
自動車用ボデーシーラーを用いた自動車パネルのシール方法
【課題】自動車ボデーシーラーを用いた自動車パネルのシール法でエアー膨れのないシール方法を提供する。
【解決手段】エアー膨れを防止することが可能なシール方法で、以下の工程(A)から(D)を含む。(A)単量体又はオリゴマーからなりアクリロイル基を2個以上有するアクリル系重合性成分、熱可塑性樹脂成分及びラジカル重合開始剤を含むボデーシーラーをパネル接合部に塗布する工程、(B)塗布された前記ボデーシーラーに紫外領域から可視領域に発光波長をもつLEDからの光を照射して前記ボデーシーラーを仮硬化させる仮硬化工程、(C)仮硬化した前記ボデーシーラー上に塗料を塗布する塗装工程、及び(D)その後、前記ボデーシーラーを本硬化させるための加熱硬化工程。
【解決手段】エアー膨れを防止することが可能なシール方法で、以下の工程(A)から(D)を含む。(A)単量体又はオリゴマーからなりアクリロイル基を2個以上有するアクリル系重合性成分、熱可塑性樹脂成分及びラジカル重合開始剤を含むボデーシーラーをパネル接合部に塗布する工程、(B)塗布された前記ボデーシーラーに紫外領域から可視領域に発光波長をもつLEDからの光を照射して前記ボデーシーラーを仮硬化させる仮硬化工程、(C)仮硬化した前記ボデーシーラー上に塗料を塗布する塗装工程、及び(D)その後、前記ボデーシーラーを本硬化させるための加熱硬化工程。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、自動車用ボデーシーラーを用いた自動車パネルのシール方法に関するものである。
【背景技術】
【0002】
従来の自動車用ボデーシーラー(以下、単にボデーシーラーという。)は、電着塗装板の端部が折り返されてできるヘム部に防錆等の目的で使用される。ボデーシーラーを用いた自動車パネルのシール工程では、ボデーシーラーの塗布後、上塗りする前に加熱法を用いたプレヒートと呼ばれる仮硬化と中塗りが行われる。その後、仕上げ塗料が上塗りされる。
【発明の概要】
【発明が解決しようとする課題】
【0003】
ボデーシーラーの塗布後、加熱法を用いたプレヒートと呼ばれる仮硬化、上塗り後の加熱により、ヘム部のエアー溜り内のエアーが膨張してボデーシーラー表面に膨れが発生して外観不良となることがあった。
【0004】
また、長期休暇等によって生産ラインが長時間停止する場合、周囲の湿気によってボデーシーラーが吸湿してしまうことがある。その場合、ボデーシーラーに吸収された水分が気化してボデーシーラー表面に膨れを発生してしまうこともある。
【0005】
このような、ドアヘム部のエアー溜りからのエアーの膨張や湿気によるボデーシーラーの膨れの発生に対して、膨れの発生を根本的になくすには至っていない。
【0006】
そこで本発明は、既存のボデーシーラーの施工に関して改善が望まれている上記のエアー膨れを防止することが可能なシール方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明者らは、上記課題を解決すべく鋭意検討した結果、従来の塩化ビニル樹脂等の熱可塑性樹脂成分を含有するボデーシーラーに、紫外領域から可視領域に発光波長をもつLEDからの光で硬化する重合性成分と重合開始剤を配合して得られる樹脂組成物を使用し、そのようなLEDからの光で仮硬化させることにより、ハンドリング性を向上させつつ、本硬化後のエアー膨れを防止することができることを見出し、本発明をなすに至った。
【0008】
すなわち、本発明の自動車パネルのシール方法は、以下の工程(A)から(D)を含む。
(A)単量体又はオリゴマーからなりアクリロイル基を2個以上有するアクリル系重合性成分、熱可塑性樹脂成分及びラジカル重合開始剤を含むボデーシーラーをパネル接合部に塗布する工程、
(B)塗布された前記ボデーシーラーに紫外領域から可視領域に発光波長をもつLEDからの光を照射して前記ボデーシーラーを仮硬化させる仮硬化工程、
(C)仮硬化した前記ボデーシーラー上に塗料を塗布する塗装工程、及び
(D)その後、前記ボデーシーラーを本硬化させるための加熱硬化工程。
【0009】
ボデーシーラーに含まれる重合性成分はラジカル重合性の高いアクリル系のものであり、アクリロイル基を少なくとも2個以上含有するものである。これは、アクリロイル基が1個であると仮硬化工程で、内部未硬化状態や硬化しても密着性が好ましくない状態を生じるためである。その配合割合は、ボデーシーラー全体の合計100重量部に対して2.0〜20重量部であることが好ましい。
【0010】
ボデーシーラーに含まれる重合開始剤は、紫外線によるラジカル開始剤と可視光線によるラジカル開始剤の両方を含む。重合開始剤の配合割合は、ボデーシーラー全体の合計100重量部に対して0.1〜2.0重量部であることが好ましい。
【0011】
塗布されたこのボデーシーラーに対して、LEDからの波長365nmの光を積算照度1000〜3000mJ/cm2照射することで仮硬化させると、電着塗装鋼板などの被着体への密着性が良好且つ十分な硬度を持ったボデーシーラー仮硬化体が再現性よく得られる。
【発明の効果】
【0012】
ボデーシーラーを用いた本発明のシール工法は、発熱の少ない波長のLEDからの光照射であっても、自動車のパネル接合部のシールを行う際、例えば電着塗装板の端部が折り返されてできるヘム部にあるエアー溜りからのエアー膨れを抑制しつつ、被着体への密着性が良好なボデーシーラーの仮硬化体を実現することができ、本硬化の際のエアー溜りからのエアー膨れを抑制することにつながる。
【図面の簡単な説明】
【0013】
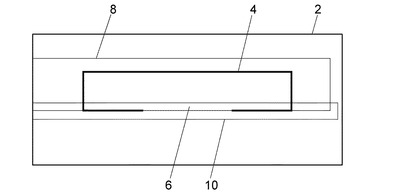
【図1】実施例と比較例の評価をするための治具を示す平面図である。
【発明を実施するための形態】
【0014】
以下、本発明で使用されるボデーシーラーについて更に詳細に説明する。
ボデーシーラーは、熱可塑性樹脂、重合性成分及びラジカル重合開始剤を必須の成分として含有し、さらに必要に応じて充填剤と可塑剤を含有する。
【0015】
熱可塑性樹脂は特に限定されず、従来既知のシーラー材用塩化ビニル樹脂及び塩化ビニルと他のものとの共重合樹脂、並びにアクリル、メタアクリル及びそれらと他のものとの共重合樹脂などを使用することができる。
【0016】
ボデーシーラーには、好ましくは充填剤及び可塑剤が配合されるが、これらの種類と配合量については熱可塑性樹脂用として不都合の生じないものであれば特に限定されない。例えば、充填剤としては、炭酸カルシウム、霞長石、タルク及びクレー等の従来既知の種々の充填剤を用いることができる。また、可塑剤としては、フタル酸エステル、燐酸エステル及びポリエステルなどを用いることができ、なかでもフタル酸ジオクチル(DOP)、フタル酸ジイソノニル(DINP)及びジ−2−エチルヘキシルアジペート(DOA)が好ましい。
【0017】
また、ボデーシーラーには、好ましくはさらに接着付与剤が配合される。接着付与剤としては、ブロック化ウレタン樹脂が好適である。これは、ブロック化ウレタン樹脂がカチオン型電着塗装塗膜の水酸基と結合するためである。
【0018】
ブロック化ウレタン樹脂としては、ポリイソシアネート(TDI、MDI、イソホロンジイソシアネート、リジンジイソシアネート、ヘキサメチレンジイソシアネート及びそれらの誘導体)、ポリイソシアネートとポリオールとを反応させて得られるウレタンポリマーなどの活性イソシアネート基の活性水素を有するフェノール、カプロラクタム及びMEKオキシム等のブロック化剤でブロックしたものなどを使用することができる。
【0019】
ボデーシーラーには、必要に応じてさらに安定剤を配合することができる。安定剤としては、ステアリン酸カルシウム、ステアリン酸アルミニウム及びジブチルチンジラウレート等を用いることができる。さらに、発泡防止剤として、酸化カルシウムを配合することができる。
【0020】
ボデーシーラーにおける上記各成分の組成比は、要求される特性を考慮して適宜の割合で配合することができる。
【0021】
重合性成分は、ボデーシーラー全体の合計100重量部に対して、2.0〜20重量部の範囲が好ましい。2.0重量部未満の場合、仮硬化状態で次の加熱硬化工程までの十分な強度や内部硬化や接着硬化が得られにくくなる。逆に20重量部を超えると伸びや弾性が乏しくなったり脆くなったり、また、コスト高となりボデーシーラーとして適さなくなる。
【0022】
熱可塑性樹脂成分は、ボデーシーラー全体の合計100重量部に対して20〜30重量部が適当である。
【0023】
また、ラジカル重合開始剤は、ボデーシーラーの全体の合計100部に対して、0.1〜2.0重量部の範囲が好ましい。0.1部未満の場合、仮硬化状態で次の加熱硬化工程までの十分な強度や内部硬化や接着硬化が得られにくくなる。逆に20部を超えても増量に応じた配合効果が得られず不経済である。
【0024】
可塑剤、充填剤及び接着付与剤も配合する場合は、ボデーシーラー全体の合計100重量部に対して、可塑剤20〜30重量部、充填剤25〜50重量部、接着付与剤1.0〜20重量部が適当である。
【0025】
ボデーシーラーを塗布した後に仮硬化させる際に使用するLEDとしては、照射強度が高いものが望ましい。現状で入手できるものは、照射強度が高いものは照射範囲が狭くなる。照射範囲が極端に狭いものは、自動車のラインのタクト時間内に照射を完了しなければならないことを考慮すると適したものとはいえない。また、仮硬化を光照射により行おうとすれば、光源としてLED以外にも高圧水銀灯やメタルハライドランプ、無電極ランプ等があるが、熱の発生によるエアー溜りからのエアー膨れ、照射後のハンドリング(照射後すぐに次工程へ進む場合)、又はオゾンの発生による作業環境の悪化の問題があり、実用的上問題があると想定される。そこで、実施例で使用する光源としては、波長365nmで400mW/cm2の照射強度(54mm高さ、照射範囲16×30mm)のLED照射装置(UV−3H8−1:カンタムエレクトロニクス社製)を使用し、積算照度1000〜3000mJ/cm2(ベルトコンベアーを使用して速度を5.0〜10mm/secに調整してボデーシーラーに対して3.0〜7.0sec照射)となるように照射することで十分な仮硬化状態とすることができた。積算照度が1000mJ/cm2未満となると次の加熱硬化工程までの十分な強度、内部硬化及び接着硬化が得られにくくなる。3000mJ/cm2を超えても照射強度の増量に応じた効果が見られないため不経済となるだけでなく、照射時間の延長により自動車ラインのスピードについていけない状態となり、実用上問題が残る。
【0026】
以上説明したボデーシーラーは、人手又はロボットにより各種ノズルを介してカチオン型電着塗装板であるパネル接合部に塗布され、仮硬化と、その後の上塗り塗装される中塗り塗料及び上塗り塗料の焼付硬化と合わせて本硬化される。
【実施例】
【0027】
以下、本発明を実施例に基づいて更に詳細に説明する。
【0028】
表1は、実施例及び比較例で使用したボデーシーラーの配合組成と、評価試験の結果とをまとめて示すものである。
【0029】
<ボデーシーラーの調整>
(実施例1)
ペースト用コポリマー(P500:ヴイテック社製)21重量部、充填剤として霞長石(Minex7:白石カルシウム社製)27重量部、チクソ性付与剤として微粉シリカ(R200:日本アエロジル社製)4重量部、接着付与剤としてブロック化ウレタン樹脂 (アデスター764:三菱化学社製)10重量部、発泡防止剤として酸化カルシウム(CML−31:近江化学社製)2.0重量部、及び可塑剤としてDINP21重量部を加えて常温で20分間プラネタリーミキサーにて混練した。
【0030】
次いで、その混練物に遮光状態にして重合性成分としてプロポキシ化グリセリルトリアクリレート(SR9020:サートマー社製)2.5重量部と2官能脂肪族ウレタンアクリレートオリゴマー(CN966J75:サートマー社製)11重量部、ラジカル重合開始剤としてIRGACURE127(チバ・スペシャリティ・ケミカルズ社製)0.5重量部とIRGACURE819(チバ・スペシャリティ・ケミカルズ社製)1.0重量部を加えて5分間混練した。
【0031】
次いで、得られた混練物を減圧下で30分間脱泡して、シーラー剤を調製した。
【0032】
評価のために、仮硬化工程としてLED照射装置(カンタムエレクトロニクス社製)を使用し、室温で5秒間照射して積算照度2000mJ/cm2を照射した。
【0033】
(実施例2)
実施例1における重合性成分としてのプロポキシ化グリセリルトリアクリレートに代えて、プロポキシ化トリメチロールプロパントリアクリレート(CD501:サートマー社製)を2.5重量部添加したこと以外は、実施例1と同様にしてシーラー剤を調製した。
仮硬化工程は実施例1と同じ条件で行った。
【0034】
(実施例3)
実施例1における重合性成分としての2官能脂肪族ウレタンアクリレートオリゴマーをCN966J75に代えてCN966H90(サートマー社製)の11重量部としたこと以外は、実施例1と同様にしてシーラー剤を調製した。
仮硬化工程は実施例1と同じ条件で行った。
【0035】
(比較例1)
実施例1における重合性成分としてのプロポキシ化グリセリルトリアクリレートに代えて、3,3,5−トリメチルシクロヘキサンアクリレート(CD420:サートマー社製)を2.5重量部添加したこと以外は、実施例1と同様にしてシーラー剤を調製した。
仮硬化工程は実施例1と同じ条件で行った。
【0036】
(比較例2)
実施例1における重合性成分としての2官能脂肪族ウレタンアクリレートオリゴマー(CN966J75:サートマー社製)を11重量部から6.0重量部に減量し、充填剤としての霞長石(Minex7:白石カルシウム社製)を27重量部から32重量部に増量したこと以外は、実施例1と同様にしてシーラー剤を調製した。
仮硬化工程は実施例1と同じ条件で行った。
【0037】
(比較例3)
実施例1における充填剤としての霞長石(Minex7:白石カルシウム社製)を27重量部から28.47重量部に増量し、ラジカル重合開始剤としてのIRGACURE127(チバ・スペシャリティ・ケミカルズ社製)を0.5重量部から0.01重量部に減量し、IRGACURE819(チバ・スペシャリティ・ケミカルズ社製) を1重量部から0.02重量部に減量したこと以外は実施例1と同様にしてシーラー剤を調製した。
仮硬化工程は実施例1と同じ条件で行った。
【0038】
(比較例4)
実施例1で調製したシーラー剤を用い、仮硬化工程の照射装置として、実施例1でのLED照射装置に代えて、高圧水銀灯(アイグラフィックス社製)を用いて波長365nm付近で400mW/cm2の照射強度(100mm高さ、照射範囲325mm×25mm)で積算照度2000mJ/cm2で照射した。
【0039】
(比較例5)
実施例1で調製したシーラー剤を用い、仮硬化工程では110℃で10分のプレヒートを施した。
【0040】
【表1】

【0041】
<評価試験>
実施例1〜3と比較例1〜3で得たシーラーを用い、比較例4,5については仮硬化条件を異ならせて、各仮硬化工程を経て下記の各評価試験を実施した。
【0042】
<膨れ抑制性>
図1に示される治具を用意する。この治具は次のように製作したものである。縦横の寸法が70mm×150mmで、厚みが0.8mmの鋼板2の表面に、ガラスビーズ入り熱硬化型エポキシ接着剤を用いて厚みが0.2mm、縦横の寸法が100mm×10mmの「コの字型」パターン4となるように塗布する。この「コの字型」パターン4は一方の長辺の中央部に50mmの長さの開口6をもっている。その「コの字型」パターン4上に縦横の寸法が25×150mm、厚みが0.8mmの別の鋼板8を貼り合せる。このとき、鋼板8の一方の長辺が「コの字型」パターン4の開口6が設けられている長辺上にくるように、鋼板8と「コの字型」パターン4を位置決めする。鋼板2,8をその間に「コの字型」パターン4の接着剤層を介在させた状態でクリップで固定し、170℃で20分間焼き付けて「コの字型」パターン4の接着剤層を硬化させて治具を完成する。
【0043】
この治具は鋼板2,8が厚み0.2mmの隙間をもって接合されており、その隙間には開口6をもつ空間が形成されていて、その空間には空気層が存在している。
【0044】
この治具に実施例及び比較例の各シーラーを縦横の寸法が10mm×150mm、厚みが2mmのリボン状パターン10に塗布して、室温状態で30分間放置する。放置後、それぞれの仮硬化過程を経て140℃×30分間焼き付けて本硬化をさせ、室温にて放冷(30℃以下)した。
【0045】
そして、焼付硬化した鋼板について、シーラー表面の発泡、即ち膨れ等の発生の有無を目視にて観察して、膨れの有無を確認した。なお、膨れ抑制性の評価は次の基準で行った。
○:異常なし(膨れ等の発生なし)
×:異常あり(膨れ等の発生が僅かにもあり)
【0046】
<各種仮硬化過程後の硬度>
縦横の寸法が約300mm×300mm、厚みが0.8mmの電着塗装板に電着塗装板に引っ付かないように離型紙を貼り付け、その上に気泡を巻き込まないように実施例及び比較例の各シーラーを2〜3mm厚みに塗布し、それぞれの仮硬化工程を経て硬化させた。室温状態で放冷(30℃以下)後、厚さが10mmになるように積み重ね、硬度計(高分子計器株式会社製のアスカーゴム硬度計C型)にて硬度を測定した。なお、硬度の評価は次の規準で行った。
○:硬度が60以上90以下
×:硬度が60未満
【0047】
<ハンドリング>
上記評価(<各種仮硬化過程後の硬度>)にて用いた電着塗装板についてそれぞれの仮硬化工程を経て10秒以内に次工程に進むことができるかどうかについて、次の基準で行った。
○:それぞれの仮硬化工程後、10秒以内に素手で触れることができる。
×:それぞれの仮硬化工程後、10秒以内に素手で触れることができない。
【0048】
<加熱硬化時の接着性>
実施例及び比較例の各シーラーの接着性については、25mm×100mmの短冊状の電着塗装板を用意して、各シーラーを縦横の寸法が10mm×75mm、厚みが2mmの平板形状に塗布し、それぞれの仮硬化工程後、140℃×30分の焼付を実施した。その後、室温にて1日放置後、シーラーの界面に沿って20〜40mmの切込みを入れる。これをしっかりした台に固定して、シーラーを角度90度以上の方向に引張りながら、鋭利なナイフで約60度の角度で素早く電着塗装板に達するまで切込みを入れる。切込みの間隔を3〜5mmとして、この操作を10回以上繰り返して、破断面の状態を観察し評価した。接着性の評価は次の規準で行った。
○:完全な凝集破壊
×:少しでも界面破壊が含まれる
【0049】
<ダンベル伸び率>
縦横の寸法が約300mm×300mm、厚みが0.8mmの電着塗装板に耐熱離型紙を貼り付け、その上に気泡を巻き込まないように実施例及び比較例の各シーラーを2〜3mm厚みに塗布し、それぞれの仮硬化工程を経て硬化させた。その後、室温状態で放冷(30℃以下)して、140℃×30分間の焼付を行った。焼付後、標準状態に1日放置後JISで規定された2号ダンベルにて試験片を打ち抜いた。このとき、ダンベル試験片の長さ方向の中央の20mm間隔が標線となり、標線内の幅が10mmとなる。
【0050】
上記ダンベル試験片について引張り試験機(島津製作所製)を用いて引張り速度50mm/minにて引張り、破断時の標線間距離を求めて、以下の式にて伸び率(%)を測定した。
伸び率(%)=(L−20)/20×100
ここでL=破断時の標線間の長さ(mm)。
ダンベル伸び率の評価は次の基準で行った。
○:伸び率が150%以上
×:伸び率が150%未満
【0051】
実施例及び比較例の各シーラーについて行ったこれらの評価試験の結果を表1にその配合組成と合わせて示す。
【0052】
<試験結果>
従来から使用されている比較例5のような焼付による仮硬化工程においては、膨れ抑制性の結果において膨れを抑制することができなかった。これは、シーラーが未硬化状態であるため、空隙からでるエアーを抑制するのに適した状態ではなかったために膨れが発生している。また、ハンドリングにおいても加熱により十分な放熱がされていない状態では、素手では触ることができない。また、これについては自動車の塗装ラインにおける工程短縮等を考慮すると好ましくない傾向がある。
【0053】
仮硬化工程で使用するUV照射機器でも高圧水銀灯を使用するとエアー膨れを抑制することはできるが、ハンドリングにおいてランプよりの熱の発生により、十分な放熱がされていない状態では、素手では触ることができなく、比較例5と同様なことが言える。
【0054】
比較例1〜3については、シーラーの組成に起因してLEDからの光照射では十分な仮硬化状態とすることができなかったためにシーラー内部が未硬化状態となり、膨れを抑制するまでの十分な状態ではなかったと考えられる。
【0055】
実施例においては、仮硬化工程の性能、その後の本硬化のための熱硬化後の性能において問題はなかった。
【0056】
以上の結果に基づき、実施例のボデーシーラーを用いたパネル接合方法は、LEDからの光を照射して仮硬化させることにより、自動車の貼り合せたパネル内にあるエアー溜りからのエアーによる膨れを抑制するのに優れたシーラー剤とその接合方法であることが分かる。
【符号の説明】
【0057】
2,8 鋼板
4 「コの字型」パターン
6 「コの字型」パターンの開口
10 シーラーの塗布パターン
【技術分野】
【0001】
本発明は、自動車用ボデーシーラーを用いた自動車パネルのシール方法に関するものである。
【背景技術】
【0002】
従来の自動車用ボデーシーラー(以下、単にボデーシーラーという。)は、電着塗装板の端部が折り返されてできるヘム部に防錆等の目的で使用される。ボデーシーラーを用いた自動車パネルのシール工程では、ボデーシーラーの塗布後、上塗りする前に加熱法を用いたプレヒートと呼ばれる仮硬化と中塗りが行われる。その後、仕上げ塗料が上塗りされる。
【発明の概要】
【発明が解決しようとする課題】
【0003】
ボデーシーラーの塗布後、加熱法を用いたプレヒートと呼ばれる仮硬化、上塗り後の加熱により、ヘム部のエアー溜り内のエアーが膨張してボデーシーラー表面に膨れが発生して外観不良となることがあった。
【0004】
また、長期休暇等によって生産ラインが長時間停止する場合、周囲の湿気によってボデーシーラーが吸湿してしまうことがある。その場合、ボデーシーラーに吸収された水分が気化してボデーシーラー表面に膨れを発生してしまうこともある。
【0005】
このような、ドアヘム部のエアー溜りからのエアーの膨張や湿気によるボデーシーラーの膨れの発生に対して、膨れの発生を根本的になくすには至っていない。
【0006】
そこで本発明は、既存のボデーシーラーの施工に関して改善が望まれている上記のエアー膨れを防止することが可能なシール方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明者らは、上記課題を解決すべく鋭意検討した結果、従来の塩化ビニル樹脂等の熱可塑性樹脂成分を含有するボデーシーラーに、紫外領域から可視領域に発光波長をもつLEDからの光で硬化する重合性成分と重合開始剤を配合して得られる樹脂組成物を使用し、そのようなLEDからの光で仮硬化させることにより、ハンドリング性を向上させつつ、本硬化後のエアー膨れを防止することができることを見出し、本発明をなすに至った。
【0008】
すなわち、本発明の自動車パネルのシール方法は、以下の工程(A)から(D)を含む。
(A)単量体又はオリゴマーからなりアクリロイル基を2個以上有するアクリル系重合性成分、熱可塑性樹脂成分及びラジカル重合開始剤を含むボデーシーラーをパネル接合部に塗布する工程、
(B)塗布された前記ボデーシーラーに紫外領域から可視領域に発光波長をもつLEDからの光を照射して前記ボデーシーラーを仮硬化させる仮硬化工程、
(C)仮硬化した前記ボデーシーラー上に塗料を塗布する塗装工程、及び
(D)その後、前記ボデーシーラーを本硬化させるための加熱硬化工程。
【0009】
ボデーシーラーに含まれる重合性成分はラジカル重合性の高いアクリル系のものであり、アクリロイル基を少なくとも2個以上含有するものである。これは、アクリロイル基が1個であると仮硬化工程で、内部未硬化状態や硬化しても密着性が好ましくない状態を生じるためである。その配合割合は、ボデーシーラー全体の合計100重量部に対して2.0〜20重量部であることが好ましい。
【0010】
ボデーシーラーに含まれる重合開始剤は、紫外線によるラジカル開始剤と可視光線によるラジカル開始剤の両方を含む。重合開始剤の配合割合は、ボデーシーラー全体の合計100重量部に対して0.1〜2.0重量部であることが好ましい。
【0011】
塗布されたこのボデーシーラーに対して、LEDからの波長365nmの光を積算照度1000〜3000mJ/cm2照射することで仮硬化させると、電着塗装鋼板などの被着体への密着性が良好且つ十分な硬度を持ったボデーシーラー仮硬化体が再現性よく得られる。
【発明の効果】
【0012】
ボデーシーラーを用いた本発明のシール工法は、発熱の少ない波長のLEDからの光照射であっても、自動車のパネル接合部のシールを行う際、例えば電着塗装板の端部が折り返されてできるヘム部にあるエアー溜りからのエアー膨れを抑制しつつ、被着体への密着性が良好なボデーシーラーの仮硬化体を実現することができ、本硬化の際のエアー溜りからのエアー膨れを抑制することにつながる。
【図面の簡単な説明】
【0013】
【図1】実施例と比較例の評価をするための治具を示す平面図である。
【発明を実施するための形態】
【0014】
以下、本発明で使用されるボデーシーラーについて更に詳細に説明する。
ボデーシーラーは、熱可塑性樹脂、重合性成分及びラジカル重合開始剤を必須の成分として含有し、さらに必要に応じて充填剤と可塑剤を含有する。
【0015】
熱可塑性樹脂は特に限定されず、従来既知のシーラー材用塩化ビニル樹脂及び塩化ビニルと他のものとの共重合樹脂、並びにアクリル、メタアクリル及びそれらと他のものとの共重合樹脂などを使用することができる。
【0016】
ボデーシーラーには、好ましくは充填剤及び可塑剤が配合されるが、これらの種類と配合量については熱可塑性樹脂用として不都合の生じないものであれば特に限定されない。例えば、充填剤としては、炭酸カルシウム、霞長石、タルク及びクレー等の従来既知の種々の充填剤を用いることができる。また、可塑剤としては、フタル酸エステル、燐酸エステル及びポリエステルなどを用いることができ、なかでもフタル酸ジオクチル(DOP)、フタル酸ジイソノニル(DINP)及びジ−2−エチルヘキシルアジペート(DOA)が好ましい。
【0017】
また、ボデーシーラーには、好ましくはさらに接着付与剤が配合される。接着付与剤としては、ブロック化ウレタン樹脂が好適である。これは、ブロック化ウレタン樹脂がカチオン型電着塗装塗膜の水酸基と結合するためである。
【0018】
ブロック化ウレタン樹脂としては、ポリイソシアネート(TDI、MDI、イソホロンジイソシアネート、リジンジイソシアネート、ヘキサメチレンジイソシアネート及びそれらの誘導体)、ポリイソシアネートとポリオールとを反応させて得られるウレタンポリマーなどの活性イソシアネート基の活性水素を有するフェノール、カプロラクタム及びMEKオキシム等のブロック化剤でブロックしたものなどを使用することができる。
【0019】
ボデーシーラーには、必要に応じてさらに安定剤を配合することができる。安定剤としては、ステアリン酸カルシウム、ステアリン酸アルミニウム及びジブチルチンジラウレート等を用いることができる。さらに、発泡防止剤として、酸化カルシウムを配合することができる。
【0020】
ボデーシーラーにおける上記各成分の組成比は、要求される特性を考慮して適宜の割合で配合することができる。
【0021】
重合性成分は、ボデーシーラー全体の合計100重量部に対して、2.0〜20重量部の範囲が好ましい。2.0重量部未満の場合、仮硬化状態で次の加熱硬化工程までの十分な強度や内部硬化や接着硬化が得られにくくなる。逆に20重量部を超えると伸びや弾性が乏しくなったり脆くなったり、また、コスト高となりボデーシーラーとして適さなくなる。
【0022】
熱可塑性樹脂成分は、ボデーシーラー全体の合計100重量部に対して20〜30重量部が適当である。
【0023】
また、ラジカル重合開始剤は、ボデーシーラーの全体の合計100部に対して、0.1〜2.0重量部の範囲が好ましい。0.1部未満の場合、仮硬化状態で次の加熱硬化工程までの十分な強度や内部硬化や接着硬化が得られにくくなる。逆に20部を超えても増量に応じた配合効果が得られず不経済である。
【0024】
可塑剤、充填剤及び接着付与剤も配合する場合は、ボデーシーラー全体の合計100重量部に対して、可塑剤20〜30重量部、充填剤25〜50重量部、接着付与剤1.0〜20重量部が適当である。
【0025】
ボデーシーラーを塗布した後に仮硬化させる際に使用するLEDとしては、照射強度が高いものが望ましい。現状で入手できるものは、照射強度が高いものは照射範囲が狭くなる。照射範囲が極端に狭いものは、自動車のラインのタクト時間内に照射を完了しなければならないことを考慮すると適したものとはいえない。また、仮硬化を光照射により行おうとすれば、光源としてLED以外にも高圧水銀灯やメタルハライドランプ、無電極ランプ等があるが、熱の発生によるエアー溜りからのエアー膨れ、照射後のハンドリング(照射後すぐに次工程へ進む場合)、又はオゾンの発生による作業環境の悪化の問題があり、実用的上問題があると想定される。そこで、実施例で使用する光源としては、波長365nmで400mW/cm2の照射強度(54mm高さ、照射範囲16×30mm)のLED照射装置(UV−3H8−1:カンタムエレクトロニクス社製)を使用し、積算照度1000〜3000mJ/cm2(ベルトコンベアーを使用して速度を5.0〜10mm/secに調整してボデーシーラーに対して3.0〜7.0sec照射)となるように照射することで十分な仮硬化状態とすることができた。積算照度が1000mJ/cm2未満となると次の加熱硬化工程までの十分な強度、内部硬化及び接着硬化が得られにくくなる。3000mJ/cm2を超えても照射強度の増量に応じた効果が見られないため不経済となるだけでなく、照射時間の延長により自動車ラインのスピードについていけない状態となり、実用上問題が残る。
【0026】
以上説明したボデーシーラーは、人手又はロボットにより各種ノズルを介してカチオン型電着塗装板であるパネル接合部に塗布され、仮硬化と、その後の上塗り塗装される中塗り塗料及び上塗り塗料の焼付硬化と合わせて本硬化される。
【実施例】
【0027】
以下、本発明を実施例に基づいて更に詳細に説明する。
【0028】
表1は、実施例及び比較例で使用したボデーシーラーの配合組成と、評価試験の結果とをまとめて示すものである。
【0029】
<ボデーシーラーの調整>
(実施例1)
ペースト用コポリマー(P500:ヴイテック社製)21重量部、充填剤として霞長石(Minex7:白石カルシウム社製)27重量部、チクソ性付与剤として微粉シリカ(R200:日本アエロジル社製)4重量部、接着付与剤としてブロック化ウレタン樹脂 (アデスター764:三菱化学社製)10重量部、発泡防止剤として酸化カルシウム(CML−31:近江化学社製)2.0重量部、及び可塑剤としてDINP21重量部を加えて常温で20分間プラネタリーミキサーにて混練した。
【0030】
次いで、その混練物に遮光状態にして重合性成分としてプロポキシ化グリセリルトリアクリレート(SR9020:サートマー社製)2.5重量部と2官能脂肪族ウレタンアクリレートオリゴマー(CN966J75:サートマー社製)11重量部、ラジカル重合開始剤としてIRGACURE127(チバ・スペシャリティ・ケミカルズ社製)0.5重量部とIRGACURE819(チバ・スペシャリティ・ケミカルズ社製)1.0重量部を加えて5分間混練した。
【0031】
次いで、得られた混練物を減圧下で30分間脱泡して、シーラー剤を調製した。
【0032】
評価のために、仮硬化工程としてLED照射装置(カンタムエレクトロニクス社製)を使用し、室温で5秒間照射して積算照度2000mJ/cm2を照射した。
【0033】
(実施例2)
実施例1における重合性成分としてのプロポキシ化グリセリルトリアクリレートに代えて、プロポキシ化トリメチロールプロパントリアクリレート(CD501:サートマー社製)を2.5重量部添加したこと以外は、実施例1と同様にしてシーラー剤を調製した。
仮硬化工程は実施例1と同じ条件で行った。
【0034】
(実施例3)
実施例1における重合性成分としての2官能脂肪族ウレタンアクリレートオリゴマーをCN966J75に代えてCN966H90(サートマー社製)の11重量部としたこと以外は、実施例1と同様にしてシーラー剤を調製した。
仮硬化工程は実施例1と同じ条件で行った。
【0035】
(比較例1)
実施例1における重合性成分としてのプロポキシ化グリセリルトリアクリレートに代えて、3,3,5−トリメチルシクロヘキサンアクリレート(CD420:サートマー社製)を2.5重量部添加したこと以外は、実施例1と同様にしてシーラー剤を調製した。
仮硬化工程は実施例1と同じ条件で行った。
【0036】
(比較例2)
実施例1における重合性成分としての2官能脂肪族ウレタンアクリレートオリゴマー(CN966J75:サートマー社製)を11重量部から6.0重量部に減量し、充填剤としての霞長石(Minex7:白石カルシウム社製)を27重量部から32重量部に増量したこと以外は、実施例1と同様にしてシーラー剤を調製した。
仮硬化工程は実施例1と同じ条件で行った。
【0037】
(比較例3)
実施例1における充填剤としての霞長石(Minex7:白石カルシウム社製)を27重量部から28.47重量部に増量し、ラジカル重合開始剤としてのIRGACURE127(チバ・スペシャリティ・ケミカルズ社製)を0.5重量部から0.01重量部に減量し、IRGACURE819(チバ・スペシャリティ・ケミカルズ社製) を1重量部から0.02重量部に減量したこと以外は実施例1と同様にしてシーラー剤を調製した。
仮硬化工程は実施例1と同じ条件で行った。
【0038】
(比較例4)
実施例1で調製したシーラー剤を用い、仮硬化工程の照射装置として、実施例1でのLED照射装置に代えて、高圧水銀灯(アイグラフィックス社製)を用いて波長365nm付近で400mW/cm2の照射強度(100mm高さ、照射範囲325mm×25mm)で積算照度2000mJ/cm2で照射した。
【0039】
(比較例5)
実施例1で調製したシーラー剤を用い、仮硬化工程では110℃で10分のプレヒートを施した。
【0040】
【表1】
【0041】
<評価試験>
実施例1〜3と比較例1〜3で得たシーラーを用い、比較例4,5については仮硬化条件を異ならせて、各仮硬化工程を経て下記の各評価試験を実施した。
【0042】
<膨れ抑制性>
図1に示される治具を用意する。この治具は次のように製作したものである。縦横の寸法が70mm×150mmで、厚みが0.8mmの鋼板2の表面に、ガラスビーズ入り熱硬化型エポキシ接着剤を用いて厚みが0.2mm、縦横の寸法が100mm×10mmの「コの字型」パターン4となるように塗布する。この「コの字型」パターン4は一方の長辺の中央部に50mmの長さの開口6をもっている。その「コの字型」パターン4上に縦横の寸法が25×150mm、厚みが0.8mmの別の鋼板8を貼り合せる。このとき、鋼板8の一方の長辺が「コの字型」パターン4の開口6が設けられている長辺上にくるように、鋼板8と「コの字型」パターン4を位置決めする。鋼板2,8をその間に「コの字型」パターン4の接着剤層を介在させた状態でクリップで固定し、170℃で20分間焼き付けて「コの字型」パターン4の接着剤層を硬化させて治具を完成する。
【0043】
この治具は鋼板2,8が厚み0.2mmの隙間をもって接合されており、その隙間には開口6をもつ空間が形成されていて、その空間には空気層が存在している。
【0044】
この治具に実施例及び比較例の各シーラーを縦横の寸法が10mm×150mm、厚みが2mmのリボン状パターン10に塗布して、室温状態で30分間放置する。放置後、それぞれの仮硬化過程を経て140℃×30分間焼き付けて本硬化をさせ、室温にて放冷(30℃以下)した。
【0045】
そして、焼付硬化した鋼板について、シーラー表面の発泡、即ち膨れ等の発生の有無を目視にて観察して、膨れの有無を確認した。なお、膨れ抑制性の評価は次の基準で行った。
○:異常なし(膨れ等の発生なし)
×:異常あり(膨れ等の発生が僅かにもあり)
【0046】
<各種仮硬化過程後の硬度>
縦横の寸法が約300mm×300mm、厚みが0.8mmの電着塗装板に電着塗装板に引っ付かないように離型紙を貼り付け、その上に気泡を巻き込まないように実施例及び比較例の各シーラーを2〜3mm厚みに塗布し、それぞれの仮硬化工程を経て硬化させた。室温状態で放冷(30℃以下)後、厚さが10mmになるように積み重ね、硬度計(高分子計器株式会社製のアスカーゴム硬度計C型)にて硬度を測定した。なお、硬度の評価は次の規準で行った。
○:硬度が60以上90以下
×:硬度が60未満
【0047】
<ハンドリング>
上記評価(<各種仮硬化過程後の硬度>)にて用いた電着塗装板についてそれぞれの仮硬化工程を経て10秒以内に次工程に進むことができるかどうかについて、次の基準で行った。
○:それぞれの仮硬化工程後、10秒以内に素手で触れることができる。
×:それぞれの仮硬化工程後、10秒以内に素手で触れることができない。
【0048】
<加熱硬化時の接着性>
実施例及び比較例の各シーラーの接着性については、25mm×100mmの短冊状の電着塗装板を用意して、各シーラーを縦横の寸法が10mm×75mm、厚みが2mmの平板形状に塗布し、それぞれの仮硬化工程後、140℃×30分の焼付を実施した。その後、室温にて1日放置後、シーラーの界面に沿って20〜40mmの切込みを入れる。これをしっかりした台に固定して、シーラーを角度90度以上の方向に引張りながら、鋭利なナイフで約60度の角度で素早く電着塗装板に達するまで切込みを入れる。切込みの間隔を3〜5mmとして、この操作を10回以上繰り返して、破断面の状態を観察し評価した。接着性の評価は次の規準で行った。
○:完全な凝集破壊
×:少しでも界面破壊が含まれる
【0049】
<ダンベル伸び率>
縦横の寸法が約300mm×300mm、厚みが0.8mmの電着塗装板に耐熱離型紙を貼り付け、その上に気泡を巻き込まないように実施例及び比較例の各シーラーを2〜3mm厚みに塗布し、それぞれの仮硬化工程を経て硬化させた。その後、室温状態で放冷(30℃以下)して、140℃×30分間の焼付を行った。焼付後、標準状態に1日放置後JISで規定された2号ダンベルにて試験片を打ち抜いた。このとき、ダンベル試験片の長さ方向の中央の20mm間隔が標線となり、標線内の幅が10mmとなる。
【0050】
上記ダンベル試験片について引張り試験機(島津製作所製)を用いて引張り速度50mm/minにて引張り、破断時の標線間距離を求めて、以下の式にて伸び率(%)を測定した。
伸び率(%)=(L−20)/20×100
ここでL=破断時の標線間の長さ(mm)。
ダンベル伸び率の評価は次の基準で行った。
○:伸び率が150%以上
×:伸び率が150%未満
【0051】
実施例及び比較例の各シーラーについて行ったこれらの評価試験の結果を表1にその配合組成と合わせて示す。
【0052】
<試験結果>
従来から使用されている比較例5のような焼付による仮硬化工程においては、膨れ抑制性の結果において膨れを抑制することができなかった。これは、シーラーが未硬化状態であるため、空隙からでるエアーを抑制するのに適した状態ではなかったために膨れが発生している。また、ハンドリングにおいても加熱により十分な放熱がされていない状態では、素手では触ることができない。また、これについては自動車の塗装ラインにおける工程短縮等を考慮すると好ましくない傾向がある。
【0053】
仮硬化工程で使用するUV照射機器でも高圧水銀灯を使用するとエアー膨れを抑制することはできるが、ハンドリングにおいてランプよりの熱の発生により、十分な放熱がされていない状態では、素手では触ることができなく、比較例5と同様なことが言える。
【0054】
比較例1〜3については、シーラーの組成に起因してLEDからの光照射では十分な仮硬化状態とすることができなかったためにシーラー内部が未硬化状態となり、膨れを抑制するまでの十分な状態ではなかったと考えられる。
【0055】
実施例においては、仮硬化工程の性能、その後の本硬化のための熱硬化後の性能において問題はなかった。
【0056】
以上の結果に基づき、実施例のボデーシーラーを用いたパネル接合方法は、LEDからの光を照射して仮硬化させることにより、自動車の貼り合せたパネル内にあるエアー溜りからのエアーによる膨れを抑制するのに優れたシーラー剤とその接合方法であることが分かる。
【符号の説明】
【0057】
2,8 鋼板
4 「コの字型」パターン
6 「コの字型」パターンの開口
10 シーラーの塗布パターン
【特許請求の範囲】
【請求項1】
以下の工程(A)から(D)を含む自動車パネルのシール方法。
(A)単量体又はオリゴマーからなりアクリロイル基を2個以上有するアクリル系重合性成分、熱可塑性樹脂成分及びラジカル重合開始剤を含むボデーシーラーをパネル接合部に塗布する工程、
(B)塗布された前記ボデーシーラーに紫外領域から可視領域に発光波長をもつLEDからの光を照射して前記ボデーシーラーを仮硬化させる仮硬化工程、
(C)仮硬化した前記ボデーシーラー上に塗料を塗布する塗装工程、及び
(D)その後、前記ボデーシーラーを本硬化させるための加熱硬化工程。
【請求項2】
前記仮硬化工程で使用するLEDからの光の波長は365nmである請求項1に記載の自動車パネルのシール方法。
【請求項3】
前記仮硬化工程におけるLEDからの光の積算照度は1000〜3000mJ/cm2である請求項2に記載の自動車パネルのシール方法。
【請求項4】
前記重合性成分の配合割合はボデーシーラー全体の合計100重量部に対して2.0〜20重量部である請求項1から3のいずれか一項に記載の自動車パネルのシール方法。
【請求項5】
前記ラジカル重合開始剤として紫外線によるラジカル重合開始剤及び可視光線によるラジカル重合開始剤をともに含み、前記ラジカル重合開始剤の配合割合はボデーシーラー全体の合計100重量部に対して0.1〜2.0重量部である請求項1から4のいずれか一項に記載の自動車パネルのシール方法。
【請求項1】
以下の工程(A)から(D)を含む自動車パネルのシール方法。
(A)単量体又はオリゴマーからなりアクリロイル基を2個以上有するアクリル系重合性成分、熱可塑性樹脂成分及びラジカル重合開始剤を含むボデーシーラーをパネル接合部に塗布する工程、
(B)塗布された前記ボデーシーラーに紫外領域から可視領域に発光波長をもつLEDからの光を照射して前記ボデーシーラーを仮硬化させる仮硬化工程、
(C)仮硬化した前記ボデーシーラー上に塗料を塗布する塗装工程、及び
(D)その後、前記ボデーシーラーを本硬化させるための加熱硬化工程。
【請求項2】
前記仮硬化工程で使用するLEDからの光の波長は365nmである請求項1に記載の自動車パネルのシール方法。
【請求項3】
前記仮硬化工程におけるLEDからの光の積算照度は1000〜3000mJ/cm2である請求項2に記載の自動車パネルのシール方法。
【請求項4】
前記重合性成分の配合割合はボデーシーラー全体の合計100重量部に対して2.0〜20重量部である請求項1から3のいずれか一項に記載の自動車パネルのシール方法。
【請求項5】
前記ラジカル重合開始剤として紫外線によるラジカル重合開始剤及び可視光線によるラジカル重合開始剤をともに含み、前記ラジカル重合開始剤の配合割合はボデーシーラー全体の合計100重量部に対して0.1〜2.0重量部である請求項1から4のいずれか一項に記載の自動車パネルのシール方法。
【図1】

【公開番号】特開2010−215742(P2010−215742A)
【公開日】平成22年9月30日(2010.9.30)
【国際特許分類】
【出願番号】特願2009−62270(P2009−62270)
【出願日】平成21年3月16日(2009.3.16)
【出願人】(591084207)サンライズ・エム・エス・アイ株式会社 (9)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
【公開日】平成22年9月30日(2010.9.30)
【国際特許分類】
【出願日】平成21年3月16日(2009.3.16)
【出願人】(591084207)サンライズ・エム・エス・アイ株式会社 (9)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
[ Back to top ]