
自動車用構造体
【課題】自動車用構造体を金属/繊維強化樹脂複合材料から構成する場合に、金属層と繊維強化樹脂層との接着性を向上し、全体として優れた特性の維持が可能な自動車用構造体を提供する。
【解決手段】金属層と繊維強化樹脂層が中間樹脂層を介して接着一体化された金属/繊維強化樹脂複合材料から構成された自動車用構造体であって、中間樹脂層が、平均粒径3〜10μmの熱可塑性樹脂の粒子およびイミダゾールシラン化合物を含有していることを特徴とする自動車用構造体。
【解決手段】金属層と繊維強化樹脂層が中間樹脂層を介して接着一体化された金属/繊維強化樹脂複合材料から構成された自動車用構造体であって、中間樹脂層が、平均粒径3〜10μmの熱可塑性樹脂の粒子およびイミダゾールシラン化合物を含有していることを特徴とする自動車用構造体。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、金属/繊維強化樹脂複合材料からなる自動車用構造体に関し、とくに金属層と繊維強化樹脂層との接着性を向上した、パネル部材やフレーム部材に用いて好適な自動車用構造体に関する。
【背景技術】
【0002】
金属と繊維強化樹脂を積層・接着一体化した複合材料は、金属が有する優れた耐衝撃性、導電性等と、繊維強化樹脂が有する優れた軽量性、高力学特性の両方を発現し得る材料として知られている。
【0003】
とくに、軽量性、高強度特性、高エネルギー吸収特性が求められる自動車用構造体においては、金属と繊維強化樹脂、とくに炭素繊維強化樹脂とを積層して接着一体化した複合材料が使用可能であることが知られている。とくに、金属/繊維強化樹脂複合材料から構成されるボンネットは、軽量で高剛性を有するとともに、衝撃時に高エネルギー吸収特性を発揮できることが知られている。また、車体フレームなどを補強する目的で、金属フレームに繊維強化樹脂を接着一体化したり、あるいは、繊維強化樹脂からなる部品をボルトなどで機械接合するために、金属インサートを接着一体化するなどの目的により、繊維強化樹脂と金属を接着一体化することも知られている。
【0004】
しかしながら、単に金属層と繊維強化樹脂層とを積層・接着して構成した金属/繊維強化樹脂複合材料からなる自動車用構造体においては、金属層と繊維強化樹脂層との間で層間剥離が生じるおそれがあり、目標とする所定の特性を発現できないおそれがあるという問題がある。とくに金属層がアルミニウム合金やチタン合金などのような難接着金属からなる場合には、層間剥離が生じやすく、接着性を向上させるためには、ケミカルエッチングなどの表面処理を施す必要があり、生産性の悪化、高コストの問題が残されている。
【0005】
金属層の接着性を向上するために、陽極酸化皮膜を形成したりする表面処理も提案されているが(例えば、特許文献1、特許文献2)、金属と接着剤との接着性は向上するものの、接着剤と繊維強化樹脂との接着性は必ずしも向上されない。また、接着剤自体を高靱性化する手法も提案されているが(例えば、特許文献3、特許文献4)、接着剤層内での破壊は抑制されるものの、接着剤層と繊維強化樹脂層との界面の耐剥離強度等は必ずしも向上されない。
【特許文献1】特開2002−129387号公報
【特許文献2】特開平7−252687号公報
【特許文献3】特開昭58−189277号公報
【特許文献4】特開2004−263104号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
そこで本発明の課題は、とくに自動車用構造体を金属/繊維強化樹脂複合材料から構成する場合に、金属層と繊維強化樹脂層との接着性を向上することにより、各層それぞれの優れた特性を発揮させつつ両層間の剥離等の問題を解消でき、全体として優れた特性の維持が可能な自動車用構造体を提供することにある。
【課題を解決するための手段】
【0007】
上記課題を解決するために、本発明に係る自動車用構造体は、金属層と繊維強化樹脂層が中間樹脂層を介して接着一体化された金属/繊維強化樹脂複合材料から構成された自動車用構造体であって、前記中間樹脂層が、平均粒径3〜10μmの熱可塑性樹脂の粒子およびイミダゾールシラン化合物を含有していることを特徴とするものからなる。
【0008】
この自動車用構造体においては、前記中間樹脂層と前記繊維強化樹脂層との境界部(界面近傍部)が、前記粒子を構成する熱可塑性樹脂と前記繊維強化樹脂層の強化繊維とが混在した混合層を形成していることが好ましい。
【0009】
また、前記熱可塑性樹脂の粒子は、粒子同士の融着等により少なくとも部分的に連続相の形態で前記中間樹脂層内に存在していることが好ましい。
【0010】
また、繊維強化樹脂層のマトリックス樹脂と中間樹脂層の母材樹脂とが同種の樹脂(望ましくは、同一の樹脂)からなることが好ましい。例えば、繊維強化樹脂層のマトリックス樹脂と中間樹脂層の母材樹脂が同種あるいは同一の熱硬化性樹脂(例えば、エポキシ樹脂)からなることが好ましい。
【0011】
前記金属層としては種々の金属を採用し得るが、軽量化の観点から、高張力鋼やアルミニウム合金、チタン合金などが好ましく用いられる。とくにアルミニウム合金やチタン合金などの難接着金属を含む層からなる場合に、本発明による効果はとくに大きい。特にチタン合金に対する効果が大きい。金属層の形態は、単なる層形態の場合もあるし、他部材取り付け用等の金属インサートの場合もあり、さらに、スチフナ等の補強部材の場合もあり、いずれの場合にも本発明の適用が可能である。
【0012】
また、前記繊維強化樹脂層の強化繊維としても種々の強化繊維を使用し得るが、とくに炭素繊維は比強度、比弾性率が高く力学特性に優れているため、炭素繊維を強化繊維として含む層に構成すると、自動車用構造体全体としてより優れた力学特性が得られやすく、かつ、その特性も制御しやすくなる。
【0013】
本発明に係る自動車用構造体としては、自動車用に使用されるものであれば特に限定されず、自動車のパネル部材からフレーム部材に至るまで広い範囲にわたって適用可能である。
【0014】
このような本発明に係る自動車用構造体においては、中間樹脂層が所定範囲の粒径の熱可塑性樹脂粒子を含有することにより、熱可塑性樹脂粒子が中間樹脂層の所定の厚みを確保するためのスペーサ的な役割を果たし、金属層と繊維強化樹脂層との間に所定厚みの中間樹脂層が確実に介在されることになる。そして、中間樹脂層に熱可塑性樹脂粒子が配合されていることにより、中間樹脂層自体の高靱性化も可能になる。
【0015】
この中間樹脂層を介して金属層と繊維強化樹脂層が接着一体化されるが、中間樹脂層がイミダゾールシラン化合物を含有していることにより、金属との接着性が向上され、難接着金属に対しても、良好な接着性を発現できるようになって、中間樹脂層と金属層間の接着性が大幅に向上される。
【0016】
また、中間樹脂層は所定範囲の微小粒径の熱可塑性樹脂粒子を含有しているので、繊維強化樹脂層との界面近傍においては、熱可塑性粒子が多かれ少なかれ繊維強化樹脂層の強化繊維間に侵入していく形態を容易に形成することができる。すなわち、中間樹脂層と繊維強化樹脂層との境界部を、熱可塑性樹脂粒子と繊維強化樹脂層の強化繊維とが混在した混合層に形成された形態とすることができる。このような形態において、例えば、熱可塑性樹脂粒子の融点以上の温度で中間樹脂層と繊維強化樹脂層を同時成形すれば、粒子同士は融着等により容易に少なくとも部分的に連続相の形態に連なる。このような形態を現出すれば、融着等により少なくとも部分的に連続相の形態になった熱可塑性樹脂が、中間樹脂層と繊維強化樹脂層との界面において、中間樹脂層と繊維強化樹脂層の両方にまたがって存在することになり、いずれの層からみても、互いにアンカー効果を発揮することになる。このアンカー効果により、中間樹脂層と繊維強化樹脂層との接着性も、確実にかつ大幅に向上されることになる。さらに、最表層が繊維強化樹脂層である場合には、該繊維強化樹脂層の最表層に撥水処理が施され、撥水層が形成されていることが好ましい。本発明の自動車用構造体が高湿度もしくは温水に曝された場合、繊維強化樹脂層が吸湿もしくは吸水することにより、金属と繊維強化樹脂との接着性が劣化する懸念があるが、撥水層を形成することにより、吸湿もしくは吸水を抑制し、接着性の劣化を防ぐことができるためである。
【0017】
そして、金属層と繊維強化樹脂層が、中間樹脂層を介して、剥離を生じることのない強固な接着力で接着一体化されることにより、金属層が有する優れた耐衝撃性、導電性と、繊維強化樹脂層が有する優れた軽量性、力学特性を共に安定して発現させることが可能になり、さらには高剛性を維持しつつ高エネルギー吸収特性を発現させることも可能になり、望ましい特性の自動車用構造体が得られることになる。
【発明の効果】
【0018】
このように、本発明に係る自動車用構造体によれば、所定粒径の熱可塑性樹脂粒子とイミダゾールシラン化合物を含有した中間樹脂層を介して金属層と繊維強化樹脂層を接着一体化することにより、接着性を大幅に向上でき、層間剥離を生じずに優れた特性を発現できる金属/繊維強化樹脂複合材料からなる自動車用構造体を実現できる。
【0019】
また、金属層に他部材との接合用あるいは接合部材保持用の機能を持たせ、繊維強化樹脂層に高剛性、高エネルギー吸収特性を持たせたりして、一体化された複合部材でありながら役割を分担させるようなことも可能になり、部材に要求される特性をすべて満足させるようにすることができる。
【発明を実施するための最良の形態】
【0020】
以下に、本発明の望ましい実施の形態を、図面を参照しながら説明する。
【0021】
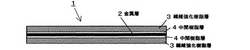
図1は、本発明の一実施態様に係る自動車用構造体の断面を示しており、とくに本発明を自動車用のパネル部材あるいはフレーム部材に適用した場合の一例を示している。図1において、1は自動車用構造体全体を示している。この自動車用構造体1は、単層あるいは複数層の(図示例では単層の)金属層2と、単層あるいは複数層の(図示例では合計2層の)繊維強化樹脂層3と、金属層2と繊維強化樹脂層3との間に介在され、金属層2と繊維強化樹脂層3を接着一体化する、単層あるいは複数層の(図示例では合計2層の)中間樹脂層4を有している。ただし、金属層2は、図示例の如く内層にあってもよく、最外層、繊維強化樹脂層内のいずれにあってもよい。また、金属層2の厚みは、部材の要求厚みに応じて設定されればよく、繊維強化樹脂層3との接着強度が後述の如く大幅に向上されることを勘案した上で、部材に要求される力学特性に応じて設定されればよい。ただし、構造体1全体の軽量化をはかる点からは、力学特性に支障の出ない限り薄い方が好ましい。
【0022】
上記中間樹脂層4に、所定粒径(平均粒径3〜10μm)の熱可塑性樹脂粒子とイミダゾールシラン化合物が含有されている。ここで中間樹脂層内の熱可塑性樹脂粒子の粒径は、自動車用構造体の断面を光学顕微鏡、CCDカメラを用いた顕微鏡、SEM、TEMのいずれかにより観察して、測定することができる。本発明における中間樹脂層内の熱可塑性樹脂粒子の平均粒径は、少なくとも10個以上の粒子の粒径を測定して得られた平均値とする。
【0023】
ここで、中間樹脂層を構成する樹脂は、予め平均粒径3〜10μmの熱可塑性樹脂粒子を配合した樹脂組成物を用いることが好ましい。この時に該樹脂組成物に配合する熱可塑性樹脂粒子の平均粒径はレーザー回折・散乱式流度分布測定器を用いて測定された粒度分布から得られたメジアン径により測定することが好ましい。
繊維強化樹脂層3は、強化繊維とマトリックス樹脂(例えば、エポキシ樹脂等の熱硬化性樹脂)からなる複合材料に構成されている。
【0024】
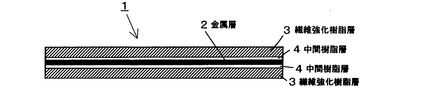
図2は、本発明の別の実施態様に係る自動車用構造体の断面を示しており、とくに本発明を金属層としての金属インサート22を有する構造体に適用した場合の一例を示している。図2において、21は自動車用構造体全体を示している。この構造体21では、繊維強化樹脂層23中に、金属層としての金属インサート22の一部が埋設され、繊維強化樹脂層23と一体に成形されている。また、金属インサートからなる金属層22と繊維強化樹脂層23との間には、金属層22と繊維強化樹脂層23を接着一体化する中間樹脂層24が、金属層22の両面において介在されている。この金属層22は、図示例の如く繊維強化樹脂層23中に埋設されてもよく、繊維強化樹脂層23のいずれかの表面上で接着一体化されてもよい。
【0025】
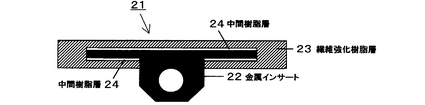
図3は、本発明のさらに別の実施態様に係る自動車用構造体の断面を示しており、とくに本発明を金属層としてのスチフナ等の金属部品32を有する構造体に適用した場合の一例を示している。図3において、31は自動車用構造体全体を示している。この構造体31では、繊維強化樹脂層33に、金属層としての金属部品32の一部が中間樹脂層34を介して接着一体化されている。この金属層32は、図示例の如く繊維強化樹脂層33の表面上で接着一体化されてもよく、繊維強化樹脂層33中に接着部が埋設された形態としてもよい。
【0026】
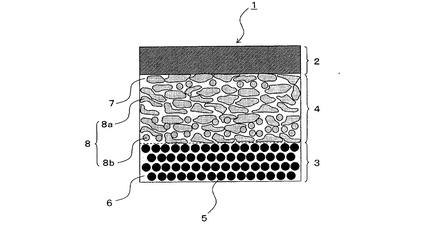
これら中間樹脂層4、24、34と金属層2、22、32および繊維強化樹脂層3、23、33との接着構造の例を、図4、図5に示す。図5の方が、より好ましい例である。なお、図4、図5においては、図1に示した中間樹脂層4と金属層2および繊維強化樹脂層3との接着構造の例について示してあるが、図2や図3に示した中間樹脂層24、34と金属層22、32および繊維強化樹脂層23、33との接着構造にも同様に適用できる。
【0027】
図4に示す例においては、金属層2と、強化繊維(群)5および熱硬化性マトリックス樹脂6を含む繊維強化樹脂層3との間に、熱硬化性樹脂7を母材樹脂とし熱可塑性樹脂8(熱可塑性樹脂連続相8a、熱可塑性樹脂粒子相8b)を含む接着樹脂層としての中間樹脂層4が介在されている。中間樹脂層4に所定粒径の熱可塑性樹脂粒子が配合されることにより、該粒子がスペーサの役割を果たし、中間樹脂層4の所望の厚みを確保し、金属層2と繊維強化樹脂層3との間に望ましい層間厚みを確保できる。また、熱可塑性樹脂粒子を配合することで、中間樹脂層4を高靱性化でき、含有粒子は、例えば、クラックに対するピン止め効果も発揮できる。この中間樹脂層4に含有されていた上記所定粒径の熱可塑性樹脂粒子は、例えば図示の如く、融着等により少なくとも部分的に連続相の形態(線状あるいは膜状の連続相形態)を有する熱可塑性樹脂連続相部分8aと、実質的に粒子の形態のまま残された熱可塑性樹脂粒子相部分8bとの混在形態とされる。このように熱可塑性樹脂が連続相の形態で中間樹脂層4に含有されていることにより、金属層2と繊維強化樹脂層3との接着性が向上する。特に、金属層2に、繊維強化樹脂層3から引き剥がすような剥離モードの応力が加わった時には、中間樹脂層4内の熱可塑性樹脂が連続相8aの形態を有するため、中間樹脂層4を構成する熱硬化性母材樹脂7に対するアンカーとして作用し、接着性が向上すると考えられる。ここで、繊維強化樹脂層3を構成する熱硬化性マトリックス樹脂6と中間樹脂層4を構成する熱硬化性母材樹脂7は同一の樹脂組成であってもよいし、それぞれ異なる熱硬化性樹脂であってもよい。
【0028】
また、上記中間樹脂層4を構成する熱硬化性樹脂7は、イミダゾールシラン化合物を含有している。このイミダゾールシラン化合物を含むことにより、中間樹脂層4と金属層2、とくにチタンを含む金属層2との接着性が向上する。特に高温高湿度暴露後の接着性の低下が抑えられ、耐環境暴露特性を向上できる。イミダゾールシラン化合物の熱硬化性樹脂への配合量は、樹脂組成物重量対比0.1重量%以上2.0重量%以下であることが好ましい。すなわち、イミダゾールシラン化合物の混合量が、0.1重量%未満では、接着性向上の効果が小さいため好ましくない。2.0重量%を越えると、特に熱硬化性樹脂にエポキシ樹脂を用いた場合などに、イミダゾールシラン化合物が硬化剤もしくは硬化促進剤としても作用してしまうため、過剰に硬化が促進してしまうため好ましくない。この場合、イミダゾールシラン化合物をエタノールなどの有機溶媒に溶融した溶液を、金属の接着表面に塗布、乾燥して表面処理を施して使用することも好ましい使用形態のひとつである。このように、本発明におけるイミダゾールシラン化合物の使用目的は、特に金属層2への接着性の向上が目的であり、熱硬化性樹脂の硬化剤もしくは硬化促進剤もしくは金属の防錆として使用するものではない。
【0029】
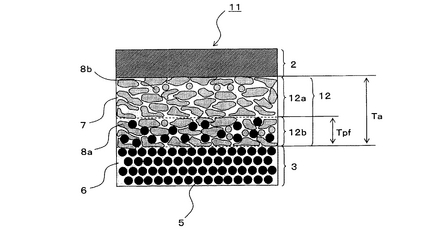
図5は、より好ましい形態例を示している。すなわち、図5に示す自動車用構造体11においては、中間樹脂層12が、繊維強化樹脂層3との境界部において、繊維強化樹脂層3の強化繊維5と、熱可塑性樹脂、とくに連続相の熱可塑性樹脂8aとが混在している混合層12bを偏在して形成している。混合層12bよりも金属層2寄りの部分は、実質的に図2に示した中間樹脂層4と同等の形態を有している。このように強化繊維5と熱可塑性樹脂連続相8aが混在することにより、熱可塑性樹脂連続相8aが強化繊維群5に対してアンカーとして作用し、中間樹脂層12と繊維強化樹脂層3との接着性が大幅に向上する。各熱可塑性樹脂連続相8aは、複数の強化繊維5と接触していることがより好ましい。
【0030】
この中間樹脂層12の厚みは、例えば15μm以上150μm以下であることが好ましく、かつ、混合層12bの最大厚みが10μm以上100μm以下であることが好ましい。図4に中間樹脂層12の厚みをTa,強化繊維群5との熱可塑性樹脂連続相8aとの混合層12bの厚みをTpfを示す。Ta、Tpfは複合材料の断面を光学顕微鏡、CCDを用いた顕微鏡、SEM、TEMにより観察することにより測定することができる。
【0031】
中間樹脂層12の厚みTaが15μm未満では、中間樹脂層12が薄すぎて、層が破壊しやすいため好ましくない。一方、150μmより厚い場合には、中間樹脂層12が厚すぎるために、中間樹脂層12の重量が増加し、複合材料としての軽量化が損なわれるため好ましくない。
【0032】
さらに強化繊維5と熱可塑性樹脂連続相8aとが混在している混合層12bの厚みTpfは10μm未満でも構わないが、10μm以上であることにより、より接着性が向上するため好ましい。一方、100μmより厚いと厚すぎるために、中間樹脂層12の重量が増加するため好ましくない。また、熱可塑性樹脂連続相8aを強化繊維間に100μmより厚く混在させることは、成形の観点から非常に困難になるおそれがあるため好ましくない。
【0033】
中間樹脂層12内に配合される熱可塑性樹脂粒子に関しては、上記のような連続形状の連続相と平均粒径が3μm以上10μm以下の粒子形状が混在していることが好ましい。中間樹脂層12は、熱硬化性樹脂からなる母材樹脂7と熱可塑性樹脂から構成されるが、この熱可塑性樹脂は、平均粒径3μm以上10μm以下の粒子形状で、熱硬化性樹脂に混合されている。3μm以上10μm以下の粒子形状にすることにより、成形前に中間樹脂層12をフィルム形状などにする加工が容易であること、さらに硬化、成形工程において、該熱可塑性樹脂が強化繊維間に介在しやすくなり、成形後に強化繊維と熱可塑性樹脂とが混在している層12bを形成しやすくなる。このため、粒子形状で混合した熱可塑性樹脂が連続形状の連続相を形成する他に、該熱可塑性樹脂の一部が、粒子形状のままの状態で存在することが好ましい。
【0034】
成形後の中間樹脂層内の熱可塑性樹脂の形状は、中間樹脂層の厚みの測定と同様に、光学顕微鏡、CCDを用いた顕微鏡、SEM、TEMにより観察することにより測定することができる。
【0035】
なお、本発明における中間樹脂層12を構成する樹脂組成物そのものは、ASTM D 5045−96「Standard Test Methods for Plane−Strain Fracture Toughness and Strain Energy Release Rate of Plastic Materials」に基づいて測定した歪みエネルギー開放率(Strain Energy Release Rate)GICが、400J/m2 以上1000J/m2 以下であることが好ましい。GICが400J/m2 未満では、歪みエネルギー開放率が低すぎるため、中間樹脂層12の破壊が比較的容易に進むため好ましくない。中間樹脂層12内の熱可塑性樹脂が連続形状の連続相で混在することにより、GICを向上させることができる。また、該熱可塑性樹脂の熱硬化性樹脂への混合量を増加させることにより、GICを向上させることが可能である。一方、GICを1000J/m2 よりも大きくするためには、より多くの熱可塑性樹脂を混合する必要があるが、熱可塑性樹脂混合量が多すぎると、樹脂組成物のフィルム形状などへの加工が困難になること、また樹脂層の耐熱性もしくは弾性率の低下の懸念があるため好ましくない。
【0036】
上記熱可塑性樹脂を融着等により少なくとも部分的に連続相とするために、熱可塑性樹脂粒子の融点(あるいは、軟化点)以上の温度で成形することが好ましい。粒子を強化繊維間に入り込ませるために、中間樹脂層12と繊維強化樹脂層3の成形を同時に行うか、もしくは、硬化後の繊維強化樹脂を用いる場合には、粒子の粒径以上の表面粗さまで接着表面をブラスト処理する方法も採用できる。
【0037】
中間樹脂層そのものの歪みエネルギー開放率の測定が困難な場合は、繊維強化樹脂層と金属層を中間樹脂層を介して接着一体化した試験片を用いて、金属層を繊維強化樹脂層から引き剥がす試験を行い、接着性を評価することも可能である。
【0038】
この場合、ASTM D 1781―98(1998)に基づいたクライミングドラムピール法により測定した剥離トルクが10N・mm/mm以上、より好ましくは20N・mm/mm以上であることが好ましい。中間樹脂層の接着性を評価する際には、剪断モードの評価方法よりも、歪みエネルギー開放率や剥離トルクなどの開口モードによる評価方法の方が好ましいのである。
【0039】
また、本発明における金属層は、繊維強化樹脂層に内挿されていることが好ましい。金属層を繊維強化樹脂層内に内挿することにより、
最外層もしくは最内層にのみ金属層を設ける場合に比べて、繊維強化プラスチック層と金属層との接着面積を増加することができるため、自動車用構造体に曲げ荷重などが負荷された場合に、自動車用構造体に中間樹脂層1層あたりにかかる荷重負担を軽減することが可能となり、金属層と繊維強化樹脂層との剥離を抑制することができるため、好ましいのである。
【0040】
前記熱可塑性樹脂の融点もしくは軟化点としては、200℃以下であることが好ましい。本発明においては、該熱可塑性樹脂の融点もしくは軟化点以上の温度および適切な加圧条件において、複合材料を成形することによって、中間樹脂内の熱可塑性樹脂を一度溶融もしくは軟化させることにより、該熱可塑性樹脂を容易に連続相の形態で混在させることができる。熱可塑性樹脂の融点もしくは軟化点が200℃よりも高い場合には、複合材料の成形温度も200℃より高くする必要があり、成形温度が高くなりすぎるため好ましくない。
【0041】
本発明における熱可塑性樹脂の融点は、JIS−K7121に準拠して、DSCにより昇温速度10℃/分で測定した値である。軟化点は、JIS−K7206に準拠して、ピカッド軟化温度を測定した値である。
【0042】
本発明において、前記強化繊維群を構成する強化繊維としては、炭素繊維、ガラス繊維、アルミナ繊維などの無機繊維や、アラミド繊維、ポリアミド系合成繊維などの有機繊維、およびそれら2種類以上を組み合わせて使用することができるが、かかる強化繊維としては、とくに炭素繊維が好ましい。炭素繊維は比重が小さく、高強度、高弾性率であるため、比強度、比弾性率が大きく、本発明に係る自動車用構造体の複合材料を軽量化、高強度化、高弾性率化できるため、好ましく使用でき、また、これら特性の制御も行いやすい。
【0043】
本発明において、前記熱可塑性樹脂としては、ポリアミド系樹脂、ポリエステル系樹脂、ポリカーボネイト系樹脂、スチレン系樹脂、EVA樹脂、ウレタン系樹脂、アクリル系樹脂、ポリオレフィン系樹脂およびPPS系樹脂の群より選択される少なくとも1種の樹脂であることが好ましい。とくにポリアミド系樹脂は、熱硬化性樹脂との接着性が優れるためより好ましい。
【0044】
本発明のポリアミド系樹脂とは、ポリアミド11、ポリアミド12、ポリアミド610、ポリアミド612およびこれらの共重合ポリアミド系樹脂としてポリアミド66/6、6/66/610、6/66/612、6/66/610/612より選ばれた樹脂である。
【0045】
なかでもポリアミド11、ポリアミド12は吸水性が低いため、好ましい。
【0046】
また、本発明に係る自動車用構造体において、金属層を構成する金属としては、高張力鋼やアルミニウム合金、チタン合金等が使用可能である。つまり、金属層や金属部材、金属部品に要求される特性に応じて選択すればよい。
【0047】
本発明に係る自動車構造体は、パネル部材であることが好ましい。とりわけドアパネルもしくはドアのインナーパネルであることがより好ましい。ドアパネルもしくはドアのインナーパネルに用いることにより、ドアパネルもしくはドアのインナーパネルのエネルギー吸収量を向上することができ、自動車においては、ドア側からの衝突事故に対して、乗員保護の観点からメリットが大きいのである。また同様の観点から、本発明に係る自動車構造体は、エンジンフード、トランクリッドであることが好ましい。とりわけドアは、ドアの内部にはウィンドウの昇降機構などが取り付けられるため、省スペースで高いエネルギー吸収量を発現することが求められるため、本発明の金属/繊維強化樹脂複合材料から構成されたドアパネルもしくはインナーパネルは自動車用構造体に好適に用いることができる。
【0048】
また、本発明に係る自動車構造体は、フレーム部材であることが好ましい。パネル部材と同様に、エネルギー吸収量を向上することができるため、好ましいのである。
【0049】
また、フロアビームなどの地面に対向している面に本発明の金属/繊維強化プラスチック部材を使用することが好ましい。より好ましくは、金属が地面に対向している面の最表面に配置していることが好ましい。フロアビームは走行時に、飛び石や地面の突起物などに衝突することがあり、エネルギー吸収量を向上することは、大きなメリットとなる。また最表層に金属を配置することにより、後に衝突による損傷の場所を確認することができるため、メンテナンスの観点からも好ましいのである。
【0050】
また、本発明の自動車用構造体の製造方法は、熱硬化性樹脂プリプレグを加熱成形して自動車用構造体を製造する製造方法であって、前記熱可塑性樹脂の融点もしくは軟化点以上の温度にて、加熱成形することを特徴とする。前記熱可塑性樹脂の融点もしくは軟化点以上の温度に加熱成形することにより、成形工程において、中間樹脂層内の前記熱可塑性樹脂同士を融着させることにより連続相を形成させることが可能となる。軟化点以上の温度であっても、適切な圧力をかけることにより、熱可塑性樹脂を変形させて、強化繊維間に混在させることができる。
【0051】
とりわけ、粒子形状の熱可塑性樹脂を中間樹脂層を構成する熱硬化性樹脂に配合した場合には、昇温過程において、熱硬化性樹脂の粘度が低下して、熱可塑性樹脂の粒子が移動しやすくなり、強化繊維間に混在することができ、さらに熱可塑性樹脂の融点以上にまでに加熱することにより、隣接する熱可塑性樹脂の粒子同士が融着することにより、連続相を形成することができる。このように熱可塑性樹脂が強化繊維間に混在して、混合層を形成し、さらに熱可塑性樹脂の粒子同士が融着して、連続相を形成することにより、金属層と繊維強化樹脂層の接着性をより向上することができる。
【実施例】
【0052】
炭素繊維強化プラスチック層の両表層にチタン合金層を接着一体化したドアパネルを想定した試験片を作成した。振り子型衝撃試験機を用いて試験を行い、衝撃エネルギー吸収量を評価した。
(使用した材料)
炭素繊維強化プラスチック層は、180℃硬化型一方向プリプレグシートA(繊維目付:190g/m2、樹脂含有率:35重量%、繊維引張弾性率:294GPa、マトリックス樹脂:エポキシ樹脂)を用いた。
【0053】
ただし、チタン合金層と接着する層を形成するプリプレグシートは、一方向プリプレグシートAの片側の表面に中間樹脂層を形成するための樹脂フィルムが予め積層された一方向プリプレグシートBを用いた。
【0054】
樹脂フィルムを構成する樹脂組成は、一方向プリプレグシートAを構成するマトリックス樹脂のエポキシ樹脂に、ナイロン微粒子(東レ社製ポリアミド12微粒子SP500、平均粒子径5μm、融点165℃)をエポキシ樹脂重量対比20重量%およびイミダゾールシラン化合物(日光マテリアルズ社製IS−1000)をエポキシ重量対比1重量%配合した樹脂組成物を目付が60g/m2のフィルム状に加工したものである。この樹脂フィルムを一方向プリプレグシートAの片側の表面に配置して、80℃に加熱したカレンダーロールにて加圧することによって積層し、一方向プリプレグシートBを準備した。
【0055】
チタン合金層は、チタン合金シート(Ti−15V−3Cr−3Al−3Sn、厚み:0.13mm)を用いた。チタン合金シートの接着面は、#800のサンディングペーパーにより研磨された後、アセトンを用いて洗浄した。
(衝撃試験)
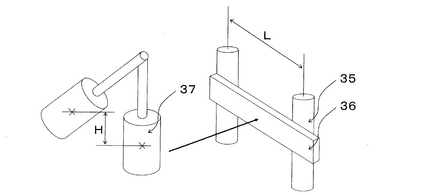
試験片を振り子型衝撃試験機に取り付け、衝撃エネルギー吸収量を測定した。振り子型衝撃試験機とは、シャルピー試験法(JIS−7111参照)を大型にしたものであり、図6に示すように、高剛性フレーム(図示なし)に固定した試験片固定用治具35に、試験片36を配置し、振り子の先に取り付けられた錘体37を試験片36が破断する速度(振り出し高さで調整)で打ち当てるものである。
衝撃エネルギー吸収量Eは、衝撃後の振り子の振り残り高さhから通常のシャルピー試験の容量で計算する。
衝撃エネルギー吸収量Eは、振り子の重さW、振り出し高さH、振り残り高さhとすると、
E=Wg(H−h)
ここでgは重力加速度である。
[実施例1]
プリプレグシートAとプリプレグシートBおよびチタン合金シートを積層構成[Ti/(0)6/Ti]に従い、積層した。ここでTiとはチタン合金シートを意味し、0は強化繊維の積層角度を意味する。また下付の6は6回積層を繰り返すことを意味する。すなわち、該積層構成は0°方向に積層された6層のプリプレグシートから構成される炭素繊維強化プラスチック層の両表面にチタン合金シートが積層されたものである。積層の際に一方向プリプレグシートBの樹脂フィルムを積層した側が、チタン合金層と接着する側に配置するように積層した。
【0056】
積層した後、オートクレーブを用いて温度180℃、圧力6kg/cm2、保持時間2時間にて、プリプレグを硬化すると共に、中間樹脂層を構成する樹脂フィルムを介して、チタン合金層と炭素繊維強化プラスチック層を接着一体化して、パネルを成形した。
【0057】
自動車用ドア内に装着されるパネル型のインパクトビームを想定して、オートカッターを用いて、パネルを切断加工し、幅20mm、長さ1000mmの試験片を3体準備した。長さ方向は強化繊維の0°方向とした。
【0058】
得られた試験片の断面観察した結果、最表層のチタン合金層と炭素繊維強化プラスチック層の間には、厚み(図4のTaに相当)が100μmの中間樹脂層が形成ており、中間樹脂層内には広範囲に渡り、ナイロン微粒子同士が一体化してナイロン連続相(図4の8aに相当)が形成されていた。
さらに一部には、平均粒径が5μmのナイロン微粒子(図3の8bに相当)が観察された。さらに、ナイロン連続相の一部は炭素繊維プラスチックを構成する炭素繊維群の中に入り、炭素繊維とナイロン微粒子とが混在した混合層(図4の混合層12bに相当)が形成されていた。混合層の厚みは40μmであった。
また、切断面には、チタン合金シートの剥離などは観察されなかった。
【0059】
振り子型衝撃試験を行った結果、試験片は引張破壊により分断し、単位体積当たりの衝撃エネルギー吸収量は、21.5J/cm3であった。
[比較例1]
チタン合金層と接着する層を形成するプリプレグシートに一方向プリプレグシートBを用いず、炭素繊維強化プラスチック層はすべて一方向プリプレグシートAから構成する以外は、実施例1と同様にパネルを成形して、試験片を準備した。
得られた試験片の断面観察をした結果、最表層のチタン合金層と炭素繊維強化プラスチック層の間には、中間樹脂層が形成されていなかった。
実施例1と同様に、オートカッターを用いてパネルから試験片を切断加工した結果、すべての試験片において、チタン合金シートが炭素繊維強化プラスチック層から剥離することが確認されたため、衝撃試験を行うことができなかった。
【図面の簡単な説明】
【0060】
【図1】本発明の一実施態様に係る自動車用構造体の断面図である。
【図2】本発明の別の実施態様に係る自動車用構造体の断面図である。
【図3】本発明のさらに別の実施態様に係る自動車用構造体の断面図である。
【図4】図1、図2または図3の自動車用構造体の各層接着部の構成例を示す拡大部分断面図である。
【図5】自動車用構造体の各層接着部の別の構成例を示す拡大部分断面図である。
【図6】振り子型衝撃試験機と試験片固定用ピンおよび試験片を示す斜視図である。
【符号の説明】
【0061】
1、21、31 自動車用構造体
2、22、32 金属層(金属インサート、金属部品)
3、23、33 繊維強化樹脂層
4、12、24、34 中間樹脂層
5 強化繊維(群)
6 繊維強化樹脂層のマトリックス樹脂
7 中間樹脂層の母材樹脂
8 熱可塑性樹脂
8a 熱可塑性樹脂連続相
8b 熱可塑性樹脂粒子相
12a 金属層寄りの中間樹脂層部分
12b 混合層
35 試験片固定用ピン
36 試験片
37 錘体
【技術分野】
【0001】
本発明は、金属/繊維強化樹脂複合材料からなる自動車用構造体に関し、とくに金属層と繊維強化樹脂層との接着性を向上した、パネル部材やフレーム部材に用いて好適な自動車用構造体に関する。
【背景技術】
【0002】
金属と繊維強化樹脂を積層・接着一体化した複合材料は、金属が有する優れた耐衝撃性、導電性等と、繊維強化樹脂が有する優れた軽量性、高力学特性の両方を発現し得る材料として知られている。
【0003】
とくに、軽量性、高強度特性、高エネルギー吸収特性が求められる自動車用構造体においては、金属と繊維強化樹脂、とくに炭素繊維強化樹脂とを積層して接着一体化した複合材料が使用可能であることが知られている。とくに、金属/繊維強化樹脂複合材料から構成されるボンネットは、軽量で高剛性を有するとともに、衝撃時に高エネルギー吸収特性を発揮できることが知られている。また、車体フレームなどを補強する目的で、金属フレームに繊維強化樹脂を接着一体化したり、あるいは、繊維強化樹脂からなる部品をボルトなどで機械接合するために、金属インサートを接着一体化するなどの目的により、繊維強化樹脂と金属を接着一体化することも知られている。
【0004】
しかしながら、単に金属層と繊維強化樹脂層とを積層・接着して構成した金属/繊維強化樹脂複合材料からなる自動車用構造体においては、金属層と繊維強化樹脂層との間で層間剥離が生じるおそれがあり、目標とする所定の特性を発現できないおそれがあるという問題がある。とくに金属層がアルミニウム合金やチタン合金などのような難接着金属からなる場合には、層間剥離が生じやすく、接着性を向上させるためには、ケミカルエッチングなどの表面処理を施す必要があり、生産性の悪化、高コストの問題が残されている。
【0005】
金属層の接着性を向上するために、陽極酸化皮膜を形成したりする表面処理も提案されているが(例えば、特許文献1、特許文献2)、金属と接着剤との接着性は向上するものの、接着剤と繊維強化樹脂との接着性は必ずしも向上されない。また、接着剤自体を高靱性化する手法も提案されているが(例えば、特許文献3、特許文献4)、接着剤層内での破壊は抑制されるものの、接着剤層と繊維強化樹脂層との界面の耐剥離強度等は必ずしも向上されない。
【特許文献1】特開2002−129387号公報
【特許文献2】特開平7−252687号公報
【特許文献3】特開昭58−189277号公報
【特許文献4】特開2004−263104号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
そこで本発明の課題は、とくに自動車用構造体を金属/繊維強化樹脂複合材料から構成する場合に、金属層と繊維強化樹脂層との接着性を向上することにより、各層それぞれの優れた特性を発揮させつつ両層間の剥離等の問題を解消でき、全体として優れた特性の維持が可能な自動車用構造体を提供することにある。
【課題を解決するための手段】
【0007】
上記課題を解決するために、本発明に係る自動車用構造体は、金属層と繊維強化樹脂層が中間樹脂層を介して接着一体化された金属/繊維強化樹脂複合材料から構成された自動車用構造体であって、前記中間樹脂層が、平均粒径3〜10μmの熱可塑性樹脂の粒子およびイミダゾールシラン化合物を含有していることを特徴とするものからなる。
【0008】
この自動車用構造体においては、前記中間樹脂層と前記繊維強化樹脂層との境界部(界面近傍部)が、前記粒子を構成する熱可塑性樹脂と前記繊維強化樹脂層の強化繊維とが混在した混合層を形成していることが好ましい。
【0009】
また、前記熱可塑性樹脂の粒子は、粒子同士の融着等により少なくとも部分的に連続相の形態で前記中間樹脂層内に存在していることが好ましい。
【0010】
また、繊維強化樹脂層のマトリックス樹脂と中間樹脂層の母材樹脂とが同種の樹脂(望ましくは、同一の樹脂)からなることが好ましい。例えば、繊維強化樹脂層のマトリックス樹脂と中間樹脂層の母材樹脂が同種あるいは同一の熱硬化性樹脂(例えば、エポキシ樹脂)からなることが好ましい。
【0011】
前記金属層としては種々の金属を採用し得るが、軽量化の観点から、高張力鋼やアルミニウム合金、チタン合金などが好ましく用いられる。とくにアルミニウム合金やチタン合金などの難接着金属を含む層からなる場合に、本発明による効果はとくに大きい。特にチタン合金に対する効果が大きい。金属層の形態は、単なる層形態の場合もあるし、他部材取り付け用等の金属インサートの場合もあり、さらに、スチフナ等の補強部材の場合もあり、いずれの場合にも本発明の適用が可能である。
【0012】
また、前記繊維強化樹脂層の強化繊維としても種々の強化繊維を使用し得るが、とくに炭素繊維は比強度、比弾性率が高く力学特性に優れているため、炭素繊維を強化繊維として含む層に構成すると、自動車用構造体全体としてより優れた力学特性が得られやすく、かつ、その特性も制御しやすくなる。
【0013】
本発明に係る自動車用構造体としては、自動車用に使用されるものであれば特に限定されず、自動車のパネル部材からフレーム部材に至るまで広い範囲にわたって適用可能である。
【0014】
このような本発明に係る自動車用構造体においては、中間樹脂層が所定範囲の粒径の熱可塑性樹脂粒子を含有することにより、熱可塑性樹脂粒子が中間樹脂層の所定の厚みを確保するためのスペーサ的な役割を果たし、金属層と繊維強化樹脂層との間に所定厚みの中間樹脂層が確実に介在されることになる。そして、中間樹脂層に熱可塑性樹脂粒子が配合されていることにより、中間樹脂層自体の高靱性化も可能になる。
【0015】
この中間樹脂層を介して金属層と繊維強化樹脂層が接着一体化されるが、中間樹脂層がイミダゾールシラン化合物を含有していることにより、金属との接着性が向上され、難接着金属に対しても、良好な接着性を発現できるようになって、中間樹脂層と金属層間の接着性が大幅に向上される。
【0016】
また、中間樹脂層は所定範囲の微小粒径の熱可塑性樹脂粒子を含有しているので、繊維強化樹脂層との界面近傍においては、熱可塑性粒子が多かれ少なかれ繊維強化樹脂層の強化繊維間に侵入していく形態を容易に形成することができる。すなわち、中間樹脂層と繊維強化樹脂層との境界部を、熱可塑性樹脂粒子と繊維強化樹脂層の強化繊維とが混在した混合層に形成された形態とすることができる。このような形態において、例えば、熱可塑性樹脂粒子の融点以上の温度で中間樹脂層と繊維強化樹脂層を同時成形すれば、粒子同士は融着等により容易に少なくとも部分的に連続相の形態に連なる。このような形態を現出すれば、融着等により少なくとも部分的に連続相の形態になった熱可塑性樹脂が、中間樹脂層と繊維強化樹脂層との界面において、中間樹脂層と繊維強化樹脂層の両方にまたがって存在することになり、いずれの層からみても、互いにアンカー効果を発揮することになる。このアンカー効果により、中間樹脂層と繊維強化樹脂層との接着性も、確実にかつ大幅に向上されることになる。さらに、最表層が繊維強化樹脂層である場合には、該繊維強化樹脂層の最表層に撥水処理が施され、撥水層が形成されていることが好ましい。本発明の自動車用構造体が高湿度もしくは温水に曝された場合、繊維強化樹脂層が吸湿もしくは吸水することにより、金属と繊維強化樹脂との接着性が劣化する懸念があるが、撥水層を形成することにより、吸湿もしくは吸水を抑制し、接着性の劣化を防ぐことができるためである。
【0017】
そして、金属層と繊維強化樹脂層が、中間樹脂層を介して、剥離を生じることのない強固な接着力で接着一体化されることにより、金属層が有する優れた耐衝撃性、導電性と、繊維強化樹脂層が有する優れた軽量性、力学特性を共に安定して発現させることが可能になり、さらには高剛性を維持しつつ高エネルギー吸収特性を発現させることも可能になり、望ましい特性の自動車用構造体が得られることになる。
【発明の効果】
【0018】
このように、本発明に係る自動車用構造体によれば、所定粒径の熱可塑性樹脂粒子とイミダゾールシラン化合物を含有した中間樹脂層を介して金属層と繊維強化樹脂層を接着一体化することにより、接着性を大幅に向上でき、層間剥離を生じずに優れた特性を発現できる金属/繊維強化樹脂複合材料からなる自動車用構造体を実現できる。
【0019】
また、金属層に他部材との接合用あるいは接合部材保持用の機能を持たせ、繊維強化樹脂層に高剛性、高エネルギー吸収特性を持たせたりして、一体化された複合部材でありながら役割を分担させるようなことも可能になり、部材に要求される特性をすべて満足させるようにすることができる。
【発明を実施するための最良の形態】
【0020】
以下に、本発明の望ましい実施の形態を、図面を参照しながら説明する。
【0021】
図1は、本発明の一実施態様に係る自動車用構造体の断面を示しており、とくに本発明を自動車用のパネル部材あるいはフレーム部材に適用した場合の一例を示している。図1において、1は自動車用構造体全体を示している。この自動車用構造体1は、単層あるいは複数層の(図示例では単層の)金属層2と、単層あるいは複数層の(図示例では合計2層の)繊維強化樹脂層3と、金属層2と繊維強化樹脂層3との間に介在され、金属層2と繊維強化樹脂層3を接着一体化する、単層あるいは複数層の(図示例では合計2層の)中間樹脂層4を有している。ただし、金属層2は、図示例の如く内層にあってもよく、最外層、繊維強化樹脂層内のいずれにあってもよい。また、金属層2の厚みは、部材の要求厚みに応じて設定されればよく、繊維強化樹脂層3との接着強度が後述の如く大幅に向上されることを勘案した上で、部材に要求される力学特性に応じて設定されればよい。ただし、構造体1全体の軽量化をはかる点からは、力学特性に支障の出ない限り薄い方が好ましい。
【0022】
上記中間樹脂層4に、所定粒径(平均粒径3〜10μm)の熱可塑性樹脂粒子とイミダゾールシラン化合物が含有されている。ここで中間樹脂層内の熱可塑性樹脂粒子の粒径は、自動車用構造体の断面を光学顕微鏡、CCDカメラを用いた顕微鏡、SEM、TEMのいずれかにより観察して、測定することができる。本発明における中間樹脂層内の熱可塑性樹脂粒子の平均粒径は、少なくとも10個以上の粒子の粒径を測定して得られた平均値とする。
【0023】
ここで、中間樹脂層を構成する樹脂は、予め平均粒径3〜10μmの熱可塑性樹脂粒子を配合した樹脂組成物を用いることが好ましい。この時に該樹脂組成物に配合する熱可塑性樹脂粒子の平均粒径はレーザー回折・散乱式流度分布測定器を用いて測定された粒度分布から得られたメジアン径により測定することが好ましい。
繊維強化樹脂層3は、強化繊維とマトリックス樹脂(例えば、エポキシ樹脂等の熱硬化性樹脂)からなる複合材料に構成されている。
【0024】
図2は、本発明の別の実施態様に係る自動車用構造体の断面を示しており、とくに本発明を金属層としての金属インサート22を有する構造体に適用した場合の一例を示している。図2において、21は自動車用構造体全体を示している。この構造体21では、繊維強化樹脂層23中に、金属層としての金属インサート22の一部が埋設され、繊維強化樹脂層23と一体に成形されている。また、金属インサートからなる金属層22と繊維強化樹脂層23との間には、金属層22と繊維強化樹脂層23を接着一体化する中間樹脂層24が、金属層22の両面において介在されている。この金属層22は、図示例の如く繊維強化樹脂層23中に埋設されてもよく、繊維強化樹脂層23のいずれかの表面上で接着一体化されてもよい。
【0025】
図3は、本発明のさらに別の実施態様に係る自動車用構造体の断面を示しており、とくに本発明を金属層としてのスチフナ等の金属部品32を有する構造体に適用した場合の一例を示している。図3において、31は自動車用構造体全体を示している。この構造体31では、繊維強化樹脂層33に、金属層としての金属部品32の一部が中間樹脂層34を介して接着一体化されている。この金属層32は、図示例の如く繊維強化樹脂層33の表面上で接着一体化されてもよく、繊維強化樹脂層33中に接着部が埋設された形態としてもよい。
【0026】
これら中間樹脂層4、24、34と金属層2、22、32および繊維強化樹脂層3、23、33との接着構造の例を、図4、図5に示す。図5の方が、より好ましい例である。なお、図4、図5においては、図1に示した中間樹脂層4と金属層2および繊維強化樹脂層3との接着構造の例について示してあるが、図2や図3に示した中間樹脂層24、34と金属層22、32および繊維強化樹脂層23、33との接着構造にも同様に適用できる。
【0027】
図4に示す例においては、金属層2と、強化繊維(群)5および熱硬化性マトリックス樹脂6を含む繊維強化樹脂層3との間に、熱硬化性樹脂7を母材樹脂とし熱可塑性樹脂8(熱可塑性樹脂連続相8a、熱可塑性樹脂粒子相8b)を含む接着樹脂層としての中間樹脂層4が介在されている。中間樹脂層4に所定粒径の熱可塑性樹脂粒子が配合されることにより、該粒子がスペーサの役割を果たし、中間樹脂層4の所望の厚みを確保し、金属層2と繊維強化樹脂層3との間に望ましい層間厚みを確保できる。また、熱可塑性樹脂粒子を配合することで、中間樹脂層4を高靱性化でき、含有粒子は、例えば、クラックに対するピン止め効果も発揮できる。この中間樹脂層4に含有されていた上記所定粒径の熱可塑性樹脂粒子は、例えば図示の如く、融着等により少なくとも部分的に連続相の形態(線状あるいは膜状の連続相形態)を有する熱可塑性樹脂連続相部分8aと、実質的に粒子の形態のまま残された熱可塑性樹脂粒子相部分8bとの混在形態とされる。このように熱可塑性樹脂が連続相の形態で中間樹脂層4に含有されていることにより、金属層2と繊維強化樹脂層3との接着性が向上する。特に、金属層2に、繊維強化樹脂層3から引き剥がすような剥離モードの応力が加わった時には、中間樹脂層4内の熱可塑性樹脂が連続相8aの形態を有するため、中間樹脂層4を構成する熱硬化性母材樹脂7に対するアンカーとして作用し、接着性が向上すると考えられる。ここで、繊維強化樹脂層3を構成する熱硬化性マトリックス樹脂6と中間樹脂層4を構成する熱硬化性母材樹脂7は同一の樹脂組成であってもよいし、それぞれ異なる熱硬化性樹脂であってもよい。
【0028】
また、上記中間樹脂層4を構成する熱硬化性樹脂7は、イミダゾールシラン化合物を含有している。このイミダゾールシラン化合物を含むことにより、中間樹脂層4と金属層2、とくにチタンを含む金属層2との接着性が向上する。特に高温高湿度暴露後の接着性の低下が抑えられ、耐環境暴露特性を向上できる。イミダゾールシラン化合物の熱硬化性樹脂への配合量は、樹脂組成物重量対比0.1重量%以上2.0重量%以下であることが好ましい。すなわち、イミダゾールシラン化合物の混合量が、0.1重量%未満では、接着性向上の効果が小さいため好ましくない。2.0重量%を越えると、特に熱硬化性樹脂にエポキシ樹脂を用いた場合などに、イミダゾールシラン化合物が硬化剤もしくは硬化促進剤としても作用してしまうため、過剰に硬化が促進してしまうため好ましくない。この場合、イミダゾールシラン化合物をエタノールなどの有機溶媒に溶融した溶液を、金属の接着表面に塗布、乾燥して表面処理を施して使用することも好ましい使用形態のひとつである。このように、本発明におけるイミダゾールシラン化合物の使用目的は、特に金属層2への接着性の向上が目的であり、熱硬化性樹脂の硬化剤もしくは硬化促進剤もしくは金属の防錆として使用するものではない。
【0029】
図5は、より好ましい形態例を示している。すなわち、図5に示す自動車用構造体11においては、中間樹脂層12が、繊維強化樹脂層3との境界部において、繊維強化樹脂層3の強化繊維5と、熱可塑性樹脂、とくに連続相の熱可塑性樹脂8aとが混在している混合層12bを偏在して形成している。混合層12bよりも金属層2寄りの部分は、実質的に図2に示した中間樹脂層4と同等の形態を有している。このように強化繊維5と熱可塑性樹脂連続相8aが混在することにより、熱可塑性樹脂連続相8aが強化繊維群5に対してアンカーとして作用し、中間樹脂層12と繊維強化樹脂層3との接着性が大幅に向上する。各熱可塑性樹脂連続相8aは、複数の強化繊維5と接触していることがより好ましい。
【0030】
この中間樹脂層12の厚みは、例えば15μm以上150μm以下であることが好ましく、かつ、混合層12bの最大厚みが10μm以上100μm以下であることが好ましい。図4に中間樹脂層12の厚みをTa,強化繊維群5との熱可塑性樹脂連続相8aとの混合層12bの厚みをTpfを示す。Ta、Tpfは複合材料の断面を光学顕微鏡、CCDを用いた顕微鏡、SEM、TEMにより観察することにより測定することができる。
【0031】
中間樹脂層12の厚みTaが15μm未満では、中間樹脂層12が薄すぎて、層が破壊しやすいため好ましくない。一方、150μmより厚い場合には、中間樹脂層12が厚すぎるために、中間樹脂層12の重量が増加し、複合材料としての軽量化が損なわれるため好ましくない。
【0032】
さらに強化繊維5と熱可塑性樹脂連続相8aとが混在している混合層12bの厚みTpfは10μm未満でも構わないが、10μm以上であることにより、より接着性が向上するため好ましい。一方、100μmより厚いと厚すぎるために、中間樹脂層12の重量が増加するため好ましくない。また、熱可塑性樹脂連続相8aを強化繊維間に100μmより厚く混在させることは、成形の観点から非常に困難になるおそれがあるため好ましくない。
【0033】
中間樹脂層12内に配合される熱可塑性樹脂粒子に関しては、上記のような連続形状の連続相と平均粒径が3μm以上10μm以下の粒子形状が混在していることが好ましい。中間樹脂層12は、熱硬化性樹脂からなる母材樹脂7と熱可塑性樹脂から構成されるが、この熱可塑性樹脂は、平均粒径3μm以上10μm以下の粒子形状で、熱硬化性樹脂に混合されている。3μm以上10μm以下の粒子形状にすることにより、成形前に中間樹脂層12をフィルム形状などにする加工が容易であること、さらに硬化、成形工程において、該熱可塑性樹脂が強化繊維間に介在しやすくなり、成形後に強化繊維と熱可塑性樹脂とが混在している層12bを形成しやすくなる。このため、粒子形状で混合した熱可塑性樹脂が連続形状の連続相を形成する他に、該熱可塑性樹脂の一部が、粒子形状のままの状態で存在することが好ましい。
【0034】
成形後の中間樹脂層内の熱可塑性樹脂の形状は、中間樹脂層の厚みの測定と同様に、光学顕微鏡、CCDを用いた顕微鏡、SEM、TEMにより観察することにより測定することができる。
【0035】
なお、本発明における中間樹脂層12を構成する樹脂組成物そのものは、ASTM D 5045−96「Standard Test Methods for Plane−Strain Fracture Toughness and Strain Energy Release Rate of Plastic Materials」に基づいて測定した歪みエネルギー開放率(Strain Energy Release Rate)GICが、400J/m2 以上1000J/m2 以下であることが好ましい。GICが400J/m2 未満では、歪みエネルギー開放率が低すぎるため、中間樹脂層12の破壊が比較的容易に進むため好ましくない。中間樹脂層12内の熱可塑性樹脂が連続形状の連続相で混在することにより、GICを向上させることができる。また、該熱可塑性樹脂の熱硬化性樹脂への混合量を増加させることにより、GICを向上させることが可能である。一方、GICを1000J/m2 よりも大きくするためには、より多くの熱可塑性樹脂を混合する必要があるが、熱可塑性樹脂混合量が多すぎると、樹脂組成物のフィルム形状などへの加工が困難になること、また樹脂層の耐熱性もしくは弾性率の低下の懸念があるため好ましくない。
【0036】
上記熱可塑性樹脂を融着等により少なくとも部分的に連続相とするために、熱可塑性樹脂粒子の融点(あるいは、軟化点)以上の温度で成形することが好ましい。粒子を強化繊維間に入り込ませるために、中間樹脂層12と繊維強化樹脂層3の成形を同時に行うか、もしくは、硬化後の繊維強化樹脂を用いる場合には、粒子の粒径以上の表面粗さまで接着表面をブラスト処理する方法も採用できる。
【0037】
中間樹脂層そのものの歪みエネルギー開放率の測定が困難な場合は、繊維強化樹脂層と金属層を中間樹脂層を介して接着一体化した試験片を用いて、金属層を繊維強化樹脂層から引き剥がす試験を行い、接着性を評価することも可能である。
【0038】
この場合、ASTM D 1781―98(1998)に基づいたクライミングドラムピール法により測定した剥離トルクが10N・mm/mm以上、より好ましくは20N・mm/mm以上であることが好ましい。中間樹脂層の接着性を評価する際には、剪断モードの評価方法よりも、歪みエネルギー開放率や剥離トルクなどの開口モードによる評価方法の方が好ましいのである。
【0039】
また、本発明における金属層は、繊維強化樹脂層に内挿されていることが好ましい。金属層を繊維強化樹脂層内に内挿することにより、
最外層もしくは最内層にのみ金属層を設ける場合に比べて、繊維強化プラスチック層と金属層との接着面積を増加することができるため、自動車用構造体に曲げ荷重などが負荷された場合に、自動車用構造体に中間樹脂層1層あたりにかかる荷重負担を軽減することが可能となり、金属層と繊維強化樹脂層との剥離を抑制することができるため、好ましいのである。
【0040】
前記熱可塑性樹脂の融点もしくは軟化点としては、200℃以下であることが好ましい。本発明においては、該熱可塑性樹脂の融点もしくは軟化点以上の温度および適切な加圧条件において、複合材料を成形することによって、中間樹脂内の熱可塑性樹脂を一度溶融もしくは軟化させることにより、該熱可塑性樹脂を容易に連続相の形態で混在させることができる。熱可塑性樹脂の融点もしくは軟化点が200℃よりも高い場合には、複合材料の成形温度も200℃より高くする必要があり、成形温度が高くなりすぎるため好ましくない。
【0041】
本発明における熱可塑性樹脂の融点は、JIS−K7121に準拠して、DSCにより昇温速度10℃/分で測定した値である。軟化点は、JIS−K7206に準拠して、ピカッド軟化温度を測定した値である。
【0042】
本発明において、前記強化繊維群を構成する強化繊維としては、炭素繊維、ガラス繊維、アルミナ繊維などの無機繊維や、アラミド繊維、ポリアミド系合成繊維などの有機繊維、およびそれら2種類以上を組み合わせて使用することができるが、かかる強化繊維としては、とくに炭素繊維が好ましい。炭素繊維は比重が小さく、高強度、高弾性率であるため、比強度、比弾性率が大きく、本発明に係る自動車用構造体の複合材料を軽量化、高強度化、高弾性率化できるため、好ましく使用でき、また、これら特性の制御も行いやすい。
【0043】
本発明において、前記熱可塑性樹脂としては、ポリアミド系樹脂、ポリエステル系樹脂、ポリカーボネイト系樹脂、スチレン系樹脂、EVA樹脂、ウレタン系樹脂、アクリル系樹脂、ポリオレフィン系樹脂およびPPS系樹脂の群より選択される少なくとも1種の樹脂であることが好ましい。とくにポリアミド系樹脂は、熱硬化性樹脂との接着性が優れるためより好ましい。
【0044】
本発明のポリアミド系樹脂とは、ポリアミド11、ポリアミド12、ポリアミド610、ポリアミド612およびこれらの共重合ポリアミド系樹脂としてポリアミド66/6、6/66/610、6/66/612、6/66/610/612より選ばれた樹脂である。
【0045】
なかでもポリアミド11、ポリアミド12は吸水性が低いため、好ましい。
【0046】
また、本発明に係る自動車用構造体において、金属層を構成する金属としては、高張力鋼やアルミニウム合金、チタン合金等が使用可能である。つまり、金属層や金属部材、金属部品に要求される特性に応じて選択すればよい。
【0047】
本発明に係る自動車構造体は、パネル部材であることが好ましい。とりわけドアパネルもしくはドアのインナーパネルであることがより好ましい。ドアパネルもしくはドアのインナーパネルに用いることにより、ドアパネルもしくはドアのインナーパネルのエネルギー吸収量を向上することができ、自動車においては、ドア側からの衝突事故に対して、乗員保護の観点からメリットが大きいのである。また同様の観点から、本発明に係る自動車構造体は、エンジンフード、トランクリッドであることが好ましい。とりわけドアは、ドアの内部にはウィンドウの昇降機構などが取り付けられるため、省スペースで高いエネルギー吸収量を発現することが求められるため、本発明の金属/繊維強化樹脂複合材料から構成されたドアパネルもしくはインナーパネルは自動車用構造体に好適に用いることができる。
【0048】
また、本発明に係る自動車構造体は、フレーム部材であることが好ましい。パネル部材と同様に、エネルギー吸収量を向上することができるため、好ましいのである。
【0049】
また、フロアビームなどの地面に対向している面に本発明の金属/繊維強化プラスチック部材を使用することが好ましい。より好ましくは、金属が地面に対向している面の最表面に配置していることが好ましい。フロアビームは走行時に、飛び石や地面の突起物などに衝突することがあり、エネルギー吸収量を向上することは、大きなメリットとなる。また最表層に金属を配置することにより、後に衝突による損傷の場所を確認することができるため、メンテナンスの観点からも好ましいのである。
【0050】
また、本発明の自動車用構造体の製造方法は、熱硬化性樹脂プリプレグを加熱成形して自動車用構造体を製造する製造方法であって、前記熱可塑性樹脂の融点もしくは軟化点以上の温度にて、加熱成形することを特徴とする。前記熱可塑性樹脂の融点もしくは軟化点以上の温度に加熱成形することにより、成形工程において、中間樹脂層内の前記熱可塑性樹脂同士を融着させることにより連続相を形成させることが可能となる。軟化点以上の温度であっても、適切な圧力をかけることにより、熱可塑性樹脂を変形させて、強化繊維間に混在させることができる。
【0051】
とりわけ、粒子形状の熱可塑性樹脂を中間樹脂層を構成する熱硬化性樹脂に配合した場合には、昇温過程において、熱硬化性樹脂の粘度が低下して、熱可塑性樹脂の粒子が移動しやすくなり、強化繊維間に混在することができ、さらに熱可塑性樹脂の融点以上にまでに加熱することにより、隣接する熱可塑性樹脂の粒子同士が融着することにより、連続相を形成することができる。このように熱可塑性樹脂が強化繊維間に混在して、混合層を形成し、さらに熱可塑性樹脂の粒子同士が融着して、連続相を形成することにより、金属層と繊維強化樹脂層の接着性をより向上することができる。
【実施例】
【0052】
炭素繊維強化プラスチック層の両表層にチタン合金層を接着一体化したドアパネルを想定した試験片を作成した。振り子型衝撃試験機を用いて試験を行い、衝撃エネルギー吸収量を評価した。
(使用した材料)
炭素繊維強化プラスチック層は、180℃硬化型一方向プリプレグシートA(繊維目付:190g/m2、樹脂含有率:35重量%、繊維引張弾性率:294GPa、マトリックス樹脂:エポキシ樹脂)を用いた。
【0053】
ただし、チタン合金層と接着する層を形成するプリプレグシートは、一方向プリプレグシートAの片側の表面に中間樹脂層を形成するための樹脂フィルムが予め積層された一方向プリプレグシートBを用いた。
【0054】
樹脂フィルムを構成する樹脂組成は、一方向プリプレグシートAを構成するマトリックス樹脂のエポキシ樹脂に、ナイロン微粒子(東レ社製ポリアミド12微粒子SP500、平均粒子径5μm、融点165℃)をエポキシ樹脂重量対比20重量%およびイミダゾールシラン化合物(日光マテリアルズ社製IS−1000)をエポキシ重量対比1重量%配合した樹脂組成物を目付が60g/m2のフィルム状に加工したものである。この樹脂フィルムを一方向プリプレグシートAの片側の表面に配置して、80℃に加熱したカレンダーロールにて加圧することによって積層し、一方向プリプレグシートBを準備した。
【0055】
チタン合金層は、チタン合金シート(Ti−15V−3Cr−3Al−3Sn、厚み:0.13mm)を用いた。チタン合金シートの接着面は、#800のサンディングペーパーにより研磨された後、アセトンを用いて洗浄した。
(衝撃試験)
試験片を振り子型衝撃試験機に取り付け、衝撃エネルギー吸収量を測定した。振り子型衝撃試験機とは、シャルピー試験法(JIS−7111参照)を大型にしたものであり、図6に示すように、高剛性フレーム(図示なし)に固定した試験片固定用治具35に、試験片36を配置し、振り子の先に取り付けられた錘体37を試験片36が破断する速度(振り出し高さで調整)で打ち当てるものである。
衝撃エネルギー吸収量Eは、衝撃後の振り子の振り残り高さhから通常のシャルピー試験の容量で計算する。
衝撃エネルギー吸収量Eは、振り子の重さW、振り出し高さH、振り残り高さhとすると、
E=Wg(H−h)
ここでgは重力加速度である。
[実施例1]
プリプレグシートAとプリプレグシートBおよびチタン合金シートを積層構成[Ti/(0)6/Ti]に従い、積層した。ここでTiとはチタン合金シートを意味し、0は強化繊維の積層角度を意味する。また下付の6は6回積層を繰り返すことを意味する。すなわち、該積層構成は0°方向に積層された6層のプリプレグシートから構成される炭素繊維強化プラスチック層の両表面にチタン合金シートが積層されたものである。積層の際に一方向プリプレグシートBの樹脂フィルムを積層した側が、チタン合金層と接着する側に配置するように積層した。
【0056】
積層した後、オートクレーブを用いて温度180℃、圧力6kg/cm2、保持時間2時間にて、プリプレグを硬化すると共に、中間樹脂層を構成する樹脂フィルムを介して、チタン合金層と炭素繊維強化プラスチック層を接着一体化して、パネルを成形した。
【0057】
自動車用ドア内に装着されるパネル型のインパクトビームを想定して、オートカッターを用いて、パネルを切断加工し、幅20mm、長さ1000mmの試験片を3体準備した。長さ方向は強化繊維の0°方向とした。
【0058】
得られた試験片の断面観察した結果、最表層のチタン合金層と炭素繊維強化プラスチック層の間には、厚み(図4のTaに相当)が100μmの中間樹脂層が形成ており、中間樹脂層内には広範囲に渡り、ナイロン微粒子同士が一体化してナイロン連続相(図4の8aに相当)が形成されていた。
さらに一部には、平均粒径が5μmのナイロン微粒子(図3の8bに相当)が観察された。さらに、ナイロン連続相の一部は炭素繊維プラスチックを構成する炭素繊維群の中に入り、炭素繊維とナイロン微粒子とが混在した混合層(図4の混合層12bに相当)が形成されていた。混合層の厚みは40μmであった。
また、切断面には、チタン合金シートの剥離などは観察されなかった。
【0059】
振り子型衝撃試験を行った結果、試験片は引張破壊により分断し、単位体積当たりの衝撃エネルギー吸収量は、21.5J/cm3であった。
[比較例1]
チタン合金層と接着する層を形成するプリプレグシートに一方向プリプレグシートBを用いず、炭素繊維強化プラスチック層はすべて一方向プリプレグシートAから構成する以外は、実施例1と同様にパネルを成形して、試験片を準備した。
得られた試験片の断面観察をした結果、最表層のチタン合金層と炭素繊維強化プラスチック層の間には、中間樹脂層が形成されていなかった。
実施例1と同様に、オートカッターを用いてパネルから試験片を切断加工した結果、すべての試験片において、チタン合金シートが炭素繊維強化プラスチック層から剥離することが確認されたため、衝撃試験を行うことができなかった。
【図面の簡単な説明】
【0060】
【図1】本発明の一実施態様に係る自動車用構造体の断面図である。
【図2】本発明の別の実施態様に係る自動車用構造体の断面図である。
【図3】本発明のさらに別の実施態様に係る自動車用構造体の断面図である。
【図4】図1、図2または図3の自動車用構造体の各層接着部の構成例を示す拡大部分断面図である。
【図5】自動車用構造体の各層接着部の別の構成例を示す拡大部分断面図である。
【図6】振り子型衝撃試験機と試験片固定用ピンおよび試験片を示す斜視図である。
【符号の説明】
【0061】
1、21、31 自動車用構造体
2、22、32 金属層(金属インサート、金属部品)
3、23、33 繊維強化樹脂層
4、12、24、34 中間樹脂層
5 強化繊維(群)
6 繊維強化樹脂層のマトリックス樹脂
7 中間樹脂層の母材樹脂
8 熱可塑性樹脂
8a 熱可塑性樹脂連続相
8b 熱可塑性樹脂粒子相
12a 金属層寄りの中間樹脂層部分
12b 混合層
35 試験片固定用ピン
36 試験片
37 錘体
【特許請求の範囲】
【請求項1】
金属層と繊維強化樹脂層が中間樹脂層を介して接着一体化された金属/繊維強化樹脂複合材料から構成された自動車用構造体であって、前記中間樹脂層が、平均粒径3〜10μmの熱可塑性樹脂の粒子およびイミダゾールシラン化合物を含有していることを特徴とする自動車用構造体。
【請求項2】
前記中間樹脂層と前記繊維強化樹脂層との境界部が、前記粒子を構成する熱可塑性樹脂と前記繊維強化樹脂層の強化繊維とが混在した混合層を形成している、請求項1に記載の自動車用構造体。
【請求項3】
前記熱可塑性樹脂の粒子は、融着等により少なくとも部分的に連続相の形態で前記中間樹脂層内に存在している、請求項1または2に記載の自動車用構造体。
【請求項4】
前記熱可塑性樹脂の粒子がポリアミド系樹脂からなる、請求項1〜3のいずれかに記載の自動車用構造体。
【請求項5】
繊維強化樹脂層のマトリックス樹脂と中間樹脂層の母材樹脂とが同種の樹脂からなる、請求項1〜4のいずれかに記載の自動車用構造体。
【請求項6】
前記同種の樹脂が熱硬化性樹脂からなる、請求項5に記載の自動車用構造体。
【請求項7】
前記繊維強化樹脂層が炭素繊維を含む層からなる、請求項1〜6のいずれかに記載の自動車用構造体。
【請求項8】
前記金属層が繊維強化樹脂層内に内挿されている、請求項1〜7のいずれかに記載の自動車用構造体。
【請求項9】
最表層の繊維強化樹脂層の表面に撥水層が形成されていることを特徴とする、請求項1〜8のいずれかに記載の自動車用構造体。
【請求項10】
パネル部材である、請求項1〜9のいずれかに記載の自動車用構造体。
【請求項11】
フレーム部材である、請求項1〜10のいずれかに記載の自動車用構造体。
【請求項12】
熱硬化性樹脂プリプレグを加熱成形して請求項1〜11のいずれかに記載の自動車用構造体を製造する製造方法であって、前記熱可塑性樹脂の融点もしくは軟化点以上の温度にて、加熱成形することを特徴とする自動車用構造体の製造方法。
【請求項1】
金属層と繊維強化樹脂層が中間樹脂層を介して接着一体化された金属/繊維強化樹脂複合材料から構成された自動車用構造体であって、前記中間樹脂層が、平均粒径3〜10μmの熱可塑性樹脂の粒子およびイミダゾールシラン化合物を含有していることを特徴とする自動車用構造体。
【請求項2】
前記中間樹脂層と前記繊維強化樹脂層との境界部が、前記粒子を構成する熱可塑性樹脂と前記繊維強化樹脂層の強化繊維とが混在した混合層を形成している、請求項1に記載の自動車用構造体。
【請求項3】
前記熱可塑性樹脂の粒子は、融着等により少なくとも部分的に連続相の形態で前記中間樹脂層内に存在している、請求項1または2に記載の自動車用構造体。
【請求項4】
前記熱可塑性樹脂の粒子がポリアミド系樹脂からなる、請求項1〜3のいずれかに記載の自動車用構造体。
【請求項5】
繊維強化樹脂層のマトリックス樹脂と中間樹脂層の母材樹脂とが同種の樹脂からなる、請求項1〜4のいずれかに記載の自動車用構造体。
【請求項6】
前記同種の樹脂が熱硬化性樹脂からなる、請求項5に記載の自動車用構造体。
【請求項7】
前記繊維強化樹脂層が炭素繊維を含む層からなる、請求項1〜6のいずれかに記載の自動車用構造体。
【請求項8】
前記金属層が繊維強化樹脂層内に内挿されている、請求項1〜7のいずれかに記載の自動車用構造体。
【請求項9】
最表層の繊維強化樹脂層の表面に撥水層が形成されていることを特徴とする、請求項1〜8のいずれかに記載の自動車用構造体。
【請求項10】
パネル部材である、請求項1〜9のいずれかに記載の自動車用構造体。
【請求項11】
フレーム部材である、請求項1〜10のいずれかに記載の自動車用構造体。
【請求項12】
熱硬化性樹脂プリプレグを加熱成形して請求項1〜11のいずれかに記載の自動車用構造体を製造する製造方法であって、前記熱可塑性樹脂の融点もしくは軟化点以上の温度にて、加熱成形することを特徴とする自動車用構造体の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2006−297927(P2006−297927A)
【公開日】平成18年11月2日(2006.11.2)
【国際特許分類】
【出願番号】特願2006−85199(P2006−85199)
【出願日】平成18年3月27日(2006.3.27)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
【公開日】平成18年11月2日(2006.11.2)
【国際特許分類】
【出願日】平成18年3月27日(2006.3.27)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
[ Back to top ]