
自動車用ル−フレ−ル
【課題】レッグカバーとレッグとの取付けを簡便に行なえ、レッグの強度を強化し得るとともに、ルーフレールとレッグ、およびレッグカバーとレッグとの取付け後の外観を向上し得る、自動車用ルーフレールを提供すること。
【解決手段】ルーフレール2の両端部にレッグ3の接続軸部を挿入して固定する。前記レッグ3の両側部に複数の係合溝を形成する。係合溝に係合可能な複数の係合爪を内面に突設したレッグカバー4を設ける。前記レッグカバー4を前記レッグ3に被着した自動車用ルーフレールである。前記レッグ3後部の少なくも一側周面に化粧部3aを側方に突設する。前記化粧部3aにレッグカバー4の下端部を係合可能に収容する。前記化粧部3aをレッグカバー4の直下に表出させる。
【解決手段】ルーフレール2の両端部にレッグ3の接続軸部を挿入して固定する。前記レッグ3の両側部に複数の係合溝を形成する。係合溝に係合可能な複数の係合爪を内面に突設したレッグカバー4を設ける。前記レッグカバー4を前記レッグ3に被着した自動車用ルーフレールである。前記レッグ3後部の少なくも一側周面に化粧部3aを側方に突設する。前記化粧部3aにレッグカバー4の下端部を係合可能に収容する。前記化粧部3aをレッグカバー4の直下に表出させる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、レッグカバ−とレッグとの取付けを簡便に行なえ、レッグの強度を強化し得るとともに、ル−フレ−ルとレッグ、およびレッグカバ−とレッグとの取付け後の外観を向上し得る、自動車用ル−フレ−ルに関する。
【背景技術】
【0002】
自動車用ル−フレ−ルは、一般に三次元方向に湾曲成形した管状のル−フレ−ルと、該レ−ルの両端部に装着した堅牢な前後一対のレッグと、該レッグに被着するレッグカバ−ないしレッグキャップとで構成され、ル−フレ−ルにレッグを圧入または挿入し、これらを接着またはビス止めするとともに、レッグの表面にレッグカバ−ないしレッグキャップを掛け止めて組立てていた(例えば、特許文献1および2参照)。
【0003】
その際、レッグカバ−ないしレッグキャップの端部に係合爪を突設し、対応するレッグの端部に係合爪を掛け止め可能な通気口を兼ねる係合孔を設けているため、レッグの端部の強度が低下し、また近時のレッグは軽量化のために軸方向およびその横断方向に補強リブを設け、補強リブの間に大きな空スペ−スを形成しているため、レッグ全体の強度が低下するという問題があった。
【0004】
また、ル−フレ−ルの表面は一様な平滑面に形成され、その両端部に一対のレッグを装着し、該レッグの表面全体にレッグカバ−ないしレッグキャップを被着しているため、組立て後の外観はレ−ルの両端部に一対のレッグカバ−ないしレッグキャップが表出し、機能を優先するあまり美感に欠ける嫌いがあった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特許第4397361号公報
【特許文献2】特開2005−145124号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明はこのような問題を解決し、レッグカバ−とレッグとの取付けを簡便に行なえ、レッグの強度を強化し得るとともに、ル−フレ−ルとレッグ、およびレッグカバ−とレッグとの取付け後の外観を向上し得る、自動車用ル−フレ−ルを提供することを目的とする
【課題を解決するための手段】
【0007】
請求項1の発明は、ルーフレ−ルの両端部にレッグの接続軸部を挿入して固定し、前記レッグの両側部に複数の係合溝を形成し、該係合溝に係合可能な複数の係合爪を内面に突設したレッグカバ−を設け、該レッグカバ−を前記レッグに被着した自動車用ル−フレ−ルにおいて、前記レッグ後部の少なくも一側周面に化粧部を側方に突設し、該化粧部にレッグカバ−の下端部を係合可能に収容し、前記化粧部をレッグカバ−の直下に表出させ、化粧部の突設によってレッグ後部の断面積を増加し、レッグ後部の強度を強化して堅牢な自動車用ル−フレ−ルを得られるとともに、レッグカバ−を容易に取付けられ、取付け後は化粧部をレッグカバ−の直下に表出させて、化粧部による外観の向上を図るようにしている。
【0008】
請求項2の発明は、化粧部とレッグカバ−を仕切る見切りを、レッグの側方に配置し、前記見切りをレッグの下端に配置した従来のものに比べ、レッグカバ−とレッグが明瞭に仕切られて表出し、それらの美観を高めるようにしている。
請求項3の発明は、前記係合溝と係合爪のみによって、レッグカバ−をレッグに被着し、従来のようにレッグカバ−の前部に係合爪を突設し、該係合爪をレッグに装着するものに比べ、レッグに対し係合爪を収容する取付溝を不要にし、その分レッグ後部の断面積を増加し強度を強化して、堅牢な自動車用ル−フレ−ルを得られるようにしている。
請求項4の発明は、化粧部とレッグカバ−とを色調を異にして地色または塗装し、化粧部とレッグカバ−との色調差による外観の向上を図るようにしている。
【0009】
請求項5の発明は、化粧部を自動車のルーフ上の外側位置に配置し、外部から化粧部とレッグカバ−との色調差による美観を視認し得るようにしている。
請求項6の発明は、ルーフレ−ルの少なくも一側周面を上下に仕切る凹溝を軸方向に形成し、例えばルーフレ−ルの外側周面を凹溝を境に装飾し得るようにし、外側周面の外観の向上を図るようにしている。
請求項7の発明は、ルーフレ−ルの上下側周面を色調を異にして地色または塗装し、従来のようにルーフレ−ルの全体を同一色に処理していた平凡な外観を解消し、その美観の向上を図るようにしている。
【0010】
請求項8の発明は、レッグカバ−とルーフレ−ルの上側周面を同色に構成し、前記化粧部とルーフレ−ルの下側周面を同色に構成し、レッグカバ−とルーフレ−ル、化粧部とルーフレ−ルとの色調を統一し、整然とした美観を得られるようにしている。
請求項9の発明は、接続軸部とルーフレ−ルを接着剤を介して接続し、接続軸部とルーフレ−ルを強固かつ一定の柔軟性を付与して接続するようにしている。
【0011】
請求項10の発明は、接続軸部にテーパ孔を有するボルト挿通孔を形成するとともに、前記テーパ孔の周辺に複数のスリットを形成し、前記ボルト挿通孔にテーパ軸部を有するテ−パボルトを挿入し、該ボルトの螺軸端部にナットをねじ込み、前記スリットを介して接続軸部を拡径し、ルーフレ−ルの内面に圧接して接着剤の使用を廃し、接着剤の塗布や養生および養生時間、並びに養生スペ−スの確保を要することなく、接続軸部をル−フレ−ルに迅速かつ確実に接続し、生産性を向上し得るようにしている。
【発明の効果】
【0012】
請求項1の発明は、レッグ後部の少なくも一側周面に化粧部を側方に突設し、該化粧部にレッグカバ−の下端部を係合可能に収容し、前記化粧部をレッグカバ−の直下に表出させたから、化粧部の突設によってレッグ後部の断面積を増加し、レッグ後部の強度を強化して堅牢な自動車用ル−フレ−ルを得られるとともに、レッグカバ−を容易に取付けられ、取付け後は化粧部をレッグカバ−の直下に表出させて、化粧部による外観の向上を図ることができる。
【0013】
請求項2の発明は、化粧部とレッグカバ−を仕切る見切りを、レッグの側方に配置したから、前記見切りをレッグの下端に配置した従来のものに比べ、レッグカバ−とレッグが明瞭に仕切られて表出し、それらの美観を高めることができる。
請求項3の発明は、係合溝と係合爪のみによって、レッグカバ−をレッグに被着したから、従来のようにレッグカバ−の前部に係合爪を突設し、該係合爪をレッグに装着するものに比べ、レッグに対し係合爪を収容する取付溝を不要にし、その分レッグ後部の断面積を増加し強度を強化して、堅牢な自動車用ル−フレ−ルを得られる効果がある。
請求項4の発明は、化粧部とレッグカバ−とを色調を異にして地色または塗装したから、化粧部とレッグカバ−との色調差による外観の向上を図ることができる。
【0014】
請求項5の発明は、化粧部を自動車のルーフ上の外側位置に配置したから、外部から化粧部とレッグカバ−との色調差による美観を視認することができる。
請求項6の発明は、ルーフレ−ルの少なくも一側周面を上下に仕切る凹溝を軸方向に形成したから、例えばルーフレ−ルの外側周面を凹溝を境に装飾でき、外側周面の外観の向上を図ることができる。
請求項7の発明は、ルーフレ−ルの上下側周面を色調を異にして地色または塗装したから、従来のようにルーフレ−ルの全体を同一色に処理していた平凡な外観を解消し、その美観の向上を図ることができる。
【0015】
請求項8の発明は、レッグカバ−とルーフレ−ルの上側周面を同色に構成し、前記化粧部とルーフレ−ルの下側周面を同色に構成したから、レッグカバ−とルーフレ−ル、化粧部とルーフレ−ルとの色調を統一し、整然とした美観を得られる効果がある。
請求項9の発明は、接続軸部とルーフレ−ルを接着剤を介して接続したから、接続軸部とルーフレ−ルを強固かつ一定の柔軟性を付与して接続することができる。
【0016】
請求項10の発明は、接続軸部にテーパ孔を有するボルト挿通孔を形成するとともに、前記テーパ孔の周辺に複数のスリットを形成し、前記ボルト挿通孔にテーパ軸部を有するテ−パボルトを挿入し、該ボルトの螺軸端部にナットをねじ込み、前記スリットを介して接続軸部を拡径し、ルーフレ−ルの内面に圧接したから、接着剤の使用を廃し、接着剤の塗布や養生および養生時間、並びに養生スペ−スの確保を要することなく、接続軸部をル−フレ−ルに迅速かつ確実に接続し、生産性を向上することができる。
【図面の簡単な説明】
【0017】
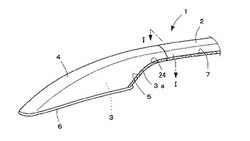
【図1】本発明の実施形態の要部を示す斜視図である。
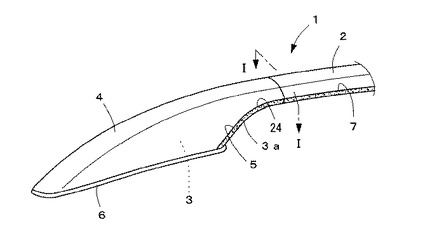
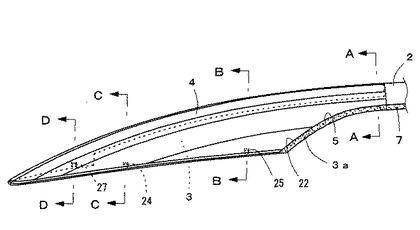
【図2】図1の正面図で、若干拡大して示している。
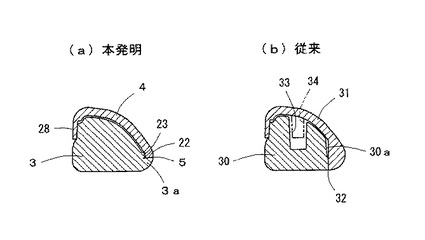
【図3】(a)は図2のA−A線に沿う断面図で、若干拡大して示し、(b)は同部の従来の断面図である。
【図4】図2のB−B線に沿う断面図で、若干拡大して示している。
【0018】
【図5】図2のC−C線に沿う断面図で、若干拡大して示している。
【図6】図2のD−D線に沿う断面図で、若干拡大して示している。
【図7】本発明に使用したレッグの平面図である。
【図8】図7の正面図である。
【0019】
【図9】図7の底面図である。
【図10】図7のE−E線に沿う断面図である。
【図11】図7のF−F線に沿う断面図である。
【0020】
【図12】図7のG−G線に沿う断面図である。
【図13】図7のH−H線に沿う断面図である。
【図14】本発明に使用したレッグカバ−の平面図である。
【0021】
【図15】図14の底面図である。
【図16】本発明に使用したレッグカバ−の概略を示す斜視図である。
【図17】(a)は図1のI−I線に沿う断面図、(b)は(a)の一部を拡大して示す断面図である。
【0022】
【図18】本発明の他の実施形態に適用したレッグの平面図である。
【図19】図18の正面図である。
【図20】図18のJ−J線に沿う断面図である。
【図21】図19の底面図である。
【図22】図20のK−K線に沿う断面図である。
【図23】(a)は他の実施形態に適用したテ−パボルトの側面図、(b)は前記テ−パボルトの正面図である。
【発明を実施するための形態】
【0023】
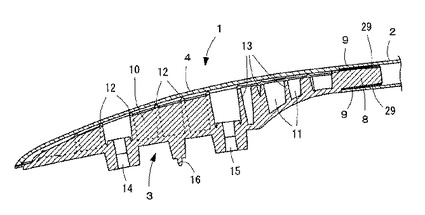
以下、本発明を図示の実施形態について説明すると、図1乃至図17において1は自動車用ル−フレ−ルで、これは金属管製の左右一対のル−フレ−ル2と、該ル−フレ−ル2の前後端部に取付けた合成樹脂製のレッグ3と、該レッグ3の後部の後述する化粧部を除く上側周面に被着した合成樹脂製のレッグカバ−4とで構成され、レッグカバ−4の外側後方の下縁部と前記化粧部との境界部に、それらを区画する湾曲線状の見切り5が形成されている。図中、6はレッグ3の下面に装着したシ−ルパッキンである。
【0024】
前記ル−フレ−ル2はアルミニウムを押し出しまたは引き出し成形し、これを三次元方向に湾曲して成形され、その断面形状を図17のように異形の台形若しくは三角形に形成していて、その底面に複数の水抜き孔ないし排気孔(図示略)を形成している。
前記ル−フレ−ル2の一側周面に凹溝7が軸方向に成形され、該凹溝7は前記見切り5の位置に対応して形成され、この凹溝7を境にル−フレ−ル2の周面を上下にト−ン(色調)差を形成して色分けし、当該部の外観を向上させている。
【0025】
実施形態では凹溝7の下側周面に、上側周面の地色または塗装色と異色の色を塗装し、所定のト−ン差を形成している。この場合、前記化粧部3aも凹溝7の下側周面と同色の地色または同色に塗装されている。
【0026】
前記レッグ3は、ポリカ−ボネ−トまたはナイロン等の合成樹脂によって、図7乃至10のように細長の象の鼻形状に成形され、その一端にル−フレ−ル2の端部に挿入ないし圧入可能なテ−パ状の接続軸部8が形成されている。
前記接続軸部8の断面は、ル−フレ−ル2の管内形状と同形若しくは相似形状に形成され、該軸部8の中間部ないし後部周面に亘って、複数の突起9を軸方向に突設している。 前記突起9は図示のように後半部をビ−ド状に形成し、前半部を先細のテ−パ状に形成している。
【0027】
前記挿入ないし圧入は、例えばエア−シンリダ等のアクチュエ−タを駆使した専用機を用いて行なわれ、該専用機は離間して対向配置した一対のレッグホルダ−と、ル−フと同一の湾曲面に形成したセット面とを有し、該セット面に前後側レッグ3,3の下面を密着後、レッグ3,3の接続軸部8,8の間に左または右側は位置のル−フレ−ル2を挿入し、一対のレッグホルダ−をアクチュエ−タを介して近接離反動させ、ル−フレ−ル2の両端部に前後側レッグ3,3を圧入可能にしている。
【0028】
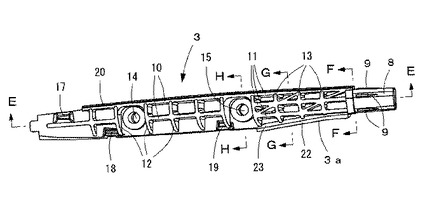
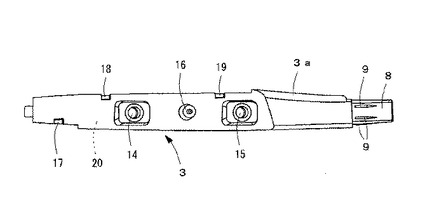
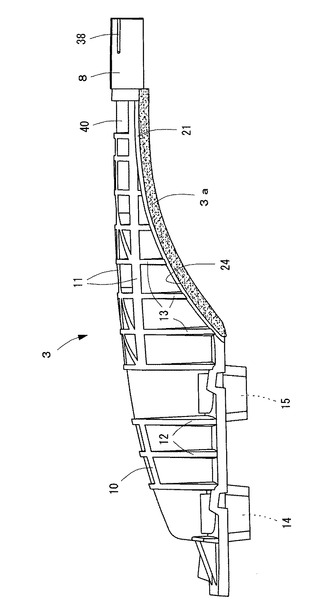
前記レッグ3の軸部8を除く上面の前半部の中央および内側端部に、略蒲鉾形の補強リブ10が突設され、また前記上面の後半部に略蒲鉾形の複数の補強リブ11が離間して突設されている。
前記補強リブ10,11に略蒲鉾形の補強リブ12,13が直交して突設され、この相直交する補強リブ10〜13によって、周囲を区画した空スペ−スを複数形成している。
図中、14,15は中間部の二つの空スペ−スに形成したボルト挿通孔、16はボルト挿通孔14,15の間の底部に突設した位置決めピンである。
【0029】
前記レッグ3の一側端部の先端部に係合溝17が形成され、その他側端部の中間部に二つの係合溝18,19が離間して形成され、これらの係合溝17〜19にレッグカバ−4に設けた後述の係合爪が係合可能に配置されている。
図中、20はレッグ3の一側端部に突設した長尺の係止突起で、レッグカバ−4の下端部に係合可能に配置され、この他側端部の後部に前記化粧部3aが側方に突設し、かつ上下に緩やかに湾曲している。
【0030】
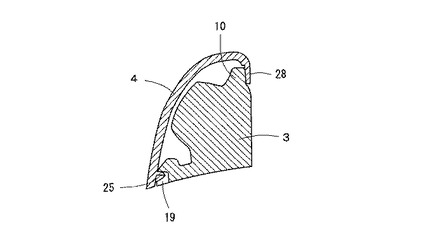
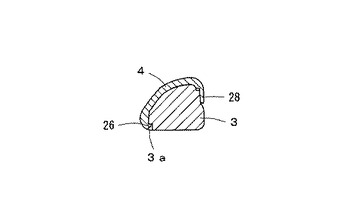
前記化粧部3aの上部に前記見切り5を形成する平坦な係合面22が形成され、該係合面22にレッグカバ−4の下端縁を収容可能にしている。前記係合面22の内側にビ−ド23が突設され、該ビ−ド23を図12のようにレッグカバ−4の下端縁内面に係合可能に配置している。
【0031】
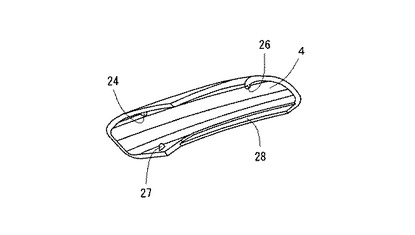
前記レッグカバ−4はABS樹脂またはポリカ−ボネ−ト等の合成樹脂によって、図1,2および図14乃至16のように略細長の象の鼻形形状に成形され、その横断面は図4乃至6のように略逆U字形状に形成され、内側への屈曲弾性を備えている。
【0032】
前記レッグカバ−4の両側壁のうち、ルーフ(図示略)上の外側に配置する一側壁の下端部内面に、前記係合溝18,19に係合可能な係合爪24,25が突設され、その後方の端縁が上下に緩やかに湾曲形成され、前記係合面22と共に見切り5を形成可能にしている。前記側壁の後端部に係合爪26が形成され、該係合爪26が前記化粧部3aの後端の切欠部と係合可能に配置されている。
【0033】
一方、前記側壁と対向するレッグカバ−4の他側壁の下端部内面の先端部に、前記前記係合溝17に係合可能な係合爪27が突設され、その後方に略垂直下向きに突設した若干薄肉の係止壁28が設けられ、該係止壁28がレッグ3の内側に突設した補強リブ10,11の垂直面に係合可能に配置されている。
この場合、レッグカバ−4の表面にル−フレ−ル2の凹溝7の上側周面と同色に塗装し、化粧部3aをル−フレ−ル2の凹溝7の下側周面と同色に塗装し、または同色の地色に構成し、それらの色調を整えて装飾することも可能である。
【0034】
この他、図中、29はル−フレ−ル2の端部に圧入した接続軸部8と、ル−フレ−ル2の内面との間に充填した、例えば反応性のホットメルトのような接着剤で、水分と反応して接着力を増強し、固化後は適宜な柔軟性と可撓性を具備するものを使用している。
【0035】
図3(b)は従来のレッグ30の後端部とレッグカバ−31との装着状況を示す断面図で、レッグ30の外側端部30aが急峻に傾斜または湾曲し、該端部30aの下端にレッグカバ−31の下端縁が接合し、それらの見切り32を下端部に形成している。
前記レッグ30の後端部の中央に通気孔を兼ねる取付溝33が形成され、該取付溝33にレッグカバ−31に突設した係合爪34が挿入され、該係合爪34がレッグ30の適所に掛け止められている。
【0036】
このように構成した自動車用ル−フレ−ルは、アルミニウム管製のル−フレ−ル2と、合成樹脂製のレッグ3と、合成樹脂製のレッグカバ−4とで構成する。
このうち、ル−フレ−ル2はアルミニウム管を所定形状に湾曲成形し、ルーフ(図示略)上の外側に位置する周面の下部で、レッグ3とレッグカバ−4の見切り5に対応する位置に、凹溝7を軸方向に成形する。
そして、前記凹溝7を境に、その上下側周面を色調を異にする色に構成する。例えば上側周面をアルミニウムの地色のシルバ−(銀色)とし、下側周面を前記地色とト−ン差を形成する暗色に塗装する。この状況は図1のようである。
【0037】
次に、前記レッグ3を所定形状に樹脂成形し、その上面に複数の補強リブ10,11を軸方向に離間して突設するとともに、複数の補強リブ12,13を離間して補強リブ10,11と直交して突設し、この相直交する補強リブ10〜13によって、周囲を区画する複数の空スペ−スを形成する。前記レッグ3の中間部の二つの空スペ−スにボルト挿通孔14,15を形成し、該ボルト挿通孔14,15の間に位置決めピン16を突設する。
【0038】
前記レッグ3の外側端部の中間位置に二つの係合溝18,19を離間して形成し、これと同側の後部下側に上下に緩やかに湾曲する化粧部3aを側方に突設し、この他側に長尺の係止突起20を突設し、レッグカバ−4の下端部内面に係合可能に配置する。
する。
前記化粧部3aをル−フレ−ル2の凹溝7の下側周面と同色に塗装し、または同色の地色に構成し、該化粧部3aの見切り5を形成する上部を平坦面に形成し、該係合面22にレッグカバ−4の下端縁を収容可能にする。
【0039】
一方、前記レッグ3の後端部にテ−パ状の接続軸部8を成形し、その断面形状をル−フレ−ル2の管内形状と同形若しくは相似形状に形成し、該軸部8の中間部ないし後部周面に亘って、ビード状の突起9を複数、軸方向に突設する。
したがって、レッグ3の後端部ないし接続軸部8には従来のような取付溝33や通気孔がなく、当該部を中実構造に構成するとともに、化粧部3aを含むレッグ3の後端部ないし外側下部を側方に突出することによって、前記後端部ないし接続軸部8の断面積を従来よりも約22%増加し、当該部の強度を強化している。この状況は図3(a),(b)のようである。
【0040】
また、係合面22をレッグ3の外側下部側方に形成し、該係合面22にレッグカバ−4の下端縁を収容し、レッグカバ−4の下部とレッグ3との見切り5をレッグ3の側方に形成したから、レッグカバ−4の下部に装飾した化粧部3aが表出し、当該部が係合面22を境に上下に色分けされて美観を呈する。
したがって、従来のように当該部がレッグカバ−4で覆われていたものに比べ、色調を異にするツ−トンによって美観が向上する。
【0041】
一方、前記レッグカバ−4を略細長の象の鼻形形状に樹脂成形し、その横断面を略逆U字形状に形成して内側への屈曲弾性を備え、その下端部内面の一側に係合爪24〜26が突設され、この他側の先端部に係合爪27を突設し、該係合爪27と同側に係止壁28を長尺に形成する。
【0042】
このように前記レッグカバ−4には、レッグに係止する係合爪の構成がないから、その分構成および成形が容易になり、後述のようにレッグカバ−4をレッグ3に簡便に取付けられる。
この場合、レッグカバ−4の表面にル−フレ−ル2の凹溝7の上側周面と同色に塗装し、化粧部3aをル−フレ−ル2の凹溝7の下側周面と同色に塗装し、または同色の地色に構成し、それらの色調を整えて装飾することも可能である。
【0043】
こうして製作したレッグ3,3をル−フレ−ル2に接続する場合は、ル−フの左また右側に配置するル−フレ−ル2と、該ル−フレ−ル2の両端部に配置する前後一対のレッグ3とを用意し、前記一対のレッグ3,3を専用機(図示略)のレッグホルダ−に装着し、その下面をセット面に密着してレッグ3,3を対向配置する。
この後、ル−フレ−ル2の両端部内面に、所定温度に加温したゲル状の接着剤29を適宜手段で塗布し、これにレッグ3,3を挿入する。
【0044】
そして、前記専用機を作動し、前記接続軸部8,8をル−フレ−ル2の端部に圧入する このようにすると、ル−フレ−ル2内部の空気が通気孔(図示略)から外部に押し出され、前記レッグ3,3の圧入を容易かつ速やかに行なえる。
【0045】
前記圧入は、接続軸部8,8を挿入後、前記突起9がル−フレ−ル2の内面に圧接して弾性変形し、接続軸部8,8の端部の段部がル−フレ−ル2の端部に当接したところで、前記圧入を停止し、ル−フレ−ル2の端部にレッグ3,3を接続する。この状況は図10のようである。
前記圧入後は、ル−フレ−ル2の内面と接続軸部8の周面、および前記内面と突起9との間に接着剤29が充填される。
【0046】
この後、前記専用機を解除作動し、レッグ3,3を接続したル−フレ−ル2を取り外し、これを所定の養生スペ−スに移動する。
前記養生時はレッグカバ−4が被着されておらず、突起9側の接着剤29が外気に接触かつ浸透し、またル−フレ−ル2内が通気孔を介して外気と連通し、その空気がル−フレ−ル2内を出入りして、該空気の水分が前記接着剤29に接触かつ浸透し、接着剤29の硬化と接着強度の増強を促す。
【0047】
こうして接着剤29の硬化後、レッグ3にレッグカバ−4を取付ける。
前記取付は対応するレッグカバ−4をレッグ3の上側から押し込み、各係合爪24,25,27をレッグ3の係合溝18,19,17に係合し、また係合爪26を化粧部3aの後端の切欠部と係合して行なう。
【0048】
このように前記レッグカバ−4の装着は、該カバ−4を対応するレッグ3上側から単に押し込むことで行なえるから、従来のように各係合爪をレッグの係合溝に係合し、更にレッグカバ−に突設した係合爪を、レッグの取付け溝に挿入して掛け止める煩雑な作業を要せず、簡便に行なえる。
【0049】
こうしてレッグ3にレッグカバ−4を取付けると、レッグ3の上部がレッグカバ−4に被着され、補強ビ−ド10,11や取付け孔14,15が隠蔽され、前記補強ビ−ド10,11の端縁にレッグカバ−4が係合可能に取付けられる。
その際、レッグカバ−4の外側周面の後端部の湾曲した下端縁直下に、同様に湾曲したレッグ3の化粧部3aが一定幅で表出し、それらが色調を異にしてト−ン差を形成し、それらの見切り5を強調して当該部を装飾し美観を形成する。
【0050】
また、前記レッグカバ−4,4はル−フレ−ル2の両端部に装着され、前記見切り5と対応するル−フレ−ル2の外側周面に凹溝7が軸方向に形成され、該凹溝7の上下側周面が色調を異にしてト−ン差を形成し、当該部を装飾し美観を形成する。
実施形態では上側周面がレッグカバ−4と同色に構成され、下側周面がレッグ3の化粧部3aと同色に構成され、見切り5および凹溝7の上下周面をそれぞれ同色に構成して、色調を統一させているから、全体的に統一した美観を形成する。
【0051】
図18乃至図23は本発明の他の実施形態の要部を示し、前述の実施形態の構成と対応する部分に同一の符号を用いている。
この実施形態は、接着剤29を介在して接続軸部8をル−フレ−ル2に接続する代わりに、テ−パボルト35を用いて接続軸部8を接続し、接着剤29の使用を廃し、かつ接着剤29の塗布や養生および養生時間、並びに養生スペ−スの確保を要することなく、接続軸部8をル−フレ−ル2に迅速かつ確実に接続し、生産性を向上するようにしている。
【0052】
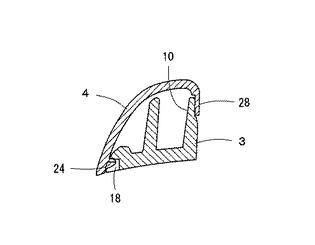
すなわち、接続軸部8の内部にボルト挿通孔36を軸方向に形成し、該ボルト挿通孔36の外端側半部に外側に拡径するテ−パ孔37を形成し、該テ−パ孔37の放射方向に軸方向に沿って複数のスリット38を形成している。
実施形態では4つのスリット38を接続軸部8の略等角度位置に形成し、その三つのスリット38を略台形断面の接続軸部8の隅角部に開口している。
【0053】
前記ボルト挿通孔36とテ−パ孔37に軸端側からテ−パボルト35が挿入され、その螺軸端部39を接続軸部8に隣接する凹部40に突出し、該螺軸端部39に凹部40に配置したナット41をねじ込んで緊締している。
【0054】
前記テ−パボルト35は片側半部にテ−パ孔37に係合可能なテ−パ軸部42を備え、該テ−パ軸部42の周面の等角度度位置にビ−ド状の複数の係止突起43を形成し、該係止突起43を前記スリット38に係合可能にしている。
【0055】
このような実施形態において、ル−フレ−ル2にレッグ3を接続する場合は、一方のレッグ3の接続軸部8の端面に開口したテ−パ孔37にテ−パボルト35を挿入し、係止突起43をスリット38に係合して螺軸端部39を凹部40に突出させ、該凹部40に配置したナット41を螺軸端部39にねじ込み、これらを仮止めする。
この後、接続軸部8の外周にル−フレ−ル2の一端部を挿入し、ル−フレ−ル2の端部がレッグ3の段部に当接したところで、前記ナット41を緊締する。
【0056】
このようにすると、スリット38に係止突起43が係合してテ−パボルト35が回り止めされ、ナット41をねじ込むとテ−パボルト35が凹部40側へ引き寄せられ、テ−パ軸部42がテ−パ孔37に係合し、スリット38を介し接続軸部8の後部周面を押し広げ、その拡径周面がル−フレ−ル2の端部内面を圧接し、ル−フレ−ル2が接続軸部8に接続される。
この状況は図22のようで、接続軸部8とル−フレ−ル2とが異形断面をして互いに係合しているから、ル−フレ−ル2が回り止めされ、確実かつ強固に接続される。
【0057】
この後、他方のレッグ3の接続軸部8の端面に開口したテ−パ孔37にテ−パボルト35を挿入し、係止突起43をスリット38に係合して螺軸端部39を凹部40に突出させ、該凹部40に配置したナット41を螺軸端部39にねじ込み、これらを仮止めする。
そして、接続軸部8の外周にル−フレ−ル2の他端部を挿入し、ル−フレ−ル2の端部がレッグ3の段部に当接したところで、前記ナット41を緊締し、ル−フレ−ル2の両側にレッグ3,3を接続する。
【0058】
このように前記実施形態では接着剤29の使用を廃し、接着剤29の塗布や養生および養生時間、並びに養生スペ−スの確保を要することなく、接続軸部8をル−フレ−ル2に迅速かつ確実に接続できるから、生産性の向上を図れる。
こうして、ル−フレ−ル2の両側にレッグ3,3を接続したところで、レッグカバ−4を前述と同様にレッグ3に被着する。
【0059】
その際、前述の実施形態と同様に、レッグ3の化粧部3aとレッグカバ−4とが色調を異にして構成され、またル−フレ−ル2は凹溝7を堺に上下側周面の色調が相違して構成されている。
そして、ル−フレ−ル2の上側周面とレッグ3の周面が同色に構成され、またル−フレ−ル2の下側周面とレッグ3の化粧部3aが同色に構成され、それらが見切り5および凹溝7の上下周面をそれぞれ同色に構成して色調を統一させているから、全体的に統一した美観を形成する。
【産業上の利用可能性】
【0060】
このように本発明の自動車用ル−フレ−ルは、レッグカバ−とレッグとの取付けを簡便に行なえ、レッグの強度を強化し得るとともに、ル−フレ−ルとレッグ、およびレッグカバ−とレッグとの取付け後の外観を向上し得る。
【符号の説明】
【0061】
2 ル−フレ−ル
3 レッグ
3a 化粧部
4 レッグカバー
5 見切り
【0062】
8 接続軸部
17〜19 係合溝
24〜27 係合爪
35 テ−パボルト
36 ボルト挿通孔
37 テ−パ孔
【0063】
38 スリット
39 螺軸端部
41 ナット
42 テ−パ軸部
【技術分野】
【0001】
本発明は、レッグカバ−とレッグとの取付けを簡便に行なえ、レッグの強度を強化し得るとともに、ル−フレ−ルとレッグ、およびレッグカバ−とレッグとの取付け後の外観を向上し得る、自動車用ル−フレ−ルに関する。
【背景技術】
【0002】
自動車用ル−フレ−ルは、一般に三次元方向に湾曲成形した管状のル−フレ−ルと、該レ−ルの両端部に装着した堅牢な前後一対のレッグと、該レッグに被着するレッグカバ−ないしレッグキャップとで構成され、ル−フレ−ルにレッグを圧入または挿入し、これらを接着またはビス止めするとともに、レッグの表面にレッグカバ−ないしレッグキャップを掛け止めて組立てていた(例えば、特許文献1および2参照)。
【0003】
その際、レッグカバ−ないしレッグキャップの端部に係合爪を突設し、対応するレッグの端部に係合爪を掛け止め可能な通気口を兼ねる係合孔を設けているため、レッグの端部の強度が低下し、また近時のレッグは軽量化のために軸方向およびその横断方向に補強リブを設け、補強リブの間に大きな空スペ−スを形成しているため、レッグ全体の強度が低下するという問題があった。
【0004】
また、ル−フレ−ルの表面は一様な平滑面に形成され、その両端部に一対のレッグを装着し、該レッグの表面全体にレッグカバ−ないしレッグキャップを被着しているため、組立て後の外観はレ−ルの両端部に一対のレッグカバ−ないしレッグキャップが表出し、機能を優先するあまり美感に欠ける嫌いがあった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特許第4397361号公報
【特許文献2】特開2005−145124号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明はこのような問題を解決し、レッグカバ−とレッグとの取付けを簡便に行なえ、レッグの強度を強化し得るとともに、ル−フレ−ルとレッグ、およびレッグカバ−とレッグとの取付け後の外観を向上し得る、自動車用ル−フレ−ルを提供することを目的とする
【課題を解決するための手段】
【0007】
請求項1の発明は、ルーフレ−ルの両端部にレッグの接続軸部を挿入して固定し、前記レッグの両側部に複数の係合溝を形成し、該係合溝に係合可能な複数の係合爪を内面に突設したレッグカバ−を設け、該レッグカバ−を前記レッグに被着した自動車用ル−フレ−ルにおいて、前記レッグ後部の少なくも一側周面に化粧部を側方に突設し、該化粧部にレッグカバ−の下端部を係合可能に収容し、前記化粧部をレッグカバ−の直下に表出させ、化粧部の突設によってレッグ後部の断面積を増加し、レッグ後部の強度を強化して堅牢な自動車用ル−フレ−ルを得られるとともに、レッグカバ−を容易に取付けられ、取付け後は化粧部をレッグカバ−の直下に表出させて、化粧部による外観の向上を図るようにしている。
【0008】
請求項2の発明は、化粧部とレッグカバ−を仕切る見切りを、レッグの側方に配置し、前記見切りをレッグの下端に配置した従来のものに比べ、レッグカバ−とレッグが明瞭に仕切られて表出し、それらの美観を高めるようにしている。
請求項3の発明は、前記係合溝と係合爪のみによって、レッグカバ−をレッグに被着し、従来のようにレッグカバ−の前部に係合爪を突設し、該係合爪をレッグに装着するものに比べ、レッグに対し係合爪を収容する取付溝を不要にし、その分レッグ後部の断面積を増加し強度を強化して、堅牢な自動車用ル−フレ−ルを得られるようにしている。
請求項4の発明は、化粧部とレッグカバ−とを色調を異にして地色または塗装し、化粧部とレッグカバ−との色調差による外観の向上を図るようにしている。
【0009】
請求項5の発明は、化粧部を自動車のルーフ上の外側位置に配置し、外部から化粧部とレッグカバ−との色調差による美観を視認し得るようにしている。
請求項6の発明は、ルーフレ−ルの少なくも一側周面を上下に仕切る凹溝を軸方向に形成し、例えばルーフレ−ルの外側周面を凹溝を境に装飾し得るようにし、外側周面の外観の向上を図るようにしている。
請求項7の発明は、ルーフレ−ルの上下側周面を色調を異にして地色または塗装し、従来のようにルーフレ−ルの全体を同一色に処理していた平凡な外観を解消し、その美観の向上を図るようにしている。
【0010】
請求項8の発明は、レッグカバ−とルーフレ−ルの上側周面を同色に構成し、前記化粧部とルーフレ−ルの下側周面を同色に構成し、レッグカバ−とルーフレ−ル、化粧部とルーフレ−ルとの色調を統一し、整然とした美観を得られるようにしている。
請求項9の発明は、接続軸部とルーフレ−ルを接着剤を介して接続し、接続軸部とルーフレ−ルを強固かつ一定の柔軟性を付与して接続するようにしている。
【0011】
請求項10の発明は、接続軸部にテーパ孔を有するボルト挿通孔を形成するとともに、前記テーパ孔の周辺に複数のスリットを形成し、前記ボルト挿通孔にテーパ軸部を有するテ−パボルトを挿入し、該ボルトの螺軸端部にナットをねじ込み、前記スリットを介して接続軸部を拡径し、ルーフレ−ルの内面に圧接して接着剤の使用を廃し、接着剤の塗布や養生および養生時間、並びに養生スペ−スの確保を要することなく、接続軸部をル−フレ−ルに迅速かつ確実に接続し、生産性を向上し得るようにしている。
【発明の効果】
【0012】
請求項1の発明は、レッグ後部の少なくも一側周面に化粧部を側方に突設し、該化粧部にレッグカバ−の下端部を係合可能に収容し、前記化粧部をレッグカバ−の直下に表出させたから、化粧部の突設によってレッグ後部の断面積を増加し、レッグ後部の強度を強化して堅牢な自動車用ル−フレ−ルを得られるとともに、レッグカバ−を容易に取付けられ、取付け後は化粧部をレッグカバ−の直下に表出させて、化粧部による外観の向上を図ることができる。
【0013】
請求項2の発明は、化粧部とレッグカバ−を仕切る見切りを、レッグの側方に配置したから、前記見切りをレッグの下端に配置した従来のものに比べ、レッグカバ−とレッグが明瞭に仕切られて表出し、それらの美観を高めることができる。
請求項3の発明は、係合溝と係合爪のみによって、レッグカバ−をレッグに被着したから、従来のようにレッグカバ−の前部に係合爪を突設し、該係合爪をレッグに装着するものに比べ、レッグに対し係合爪を収容する取付溝を不要にし、その分レッグ後部の断面積を増加し強度を強化して、堅牢な自動車用ル−フレ−ルを得られる効果がある。
請求項4の発明は、化粧部とレッグカバ−とを色調を異にして地色または塗装したから、化粧部とレッグカバ−との色調差による外観の向上を図ることができる。
【0014】
請求項5の発明は、化粧部を自動車のルーフ上の外側位置に配置したから、外部から化粧部とレッグカバ−との色調差による美観を視認することができる。
請求項6の発明は、ルーフレ−ルの少なくも一側周面を上下に仕切る凹溝を軸方向に形成したから、例えばルーフレ−ルの外側周面を凹溝を境に装飾でき、外側周面の外観の向上を図ることができる。
請求項7の発明は、ルーフレ−ルの上下側周面を色調を異にして地色または塗装したから、従来のようにルーフレ−ルの全体を同一色に処理していた平凡な外観を解消し、その美観の向上を図ることができる。
【0015】
請求項8の発明は、レッグカバ−とルーフレ−ルの上側周面を同色に構成し、前記化粧部とルーフレ−ルの下側周面を同色に構成したから、レッグカバ−とルーフレ−ル、化粧部とルーフレ−ルとの色調を統一し、整然とした美観を得られる効果がある。
請求項9の発明は、接続軸部とルーフレ−ルを接着剤を介して接続したから、接続軸部とルーフレ−ルを強固かつ一定の柔軟性を付与して接続することができる。
【0016】
請求項10の発明は、接続軸部にテーパ孔を有するボルト挿通孔を形成するとともに、前記テーパ孔の周辺に複数のスリットを形成し、前記ボルト挿通孔にテーパ軸部を有するテ−パボルトを挿入し、該ボルトの螺軸端部にナットをねじ込み、前記スリットを介して接続軸部を拡径し、ルーフレ−ルの内面に圧接したから、接着剤の使用を廃し、接着剤の塗布や養生および養生時間、並びに養生スペ−スの確保を要することなく、接続軸部をル−フレ−ルに迅速かつ確実に接続し、生産性を向上することができる。
【図面の簡単な説明】
【0017】
【図1】本発明の実施形態の要部を示す斜視図である。
【図2】図1の正面図で、若干拡大して示している。
【図3】(a)は図2のA−A線に沿う断面図で、若干拡大して示し、(b)は同部の従来の断面図である。
【図4】図2のB−B線に沿う断面図で、若干拡大して示している。
【0018】
【図5】図2のC−C線に沿う断面図で、若干拡大して示している。
【図6】図2のD−D線に沿う断面図で、若干拡大して示している。
【図7】本発明に使用したレッグの平面図である。
【図8】図7の正面図である。
【0019】
【図9】図7の底面図である。
【図10】図7のE−E線に沿う断面図である。
【図11】図7のF−F線に沿う断面図である。
【0020】
【図12】図7のG−G線に沿う断面図である。
【図13】図7のH−H線に沿う断面図である。
【図14】本発明に使用したレッグカバ−の平面図である。
【0021】
【図15】図14の底面図である。
【図16】本発明に使用したレッグカバ−の概略を示す斜視図である。
【図17】(a)は図1のI−I線に沿う断面図、(b)は(a)の一部を拡大して示す断面図である。
【0022】
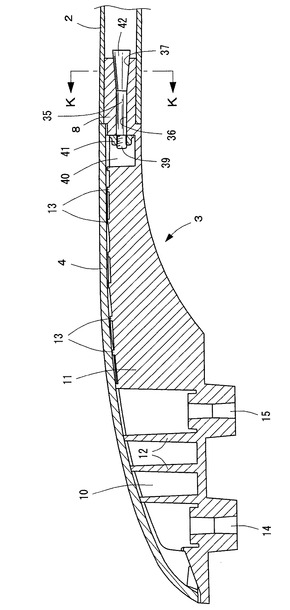
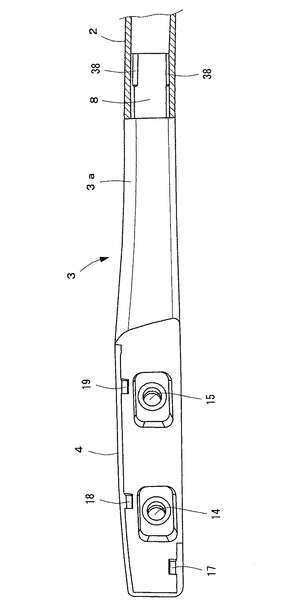
【図18】本発明の他の実施形態に適用したレッグの平面図である。
【図19】図18の正面図である。
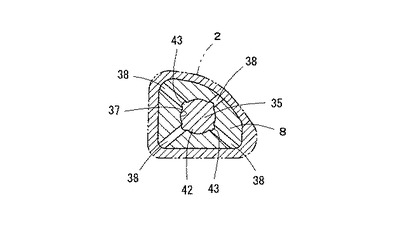
【図20】図18のJ−J線に沿う断面図である。
【図21】図19の底面図である。
【図22】図20のK−K線に沿う断面図である。
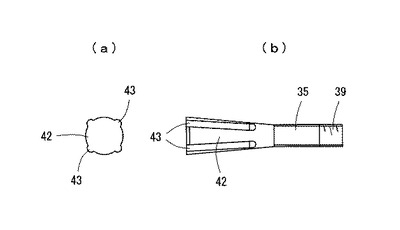
【図23】(a)は他の実施形態に適用したテ−パボルトの側面図、(b)は前記テ−パボルトの正面図である。
【発明を実施するための形態】
【0023】
以下、本発明を図示の実施形態について説明すると、図1乃至図17において1は自動車用ル−フレ−ルで、これは金属管製の左右一対のル−フレ−ル2と、該ル−フレ−ル2の前後端部に取付けた合成樹脂製のレッグ3と、該レッグ3の後部の後述する化粧部を除く上側周面に被着した合成樹脂製のレッグカバ−4とで構成され、レッグカバ−4の外側後方の下縁部と前記化粧部との境界部に、それらを区画する湾曲線状の見切り5が形成されている。図中、6はレッグ3の下面に装着したシ−ルパッキンである。
【0024】
前記ル−フレ−ル2はアルミニウムを押し出しまたは引き出し成形し、これを三次元方向に湾曲して成形され、その断面形状を図17のように異形の台形若しくは三角形に形成していて、その底面に複数の水抜き孔ないし排気孔(図示略)を形成している。
前記ル−フレ−ル2の一側周面に凹溝7が軸方向に成形され、該凹溝7は前記見切り5の位置に対応して形成され、この凹溝7を境にル−フレ−ル2の周面を上下にト−ン(色調)差を形成して色分けし、当該部の外観を向上させている。
【0025】
実施形態では凹溝7の下側周面に、上側周面の地色または塗装色と異色の色を塗装し、所定のト−ン差を形成している。この場合、前記化粧部3aも凹溝7の下側周面と同色の地色または同色に塗装されている。
【0026】
前記レッグ3は、ポリカ−ボネ−トまたはナイロン等の合成樹脂によって、図7乃至10のように細長の象の鼻形状に成形され、その一端にル−フレ−ル2の端部に挿入ないし圧入可能なテ−パ状の接続軸部8が形成されている。
前記接続軸部8の断面は、ル−フレ−ル2の管内形状と同形若しくは相似形状に形成され、該軸部8の中間部ないし後部周面に亘って、複数の突起9を軸方向に突設している。 前記突起9は図示のように後半部をビ−ド状に形成し、前半部を先細のテ−パ状に形成している。
【0027】
前記挿入ないし圧入は、例えばエア−シンリダ等のアクチュエ−タを駆使した専用機を用いて行なわれ、該専用機は離間して対向配置した一対のレッグホルダ−と、ル−フと同一の湾曲面に形成したセット面とを有し、該セット面に前後側レッグ3,3の下面を密着後、レッグ3,3の接続軸部8,8の間に左または右側は位置のル−フレ−ル2を挿入し、一対のレッグホルダ−をアクチュエ−タを介して近接離反動させ、ル−フレ−ル2の両端部に前後側レッグ3,3を圧入可能にしている。
【0028】
前記レッグ3の軸部8を除く上面の前半部の中央および内側端部に、略蒲鉾形の補強リブ10が突設され、また前記上面の後半部に略蒲鉾形の複数の補強リブ11が離間して突設されている。
前記補強リブ10,11に略蒲鉾形の補強リブ12,13が直交して突設され、この相直交する補強リブ10〜13によって、周囲を区画した空スペ−スを複数形成している。
図中、14,15は中間部の二つの空スペ−スに形成したボルト挿通孔、16はボルト挿通孔14,15の間の底部に突設した位置決めピンである。
【0029】
前記レッグ3の一側端部の先端部に係合溝17が形成され、その他側端部の中間部に二つの係合溝18,19が離間して形成され、これらの係合溝17〜19にレッグカバ−4に設けた後述の係合爪が係合可能に配置されている。
図中、20はレッグ3の一側端部に突設した長尺の係止突起で、レッグカバ−4の下端部に係合可能に配置され、この他側端部の後部に前記化粧部3aが側方に突設し、かつ上下に緩やかに湾曲している。
【0030】
前記化粧部3aの上部に前記見切り5を形成する平坦な係合面22が形成され、該係合面22にレッグカバ−4の下端縁を収容可能にしている。前記係合面22の内側にビ−ド23が突設され、該ビ−ド23を図12のようにレッグカバ−4の下端縁内面に係合可能に配置している。
【0031】
前記レッグカバ−4はABS樹脂またはポリカ−ボネ−ト等の合成樹脂によって、図1,2および図14乃至16のように略細長の象の鼻形形状に成形され、その横断面は図4乃至6のように略逆U字形状に形成され、内側への屈曲弾性を備えている。
【0032】
前記レッグカバ−4の両側壁のうち、ルーフ(図示略)上の外側に配置する一側壁の下端部内面に、前記係合溝18,19に係合可能な係合爪24,25が突設され、その後方の端縁が上下に緩やかに湾曲形成され、前記係合面22と共に見切り5を形成可能にしている。前記側壁の後端部に係合爪26が形成され、該係合爪26が前記化粧部3aの後端の切欠部と係合可能に配置されている。
【0033】
一方、前記側壁と対向するレッグカバ−4の他側壁の下端部内面の先端部に、前記前記係合溝17に係合可能な係合爪27が突設され、その後方に略垂直下向きに突設した若干薄肉の係止壁28が設けられ、該係止壁28がレッグ3の内側に突設した補強リブ10,11の垂直面に係合可能に配置されている。
この場合、レッグカバ−4の表面にル−フレ−ル2の凹溝7の上側周面と同色に塗装し、化粧部3aをル−フレ−ル2の凹溝7の下側周面と同色に塗装し、または同色の地色に構成し、それらの色調を整えて装飾することも可能である。
【0034】
この他、図中、29はル−フレ−ル2の端部に圧入した接続軸部8と、ル−フレ−ル2の内面との間に充填した、例えば反応性のホットメルトのような接着剤で、水分と反応して接着力を増強し、固化後は適宜な柔軟性と可撓性を具備するものを使用している。
【0035】
図3(b)は従来のレッグ30の後端部とレッグカバ−31との装着状況を示す断面図で、レッグ30の外側端部30aが急峻に傾斜または湾曲し、該端部30aの下端にレッグカバ−31の下端縁が接合し、それらの見切り32を下端部に形成している。
前記レッグ30の後端部の中央に通気孔を兼ねる取付溝33が形成され、該取付溝33にレッグカバ−31に突設した係合爪34が挿入され、該係合爪34がレッグ30の適所に掛け止められている。
【0036】
このように構成した自動車用ル−フレ−ルは、アルミニウム管製のル−フレ−ル2と、合成樹脂製のレッグ3と、合成樹脂製のレッグカバ−4とで構成する。
このうち、ル−フレ−ル2はアルミニウム管を所定形状に湾曲成形し、ルーフ(図示略)上の外側に位置する周面の下部で、レッグ3とレッグカバ−4の見切り5に対応する位置に、凹溝7を軸方向に成形する。
そして、前記凹溝7を境に、その上下側周面を色調を異にする色に構成する。例えば上側周面をアルミニウムの地色のシルバ−(銀色)とし、下側周面を前記地色とト−ン差を形成する暗色に塗装する。この状況は図1のようである。
【0037】
次に、前記レッグ3を所定形状に樹脂成形し、その上面に複数の補強リブ10,11を軸方向に離間して突設するとともに、複数の補強リブ12,13を離間して補強リブ10,11と直交して突設し、この相直交する補強リブ10〜13によって、周囲を区画する複数の空スペ−スを形成する。前記レッグ3の中間部の二つの空スペ−スにボルト挿通孔14,15を形成し、該ボルト挿通孔14,15の間に位置決めピン16を突設する。
【0038】
前記レッグ3の外側端部の中間位置に二つの係合溝18,19を離間して形成し、これと同側の後部下側に上下に緩やかに湾曲する化粧部3aを側方に突設し、この他側に長尺の係止突起20を突設し、レッグカバ−4の下端部内面に係合可能に配置する。
する。
前記化粧部3aをル−フレ−ル2の凹溝7の下側周面と同色に塗装し、または同色の地色に構成し、該化粧部3aの見切り5を形成する上部を平坦面に形成し、該係合面22にレッグカバ−4の下端縁を収容可能にする。
【0039】
一方、前記レッグ3の後端部にテ−パ状の接続軸部8を成形し、その断面形状をル−フレ−ル2の管内形状と同形若しくは相似形状に形成し、該軸部8の中間部ないし後部周面に亘って、ビード状の突起9を複数、軸方向に突設する。
したがって、レッグ3の後端部ないし接続軸部8には従来のような取付溝33や通気孔がなく、当該部を中実構造に構成するとともに、化粧部3aを含むレッグ3の後端部ないし外側下部を側方に突出することによって、前記後端部ないし接続軸部8の断面積を従来よりも約22%増加し、当該部の強度を強化している。この状況は図3(a),(b)のようである。
【0040】
また、係合面22をレッグ3の外側下部側方に形成し、該係合面22にレッグカバ−4の下端縁を収容し、レッグカバ−4の下部とレッグ3との見切り5をレッグ3の側方に形成したから、レッグカバ−4の下部に装飾した化粧部3aが表出し、当該部が係合面22を境に上下に色分けされて美観を呈する。
したがって、従来のように当該部がレッグカバ−4で覆われていたものに比べ、色調を異にするツ−トンによって美観が向上する。
【0041】
一方、前記レッグカバ−4を略細長の象の鼻形形状に樹脂成形し、その横断面を略逆U字形状に形成して内側への屈曲弾性を備え、その下端部内面の一側に係合爪24〜26が突設され、この他側の先端部に係合爪27を突設し、該係合爪27と同側に係止壁28を長尺に形成する。
【0042】
このように前記レッグカバ−4には、レッグに係止する係合爪の構成がないから、その分構成および成形が容易になり、後述のようにレッグカバ−4をレッグ3に簡便に取付けられる。
この場合、レッグカバ−4の表面にル−フレ−ル2の凹溝7の上側周面と同色に塗装し、化粧部3aをル−フレ−ル2の凹溝7の下側周面と同色に塗装し、または同色の地色に構成し、それらの色調を整えて装飾することも可能である。
【0043】
こうして製作したレッグ3,3をル−フレ−ル2に接続する場合は、ル−フの左また右側に配置するル−フレ−ル2と、該ル−フレ−ル2の両端部に配置する前後一対のレッグ3とを用意し、前記一対のレッグ3,3を専用機(図示略)のレッグホルダ−に装着し、その下面をセット面に密着してレッグ3,3を対向配置する。
この後、ル−フレ−ル2の両端部内面に、所定温度に加温したゲル状の接着剤29を適宜手段で塗布し、これにレッグ3,3を挿入する。
【0044】
そして、前記専用機を作動し、前記接続軸部8,8をル−フレ−ル2の端部に圧入する このようにすると、ル−フレ−ル2内部の空気が通気孔(図示略)から外部に押し出され、前記レッグ3,3の圧入を容易かつ速やかに行なえる。
【0045】
前記圧入は、接続軸部8,8を挿入後、前記突起9がル−フレ−ル2の内面に圧接して弾性変形し、接続軸部8,8の端部の段部がル−フレ−ル2の端部に当接したところで、前記圧入を停止し、ル−フレ−ル2の端部にレッグ3,3を接続する。この状況は図10のようである。
前記圧入後は、ル−フレ−ル2の内面と接続軸部8の周面、および前記内面と突起9との間に接着剤29が充填される。
【0046】
この後、前記専用機を解除作動し、レッグ3,3を接続したル−フレ−ル2を取り外し、これを所定の養生スペ−スに移動する。
前記養生時はレッグカバ−4が被着されておらず、突起9側の接着剤29が外気に接触かつ浸透し、またル−フレ−ル2内が通気孔を介して外気と連通し、その空気がル−フレ−ル2内を出入りして、該空気の水分が前記接着剤29に接触かつ浸透し、接着剤29の硬化と接着強度の増強を促す。
【0047】
こうして接着剤29の硬化後、レッグ3にレッグカバ−4を取付ける。
前記取付は対応するレッグカバ−4をレッグ3の上側から押し込み、各係合爪24,25,27をレッグ3の係合溝18,19,17に係合し、また係合爪26を化粧部3aの後端の切欠部と係合して行なう。
【0048】
このように前記レッグカバ−4の装着は、該カバ−4を対応するレッグ3上側から単に押し込むことで行なえるから、従来のように各係合爪をレッグの係合溝に係合し、更にレッグカバ−に突設した係合爪を、レッグの取付け溝に挿入して掛け止める煩雑な作業を要せず、簡便に行なえる。
【0049】
こうしてレッグ3にレッグカバ−4を取付けると、レッグ3の上部がレッグカバ−4に被着され、補強ビ−ド10,11や取付け孔14,15が隠蔽され、前記補強ビ−ド10,11の端縁にレッグカバ−4が係合可能に取付けられる。
その際、レッグカバ−4の外側周面の後端部の湾曲した下端縁直下に、同様に湾曲したレッグ3の化粧部3aが一定幅で表出し、それらが色調を異にしてト−ン差を形成し、それらの見切り5を強調して当該部を装飾し美観を形成する。
【0050】
また、前記レッグカバ−4,4はル−フレ−ル2の両端部に装着され、前記見切り5と対応するル−フレ−ル2の外側周面に凹溝7が軸方向に形成され、該凹溝7の上下側周面が色調を異にしてト−ン差を形成し、当該部を装飾し美観を形成する。
実施形態では上側周面がレッグカバ−4と同色に構成され、下側周面がレッグ3の化粧部3aと同色に構成され、見切り5および凹溝7の上下周面をそれぞれ同色に構成して、色調を統一させているから、全体的に統一した美観を形成する。
【0051】
図18乃至図23は本発明の他の実施形態の要部を示し、前述の実施形態の構成と対応する部分に同一の符号を用いている。
この実施形態は、接着剤29を介在して接続軸部8をル−フレ−ル2に接続する代わりに、テ−パボルト35を用いて接続軸部8を接続し、接着剤29の使用を廃し、かつ接着剤29の塗布や養生および養生時間、並びに養生スペ−スの確保を要することなく、接続軸部8をル−フレ−ル2に迅速かつ確実に接続し、生産性を向上するようにしている。
【0052】
すなわち、接続軸部8の内部にボルト挿通孔36を軸方向に形成し、該ボルト挿通孔36の外端側半部に外側に拡径するテ−パ孔37を形成し、該テ−パ孔37の放射方向に軸方向に沿って複数のスリット38を形成している。
実施形態では4つのスリット38を接続軸部8の略等角度位置に形成し、その三つのスリット38を略台形断面の接続軸部8の隅角部に開口している。
【0053】
前記ボルト挿通孔36とテ−パ孔37に軸端側からテ−パボルト35が挿入され、その螺軸端部39を接続軸部8に隣接する凹部40に突出し、該螺軸端部39に凹部40に配置したナット41をねじ込んで緊締している。
【0054】
前記テ−パボルト35は片側半部にテ−パ孔37に係合可能なテ−パ軸部42を備え、該テ−パ軸部42の周面の等角度度位置にビ−ド状の複数の係止突起43を形成し、該係止突起43を前記スリット38に係合可能にしている。
【0055】
このような実施形態において、ル−フレ−ル2にレッグ3を接続する場合は、一方のレッグ3の接続軸部8の端面に開口したテ−パ孔37にテ−パボルト35を挿入し、係止突起43をスリット38に係合して螺軸端部39を凹部40に突出させ、該凹部40に配置したナット41を螺軸端部39にねじ込み、これらを仮止めする。
この後、接続軸部8の外周にル−フレ−ル2の一端部を挿入し、ル−フレ−ル2の端部がレッグ3の段部に当接したところで、前記ナット41を緊締する。
【0056】
このようにすると、スリット38に係止突起43が係合してテ−パボルト35が回り止めされ、ナット41をねじ込むとテ−パボルト35が凹部40側へ引き寄せられ、テ−パ軸部42がテ−パ孔37に係合し、スリット38を介し接続軸部8の後部周面を押し広げ、その拡径周面がル−フレ−ル2の端部内面を圧接し、ル−フレ−ル2が接続軸部8に接続される。
この状況は図22のようで、接続軸部8とル−フレ−ル2とが異形断面をして互いに係合しているから、ル−フレ−ル2が回り止めされ、確実かつ強固に接続される。
【0057】
この後、他方のレッグ3の接続軸部8の端面に開口したテ−パ孔37にテ−パボルト35を挿入し、係止突起43をスリット38に係合して螺軸端部39を凹部40に突出させ、該凹部40に配置したナット41を螺軸端部39にねじ込み、これらを仮止めする。
そして、接続軸部8の外周にル−フレ−ル2の他端部を挿入し、ル−フレ−ル2の端部がレッグ3の段部に当接したところで、前記ナット41を緊締し、ル−フレ−ル2の両側にレッグ3,3を接続する。
【0058】
このように前記実施形態では接着剤29の使用を廃し、接着剤29の塗布や養生および養生時間、並びに養生スペ−スの確保を要することなく、接続軸部8をル−フレ−ル2に迅速かつ確実に接続できるから、生産性の向上を図れる。
こうして、ル−フレ−ル2の両側にレッグ3,3を接続したところで、レッグカバ−4を前述と同様にレッグ3に被着する。
【0059】
その際、前述の実施形態と同様に、レッグ3の化粧部3aとレッグカバ−4とが色調を異にして構成され、またル−フレ−ル2は凹溝7を堺に上下側周面の色調が相違して構成されている。
そして、ル−フレ−ル2の上側周面とレッグ3の周面が同色に構成され、またル−フレ−ル2の下側周面とレッグ3の化粧部3aが同色に構成され、それらが見切り5および凹溝7の上下周面をそれぞれ同色に構成して色調を統一させているから、全体的に統一した美観を形成する。
【産業上の利用可能性】
【0060】
このように本発明の自動車用ル−フレ−ルは、レッグカバ−とレッグとの取付けを簡便に行なえ、レッグの強度を強化し得るとともに、ル−フレ−ルとレッグ、およびレッグカバ−とレッグとの取付け後の外観を向上し得る。
【符号の説明】
【0061】
2 ル−フレ−ル
3 レッグ
3a 化粧部
4 レッグカバー
5 見切り
【0062】
8 接続軸部
17〜19 係合溝
24〜27 係合爪
35 テ−パボルト
36 ボルト挿通孔
37 テ−パ孔
【0063】
38 スリット
39 螺軸端部
41 ナット
42 テ−パ軸部
【特許請求の範囲】
【請求項1】
ルーフレールの両端部にレッグの接続軸部を挿入して固定し、前記レッグの両側部に複数の係合溝を形成し、該係合溝に係合可能な複数の係合爪を内面に突設したレッグカバーを設け、該レッグカバーを前記レッグに被着した自動車用ルーフレールにおいて、前記レッグ後部の少なくも一側周面に化粧部を側方に突設し、該化粧部にレッグカバーの下端部を係合可能に収容し、前記化粧部をレッグカバーの直下に表出させたことを特徴とする自動車用ルーフレール。
【請求項2】
前記化粧部とレッグカバーを仕切る見切りを、レッグの側方に配置した請求項1記載の自動車用ルーフレール。
【請求項3】
前記係合溝と係合爪のみによって、レッグカバーをレッグに被着した請求項1記載の自動車用ルーフレール。
【請求項4】
前記化粧部とレッグカバーとを色調を異にして地色または塗装した請求項1記載の自動車用ルーフレ−ル。
【請求項5】
前記化粧部を自動車のルーフ上の外側位置に配置した請求項1記載の自動車用ルーフレール。
【請求項6】
前記ルーフレールの少なくも一側周面を上下に仕切る凹溝を軸方向に形成した請求項1記載の自動車用ルーフレール。
【請求項7】
前記ルーフレールの上下側周面を色調を異にして地色または塗装した請求項6記載の自動車用ルーフレール。
【請求項8】
前記レッグカバーとルーフレールの上側周面を同色に構成し、前記化粧部とルーフレールの下側周面を同色に構成した請求項4または請求項7記載の自動車用ルーフレール。
【請求項9】
前記接続軸部とルーフレールを接着剤を介して接続した請求項1記載の自動車用ルーフレール。
【請求項10】
前記接続軸部にテーパ孔を有するボルト挿通孔を形成するとともに、前記テーパ孔の周辺に複数のスリットを形成し、前記ボルト挿通孔にテーパ軸部を有するテーパボルトを挿入し、該ボルトの螺軸端部にナットをねじ込み、前記スリットを介して接続軸部を拡径し、ルーフレールの内面に圧接した請求項1記載の自動車用ルーフレール。
【請求項1】
ルーフレールの両端部にレッグの接続軸部を挿入して固定し、前記レッグの両側部に複数の係合溝を形成し、該係合溝に係合可能な複数の係合爪を内面に突設したレッグカバーを設け、該レッグカバーを前記レッグに被着した自動車用ルーフレールにおいて、前記レッグ後部の少なくも一側周面に化粧部を側方に突設し、該化粧部にレッグカバーの下端部を係合可能に収容し、前記化粧部をレッグカバーの直下に表出させたことを特徴とする自動車用ルーフレール。
【請求項2】
前記化粧部とレッグカバーを仕切る見切りを、レッグの側方に配置した請求項1記載の自動車用ルーフレール。
【請求項3】
前記係合溝と係合爪のみによって、レッグカバーをレッグに被着した請求項1記載の自動車用ルーフレール。
【請求項4】
前記化粧部とレッグカバーとを色調を異にして地色または塗装した請求項1記載の自動車用ルーフレ−ル。
【請求項5】
前記化粧部を自動車のルーフ上の外側位置に配置した請求項1記載の自動車用ルーフレール。
【請求項6】
前記ルーフレールの少なくも一側周面を上下に仕切る凹溝を軸方向に形成した請求項1記載の自動車用ルーフレール。
【請求項7】
前記ルーフレールの上下側周面を色調を異にして地色または塗装した請求項6記載の自動車用ルーフレール。
【請求項8】
前記レッグカバーとルーフレールの上側周面を同色に構成し、前記化粧部とルーフレールの下側周面を同色に構成した請求項4または請求項7記載の自動車用ルーフレール。
【請求項9】
前記接続軸部とルーフレールを接着剤を介して接続した請求項1記載の自動車用ルーフレール。
【請求項10】
前記接続軸部にテーパ孔を有するボルト挿通孔を形成するとともに、前記テーパ孔の周辺に複数のスリットを形成し、前記ボルト挿通孔にテーパ軸部を有するテーパボルトを挿入し、該ボルトの螺軸端部にナットをねじ込み、前記スリットを介して接続軸部を拡径し、ルーフレールの内面に圧接した請求項1記載の自動車用ルーフレール。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】

【図7】
【図8】

【図9】
【図10】
【図11】
【図12】

【図13】

【図14】

【図15】

【図16】
【図17】

【図18】

【図19】
【図20】
【図21】
【図22】
【図23】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【公開番号】特開2013−28215(P2013−28215A)
【公開日】平成25年2月7日(2013.2.7)
【国際特許分類】
【出願番号】特願2011−164044(P2011−164044)
【出願日】平成23年7月27日(2011.7.27)
【出願人】(592049564)理研精工株式会社 (9)
【Fターム(参考)】
【公開日】平成25年2月7日(2013.2.7)
【国際特許分類】
【出願日】平成23年7月27日(2011.7.27)
【出願人】(592049564)理研精工株式会社 (9)
【Fターム(参考)】
[ Back to top ]