
自動車用樹脂成形部品の製造方法

【課題】耐熱性に優れかつコアバック動作前の板厚2mm以下の薄肉構造の自動車用樹脂成形部品を安価に製造可能な自動車用樹脂成形部品の製造方法を提供する。
【解決手段】本発明では、化学発泡剤を2〜5質量%、クレイを5〜15質量%、ガラス繊維を5〜20質量%、重縮合系ポリマーを60〜88質量%の割合で含む樹脂組成物を使用することで、超微細発泡射出成形工法で使用されていた従来の重縮合系ポリマーの樹脂組成物より流動性を向上させることができ、これにより、耐熱性に優れる重縮合系ポリマーを主成分としたコアバック動作前の板厚2mm以下の薄肉構造のエンジンカバー10を、比較的設備費がかからないコアバック発泡射出成形工法で安価に製造することが可能になる。
【解決手段】本発明では、化学発泡剤を2〜5質量%、クレイを5〜15質量%、ガラス繊維を5〜20質量%、重縮合系ポリマーを60〜88質量%の割合で含む樹脂組成物を使用することで、超微細発泡射出成形工法で使用されていた従来の重縮合系ポリマーの樹脂組成物より流動性を向上させることができ、これにより、耐熱性に優れる重縮合系ポリマーを主成分としたコアバック動作前の板厚2mm以下の薄肉構造のエンジンカバー10を、比較的設備費がかからないコアバック発泡射出成形工法で安価に製造することが可能になる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、エンジンカバー、オイルパン等の薄肉構造の自動車用樹脂成形部品の製造方法に関する。
【背景技術】
【0002】
従来、この種の自動車用樹脂成形部品の製造方法として、ポリアミド組成物を超微細発泡射出成形工法にて発泡成形する製造方法が知られている。その製造方法で用いられるポリアミド組成物は、ポリアミド樹脂50〜75重量%、ガラス繊維15〜35重量%、クレイ5〜25重量%を含んだ構成になっていた(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2005−194532号公報(請求項1、請求項11、段落[0013])
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、上記した超微細発泡射出成形工法では、射出成形時のシリンダーに超臨界流体状態の窒素等を注入するための専用設備が必要になるので、他の発泡樹脂成形工法として知られているコアバック発泡射出成形工法に比べて設備費が高くなり、それに伴って製造コストも高くなっていた。一方、コアバック発泡射出成形工法は、キャビティ内に溶融状態の樹脂を充填してからキャビティを広げて発泡させる工法であるので、樹脂充填時のキャビティの隙間を、成形品の肉厚より小さくしておく必要がある。即ち、超微細発泡射出成形工法よりコアバック発泡射出成形工法の方が、流動性に優れた樹脂組成物を使用する必要がある。このため、従来、コアバック発泡射出成形工法にて、コアバック動作前の板厚2mm以下の薄肉構造物を成形する場合には、流動性が高いポリプロピレンの樹脂組成物が使用されており、ポリアミド組成物は使用されていなかった。しかしながら、ポリプロピレンの樹脂組成物では、耐熱性が不足するという問題が生じていた。
【0005】
本発明は、上記事情に鑑みてなされたもので、耐熱性に優れかつコアバック動作前の板厚2mm以下の薄肉構造の自動車用樹脂成形部品を安価に製造可能な自動車用樹脂成形部品の製造方法の提供を目的とする。
【課題を解決するための手段】
【0006】
本発明者は、ポリプロピレンに比べて耐熱性に優れた重縮合系ポリマーを用いてコアバック発泡射出成形工法にて、コアバック動作前の板厚2mm以下の薄肉構造の自動車用樹脂成形部品を製造する方法を開発すべく、鋭意研究してきたところ、化学発泡剤及びクレイを所定量含む重縮合系ポリマーでは、ガラス繊維の含有率を0から20質量%まで徐々に高くするに従って流動性が向上するという見知を見いだし、本発明を完成するに至った。その本発明とは、次の通りである。
【0007】
(1)請求項1の発明は、化学発泡剤を2〜5質量%、クレイを5〜15質量%、ガラス繊維を5〜20質量%、重縮合系ポリマーを60〜88質量%の割合で含む樹脂組成物を溶融状態にして成形金型(21)のキャビティ(24)に充填してからそのキャビティ(24)を広げるコアバック動作にて発泡させて、前記コアバック動作前の板厚2mm以下の薄肉構造の自動車用樹脂成形部品(10,40,41,42)の製造することを特徴とする自動車用樹脂成形部品(10,40,41,42)の製造方法である。
【0008】
(2)請求項2の発明は、前記自動車用樹脂成形部品(10,40,41,42)の前記コアバック動作前の板厚を1.0〜2.0mmとし、前記コアバック動作後の板厚を2.0〜5.0mmにすることを特徴とする請求項1に記載の自動車用樹脂成形部品(10,40,41,42)の製造方法である。
【0009】
(3)請求項3の発明は、前記自動車用樹脂成形部品(10,40,41,42)は、エンジンカバー(10)、オイルパン(40)、シリンダーヘッドカバー(41)、インテークマニホールド(42)であることを特徴とする請求項1又は2に記載の自動車用樹脂成形部品(10,40,41,42)の製造方法である。
【0010】
[重縮合系ポリマー]
上記した本発明に係る「重縮合系ポリマー」としては、ポリアミド、ポリカーボネート、ポリエステルが挙げられる。これらのうちで、ポリアミドは、ポリカーボネート及びポリエステルに比べて融点が低く、その分、成形が容易である(成形性に優れている)。そして、エンジンカバー、シリンダーヘッドカバー、オイルパン、インテークマニホールド等の自動車用樹脂成形部品が受ける熱に対しては、ポリアミドでも十分耐え得るので、本発明に係る「重縮合系ポリマー」としては、成形性に優れたポリアミドが好ましい。
【0011】
[ガラス繊維]
本発明に係る「ガラス繊維」は、通常使用されるガラス繊維であって、例えば、E−ガラス、S−ガラス、G−ガラス、K−ガラス等のガラス繊維が挙げられる。また、ガラス繊維の平均繊維径が5〜50μm、平均繊維長が100〜600mmのものが好ましく、より好ましくは、平均繊維径が10〜15μm、平均繊維長が300〜400mmのものが好ましい。また、ガラス繊維には、上記した重縮合系ポリマーとの界面接着力を向上させるための表面処理が施されていることが好ましい。
【0012】
[クレイ]
本発明に係る「クレイ」としては、タルク、クレイ、マイカ等が挙げられ、粒径5〜20μmのクレイが好ましい。
【0013】
[化学発泡剤]
本発明に係る「化学発泡剤」としては、アゾジカルボンアミド、アゾジカルボン酸エステル化合物、アゾジカルボン酸塩、テトラゾール系化合物、N,N’−ジニトロソペンタメチレンテトラミン、炭酸水素ナトリウム、クエン酸ナトリウムなどが例示され、これらについては単独でも混合しても用いてもよい。
【0014】
[薄肉構造の自動車用樹脂成形部品]
本発明に係る「薄肉構造」は、全体に対して肉厚が薄い樹脂壁を所定形状に形成してなる構造であり、例えば、樹脂壁を薄皿形状、トレイ形状(お盆形状)、容器形状、筐体形状、ダクト形状等にした構造が、薄肉構造に含まれる。従って、「薄肉構造の自動車用樹脂成形部品」には、例えば、薄皿形状又はトレイ形状のエンジンカバー、シリンダーヘッドカバーや、容器形状のオイルパンや、ダクト形状のインテークマニホールド等が含まれる。
【0015】
[コアバック動作]
本発明に係る「コアバック動作」は、公知なコアバック発泡射出成形工法にて発泡成形品を成形する際に、溶融状態の樹脂をキャビティに充填してからそのキャビティを広げる動作をいう。
【0016】
[自動車用樹脂成形部品の製造方法]
本発明における自動車用樹脂成形部品の製造方法では、化学発泡剤を2〜5質量%、クレイを5〜15質量%、ガラス繊維を5〜20質量%、重縮合系ポリマーを60〜88質量%の割合でドライブレンドした組成物をコアバック型射出発泡成形機にて混錬して溶融状態にしてもよいし、予め「化学発泡剤を2〜5質量%、クレイを5〜15質量%、ガラス繊維を5〜20質量%、重縮合系ポリマーを60〜88質量%の割合で含んでなる樹脂ペレット」を製造しておき、その樹脂ペレットをコアバック型射出発泡成形機に投入して溶融状態してもよい。
【発明の効果】
【0017】
[請求項1の発明]
請求項1の発明によれば、化学発泡剤を2〜5質量%、クレイを5〜15質量%、ガラス繊維を5〜20質量%、重縮合系ポリマーを60〜88質量%の割合で含む樹脂組成物を使用することで、超微細発泡射出成形工法で使用されていた従来の重縮合系ポリマーの樹脂組成物より流動性が向上する。これにより、耐熱性に優れる重縮合系ポリマーを主成分とした、コアバック動作前の板厚2mm以下の薄肉構造の自動車用樹脂成形部品(10,40,41,42)を、比較的設備費がかからないコアバック発泡射出成形工法で安価に製造することが可能になる。ここで、化学発泡剤2〜5質量%と、クレイ5〜15質量%と、ガラス繊維と重縮合系ポリマーとを含有した100質量%の樹脂組成物では、ガラス繊維の含有率を5質量%より小さくしても、20質量%より大きくしても、超微細発泡射出成形工法で使用されていた従来の重縮合系ポリマーの樹脂組成物より流動性が向上することが後に詳説する実験で確認できた。従って、流動性だけを問題にした場合には、ガラス繊維の含有率は5質量%より小さいか、20質量%より大きくしてもよいが、本発明では、ガラス繊維の含有率を5質量%以上にすることにより、薄肉構造の自動車用樹脂成形部品(10,40,41,42)の剛性を上げて振動を抑えることが可能になり、ガラス繊維の含有率を20質量%以下にすることにより薄肉による軽量化の効果が滅殺されることを防ぐことができる。なお、自動車用樹脂成形部品(10,40,41,42)の樹脂壁(11)は、1対の非発泡樹脂層(11A)の間に発泡樹脂層(11B)を挟んだ内部発泡構造になるので、中実の樹脂壁と同じ重さで強度を向上させることができると共に、表面が滑らかになり、自動車用樹脂成形部品(10)の見栄えもよくなるという効果も奏する。
【0018】
[請求項2の発明]
化学発泡剤を2〜5質量%、クレイを5〜15質量%、ガラス繊維を5〜20質量%、重縮合系ポリマーを60〜88質量%の割合で含む樹脂組成物を使用することで、請求項2の発明のように、キャビティ(24)の最少隙間を1.0〜2.0mmにしても、樹脂組成物をキャビティ(24)内にスムーズに充填することが可能になる。そして、コアバック動作によりキャビティ(24)における1.0〜2.0mmの隙間を2.0〜5.0mmまで広げて内部のみが発泡した内部発泡構造の樹脂壁を成形することができる。即ち、肉厚2.0〜5.0mmの樹脂壁で構成された自動車用樹脂成形部品(10,40,41,42)を、肉厚1.0〜2.0mmの中実の樹脂壁で構成された自動車用樹脂成形部品(10,40,41,42)と同じ重さにして強度を向上させることができる。
【0019】
[請求項3の発明]
請求項3の発明によれば、エンジンカバー(10)、オイルパン(40)、シリンダーヘッドカバー(41)、インテークマニホールド(42)を軽量化することができ、これらエンジンカバー(10)等搭載した自動車の燃費を向上させることができる。
【図面の簡単な説明】
【0020】
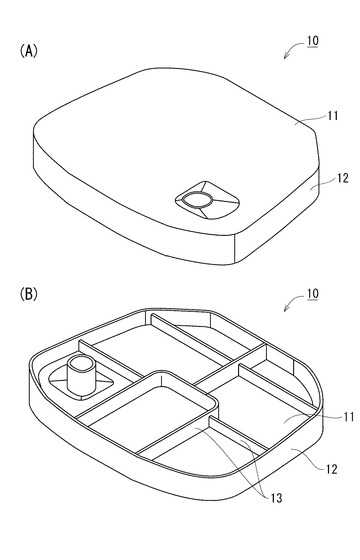
【図1】(A)本発明の実施形態に係るエンジンカバーの上面側斜視図、(B)エンジンカバーの下面側斜視図
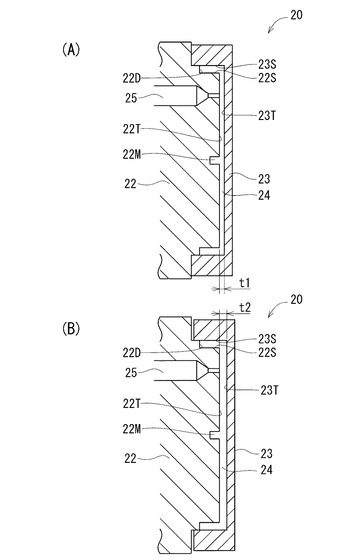
【図2】(A)コアバック動作前の成形金型の側断面図,(B)コアバック動作後の成形金型の側断面図
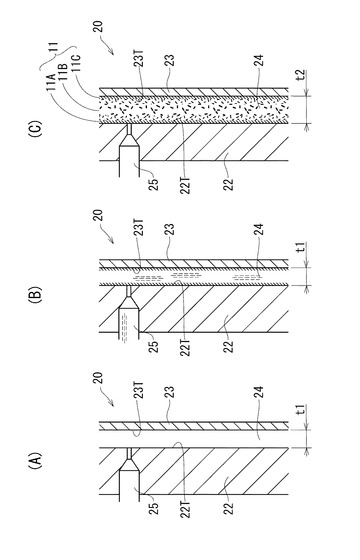
【図3】(A)コアバック動作前の成形金型の拡大側断面図,(B)樹脂充填時の成形金型の拡大側断面図,(C)コアバック動作後の成形金型の拡大側断面図
【図4】本発明の変形例に係るオイルパンの斜視図
【図5】本発明の変形例に係るシリンダーヘッドカバーの斜視図
【図6】本発明の変形例に係るインテークマニホールドの斜視図
【図7】流動性実験の結果を示すグラフ
【発明を実施するための形態】
【0021】
以下、本発明に係る自動車用樹脂成形部品の製造方法の実施形態を、図1〜図3に基づいて説明する。図1に示した本発明に係る「自動車用樹脂成形部品」としてのエンジンカバー10は、ポリアミドを主成分とした樹脂成形品であって、エンジン(図示せず)に上方から対向する主板壁11の外縁部から囲壁12を垂下し、その囲壁12の内側部分に、主板壁11から突出した補強壁13を備えた構造になっている。
【0022】
上記した主板壁11、囲壁12及び補強壁13は、本発明に係る「樹脂壁」に相当する。これら主板壁11、囲壁12及び補強壁13の肉厚は、例えば、3.0mmになっている。詳細には、囲壁12及び補強壁13は、中実構造になっているのに対し、主板壁11は、図3(C)に示すように、1対の非発泡樹脂層11A,11Aの間に発泡樹脂層11Bを挟んだ内部発泡構造になっている。また、それら各非発泡樹脂層11Aの平均肉厚は、0.30〜0.60mmであり、発泡樹脂層11Bの平均肉厚は1.8〜2.4mmになっている。
【0023】
なお、エンジンカバー10のうちエンジンとの対向面には、主板壁11及び補強壁13を覆うように図示しないスポンジ構造の発泡吸音部材が固着されている。
【0024】
本実施形態のエンジンカバー10の構造に関する説明は以上である。次に、このエンジンカバー10の製造方法について説明する。図2(A)には、エンジンカバー10を成形するためのコアバック型射出発泡成形機20に備えた成形金型21が示されている。この成形金型21は、例えば、水平方向に型開き可能な固定型22と可動型23とからなる。その可動型23には、エンジンカバー10の平面形状と同形状の開口を有したメイン凹部23Aが備えられ、固定型22にはそのメイン凹部23A内に嵌合可能なメイン突部22Aが設けられている。そして、メイン凹部23Aにメイン突部22Aを突入させて固定型22と可動型23とが型閉じされ、その型閉じ状態で、メイン凹部23Aの奥面及び内側面と、メイン突部22Aの先端面及び外側面との間にエンジンカバー10を成形するためのキャビティ24が形成される。
【0025】
より具体的には、固定型22と可動型23のうち開閉方向(水平方向)で対向する対向面22T,23Tの間でエンジンカバー10の主板壁11が成形され、固定型22側の対向面に陥没形成された溝部22Mで補強壁13が成形され、さらに、メイン凹部23Aの内側面23Sと、メイン突部22Aの外側面22Sとの間で囲壁12が成形される。また、固定型22のうちメイン突部22Aの外側面に形成された段差面22Dによって囲壁12の端面が成形される。そして、固定型22には、コアバック型射出発泡成形機20のシリンダー(図示せず)に連通したライナー25が形成され、そのライナー25からキャビティ24内に溶融状態の樹脂組成物が充填される。
【0026】
さて、成形金型21は、型閉じ状態になると、図2(A)に示すように、可動型23が固定型22の所定箇所に当接して全閉位置に位置決めされる。そして、図2(B)に示すように、全閉位置から可動型23を所定量だけ固定型22から離脱する側に後退させたコアバック位置に保持可能となっている。その可動型23が全閉位置からコアバック位置に移動する動作(本発明に係る「コアバック動作」に相当する)により、キャビティ24のうち固定型22及び可動型23の対向面22T,23Tの間の隙間が広げられる。具体的には、コアバック動作前は、キャビティ24における固定型22及び可動型23の対向面22T,23Tの間の隙間が1.5mm(図2(A)の「t1」参照)になっており、コアバック動作後には、その隙間が3.0mm(図2(B)の「t2」参照)まで広げられる。
【0027】
さて、コアバック型射出発泡成形機20に投入する樹脂組成物としては、化学発泡剤2〜5質量%、ガラス繊維を5〜20質量%、クレイを5〜15質量%、重縮合系ポリマーを60〜88質量%の割合で含んだ樹脂組成物を使用する。この樹脂組成物は、例えば、上記組成で溶融混連したものを予めペレットに成形しておき、そのペレットをコアバック型射出発泡成形機20の図示しないシリンダに投入する。なお、化学発泡剤2〜5質量%、ガラス繊維を5〜20質量%、クレイを5〜15質量、重縮合系ポリマーを60〜88質量%の割合でドライブレンドしてシリンダに投入してもよい。
【0028】
次いで、可動型23を全閉位置に配置した状態で(図2(A)及び図3(A)参照)、溶融状態の樹脂組成物をライナー25からキャビティ24に充填する(図3(B)参照)。すると、溶融状態の樹脂組成物が、従来は不可能であったキャビティ24における1.5mmの隙間にスムーズに充填される。そして、樹脂組成物がキャビティ24全体に行き渡ったら、図3(B)に示すように、樹脂組成物の表面部分のみが固化して内部が溶融状態になっている間に可動型23を全閉位置からコアバック位置に移動する。これにより、上記した1.5mmの隙間が3.0mmまで広げられて、溶融状態の樹脂組成物が発泡する。この結果、エンジンカバー10の主板壁11が、図3(C)に示すように、1対の非発泡樹脂層11A,11Aの間に発泡樹脂層11Bを挟んだ内部発泡構造になり、肉厚3.0mmの主板壁11を、肉厚1.5mmの中実の樹脂壁と同じ重さで強度を向上させることができる。
【0029】
キャビティ24内の樹脂全体が固化したら、可動型23を固定型22から離間させて成形金型21からエンジンカバー10を取り出す。その後、エンジンカバー10を図示しない発泡成形金型にインサートして、図示しないスポンジ構造の吸音発泡部材を成形し、エンジンカバー10の全ての製造工程が完了する。
【0030】
このように本実施形態のエンジンカバー10の製造方法によれば、化学発泡剤を2〜5質量%、クレイを5〜15質量%、ガラス繊維を5〜20質量%、重縮合系ポリマーを60〜88質量%の割合で含む樹脂組成物を使用することで、超微細発泡射出成形工法で使用されていた従来の重縮合系ポリマーの樹脂組成物より流動性を向上させることができ、これにより、耐熱性に優れる重縮合系ポリマーを主成分としたコアバック動作前の板厚2mm以下の薄肉構造のエンジンカバー10を、比較的設備費がかからないコアバック発泡射出成形工法で安価に製造することが可能になる。これに加え、エンジンカバー10の主板壁11が内部発泡構造になり、中実の樹脂壁と同じ重さで強度を向上させることができ、さらに、表面が滑らかになってエンジンカバー10の見栄えもよくなる。
【0031】
[他の実施形態]
本発明は、前記実施形態に限定されるものではなく、上記以外にも要旨を逸脱しない範囲内で種々変更して実施することができる。例えば、図4に示した容器構造のオイルパン40や、図5に示したトレイ構造のシリンダーヘッドカバー41、図6に示したダクト形状のインテークマニホールド42に本発明を適用してもよい。
【実施例】
【0032】
重縮合系ポリマーにガラス繊維、化学発泡剤及びクレイを含有させるか否か又はその含有量によって、重縮合系ポリマーの組成物の流動性がどのように変化するかを調べるために、表1に示した実験1〜6を行った。実験1〜6では、本発明に係る「重縮合系ポリマー」としてポリアミド(宇部興産株式会社製)、「ガラス繊維」としてK−ガラス、「クレイ」として粒径10μmのタルク、「化学発泡剤」として永和化成工業株式会社製の商品名ポリスレンを使用した。具体的には以下の通りである。
【0033】
実験1:表1に示すように、発泡剤、タルク、ガラス繊維を含まないポリアミド100質量%の流動性L/t[mm]を計測し、次いで、ガラス繊維とポリアミドとからなる樹脂組成物100質量%のうちガラス繊維の含有量を0,4,8,12,16,20質量%と変化させて、流動性L/t[mm]を計測した。
【0034】
実験2:タルク12質量%とポリアミド88質量%とからなる樹脂組成物100質量%の流動性L/t[mm]を計測し、次いで、タルク12質量%とガラス繊維とポリアミドとからなる樹脂組成物100質量%のうちガラス繊維の含有量を0,4,8,12,16,20質量%と変化させて、流動性L/t[mm]を計測した。
【0035】
実験3:タルクの含有率が24質量%であること以外は、実験2と同じである。
【0036】
実験4:化学発泡剤3質量%とポリアミド97質量%とからなる樹脂組成物100質量%の流動性L/t[mm]を計測し、次いで、化学発泡剤3質量%とガラス繊維とポリアミドとからなる樹脂組成物100質量%のうちガラス繊維の含有量を0,4,8,12,16,20質量%と変化させて、流動性L/t[mm]を計測した。
【0037】
実験5:化学発泡剤3質量%とタルク12質量%とポリアミド85質量%とからなる樹脂組成物100質量%の流動性L/t[mm]を計測し、次いで、化学発泡剤3質量%とタルク12質量%とガラス繊維とポリアミドとからなる樹脂組成物100質量%のうちガラス繊維の含有量を0,4,8,12,16,20質量%と変化させて、流動性L/t[mm]を計測した。
【0038】
実験6:タルクの含有率が24質量%であること以外は、実験5と同じである。
【0039】
<試験条件>
上記各実験のそれぞれ6種類ずつ計36種類の樹脂組成物を、下記試験条件でキャビティ内に射出して流動長を測定した。
射出成形機:日精樹脂工業株式会社製P340E5ASE(型締め40ton)
スクリュー径 :26mm
シリンダー温度 :270℃
射出速度 :120mm/s
射出圧力 :50MPa
成形金型のキャビティ幅 : 15mm
成形金型のキャビティ厚さ: 1mm
成形金型のキャビティ長さ:350mm
【0040】
<実験結果>
実験1〜6の実験結果(即ち、樹脂組成物の流動長)は、表1と図7に示されている。この実験結果から、化学発泡剤3質量%と、クレイ12質量%と、ガラス繊維5〜20質量%と重縮合系ポリマーとを含有した100質量%の樹脂組成物では、超微細発泡射出成形工法で使用されていた従来の重縮合系ポリマーの樹脂組成物(実験2,3)より流動性が高くなることを確認することができた。ここで、実験は行っていないが、実験5におけるタルクの含有率を12質量%から15質量%に変更した場合の推定のグラフ1は、図7に示すように、実験5と実験6のグラフの間を所定の比率倍した位置に描くことができ、実験5におけるタルクの含有率を12質量%から5質量%に変更した場合の推定のグラフ2も同様に、実験5と実験4のグラフの間を所定の比率倍した位置に描くことができると思われる。また、上記実験結果のように化学発泡剤を含有させると流動性が向上する理由は、化学発泡剤が樹脂組成物に対して可塑剤として作用すると共に、発泡剤の発泡ガスが樹脂組成物と金型の流動抵抗を緩和する役割を果たしているためであると推測される。そして、化学発泡剤が2質量%以上であれば、上記実験の化学発泡剤3質量%と同様に、本発明に係る樹脂組成物全体を発泡するので、従来の樹脂組成物より流動性が高くなり、また、化学発泡剤が5質量%以上であると成形品の表面品質が低下するので、化学発泡剤は2〜5質量%が好ましいと推測される。これらから、本発明も目的を達成するには、即ち、耐熱性に優れかつコアバック動作前の板厚2mm以下の薄肉構造の自動車用樹脂成形部品を安価に製造するためには、化学発泡剤を2〜5質量%、クレイを5〜15質量%、ガラス繊維を5〜20質量%、重縮合系ポリマーを60〜88質量%の割合で含む樹脂組成物を使用することが好ましいと推定される。
【表1】

【符号の説明】
【0041】
10 エンジンカバー
11 主板壁(内部発泡樹脂壁)
11A 各非発泡樹脂層
11B 発泡樹脂層
12 囲壁
13 補強壁
20 コアバック型射出発泡成形機
21 成形金型
24 キャビティ
40 オイルパン
41 シリンダーヘッドカバー
42 インテークマニホールド
【技術分野】
【0001】
本発明は、エンジンカバー、オイルパン等の薄肉構造の自動車用樹脂成形部品の製造方法に関する。
【背景技術】
【0002】
従来、この種の自動車用樹脂成形部品の製造方法として、ポリアミド組成物を超微細発泡射出成形工法にて発泡成形する製造方法が知られている。その製造方法で用いられるポリアミド組成物は、ポリアミド樹脂50〜75重量%、ガラス繊維15〜35重量%、クレイ5〜25重量%を含んだ構成になっていた(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2005−194532号公報(請求項1、請求項11、段落[0013])
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、上記した超微細発泡射出成形工法では、射出成形時のシリンダーに超臨界流体状態の窒素等を注入するための専用設備が必要になるので、他の発泡樹脂成形工法として知られているコアバック発泡射出成形工法に比べて設備費が高くなり、それに伴って製造コストも高くなっていた。一方、コアバック発泡射出成形工法は、キャビティ内に溶融状態の樹脂を充填してからキャビティを広げて発泡させる工法であるので、樹脂充填時のキャビティの隙間を、成形品の肉厚より小さくしておく必要がある。即ち、超微細発泡射出成形工法よりコアバック発泡射出成形工法の方が、流動性に優れた樹脂組成物を使用する必要がある。このため、従来、コアバック発泡射出成形工法にて、コアバック動作前の板厚2mm以下の薄肉構造物を成形する場合には、流動性が高いポリプロピレンの樹脂組成物が使用されており、ポリアミド組成物は使用されていなかった。しかしながら、ポリプロピレンの樹脂組成物では、耐熱性が不足するという問題が生じていた。
【0005】
本発明は、上記事情に鑑みてなされたもので、耐熱性に優れかつコアバック動作前の板厚2mm以下の薄肉構造の自動車用樹脂成形部品を安価に製造可能な自動車用樹脂成形部品の製造方法の提供を目的とする。
【課題を解決するための手段】
【0006】
本発明者は、ポリプロピレンに比べて耐熱性に優れた重縮合系ポリマーを用いてコアバック発泡射出成形工法にて、コアバック動作前の板厚2mm以下の薄肉構造の自動車用樹脂成形部品を製造する方法を開発すべく、鋭意研究してきたところ、化学発泡剤及びクレイを所定量含む重縮合系ポリマーでは、ガラス繊維の含有率を0から20質量%まで徐々に高くするに従って流動性が向上するという見知を見いだし、本発明を完成するに至った。その本発明とは、次の通りである。
【0007】
(1)請求項1の発明は、化学発泡剤を2〜5質量%、クレイを5〜15質量%、ガラス繊維を5〜20質量%、重縮合系ポリマーを60〜88質量%の割合で含む樹脂組成物を溶融状態にして成形金型(21)のキャビティ(24)に充填してからそのキャビティ(24)を広げるコアバック動作にて発泡させて、前記コアバック動作前の板厚2mm以下の薄肉構造の自動車用樹脂成形部品(10,40,41,42)の製造することを特徴とする自動車用樹脂成形部品(10,40,41,42)の製造方法である。
【0008】
(2)請求項2の発明は、前記自動車用樹脂成形部品(10,40,41,42)の前記コアバック動作前の板厚を1.0〜2.0mmとし、前記コアバック動作後の板厚を2.0〜5.0mmにすることを特徴とする請求項1に記載の自動車用樹脂成形部品(10,40,41,42)の製造方法である。
【0009】
(3)請求項3の発明は、前記自動車用樹脂成形部品(10,40,41,42)は、エンジンカバー(10)、オイルパン(40)、シリンダーヘッドカバー(41)、インテークマニホールド(42)であることを特徴とする請求項1又は2に記載の自動車用樹脂成形部品(10,40,41,42)の製造方法である。
【0010】
[重縮合系ポリマー]
上記した本発明に係る「重縮合系ポリマー」としては、ポリアミド、ポリカーボネート、ポリエステルが挙げられる。これらのうちで、ポリアミドは、ポリカーボネート及びポリエステルに比べて融点が低く、その分、成形が容易である(成形性に優れている)。そして、エンジンカバー、シリンダーヘッドカバー、オイルパン、インテークマニホールド等の自動車用樹脂成形部品が受ける熱に対しては、ポリアミドでも十分耐え得るので、本発明に係る「重縮合系ポリマー」としては、成形性に優れたポリアミドが好ましい。
【0011】
[ガラス繊維]
本発明に係る「ガラス繊維」は、通常使用されるガラス繊維であって、例えば、E−ガラス、S−ガラス、G−ガラス、K−ガラス等のガラス繊維が挙げられる。また、ガラス繊維の平均繊維径が5〜50μm、平均繊維長が100〜600mmのものが好ましく、より好ましくは、平均繊維径が10〜15μm、平均繊維長が300〜400mmのものが好ましい。また、ガラス繊維には、上記した重縮合系ポリマーとの界面接着力を向上させるための表面処理が施されていることが好ましい。
【0012】
[クレイ]
本発明に係る「クレイ」としては、タルク、クレイ、マイカ等が挙げられ、粒径5〜20μmのクレイが好ましい。
【0013】
[化学発泡剤]
本発明に係る「化学発泡剤」としては、アゾジカルボンアミド、アゾジカルボン酸エステル化合物、アゾジカルボン酸塩、テトラゾール系化合物、N,N’−ジニトロソペンタメチレンテトラミン、炭酸水素ナトリウム、クエン酸ナトリウムなどが例示され、これらについては単独でも混合しても用いてもよい。
【0014】
[薄肉構造の自動車用樹脂成形部品]
本発明に係る「薄肉構造」は、全体に対して肉厚が薄い樹脂壁を所定形状に形成してなる構造であり、例えば、樹脂壁を薄皿形状、トレイ形状(お盆形状)、容器形状、筐体形状、ダクト形状等にした構造が、薄肉構造に含まれる。従って、「薄肉構造の自動車用樹脂成形部品」には、例えば、薄皿形状又はトレイ形状のエンジンカバー、シリンダーヘッドカバーや、容器形状のオイルパンや、ダクト形状のインテークマニホールド等が含まれる。
【0015】
[コアバック動作]
本発明に係る「コアバック動作」は、公知なコアバック発泡射出成形工法にて発泡成形品を成形する際に、溶融状態の樹脂をキャビティに充填してからそのキャビティを広げる動作をいう。
【0016】
[自動車用樹脂成形部品の製造方法]
本発明における自動車用樹脂成形部品の製造方法では、化学発泡剤を2〜5質量%、クレイを5〜15質量%、ガラス繊維を5〜20質量%、重縮合系ポリマーを60〜88質量%の割合でドライブレンドした組成物をコアバック型射出発泡成形機にて混錬して溶融状態にしてもよいし、予め「化学発泡剤を2〜5質量%、クレイを5〜15質量%、ガラス繊維を5〜20質量%、重縮合系ポリマーを60〜88質量%の割合で含んでなる樹脂ペレット」を製造しておき、その樹脂ペレットをコアバック型射出発泡成形機に投入して溶融状態してもよい。
【発明の効果】
【0017】
[請求項1の発明]
請求項1の発明によれば、化学発泡剤を2〜5質量%、クレイを5〜15質量%、ガラス繊維を5〜20質量%、重縮合系ポリマーを60〜88質量%の割合で含む樹脂組成物を使用することで、超微細発泡射出成形工法で使用されていた従来の重縮合系ポリマーの樹脂組成物より流動性が向上する。これにより、耐熱性に優れる重縮合系ポリマーを主成分とした、コアバック動作前の板厚2mm以下の薄肉構造の自動車用樹脂成形部品(10,40,41,42)を、比較的設備費がかからないコアバック発泡射出成形工法で安価に製造することが可能になる。ここで、化学発泡剤2〜5質量%と、クレイ5〜15質量%と、ガラス繊維と重縮合系ポリマーとを含有した100質量%の樹脂組成物では、ガラス繊維の含有率を5質量%より小さくしても、20質量%より大きくしても、超微細発泡射出成形工法で使用されていた従来の重縮合系ポリマーの樹脂組成物より流動性が向上することが後に詳説する実験で確認できた。従って、流動性だけを問題にした場合には、ガラス繊維の含有率は5質量%より小さいか、20質量%より大きくしてもよいが、本発明では、ガラス繊維の含有率を5質量%以上にすることにより、薄肉構造の自動車用樹脂成形部品(10,40,41,42)の剛性を上げて振動を抑えることが可能になり、ガラス繊維の含有率を20質量%以下にすることにより薄肉による軽量化の効果が滅殺されることを防ぐことができる。なお、自動車用樹脂成形部品(10,40,41,42)の樹脂壁(11)は、1対の非発泡樹脂層(11A)の間に発泡樹脂層(11B)を挟んだ内部発泡構造になるので、中実の樹脂壁と同じ重さで強度を向上させることができると共に、表面が滑らかになり、自動車用樹脂成形部品(10)の見栄えもよくなるという効果も奏する。
【0018】
[請求項2の発明]
化学発泡剤を2〜5質量%、クレイを5〜15質量%、ガラス繊維を5〜20質量%、重縮合系ポリマーを60〜88質量%の割合で含む樹脂組成物を使用することで、請求項2の発明のように、キャビティ(24)の最少隙間を1.0〜2.0mmにしても、樹脂組成物をキャビティ(24)内にスムーズに充填することが可能になる。そして、コアバック動作によりキャビティ(24)における1.0〜2.0mmの隙間を2.0〜5.0mmまで広げて内部のみが発泡した内部発泡構造の樹脂壁を成形することができる。即ち、肉厚2.0〜5.0mmの樹脂壁で構成された自動車用樹脂成形部品(10,40,41,42)を、肉厚1.0〜2.0mmの中実の樹脂壁で構成された自動車用樹脂成形部品(10,40,41,42)と同じ重さにして強度を向上させることができる。
【0019】
[請求項3の発明]
請求項3の発明によれば、エンジンカバー(10)、オイルパン(40)、シリンダーヘッドカバー(41)、インテークマニホールド(42)を軽量化することができ、これらエンジンカバー(10)等搭載した自動車の燃費を向上させることができる。
【図面の簡単な説明】
【0020】
【図1】(A)本発明の実施形態に係るエンジンカバーの上面側斜視図、(B)エンジンカバーの下面側斜視図
【図2】(A)コアバック動作前の成形金型の側断面図,(B)コアバック動作後の成形金型の側断面図
【図3】(A)コアバック動作前の成形金型の拡大側断面図,(B)樹脂充填時の成形金型の拡大側断面図,(C)コアバック動作後の成形金型の拡大側断面図
【図4】本発明の変形例に係るオイルパンの斜視図
【図5】本発明の変形例に係るシリンダーヘッドカバーの斜視図
【図6】本発明の変形例に係るインテークマニホールドの斜視図
【図7】流動性実験の結果を示すグラフ
【発明を実施するための形態】
【0021】
以下、本発明に係る自動車用樹脂成形部品の製造方法の実施形態を、図1〜図3に基づいて説明する。図1に示した本発明に係る「自動車用樹脂成形部品」としてのエンジンカバー10は、ポリアミドを主成分とした樹脂成形品であって、エンジン(図示せず)に上方から対向する主板壁11の外縁部から囲壁12を垂下し、その囲壁12の内側部分に、主板壁11から突出した補強壁13を備えた構造になっている。
【0022】
上記した主板壁11、囲壁12及び補強壁13は、本発明に係る「樹脂壁」に相当する。これら主板壁11、囲壁12及び補強壁13の肉厚は、例えば、3.0mmになっている。詳細には、囲壁12及び補強壁13は、中実構造になっているのに対し、主板壁11は、図3(C)に示すように、1対の非発泡樹脂層11A,11Aの間に発泡樹脂層11Bを挟んだ内部発泡構造になっている。また、それら各非発泡樹脂層11Aの平均肉厚は、0.30〜0.60mmであり、発泡樹脂層11Bの平均肉厚は1.8〜2.4mmになっている。
【0023】
なお、エンジンカバー10のうちエンジンとの対向面には、主板壁11及び補強壁13を覆うように図示しないスポンジ構造の発泡吸音部材が固着されている。
【0024】
本実施形態のエンジンカバー10の構造に関する説明は以上である。次に、このエンジンカバー10の製造方法について説明する。図2(A)には、エンジンカバー10を成形するためのコアバック型射出発泡成形機20に備えた成形金型21が示されている。この成形金型21は、例えば、水平方向に型開き可能な固定型22と可動型23とからなる。その可動型23には、エンジンカバー10の平面形状と同形状の開口を有したメイン凹部23Aが備えられ、固定型22にはそのメイン凹部23A内に嵌合可能なメイン突部22Aが設けられている。そして、メイン凹部23Aにメイン突部22Aを突入させて固定型22と可動型23とが型閉じされ、その型閉じ状態で、メイン凹部23Aの奥面及び内側面と、メイン突部22Aの先端面及び外側面との間にエンジンカバー10を成形するためのキャビティ24が形成される。
【0025】
より具体的には、固定型22と可動型23のうち開閉方向(水平方向)で対向する対向面22T,23Tの間でエンジンカバー10の主板壁11が成形され、固定型22側の対向面に陥没形成された溝部22Mで補強壁13が成形され、さらに、メイン凹部23Aの内側面23Sと、メイン突部22Aの外側面22Sとの間で囲壁12が成形される。また、固定型22のうちメイン突部22Aの外側面に形成された段差面22Dによって囲壁12の端面が成形される。そして、固定型22には、コアバック型射出発泡成形機20のシリンダー(図示せず)に連通したライナー25が形成され、そのライナー25からキャビティ24内に溶融状態の樹脂組成物が充填される。
【0026】
さて、成形金型21は、型閉じ状態になると、図2(A)に示すように、可動型23が固定型22の所定箇所に当接して全閉位置に位置決めされる。そして、図2(B)に示すように、全閉位置から可動型23を所定量だけ固定型22から離脱する側に後退させたコアバック位置に保持可能となっている。その可動型23が全閉位置からコアバック位置に移動する動作(本発明に係る「コアバック動作」に相当する)により、キャビティ24のうち固定型22及び可動型23の対向面22T,23Tの間の隙間が広げられる。具体的には、コアバック動作前は、キャビティ24における固定型22及び可動型23の対向面22T,23Tの間の隙間が1.5mm(図2(A)の「t1」参照)になっており、コアバック動作後には、その隙間が3.0mm(図2(B)の「t2」参照)まで広げられる。
【0027】
さて、コアバック型射出発泡成形機20に投入する樹脂組成物としては、化学発泡剤2〜5質量%、ガラス繊維を5〜20質量%、クレイを5〜15質量%、重縮合系ポリマーを60〜88質量%の割合で含んだ樹脂組成物を使用する。この樹脂組成物は、例えば、上記組成で溶融混連したものを予めペレットに成形しておき、そのペレットをコアバック型射出発泡成形機20の図示しないシリンダに投入する。なお、化学発泡剤2〜5質量%、ガラス繊維を5〜20質量%、クレイを5〜15質量、重縮合系ポリマーを60〜88質量%の割合でドライブレンドしてシリンダに投入してもよい。
【0028】
次いで、可動型23を全閉位置に配置した状態で(図2(A)及び図3(A)参照)、溶融状態の樹脂組成物をライナー25からキャビティ24に充填する(図3(B)参照)。すると、溶融状態の樹脂組成物が、従来は不可能であったキャビティ24における1.5mmの隙間にスムーズに充填される。そして、樹脂組成物がキャビティ24全体に行き渡ったら、図3(B)に示すように、樹脂組成物の表面部分のみが固化して内部が溶融状態になっている間に可動型23を全閉位置からコアバック位置に移動する。これにより、上記した1.5mmの隙間が3.0mmまで広げられて、溶融状態の樹脂組成物が発泡する。この結果、エンジンカバー10の主板壁11が、図3(C)に示すように、1対の非発泡樹脂層11A,11Aの間に発泡樹脂層11Bを挟んだ内部発泡構造になり、肉厚3.0mmの主板壁11を、肉厚1.5mmの中実の樹脂壁と同じ重さで強度を向上させることができる。
【0029】
キャビティ24内の樹脂全体が固化したら、可動型23を固定型22から離間させて成形金型21からエンジンカバー10を取り出す。その後、エンジンカバー10を図示しない発泡成形金型にインサートして、図示しないスポンジ構造の吸音発泡部材を成形し、エンジンカバー10の全ての製造工程が完了する。
【0030】
このように本実施形態のエンジンカバー10の製造方法によれば、化学発泡剤を2〜5質量%、クレイを5〜15質量%、ガラス繊維を5〜20質量%、重縮合系ポリマーを60〜88質量%の割合で含む樹脂組成物を使用することで、超微細発泡射出成形工法で使用されていた従来の重縮合系ポリマーの樹脂組成物より流動性を向上させることができ、これにより、耐熱性に優れる重縮合系ポリマーを主成分としたコアバック動作前の板厚2mm以下の薄肉構造のエンジンカバー10を、比較的設備費がかからないコアバック発泡射出成形工法で安価に製造することが可能になる。これに加え、エンジンカバー10の主板壁11が内部発泡構造になり、中実の樹脂壁と同じ重さで強度を向上させることができ、さらに、表面が滑らかになってエンジンカバー10の見栄えもよくなる。
【0031】
[他の実施形態]
本発明は、前記実施形態に限定されるものではなく、上記以外にも要旨を逸脱しない範囲内で種々変更して実施することができる。例えば、図4に示した容器構造のオイルパン40や、図5に示したトレイ構造のシリンダーヘッドカバー41、図6に示したダクト形状のインテークマニホールド42に本発明を適用してもよい。
【実施例】
【0032】
重縮合系ポリマーにガラス繊維、化学発泡剤及びクレイを含有させるか否か又はその含有量によって、重縮合系ポリマーの組成物の流動性がどのように変化するかを調べるために、表1に示した実験1〜6を行った。実験1〜6では、本発明に係る「重縮合系ポリマー」としてポリアミド(宇部興産株式会社製)、「ガラス繊維」としてK−ガラス、「クレイ」として粒径10μmのタルク、「化学発泡剤」として永和化成工業株式会社製の商品名ポリスレンを使用した。具体的には以下の通りである。
【0033】
実験1:表1に示すように、発泡剤、タルク、ガラス繊維を含まないポリアミド100質量%の流動性L/t[mm]を計測し、次いで、ガラス繊維とポリアミドとからなる樹脂組成物100質量%のうちガラス繊維の含有量を0,4,8,12,16,20質量%と変化させて、流動性L/t[mm]を計測した。
【0034】
実験2:タルク12質量%とポリアミド88質量%とからなる樹脂組成物100質量%の流動性L/t[mm]を計測し、次いで、タルク12質量%とガラス繊維とポリアミドとからなる樹脂組成物100質量%のうちガラス繊維の含有量を0,4,8,12,16,20質量%と変化させて、流動性L/t[mm]を計測した。
【0035】
実験3:タルクの含有率が24質量%であること以外は、実験2と同じである。
【0036】
実験4:化学発泡剤3質量%とポリアミド97質量%とからなる樹脂組成物100質量%の流動性L/t[mm]を計測し、次いで、化学発泡剤3質量%とガラス繊維とポリアミドとからなる樹脂組成物100質量%のうちガラス繊維の含有量を0,4,8,12,16,20質量%と変化させて、流動性L/t[mm]を計測した。
【0037】
実験5:化学発泡剤3質量%とタルク12質量%とポリアミド85質量%とからなる樹脂組成物100質量%の流動性L/t[mm]を計測し、次いで、化学発泡剤3質量%とタルク12質量%とガラス繊維とポリアミドとからなる樹脂組成物100質量%のうちガラス繊維の含有量を0,4,8,12,16,20質量%と変化させて、流動性L/t[mm]を計測した。
【0038】
実験6:タルクの含有率が24質量%であること以外は、実験5と同じである。
【0039】
<試験条件>
上記各実験のそれぞれ6種類ずつ計36種類の樹脂組成物を、下記試験条件でキャビティ内に射出して流動長を測定した。
射出成形機:日精樹脂工業株式会社製P340E5ASE(型締め40ton)
スクリュー径 :26mm
シリンダー温度 :270℃
射出速度 :120mm/s
射出圧力 :50MPa
成形金型のキャビティ幅 : 15mm
成形金型のキャビティ厚さ: 1mm
成形金型のキャビティ長さ:350mm
【0040】
<実験結果>
実験1〜6の実験結果(即ち、樹脂組成物の流動長)は、表1と図7に示されている。この実験結果から、化学発泡剤3質量%と、クレイ12質量%と、ガラス繊維5〜20質量%と重縮合系ポリマーとを含有した100質量%の樹脂組成物では、超微細発泡射出成形工法で使用されていた従来の重縮合系ポリマーの樹脂組成物(実験2,3)より流動性が高くなることを確認することができた。ここで、実験は行っていないが、実験5におけるタルクの含有率を12質量%から15質量%に変更した場合の推定のグラフ1は、図7に示すように、実験5と実験6のグラフの間を所定の比率倍した位置に描くことができ、実験5におけるタルクの含有率を12質量%から5質量%に変更した場合の推定のグラフ2も同様に、実験5と実験4のグラフの間を所定の比率倍した位置に描くことができると思われる。また、上記実験結果のように化学発泡剤を含有させると流動性が向上する理由は、化学発泡剤が樹脂組成物に対して可塑剤として作用すると共に、発泡剤の発泡ガスが樹脂組成物と金型の流動抵抗を緩和する役割を果たしているためであると推測される。そして、化学発泡剤が2質量%以上であれば、上記実験の化学発泡剤3質量%と同様に、本発明に係る樹脂組成物全体を発泡するので、従来の樹脂組成物より流動性が高くなり、また、化学発泡剤が5質量%以上であると成形品の表面品質が低下するので、化学発泡剤は2〜5質量%が好ましいと推測される。これらから、本発明も目的を達成するには、即ち、耐熱性に優れかつコアバック動作前の板厚2mm以下の薄肉構造の自動車用樹脂成形部品を安価に製造するためには、化学発泡剤を2〜5質量%、クレイを5〜15質量%、ガラス繊維を5〜20質量%、重縮合系ポリマーを60〜88質量%の割合で含む樹脂組成物を使用することが好ましいと推定される。
【表1】
【符号の説明】
【0041】
10 エンジンカバー
11 主板壁(内部発泡樹脂壁)
11A 各非発泡樹脂層
11B 発泡樹脂層
12 囲壁
13 補強壁
20 コアバック型射出発泡成形機
21 成形金型
24 キャビティ
40 オイルパン
41 シリンダーヘッドカバー
42 インテークマニホールド
【特許請求の範囲】
【請求項1】
化学発泡剤を2〜5質量%、クレイを5〜15質量%、ガラス繊維を5〜20質量%、重縮合系ポリマーを60〜88質量%の割合で含む樹脂組成物を溶融状態にして成形金型(21)のキャビティ(24)に充填してからそのキャビティ(24)を広げるコアバック動作にて発泡させて、前記コアバック動作前の板厚2mm以下の薄肉構造の自動車用樹脂成形部品(10,40,41,42)の製造することを特徴とする自動車用樹脂成形部品(10,40,41,42)の製造方法。
【請求項2】
前記自動車用樹脂成形部品(10,40,41,42)の前記コアバック動作前の板厚を1.0〜2.0mmとし、前記コアバック動作後の板厚を2.0〜5.0mmにすることを特徴とする請求項1に記載の自動車用樹脂成形部品(10,40,41,42)の製造方法。
【請求項3】
前記自動車用樹脂成形部品(10,40,41,42)は、エンジンカバー(10)、オイルパン(40)、シリンダーヘッドカバー(41)、インテークマニホールド(42)であることを特徴とする請求項1又は2に記載の自動車用樹脂成形部品(10,40,41,42)の製造方法。
【請求項1】
化学発泡剤を2〜5質量%、クレイを5〜15質量%、ガラス繊維を5〜20質量%、重縮合系ポリマーを60〜88質量%の割合で含む樹脂組成物を溶融状態にして成形金型(21)のキャビティ(24)に充填してからそのキャビティ(24)を広げるコアバック動作にて発泡させて、前記コアバック動作前の板厚2mm以下の薄肉構造の自動車用樹脂成形部品(10,40,41,42)の製造することを特徴とする自動車用樹脂成形部品(10,40,41,42)の製造方法。
【請求項2】
前記自動車用樹脂成形部品(10,40,41,42)の前記コアバック動作前の板厚を1.0〜2.0mmとし、前記コアバック動作後の板厚を2.0〜5.0mmにすることを特徴とする請求項1に記載の自動車用樹脂成形部品(10,40,41,42)の製造方法。
【請求項3】
前記自動車用樹脂成形部品(10,40,41,42)は、エンジンカバー(10)、オイルパン(40)、シリンダーヘッドカバー(41)、インテークマニホールド(42)であることを特徴とする請求項1又は2に記載の自動車用樹脂成形部品(10,40,41,42)の製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】

【図6】
【図7】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2010−264679(P2010−264679A)
【公開日】平成22年11月25日(2010.11.25)
【国際特許分類】
【出願番号】特願2009−118539(P2009−118539)
【出願日】平成21年5月15日(2009.5.15)
【出願人】(000204033)太平洋工業株式会社 (143)
【Fターム(参考)】
【公開日】平成22年11月25日(2010.11.25)
【国際特許分類】
【出願日】平成21年5月15日(2009.5.15)
【出願人】(000204033)太平洋工業株式会社 (143)
【Fターム(参考)】
[ Back to top ]