
自動車窓ガラス
自動車窓ガラス構成材の印刷方法および自動車窓ガラス構成材を記載する。該方法は、窓ガラス構成材のある幅を有する第1部分をインクスプレーを用いて印刷して第1インク密度を得、該インク密度が第1部分の幅に亘って一定とし;前記窓ガラス構成材のある幅を有する第2部分もインクスプレーを用いて印刷し;該第2部分に隣接した前記窓ガラス構成材のある幅を有する第3部分を印刷せずに残して該窓ガラス構成材の第3部分の表面上のインク密度がゼロとなるようにする工程を備える。第2部分の印刷工程が、該第2部分の表面上に不均一なインク密度を生成するようインクスプレー出力を変化させることからなる。窓ガラスの表面上に不均一なインク密度を付与することによって、低コストで、高解像度の不均一光・熱透過率領域を自動車窓ガラス上に設けることができる。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は自動車窓ガラス構成材の印刷、特に不均一インク密度を有する印刷領域を備える自動車窓ガラス(グレージング)に関する。
【背景技術】
【0002】
フロントガラスおよびバックライトのような自動車窓ガラスは、掩蔽バンドとして既知の窓ガラスの周辺周りに無垢なバンドプリントで通常印刷され、ガラスの端縁周りに黒色または暗色バンドとして現れる。掩蔽バンドは、窓ガラス上の接着剤を覆い、審美的かつ機能的である。視界から接着剤を隠すだけでなく、紫外線によるダメージも防がれる。
【0003】
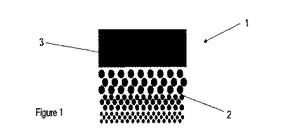
掩蔽バンドの内側端縁(窓ガラスの視野領域に最近接するもの)は、通常フェードアウト領域を備える。これは、窓ガラスの中心に向かってサイズが減少するドットのパターンを用いて掩蔽バンドの内側端縁を形成する。図1は掩蔽バンドの内側端縁を形成するのに用いたタイプのパターンを示す。パターン1は、無垢な掩蔽バンドプリント3から距離が離れるにつれて減少する直径を有する一連のドット2を備える。掩蔽バンドに対する強すぎて不快な端縁は、自動車の運転者が掩蔽バンドの端縁を過度に意識させ得るが、掩蔽バンドにわたる光透過率の緩やかな変化が端縁をより目立たなくする。
【0004】
掩蔽バンドは、通常スクリーン印刷法を用いて焼成および屈曲前の自動車窓ガラスの表面に印刷される。印刷は温度制御印刷室内で行われる。掩蔽バンドのネガパターンを有するスクリーンを窓ガラス上に置く。ネガは、スクリーンをガラスに押し付け、スキージを用いて黒色の非導電性インクの被膜を塗布することによりポジとして窓ガラスに転写される。一旦インクを窓ガラスに塗布すると、該窓ガラスをプリント場所から取り出し、乾燥キャビネット内に置く。次いで、印刷したパターンを焼成して、窓ガラスに印刷したスクリーンのポジパターンを明らかにする。
【0005】
スクリーン印刷が自動車窓ガラスへの印刷に対し信頼性のある正確かつ低コストのアプローチであるが、一つの問題は様々な像に可能な解像度レベルである。これは、印刷処理中にスクリーンが窓ガラス表面と接触する必要性によるためで、従って、例えば掩蔽バンドの端縁を形成するドットのサイズおよび離間隔がスクリーンのメッシュおよびインク特性によって制限される。従って、印刷面の光・熱透過率が透明ガラスのものに対し徐々に増加する真のフェードアウト領域を形成するのは不可能である。
【0006】
印刷パターンの解像度が問題となる別の状況は、フロントガラスの上方領域の幅または天窓の全面にわたって日よけバンドを設置することである。日よけバンドは、眩しさを減ずるのに役立つ不均一な光・熱透過率の領域である。日よけバンドは、通常着色(緑色、灰色または青色に)され、上方端縁(フロントガラスの周辺に最も近い)で最低の光・熱透過率、また下方端縁(フロントガラスの視野面に最も近い)で最高の熱・光透過率の領域を有する。それゆえ、これは掩蔽バンドと同様にフェードアウド領域である。天窓の場合、十分な光を通して窓ガラスを搭載した自動車の内部を明るくするが、UVおよびIR光線を十分遮断して客室の眩しさおよび過熱を防止する窓ガラス上にパターンを印刷することにより低減した光・熱透過率が達成される。
【0007】
フロントガラスおよびバックライト、そしてますます望まれる天窓は、二つのガラスプライと、その間に介装した中間層とを備える積層窓ガラスから形成される。スクリーン印刷像を用いて日よけ領域を形成するよりも、積層窓ガラスに最も一般的に用いる解決策は、中間層材料がフェードアウト領域を有し得る着色中間層を日よけバンド領域に用いるか、または天窓に濃密に着色したガラスを用いることにある。これら両選択肢は、標準的な自動車用透明ガラスおよび標準的な自動車用PVBを用いるものと較べてコストが高い。
【発明の概要】
【発明が解決しようとする課題】
【0008】
従って、自動車窓ガラスに低コスト、高解像度、不均一な光・熱透過率領域を設ける方法を見つけ得ることが望ましい。
【課題を解決するための手段】
【0009】
本発明は、自動車窓ガラス構成材を印刷する方法を提供することによりこれら問題に対処することにあり、該方法は、窓ガラス構成材のある幅を有する第1部分をインクスプレーを用いて印刷して第1インク密度を得、該インク密度が第1部分の幅に亘って一定とし、前記窓ガラス構成材のある幅を有する第2部分もインクスプレーを用いて印刷し、該第2部分に隣接した前記窓ガラス構成材のある幅を有する第3部分を印刷せずに残して該窓ガラス構成材の第3部分の表面上のインク密度がゼロとなるようにすることを備え、前記第2部分の印刷工程が該第2部分の表面上に不均一なインク密度を生成するようインクスプレー出力を変化させることからなることを特徴とする。
【0010】
窓ガラス表面上に不均一なインク密度を設けることによって、自動車窓ガラス上に低コスト、高解像度、不均一な光・熱透過率領域を設けることが可能となる。
【0011】
第1インク密度は、CIE光源Aで測定して30%未満の光透過率をもたらすのが好ましい。より好ましくは、第1インク密度は、CIE光源Aで測定して5%-10%の範囲の光透過率をもたらす。未印刷領域は、CIE光源Aで測定して70%を超える光透過率を有するのが好ましい。
【0012】
インクスプレーは、エアブラシシステムを用いて供与されるのが好ましい。用いるインクの色は、黒色、青色、緑色および灰色の1つとすることができる。
【0013】
第2領域は、日よけバンド用のフェードアウト領域であるのが好ましい。或いはまた、第2領域は掩蔽バンド用のフェードアウト領域とすることができる。
【0014】
構成材は、焼きなまし又は半強化ガラスのプライ、または湾曲ガラスのプライとすることができる。或いはまた、構成材は中間層材料のプライとすることができる。
【0015】
本発明はまた、本発明の方法を用いて印刷した光透過率を有する自動車窓ガラス構成材を提供するもので、該構成材がそれぞれある幅を有する3つの部分、すなわちその幅にわたって一定の光透過率を有する第1の無垢の印刷部分と、第1の部分に隣接する第2の無垢の印刷部分と、第2の部分と隣接し、未印刷のままで、自動車窓ガラス構成材と同一の光透過率を有する第3の部分とを備え、前記第2の部分の光透過率が該部分の幅にわたって前記第1の部分に隣接した第1部分の光透過率から、未印刷領域に隣接した自動車窓ガラス構成材の光透過率まで滑らかに変化することを特徴とする。
【0016】
第2の領域の幅にわたる1mm当たりの光透過率の変化率は、0.28%/mm−0.83%/mmの範囲内であるのが好ましい。
【0017】
本発明はまた、エアブラシ印刷法を用いて自動車窓ガラス構成材上にある幅を有する無垢の印刷領域を提供するもので、該印刷領域がその幅にわたって不均一な光透過率を有することを特徴とする。
【図面の簡単な説明】
【0018】
本発明は、ほんの一例として以下の図面を参照することによって説明する。
【図1】上述したフェードアウト領域に用いるドットパターンの図である。
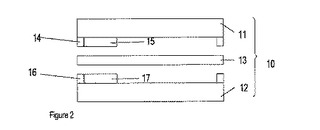
【図2】日よけバンド領域および掩蔽バンドを積層窓ガラス上に印刷し得る位置を示す線図的分解断面図である。
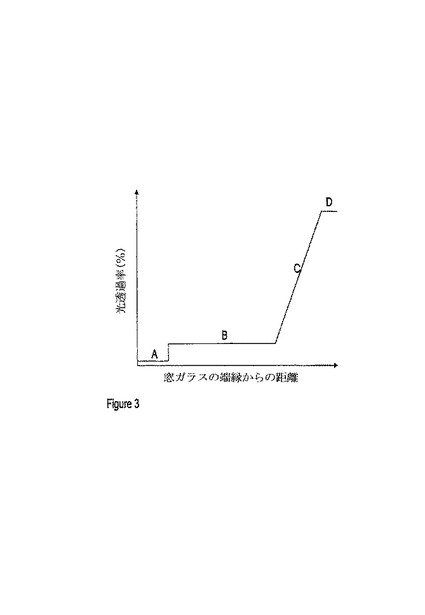
【図3】エアブラシ印刷法を用いて得ることができる掩蔽バンドおよび日よけバンド領域の光透過率特性を示すグラフである。
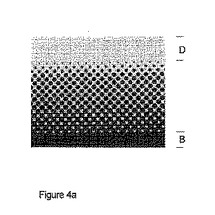
【図4a】フェードアウト領域におけるスクリーン印刷ドットパターンを示す写真である。
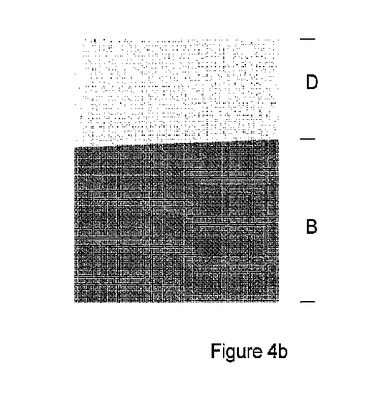
【図4b】スクリーン印刷掩蔽バンド領域を示す写真である。
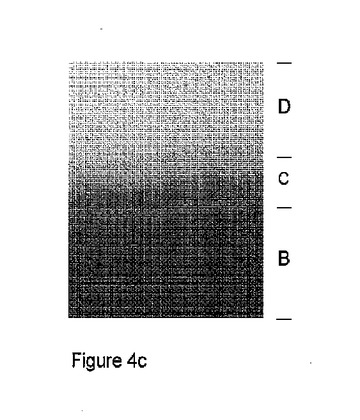
【図4c】真のフェードアウト領域を示す写真である。
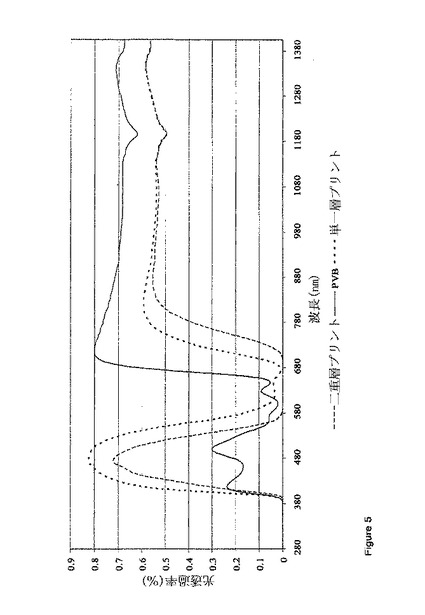
【図5】市販の着色PVB中間層材料、エアブラシ法を用いて得た単一印刷領域および二重印刷領域の光透過率特性を示すグラフである。
【発明を実施するための形態】
【0019】
本発明によれば、非接触印刷法を用いて真のフェードアウト領域、ひいては該領域を用いる掩蔽バンドおよび日よけバンドを印刷することができる。また、非接触印刷法を用いて、天窓のような低減した光・熱透過窓ガラスを印刷することができる。上述したように、スクリーン印刷像の解像度は、印刷中に窓ガラス表面に接するスクリーンの必要性によって制限される。しかし、非接触印刷法を用いて印刷した像の解像度は、印字ヘッドおよび印刷される窓ガラス表面の間に接触が生じないので、このように制限されるない。
【0020】
非接触印刷の好適な方法は、エアブラシ印刷である。基本的なエアブラシは、大気圧に保持された液体(インク、染料または塗料)のタンクに接続したノズルと、圧縮空気の供給源に接続したトリガとを備える。トリガを引くと、圧縮空気がベンチュリを通過して、空気圧の局所的な減少を生じ、液体をタンクから引き上げる。高速の圧縮空気が流体計測部を通過すると、前記液体を細かい液滴に霧化し、液滴をノズルから基板上に噴出させる。トリガは、空気流量および液体流量を単一作用(液体および空気流量を一緒に制御する)または二重作用(液体および空気流量を独立に制御する)のいずれかによって制御することができる。液体それ自体は、タンクから重力下またはサイフォン供給システムを用いて供給することができる。細かい霧状スプレーは、液体および空気をノズル先端内で混合することによって生成することができるが、一方粗いスプレーは液体および空気をノズル先端の外で混合することによって達成される。
【0021】
エアブラシシステムを用いて掩蔽バンドおよび日よけバンドを自動車窓ガラス上に印刷することができる。図2は、日よけバンド領域および掩蔽バンドを積層窓ガラス上に印刷し得る位置を示す線図的分解断面図である。積層窓ガラス10は、焼きなまし又は半強化ガラスの外プライ11および内プライ12と、その間に積層した中間層13とを備える。ガラスプライ11,12は透明(CIE光源Aで光透過率88%を有する)または薄く着色したものとすることができ、中間層13はポリビニルブチラール(PVB)で形成するのが好ましい。中間層は、加熱、発光および空中回路用の配線を備えることができる。窓ガラスの未印刷領域は、70%を超える光透過率(CIE光源Aを用いて測定)を有するのが好ましい。
【0022】
掩蔽バンド14および日よけバンド領域15を外ガラスプライ11の内側上に印刷(通常「表面2印刷」として既知)することができる。或いはまた、掩蔽バンド16および日よけバンド領域17を内ガラスプライ12の外側表面上に印刷(通常「表面3プリント」として既知)することができる。印刷は、通常正しい形状の完成した窓ガラスを確実にするのに焼成および湾曲を必要とするようなサイズにカットした平坦なガラス上で行う。従って、一旦印刷すると、ガラスプライは、焼成の前に、制御した温度および湿度条件下で乾燥させることができる。
【0023】
通常、フロントガラスを印刷後湾曲させて成形する場合、焼成段階を湾曲段階と組合わせる。積層構造体に関しては、積層された層を内および外プライ間に配置する際にこれらプライを一緒に整合させるのを確実にするために、これらプライを積層させる同じ構造で湾曲および焼成することができる。
【0024】
積層構造体におけるプライの内側のいずれも印刷すべき場合、上述のように、プライがあらゆる湾曲を受け得る前に、予備焼成段階を必要とする場合がある。予備焼成段階においては、まだ平坦な印刷したプライを乾燥し、次いで焼成して有機インク成分を飛散し、部分的にインクを焼結する。一旦冷却すると、該プライを未印刷プライの隣りに置き、両者を焼成し、湾曲して成形することができる。かかる予備焼成処理は、当業界で周知である。
【0025】
図3は、エアブラシ印刷法を用いて得ることができる掩蔽バンドおよび日よけバンド領域の光透過率特性を示すグラフである。領域Aは、窓ガラスの頭における掩蔽バンド領域を表す。ここで、可視領域における光透過率は10%以下、好適には1%以下とする。これは、エアブラシノズルを用いて一定空気圧およびガラスからの一定距離でスプレーすることにより得た無垢の印刷した不透明領域を有効に付与する。領域Bは、シエロ(cielo)フロントガラスの場合およそ700mm、標準的なフロントガラスの場合およそ160から200mmにわたり、通常30%未満、好適には5%から10%の範囲内の可視領域における光透過率を有する日よけバンド領域を表す。領域Cは、フェードアウトバンドを表し、エアブラシ印刷の利益が最も現れる領域である。日よけバンド領域に隣接する領域Cにおける光透過率は、日よけバンド領域とほぼ同じであるが、日よけバンド領域から窓ガラスの視野領域へ離れていくにつれて徐々に増加する。フェードアウトバンドが領域Dに到達する時点では、光透過率は透明ガラス(CIE光源Aで光透過率88%)および透明(無着色)PVB双方を備える積層窓ガラスのものである。この領域における窓ガラス1mm当たりの透過率の変化率は、0.28%/mmから0.83%/mmの範囲内であるのが好ましい。フェードアウトバンドの段階的光透過率は、インク密度を減少させて光透過率を増加することによって達成される。かかる効果は、ノズルの空気圧ならびにノズルとスプレーされるガラス表面との間の距離を変化させることによりインクスプレーの出力を変化させることによって得られる。エアブラシ法を用いることによって、以下に記載するように、従来のPVB日よけバンドと類似の光学的特性をもたらす一方、真のフェードアウト領域を有する日よけバンドを達成することができる。
【0026】
図4a,4bおよび4cは、自動車窓ガラス上に日よけバンド領域を形成するための従来のスクリーン印刷法と、エアブラシ印刷法との比較を示す。図4aは、フェードアウト領域におけるスクリーン印刷ドットパターンを示す写真で、半径が減少する一連のドットを印刷することによってのみフェードアウト領域を製造し得る点で図1に類似する。図4aをラベル付けして、各領域が図3の線図的チャート上のどこに見つけられるかを示す。スクリーン印刷法を用いることによって、領域BおよびDのみが現実的に達成可能である。
【0027】
図4bは、スクリーン印刷掩蔽バンド領域を示す写真である。図3の領域BおよびDに対応する印刷および未印刷領域を線引きする鋭い境界がある。
【0028】
図4cは、エアブラシ印刷法を用いて得た真のフェードアウト領域を示す写真である。領域Cに見られる印刷領域は、該領域に隣接した印刷日よけバンド領域Bの光透過率と、未印刷領域に隣接した領域Dにおける未印刷窓ガラスの光透過率との間で、その幅にわたって滑らかに変化する光透過率を有する。エアブラシ印刷領域は、無垢であり、つまり印刷形状の不連続パターンを含まない。
【0029】
図5は、市販の着色PVB中間層材料、エアブラシ法を用いて得た単一印刷領域および二重印刷領域の光透過率特性を示すグラフである。使用した着色PVB中間層材料は、株式会社積水化学から市販されている青色日よけバンド領域を備える。印刷日よけバンドは、青色ゾルゲルインクを用いて付与される。全ての測定は、CIE光源Aを用いた標準的な条件下で行う。
【0030】
単一および二重印刷領域は双方とも、PVB中間層材料に対し480nm付近で異なる光透過率を示す。しかし、単一および二重印刷領域は双方とも、測定スペクトルの赤/近IR端でPVB中間層材料より低い光透過率を有する。従って、エアブラシ法を用いて付与され、真のフェードアウト領域を有する単一および二重印刷日よけバンド領域のどちらかは、自動車窓ガラスにおけるPVB中間層日よけバンドと類似の良好でない防幻性能を付与することが予想される。フェードアウト領域を印刷してガラス表面上に変動インク密度を生成することによって、低コスト、高解像度、不均一光・熱透過率領域を自動車窓ガラス上に設けることができる。
【0031】
ガラスを平坦なまま印刷し、次いで湾曲および焼成する代替案として、一旦各プライを予め焼成および湾曲してから有機インクを用いてガラスを印刷することができる。これは、柔軟な非接触印刷法であるエアブラシ法の結果として、スクリーン印刷および他の接触印刷法と同様に、ガラスの輪郭が良質のプリントの障害とならないようにする。加えて、窓ガラスの上方領域の全幅にわたって日よけバンド領域を印刷することよりむしろ、窓をプリント領域に設けて、レインセンサのような作動に高光透過率を要するセンサを、日よけバンド領域内に位置させることができる。掩蔽バンドはまた、一旦窓ガラスを自動車に嵌めると、フロントガラスワイパーを加熱ワイパーパーキング領域内で協調し得る窓を備えることができる。掩蔽バンドおよび日よけバンド領域に用いる色は、あらゆる所望の単一色または多重色の組み合わせとすることができる。しかし、一般に掩蔽バンド領域は無垢の黒色プリントであり、日よけバンドは通常英国の株式会社ピルキントングループから入手可能なGALAXSEETMおよびSUNDAYTMのような自動車窓ガラスに通常合致する灰色、青色および緑色に着色したものとする。しかし、これらインク色が好ましいが、消費者の好みによってインクのあらゆる色を用いることができる。
【0032】
上述の明細書はガラス上に印刷するエアブラシ印刷法の使用に関するが、掩蔽バンドおよび/または日よけバンドを、ガラスプライ上への印刷する代わりに、またはそれと併せた積層窓ガラスの構成に用いる中間層材料のような他の自動車窓ガラス構成材上に印刷するすることが望ましい場合がある。加えて、他の窓ガラス構成材、例えばポリカーボネートのようなポリマー材料のプライを、本発明の方法を用いて印刷することができる。
【技術分野】
【0001】
本発明は自動車窓ガラス構成材の印刷、特に不均一インク密度を有する印刷領域を備える自動車窓ガラス(グレージング)に関する。
【背景技術】
【0002】
フロントガラスおよびバックライトのような自動車窓ガラスは、掩蔽バンドとして既知の窓ガラスの周辺周りに無垢なバンドプリントで通常印刷され、ガラスの端縁周りに黒色または暗色バンドとして現れる。掩蔽バンドは、窓ガラス上の接着剤を覆い、審美的かつ機能的である。視界から接着剤を隠すだけでなく、紫外線によるダメージも防がれる。
【0003】
掩蔽バンドの内側端縁(窓ガラスの視野領域に最近接するもの)は、通常フェードアウト領域を備える。これは、窓ガラスの中心に向かってサイズが減少するドットのパターンを用いて掩蔽バンドの内側端縁を形成する。図1は掩蔽バンドの内側端縁を形成するのに用いたタイプのパターンを示す。パターン1は、無垢な掩蔽バンドプリント3から距離が離れるにつれて減少する直径を有する一連のドット2を備える。掩蔽バンドに対する強すぎて不快な端縁は、自動車の運転者が掩蔽バンドの端縁を過度に意識させ得るが、掩蔽バンドにわたる光透過率の緩やかな変化が端縁をより目立たなくする。
【0004】
掩蔽バンドは、通常スクリーン印刷法を用いて焼成および屈曲前の自動車窓ガラスの表面に印刷される。印刷は温度制御印刷室内で行われる。掩蔽バンドのネガパターンを有するスクリーンを窓ガラス上に置く。ネガは、スクリーンをガラスに押し付け、スキージを用いて黒色の非導電性インクの被膜を塗布することによりポジとして窓ガラスに転写される。一旦インクを窓ガラスに塗布すると、該窓ガラスをプリント場所から取り出し、乾燥キャビネット内に置く。次いで、印刷したパターンを焼成して、窓ガラスに印刷したスクリーンのポジパターンを明らかにする。
【0005】
スクリーン印刷が自動車窓ガラスへの印刷に対し信頼性のある正確かつ低コストのアプローチであるが、一つの問題は様々な像に可能な解像度レベルである。これは、印刷処理中にスクリーンが窓ガラス表面と接触する必要性によるためで、従って、例えば掩蔽バンドの端縁を形成するドットのサイズおよび離間隔がスクリーンのメッシュおよびインク特性によって制限される。従って、印刷面の光・熱透過率が透明ガラスのものに対し徐々に増加する真のフェードアウト領域を形成するのは不可能である。
【0006】
印刷パターンの解像度が問題となる別の状況は、フロントガラスの上方領域の幅または天窓の全面にわたって日よけバンドを設置することである。日よけバンドは、眩しさを減ずるのに役立つ不均一な光・熱透過率の領域である。日よけバンドは、通常着色(緑色、灰色または青色に)され、上方端縁(フロントガラスの周辺に最も近い)で最低の光・熱透過率、また下方端縁(フロントガラスの視野面に最も近い)で最高の熱・光透過率の領域を有する。それゆえ、これは掩蔽バンドと同様にフェードアウド領域である。天窓の場合、十分な光を通して窓ガラスを搭載した自動車の内部を明るくするが、UVおよびIR光線を十分遮断して客室の眩しさおよび過熱を防止する窓ガラス上にパターンを印刷することにより低減した光・熱透過率が達成される。
【0007】
フロントガラスおよびバックライト、そしてますます望まれる天窓は、二つのガラスプライと、その間に介装した中間層とを備える積層窓ガラスから形成される。スクリーン印刷像を用いて日よけ領域を形成するよりも、積層窓ガラスに最も一般的に用いる解決策は、中間層材料がフェードアウト領域を有し得る着色中間層を日よけバンド領域に用いるか、または天窓に濃密に着色したガラスを用いることにある。これら両選択肢は、標準的な自動車用透明ガラスおよび標準的な自動車用PVBを用いるものと較べてコストが高い。
【発明の概要】
【発明が解決しようとする課題】
【0008】
従って、自動車窓ガラスに低コスト、高解像度、不均一な光・熱透過率領域を設ける方法を見つけ得ることが望ましい。
【課題を解決するための手段】
【0009】
本発明は、自動車窓ガラス構成材を印刷する方法を提供することによりこれら問題に対処することにあり、該方法は、窓ガラス構成材のある幅を有する第1部分をインクスプレーを用いて印刷して第1インク密度を得、該インク密度が第1部分の幅に亘って一定とし、前記窓ガラス構成材のある幅を有する第2部分もインクスプレーを用いて印刷し、該第2部分に隣接した前記窓ガラス構成材のある幅を有する第3部分を印刷せずに残して該窓ガラス構成材の第3部分の表面上のインク密度がゼロとなるようにすることを備え、前記第2部分の印刷工程が該第2部分の表面上に不均一なインク密度を生成するようインクスプレー出力を変化させることからなることを特徴とする。
【0010】
窓ガラス表面上に不均一なインク密度を設けることによって、自動車窓ガラス上に低コスト、高解像度、不均一な光・熱透過率領域を設けることが可能となる。
【0011】
第1インク密度は、CIE光源Aで測定して30%未満の光透過率をもたらすのが好ましい。より好ましくは、第1インク密度は、CIE光源Aで測定して5%-10%の範囲の光透過率をもたらす。未印刷領域は、CIE光源Aで測定して70%を超える光透過率を有するのが好ましい。
【0012】
インクスプレーは、エアブラシシステムを用いて供与されるのが好ましい。用いるインクの色は、黒色、青色、緑色および灰色の1つとすることができる。
【0013】
第2領域は、日よけバンド用のフェードアウト領域であるのが好ましい。或いはまた、第2領域は掩蔽バンド用のフェードアウト領域とすることができる。
【0014】
構成材は、焼きなまし又は半強化ガラスのプライ、または湾曲ガラスのプライとすることができる。或いはまた、構成材は中間層材料のプライとすることができる。
【0015】
本発明はまた、本発明の方法を用いて印刷した光透過率を有する自動車窓ガラス構成材を提供するもので、該構成材がそれぞれある幅を有する3つの部分、すなわちその幅にわたって一定の光透過率を有する第1の無垢の印刷部分と、第1の部分に隣接する第2の無垢の印刷部分と、第2の部分と隣接し、未印刷のままで、自動車窓ガラス構成材と同一の光透過率を有する第3の部分とを備え、前記第2の部分の光透過率が該部分の幅にわたって前記第1の部分に隣接した第1部分の光透過率から、未印刷領域に隣接した自動車窓ガラス構成材の光透過率まで滑らかに変化することを特徴とする。
【0016】
第2の領域の幅にわたる1mm当たりの光透過率の変化率は、0.28%/mm−0.83%/mmの範囲内であるのが好ましい。
【0017】
本発明はまた、エアブラシ印刷法を用いて自動車窓ガラス構成材上にある幅を有する無垢の印刷領域を提供するもので、該印刷領域がその幅にわたって不均一な光透過率を有することを特徴とする。
【図面の簡単な説明】
【0018】
本発明は、ほんの一例として以下の図面を参照することによって説明する。
【図1】上述したフェードアウト領域に用いるドットパターンの図である。
【図2】日よけバンド領域および掩蔽バンドを積層窓ガラス上に印刷し得る位置を示す線図的分解断面図である。
【図3】エアブラシ印刷法を用いて得ることができる掩蔽バンドおよび日よけバンド領域の光透過率特性を示すグラフである。
【図4a】フェードアウト領域におけるスクリーン印刷ドットパターンを示す写真である。
【図4b】スクリーン印刷掩蔽バンド領域を示す写真である。
【図4c】真のフェードアウト領域を示す写真である。
【図5】市販の着色PVB中間層材料、エアブラシ法を用いて得た単一印刷領域および二重印刷領域の光透過率特性を示すグラフである。
【発明を実施するための形態】
【0019】
本発明によれば、非接触印刷法を用いて真のフェードアウト領域、ひいては該領域を用いる掩蔽バンドおよび日よけバンドを印刷することができる。また、非接触印刷法を用いて、天窓のような低減した光・熱透過窓ガラスを印刷することができる。上述したように、スクリーン印刷像の解像度は、印刷中に窓ガラス表面に接するスクリーンの必要性によって制限される。しかし、非接触印刷法を用いて印刷した像の解像度は、印字ヘッドおよび印刷される窓ガラス表面の間に接触が生じないので、このように制限されるない。
【0020】
非接触印刷の好適な方法は、エアブラシ印刷である。基本的なエアブラシは、大気圧に保持された液体(インク、染料または塗料)のタンクに接続したノズルと、圧縮空気の供給源に接続したトリガとを備える。トリガを引くと、圧縮空気がベンチュリを通過して、空気圧の局所的な減少を生じ、液体をタンクから引き上げる。高速の圧縮空気が流体計測部を通過すると、前記液体を細かい液滴に霧化し、液滴をノズルから基板上に噴出させる。トリガは、空気流量および液体流量を単一作用(液体および空気流量を一緒に制御する)または二重作用(液体および空気流量を独立に制御する)のいずれかによって制御することができる。液体それ自体は、タンクから重力下またはサイフォン供給システムを用いて供給することができる。細かい霧状スプレーは、液体および空気をノズル先端内で混合することによって生成することができるが、一方粗いスプレーは液体および空気をノズル先端の外で混合することによって達成される。
【0021】
エアブラシシステムを用いて掩蔽バンドおよび日よけバンドを自動車窓ガラス上に印刷することができる。図2は、日よけバンド領域および掩蔽バンドを積層窓ガラス上に印刷し得る位置を示す線図的分解断面図である。積層窓ガラス10は、焼きなまし又は半強化ガラスの外プライ11および内プライ12と、その間に積層した中間層13とを備える。ガラスプライ11,12は透明(CIE光源Aで光透過率88%を有する)または薄く着色したものとすることができ、中間層13はポリビニルブチラール(PVB)で形成するのが好ましい。中間層は、加熱、発光および空中回路用の配線を備えることができる。窓ガラスの未印刷領域は、70%を超える光透過率(CIE光源Aを用いて測定)を有するのが好ましい。
【0022】
掩蔽バンド14および日よけバンド領域15を外ガラスプライ11の内側上に印刷(通常「表面2印刷」として既知)することができる。或いはまた、掩蔽バンド16および日よけバンド領域17を内ガラスプライ12の外側表面上に印刷(通常「表面3プリント」として既知)することができる。印刷は、通常正しい形状の完成した窓ガラスを確実にするのに焼成および湾曲を必要とするようなサイズにカットした平坦なガラス上で行う。従って、一旦印刷すると、ガラスプライは、焼成の前に、制御した温度および湿度条件下で乾燥させることができる。
【0023】
通常、フロントガラスを印刷後湾曲させて成形する場合、焼成段階を湾曲段階と組合わせる。積層構造体に関しては、積層された層を内および外プライ間に配置する際にこれらプライを一緒に整合させるのを確実にするために、これらプライを積層させる同じ構造で湾曲および焼成することができる。
【0024】
積層構造体におけるプライの内側のいずれも印刷すべき場合、上述のように、プライがあらゆる湾曲を受け得る前に、予備焼成段階を必要とする場合がある。予備焼成段階においては、まだ平坦な印刷したプライを乾燥し、次いで焼成して有機インク成分を飛散し、部分的にインクを焼結する。一旦冷却すると、該プライを未印刷プライの隣りに置き、両者を焼成し、湾曲して成形することができる。かかる予備焼成処理は、当業界で周知である。
【0025】
図3は、エアブラシ印刷法を用いて得ることができる掩蔽バンドおよび日よけバンド領域の光透過率特性を示すグラフである。領域Aは、窓ガラスの頭における掩蔽バンド領域を表す。ここで、可視領域における光透過率は10%以下、好適には1%以下とする。これは、エアブラシノズルを用いて一定空気圧およびガラスからの一定距離でスプレーすることにより得た無垢の印刷した不透明領域を有効に付与する。領域Bは、シエロ(cielo)フロントガラスの場合およそ700mm、標準的なフロントガラスの場合およそ160から200mmにわたり、通常30%未満、好適には5%から10%の範囲内の可視領域における光透過率を有する日よけバンド領域を表す。領域Cは、フェードアウトバンドを表し、エアブラシ印刷の利益が最も現れる領域である。日よけバンド領域に隣接する領域Cにおける光透過率は、日よけバンド領域とほぼ同じであるが、日よけバンド領域から窓ガラスの視野領域へ離れていくにつれて徐々に増加する。フェードアウトバンドが領域Dに到達する時点では、光透過率は透明ガラス(CIE光源Aで光透過率88%)および透明(無着色)PVB双方を備える積層窓ガラスのものである。この領域における窓ガラス1mm当たりの透過率の変化率は、0.28%/mmから0.83%/mmの範囲内であるのが好ましい。フェードアウトバンドの段階的光透過率は、インク密度を減少させて光透過率を増加することによって達成される。かかる効果は、ノズルの空気圧ならびにノズルとスプレーされるガラス表面との間の距離を変化させることによりインクスプレーの出力を変化させることによって得られる。エアブラシ法を用いることによって、以下に記載するように、従来のPVB日よけバンドと類似の光学的特性をもたらす一方、真のフェードアウト領域を有する日よけバンドを達成することができる。
【0026】
図4a,4bおよび4cは、自動車窓ガラス上に日よけバンド領域を形成するための従来のスクリーン印刷法と、エアブラシ印刷法との比較を示す。図4aは、フェードアウト領域におけるスクリーン印刷ドットパターンを示す写真で、半径が減少する一連のドットを印刷することによってのみフェードアウト領域を製造し得る点で図1に類似する。図4aをラベル付けして、各領域が図3の線図的チャート上のどこに見つけられるかを示す。スクリーン印刷法を用いることによって、領域BおよびDのみが現実的に達成可能である。
【0027】
図4bは、スクリーン印刷掩蔽バンド領域を示す写真である。図3の領域BおよびDに対応する印刷および未印刷領域を線引きする鋭い境界がある。
【0028】
図4cは、エアブラシ印刷法を用いて得た真のフェードアウト領域を示す写真である。領域Cに見られる印刷領域は、該領域に隣接した印刷日よけバンド領域Bの光透過率と、未印刷領域に隣接した領域Dにおける未印刷窓ガラスの光透過率との間で、その幅にわたって滑らかに変化する光透過率を有する。エアブラシ印刷領域は、無垢であり、つまり印刷形状の不連続パターンを含まない。
【0029】
図5は、市販の着色PVB中間層材料、エアブラシ法を用いて得た単一印刷領域および二重印刷領域の光透過率特性を示すグラフである。使用した着色PVB中間層材料は、株式会社積水化学から市販されている青色日よけバンド領域を備える。印刷日よけバンドは、青色ゾルゲルインクを用いて付与される。全ての測定は、CIE光源Aを用いた標準的な条件下で行う。
【0030】
単一および二重印刷領域は双方とも、PVB中間層材料に対し480nm付近で異なる光透過率を示す。しかし、単一および二重印刷領域は双方とも、測定スペクトルの赤/近IR端でPVB中間層材料より低い光透過率を有する。従って、エアブラシ法を用いて付与され、真のフェードアウト領域を有する単一および二重印刷日よけバンド領域のどちらかは、自動車窓ガラスにおけるPVB中間層日よけバンドと類似の良好でない防幻性能を付与することが予想される。フェードアウト領域を印刷してガラス表面上に変動インク密度を生成することによって、低コスト、高解像度、不均一光・熱透過率領域を自動車窓ガラス上に設けることができる。
【0031】
ガラスを平坦なまま印刷し、次いで湾曲および焼成する代替案として、一旦各プライを予め焼成および湾曲してから有機インクを用いてガラスを印刷することができる。これは、柔軟な非接触印刷法であるエアブラシ法の結果として、スクリーン印刷および他の接触印刷法と同様に、ガラスの輪郭が良質のプリントの障害とならないようにする。加えて、窓ガラスの上方領域の全幅にわたって日よけバンド領域を印刷することよりむしろ、窓をプリント領域に設けて、レインセンサのような作動に高光透過率を要するセンサを、日よけバンド領域内に位置させることができる。掩蔽バンドはまた、一旦窓ガラスを自動車に嵌めると、フロントガラスワイパーを加熱ワイパーパーキング領域内で協調し得る窓を備えることができる。掩蔽バンドおよび日よけバンド領域に用いる色は、あらゆる所望の単一色または多重色の組み合わせとすることができる。しかし、一般に掩蔽バンド領域は無垢の黒色プリントであり、日よけバンドは通常英国の株式会社ピルキントングループから入手可能なGALAXSEETMおよびSUNDAYTMのような自動車窓ガラスに通常合致する灰色、青色および緑色に着色したものとする。しかし、これらインク色が好ましいが、消費者の好みによってインクのあらゆる色を用いることができる。
【0032】
上述の明細書はガラス上に印刷するエアブラシ印刷法の使用に関するが、掩蔽バンドおよび/または日よけバンドを、ガラスプライ上への印刷する代わりに、またはそれと併せた積層窓ガラスの構成に用いる中間層材料のような他の自動車窓ガラス構成材上に印刷するすることが望ましい場合がある。加えて、他の窓ガラス構成材、例えばポリカーボネートのようなポリマー材料のプライを、本発明の方法を用いて印刷することができる。
【特許請求の範囲】
【請求項1】
自動車窓ガラス構成材を印刷するに当たり、
窓ガラス構成材のある幅を有する第1部分をインクスプレーを用いて印刷して第1インク密度を得、該インク密度が第1部分の幅に亘って一定とし、
前記窓ガラス構成材のある幅を有する第2部分もインクスプレーを用いて印刷し、
該第2部分に隣接した前記窓ガラス構成材のある幅を有する第3部分を印刷せずに残して該窓ガラス構成材の第3部分の表面上のインク密度がゼロとなるようにすることを備え、
前記第2部分の印刷工程が該第2部分の表面上に不均一なインク密度を生成するようインクスプレー出力を変化させることからなることを特徴とする自動車窓ガラス構成材の印刷方法。
【請求項2】
前記第1インク密度が、CIE光源Aを用いて測定して30%未満の光透過率を付与する請求項1に記載の方法。
【請求項3】
前記第1インク密度が、CIE光源Aを用いて測定して5%-10%の範囲内の光透過率を付与する請求項2に記載の方法。
【請求項4】
前記未印刷領域が、CIE光源Aを用いて測定して70%を超える光透過率を有する請求項1,2または3に記載の方法。
【請求項5】
前記インクスプレーが、エアブラシシステムを用いて付与される請求項1〜4のいずれかに記載の方法。
【請求項6】
前記使用したインクの色が、黒色、青色、緑色および灰色のうちの1つとする請求項5に記載の方法。
【請求項7】
前記第2領域が、日よけバンド用のフェードアウト領域である前記請求項のいずれかに記載の方法。
【請求項8】
前記第2領域が、掩蔽バンド用のフェードバンド領域である前記請求項1〜6のいずれかに記載の方法。
【請求項9】
前記構成材が、焼きなまし又は半強化ガラスのプライである前記請求項のいずれかに記載の方法。
【請求項10】
前記構成材が、湾曲ガラスのプライである前記請求項のいずれかに記載の方法。
【請求項11】
構成材が中間層材料または高分子材料のプライである請求項1〜8のいずれかに記載の自動車窓ガラス構成材。
【請求項12】
請求項1〜11のいずれかに記載の方法を用いて印刷し、光透過率を有する自動車窓ガラス構成材であって、該構成材がそれぞれある幅を有する3つの部分、すなわち
その幅にわたって一定の光透過率を有する第1の無垢の印刷部分と、
前記第1の部分に隣接する第2の無垢の印刷部分と、
前記第2の部分と隣接し、未印刷のままで、自動車窓ガラス構成材と同一の光透過率を有する第3の部分とを備え、
前記第2の部分の光透過率が該部分の幅にわたって前記第1の部分に隣接した第1部分の光透過率から、未印刷領域に隣接した自動車窓ガラス構成材の光透過率まで滑らかに変化することを特徴とする自動車窓ガラス構成材。
【請求項13】
前記第2領域の幅にわたる1mm当たりの光透過率の変化率が、0.28%/mm−0.83%/mmの範囲内である請求項12に記載の自動車窓ガラス構成材。
【請求項14】
自動車窓ガラス構成材の表面にある幅を有し、その幅にわたって不均一な光透過率を有する無垢の印刷領域を付与するためのエアブラシ印刷法の使用。
【請求項1】
自動車窓ガラス構成材を印刷するに当たり、
窓ガラス構成材のある幅を有する第1部分をインクスプレーを用いて印刷して第1インク密度を得、該インク密度が第1部分の幅に亘って一定とし、
前記窓ガラス構成材のある幅を有する第2部分もインクスプレーを用いて印刷し、
該第2部分に隣接した前記窓ガラス構成材のある幅を有する第3部分を印刷せずに残して該窓ガラス構成材の第3部分の表面上のインク密度がゼロとなるようにすることを備え、
前記第2部分の印刷工程が該第2部分の表面上に不均一なインク密度を生成するようインクスプレー出力を変化させることからなることを特徴とする自動車窓ガラス構成材の印刷方法。
【請求項2】
前記第1インク密度が、CIE光源Aを用いて測定して30%未満の光透過率を付与する請求項1に記載の方法。
【請求項3】
前記第1インク密度が、CIE光源Aを用いて測定して5%-10%の範囲内の光透過率を付与する請求項2に記載の方法。
【請求項4】
前記未印刷領域が、CIE光源Aを用いて測定して70%を超える光透過率を有する請求項1,2または3に記載の方法。
【請求項5】
前記インクスプレーが、エアブラシシステムを用いて付与される請求項1〜4のいずれかに記載の方法。
【請求項6】
前記使用したインクの色が、黒色、青色、緑色および灰色のうちの1つとする請求項5に記載の方法。
【請求項7】
前記第2領域が、日よけバンド用のフェードアウト領域である前記請求項のいずれかに記載の方法。
【請求項8】
前記第2領域が、掩蔽バンド用のフェードバンド領域である前記請求項1〜6のいずれかに記載の方法。
【請求項9】
前記構成材が、焼きなまし又は半強化ガラスのプライである前記請求項のいずれかに記載の方法。
【請求項10】
前記構成材が、湾曲ガラスのプライである前記請求項のいずれかに記載の方法。
【請求項11】
構成材が中間層材料または高分子材料のプライである請求項1〜8のいずれかに記載の自動車窓ガラス構成材。
【請求項12】
請求項1〜11のいずれかに記載の方法を用いて印刷し、光透過率を有する自動車窓ガラス構成材であって、該構成材がそれぞれある幅を有する3つの部分、すなわち
その幅にわたって一定の光透過率を有する第1の無垢の印刷部分と、
前記第1の部分に隣接する第2の無垢の印刷部分と、
前記第2の部分と隣接し、未印刷のままで、自動車窓ガラス構成材と同一の光透過率を有する第3の部分とを備え、
前記第2の部分の光透過率が該部分の幅にわたって前記第1の部分に隣接した第1部分の光透過率から、未印刷領域に隣接した自動車窓ガラス構成材の光透過率まで滑らかに変化することを特徴とする自動車窓ガラス構成材。
【請求項13】
前記第2領域の幅にわたる1mm当たりの光透過率の変化率が、0.28%/mm−0.83%/mmの範囲内である請求項12に記載の自動車窓ガラス構成材。
【請求項14】
自動車窓ガラス構成材の表面にある幅を有し、その幅にわたって不均一な光透過率を有する無垢の印刷領域を付与するためのエアブラシ印刷法の使用。
【図1】

【図2】
【図3】
【図4a】
【図4b】
【図4c】
【図5】
【図2】
【図3】
【図4a】
【図4b】
【図4c】
【図5】
【公表番号】特表2010−506793(P2010−506793A)
【公表日】平成22年3月4日(2010.3.4)
【国際特許分類】
【出願番号】特願2009−532903(P2009−532903)
【出願日】平成19年10月18日(2007.10.18)
【国際出願番号】PCT/GB2007/050646
【国際公開番号】WO2008/047169
【国際公開日】平成20年4月24日(2008.4.24)
【出願人】(591229107)ピルキントン グループ リミテッド (82)
【Fターム(参考)】
【公表日】平成22年3月4日(2010.3.4)
【国際特許分類】
【出願日】平成19年10月18日(2007.10.18)
【国際出願番号】PCT/GB2007/050646
【国際公開番号】WO2008/047169
【国際公開日】平成20年4月24日(2008.4.24)
【出願人】(591229107)ピルキントン グループ リミテッド (82)
【Fターム(参考)】
[ Back to top ]