当されても、地すけの無い一体感のある美観の優れた自動車用フロアカーペットとなる。また、他の1種類が6〜10/インチである低打ち込み部分で構成されることにより、該低打ち込み部分が平面部分の伸ばされない部分に充当されれば、十分に地すけの無い一体感のある美観の優れた自動車用フロアカーペットとなる。さらに、自動車用フロアカーペット1枚のトータル的には軽量化されたカーペットとなる。
【0011】
[3]の発明では、高打ち込み部分の長さは400〜800mmであり、該高打ち込み部分の前後に、長さが600〜800mmの低打ち込み部分が構成され、1台分の自動車用フロアカーペットのサイズに合致し、自動車のフロア形状の熱成型時に伸ばされるコンソール領域に高打ち込み部分を被覆させ、さらに、平面部分の伸ばされない部分に低打ち込み部分を被覆させることにより、1台分の自動車用フロアカーペットを形成することが可能となり、十分に地すけの無い一体感のある美観の優れた自動車用フロアカーペットとなる。
【0012】
[4]の発明では、高打ち込み部分と低打ち込み部分の境界部分に、1種類以上の中打ち込み部分を有し、該中打ち込み部分のステッチは前記高打ち込み部分と前記低打ち込み部分のステッチの中間の打ち込み本数であり、該中打ち込み部分の長さは0〜150mmであることから、熱成型後に高打ち込み部分と低打ち込み部分の境界が判別し難くなり、カーペット全体に地すけの無い一体感のある美観の優れた自動車用フロアカーペットとなる。
【発明を実施するための最良の形態】
【0013】
本発明の自動車用フロアカーペットは、該自動車用フロアカーペットを構成するタフテッドカーペットの製織時に、長さ方向の所定部分に2種類以上のステッチ(長さ方向における、1インチ当たりのパイル糸の打ち込み本数)を形成し、1枚のタフテッドカーペットのなかに、高打ち込み部分と低打ち込み部分を構成させることにより、前記自動車用フロアカーペットが自動車のフロア形状に熱成型されて、極端に伸ばされたコンソール領域でも、地すけの無い一体感のある美観の優れた自動車用フロアカーペットができることを見出し本発明に到達したものである。
【0014】
本明細書において「ステッチ」とは、長さ方向(製織方向)における、1インチ当たりのパイル糸の打ち込み本数を意味する。例えば、パイル基布の長さ方向1インチ(2.54cm)当たりに打ち込まれている本数である。
【0015】
本発明を図面に基づいて説明する。図1に示すように、自動車用フロアカーペット(1)はタフテッドカーペット(2)と、バッキング層(3)からなる。
【0016】
本発明における自動車用フロアカーペット(1)を構成するタフテッドカーペット(2)はタフティング機により基布(4)にパイル糸(5)を植設され、該タフテッドカーペットの形態としては、カットパイル、ループパイル、カットアンドループ等どの様な形態でも応用できる。
【0017】
前記パイル糸(5)を構成するパイル素材としては、一般的にカーペット素材として使用しているものを用いればよく、ウール、麻、コットン等の天然繊維やポリアミド系繊維、ポリエステル系繊維、ポリアクリル系繊維、ポリプロピレン系繊維等の合成樹脂繊維等が挙げられる。またパイルが植設される基布(4)はポリエステル系繊維、ポリプロピレン系繊維等の合成樹脂繊維からなる織布や不織布を用いることが好ましい。
【0018】
前記パイル糸(5)の繊度は800〜3000dtexのパイル糸を用いることが好ましい。上記範囲のパイル糸(5)を用いれば、自動車用フロアカーペット(1)をフロアパネルに合致した形状に熱成型してから該フロアパネルに敷設しても、一体感のある見栄えとなり、踏み心地の良好なカーペットとなる。800dtexを下回れば、透けが発生し見苦しい表情のカーペットとなり、3000dtexを上回れば経済的にも不利となり、重量が嵩み車の燃費にも悪影響が発生する。
【0019】
前記基布(4)は、パイル糸(5)が植設されるベースとなるもので、ポリエステル系繊維、ポリプロピレン系繊維等の合成樹脂繊維からなる織布や不織布を用いることが好ましい。
【0020】
最近の環境保全や燃費向上を目指す方向から、自動車用フロアカーペットも軽量化が求められて、自動車用フロアカーペットを構成するタフテッドカーペットのパイル糸目付の低量化が求められていた。従来は自動車用フロアカーペット全領域において、パイル糸目付350〜450g/m2程度のカーペットが用いられてきたが、要望として、パイル糸目付においてマイナス5〜10%の軽量化が求められている。
【0021】
ところが、自動車のフロア形状は凹凸があるので、自動車用フロアカーペット(1)は熱成型して使用される。パイル糸目付を低量化しても、足元のフロア領域は熱成型後も殆ど伸びは無く、タフテッドカーペット(2)の外観を維持できるが、運転席と助手席との間のコンソール領域は局部的に最大30%も伸ばされるので、従来のカーペットをではパイル糸(5)の間から基布(4)が見える地すけが生じ、見苦しい外観となっていた。
【0022】
し
かしながら、本発明においては伸ばされるコンソール領域にはタフテッドカーペット(2)における8〜14/インチである高打ち込み部分(6)を充当し、足元のフロア領域にはタフテッドカーペット(2)における6〜10/インチである低打ち込み部分(7)を充当することにより、自動車のフロア形状の熱成型後に伸びが少ない足元のフロア領域から伸びの激しいコンソール領域へと連続した一体感のある美観の優れた、地すけの無い自動車用フロアカーペット(1)とすることが可能となり、トータル的には軽量化を達成した自動車用フロアカーペット(1)となる。高打ち込み部分(6)において、該範囲のステッチを下回れば熱成型後に地すけが発生し、見苦しい自動車用フロアカーペット(1)となる。また、該範囲のステッチを上回れば、重量が嵩み、経済的にも不利となる。さらに、低打ち込み部分(7)において、該範囲のステッチを下回れば、伸びの無い部分においても地すけが発生し、見苦しい自動車用フロアカーペット(1)となる。また、該範囲のステッチを上回れば、重量が嵩み、経済的にも不利となる。
【0023】
大型車、小型車、または車種によって、自動車の幅長は一定ではないが、一般的には1600〜2000mmに設定されている。したがって自動車用フロアカーペット(1)は、幅もしくは長さを1600〜2000mmで製造される。本発明では前記タフテッドカーペットの長さ方向を自動車の幅方向に充当し、さらに、長さ方向において、前記高打ち込み部分(6)の長さは400〜800mmであり、該高打ち込み部分(6)の前後に、長さが600〜800mmの低打ち込み部分(7)が構成されている。即ち長さ方向における中央部分400〜800mmの範囲を8〜14/インチである高打ち込み部分(6)で構成することにより、該部分が自動車用フロアカーペット(1)の熱成型時のコンソール領域に充当されることになり、熱成型で伸ばされても地すけの無い美観に優れた自動車用フロアカーペットとなる。また、前記高打ち込み部分(6)の前後に600〜800mmの範囲を6〜10/インチである低打ち込み部分(7)で構成することにより、熱成型で伸ばされないので、タフテッドカーペット(2)の外観を維持することが可能となり、コンソール領域と連続した一体感のある優れた外観を呈する自動車用フロアカーペット(1)となる。また、必要以上にパイル糸(5)を投入する事無く経済的にも有効な自動車用フロアカーペット(1)となる。
【0024】
本発明における、長さが400〜800mmの前記高打ち込み部分(6)と、該高打ち込み部分(6)の前後に、長さが600〜800mmの低打ち込み部分(7)が構成されているタフテッドカーペット(2)を連続的に製造する方法として、多数のパイル糸(5)をニードルへ送り出すパイル糸送りロールと、該パイル糸送りロールから送り出された糸を往復運動により基布(4)に植え込む多数のニードルと、該基布(4)を送り出すための基布送りロールとからなるタフティング機において、所定の長さを製織後、前記基布送りロールから送り出す基布(4)の速度を変更する事により製造することができる。さらに、該基布送りロールをニードルの駆動とは独立させ、独立したサーボモーターによって駆動させ、送り出す基布(4)の速度をコンピュータ制御する事により容易に製造することができる。
【0025】
本発明において、自動車用フロアカーペット(1)の熱成型後に、コンソール領域の立ち上がり部分等の伸びの差が比較的に少ない部分では、前記高打ち込み部分(6)と前記低打ち込み部分(7)の境界部分が目立ってしまう可能性がある。その場合には、図2に示すように、前記高打ち込み部分(6)と前記低打ち込み部分(7)の境界部分に、1種類以上の中打ち込み部分(8)を構成させることで解決できる。該中打ち込み部分(8)のステッチは前記高打ち込み部分(6)と前記低打ち込み部分(7)のステッチの中間の打ち込み本数であり、該中打ち込み部分の長さは0〜150mmであることにより、熱成型後のあらゆる部分において、ステッチの本数によって、境界が目立つ事無く、カーペット全体に地すけの無い一体感のある美観の優れた自動車用フロアカーペット(1)となる。
【0026】
自動車用フロアカーペット(1)のバッキング層(3)は、カーペットの形状保持や前記パイル糸(5)の抜け防止の機能が基本的に要求されている。また、自動車のフロア形状は凹凸があるので、熱成型することが不可欠であるから、加熱して可塑化した裏打材をもって所要の形状にする必要がある。したがって、前記自動車用フロアカーペット(1)のバッキング層(3)は熱可塑性樹脂が用いられる。前記熱可塑性樹脂としては、特に限定されるものではないが、例えばポリエチレン樹脂、ポリエステル樹脂、ポリプロピレン樹脂、ポリアミド樹脂などが挙げられるが、焼却する場合に有害ガスの発生がなく、加工性及び経済性の面からポリエチレン樹脂が好ましい。塗布量としては、上記要求機能を満足させるために、150〜800g/m2が必要である。該範囲を下回れば、前記パイル糸(5)の抜け防止が不十分で、該範囲を上回れば、溶融させるのに高温と加熱時間を要し経済的に不利となる。
【0027】
本発明における自動車用フロアカーペット(1)の製造方法は、タフティング機において、送り出す基布(4)の速度を間歇的に変更する事により、ステッチが8〜14/インチである高打ち込み部分(6)を長さ、400〜800mmで製織し、該高打ち込み部分(6)の前後に、ステッチが6〜10/インチである長さ、600〜800mmの低打ち込み部分(7)を製織し、さらに、必要に応じ、前記高打ち込み部分(6)と前記低打ち込み部分(7)の境界部分に、前記高打ち込み部分(6)と前記低打ち込み部分(7)のステッチの中間の打ち込み本数であるステッチで、長さ、0〜150mmの中打ち込み部分(8)を製織し、その構成を連続的に製織する。上記方法により1枚のタフテッドカーペットの中に、2種類以上のステッチ(長さ方向における、1インチ当たりのパイル糸の打ち込み本数)を有するタフテッドカーペットを製造することができる。次にTダイ型押出し機によってタフテッドカーペット(2)の上にフィルム状に溶融押出しされた熱可塑性樹脂を塗布しバッキング層(3)とし、ニップロールによって加圧挟持され自動車用フロアカーペット(1)を形成する。
【実施例】
【0028】
以下、本発明の実施例について説明する。
【0029】
<実施例1>幅2000mmのタフテッドカーペットを製織するタフティング機において、2000dtexのナイロン糸(ポリアミド系繊維)を用い、パイル長7mmの設定で、ステッチが10.0/インチの高打ち込み部分を600mmの長さで製織し、ステッチが8.0/インチの低打ち込み部分を1400mm(700mm×2)の長さで製織するように設定し、基布はポリエステルスパンボンド不織布(目付100g/m2)を使用したカットパイルのタフテッドカーペットを用意した。次にTダイ型押出し機によってタフテッドカーペットの上にフィルム状に溶融押出しされたポリエチレン樹脂400g/m2を塗布しバッキング層とし、ニップロールによって加圧挟持され自動車用フロアカーペットを形成し、高打ち込み部分をコンソール領域に、低打ち込み部分を平面部分に充当するように熱成型を行い、自動車のフロアに施設した。
【0030】
<実施例2>高打ち込み部分と低打ち込み部分の境界部分に、ステッチ9.0で、長さ、100mmの中打ち込み部分を製織したこと以外は、実施例1と同様にして、自動車用フロアカーペットを形成し、高打ち込み部分をコンソール領域に、低打ち込み部分を平面部分に充当するように熱成型を行い、自動車のフロアに施設した。
【0031】
<実施例3>コンソール領域に充当する高打ち込み部分のステッチを8.5/インチとし、平面部分に充当する低打ち込み部分のステッチを7.5/インチとしたこと以外は、実施例1と同様にして、自動車用フロアカーペットを形成し、高打ち込み部分をコンソール領域に、低打ち込み部分を平面部分に充当するように熱成型を行い、自動車のフロアに施設した。
【0032】
<実施例4>コンソール領域に充当する高打ち込み部分のステッチを13.0/インチとし、平面部分に充当する低打ち込み部分のステッチを10.0/インチとしたこと以外は、実施例1と同様にして、自動車用フロアカーペットを形成し、高打ち込み部分をコンソール領域に、低打ち込み部分を平面部分に充当するように熱成型を行い、自動車のフロアに施設した。
【0033】
<比較例1>長さ方向において、すべてをステッチが8.0/インチの低打ち込み部分のみで構成したこと以外は、実施例1と同様にして、自動車用フロアカーペットを形成し、高打ち込み部分をコンソール領域に、低打ち込み部分を平面部分に充当するように熱成型を行い、自動車のフロアに施設した。
【0034】
<比較例2>長さ方向において、すべてをステッチが10.0/インチの高打ち込み部分のみで構成したこと以外は、実施例1と同様にして、自動車用フロアカーペットを形成し、高打ち込み部分をコンソール領域に、低打ち込み部分を平面部分に充当するように熱成型を行い、自動車のフロアに施設した。
【0035】
<比較例3>コンソール領域に充当する高打ち込み部分のステッチを10/インチとし、平面部分に充当する低打ち込み部分のステッチを5.5/インチとしたこと以外は、実施例1と同様にして、自動車用フロアカーペットを形成し、高打ち込み部分をコンソール領域に、低打ち込み部分を平面部分に充当するように熱成型を行い、自動車のフロアに施設した。
【0036】
<比較例4>コンソール領域に充当する高打ち込み部分のステッチを14.5/インチとし、平面部分に充当する低打ち込み部分のステッチを8.0/インチとしたこと以外は、実施例1と同様にして、自動車用フロアカーペットを形成し、高打ち込み部分をコンソール領域に、低打ち込み部分を平面部分に充当するように熱成型を行い、自動車のフロアに施設した。
【0037】
上記のようにして得られた各自動車用フロアカーペットに対して下記の評価を行った。その結果を表1に示す。
【0038】
<外観の評価>熱成型後の自動車用フロアカーペットを観察し、カーペットとしての外観を目視により評価した。地すけが無く、一体感の有るものを(○)、地すけが有り、一体感の無いものを(×)とした。
【0039】
<軽量化達成率>自動車用フロアカーペット1枚のパイル糸目付を測定し、400g/m2に対しての指数で表した。
【0040】
【表1】
【0041】
表1から明らかなように、この発明の実施例1〜4の自動車用フロアカーペットは、軽量化されたカーペットであり、自動車のフロア形状に熱成型後においても、地すけの無い外観に優れた自動車用フロアカーペットであった。
【0042】
これに対し、比較例1の自動車用フロアカーペットは、コンソール領域に充当されたカーペット部分はパイル糸の間からパイル糸根元の基布が見える地すけを起こし、見苦しい外観となっていた。また、比較例3の自動車用フロアカーペットは、平面領域に充当されたカーペット部分はパイル糸の間からパイル糸根元の基布が見える地すけを起こし、見苦しい外観となっていた。さらに、比較例2,4の自動車用フロアカーペットは軽量化が不十分であった。
【図面の簡単な説明】
【0043】
【図1】この発明に係る、自動車用フロアカーペットの概略断面図である。
【図2】この発明に係る、他の実施形態による自動車用フロアカーペットの概略断面図である。
【符号の説明】
【0044】
1・・・自動車用フロアカーペット2・・・タフテッドカーペット3・・・バッキング層4・・・基布5・・・パイル糸6・・・高打ち込み部分7・・・低打ち込み部分8・・・中打ち込み部分
【特許請求の範囲】
【請求項1】
基布にパイル糸が植設されたタフテッドカーペットとバッキング層が接着一体化されてなる自動車用フロアカーペットにおいて、前記タフテッドカーペットが2種類以上のステッチ(長さ方向における、1インチ当たりのパイル糸の打ち込み本数)部分を有することを特徴とする自動車用フロアカーペット。
【請求項2】
前記タフテッドカーペットにおいて、前記2種類以上のステッチが8〜14/インチである高打ち込み部分と、6〜10/インチである低打ち込み部分で構成されることを特徴とする請求項1に記載の自動車用フロアカーペット。
【請求項3】
前記タフテッドカーペットにおいて、前記高打ち込み部分の長さは400〜800mmであり、該高打ち込み部分の前後に、長さが600〜800mmの低打ち込み部分が構成されていることを特徴とする請求項1または2に記載の自動車用フロアカーペット。
【請求項4】
前記タフテッドカーペットにおいて、前記高打ち込み部分と前記低打ち込み部分の境界部分に、1種類以上の中打ち込み部分を有し、該中打ち込み部分のステッチは前記高打ち込み部分と前記低打ち込み部分のステッチの中間の打ち込み本数であり、該中打ち込み部分の長さは0〜150mmであることを特徴とする請求項1乃至3に記載の自動車用フロアカーペット。
【請求項1】
基布にパイル糸が植設されたタフテッドカーペットとバッキング層が接着一体化されてなる自動車用フロアカーペットにおいて、前記タフテッドカーペットが2種類以上のステッチ(長さ方向における、1インチ当たりのパイル糸の打ち込み本数)部分を有することを特徴とする自動車用フロアカーペット。
【請求項2】
前記タフテッドカーペットにおいて、前記2種類以上のステッチが8〜14/インチである高打ち込み部分と、6〜10/インチである低打ち込み部分で構成されることを特徴とする請求項1に記載の自動車用フロアカーペット。
【請求項3】
前記タフテッドカーペットにおいて、前記高打ち込み部分の長さは400〜800mmであり、該高打ち込み部分の前後に、長さが600〜800mmの低打ち込み部分が構成されていることを特徴とする請求項1または2に記載の自動車用フロアカーペット。
【請求項4】
前記タフテッドカーペットにおいて、前記高打ち込み部分と前記低打ち込み部分の境界部分に、1種類以上の中打ち込み部分を有し、該中打ち込み部分のステッチは前記高打ち込み部分と前記低打ち込み部分のステッチの中間の打ち込み本数であり、該中打ち込み部分の長さは0〜150mmであることを特徴とする請求項1乃至3に記載の自動車用フロアカーペット。
【図1】

【図2】
【図2】
【公開番号】特開2012−210883(P2012−210883A)
【公開日】平成24年11月1日(2012.11.1)
【国際特許分類】
【出願番号】特願2011−78131(P2011−78131)
【出願日】平成23年3月31日(2011.3.31)
【出願人】(390014487)住江織物株式会社 (294)
【Fターム(参考)】
【公開日】平成24年11月1日(2012.11.1)
【国際特許分類】
【出願日】平成23年3月31日(2011.3.31)
【出願人】(390014487)住江織物株式会社 (294)
【Fターム(参考)】
[ Back to top ]