
自動車用樹脂成形品
【課題】成形品本体のヒンジ取付側が曲面のキャンバー面部であっても、ヒンジ部での折り曲げが容易であり、組み付け精度も良い自動車用樹脂成形品を提供する。
【解決手段】長尺状で、長手方向に沿って曲面に形成された底面部13を有するシルカバー本体11と、底面部13の長手方向に沿って設けられた段差部20と、段差部20のヒンジ支持端から折り曲げ可能に設けられたヒンジ部21と、ヒンジ部21に連結され、ヒンジ部21の折り曲げによって車体取付位置に位置を変更できる取付部30Eとを備え、段差部20は、高さが長手方向で可変され、ヒンジ支持端の長手方向が直線状になるように設定された。
【解決手段】長尺状で、長手方向に沿って曲面に形成された底面部13を有するシルカバー本体11と、底面部13の長手方向に沿って設けられた段差部20と、段差部20のヒンジ支持端から折り曲げ可能に設けられたヒンジ部21と、ヒンジ部21に連結され、ヒンジ部21の折り曲げによって車体取付位置に位置を変更できる取付部30Eとを備え、段差部20は、高さが長手方向で可変され、ヒンジ支持端の長手方向が直線状になるように設定された。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、自動車に外装部品として取り付けられる自動車用樹脂成形品に関する。
【背景技術】
【0002】
例えば自動車のドアの下側には、長尺状の自動車用樹脂成形品であるシルカバーが車体保護のために取り付けられる。この従来のシルカバーとしては、シルカバー本体と、このシルカバー本体の下端にヒンジ部を介して連結された取付部とを備え、これらが射出成形によって一体に形成されたものが提案されている(特許文献1、特許文献2参照)。
【0003】
このシルカバーは、ヒンジ部の折り曲げによってシルカバー本体に対し取付部を射出成形位置から車体取付位置に位置変更することにより車体に取り付けるものである。これにより、シルカバー本体と取付部を一体に射出成形し、構成部品の削減、組み付け工数の削減等を図るものである。
【0004】
ところで、シルカバーの形態は、種々の理由(空気抵抗、デザイン等)によって決定され、例えばシルカバーの底面部がその長手方向に曲面に形成される場合もある。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2005−59811号公報
【特許文献2】特開2000−16342号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、曲面である底面部にヒンジ部を介して取付部を一体成形すると、ヒンジ部のセンター中心が長手方向に沿って曲線状になるため、ヒンジ部での折り曲げが困難になると共に、組み付け精度が著しく悪化するという問題がある。
【0007】
そこで、本発明は、前記した課題を解決すべくなされたものであり、成形品本体のヒンジ取付側が曲面のキャンバー面部であっても、ヒンジ部での折り曲げが容易であり、組み付け精度も良い自動車用樹脂成形品を提供することを目的とする。
【課題を解決するための手段】
【0008】
請求項1の発明は、長尺状で、長手方向に沿って曲面に形成されたキャンバー面部を有する成形品本体と、前記キャンバー面部の長手方向に沿って設けられた高さ調整部と、前記高さ調整部のヒンジ支持端から折り曲げ可能に設けられたヒンジ部と、前記ヒンジ部に連結され、前記ヒンジ部の折り曲げによって車体取付位置に位置を変更できる取付部とを備え、前記高さ調整部は、高さが長手方向で可変され、前記ヒンジ支持端の長手方向が直線状になるように設定されたことを特徴とする。
【0009】
請求項2の発明は、請求項1記載の自動車用樹脂成形品であって、前記高さ調整部は、前記成形品本体の厚みより厚肉に設けられたことを特徴とする。
【発明の効果】
【0010】
請求項1の発明によれば、シルカバー本体のキャンバー面部が長手方向に沿って曲がっているが、キャンバー面部に直接ヒンジ部が設けられるのではなく、長手方向に沿って高さが可変された高さ調整部を介してヒンジ部が設けられるため、ヒンジ部のヒンジ中心が長手方向に沿って直線状になる。以上より、成形品本体のヒンジ取付側が曲面のキャンバー面部であっても、ヒンジ部での折り曲げが容易であり、組み付け精度も良い自動車用樹脂成形品を提供できる。
【0011】
請求項2の発明によれば、請求項1の発明の効果に加え、ヒンジ部は厚肉の高さ調整部によって支持されるため、ヒンジ部での折り曲げが容易になると共に、組み付け精度が向上する。
【図面の簡単な説明】
【0012】
【図1】本発明の一実施形態を示し、自動車の概略斜視図である。
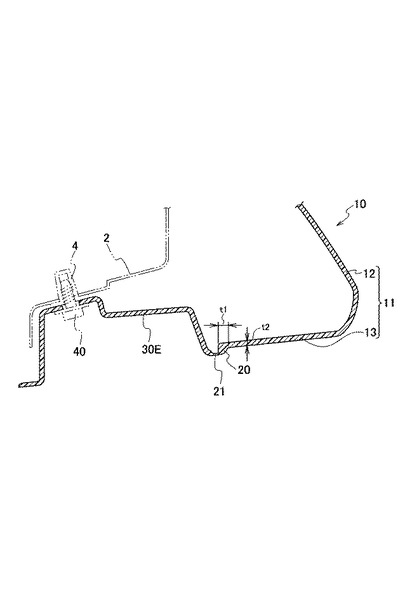
【図2】本発明の一実施形態を示し、取付部が射出成形位置であるシルカバーの側面図である。
【図3】本発明の一実施形態を示し、取付部が車体取付位置であるシルカバーを内面側から見た斜視図である。
【図4】本発明の一実施形態を示し、取付部が射出成形位置であるシルカバーを内面側から見た斜視図である。
【図5】本発明の一実施形態を示し、取付部が車体取付状態であるシルカバーを外面側から見た斜視図である。
【図6】本発明の一実施形態を示し、取付部が射出成形位置であるシルカバーを外面側から見た斜視図である。
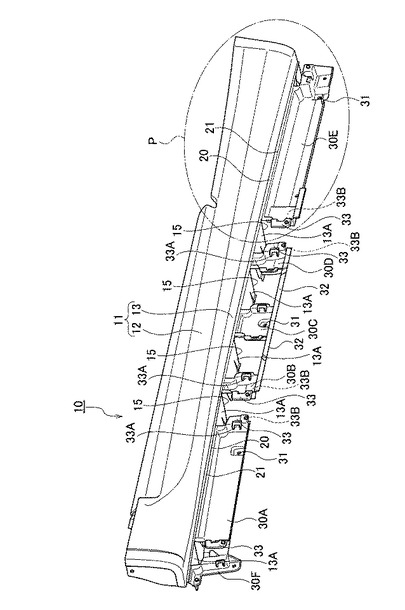
【図7】本発明の一実施形態を示し、図6のP部拡大図である。
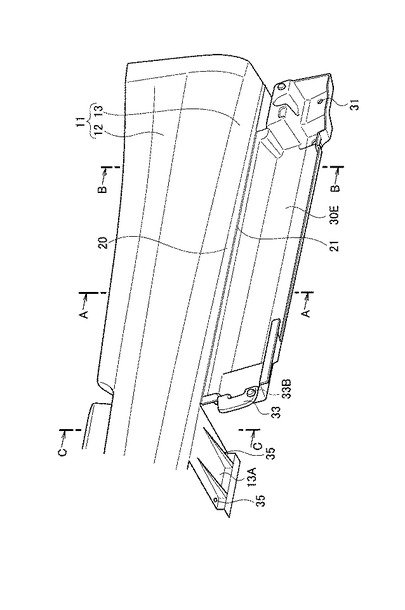
【図8】本発明の一実施形態を示し、図7のA−A線断面図である。
【図9】本発明の一実施形態を示し、図7のB−B線断面図である。
【図10】本発明の一実施形態を示し、図7のC−C線断面図である。
【図11】本発明の一実施形態を示し、シルカバー本体側の車体取付状態を示す断面図である。
【図12】本発明の一実施形態を示し、取付部側の車体取付状態を示す断面図である。
【発明を実施するための形態】
【0013】
以下、本発明の一実施形態を図面に基づいて説明する。
【0014】
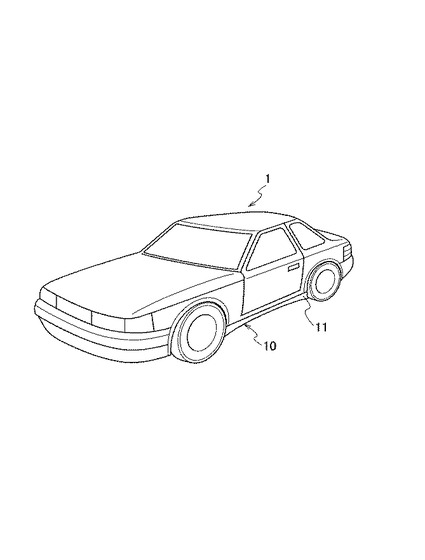
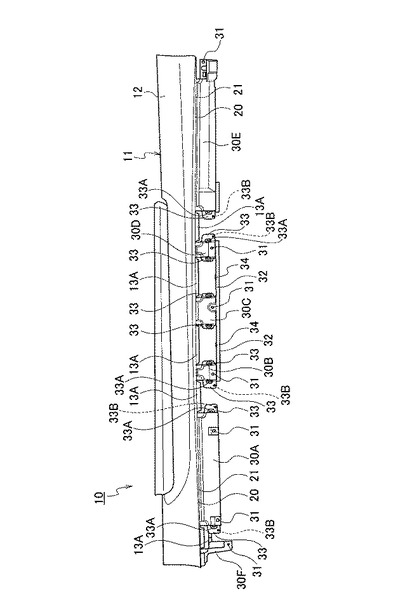
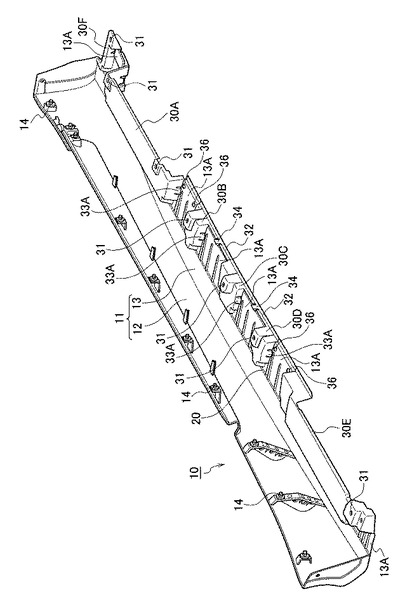
図1は自動車1の概略斜視図、図2は取付部30A〜30Fが射出成形位置であるシルカバー10の側面図、図3は取付部30A〜30Fが車体取付位置であるシルカバー10を内面側から見た斜視図、図4は取付部30A〜30Fが射出成形位置であるシルカバー10を内面側から見た斜視図、図5は取付部30A〜30Fが車体取付状態であるシルカバー10を外面側から見た斜視図、図6は取付部30A〜30Fが射出成形位置であるシルカバー10を外面側から見た斜視図、図7は図6のP部拡大図、図8は図7のA−A線断面図、図9は図7のB−B線断面図、図10は図7のC−C線断面図、図11はシルカバー本体側の車体取付状態を示す断面図、図12は取付部側の車体取付状態を示す断面図である。
【0015】
図1に示すように、自動車1のドアの下側には、長尺状の自動車用樹脂成形品であるシルカバー10が車体保護のために取り付けられている。
【0016】
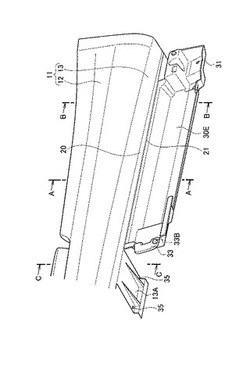
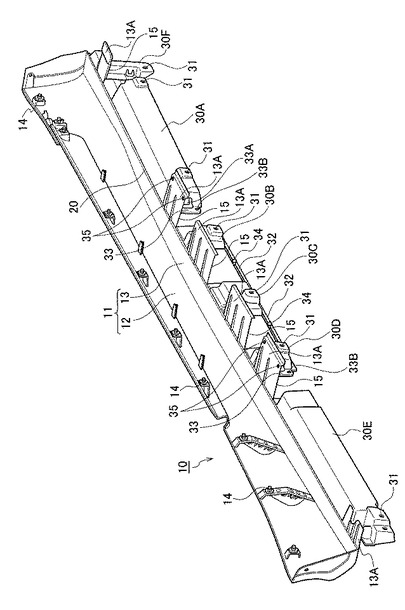
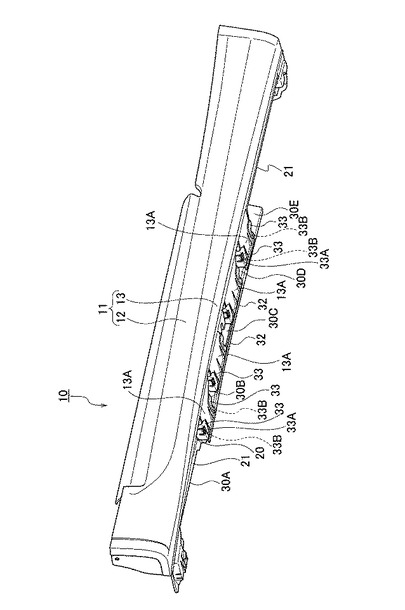
図2〜図7に示すように、シルカバー10は、長尺状の成形品本体であるシルカバー本体11と、このシルカバー本体11に設けられた高さ調整部である段差部20と、この段差部20にヒンジ部21を介して連結された6つの取付部30A〜30Fとを備えている。シルカバー10は、その各取付部30A〜30Fが射出成形位置(図4、図6の位置)の状態で、ポリプロピレン等の合成樹脂材より射出成形によって一体で作製される。
【0017】
シルカバー本体11は、長手方向に延びる側面部12と、この側面部12の下端より車内方向に突設されたキャンバー面部である底面部13とを備えている。側面部12の内面側には、適所にクリップ部14が設けられている。
【0018】
底面部13は、空気抵抗の軽減、外観デザイン等の要求から車体取付状態においてシルカバー10の中央が細く見えるように曲面に形成されている。具体的には、車体側方から見て中央が最も上方に位置し、中央から両端に向かって徐々に緩く下方に位置する円弧状の曲面に形成されている。底面部13の先端側には、長手方向に間隔を置いて5箇所に切欠部15が設けられている。
【0019】
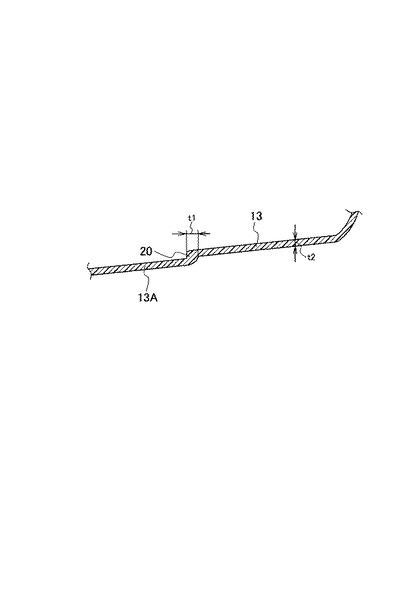
段差部20は、各切欠部15の長手方向に延びる端部に沿って、底面部13の長手方向の全域に亘って設けられている。これにより、底面部13の段差部20より先端側には、長手方向に沿って切欠部15と延長底面部13Aが交互に配置されている。
【0020】
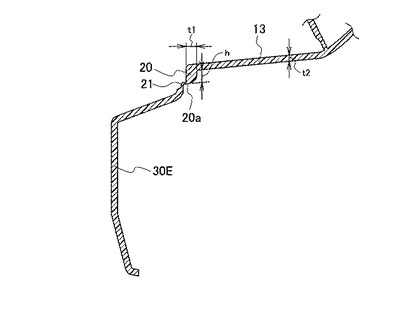
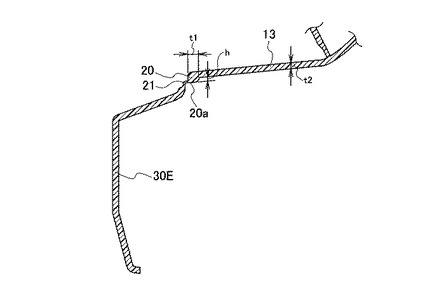
段差部20は、図8及び図9に示すように、各切欠部15の領域では、ヒンジ部21を支持するヒンジ支持端20aの長手方向が直線状になるように高さhが長手方向の位置によって可変されている。これにより、各ヒンジ部21は、段差部20によって底面部13よりも一段低い位置で、且つ、ヒンジセンターが長手方向に沿って直線状に配置されている。段差部20は、図10に示すように、延長底面部13Aの領域では、段差としての連続性を維持するために、その高さhが長手方向の位置によって可変されている。これにより、各延長底面部13Aは、底面部13より一段低い位置に配置されている。
【0021】
段差部20の肉厚t1は、シルカバー本体11の肉厚t2(t2<t1)よりも厚肉に設けられている。
【0022】
複数の延長底面部13Aの内で、取付部30Aと取付部30Bの間と、取付部30Dと取付部30Eの間に位置するものには、係止孔35が設けられている。
【0023】
6箇所の取付部30A〜30Fは、6箇所の切欠部15の端部に位置する段差部20のヒンジ支持端20aよりヒンジ部21を介してそれぞれ連結されている。各取付部30A〜30Eには、取付穴31がそれぞれ設けられている。
【0024】
6箇所の取付部30A〜30Fの内で、中央の3箇所の取付部30B,30C,30Dは、その両外側の2箇所の取付部30A,30Eよりも幅寸法が短く設定されている。この幅寸法が短く設定された3箇所の取付部30B,30C,30Dは、その隣り合うもの同士が連結部32によって互いに連結されている。従って、中央の3箇所の取付部30B,30C,30Dは、射出成形位置から車体取付位置に一体として変移する。
【0025】
各取付部30A〜30Fには、車体取付位置で延長底面部13Aの端縁に係止する係止部33がそれぞれ設けられている。係止部33には、係止爪33A及び係止孔33Bが設けられている。各連結部32には、車体取付位置で延長底面部13Aの端縁に係止する係止部34がそれぞれ設けられている。
【0026】
次に、上記構成のシルカバー10の車体取り付け手順を説明する。各取付部30A〜30Fが図4及び図6の射出成形位置で射出成形さたたシルカバー10を、そのシルカバー本体11に対し各ヒンジ部21の位置でそれぞれ折り曲げ、各取付部30A〜30Fを図4及び図6の射出成形位置より図3及び図5の車体取付位置に変移する。そして、各係止部33,34を延長底面部13Aの端縁に係止する。これにより、各取付部30A〜30Fは、各ヒンジ部21の弾性復帰力に抗して図3及び図5の車体取付位置に位置保持される。このように位置保持された各取付部30A〜30Fを各延長底面部13Aに双方の係止孔33B,35を利用してビス36によってそれぞれ取り付ける。
【0027】
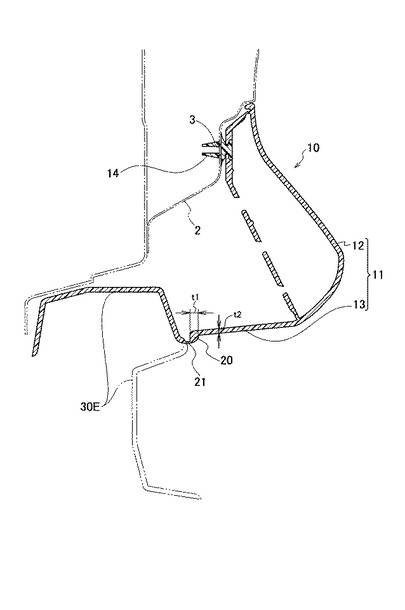
各取付部30A〜30Fが図3及び図5の車体取付位置とされたシルカバー10を、車体2のドアの下側の取付位置に合わせる。そして、図11に示すように、シルカバー本体11の内面の各クリップ部14を車体2の各クリップ係止穴3に取り付ける。又、図12に示すように、各取付部30A〜30Fの取付穴31にタッピングスクリュー40をそれぞれ挿入し、各タッピングスクリュー40を車体2側のグロメット4に取り付ける。これで、シルカバー10の車体2への取り付けが完了する。
【0028】
以上説明したように、シルカバー10は、長尺状で、長手方向に沿って曲面に形成された底面部13を有するシルカバー本体11と、底面部13の長手方向に沿って設けられた段差部20と、この段差部20のヒンジ支持端20aから折り曲げ可能に設けられたヒンジ部21と、このヒンジ部21に連結され、ヒンジ部21の折り曲げによって車体取付位置に位置を変更できる取付部30A〜30Fとを備え、段差部20は、高さが長手方向で可変され、ヒンジ支持端20aの長手方向が直線状になるように設定されている。従って、シルカバー本体11の底面部13が長手方向に沿って曲がっているが、底面部13に直接ヒンジ部21が設けられるのではなく、長手方向に沿って高さが可変された段差部20を介してヒンジ部21が設けられるため、ヒンジ部21のヒンジセンターが長手方向に沿って直線状になる。そのため、シルカバー本体11のヒンジ取付側が曲面の底面部13であっても、ヒンジ部21での折り曲げが容易であり、組み付け精度も良い。
【0029】
段差部20の肉厚t1は、シルカバー本体11の厚みt2より厚肉に設けられている。従って、ヒンジ部21は肉厚の段差部20によって支持されるため、ヒンジ部21での折り曲げが容易になると共に、組み付け精度が向上する。
【0030】
また、係止部33と延長底面部13A間を、双方の係止孔33B,係止孔35を利用してビス36にて係止するため、車体取付後においても外れることがない。
【0031】
この実施形態では、自動車用樹脂成形品は、シルカバー10であるが、これ以外の自動車用樹脂成形品に本発明を適用できることはもちろんである。
【0032】
この実施形態では、キャンバー面部はシルカバー本体11の底面部13であるが、底面部13以外であっても本発明を同様に適用できることはもちろんである。
【0033】
この実施形態では、高さ調整部である段差部20は、底面部13の長手方向の全域に亘って設けられているが、ヒンジ部21を設ける位置のみに設けても良い。しかし、この実施形態のように、底面部13の長手方向の全域に設ける方が段差部20、ひいてはシルカバー10の強度がアップし、又、デザイン的にも好ましい。
【0034】
尚、前記実施形態では、シルカバー本体11側をクリップ部14で車体2に取り付けるよう構成したが、取付手段はこれに限定されず、適宜変更可能である。
【符号の説明】
【0035】
10 自動車用樹脂成形品(シルカバー)
11 シルカバー本体(成形品本体)
13 底面部(キャンバー面部)
20 段差部(高さ調整部)
20a ヒンジ支持端
21 ヒンジ部
30A〜30F 取付部
【技術分野】
【0001】
本発明は、自動車に外装部品として取り付けられる自動車用樹脂成形品に関する。
【背景技術】
【0002】
例えば自動車のドアの下側には、長尺状の自動車用樹脂成形品であるシルカバーが車体保護のために取り付けられる。この従来のシルカバーとしては、シルカバー本体と、このシルカバー本体の下端にヒンジ部を介して連結された取付部とを備え、これらが射出成形によって一体に形成されたものが提案されている(特許文献1、特許文献2参照)。
【0003】
このシルカバーは、ヒンジ部の折り曲げによってシルカバー本体に対し取付部を射出成形位置から車体取付位置に位置変更することにより車体に取り付けるものである。これにより、シルカバー本体と取付部を一体に射出成形し、構成部品の削減、組み付け工数の削減等を図るものである。
【0004】
ところで、シルカバーの形態は、種々の理由(空気抵抗、デザイン等)によって決定され、例えばシルカバーの底面部がその長手方向に曲面に形成される場合もある。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2005−59811号公報
【特許文献2】特開2000−16342号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、曲面である底面部にヒンジ部を介して取付部を一体成形すると、ヒンジ部のセンター中心が長手方向に沿って曲線状になるため、ヒンジ部での折り曲げが困難になると共に、組み付け精度が著しく悪化するという問題がある。
【0007】
そこで、本発明は、前記した課題を解決すべくなされたものであり、成形品本体のヒンジ取付側が曲面のキャンバー面部であっても、ヒンジ部での折り曲げが容易であり、組み付け精度も良い自動車用樹脂成形品を提供することを目的とする。
【課題を解決するための手段】
【0008】
請求項1の発明は、長尺状で、長手方向に沿って曲面に形成されたキャンバー面部を有する成形品本体と、前記キャンバー面部の長手方向に沿って設けられた高さ調整部と、前記高さ調整部のヒンジ支持端から折り曲げ可能に設けられたヒンジ部と、前記ヒンジ部に連結され、前記ヒンジ部の折り曲げによって車体取付位置に位置を変更できる取付部とを備え、前記高さ調整部は、高さが長手方向で可変され、前記ヒンジ支持端の長手方向が直線状になるように設定されたことを特徴とする。
【0009】
請求項2の発明は、請求項1記載の自動車用樹脂成形品であって、前記高さ調整部は、前記成形品本体の厚みより厚肉に設けられたことを特徴とする。
【発明の効果】
【0010】
請求項1の発明によれば、シルカバー本体のキャンバー面部が長手方向に沿って曲がっているが、キャンバー面部に直接ヒンジ部が設けられるのではなく、長手方向に沿って高さが可変された高さ調整部を介してヒンジ部が設けられるため、ヒンジ部のヒンジ中心が長手方向に沿って直線状になる。以上より、成形品本体のヒンジ取付側が曲面のキャンバー面部であっても、ヒンジ部での折り曲げが容易であり、組み付け精度も良い自動車用樹脂成形品を提供できる。
【0011】
請求項2の発明によれば、請求項1の発明の効果に加え、ヒンジ部は厚肉の高さ調整部によって支持されるため、ヒンジ部での折り曲げが容易になると共に、組み付け精度が向上する。
【図面の簡単な説明】
【0012】
【図1】本発明の一実施形態を示し、自動車の概略斜視図である。
【図2】本発明の一実施形態を示し、取付部が射出成形位置であるシルカバーの側面図である。
【図3】本発明の一実施形態を示し、取付部が車体取付位置であるシルカバーを内面側から見た斜視図である。
【図4】本発明の一実施形態を示し、取付部が射出成形位置であるシルカバーを内面側から見た斜視図である。
【図5】本発明の一実施形態を示し、取付部が車体取付状態であるシルカバーを外面側から見た斜視図である。
【図6】本発明の一実施形態を示し、取付部が射出成形位置であるシルカバーを外面側から見た斜視図である。
【図7】本発明の一実施形態を示し、図6のP部拡大図である。
【図8】本発明の一実施形態を示し、図7のA−A線断面図である。
【図9】本発明の一実施形態を示し、図7のB−B線断面図である。
【図10】本発明の一実施形態を示し、図7のC−C線断面図である。
【図11】本発明の一実施形態を示し、シルカバー本体側の車体取付状態を示す断面図である。
【図12】本発明の一実施形態を示し、取付部側の車体取付状態を示す断面図である。
【発明を実施するための形態】
【0013】
以下、本発明の一実施形態を図面に基づいて説明する。
【0014】
図1は自動車1の概略斜視図、図2は取付部30A〜30Fが射出成形位置であるシルカバー10の側面図、図3は取付部30A〜30Fが車体取付位置であるシルカバー10を内面側から見た斜視図、図4は取付部30A〜30Fが射出成形位置であるシルカバー10を内面側から見た斜視図、図5は取付部30A〜30Fが車体取付状態であるシルカバー10を外面側から見た斜視図、図6は取付部30A〜30Fが射出成形位置であるシルカバー10を外面側から見た斜視図、図7は図6のP部拡大図、図8は図7のA−A線断面図、図9は図7のB−B線断面図、図10は図7のC−C線断面図、図11はシルカバー本体側の車体取付状態を示す断面図、図12は取付部側の車体取付状態を示す断面図である。
【0015】
図1に示すように、自動車1のドアの下側には、長尺状の自動車用樹脂成形品であるシルカバー10が車体保護のために取り付けられている。
【0016】
図2〜図7に示すように、シルカバー10は、長尺状の成形品本体であるシルカバー本体11と、このシルカバー本体11に設けられた高さ調整部である段差部20と、この段差部20にヒンジ部21を介して連結された6つの取付部30A〜30Fとを備えている。シルカバー10は、その各取付部30A〜30Fが射出成形位置(図4、図6の位置)の状態で、ポリプロピレン等の合成樹脂材より射出成形によって一体で作製される。
【0017】
シルカバー本体11は、長手方向に延びる側面部12と、この側面部12の下端より車内方向に突設されたキャンバー面部である底面部13とを備えている。側面部12の内面側には、適所にクリップ部14が設けられている。
【0018】
底面部13は、空気抵抗の軽減、外観デザイン等の要求から車体取付状態においてシルカバー10の中央が細く見えるように曲面に形成されている。具体的には、車体側方から見て中央が最も上方に位置し、中央から両端に向かって徐々に緩く下方に位置する円弧状の曲面に形成されている。底面部13の先端側には、長手方向に間隔を置いて5箇所に切欠部15が設けられている。
【0019】
段差部20は、各切欠部15の長手方向に延びる端部に沿って、底面部13の長手方向の全域に亘って設けられている。これにより、底面部13の段差部20より先端側には、長手方向に沿って切欠部15と延長底面部13Aが交互に配置されている。
【0020】
段差部20は、図8及び図9に示すように、各切欠部15の領域では、ヒンジ部21を支持するヒンジ支持端20aの長手方向が直線状になるように高さhが長手方向の位置によって可変されている。これにより、各ヒンジ部21は、段差部20によって底面部13よりも一段低い位置で、且つ、ヒンジセンターが長手方向に沿って直線状に配置されている。段差部20は、図10に示すように、延長底面部13Aの領域では、段差としての連続性を維持するために、その高さhが長手方向の位置によって可変されている。これにより、各延長底面部13Aは、底面部13より一段低い位置に配置されている。
【0021】
段差部20の肉厚t1は、シルカバー本体11の肉厚t2(t2<t1)よりも厚肉に設けられている。
【0022】
複数の延長底面部13Aの内で、取付部30Aと取付部30Bの間と、取付部30Dと取付部30Eの間に位置するものには、係止孔35が設けられている。
【0023】
6箇所の取付部30A〜30Fは、6箇所の切欠部15の端部に位置する段差部20のヒンジ支持端20aよりヒンジ部21を介してそれぞれ連結されている。各取付部30A〜30Eには、取付穴31がそれぞれ設けられている。
【0024】
6箇所の取付部30A〜30Fの内で、中央の3箇所の取付部30B,30C,30Dは、その両外側の2箇所の取付部30A,30Eよりも幅寸法が短く設定されている。この幅寸法が短く設定された3箇所の取付部30B,30C,30Dは、その隣り合うもの同士が連結部32によって互いに連結されている。従って、中央の3箇所の取付部30B,30C,30Dは、射出成形位置から車体取付位置に一体として変移する。
【0025】
各取付部30A〜30Fには、車体取付位置で延長底面部13Aの端縁に係止する係止部33がそれぞれ設けられている。係止部33には、係止爪33A及び係止孔33Bが設けられている。各連結部32には、車体取付位置で延長底面部13Aの端縁に係止する係止部34がそれぞれ設けられている。
【0026】
次に、上記構成のシルカバー10の車体取り付け手順を説明する。各取付部30A〜30Fが図4及び図6の射出成形位置で射出成形さたたシルカバー10を、そのシルカバー本体11に対し各ヒンジ部21の位置でそれぞれ折り曲げ、各取付部30A〜30Fを図4及び図6の射出成形位置より図3及び図5の車体取付位置に変移する。そして、各係止部33,34を延長底面部13Aの端縁に係止する。これにより、各取付部30A〜30Fは、各ヒンジ部21の弾性復帰力に抗して図3及び図5の車体取付位置に位置保持される。このように位置保持された各取付部30A〜30Fを各延長底面部13Aに双方の係止孔33B,35を利用してビス36によってそれぞれ取り付ける。
【0027】
各取付部30A〜30Fが図3及び図5の車体取付位置とされたシルカバー10を、車体2のドアの下側の取付位置に合わせる。そして、図11に示すように、シルカバー本体11の内面の各クリップ部14を車体2の各クリップ係止穴3に取り付ける。又、図12に示すように、各取付部30A〜30Fの取付穴31にタッピングスクリュー40をそれぞれ挿入し、各タッピングスクリュー40を車体2側のグロメット4に取り付ける。これで、シルカバー10の車体2への取り付けが完了する。
【0028】
以上説明したように、シルカバー10は、長尺状で、長手方向に沿って曲面に形成された底面部13を有するシルカバー本体11と、底面部13の長手方向に沿って設けられた段差部20と、この段差部20のヒンジ支持端20aから折り曲げ可能に設けられたヒンジ部21と、このヒンジ部21に連結され、ヒンジ部21の折り曲げによって車体取付位置に位置を変更できる取付部30A〜30Fとを備え、段差部20は、高さが長手方向で可変され、ヒンジ支持端20aの長手方向が直線状になるように設定されている。従って、シルカバー本体11の底面部13が長手方向に沿って曲がっているが、底面部13に直接ヒンジ部21が設けられるのではなく、長手方向に沿って高さが可変された段差部20を介してヒンジ部21が設けられるため、ヒンジ部21のヒンジセンターが長手方向に沿って直線状になる。そのため、シルカバー本体11のヒンジ取付側が曲面の底面部13であっても、ヒンジ部21での折り曲げが容易であり、組み付け精度も良い。
【0029】
段差部20の肉厚t1は、シルカバー本体11の厚みt2より厚肉に設けられている。従って、ヒンジ部21は肉厚の段差部20によって支持されるため、ヒンジ部21での折り曲げが容易になると共に、組み付け精度が向上する。
【0030】
また、係止部33と延長底面部13A間を、双方の係止孔33B,係止孔35を利用してビス36にて係止するため、車体取付後においても外れることがない。
【0031】
この実施形態では、自動車用樹脂成形品は、シルカバー10であるが、これ以外の自動車用樹脂成形品に本発明を適用できることはもちろんである。
【0032】
この実施形態では、キャンバー面部はシルカバー本体11の底面部13であるが、底面部13以外であっても本発明を同様に適用できることはもちろんである。
【0033】
この実施形態では、高さ調整部である段差部20は、底面部13の長手方向の全域に亘って設けられているが、ヒンジ部21を設ける位置のみに設けても良い。しかし、この実施形態のように、底面部13の長手方向の全域に設ける方が段差部20、ひいてはシルカバー10の強度がアップし、又、デザイン的にも好ましい。
【0034】
尚、前記実施形態では、シルカバー本体11側をクリップ部14で車体2に取り付けるよう構成したが、取付手段はこれに限定されず、適宜変更可能である。
【符号の説明】
【0035】
10 自動車用樹脂成形品(シルカバー)
11 シルカバー本体(成形品本体)
13 底面部(キャンバー面部)
20 段差部(高さ調整部)
20a ヒンジ支持端
21 ヒンジ部
30A〜30F 取付部
【特許請求の範囲】
【請求項1】
長尺状で、長手方向に沿って曲面に形成されたキャンバー面部を有する成形品本体と、前記キャンバー面部の長手方向に沿って設けられた高さ調整部と、前記高さ調整部のヒンジ支持端から折り曲げ可能に設けられたヒンジ部と、前記ヒンジ部に連結され、前記ヒンジ部の折り曲げによって車体取付位置に位置を変更できる取付部とを備え、
前記高さ調整部は、高さが長手方向で可変され、前記ヒンジ支持端の長手方向が直線状になるように設定されたことを特徴とする自動車用樹脂成形品。
【請求項2】
請求項1記載の自動車用樹脂成形品であって、
前記高さ調整部は、前記成形品本体の厚みより厚肉に設けられたことを特徴とする自動車用樹脂成形品。
【請求項1】
長尺状で、長手方向に沿って曲面に形成されたキャンバー面部を有する成形品本体と、前記キャンバー面部の長手方向に沿って設けられた高さ調整部と、前記高さ調整部のヒンジ支持端から折り曲げ可能に設けられたヒンジ部と、前記ヒンジ部に連結され、前記ヒンジ部の折り曲げによって車体取付位置に位置を変更できる取付部とを備え、
前記高さ調整部は、高さが長手方向で可変され、前記ヒンジ支持端の長手方向が直線状になるように設定されたことを特徴とする自動車用樹脂成形品。
【請求項2】
請求項1記載の自動車用樹脂成形品であって、
前記高さ調整部は、前記成形品本体の厚みより厚肉に設けられたことを特徴とする自動車用樹脂成形品。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2011−31650(P2011−31650A)
【公開日】平成23年2月17日(2011.2.17)
【国際特許分類】
【出願番号】特願2009−177283(P2009−177283)
【出願日】平成21年7月30日(2009.7.30)
【出願人】(504136889)株式会社ファルテック (57)
【Fターム(参考)】
【公開日】平成23年2月17日(2011.2.17)
【国際特許分類】
【出願日】平成21年7月30日(2009.7.30)
【出願人】(504136889)株式会社ファルテック (57)
【Fターム(参考)】
[ Back to top ]