
自動車装備部品
【課題】ポリプロピレン樹脂とポリ乳酸樹脂との混合樹脂を基材樹脂としながらも、高発泡倍率で優れた機械物性を示すことができるポリプロピレン系樹脂発泡粒子成形体からなる自動車装備部品を提供すること。
【解決手段】密度0.1g/cm3以下で、ポリプロピレン樹脂からなる連続相中にポリ乳酸樹脂からなる分散相が分散したポリプロピレン系樹脂発泡粒子成形体からなる自動車装備部品である。ポリプロピレン系樹脂発泡粒子成形体を構成するポリプロピレン系樹脂は、所定の配合割合でポリ乳酸樹脂とポリプロピレン樹脂と熱可塑性エラストマー及び/又はエポキシ基を有するエチレン系共重合体とからなる。ポリプロピレン系樹脂発泡粒子成形体の気泡膜断面において最大径8μm以上の分散相の個数は、分散相の全個数に対して4%以下(0も含む)である。ポリプロピレン系樹脂発泡粒子成形体の温度80℃における寸法変化率が±3.5%以内である。
【解決手段】密度0.1g/cm3以下で、ポリプロピレン樹脂からなる連続相中にポリ乳酸樹脂からなる分散相が分散したポリプロピレン系樹脂発泡粒子成形体からなる自動車装備部品である。ポリプロピレン系樹脂発泡粒子成形体を構成するポリプロピレン系樹脂は、所定の配合割合でポリ乳酸樹脂とポリプロピレン樹脂と熱可塑性エラストマー及び/又はエポキシ基を有するエチレン系共重合体とからなる。ポリプロピレン系樹脂発泡粒子成形体の気泡膜断面において最大径8μm以上の分散相の個数は、分散相の全個数に対して4%以下(0も含む)である。ポリプロピレン系樹脂発泡粒子成形体の温度80℃における寸法変化率が±3.5%以内である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ポリ乳酸樹脂とポリプロピレン樹脂との混合樹脂を基材樹脂とする発泡粒子成形体製のラゲージボックス等の自動車内外装部品として使用される自動車装備部品に関する。
【背景技術】
【0002】
ポリエチレン樹脂、ポリプロピレン樹脂、及びポリスチレン樹脂等の汎用樹脂からなる発泡体は、軽量性、断熱性、及び緩衝性に優れていることから、多分野にわたって使用されてきた。近年、地球環境に対する意識が高まっており、石油資源の枯渇などの環境問題がクローズアップされる中、従来の石油資源を原料とする上記の汎用樹脂に代わって、カーボンニュートラルな材料としてポリ乳酸樹脂が注目されている。
【0003】
ポリ乳酸樹脂は、とうもろこし等の植物を出発原料として作られ、カーボンニュートラルの考え方から環境低負荷型の熱可塑性樹脂である。かかるポリ乳酸樹脂は、環境に優しい植物由来の発泡用樹脂として用いられることが期待されており、ポリ乳酸樹脂を原料とする発泡体の研究が行われている。また、ポリ乳酸樹脂を有効に活用するために、ポリオレフィン系樹脂にポリ乳酸樹脂を配合した検討が様々な分野で行われている。具体的には、例えばポリオレフィン樹脂とポリ乳酸樹脂とを配合し、押出発泡された発泡体(特許文献1)及びポリオレフィン樹脂とポリ乳酸樹脂とを配合した樹脂組成物(特許文献2)が開発されている。
【0004】
ところで、樹脂発泡粒子は、型内成形などにより形状的な制約を受けずに所望の形状の発泡体を製造することができ、軽量性、緩衝性、及び断熱性などの目的に応じた物性設計も容易であるため実用性が高い。そのため、ポリ乳酸樹脂を有効に配合した発泡粒子の開発が望まれていた。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】国際公開第2007/083705号パンフレット
【特許文献2】特開2007−277444号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、ポリ乳酸樹脂とその他の熱可塑性樹脂との混合樹脂を基材樹脂とする発泡粒子を用いて水蒸気を加熱媒体とする型内成形により発泡成形体を得ようとすると、ポリ乳酸樹脂の加水分解が起こる場合がある。そのため、成形性が悪化したり、収縮率が大きくなったり、得られる発泡成形体の機械的物性が劣化したりする虞がある。
これらの課題を解決するために、該発泡粒子を製造するための樹脂粒子におけるポリ乳酸樹脂の分散状態を制御することによりかかる発泡粒子の型内成形性、成形体の収縮率及び機械物性を改善することが出来ることが本出願人の一人株式会社ジェイエスピーによって先に提案されている(特願2009−290097)。この方法に拠ればポリプロピレン樹脂単独発泡成形体と比較しても同等、或いは更に小さな成形体収縮率で型内成形が可能となり且つ同等以上の機械物性も引き出せるといった優れた効果を発揮できる。
【0007】
しかしながら、比較的高発泡倍率の発泡粒子成形体を型内成形にて得る場合には、上記方法においても、成形体の収縮率がポリプロピレン系樹脂単独発泡成形体に比較して大きくなったり、機械物性が低下したりする現象が発生することがあるという新たな課題が見つかった。この課題は、特に高いレベルでの寸法精度、図面通りの形状賦型、及びスペック通りの機械物性が求められる自動車部品のような工業製品において極めて重要である。
【0008】
本発明はかかる課題に鑑みてなされたものであって、ポリプロピレン樹脂とポリ乳酸樹脂との混合樹脂を基材樹脂としながらも、高発泡倍率で優れた機械物性を示すことができるポリプロピレン系樹脂発泡粒子成形体からなる自動車装備部品を提供しようとするものである。
【課題を解決するための手段】
【0009】
本発明は、密度が0.1g/cm3以下のポリプロピレン系樹脂発泡粒子成形体からなる自動車装備部品あって、
上記ポリプロピレン系樹脂発泡粒子成形体を構成するポリプロピレン系樹脂は、20〜40質量%のポリ乳酸樹脂と80〜60質量%のポリプロピレン樹脂との混合樹脂(但し、ポリ乳酸樹脂とポリプロピレン樹脂との合計を100質量%とする。)と、熱可塑性エラストマー及び/又はエポキシ基を有するエチレン系共重合体とからなり、
上記熱可塑性エラストマー及びエポキシ基を有するエチレン系共重合体は、上記混合樹脂100質量部に対して合計0.5〜20質量部の割合で配合されており、
上記ポリプロピレン系樹脂発泡粒子成形体においては、ポリプロピレン樹脂からなる連続相中にポリ乳酸樹脂からなる分散相が分散しており、上記ポリプロピレン系樹脂発泡粒子成形体の透過電子顕微鏡による気泡膜断面の観察において最大径が8μm以上の上記分散相の個数が該分散相の全個数に対して4%以下(0も含む)であり、
上記ポリプロピレン系樹脂発泡粒子成形体の温度80℃における寸法変化率が±3.5%以内であることを特徴とする自動車装備部品にある(請求項1)。
【発明の効果】
【0010】
本発明の自動車装備部品は、上述のごとく、ポリプロピレン樹脂とポリ乳酸樹脂とが特定の配合割合で配合されてなる混合樹脂と、熱可塑性エラストマー及び/又はエポキシ基を有するエチレン系共重合体とを特定の配合割合で含有するポリプロピレン系樹脂発泡粒子成形体からなる。そして、該ポリプロピレン系樹脂発泡粒子成形体を構成する上記ポリプロピレン系樹脂においては、上記ポリプロピレン樹脂からなる連続相中に上記ポリ乳酸樹脂からなる分散相が分散した構造を有する。
上記混合樹脂に対して上記熱可塑性エラストマー及び/又はエポキシ基を有するエチレン系共重合体を特定の配合割合で配合してあるため、上記ポリプロピレン系樹脂発泡粒子成形体においては、その製造時に、上記分散相の会合が起こりにくく、分散相が微細な粒子状態で分散される。そして、上記ポリプロピレン系樹脂発泡粒子成形体においては、上記のように最大径が8μm以上の分散相の個数を、分散相の全個数に対して4%以下(0も含む)にしてある。そのため、上記ポリプロピレン系樹脂発泡粒子成形体においては、密度が0.1g/cm3以下という高発泡状態でありながらも、製造時の収縮率が小さく、例えばポリプロピレン樹脂の単体からなる発泡粒子成形体に匹敵する優れた機械物性を示すことができる。また、上述のように製造時における収縮率が小さくなるため、上記ポリプロピレン系樹脂発泡粒子成形体の寸法公差の精度が高まる。その結果、上記ポリプロピレン系樹脂発泡粒子成形体からなる上記自動車装備部品と該自動車装備部品を装着した車体との擦れなどによる異音の発生を抑制する効果等も期待できる。
【0011】
したがって、上記ポリプロピレン系樹脂発泡粒子成形体からなる本発明の自動車装備部品は、密度0.1g/cm3以下という比較的高発泡倍率であっても製造時の収縮率が小さく、成形体のソリやヒケなどのない形状賦型性能、及び機械物性において優れたものになる。また、従来のプロピレン系樹脂単独発泡成形体と比べて、成形後の養生時間を大幅に短縮することが可能となる。
【0012】
また、上記ポリプロピレン系樹脂発泡粒子成形体の温度80℃における寸法変化率は、±3.5%以内である。そのため、上記ポリプロピレン系樹脂発泡粒子成形体は、高温度環境下において変形しにくく、初期の特性を維持することができる。そのため、高温環境下に晒されやすい自動車装備部品として好適である。また、上記寸法変化率が大きくなると、寸法が変化した自動車装備部品と他の車両構成部品との間に隙間が生じ、走行時の振動や車体の捻じれなどにより、自動車装備部品と他の車両構成部品とが擦れ合ったときに異音(擦れ音)が発生するおそれがある。上述のように寸法変化率の小さい上記ポリプロピレン系樹脂発泡粒子成形体からなる自動車装備部品は、このような異音の発生を防止することが可能になる。
【0013】
また、自動車産業では、社会要求に適合した低燃費乗用車の開発が急務となっているが、これら問題解決の一つの方法として自動車の軽量化が必要となっている。本発明の自動車装備部品は、密度が0.1g/cm3以下であり自動車の軽量化に寄与することができる。また、ポリ乳酸樹脂を含有するため、自動車の生産におけるLCA(ライフサイクルアセスメント)の引き下げにも貢献しうる。更には、ポリ乳酸樹脂を使用しているにも拘らず加水分解しにくい構造を有することため、従来のポリプロピレン系樹脂発泡粒子成形体と遜色なく長期使用に耐えうるものである。
【図面の簡単な説明】
【0014】
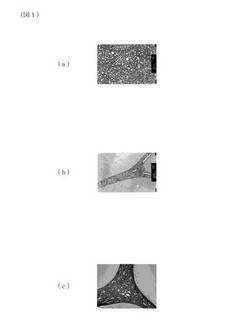
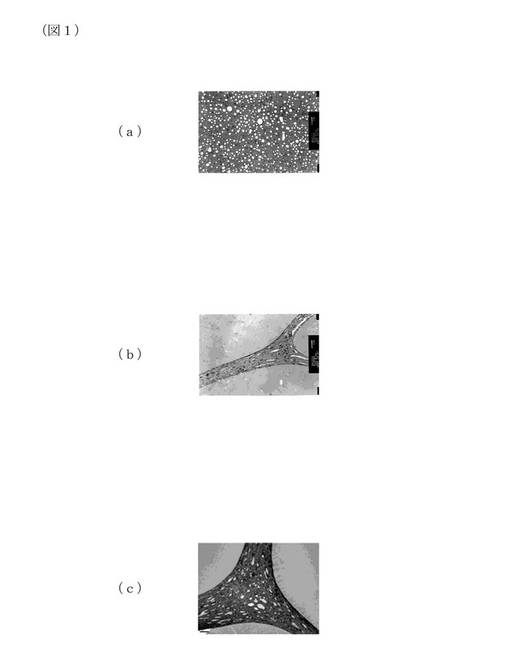
【図1】実施例1における発泡粒子を得るための樹脂粒子の断面のTEM写真(倍率:10000倍)を示す写真代用図(a)、実施例1における発泡粒子の気泡膜断面のTEM写真(倍率:10000倍)を示す写真代用図(b)、実施例1における発泡粒子成形体の気泡膜断面のTEM写真(倍率:10000倍)を示す写真代用図(c)。
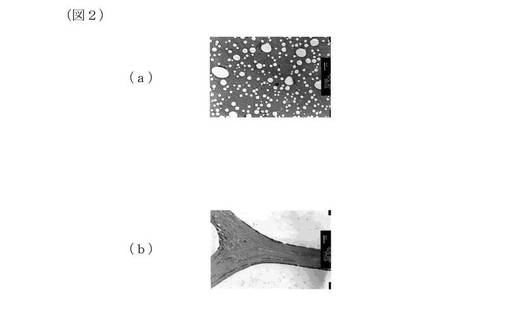
【図2】比較例1における発泡粒子を得るための樹脂粒子の断面のTEM写真(倍率:10000倍)を示す写真代用図(a)、比較例1における発泡粒子の気泡膜断面のTEM写真(倍率:10000倍)を示す写真代用図(b)。
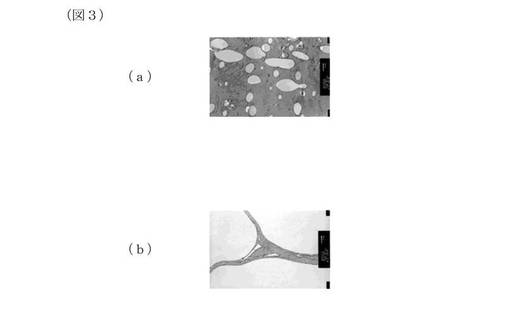
【図3】比較例2における発泡粒子を得るための樹脂粒子の断面のTEM写真(倍率:5000倍)を示す写真代用図(a)、比較例2における型内成形発泡粒子成形体の気泡膜断面のTEM写真(倍率:5000倍)を示す写真代用図(b)。
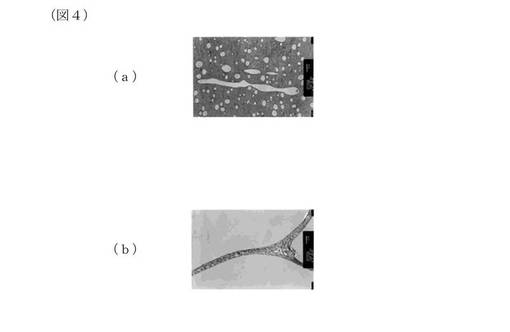
【図4】実施例2における発泡粒子を得るための樹脂粒子の断面のTEM写真(倍率:5000倍)を示す写真代用図(a)、実施例2における型内成形発泡粒子成形体の気泡膜断面のTEM写真(倍率:5000倍)を示す写真代用図(b)。
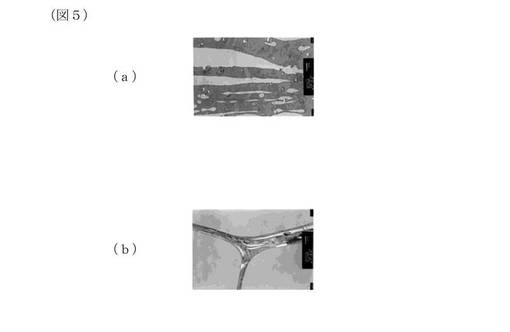
【図5】比較例3における発泡粒子を得るための樹脂粒子の断面のTEM写真(倍率:5000倍)を示す写真代用図(a)、比較例3における型内成形発泡粒子成形体の気泡膜断面のTEM写真(倍率:5000倍)を示す写真代用図(b)。
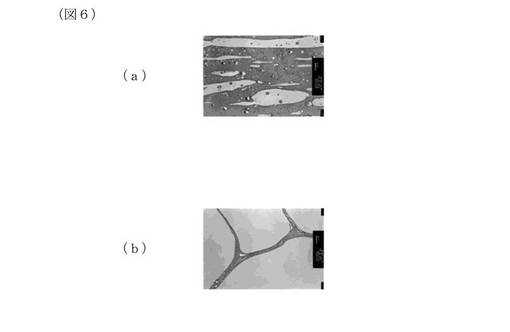
【図6】比較例4における発泡粒子を得るための樹脂粒子の断面のTEM写真(倍率:5000倍)を示す写真代用図(a)、比較例4における型内成形発泡粒子成形体の気泡膜断面のTEM写真(倍率:5000倍)を示す写真代用図(b)。
【発明を実施するための形態】
【0015】
ポリ乳酸樹脂は、エステル結合による高分子量体であり、水の存在下で加水分解が起こり易い樹脂である。したがって、ポリ乳酸樹脂の成形加工においては、水分の影響をできるだけ排除する必要があり、ポリプロピレン樹脂とポリ乳酸樹脂との成形加工においても混合樹脂のモルフォロジーを制御する必要がある。
本発明においては、自動車装備部品を構成する発泡粒子成形体の基材樹脂が、ポリプロピレン樹脂を海構造(連続相)とし、ポリ乳酸樹脂を島構造(分散相)とする特定のモルフォロジーを形成することにより、良好な特性を示す。即ち、ポリ乳酸樹脂をポリプロピレン樹脂で包むことにより、外部からの水の影響を極力少なくすることができるため、発泡粒子成形体において、基材樹脂中のポリ乳酸系樹脂の加水分解を抑制することが可能となる。
【0016】
本発明の自動車装備部品は、ポリ乳酸樹脂とポリプロピレン樹脂との混合樹脂を含有するポリプロピレン系樹脂の発泡粒子成形体からなる。
上記混合樹脂は、ポリ乳酸樹脂とポリプロピレン樹脂との合計を100質量%とすると、ポリ乳酸樹脂を20〜40質量%、及びポリプロピレン樹脂を80〜60質量%含有する。
上記ポリプロピレン樹脂が60質量%未満で、上記ポリ乳酸樹脂が40質量%を超える場合には、ポリ乳酸樹脂とポリプロピレン樹脂の溶融粘度や加工条件等を制御しても、ポリ乳酸樹脂からなる上記分散相の径を小さく制御したり、後述するように最大径8μm以上の分散相の割合を4%以下(0も含む)に制御したりすることが困難になる虞がある。さらにこの場合には、上記海島構造のモルフォロジーを形成できなくなる虞がある。
一方、上記ポリプロピレン樹脂が80質量%を超え、上記ポリ乳酸樹脂が20質量%未満の場合には、ポリ乳酸樹脂の含有量が少なすぎて、植物由来樹脂であるポリ乳酸樹脂を有効利用した環境対応型の発泡粒子成形体として十分に対応できなくなる。
このような観点から、上記混合樹脂においては、ポリ乳酸樹脂とポリプロピレン樹脂との合計を100質量%とすると、上述のごとくポリ乳酸樹脂の含有量が20〜40質量%で、ポリプロピレン樹脂の含有量が80〜60質量%である。好ましくは、ポリ乳酸樹脂の含有量が25〜38質量%で、ポリプロピレン樹脂の含有量が75〜62質量%であることがよい。
【0017】
上記ポリ乳酸樹脂としては、樹脂中に乳酸に由来する単位を50モル%以上含むものを用いることができる。
上記ポリ乳酸樹脂には、例えば(a)乳酸の重合体、(b)乳酸と他の脂肪族ヒドロキシカルボン酸とのコポリマー、(c)乳酸と脂肪族多価アルコールと脂肪族多価カルボン酸とのコポリマー、(d)乳酸と脂肪族多価カルボン酸とのコポリマー、(e)これら(a)〜(d)の何れかの組合せによる混合物等が包含される。なお、乳酸の具体例としては、L−乳酸、D−乳酸、DL−乳酸又はそれらの環状2量体であるL−ラクチド、D−ラクチド、DL−ラクチド又はそれらの混合物を挙げることができる。
【0018】
上記(b)乳酸と他の脂肪族ヒドロキシカルボン酸とのコポリマーにおいて、他の脂肪族ヒドロキシカルボン酸としては、例えばグリコール酸、ヒドロキシ酪酸、ヒドロキシ吉草酸、ヒドロキシカプロン酸、ヒドロキシヘプタン酸等が挙げられる。
また、上記(c)乳酸と脂肪族多価アルコールと脂肪族多価カルボン酸とのコポリマーにおいて、脂肪族多価アルコールとしては、エチレングリコール、1,4−ブタンジオール、1,6−ヘキサンジオール、1,4−シクロヘキサンジメタノール、ネオペンチルグリコール、デカメチレングリコール、グリセリン、トリメチロールプロパン、ペンタエリトリット等が挙げられる。また、脂肪族多価カルボン酸としては、コハク酸、アジピン酸、スベリン酸、セバシン酸、ドデカンジカルボン酸、無水コハク酸、無水アジピン酸、トリメシン酸、プロパントリカルボン酸、ピロメリット酸、無水ピロメリット酸等が挙げられる。
また、上記(d)乳酸と脂肪族多価カルボン酸とのコポリマーにおいて、脂肪族多価カルボン酸としては、上述の(c)乳酸と脂肪族多価アルコールと脂肪族多価カルボン酸とのコポリマーにおける脂肪族多価カルボン酸と同様のものを用いることができる。
【0019】
また、上記ポリ乳酸樹脂は、加水分解を抑制する目的で、カルボジイミド化合物、エポキシ化合物、及びイソシアナート化合物などから選ばれる1種以上の末端封鎖剤にて分子鎖末端が封鎖されていることが好ましい。該末端封鎖剤としては、例えばカルボジイミド化合物、オキサゾリン化合物、イソイアネート化合物、エポキシ化合物等を用いることができる。これらの中でも、カルボジイミド化合物が好ましい。
具体的には、N,N’−ジ−2,6−ジイソプロピルフェニルカルボジイミド(例えばラインケミー社製Stabaxol 1)などの芳香族モノカルボジイミド、芳香族ポリカルボジイミド(例えば、ラインケミー社製Stabaxol P、ラインケミー社製Stabaxol P400など)、ポリ(4−4’−ジシクロヘキシルメタンカルボジイミド)などの脂肪族ポリカルボジイミド(例えば日清紡ケミカル(株)製カルボジライトLA-1)などが挙げられる。また、末端封鎖剤の含有量は、ポリ乳酸樹脂100質量部あたりに0.1〜5質量部が好ましく、0.5〜3質量部がより好ましい。
【0020】
また、上記ポリプロピレン樹脂としては、次の(f)又は(g)に該当する樹脂を用いることができる。
(f)プロピレン単独重合体。
(g)プロピレンと他のモノマーからなる共重合体であって、かつプロピレン成分が30質量%以上、好ましくは50質量%以上、より好ましくは70質量%以上、さらに好ましくは80質量%以上、特に好ましくは90質量%以上である共重合体。
上記(f)の単独重合体は、具体的には、ポリプロピレン樹脂である。
上記(g)の共重合体は、具体的には、例えばプロピレン−エチレン共重合体、プロピレン−エチレン−ブテン1共重合体であり、これら共重合体はブロック重合体、ランダム共重合体いずれでも良い。
【0021】
また、上記ポリプロピレン系樹脂のメルトフローレートが2〜50g/10分であることが好ましい(請求項3)。
ポリプロピレン系樹脂のメルトフローレートが2g/10分未満である場合には、ポリ乳酸樹脂とポリプロピレン樹脂とで形成される海島構造の形成が阻害されてしまう虞があると共に、発泡倍率が極端に低下する虞がある。一方、50g/10分を超える場合には、ポリ乳酸樹脂の微分散を阻害する虞があると共に、発泡粒子の独立気泡率が極端に低下する虞がある。より好ましくは、ポリプロピレン系樹脂のMFRは4〜20g/10分であることがよい。
【0022】
また、上記ポリプロピレン系樹脂発泡粒子成形体を構成するポリプロピレン系樹脂は、上記ポリ乳酸と上記ポリプロピレン系樹脂との混合樹脂100質量部に対して、上記熱可塑性エラストマー及び/又はエポキシ基を有するエチレン系共重合体を0.5〜20質量部含有する。熱可塑性エラストマーとエポキシ基を有するエチレン系共重合体とを併用する場合にはその合計量が0.5〜20質量部であり、いずれか一方を含有する場合にはその含有量が0.5〜20質量部である。
上記熱可塑性エラストマー及び/又はエポキシ基を有するエチレン系共重合体は、ポリプロピレン樹脂からなる連続相中に分散するポリ乳酸樹脂からなる分散相の会合を抑制する効果を示すことができる。以下、上記熱可塑性エラストマー及び/又はエポキシ基を有するエチレン系共重合体を、適宜「会合抑制剤」という。
【0023】
上記会合抑制剤が上記範囲内で添加されていることにより、分散相の粒径の制御が容易になる。その結果、上記ポリプロピレン系樹脂発泡粒子成形体において、最大径が8μm以上の分散相の個数を、該分散相の全個数に対して0〜4%に制御し易くなる。また、上記熱可塑性樹脂発泡粒子成形体の機械物性を向上させることができる。
ポリ乳酸とポリプロピレン樹脂との混合樹脂100質量部に対する上記会合抑制剤の含有量が0.5重量%未満の場合には、機械物性が低下する虞がある。一方、20質量部を超える場合には、樹脂の構成比率が高くなりすぎることから、発泡粒子成形体において所望の機械物性が得られなくなる虞があると共に、独立気泡率が低下する虞がある。
上記会合抑制剤の配合量は、上記混合樹脂100質量部に対して1〜15質量部であることが好ましく、2〜10質量部であることがより好ましい。
なお、上記会合抑制剤の重量平均分子量は、ポリプロピレン樹脂およびポリ乳酸樹脂との混練時の溶融粘度に基づく良好な混練性の観点から1000以上が好ましく、10000以上がより好ましい。
【0024】
上記会合抑制剤としては、上記のように熱可塑性エラストマー及び/又はエポキシ基を有するエチレン系共重合体を用いることができる。
上記熱可塑性エラストマーとしては、例えばポリスチレン系エラストマー、ポリオレフィン系エラストマー、ポリエステル系エラストマー、無水マレイン酸変性エチレン-プロピレンエラストマー、無水マレイン酸変性エチレン-プロピレン-ジエンエラストマー、エポキシ変性エチレン-プロピレンエラストマー、及びエポキシ変性エチレン-プロピレン-ジエンエラストマー等から選ばれる少なくとも1種を用いることができる。これらの中でもポリスチレン系エラストマーが好ましい。
【0025】
上記ポリスチレン系エラストマーとしては、例えばスチレン−ブタジエン−スチレンブロック共重合体(SBS)、SBSの二重結合を完全に水素添加したスチレン−エチレン−ブチレン−スチレン共重合体(SEBS)、SBSの二重結合を部分的に水素添加したスチレン−ブタジエン−ブチレン−スチレン(SBBS)、スチレン−イソプレン−スチレンブロック共重合体(SIS)、SISの二重結合を水素添加したスチレン−エチレン−プロピレン−スチレン(SEPS)などのように、芳香族ビニル単量体単位を主体とする少なくとも1つの芳香族ビニル重合体ブロックと共役ジエン単量体単位を主体とする少なくとも1つの共役ジエン重合体ブロックとからなる非水素化ブロック共重合体およびその水素化物等を用いることができる。
【0026】
また、上記エポキシ基を有するエチレン系共重合体としては、例えばエチレン−グリシジルアクリレート共重合体、エチレン−グリシジルアクリレート−酢酸ビニル共重合体などを用いることができる。
【0027】
次に、上記ポリプロピレン系樹脂発泡粒子成形体においては、ポリプロピレン樹脂からなる連続相中にポリ乳酸樹脂からなる分散相が分散しており、上記ポリプロピレン系樹脂発泡粒子成形体の透過電子顕微鏡による気泡膜断面の観察において最大径が8μm以上の上記分散相の個数が該分散相の全個数に対して4%以下(0も含む)である。
即ち、上記ポリプロピレン系樹脂発泡粒子成形体においては、その基材樹脂がポリプロピレン樹脂を海構造(連続相)とし、ポリ乳酸樹脂を島構造(分散相)とする特定のモルフォロジーを形成している。
【0028】
上記ポリプロピレン系樹脂発泡粒子成形体の透過電子顕微鏡による気泡膜断面の観察において、最大径が8μm以上の分散相の個数が該分散相の全個数に対して4%を超える場合には、製造時の収縮率が大きくなったり、機械物性が低下したりするなどの弊害が生じる虞がある。同様の観点から、最大径が8μm以上の分散相の割合は、分散相の全個数に対して3%以下(0も含む)であることが好ましく、2%以下(0も含む)であることがより好ましい。
【0029】
なお、最大径が8μm以上の分散相の割合は、次のようにして測定することができる。
具体的には、まず、発泡粒子成形体の気泡膜断面を透過電子顕微鏡(TEM)にて、撮影倍率10000倍または5000倍で撮影し、得られたTEM写真において、分散相の総数(n)と最大径が8μm以上の分散相の総数(nA)を数える。次いで、求められたnとnAから、最大径が8μm以上の該分散相の割合を、式:(nA/n)×100にて求めることができる。また、気泡膜断面の観察において分散相は、円、楕円等の様々な形態をとりえる。上述の分散相の最大径は、分散相の最大幅である。
【0030】
次に、上記自動車装備部品は、密度が0.1g/cm3以下のポリプロピレン系樹脂発泡粒子成形体からなる。
密度が0.1g/cm3を超える場合には、上記自動車装備部品の軽量化を十分に図ることが困難になる虞がある。また、高発泡倍率でも機械物性に優れるという上述の作用効果を十分に発揮することができなくなる虞がある。好ましくは、0.08g/cm3以下がよく、より好ましくは0.06g/cm3以下がよい。また、密度が小さくなりすぎると、自動車装備部品に要求される機械物性が不十分になる虞があることから、上記ポリプロピレン系樹脂発泡粒子成形体の密度は、0.01g/cm3以上であることがよい。さらにより好ましくは、上記ポリプロピレン系樹脂発泡粒子成形体の密度が0.02〜0.06g/cm3であることがよい(請求項2)。
上記ポリプロピレン系樹脂発泡粒子成形体の密度は、例えば温度23℃、相対湿度50%の条件下における嵩密度として求めることができる。
【0031】
また、上記ポリプロピレン系樹脂発泡粒子成形体は、その温度80℃における寸法変化率が±3.5%以内である。
寸法変化率が±3.5%を超える場合には、温度80℃という高温において変形しやすく、このような高温環境下に晒されやすい上記自動車装備部品として初期の特性を維持することが困難になる。また、寸法が変化した発泡粒子成形体と他の車両構成部品との間に隙間が生じ、走行時の振動や車体の捻じれなどにより、発泡粒子成形体と他の車両構成部品とが擦れ合ったときに異音(擦れ音)が発生するおそれがある。
【0032】
上記ポリプロピレン系樹脂発泡粒子成形体からなる自動車装備部品は、要求性能に合致していれば、その使用分野を限定するものではなく、外装部品や内装部品などといった特段の制限を持たずに使用することが可能となる。しかしながら、発泡体が有する特徴が各々異なる関係及び使用する部品としての要求性能が異なる観点から素材ごとに適性があるため、各々の部品ごとに要求性能を考慮した設計が必要であり、適性を選択することとなる。
【0033】
上記自動車装備部品は、ラゲージボックス、ラゲージスペーサ、フロアスペーサ、ティビアパッド、ドアパッド、ツールボックス、シートフレーム、インストルメントパネル芯材、ピラー芯材、ドアトリム芯材、シートバック芯材、フェンダー芯材、スポイラー芯材、又はドアパネル芯材であることが好ましい(請求項4)。
この場合には、軽量化が図れると共に、機械物性が優れるという上述の作用効果を十分に生かすことができる。
【0034】
上記自動車装備部品を例えば内装部品として使用する場合においては、ラゲージスペーサ、ラゲージボックス、フロアスペーサ、ティビアパッド、ドアパッド、ツールボックス、シートフレーム、インストルメントパネル芯材、ピラー芯材、ドアトリム芯材、シートバック芯材などが好適である。
これらの部品に用いる場合の要求性能としては、(1)擦れ音がしにくい材料であるか若しくは対策を施しやすいこと、(2)温度や荷重条件が変化した場合の寸法変化が小さいこと、(3)部品から放出するVOC(揮発性有機化合物)の量が相対的に小さいこと、(4)外観上華美ではなくても良いが相応に美麗であること、(5)所定の設計条件に応じた機械強度を有すること、(6)水濡れや温度変化で異臭がしにくいことなどがある。
上記の擦れ音とは完全に固定されていない部品などが走行時の振動や車体の捻じれなどで他の車両構成部品と擦れ合ったときに発生する異音である。これら異音を防止するための措置としては、材質として静摩擦係数の小さい樹脂を選定するなどの異音が発生し難い材料を基材とする発泡体を選定するか、構成上で見かけ弾性の小さい自動車部品が採用される。また、見かけ弾性が小さくなるように繊維を束ねたものを接触域に貼り付けるなどで当該部品同士が擦れても音が鳴り難くするなどの方法が採用される。繊維を束ねた材料には一般的にフェルトまたは不織布の如き材料が選定されることが多い。
上記ポリプロピレン系樹脂発泡粒子成形体からなる自動車装備部品においては、基材にポリ乳酸樹脂をブレンドしてあるため、ポリプロピレン系樹脂単体を基材樹脂とする発泡粒子成形体に比較して、フェルトまたは不織布などの接着が容易になる。
【0035】
また、上記ポリプロピレン系樹脂発泡粒子成形体からなる自動車装備部品においては、ポリプロピレン系樹脂単体を基材樹脂とする発泡粒子成形体に比較して、温度や荷重条件が変化した場合の寸法変化を小さくすることができるため、部品設計が容易になりやすい。
特にラゲージボックスに求められる機能としては、軽量化は当然ながら、工具類の収納及びトランク内の平面化などがあり、付随して期待する効果としてこもり音の防止などがある。これら期待する機能を全て充足させるためにトランクのほぼ全面を覆う形状で自動車装備部品を設計する場合があるが、トランクからの脱着性能を維持するために外周部のみトランクに接触させる形状設計が行われる場合がある。この場合には、接触部が外周部のみであり、中心部においてはラゲージボックスと自動車本体パネル面との間に隙間を生じるため、ラゲージボックスの寸法の変化量が大きくなると、ラゲージボックスが接触部から外れ脱落する虞がある。したがって、この場合には、特に温度や荷重条件が変化した場合の寸法変化に配慮する必要がある。
【0036】
このような事態を回避するためにラゲージボックスなどの自動車装備部品においては、冷熱寸法変化の測定や線膨張係数の測定などが要求され一定の水準を満たす必要がある。特に重要な指数が線膨張係数であり、一般的には30倍の発泡体で150×10-6(1/℃)以下が必要である。
上記ポリプロピレン系樹脂発泡粒子成形体からなる自動車装備部品においては、線膨張係数を120×10-6(1/℃)以下に制御することが可能であり、ポリプロピレン系樹脂単体を基材樹脂とする発泡粒子成形体が130×10-6(1/℃)以下であることを考慮すると、上記自動車装備部品はラゲージボックスへの使用が非常に好適である。
これら線膨張の大小は走行時の自動車の外気温変化による擦れ音の発生にも関与していると推測されており、線膨張係数が小さくなりやすい上記自動車装備部品を使用することは擦れ音防止の観点からも有効である。このような観点から、上記自動車装備部品は、ラゲージボックス、ラゲージスペーサ、フロアスペーサ、ティビアパッド、ドアパッド、ツールボックス、シートフレーム、インストルメントパネル芯材、ピラー芯材、ドアトリム芯材、シートバック芯材、フェンダー芯材、スポイラー芯材、ドアパネル芯材に好適である。
【0037】
次に、上記ポリプロピレン系樹脂発泡粒子成形体からなる自動車装備部品の製造方法について説明する。
通常、発泡粒子成形体は、発泡粒子を周知の構造の発泡粒子成形金型内に充填し、熱媒体となる気体状流体を該金型内に導入し発泡粒子相互を熱融着させ、冷却後脱型し、発泡粒子成形体とする方法(型内成形)により得られる。また、金型内に充填される発泡粒子の製造においては、例えば、まず、樹脂粒子を耐圧容器内で分散媒及び発泡剤と共に分散させて加熱したり、或いは樹脂粒子を耐圧容器内で分散媒と共に分散させて加熱し、次いで発泡剤を上記耐圧容器内へ圧入したりすることにより、上記樹脂粒子に物理発泡剤を含浸させて発泡性樹脂粒子を得る。次に、該発泡性樹脂粒子を上記耐圧容器内よりも低い圧力下に放出することにより上記発泡性樹脂粒子を発泡させて発泡粒子を得ることができる。
【0038】
一般的にこのような操作の中で、樹脂粒子は繰返し高温高圧の水蒸気や水に曝されることとなる。そのため、本発明のようなポリ乳酸樹脂を含有する混合樹脂を基材樹脂とする場合には、加水分解性の高いポリ乳酸樹脂が発泡粒子の表面や気泡膜から露出していると、その部分から浸食を受けてしまう虞がある。それ故、本来、所定の独立気泡構造で製造されるべき発泡粒子や発泡粒子成形体において、その気泡構造が破壊され、独立気泡構造が部分的に維持できなくなる。その結果、発泡粒子成形体の収縮率が大きくなったり、機械物性が低下したりするなどの弊害が生じることとなる。
【0039】
なお、型内成形に供される発泡粒子の独立気泡率は、一般的には、その金型内に充填される段階において少なくとも90%以上は確保されていることが好ましく、少なくとも80%以上が確保されている必要がある。また、型内成型にて得られる発泡粒子成形体においても80%以上の独立気泡率を有することが物性、外観などの観点から好ましい。発泡粒子成形体において少なくとも70%以上の独立気泡率が確保されていない場合は、目的とする金型形状の成形体の形状維持が困難となる虞がある。
【0040】
従って、分散相となるポリ乳酸樹脂の分散粒径を制御した樹脂粒子を原料にして発泡粒子成形体を製造する方法が良好な独立気泡構造の発泡粒子を得る上で効果的である。しかしながら、例えば、密度0.1g/cm3以下という比較的高発泡倍率の発泡粒子成形体を得ようとする場合においては、たとえ分散相のポリ乳酸樹脂の分散粒径を小さく制御して、ポリプロピレン樹脂からなる連続相中にポリ乳酸樹脂からなる分散相が微分散した樹脂粒子を原料としても、発泡粒子成形体の収縮率がポリプロピレン系樹脂単独発泡成形体に比較して極端に大きくなり、かつ機械物性も極端に低下する現象が伴う場合があることが判明してきている。
【0041】
この原因について鋭意研究したところおどろくべきことに、たとえポリ乳酸樹脂が微分散した樹脂粒子を発泡させ発泡粒子成形体を得たとしても、予備発泡及び型内成形などの発泡成形操作により分散相のポリ乳酸樹脂同士が会合し、巨大分散相を再形成することがあることがわかった。この巨大分散相は前記のごとく樹脂粒子中でポリ乳酸樹脂を微分散するように制御できなかったものと同様に作用することとなる。その結果、加水分解抑制への効果等が不足することから、独立気泡構造が部分的に維持できなくなる。したがって、発泡粒子成形体の収縮率がポリプロピレン系樹脂単独発泡成形体に比較して極端に大きくなり、かつ機械物性も極端に低下するといった現象になっていた。
【0042】
特に自動車装備部品のような工業製品においては、高いレベルでの寸法精度、図面通りの形状賦型、及びスペック通りの機械物性が求められる。そのため、比較的高発泡倍率での収縮率の改善、ソリやヒケなどのない図面通りの形状賦型性能、及び機械物性の維持が必要となる。このような部品を安定的に提供するためには、前記のとおり発泡成形体の気泡膜断面の透過電子顕微鏡による観察にてポリ乳酸樹脂が特定の分散状態になるように制御することが重要となる。
【0043】
最大径8μm以上の分散相は、発泡粒子の表皮や気泡膜の厚みとの関係から、発泡粒子の表面や気泡膜から露出する確率が高い。したがって、最大径8μm以上の分散相の割合が分散相の全個数に対して高い場合には、前述の気泡構造が破壊される不具合に繋がり、発泡成形体の収縮率の増大、機械物性の低下が生じる。
また、分散相を構成するポリ乳酸樹脂は、発泡粒子の段階では結晶化が十分に進んでいない状態であるが、発泡粒子成形体を提供する段階においては、分散相を構成するポリ乳酸樹脂は十分に結晶化した状態に調整されることになる。したがって、分散相を構成するポリ乳酸樹脂の体積変化が起こり、連続相との界面に微小な隙間を生む虞がある。特に最大径が8μmを超えるような大きな分散相が発泡粒子の気泡膜や表層に露出した場合には、連続相との界面に生じた微小な隙間は大きくなりやすく、微小な隙間の体積も更に大きくなりやすい。そのため、実質的に気泡膜にピンホールが開いたのと同様な不具合を起こす確立が高くなる。したがって、最大径が8μmを超えるような大きさの分散相の存在割合が分散相の全個数に対して高い場合には、前述の気泡構造が破壊される不具合に繋がる。なお、発泡粒子成形体の気泡膜の厚みは、該成形体の発泡倍率や平均気泡径にもよるが、概ね10〜20μmである。
【0044】
このような観点から、上記ポリプロピレン系樹脂発泡粒子成形体においては、上述のごとく、ポリ乳酸樹脂からなる分散相の最大径が8μmを超える分散相の個数は、分散相の全個数に対して0〜4%であることが好ましい。より好ましくは0〜3%、さらにより好ましくは0〜2%がよい。
【0045】
上記ポリプロピレン系樹脂発泡粒子成形体の気泡膜断面において、ポリ乳酸樹脂からなる分散相の最大径が8μmを超える分散相の個数を分散相の全個数に対して4%以下に制御する方法としては、次の二つの方法がある。
即ち、第一に、ポリプロピレン樹脂からなる連続相中にポリ乳酸樹脂からなる分散相が分散してなる発泡工程の前の樹脂粒子において、該樹脂粒子の断面おける最大径が8μmを超える分散相の個数を分散相の全個数に対して4%以下にする方法がある。なお、該樹脂粒子の断面の分散相の分散状態は発泡粒子成形体の場合と同様にTEM写真にて確認することができる。
【0046】
また、第二に、上記樹脂粒子の発泡工程において、分散相が会合(2以上の分散相がひとつながりに合一化する現象)しないように、樹脂粒子の樹脂組成を調整したり、発泡操作を調整したりする方法がある。
具体的には、次の(1)〜(3)の手法を採用することができる。
(1)分散相を構成するポリ乳酸樹脂の配合量をポリプロピレン樹脂とポリ乳酸樹脂の合計質量に対して40質量%以下に抑制する。
(2)会合抑制を目的として熱可塑性エラストマー及び/又はエポキシ基を有するエチレン系共重合体を配合する。
(3)発泡倍率を一定以下に抑制する。
【0047】
なお、上記(1)の手法のみで分散相の分散粒径を制御する場合には、高発泡状態の発泡粒子成形体を得るために0.1g/cm3程度以下にまで密度を小さくすると、分散相の会合が顕著になる虞がある。そのため、上記(3)の手法を併用しなければならず、結果として、高発泡状態の発泡粒子成形体を得ることが困難になる。
また、上記(3)の手法のみで分散相の分散粒径を制御する場合には、その方法そのものが、発泡倍率の自由選択の幅を狭めることになる。したがって、高発泡状態の発泡粒子成形体を得ることが困難になる。
これらの観点から、分散相の分散粒径の制御手法としては、上記(2)の手法を採用することが好ましい。即ち、会合抑制剤として、熱可塑性エラストマー及び/又はエポキシ基を有するエチレン系共重合体を配合することが好ましい。これにより、比較的広範囲における発泡倍率にも対応でき、且つポリ乳酸樹脂を高い割合で配合する場合でも分散相の会合抑制効果を維持すること可能になる。
【0048】
以上の観点に基づくと、発泡工程前の樹脂粒子としては、ポリ乳酸樹脂20〜40質量%及びポリプロピレン樹脂80〜60質量%を含有し、さらにポリ乳酸樹脂とポリプロピレン樹脂との合計量100質量部に対して、熱可塑性エラストマー及び/又はエポキシ基を有するエチレン系共重合体からなる会合抑制剤を0.5〜20質量部含有し、ポリプロピレン樹脂からなる連続相中にポリ乳酸樹脂からなる分散相が分散しており、透過電子顕微鏡による断面観察において最大径が8μm以上の上記分散相の個数が該分散相の全個数に対して4%以下(0も含む)である樹脂粒子を採用することが好ましい。
【0049】
なお、上記会合抑制剤が配合されてなくても、ポリプロピレン樹脂連続相中にポリ乳酸樹脂分散相が微分散した樹脂粒子の生産は可能である。しかし、会合抑制剤が配合されていない場合は、発泡倍率の高い発泡粒子成形体の収縮率が大きくなったり、物性的に不安定になったりする傾向がある。更に、発泡倍率が例えば30倍を超え、密度が0.1g/cm3以下の高発泡状態で、かつ機械物性等が良好な発泡粒子成形体を得ること自体が難しくなる。すなわち、微分散しているポリ乳酸樹脂からなる分散相の会合は、樹脂粒子の発泡工程や該発泡工程において得られた発泡粒子の型内成形工程において、発泡倍率の高いものを得ようとすればするほど促進してしまう傾向がある。
【0050】
一方、会合抑制剤が配合されている場合には、ポリ乳酸樹脂からなる分散相が会合抑制剤にて覆われる。そのため、発泡倍率が例えば30倍を超え、密度が0.1g/cm3以下の高発泡状態の発泡粒子成形体を得る場合においても、該分散相が微分散した状態を維持することができる。したがって、発泡粒子成形体の収縮率も小さなものとなるなど上述の効果が得られる。
【0051】
分散相において会合が起こる理由は定かではないが、会合抑制剤が配合されていない場合には、発泡による樹脂の運動(理論的にはテンソル)に伴う樹脂相互の排斥作用が働いて分散相が会合し、発泡倍率が高くなればなるほど2次凝集の如き分離が促進されているものと考えられる。例えば、水と油とを適度に攪拌すると油は水に分散するが、静置すると比重差がドライビングフォースとなって、運動し、相互排斥と会合により分離することと似た現象であると考察される。
上記会合抑制剤を含有する場合には、該会合抑制剤が、ポリ乳酸樹脂からなる分散相とポリプロピレン樹脂からなる連続相との界面相に存在でき、且つ混練による高温負荷の状態から常体時温度までポリ乳酸樹脂にもポリプロピレン系樹脂にも部分的に相溶しつつ完全には相溶しない性質を有する適切な状態で、微分散した分散相を被覆してコロイド化することにより、上記分散相が会合する現象を抑制できると考えられる。したがって、会合抑制剤の配合量が少なすぎると、ポリ乳酸樹脂からなる分散相の被覆に欠陥が出やすく、発泡操作における会合防止の作用が不足することに繋がり、配合量が多すぎると、会合防止の効果は十分であるが、発泡粒子成形体の機械物性の低下に繋がる虞がある。
【0052】
したがって、本発明のポリプロピレン系樹脂発泡粒子成形体からなる自動車装備部品の製造にあたっては、ポリプロピレン樹脂、ポリ乳酸樹脂、及び会合抑制剤を特定比率で含有する樹脂粒子(混合樹脂粒子)を用いることが好ましい。そして、該樹脂粒子に発泡剤を含有させ、発泡性樹脂粒子(発泡性混合樹脂粒子)得た後、該発泡性混合樹脂粒子を発泡させて、樹脂発泡粒子(混合樹脂発泡粒子)を得る。次いで、樹脂発泡粒子を型内成形して発泡粒子成形体を得ることができる。該型内成形に使用される発泡粒子の製法としては特に制限されるものではないが、該発泡粒子の製法としてはビーズ発泡法を用いることが好ましい。
【0053】
上記ビーズ発泡法により混合樹脂発泡粒子を得るためには、まず、ポリプロピレン樹脂及びポリ乳酸樹脂から構成される上記海島構造のモルフォロジーを示す混合樹脂粒子を作製する。
上記混合樹脂粒子は、ポリプロピレン樹脂とポリ乳酸樹脂と会合抑制剤とを以下の方法により溶融混練し、押出すことによって製造することができる。具体的には、押出機において、ポリプロピレン樹脂、ポリ乳酸樹脂、及び会合抑制剤を、これらが十分溶融する温度以上に加熱して溶融混練する。次いで、ストランド状に押出し、該ストランド状の押出物を水没させることにより急冷した後便宜の長さに切断するか、又はストランドを便宜長さに切断後又は切断と同時に、急冷する。このようにして上記混合樹脂粒子を得ることができる。即ち、所謂、ストランドカット方式や、アンダーウォーターカット方式などの従来公知の方法にて得ることができる。
【0054】
上記混合樹脂粒子の1個当りの質量は、0.05〜10mgにすることが好ましく、0.1〜4mgにすることがより好ましい。
0.05mg未満の場合には、その混合樹脂粒子の製造が困難になる。一方、10mgを超える場合には、発泡剤の均一な含浸が困難になり、上記混合樹脂発泡粒子の見かけ密度分布が大きくなったり、型内成形時の充填性が悪くなったりする虞がある。
上記混合樹脂粒子の形状は、円柱状、球状、角柱状、円筒状等を採用することができる。
【0055】
ポリプロピレン樹脂、ポリ乳酸樹脂、及び会合抑制剤を含有する基材樹脂を上記のように押出機で溶融混練しストランド状等に押出して上記混合樹脂粒子を得る工程においては、基材樹脂の構成成分であるポリ乳酸樹脂を予め乾燥させておくことが好ましい。この場合には、ポリ乳酸樹脂の加水分解による劣化を抑制することができる。
また、ポリ乳酸樹脂の加水分解による劣化を抑制するために、ベント口付き押出機を使用して、真空吸引を行ってポリ乳酸樹脂から水分を除去する方法も採用することができる。ポリ乳酸樹脂の水分を除去することにより、上記混合樹脂粒子中に気泡が発生することを抑制し、押出製造時の安定性を向上させることができる。
【0056】
上述の海島構造となるモルフォロジーは、ポリプロピレン樹脂及びポリ乳酸樹脂の上記溶融混練時に制御することが可能である。溶融混練する際の、溶融した樹脂の粘度や体積分率がモルフォロジーの形成に影響を及ぼす。
【0057】
また、一般に、異種ポリマー同士の混練では、得られる分散成分の最小分散粒子径Dは下記の式(1)で与えられる。式(1)において、C:定数、μd:分散相成分の溶融粘度、μm:連続相成分の溶融粘度、G:せん断速度、f:分散粒子の体積分率である。
【0058】
【数1】

【0059】
ポリプロピレン樹脂及びポリ乳酸樹脂の非相溶系において、ポリ乳酸樹脂を分散相成分としてポリプロピレン樹脂の連続相中に細かく分散した状態とするには、ポリプロピレン樹脂とポリ乳酸樹脂との溶融粘度比(μPP/μPLA)を小さくすることが好ましい。
また、ポリ乳酸樹脂からなる分散相の粒径を小さくするには、混練性の影響を加味すると、両溶融粘度比をできるだけ1に近づけ両樹脂の溶融粘度差をなくし、強い混練作用を付与することも好ましいと考えられる。
【0060】
また、溶融粘度比の代わりに、これと負の相関を有するメルトフローレート(MFR)の比を制御することにより、ポリ乳酸樹脂からなる分散相の粒径を小さくすることができる。即ち、ポリ乳酸樹脂のMFR/ポリプロピレン樹脂のMFR(MFR比)を調整することにより、分散相の粒径を小さくすることが可能になる。よって、上記MFR比は0.1〜4に調整することが好ましく、0.3〜3に調整することがより好ましい。
MFRは、JIS K7210(1999年)に基づき温度190℃、荷重2.16kgの試験条件で測定することができる。
【0061】
上記基材樹脂を押出機で溶融混練するにあたり、混練性や分散性を向上させるためには、押出機の種類やスクリュー形状等を周知技術のとおり最適化することが好ましい。上記混合樹脂粒子は、単軸押出機や二軸押出機を使用して作製することができる。ポリ乳酸樹脂からなる分散相の粒径を上述のごとく制御するという観点からは、二軸押出機を使用することが好ましい。
また、押出機での混練押出を複数回繰り返し行って、ポリプロピレン樹脂とポリ乳酸樹脂の分散状態を良好にさせることもできる。
上記ポリプロピレン樹脂からなる上記連続相中でのポリ乳酸樹脂からなる分散相の分散粒径は、上述のように上記会合抑制剤を混合することにより、更に効率的に小さく微分散させることができる。
【0062】
次いで、上記のようにして得られた混合樹脂粒子を耐圧容器内で分散媒及び物理発泡剤と共に分散させて加熱したり、或いは上記混合樹脂粒子を耐圧容器内で分散媒と共に分散させて加熱し、次いで物理発泡剤を上記耐圧容器内へ圧入したりすることにより、上記混合樹脂粒子に上記発泡剤を含浸させて上記発泡性混合樹脂粒子を得ることができる。次いで、該発泡性混合樹脂粒子を上記耐圧容器内よりも低い圧力下に放出することにより上記発泡性混合樹脂粒子を発泡させて混合樹脂発泡粒子を得ることができる。
このように、上記混合樹脂粒子を耐圧容器内で分散媒と共に発泡剤存在下かつ加熱条件下で分散させて得られる発泡性混合樹脂粒子を、分散媒と共に耐圧容器内から該耐圧容器内よりも低い圧力下に放出して上記混合樹脂発泡粒子を得ることができる。
【0063】
上記のごとくポリプロピレン樹脂とポリ乳酸樹脂との混合樹脂粒子を用い発泡粒子を製造すると、発泡時の延伸によりポリプロピレン樹脂及びポリ乳酸樹脂が三次元的に引き伸ばされるとともに気泡を形成する。なお、形成される気泡の気泡膜の厚みは、発泡倍率や気泡数にもよるが、概ね10〜20μmである。
【0064】
上記混合樹脂発泡粒子においては、ポリプロピレン樹脂からなる連続相中に上記ポリ乳酸樹脂からなる上記分散相が平均粒径0.350μm以下で分散していることが好ましい。
【0065】
また、上記した混合樹脂発泡粒子の製造工程における発泡温度において、ポリ乳酸樹脂とポリプロピレン樹脂の粘度、張力は必ずしも一致しない。ポリ乳酸樹脂からなる上記分散相の平均粒径が上記範囲外の場合には、両者のMFR比を前記のように調整しても発泡時における両者の粘度、張力の差異により配向延伸が異なることから、気泡膜が破けるなど独立気泡率低下の原因になる虞がある。
【0066】
また、上記混合樹脂発泡粒子を型内成形することにより、上記ポリプロピレン系樹脂発泡粒子成形体からなる自動車装備部品を作製することができる。
型内成形にあたっては、一般に飽和蒸気を加熱媒体として金型内に供給して加熱する。このとき、ポリ乳酸樹脂がポリプロピレン樹脂に包囲されていないと、加熱成形時にも発泡粒子の連泡化の原因になるため、上記のようにポリ乳酸樹脂からなる上記分散相の粒径を調整することが好ましい。
よって、分散粒径が極端に大きな分散相が少なく、かつ、該分散相全体の平均粒径が小さい方が、発泡により気泡壁を形成した際に、ポリ乳酸樹脂からなる上記分散相がポリプロピレン樹脂からなる上記連続相に充分に被覆されて、水(蒸気等を含む)からの影響を少なくし、ポリ乳酸樹脂の加水分解を抑制することができる。
更には、このような分散状態を形成することで、上記混合樹脂発泡粒子を成形してなる発泡粒子成形体においても、水分の影響を小さくすることができ、製品としての耐久性向上が期待できる。
また、混練設備や混練工程等を含めた生産性と成形品製造の安定性という観点から発泡粒子における上記分散相の平均粒径は0.05〜0.350μmが好ましく、0.05〜0.300μmがより好ましい。
【0067】
また、上記混合樹脂粒子中には、発泡助剤を予め添加しておくことができる。該発泡助剤としては、例えばタルク、炭酸カルシウム、ホウ砂、ホウ酸亜鉛、水酸化アルミニウム、シリカ等の無機物や、ポリテトラフルオロエチレン、ポリエチレンワックス、ポリカーボネート、ポリエチレンテレフタレート、ポリプロピレンテレフタレート、ポリブチレンテレフタレート、ポリシクロヘキサンジメチレンテレフタレート、ポリエチレンナフタレート、ポリブチレンナフタレート、シリコーン、メタクリル酸メチル系共重合体及び架橋ポリスチレン等の高分子を採用することができる。
基材樹脂に発泡助剤を添加する場合には、発泡助剤をそのまま基材樹脂に練り込むこともできるが、分散性等を考慮して通常は発泡助剤のマスターバッチを作製し、それと基材樹脂とを混練することが好ましい。
【0068】
発泡倍率の向上及び気泡径の調整という観点から、上記混合樹脂粒子は、上記ポリプロピレン樹脂及びポリ乳酸樹脂の合計量100質量部に対して、発泡助剤を0.001〜5質量部含有することが好ましい。
【0069】
特に、軟化状態の発泡性混合樹脂粒子を耐圧容器内から低圧域に放出して混合樹脂発泡粒子を製造する場合には、発泡剤を含浸させる上記混合樹脂粒子は、上述のごとく上記ポリプロピレン樹脂及びポリ乳酸樹脂の合計量100質量部に対して発泡助剤を0.001〜5質量部含有することが好ましく、該発泡助剤の含有量はより好ましくは0.005〜3質量部、さらに好ましくは0.01〜2質量部がよい。
【0070】
上記ポリプロピレン系樹脂発泡粒子成形体からなる自動車装備部品においては、加水分解し易いポリ乳酸樹脂を配合している。そのため、基材樹脂に配合する添加剤としては極力親水性の物質を避け、疎水性物質を選択して添加することが好ましい。発泡助剤として疎水性発泡助剤を採用することにより、ポリ乳酸系樹脂の加水分解による劣化を抑えながら発泡助剤としての効果が得られる。
【0071】
上記発泡助剤のうち、ポリテトラフルオロエチレン、ポリエチレンワックス、架橋ポリスチレン等が好ましく、更に好ましくはポリテトラフルオロエチレンがよい。
【0072】
また、基材樹脂には、例えば、黒、灰色、茶色、青色、緑色等の着色顔料又は染料を添加することができる。これにより基材樹脂を着色することができ、着色された上記混合樹脂粒子を用いれば、着色された混合樹脂発泡粒子及び発泡粒子成形体を得ることができる。また、発泡工程時に、耐圧容器内に、混合樹脂粒子、分散媒、発泡剤を仕込む際に着色顔料又は染料を同時に添加することにより、着色された混合樹脂発泡粒子及び発泡粒子成形体を得ることも可能である。
着色剤としては、有機系、無機系の顔料、染料などが挙げられる。このような、顔料及び染料としては、公知のものを用いることができる。
【0073】
基材樹脂に着色顔料、染料等の添加剤を添加する場合には、添加剤をそのまま基材樹脂に練り込むこともできるが、通常は分散性等を考慮して添加剤のマスターバッチを作製し、それと基材樹脂とを混練することが好ましい。
着色顔料又は染料の添加量は着色の色によっても異なるが、通常、基材樹脂100質量部に対して0.001〜5質量部とすることが好ましい。
【0074】
また、着色剤の他にも、難燃剤、帯電防止剤、耐候剤等の添加剤を基材樹脂に混合することも可能である。なお、廃棄やリサイクルを想定すると、顔料及び染料等の上記添加剤を高濃度で添加することは好ましくない。
【0075】
上記混合樹脂発泡粒子は、上記のとおりビーズ発泡法等により得られる。該ビーズ発泡法において、耐圧容器内からの発泡性樹脂粒子の放出時には容器内に背圧をかけて放出することが好ましい。また、特に高発泡倍率の混合樹脂発泡粒子を得るにあたっては、上記の方法で得られた混合樹脂発泡粒子を通常行われる大気圧下での養生工程を経て、加圧可能な密閉容器に充填し、空気などの加圧気体により例えば0.01〜0.10MPa(G)の圧力にて加圧処理して発泡粒子内の圧力を高める操作を行った後、該発泡粒子を容器内から取り出してスチームや熱風などの加熱媒体を用いて加熱することにより、高い発泡倍率の混合樹脂発泡粒子を得ることができる(この工程を以下、二段発泡という)。
なお、発泡倍率を高くでき、型内成形性に優れ、物性の良好な発泡粒子が得られるという観点から、上記のとおり発泡性混合樹脂粒子を低圧域へ放出する発泡方法が好ましい。一方、耐圧容器内に上記混合樹脂粒子を充填し、物理発泡剤を上記耐圧容器内に圧入することにより上記混合樹脂粒子に上記発泡剤を含浸させて発泡性混合樹脂粒子を作製し、該発泡性混合樹脂粒子を予備発泡機に投入し、水蒸気、熱風、或いはそれらの混合物などの加熱媒体にて加熱することにより上記発泡性混合樹脂粒子を発泡させて混合樹脂発泡粒子を得ることもできる。
このように、発泡剤を使用して上記混合樹脂粒子から上記混合樹脂発泡粒子を得る方法としては本発明の所期の目的を妨げない範囲において周知の方法を採用することができる。
【0076】
上記混合樹脂粒子を分散させる分散媒としては、上記した水以外にも、上記混合樹脂粒子を溶解させないものであればこれを使用することができる。水以外の分散媒としては、例えばエチレングリコール、グリセリン、メタノール、エタノール等が挙げられる。好ましくは水がよい。
また、上記混合樹脂粒子を分散媒に分散させるに際しては、必要に応じて分散剤を分散媒に添加することができる。
上記分散剤としては、酸化アルミニウム、第三リン酸カルシウム、ピロリン酸マグネシウム、酸化チタン、酸化亜鉛、塩基性炭酸マグネシウム、塩基性炭酸亜鉛、炭酸カルシウム、カオリン、マイカ、及びクレー等の無機物質や、ポリビニルピロリドン、ポリビニルアルコール、メチルセルロースなどの水溶性高分子保護コロイド剤が挙げられる。また、分散助剤として、ドデシルベンゼンスルホン酸ナトリウム、アルカンスルホン酸ナトリウム等のアニオン性界面活性剤などを使用することもできる。
これら分散剤は、上記混合樹脂粒子100質量部あたり0.2〜2質量部使用することができる。
【0077】
上記発泡剤としては、例えば、ブタン、ペンタン、ヘキサン等の炭化水素、トリクロロフルオロメタン、ジクロロフルオロメタン、テトラクロロジフルオロエタン、ジクロロメタン等のハロゲン化炭化水素、二酸化炭素、窒素、空気等の無機ガス、水を、単独で又は2種以上併用して用いることができる。これらの発泡剤のなかでも、二酸化炭素、窒素、空気等の無機系物理発泡剤を主成分とする物理発泡剤を用いることが好ましい。より好ましくは二酸化炭素がよい。
なお、無機系物理発泡剤を主成分とするとは、全物理発泡剤100モル%中の無機系物理発泡剤が50モル%以上、好ましくは70モル%以上、より好ましくは90モル%以上含まれることを意味する。有機系物理発泡剤を使用する場合には、ポリオレフィン系樹脂との含浸性、発泡性の観点から、ノルマルブタン、イソブタン、ノルマルペンタン、イソペンタンが好ましい。
【0078】
上記物理発泡剤の添加量は、発泡剤の種類、添加剤等の配合量、目的とする混合樹脂発泡粒子の見かけ密度等に応じて適宜調整することができる。例えば物理発泡剤として二酸化炭素を用いる場合には、基材樹脂100質量部あたり0.1〜30質量部、好ましくは0.5〜15質量部、より好ましくは1〜10質量部使用することがよい。
なお、上記基材樹脂は、ポリプロピレン樹脂とポリ乳酸樹脂と会合抑制剤を含有する重合体成分全体を意味する。
【0079】
軽量性、型内成形性、及び機械的物性に優れるという観点から、上記の方法により得られる混合樹脂発泡粒子は、見かけ密度が15〜150g/Lであることが好ましく、30〜80g/Lであることがより好ましい。さらに、型内成形性をより向上できるという観点から、混合樹脂発泡粒子の平均気泡径は50〜500μmであることが好ましく、100〜250μmであることがより好ましい。
【0080】
また、前記ビーズ発泡法以外の混合樹脂発泡粒子の製造方法としては、押出しによる発泡方法が挙げられる。該押出発泡法の場合には、例えば2台の押出機を直列に組み、第一の押出機で連続相となるポリプロピレン系樹脂、分散相となるポリ乳酸樹脂、及び会合抑制剤を混練し、次いで発泡剤が物理発泡剤の場合には発泡剤を注入し混練を行うことができる。一般的にこれら被混練物は良く混合するために比較的高い温度とせん断条件で混練される。ところが、これら混練条件で混練された被混練物の状態は発泡可能な樹脂の粘度からかけ離れた状態にある。そのため、一般的にはこれら被混練物の樹脂温度を低下させ、適正な粘度に調整する必要がある。このため、二台目(第二の押出機)に材料を移送し、被混練物を低せん断条件にて徐々に冷却して所定の発泡温度(ダイ温度)に下げ口金を介して押出して発泡体(混合樹脂発泡粒子)とする。尚、押出機の種類としては一般的には第一の押出機が二軸押出機であり、第二の押出機が単軸押出機であるケースが多い。
【0081】
この際、二軸押出機での被混練物の分散状態は、均一微分散を呈したとしても、その後二軸から単軸への移送などの押出機せん断の変化や発泡剤が投入されることによる樹脂の可塑状態の変化及び樹脂温度の変化で、微分散したはずのポリ乳酸樹脂が二次凝集をしてしまうことが懸念される。
しかしながら、ビーズ発泡法の生産方法によると被混練物は上記押し出し法と異なり発泡剤を除く構成であり、樹脂を押出す際の樹脂温度と微分散させるための混練温度を同等として制御することが可能である。そのため、二軸押出機で形成した均一微分散の分散粒径のままミニペレット化することが容易である。更に、ビーズ発泡法での発泡操作によると樹脂の結晶を完全に溶融することも無く且つ樹脂内部にせん断をかけずに発泡操作を完了させることが可能なため、二次凝集を起こすリスクを小さくすることができる。
【0082】
次に、上記混合樹脂発泡粒子を用いて、上記ポリプロピレン系樹脂発泡粒子成形体からなる自動車装備部品を製造するにあたっては、公知の型内成形方法を採用することができる。
例えば、従来公知の発泡粒子成形金型を用い、圧縮成形法、クラッキング成形法、加圧成形法、圧縮充填成形法、常圧充填成形法(例えば、特公昭46−38359号公報、特公昭51−22951号公報、特公平4−46217号公報、特公平6−22919号公報、特公平6−49795号公報等参照)などの従来公知の型内成形法を採用することができる。
【0083】
型内成形においては、必要に応じて、上述した二段発泡における操作と同様の混合樹脂発泡粒子内の圧力を高める操作を行い、混合樹脂発泡粒子内の圧力を0.01〜0.10MPa(G:ゲージ圧)に調整した混合樹脂発泡粒子を使用することができる。
【0084】
型内成形法としては、バッチ式型内成形法を採用することができる。
具体的には、まず、加熱及び冷却が可能であって且つ開閉し密閉できる従来公知の熱可塑性樹脂発泡粒子型内成形用の金型のキャビティー内に混合樹脂発泡粒子を充填する。そして、飽和蒸気圧が0.10〜0.38MPa(G)、好ましくは0.20〜0.30MPa(G)の水蒸気を供給して金型内で混合樹脂発泡粒子を加熱する。これにより、混合樹脂発泡粒子を膨張、融着させ、次いで得られたポリプロピレン系樹脂発泡粒子成形体を冷却して、キャビティー内から取り出す。このようにして、ポリプロピレン系樹脂発泡粒子成形体を得ることができる。
【0085】
また、上記型内成形法における水蒸気加熱の方法としては、一方加熱、逆一方加熱、本加熱などの加熱方法を適宜組み合わせる従来公知の方法を採用できる。特に、予備加熱、一方加熱、逆一方加熱、本加熱の順に発泡粒子を加熱する方法が好ましい。なお、型内成形時の上記0.10〜0.38MPa(G)の飽和蒸気圧は、型内成形工程において、金型内に供給される水蒸気の飽和蒸気圧の最大値である。
【0086】
また、型内成形法としては、上述のバッチ式型内成形法の他にも連続式の型内成形法を採用することもできる。
具体的には、まず、必要に応じて混合樹脂発泡粒子内の圧力を0.01〜0.10MPa(G)に調整した後、混合樹脂発泡粒子を通路内の上下に沿って連続的に移動するベルトによって形成される型内に連続的に供給する。そして、混合樹脂発泡粒子が水蒸気加熱領域を通過する際に飽和蒸気圧が0.10〜0.38MPa(G)の水蒸気を供給して混合樹脂発泡粒子を膨張、融着させる。その後冷却領域を通過させて冷却し、得られたポリプロピレン系樹脂発泡粒子成形体を通路内から取り出し、適宜長さに順次切断する連続式型内成形法(例えば特開平9−104026号、特開平9−104027号及び特開平10−180888号等参照)を行う。このようにして、ポリプロピレン系樹脂発泡粒子成形体を製造することもできる。
【0087】
また、上記ポリプロピレン系樹脂発泡粒子発泡粒子成形体の融着率は、50%以上が好ましく、80%以上がより好ましい。融着率が高い発泡粒子成形体は機械的強度、特に曲げ強度に優れる。
なお、上記融着率は、発泡粒子成形体を破断した際の破断面発泡粒子の個数に基づく材料破壊率を意味し、融着していない部分は材料破壊せず、発泡粒子の界面で剥離する。
【実施例】
【0088】
以下、本発明の実施例及び比較例について説明する。
本例においては、ポリプロピレン樹脂(PP)とポリ乳酸樹脂(PLA)と熱可塑性エラストマー及び/又はエポキシ基を有するエチレン系共重合体からなる会合抑制剤とを含有する混合樹脂粒子を作製し、該混合樹脂発泡粒子を用いて混合樹脂発泡粒子を作製する。さらに混合樹脂発泡粒子を用いて、本発明の実施例にかかる各種ポリプロピレン系樹脂発泡粒子成形体を作製する。また、本例においては、実施例との比較用の各種ポリプロピレン系樹脂発泡粒子成形体を作製する。
【0089】
(実施例1)
まず、PP/会合抑制剤/PLA(質量比:70/5/25)からなる樹脂粒子を作製する。
具体的には、まず、PPとしてプロピレン‐エチレン共重合体であるプライムポリマー社製のJ532MZV(融点143℃、エチレン含量2.8質量%、MFR2.4g/10分)、PLAとしてユニチカ社製のTP−4000E(カルボジイミド修飾品、融点168℃、MFR4.1g/10分)、会合抑制剤として、スチレン・ブタジエンブロック共重合体であるJSR社製のTR2250(スチレン成分52質量%、MFR0.7g/10分、)を、ポリテトラフルオロエチレン粉末(商品名:TFW−1000、(株)セイシン企業製)1000ppmと共に所定の割合で混合して押出機に供給し、後述の表1に示す条件で溶融混練した。
次いで、溶融物を押出機先端に取り付けた口金の小孔からストランド状に押出し、水槽で冷却し、ストランドを質量が略2mgになるように切断し、乾燥して混合樹脂粒子を得た。
【0090】
本例においては、押出機としては、二軸押出機(神戸製鋼製:TEX30HSS-32.5PW-2V)を使用した。
なお、表1において、押出温度におけるC1〜C3は、押出機のシリンダの設定温度であり、原料となる樹脂が原料投入口からシリンダを通ってダイから吐出されるにあたって、原料投入口に近い側から順にシリンダの設定温度をC1、C2、C3としたときの各シリンダ設定温度である。また、押出温度におけるダイは、ダイの設定温度である。また、樹脂温度は、ダイから吐出される樹脂の温度である。スクリュー回転数は、押出機におけるスクリューの回転数である。吐出速度は、ダイから吐出される樹脂の吐出速度である。また、表1には、押出機におけるスクリューメータリング部のせん断速度を示し、このせん断速度は理論計算から求めた値である。
【0091】
本例においては、得られた混合樹脂粒子について、透過電子顕微鏡で断面の写真撮影(倍率:10000)を行った。その結果を図1(a)に示す。
なお、混合樹脂粒子の透過電子顕微鏡での断面写真撮影、並びに後述する混合樹脂発泡粒子及びポリプロピレン系樹脂発泡粒子成形体の透過電子顕微鏡での断面写真撮影の具体的な方法については後述する。
【0092】
次に、混合樹脂粒子を用いて混合樹脂発泡粒子を作製した。
具体的には、上記のようにして得られた混合樹脂粒子1kgを分散媒としての水3Lと共に撹拌機を備えた5Lの密閉容器内に仕込んだ。そして、更に分散媒中に、分散剤としてのカオリンを0.3質量部、界面活性剤(商品名:ネオゲンS−20F、第一工業製薬社製、アルキルベンゼンスルホン酸ナトリウム)を有効成分量として0.004質量部、及び硫酸アルミニウムを0.01質量部添加した。この際の内容物の温度は概ね15℃〜30℃であった。
【0093】
次いで、昇温速度2℃/分で内容物の温度を144.5℃まで上昇させた後、密閉容器内に発泡剤としての炭酸ガスを3.5MPa(G)になるまで圧入し、同温度で15分間維持した。その後、温度149.5℃まで再昇温し、15分保持した後に背圧を加えながら内容物を大気圧下に放出することにより、混合樹脂発泡粒子を得た。なお、分散剤、界面活性剤、及び硫酸アルミニウムの添加量(質量部)は、混合樹脂粒子100質量部に対する量である。
得られた混合樹脂発泡粒子について、透過電子顕微鏡で断面の写真撮影(倍率:10000倍)を行った。その結果を図1(b)に示す。
【0094】
次に、混合樹脂発泡粒子を用いて発泡粒子成形体を作製した。
上記のとおり得られた発泡粒子を縦200mm×横250mm×厚さ50mmの平板成形型に充填し、スチーム加熱による加圧成形により型内成形を行なって板状の発泡粒子成形体を得た。加熱方法は両面の型のドレン弁を開放した状態でスチームを5秒間供給して予備加熱(排気工程)を行ったのち、本加熱圧力より0.08MPa(G)低い圧力で一方加熱を行い、さらに本加熱圧力より0.04MPa(G)低い圧力で逆方向から一方加熱を行った後、0.32MPa(G)の本加熱圧力にて型内成形し、ポリプロピレン系樹脂発泡粒子成形体を得た。
【0095】
加熱終了後、放圧し、成形体の発泡力による表面圧力が0.04MPa(G)に低下するまで水冷したのち、型を開放し成形体を型から取り出した。得られた成形体は80℃のオーブンにて12時間養生後、室温まで徐冷した。このようにして、ポリプロピレン系樹脂発泡粒子成形体を得た。
【0096】
本例においては、得られたポリプロピレン系樹脂発泡粒子成形体について、透過電子顕微鏡で断面の写真撮影(倍率:10000倍)を行った。その結果を図1(c)に示す。
【0097】
(比較例1)
会合抑制剤を用いずに、配合する樹脂の構成をPP/PLA(質量比:75/25)とした以外は実施例1と同様にして混合樹脂粒子を作製した。そして、該混合樹脂粒子を用いて実施例1と同様にして混合樹脂発泡粒子、及びこれを用いて発泡粒子成形体を作製した。
【0098】
本例においては、得られた混合樹脂粒子及び混合樹脂発泡粒子について、実施例1と同様に、透過電子顕微鏡で断面の写真撮影(倍率:10000倍)を行った。その結果をそれぞれ図2(a)及び(b)に示す。図2(a)が混合樹脂粒子の断面の写真撮影の結果であり、図2(b)が混合樹脂発泡粒子の断面の写真撮影の結果である。
【0099】
(実施例2、及び比較例2〜4)
実施例2、及び比較例2〜4においては、実施例1とは溶融混練条件及び押出条件を変更して、PP/会合抑制剤/PLA(質量比:70/5/25)からなる樹脂粒子を作製する。
具体的には、実施例1と同様のPP、PLA、及び会合抑制剤を、実施例1と同様に、ポリテトラフルオロエチレン粉末(商品名:TFW−1000、(株)セイシン企業製)1000ppmと共に所定の割合で混合して押出機に供給し、後述の表1に示す条件で溶融混練した。次いで、実施例1と同様に、溶融物をストランド状に押出し、冷却し、質量が略2mgになるように切断し、乾燥して混合樹脂粒子を得た。
【0100】
実施例2、及び比較例2〜4においては、押出機として、ラボプラストミル二軸押出機(株式会社東洋精機製作所製:MODEL75C100、内径30mm)を用いた。
実施例2、及び比較例2〜4における押出条件を後述の表1に示す。
【0101】
表1に示すように、実施例2、及び比較例2〜4において作製した混合樹脂粒子において、実施例2が、ポリ乳酸樹脂が微分散した混合樹脂粒子を生産する条件の代表例であるのに対し、比較例3は、押出発泡で発泡を行うに当たり発泡に適した粘弾性を形成するための準静変化の条件の例に相当する。また、これらの温度条件とせん断条件の影響を検証するための条件として比較例2、比較例4を示した。
【0102】
実施例2、及び比較例2〜4においては、得られた混合樹脂粒子について、透過電子顕微鏡で断面の写真撮影(倍率:5000倍)を行った。その結果を図3(a)、図4(a)、図5(a)、及び図6(a)に示す。
図3(a)が比較例2において作製した混合樹脂粒子の断面の写真撮影の結果であり、図4(a)が実施例2において作製した混合樹脂粒子の断面の写真撮影の結果である。また、図5(a)が比較例3において作製した混合樹脂粒子の断面の写真撮影の結果であり、図6(a)が比較例4において作製した混合樹脂粒子の断面の写真撮影の結果である。
【0103】
次に、実施例2、及び比較例2〜4においても、実施例1と同様にして、混合樹脂粒子を用いて混合樹脂発泡粒子を作製し、これを用いて発泡粒子成形体を作製した。
実施例2、及び比較例2〜4においては、得られた発泡粒子成形体について、透過電子顕微鏡で断面の写真撮影(倍率:5000倍)を行った。その結果を図3(b)、図4(b)、図5(b)、及び図6(b)に示す。
図3(b)が比較例2において作製した発泡粒子成形体の断面の写真撮影の結果であり、図4(b)が実施例2において作製した発泡粒子成形体の断面の写真撮影の結果である。また、図5(b)が比較例3において作製した発泡粒子成形体の断面の写真撮影の結果であり、図6(b)が比較例4において作製した発泡粒子成形体の断面の写真撮影の結果である。
【0104】
(参考例)
本例においては、上述の実施例及び比較例において作製した発泡粒子成形体について、その機械物性を評価するために、比較対象用として、機械物性の優れることが知られるポリプロピレン樹脂からなる発泡粒子成形体を作製する。
具体的には、まず、プロピレン‐エチレン共重合体であるプライムポリマー社製のJ532MZV(融点143℃、エチレン含量2.8質量%、MFR2.4g/10分)を、ポリテトラフルオロエチレン粉末(商品名:TFW−1000、(株)セイシン企業製)1000ppmと共に混合して押出機に供給し、後述の表1に示す条件で溶融混練した。
次いで、実施例1と同様に、溶融物をストランド状に押出し、冷却し、質量が略2mgになるように切断し、乾燥して樹脂粒子を得た。
本例においては、押出機として、二軸押出機(神戸製鋼製:TEX30HSS-32.5PW-2V)を使用した。本例における押出条件を後述の表1に示す。
また、本例においても、実施例1と同様にして、得られた樹脂粒子を用いて発泡粒子を作製し、これを用いて発泡粒子成形体を作製した。
【0105】
【表1】
【0106】
次に、実施例1、実施例2、比較例1〜4、及び参考例において作製した発泡粒子成形体について、下記に示す各種物性の評価を行った。その結果を後述の表2に示す。なお、表2においては、上述の各実施例、比較例、及び参考例の発泡粒子成形体におけるポリプロピレン樹脂、ポリ乳酸樹脂、及び会合抑制剤の配合割合を併記する。
以下、本実施例、比較例、参考例についての各種評価方法をまとめて示す。
【0107】
「密度」
実施例1、実施例2、比較例1〜4、及び参考例において作製した発泡粒子成形体の密度(嵩密度)を次のようにして測定した。
まず、温度23℃、相対湿度50%の環境下で24時間以上放置した発泡粒子成形体の外形寸法から嵩体積を求めた。次いで、発泡粒子成形体の質量(g)を精秤した。そして、発泡粒子成形体の質量を嵩体積にて除し、単位換算することにより発泡粒子成形体の嵩密度(g/L)求めた。その結果を表2に示す。
【0108】
「透過電子顕微鏡での気泡断面(8μm以上のPLAの分散割合)」
実施例1、実施例2、比較例1〜4において作製した混合樹脂粒子の断面、混合樹脂発泡粒子の気泡膜断面、およびポリプロピレン系樹脂発泡粒子成形体の気泡膜断面について、ポリプロピレン樹脂とポリ乳酸樹脂の分散状態を透過型電子顕微鏡(TEM)により観察した。
具体的には、まず、混合樹脂粒子、混合樹脂発泡粒子、及び発泡粒子成形体について、エポキシ樹脂包埋を行い、四酸化ルテニウム(RuO4)で染色し、必要に応じて四酸化オスミウム(OsO4)で染色した。次いで、染色した混合樹脂粒子、混合樹脂発泡粒子、及び発泡粒子成形体についてミクロトームを用いて薄膜化片を作製し、断面をTEM(倍率10000倍又は5000倍)で観察した。その結果を図1〜図6に示す。
なお、混合樹脂粒子のTEM観察においては、粒子質量約2mg、長さ約2mmのストランド状の混合樹脂粒子1の押出方向に対する垂直断面の中心部を、混合樹脂粒子を押出す向きから観察した。
次いで、発泡粒子成形体の気泡膜断面のTEM写真に基づき、ポリプロピレン樹脂からなる連続相中に分散しているポリ乳酸樹脂からなる分散相について、最大径が8μm以上の分散相の個数、及び全ての分散相の個数をカウントし、分散相の全個数に対する最大径8μm以上の分散相の個数の割合(個数百分率)を求めた。その結果を表2に示す。
【0109】
「成形性」
成形性の評価は、各実施例、比較例、及び参考例において作製した発泡粒子を用いて成形を行うにあたって、0.20MPa(G)から0.38MPa(G)まで0.02MPaの間隔で本加熱圧力を変えて成形を行い、後述のように発泡粒子成形体における外観(二次発泡)、融着性、回復性を評価することにより行った。その結果を表2に示す。
【0110】
上述の外観(二次発泡)の評価は、発泡粒子成形体の表面を観察し、発泡粒子の二次発泡不良による粒子間隙が目立たない場合を「○」として評価し、目立つ場合を「×」として評価することにより行った。
また、上述の融着性の評価は、発泡粒子成形体を破断した際の破断面に露出した発泡粒子のうち、材料破壊した発泡粒子の数の割合(融着率)に基づいて行った。具体的には、発泡粒子成形体の破断面を観察し、目視により内部で破断した発泡粒子数と界面で剥離した発泡粒子数をそれぞれ計測した。次いで、内部で破断した発泡粒子と界面で剥離した発泡粒子の合計数に対する内部で破断した発泡粒子の割合を算出し、これを百分率で表して融着率(%)とした。そして、融着性の評価は、融着率が50%以上の場合を「○」として評価し、50%未満の場合を「×」として評価することにより行った。
また、回復性の評価は、発泡粒子成形体の厚み方向の寸法を測定して行った。
具体的には、まず、縦約200mm、横約250mmの発泡粒子成形体における端部(端より10mm内側)と中心部(縦方向、横方向とも2等分する部分)の厚みを計測した。次いで、発泡粒子成形体の厚み比(成形体中心部の厚み/成形体端部の厚み×100(%))を算出した。そして、回復性の評価は、厚み比が95%以上の場合を「○」として評価し、95%未満の場合を「×」として評価することにより行った。
【0111】
「80℃寸法変化率」
まず、各実施例、比較例、及び参考例において作製した発泡粒子成形体を温度65℃、相対湿度80%の条件下に14日間保管した。そして、発泡粒子成形体の長手方向の長さを測定した。これを試験前の長手方向の長さBとする。次いで、発泡粒子成形体を温度80℃のオーブンにて12時間乾燥させた後、温度23℃、相対湿度50%の条件下に14日間保管した。そして、発泡粒子成形体の長手方向の長さを測定した。これを試験後の長手方向の長さCとする。
寸法変化率をAとすると、式:A=(B−C)/B×−100にて寸法変化率を求めた。寸法変化率の測定は試験片のサイズを縦50mm×横50mm×厚み25mmとして行った。その結果を表2に示す。
【0112】
「50%歪時圧縮強度」
各実施例、比較例、及び参考例において作製した発泡粒子成形体から切断して得られた試験片(全面の表皮がカットされたもの)を使用し、JIS K6767(1976年)の5.3に規定する方法に準拠して50%ひずみにおける圧縮強度(圧縮硬さ)を測定した。圧縮強度の測定試験は、試験片のサイズを縦50mm×横50mm×厚み25mmとし、圧縮速度を10mm/minとして行った。得られた応力―歪線図より発泡粒子成形体の50%歪時の応力(50%歪時圧縮強度;MPa)を求めた。その結果を表2に示す。
【0113】
「圧縮永久歪」
上述の50%歪時圧縮強度の測定において用いたものと同様の試験片について、JIS K6767(1976年)の5.4に規定する方法に準拠して圧縮永久歪(%)を測定した。その結果を表2に示す。
【0114】
「引張強度」
まず、各実施例、比較例、及び参考例において作製した発泡粒子成形体からダンベル形状の試験片を採取した。この試験片を標準状態で24時間放置した後、JIS K6767(1976年)の5.2.1 A法に規定する方法に準拠して破断時の引張強度(MPa)を測定した。その結果を未処理品の引張強度として、表2に示す。
また、各実施例、比較例、及び参考例において作製した発泡粒子成形体を50±2℃且つ95%HDの環境下で72時間保持することにより劣化させた。その後、発泡粒子成形体からダンベル形状の試験片を採取した。この試験片を標準状態で24時間放置した後、JIS K6767(1976年)の5.2.1 A法に規定する方法に準拠して破断時の引張強度(MPa)を測定した。その結果を耐湿後の引張強度として、表2に示す。
【0115】
【表2】
【0116】
表2より知られるごとく、本発明の実施例にかかるポリプロピレン系樹脂発泡粒子成形体は、高発泡倍率であるにもかかわらず、参考例であるポリプロピレン樹脂単体からなる発泡粒子成形体に匹敵する優れた機械物性を示す。そのため、自動車装備部品として好適である。
【技術分野】
【0001】
本発明は、ポリ乳酸樹脂とポリプロピレン樹脂との混合樹脂を基材樹脂とする発泡粒子成形体製のラゲージボックス等の自動車内外装部品として使用される自動車装備部品に関する。
【背景技術】
【0002】
ポリエチレン樹脂、ポリプロピレン樹脂、及びポリスチレン樹脂等の汎用樹脂からなる発泡体は、軽量性、断熱性、及び緩衝性に優れていることから、多分野にわたって使用されてきた。近年、地球環境に対する意識が高まっており、石油資源の枯渇などの環境問題がクローズアップされる中、従来の石油資源を原料とする上記の汎用樹脂に代わって、カーボンニュートラルな材料としてポリ乳酸樹脂が注目されている。
【0003】
ポリ乳酸樹脂は、とうもろこし等の植物を出発原料として作られ、カーボンニュートラルの考え方から環境低負荷型の熱可塑性樹脂である。かかるポリ乳酸樹脂は、環境に優しい植物由来の発泡用樹脂として用いられることが期待されており、ポリ乳酸樹脂を原料とする発泡体の研究が行われている。また、ポリ乳酸樹脂を有効に活用するために、ポリオレフィン系樹脂にポリ乳酸樹脂を配合した検討が様々な分野で行われている。具体的には、例えばポリオレフィン樹脂とポリ乳酸樹脂とを配合し、押出発泡された発泡体(特許文献1)及びポリオレフィン樹脂とポリ乳酸樹脂とを配合した樹脂組成物(特許文献2)が開発されている。
【0004】
ところで、樹脂発泡粒子は、型内成形などにより形状的な制約を受けずに所望の形状の発泡体を製造することができ、軽量性、緩衝性、及び断熱性などの目的に応じた物性設計も容易であるため実用性が高い。そのため、ポリ乳酸樹脂を有効に配合した発泡粒子の開発が望まれていた。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】国際公開第2007/083705号パンフレット
【特許文献2】特開2007−277444号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、ポリ乳酸樹脂とその他の熱可塑性樹脂との混合樹脂を基材樹脂とする発泡粒子を用いて水蒸気を加熱媒体とする型内成形により発泡成形体を得ようとすると、ポリ乳酸樹脂の加水分解が起こる場合がある。そのため、成形性が悪化したり、収縮率が大きくなったり、得られる発泡成形体の機械的物性が劣化したりする虞がある。
これらの課題を解決するために、該発泡粒子を製造するための樹脂粒子におけるポリ乳酸樹脂の分散状態を制御することによりかかる発泡粒子の型内成形性、成形体の収縮率及び機械物性を改善することが出来ることが本出願人の一人株式会社ジェイエスピーによって先に提案されている(特願2009−290097)。この方法に拠ればポリプロピレン樹脂単独発泡成形体と比較しても同等、或いは更に小さな成形体収縮率で型内成形が可能となり且つ同等以上の機械物性も引き出せるといった優れた効果を発揮できる。
【0007】
しかしながら、比較的高発泡倍率の発泡粒子成形体を型内成形にて得る場合には、上記方法においても、成形体の収縮率がポリプロピレン系樹脂単独発泡成形体に比較して大きくなったり、機械物性が低下したりする現象が発生することがあるという新たな課題が見つかった。この課題は、特に高いレベルでの寸法精度、図面通りの形状賦型、及びスペック通りの機械物性が求められる自動車部品のような工業製品において極めて重要である。
【0008】
本発明はかかる課題に鑑みてなされたものであって、ポリプロピレン樹脂とポリ乳酸樹脂との混合樹脂を基材樹脂としながらも、高発泡倍率で優れた機械物性を示すことができるポリプロピレン系樹脂発泡粒子成形体からなる自動車装備部品を提供しようとするものである。
【課題を解決するための手段】
【0009】
本発明は、密度が0.1g/cm3以下のポリプロピレン系樹脂発泡粒子成形体からなる自動車装備部品あって、
上記ポリプロピレン系樹脂発泡粒子成形体を構成するポリプロピレン系樹脂は、20〜40質量%のポリ乳酸樹脂と80〜60質量%のポリプロピレン樹脂との混合樹脂(但し、ポリ乳酸樹脂とポリプロピレン樹脂との合計を100質量%とする。)と、熱可塑性エラストマー及び/又はエポキシ基を有するエチレン系共重合体とからなり、
上記熱可塑性エラストマー及びエポキシ基を有するエチレン系共重合体は、上記混合樹脂100質量部に対して合計0.5〜20質量部の割合で配合されており、
上記ポリプロピレン系樹脂発泡粒子成形体においては、ポリプロピレン樹脂からなる連続相中にポリ乳酸樹脂からなる分散相が分散しており、上記ポリプロピレン系樹脂発泡粒子成形体の透過電子顕微鏡による気泡膜断面の観察において最大径が8μm以上の上記分散相の個数が該分散相の全個数に対して4%以下(0も含む)であり、
上記ポリプロピレン系樹脂発泡粒子成形体の温度80℃における寸法変化率が±3.5%以内であることを特徴とする自動車装備部品にある(請求項1)。
【発明の効果】
【0010】
本発明の自動車装備部品は、上述のごとく、ポリプロピレン樹脂とポリ乳酸樹脂とが特定の配合割合で配合されてなる混合樹脂と、熱可塑性エラストマー及び/又はエポキシ基を有するエチレン系共重合体とを特定の配合割合で含有するポリプロピレン系樹脂発泡粒子成形体からなる。そして、該ポリプロピレン系樹脂発泡粒子成形体を構成する上記ポリプロピレン系樹脂においては、上記ポリプロピレン樹脂からなる連続相中に上記ポリ乳酸樹脂からなる分散相が分散した構造を有する。
上記混合樹脂に対して上記熱可塑性エラストマー及び/又はエポキシ基を有するエチレン系共重合体を特定の配合割合で配合してあるため、上記ポリプロピレン系樹脂発泡粒子成形体においては、その製造時に、上記分散相の会合が起こりにくく、分散相が微細な粒子状態で分散される。そして、上記ポリプロピレン系樹脂発泡粒子成形体においては、上記のように最大径が8μm以上の分散相の個数を、分散相の全個数に対して4%以下(0も含む)にしてある。そのため、上記ポリプロピレン系樹脂発泡粒子成形体においては、密度が0.1g/cm3以下という高発泡状態でありながらも、製造時の収縮率が小さく、例えばポリプロピレン樹脂の単体からなる発泡粒子成形体に匹敵する優れた機械物性を示すことができる。また、上述のように製造時における収縮率が小さくなるため、上記ポリプロピレン系樹脂発泡粒子成形体の寸法公差の精度が高まる。その結果、上記ポリプロピレン系樹脂発泡粒子成形体からなる上記自動車装備部品と該自動車装備部品を装着した車体との擦れなどによる異音の発生を抑制する効果等も期待できる。
【0011】
したがって、上記ポリプロピレン系樹脂発泡粒子成形体からなる本発明の自動車装備部品は、密度0.1g/cm3以下という比較的高発泡倍率であっても製造時の収縮率が小さく、成形体のソリやヒケなどのない形状賦型性能、及び機械物性において優れたものになる。また、従来のプロピレン系樹脂単独発泡成形体と比べて、成形後の養生時間を大幅に短縮することが可能となる。
【0012】
また、上記ポリプロピレン系樹脂発泡粒子成形体の温度80℃における寸法変化率は、±3.5%以内である。そのため、上記ポリプロピレン系樹脂発泡粒子成形体は、高温度環境下において変形しにくく、初期の特性を維持することができる。そのため、高温環境下に晒されやすい自動車装備部品として好適である。また、上記寸法変化率が大きくなると、寸法が変化した自動車装備部品と他の車両構成部品との間に隙間が生じ、走行時の振動や車体の捻じれなどにより、自動車装備部品と他の車両構成部品とが擦れ合ったときに異音(擦れ音)が発生するおそれがある。上述のように寸法変化率の小さい上記ポリプロピレン系樹脂発泡粒子成形体からなる自動車装備部品は、このような異音の発生を防止することが可能になる。
【0013】
また、自動車産業では、社会要求に適合した低燃費乗用車の開発が急務となっているが、これら問題解決の一つの方法として自動車の軽量化が必要となっている。本発明の自動車装備部品は、密度が0.1g/cm3以下であり自動車の軽量化に寄与することができる。また、ポリ乳酸樹脂を含有するため、自動車の生産におけるLCA(ライフサイクルアセスメント)の引き下げにも貢献しうる。更には、ポリ乳酸樹脂を使用しているにも拘らず加水分解しにくい構造を有することため、従来のポリプロピレン系樹脂発泡粒子成形体と遜色なく長期使用に耐えうるものである。
【図面の簡単な説明】
【0014】
【図1】実施例1における発泡粒子を得るための樹脂粒子の断面のTEM写真(倍率:10000倍)を示す写真代用図(a)、実施例1における発泡粒子の気泡膜断面のTEM写真(倍率:10000倍)を示す写真代用図(b)、実施例1における発泡粒子成形体の気泡膜断面のTEM写真(倍率:10000倍)を示す写真代用図(c)。
【図2】比較例1における発泡粒子を得るための樹脂粒子の断面のTEM写真(倍率:10000倍)を示す写真代用図(a)、比較例1における発泡粒子の気泡膜断面のTEM写真(倍率:10000倍)を示す写真代用図(b)。
【図3】比較例2における発泡粒子を得るための樹脂粒子の断面のTEM写真(倍率:5000倍)を示す写真代用図(a)、比較例2における型内成形発泡粒子成形体の気泡膜断面のTEM写真(倍率:5000倍)を示す写真代用図(b)。
【図4】実施例2における発泡粒子を得るための樹脂粒子の断面のTEM写真(倍率:5000倍)を示す写真代用図(a)、実施例2における型内成形発泡粒子成形体の気泡膜断面のTEM写真(倍率:5000倍)を示す写真代用図(b)。
【図5】比較例3における発泡粒子を得るための樹脂粒子の断面のTEM写真(倍率:5000倍)を示す写真代用図(a)、比較例3における型内成形発泡粒子成形体の気泡膜断面のTEM写真(倍率:5000倍)を示す写真代用図(b)。
【図6】比較例4における発泡粒子を得るための樹脂粒子の断面のTEM写真(倍率:5000倍)を示す写真代用図(a)、比較例4における型内成形発泡粒子成形体の気泡膜断面のTEM写真(倍率:5000倍)を示す写真代用図(b)。
【発明を実施するための形態】
【0015】
ポリ乳酸樹脂は、エステル結合による高分子量体であり、水の存在下で加水分解が起こり易い樹脂である。したがって、ポリ乳酸樹脂の成形加工においては、水分の影響をできるだけ排除する必要があり、ポリプロピレン樹脂とポリ乳酸樹脂との成形加工においても混合樹脂のモルフォロジーを制御する必要がある。
本発明においては、自動車装備部品を構成する発泡粒子成形体の基材樹脂が、ポリプロピレン樹脂を海構造(連続相)とし、ポリ乳酸樹脂を島構造(分散相)とする特定のモルフォロジーを形成することにより、良好な特性を示す。即ち、ポリ乳酸樹脂をポリプロピレン樹脂で包むことにより、外部からの水の影響を極力少なくすることができるため、発泡粒子成形体において、基材樹脂中のポリ乳酸系樹脂の加水分解を抑制することが可能となる。
【0016】
本発明の自動車装備部品は、ポリ乳酸樹脂とポリプロピレン樹脂との混合樹脂を含有するポリプロピレン系樹脂の発泡粒子成形体からなる。
上記混合樹脂は、ポリ乳酸樹脂とポリプロピレン樹脂との合計を100質量%とすると、ポリ乳酸樹脂を20〜40質量%、及びポリプロピレン樹脂を80〜60質量%含有する。
上記ポリプロピレン樹脂が60質量%未満で、上記ポリ乳酸樹脂が40質量%を超える場合には、ポリ乳酸樹脂とポリプロピレン樹脂の溶融粘度や加工条件等を制御しても、ポリ乳酸樹脂からなる上記分散相の径を小さく制御したり、後述するように最大径8μm以上の分散相の割合を4%以下(0も含む)に制御したりすることが困難になる虞がある。さらにこの場合には、上記海島構造のモルフォロジーを形成できなくなる虞がある。
一方、上記ポリプロピレン樹脂が80質量%を超え、上記ポリ乳酸樹脂が20質量%未満の場合には、ポリ乳酸樹脂の含有量が少なすぎて、植物由来樹脂であるポリ乳酸樹脂を有効利用した環境対応型の発泡粒子成形体として十分に対応できなくなる。
このような観点から、上記混合樹脂においては、ポリ乳酸樹脂とポリプロピレン樹脂との合計を100質量%とすると、上述のごとくポリ乳酸樹脂の含有量が20〜40質量%で、ポリプロピレン樹脂の含有量が80〜60質量%である。好ましくは、ポリ乳酸樹脂の含有量が25〜38質量%で、ポリプロピレン樹脂の含有量が75〜62質量%であることがよい。
【0017】
上記ポリ乳酸樹脂としては、樹脂中に乳酸に由来する単位を50モル%以上含むものを用いることができる。
上記ポリ乳酸樹脂には、例えば(a)乳酸の重合体、(b)乳酸と他の脂肪族ヒドロキシカルボン酸とのコポリマー、(c)乳酸と脂肪族多価アルコールと脂肪族多価カルボン酸とのコポリマー、(d)乳酸と脂肪族多価カルボン酸とのコポリマー、(e)これら(a)〜(d)の何れかの組合せによる混合物等が包含される。なお、乳酸の具体例としては、L−乳酸、D−乳酸、DL−乳酸又はそれらの環状2量体であるL−ラクチド、D−ラクチド、DL−ラクチド又はそれらの混合物を挙げることができる。
【0018】
上記(b)乳酸と他の脂肪族ヒドロキシカルボン酸とのコポリマーにおいて、他の脂肪族ヒドロキシカルボン酸としては、例えばグリコール酸、ヒドロキシ酪酸、ヒドロキシ吉草酸、ヒドロキシカプロン酸、ヒドロキシヘプタン酸等が挙げられる。
また、上記(c)乳酸と脂肪族多価アルコールと脂肪族多価カルボン酸とのコポリマーにおいて、脂肪族多価アルコールとしては、エチレングリコール、1,4−ブタンジオール、1,6−ヘキサンジオール、1,4−シクロヘキサンジメタノール、ネオペンチルグリコール、デカメチレングリコール、グリセリン、トリメチロールプロパン、ペンタエリトリット等が挙げられる。また、脂肪族多価カルボン酸としては、コハク酸、アジピン酸、スベリン酸、セバシン酸、ドデカンジカルボン酸、無水コハク酸、無水アジピン酸、トリメシン酸、プロパントリカルボン酸、ピロメリット酸、無水ピロメリット酸等が挙げられる。
また、上記(d)乳酸と脂肪族多価カルボン酸とのコポリマーにおいて、脂肪族多価カルボン酸としては、上述の(c)乳酸と脂肪族多価アルコールと脂肪族多価カルボン酸とのコポリマーにおける脂肪族多価カルボン酸と同様のものを用いることができる。
【0019】
また、上記ポリ乳酸樹脂は、加水分解を抑制する目的で、カルボジイミド化合物、エポキシ化合物、及びイソシアナート化合物などから選ばれる1種以上の末端封鎖剤にて分子鎖末端が封鎖されていることが好ましい。該末端封鎖剤としては、例えばカルボジイミド化合物、オキサゾリン化合物、イソイアネート化合物、エポキシ化合物等を用いることができる。これらの中でも、カルボジイミド化合物が好ましい。
具体的には、N,N’−ジ−2,6−ジイソプロピルフェニルカルボジイミド(例えばラインケミー社製Stabaxol 1)などの芳香族モノカルボジイミド、芳香族ポリカルボジイミド(例えば、ラインケミー社製Stabaxol P、ラインケミー社製Stabaxol P400など)、ポリ(4−4’−ジシクロヘキシルメタンカルボジイミド)などの脂肪族ポリカルボジイミド(例えば日清紡ケミカル(株)製カルボジライトLA-1)などが挙げられる。また、末端封鎖剤の含有量は、ポリ乳酸樹脂100質量部あたりに0.1〜5質量部が好ましく、0.5〜3質量部がより好ましい。
【0020】
また、上記ポリプロピレン樹脂としては、次の(f)又は(g)に該当する樹脂を用いることができる。
(f)プロピレン単独重合体。
(g)プロピレンと他のモノマーからなる共重合体であって、かつプロピレン成分が30質量%以上、好ましくは50質量%以上、より好ましくは70質量%以上、さらに好ましくは80質量%以上、特に好ましくは90質量%以上である共重合体。
上記(f)の単独重合体は、具体的には、ポリプロピレン樹脂である。
上記(g)の共重合体は、具体的には、例えばプロピレン−エチレン共重合体、プロピレン−エチレン−ブテン1共重合体であり、これら共重合体はブロック重合体、ランダム共重合体いずれでも良い。
【0021】
また、上記ポリプロピレン系樹脂のメルトフローレートが2〜50g/10分であることが好ましい(請求項3)。
ポリプロピレン系樹脂のメルトフローレートが2g/10分未満である場合には、ポリ乳酸樹脂とポリプロピレン樹脂とで形成される海島構造の形成が阻害されてしまう虞があると共に、発泡倍率が極端に低下する虞がある。一方、50g/10分を超える場合には、ポリ乳酸樹脂の微分散を阻害する虞があると共に、発泡粒子の独立気泡率が極端に低下する虞がある。より好ましくは、ポリプロピレン系樹脂のMFRは4〜20g/10分であることがよい。
【0022】
また、上記ポリプロピレン系樹脂発泡粒子成形体を構成するポリプロピレン系樹脂は、上記ポリ乳酸と上記ポリプロピレン系樹脂との混合樹脂100質量部に対して、上記熱可塑性エラストマー及び/又はエポキシ基を有するエチレン系共重合体を0.5〜20質量部含有する。熱可塑性エラストマーとエポキシ基を有するエチレン系共重合体とを併用する場合にはその合計量が0.5〜20質量部であり、いずれか一方を含有する場合にはその含有量が0.5〜20質量部である。
上記熱可塑性エラストマー及び/又はエポキシ基を有するエチレン系共重合体は、ポリプロピレン樹脂からなる連続相中に分散するポリ乳酸樹脂からなる分散相の会合を抑制する効果を示すことができる。以下、上記熱可塑性エラストマー及び/又はエポキシ基を有するエチレン系共重合体を、適宜「会合抑制剤」という。
【0023】
上記会合抑制剤が上記範囲内で添加されていることにより、分散相の粒径の制御が容易になる。その結果、上記ポリプロピレン系樹脂発泡粒子成形体において、最大径が8μm以上の分散相の個数を、該分散相の全個数に対して0〜4%に制御し易くなる。また、上記熱可塑性樹脂発泡粒子成形体の機械物性を向上させることができる。
ポリ乳酸とポリプロピレン樹脂との混合樹脂100質量部に対する上記会合抑制剤の含有量が0.5重量%未満の場合には、機械物性が低下する虞がある。一方、20質量部を超える場合には、樹脂の構成比率が高くなりすぎることから、発泡粒子成形体において所望の機械物性が得られなくなる虞があると共に、独立気泡率が低下する虞がある。
上記会合抑制剤の配合量は、上記混合樹脂100質量部に対して1〜15質量部であることが好ましく、2〜10質量部であることがより好ましい。
なお、上記会合抑制剤の重量平均分子量は、ポリプロピレン樹脂およびポリ乳酸樹脂との混練時の溶融粘度に基づく良好な混練性の観点から1000以上が好ましく、10000以上がより好ましい。
【0024】
上記会合抑制剤としては、上記のように熱可塑性エラストマー及び/又はエポキシ基を有するエチレン系共重合体を用いることができる。
上記熱可塑性エラストマーとしては、例えばポリスチレン系エラストマー、ポリオレフィン系エラストマー、ポリエステル系エラストマー、無水マレイン酸変性エチレン-プロピレンエラストマー、無水マレイン酸変性エチレン-プロピレン-ジエンエラストマー、エポキシ変性エチレン-プロピレンエラストマー、及びエポキシ変性エチレン-プロピレン-ジエンエラストマー等から選ばれる少なくとも1種を用いることができる。これらの中でもポリスチレン系エラストマーが好ましい。
【0025】
上記ポリスチレン系エラストマーとしては、例えばスチレン−ブタジエン−スチレンブロック共重合体(SBS)、SBSの二重結合を完全に水素添加したスチレン−エチレン−ブチレン−スチレン共重合体(SEBS)、SBSの二重結合を部分的に水素添加したスチレン−ブタジエン−ブチレン−スチレン(SBBS)、スチレン−イソプレン−スチレンブロック共重合体(SIS)、SISの二重結合を水素添加したスチレン−エチレン−プロピレン−スチレン(SEPS)などのように、芳香族ビニル単量体単位を主体とする少なくとも1つの芳香族ビニル重合体ブロックと共役ジエン単量体単位を主体とする少なくとも1つの共役ジエン重合体ブロックとからなる非水素化ブロック共重合体およびその水素化物等を用いることができる。
【0026】
また、上記エポキシ基を有するエチレン系共重合体としては、例えばエチレン−グリシジルアクリレート共重合体、エチレン−グリシジルアクリレート−酢酸ビニル共重合体などを用いることができる。
【0027】
次に、上記ポリプロピレン系樹脂発泡粒子成形体においては、ポリプロピレン樹脂からなる連続相中にポリ乳酸樹脂からなる分散相が分散しており、上記ポリプロピレン系樹脂発泡粒子成形体の透過電子顕微鏡による気泡膜断面の観察において最大径が8μm以上の上記分散相の個数が該分散相の全個数に対して4%以下(0も含む)である。
即ち、上記ポリプロピレン系樹脂発泡粒子成形体においては、その基材樹脂がポリプロピレン樹脂を海構造(連続相)とし、ポリ乳酸樹脂を島構造(分散相)とする特定のモルフォロジーを形成している。
【0028】
上記ポリプロピレン系樹脂発泡粒子成形体の透過電子顕微鏡による気泡膜断面の観察において、最大径が8μm以上の分散相の個数が該分散相の全個数に対して4%を超える場合には、製造時の収縮率が大きくなったり、機械物性が低下したりするなどの弊害が生じる虞がある。同様の観点から、最大径が8μm以上の分散相の割合は、分散相の全個数に対して3%以下(0も含む)であることが好ましく、2%以下(0も含む)であることがより好ましい。
【0029】
なお、最大径が8μm以上の分散相の割合は、次のようにして測定することができる。
具体的には、まず、発泡粒子成形体の気泡膜断面を透過電子顕微鏡(TEM)にて、撮影倍率10000倍または5000倍で撮影し、得られたTEM写真において、分散相の総数(n)と最大径が8μm以上の分散相の総数(nA)を数える。次いで、求められたnとnAから、最大径が8μm以上の該分散相の割合を、式:(nA/n)×100にて求めることができる。また、気泡膜断面の観察において分散相は、円、楕円等の様々な形態をとりえる。上述の分散相の最大径は、分散相の最大幅である。
【0030】
次に、上記自動車装備部品は、密度が0.1g/cm3以下のポリプロピレン系樹脂発泡粒子成形体からなる。
密度が0.1g/cm3を超える場合には、上記自動車装備部品の軽量化を十分に図ることが困難になる虞がある。また、高発泡倍率でも機械物性に優れるという上述の作用効果を十分に発揮することができなくなる虞がある。好ましくは、0.08g/cm3以下がよく、より好ましくは0.06g/cm3以下がよい。また、密度が小さくなりすぎると、自動車装備部品に要求される機械物性が不十分になる虞があることから、上記ポリプロピレン系樹脂発泡粒子成形体の密度は、0.01g/cm3以上であることがよい。さらにより好ましくは、上記ポリプロピレン系樹脂発泡粒子成形体の密度が0.02〜0.06g/cm3であることがよい(請求項2)。
上記ポリプロピレン系樹脂発泡粒子成形体の密度は、例えば温度23℃、相対湿度50%の条件下における嵩密度として求めることができる。
【0031】
また、上記ポリプロピレン系樹脂発泡粒子成形体は、その温度80℃における寸法変化率が±3.5%以内である。
寸法変化率が±3.5%を超える場合には、温度80℃という高温において変形しやすく、このような高温環境下に晒されやすい上記自動車装備部品として初期の特性を維持することが困難になる。また、寸法が変化した発泡粒子成形体と他の車両構成部品との間に隙間が生じ、走行時の振動や車体の捻じれなどにより、発泡粒子成形体と他の車両構成部品とが擦れ合ったときに異音(擦れ音)が発生するおそれがある。
【0032】
上記ポリプロピレン系樹脂発泡粒子成形体からなる自動車装備部品は、要求性能に合致していれば、その使用分野を限定するものではなく、外装部品や内装部品などといった特段の制限を持たずに使用することが可能となる。しかしながら、発泡体が有する特徴が各々異なる関係及び使用する部品としての要求性能が異なる観点から素材ごとに適性があるため、各々の部品ごとに要求性能を考慮した設計が必要であり、適性を選択することとなる。
【0033】
上記自動車装備部品は、ラゲージボックス、ラゲージスペーサ、フロアスペーサ、ティビアパッド、ドアパッド、ツールボックス、シートフレーム、インストルメントパネル芯材、ピラー芯材、ドアトリム芯材、シートバック芯材、フェンダー芯材、スポイラー芯材、又はドアパネル芯材であることが好ましい(請求項4)。
この場合には、軽量化が図れると共に、機械物性が優れるという上述の作用効果を十分に生かすことができる。
【0034】
上記自動車装備部品を例えば内装部品として使用する場合においては、ラゲージスペーサ、ラゲージボックス、フロアスペーサ、ティビアパッド、ドアパッド、ツールボックス、シートフレーム、インストルメントパネル芯材、ピラー芯材、ドアトリム芯材、シートバック芯材などが好適である。
これらの部品に用いる場合の要求性能としては、(1)擦れ音がしにくい材料であるか若しくは対策を施しやすいこと、(2)温度や荷重条件が変化した場合の寸法変化が小さいこと、(3)部品から放出するVOC(揮発性有機化合物)の量が相対的に小さいこと、(4)外観上華美ではなくても良いが相応に美麗であること、(5)所定の設計条件に応じた機械強度を有すること、(6)水濡れや温度変化で異臭がしにくいことなどがある。
上記の擦れ音とは完全に固定されていない部品などが走行時の振動や車体の捻じれなどで他の車両構成部品と擦れ合ったときに発生する異音である。これら異音を防止するための措置としては、材質として静摩擦係数の小さい樹脂を選定するなどの異音が発生し難い材料を基材とする発泡体を選定するか、構成上で見かけ弾性の小さい自動車部品が採用される。また、見かけ弾性が小さくなるように繊維を束ねたものを接触域に貼り付けるなどで当該部品同士が擦れても音が鳴り難くするなどの方法が採用される。繊維を束ねた材料には一般的にフェルトまたは不織布の如き材料が選定されることが多い。
上記ポリプロピレン系樹脂発泡粒子成形体からなる自動車装備部品においては、基材にポリ乳酸樹脂をブレンドしてあるため、ポリプロピレン系樹脂単体を基材樹脂とする発泡粒子成形体に比較して、フェルトまたは不織布などの接着が容易になる。
【0035】
また、上記ポリプロピレン系樹脂発泡粒子成形体からなる自動車装備部品においては、ポリプロピレン系樹脂単体を基材樹脂とする発泡粒子成形体に比較して、温度や荷重条件が変化した場合の寸法変化を小さくすることができるため、部品設計が容易になりやすい。
特にラゲージボックスに求められる機能としては、軽量化は当然ながら、工具類の収納及びトランク内の平面化などがあり、付随して期待する効果としてこもり音の防止などがある。これら期待する機能を全て充足させるためにトランクのほぼ全面を覆う形状で自動車装備部品を設計する場合があるが、トランクからの脱着性能を維持するために外周部のみトランクに接触させる形状設計が行われる場合がある。この場合には、接触部が外周部のみであり、中心部においてはラゲージボックスと自動車本体パネル面との間に隙間を生じるため、ラゲージボックスの寸法の変化量が大きくなると、ラゲージボックスが接触部から外れ脱落する虞がある。したがって、この場合には、特に温度や荷重条件が変化した場合の寸法変化に配慮する必要がある。
【0036】
このような事態を回避するためにラゲージボックスなどの自動車装備部品においては、冷熱寸法変化の測定や線膨張係数の測定などが要求され一定の水準を満たす必要がある。特に重要な指数が線膨張係数であり、一般的には30倍の発泡体で150×10-6(1/℃)以下が必要である。
上記ポリプロピレン系樹脂発泡粒子成形体からなる自動車装備部品においては、線膨張係数を120×10-6(1/℃)以下に制御することが可能であり、ポリプロピレン系樹脂単体を基材樹脂とする発泡粒子成形体が130×10-6(1/℃)以下であることを考慮すると、上記自動車装備部品はラゲージボックスへの使用が非常に好適である。
これら線膨張の大小は走行時の自動車の外気温変化による擦れ音の発生にも関与していると推測されており、線膨張係数が小さくなりやすい上記自動車装備部品を使用することは擦れ音防止の観点からも有効である。このような観点から、上記自動車装備部品は、ラゲージボックス、ラゲージスペーサ、フロアスペーサ、ティビアパッド、ドアパッド、ツールボックス、シートフレーム、インストルメントパネル芯材、ピラー芯材、ドアトリム芯材、シートバック芯材、フェンダー芯材、スポイラー芯材、ドアパネル芯材に好適である。
【0037】
次に、上記ポリプロピレン系樹脂発泡粒子成形体からなる自動車装備部品の製造方法について説明する。
通常、発泡粒子成形体は、発泡粒子を周知の構造の発泡粒子成形金型内に充填し、熱媒体となる気体状流体を該金型内に導入し発泡粒子相互を熱融着させ、冷却後脱型し、発泡粒子成形体とする方法(型内成形)により得られる。また、金型内に充填される発泡粒子の製造においては、例えば、まず、樹脂粒子を耐圧容器内で分散媒及び発泡剤と共に分散させて加熱したり、或いは樹脂粒子を耐圧容器内で分散媒と共に分散させて加熱し、次いで発泡剤を上記耐圧容器内へ圧入したりすることにより、上記樹脂粒子に物理発泡剤を含浸させて発泡性樹脂粒子を得る。次に、該発泡性樹脂粒子を上記耐圧容器内よりも低い圧力下に放出することにより上記発泡性樹脂粒子を発泡させて発泡粒子を得ることができる。
【0038】
一般的にこのような操作の中で、樹脂粒子は繰返し高温高圧の水蒸気や水に曝されることとなる。そのため、本発明のようなポリ乳酸樹脂を含有する混合樹脂を基材樹脂とする場合には、加水分解性の高いポリ乳酸樹脂が発泡粒子の表面や気泡膜から露出していると、その部分から浸食を受けてしまう虞がある。それ故、本来、所定の独立気泡構造で製造されるべき発泡粒子や発泡粒子成形体において、その気泡構造が破壊され、独立気泡構造が部分的に維持できなくなる。その結果、発泡粒子成形体の収縮率が大きくなったり、機械物性が低下したりするなどの弊害が生じることとなる。
【0039】
なお、型内成形に供される発泡粒子の独立気泡率は、一般的には、その金型内に充填される段階において少なくとも90%以上は確保されていることが好ましく、少なくとも80%以上が確保されている必要がある。また、型内成型にて得られる発泡粒子成形体においても80%以上の独立気泡率を有することが物性、外観などの観点から好ましい。発泡粒子成形体において少なくとも70%以上の独立気泡率が確保されていない場合は、目的とする金型形状の成形体の形状維持が困難となる虞がある。
【0040】
従って、分散相となるポリ乳酸樹脂の分散粒径を制御した樹脂粒子を原料にして発泡粒子成形体を製造する方法が良好な独立気泡構造の発泡粒子を得る上で効果的である。しかしながら、例えば、密度0.1g/cm3以下という比較的高発泡倍率の発泡粒子成形体を得ようとする場合においては、たとえ分散相のポリ乳酸樹脂の分散粒径を小さく制御して、ポリプロピレン樹脂からなる連続相中にポリ乳酸樹脂からなる分散相が微分散した樹脂粒子を原料としても、発泡粒子成形体の収縮率がポリプロピレン系樹脂単独発泡成形体に比較して極端に大きくなり、かつ機械物性も極端に低下する現象が伴う場合があることが判明してきている。
【0041】
この原因について鋭意研究したところおどろくべきことに、たとえポリ乳酸樹脂が微分散した樹脂粒子を発泡させ発泡粒子成形体を得たとしても、予備発泡及び型内成形などの発泡成形操作により分散相のポリ乳酸樹脂同士が会合し、巨大分散相を再形成することがあることがわかった。この巨大分散相は前記のごとく樹脂粒子中でポリ乳酸樹脂を微分散するように制御できなかったものと同様に作用することとなる。その結果、加水分解抑制への効果等が不足することから、独立気泡構造が部分的に維持できなくなる。したがって、発泡粒子成形体の収縮率がポリプロピレン系樹脂単独発泡成形体に比較して極端に大きくなり、かつ機械物性も極端に低下するといった現象になっていた。
【0042】
特に自動車装備部品のような工業製品においては、高いレベルでの寸法精度、図面通りの形状賦型、及びスペック通りの機械物性が求められる。そのため、比較的高発泡倍率での収縮率の改善、ソリやヒケなどのない図面通りの形状賦型性能、及び機械物性の維持が必要となる。このような部品を安定的に提供するためには、前記のとおり発泡成形体の気泡膜断面の透過電子顕微鏡による観察にてポリ乳酸樹脂が特定の分散状態になるように制御することが重要となる。
【0043】
最大径8μm以上の分散相は、発泡粒子の表皮や気泡膜の厚みとの関係から、発泡粒子の表面や気泡膜から露出する確率が高い。したがって、最大径8μm以上の分散相の割合が分散相の全個数に対して高い場合には、前述の気泡構造が破壊される不具合に繋がり、発泡成形体の収縮率の増大、機械物性の低下が生じる。
また、分散相を構成するポリ乳酸樹脂は、発泡粒子の段階では結晶化が十分に進んでいない状態であるが、発泡粒子成形体を提供する段階においては、分散相を構成するポリ乳酸樹脂は十分に結晶化した状態に調整されることになる。したがって、分散相を構成するポリ乳酸樹脂の体積変化が起こり、連続相との界面に微小な隙間を生む虞がある。特に最大径が8μmを超えるような大きな分散相が発泡粒子の気泡膜や表層に露出した場合には、連続相との界面に生じた微小な隙間は大きくなりやすく、微小な隙間の体積も更に大きくなりやすい。そのため、実質的に気泡膜にピンホールが開いたのと同様な不具合を起こす確立が高くなる。したがって、最大径が8μmを超えるような大きさの分散相の存在割合が分散相の全個数に対して高い場合には、前述の気泡構造が破壊される不具合に繋がる。なお、発泡粒子成形体の気泡膜の厚みは、該成形体の発泡倍率や平均気泡径にもよるが、概ね10〜20μmである。
【0044】
このような観点から、上記ポリプロピレン系樹脂発泡粒子成形体においては、上述のごとく、ポリ乳酸樹脂からなる分散相の最大径が8μmを超える分散相の個数は、分散相の全個数に対して0〜4%であることが好ましい。より好ましくは0〜3%、さらにより好ましくは0〜2%がよい。
【0045】
上記ポリプロピレン系樹脂発泡粒子成形体の気泡膜断面において、ポリ乳酸樹脂からなる分散相の最大径が8μmを超える分散相の個数を分散相の全個数に対して4%以下に制御する方法としては、次の二つの方法がある。
即ち、第一に、ポリプロピレン樹脂からなる連続相中にポリ乳酸樹脂からなる分散相が分散してなる発泡工程の前の樹脂粒子において、該樹脂粒子の断面おける最大径が8μmを超える分散相の個数を分散相の全個数に対して4%以下にする方法がある。なお、該樹脂粒子の断面の分散相の分散状態は発泡粒子成形体の場合と同様にTEM写真にて確認することができる。
【0046】
また、第二に、上記樹脂粒子の発泡工程において、分散相が会合(2以上の分散相がひとつながりに合一化する現象)しないように、樹脂粒子の樹脂組成を調整したり、発泡操作を調整したりする方法がある。
具体的には、次の(1)〜(3)の手法を採用することができる。
(1)分散相を構成するポリ乳酸樹脂の配合量をポリプロピレン樹脂とポリ乳酸樹脂の合計質量に対して40質量%以下に抑制する。
(2)会合抑制を目的として熱可塑性エラストマー及び/又はエポキシ基を有するエチレン系共重合体を配合する。
(3)発泡倍率を一定以下に抑制する。
【0047】
なお、上記(1)の手法のみで分散相の分散粒径を制御する場合には、高発泡状態の発泡粒子成形体を得るために0.1g/cm3程度以下にまで密度を小さくすると、分散相の会合が顕著になる虞がある。そのため、上記(3)の手法を併用しなければならず、結果として、高発泡状態の発泡粒子成形体を得ることが困難になる。
また、上記(3)の手法のみで分散相の分散粒径を制御する場合には、その方法そのものが、発泡倍率の自由選択の幅を狭めることになる。したがって、高発泡状態の発泡粒子成形体を得ることが困難になる。
これらの観点から、分散相の分散粒径の制御手法としては、上記(2)の手法を採用することが好ましい。即ち、会合抑制剤として、熱可塑性エラストマー及び/又はエポキシ基を有するエチレン系共重合体を配合することが好ましい。これにより、比較的広範囲における発泡倍率にも対応でき、且つポリ乳酸樹脂を高い割合で配合する場合でも分散相の会合抑制効果を維持すること可能になる。
【0048】
以上の観点に基づくと、発泡工程前の樹脂粒子としては、ポリ乳酸樹脂20〜40質量%及びポリプロピレン樹脂80〜60質量%を含有し、さらにポリ乳酸樹脂とポリプロピレン樹脂との合計量100質量部に対して、熱可塑性エラストマー及び/又はエポキシ基を有するエチレン系共重合体からなる会合抑制剤を0.5〜20質量部含有し、ポリプロピレン樹脂からなる連続相中にポリ乳酸樹脂からなる分散相が分散しており、透過電子顕微鏡による断面観察において最大径が8μm以上の上記分散相の個数が該分散相の全個数に対して4%以下(0も含む)である樹脂粒子を採用することが好ましい。
【0049】
なお、上記会合抑制剤が配合されてなくても、ポリプロピレン樹脂連続相中にポリ乳酸樹脂分散相が微分散した樹脂粒子の生産は可能である。しかし、会合抑制剤が配合されていない場合は、発泡倍率の高い発泡粒子成形体の収縮率が大きくなったり、物性的に不安定になったりする傾向がある。更に、発泡倍率が例えば30倍を超え、密度が0.1g/cm3以下の高発泡状態で、かつ機械物性等が良好な発泡粒子成形体を得ること自体が難しくなる。すなわち、微分散しているポリ乳酸樹脂からなる分散相の会合は、樹脂粒子の発泡工程や該発泡工程において得られた発泡粒子の型内成形工程において、発泡倍率の高いものを得ようとすればするほど促進してしまう傾向がある。
【0050】
一方、会合抑制剤が配合されている場合には、ポリ乳酸樹脂からなる分散相が会合抑制剤にて覆われる。そのため、発泡倍率が例えば30倍を超え、密度が0.1g/cm3以下の高発泡状態の発泡粒子成形体を得る場合においても、該分散相が微分散した状態を維持することができる。したがって、発泡粒子成形体の収縮率も小さなものとなるなど上述の効果が得られる。
【0051】
分散相において会合が起こる理由は定かではないが、会合抑制剤が配合されていない場合には、発泡による樹脂の運動(理論的にはテンソル)に伴う樹脂相互の排斥作用が働いて分散相が会合し、発泡倍率が高くなればなるほど2次凝集の如き分離が促進されているものと考えられる。例えば、水と油とを適度に攪拌すると油は水に分散するが、静置すると比重差がドライビングフォースとなって、運動し、相互排斥と会合により分離することと似た現象であると考察される。
上記会合抑制剤を含有する場合には、該会合抑制剤が、ポリ乳酸樹脂からなる分散相とポリプロピレン樹脂からなる連続相との界面相に存在でき、且つ混練による高温負荷の状態から常体時温度までポリ乳酸樹脂にもポリプロピレン系樹脂にも部分的に相溶しつつ完全には相溶しない性質を有する適切な状態で、微分散した分散相を被覆してコロイド化することにより、上記分散相が会合する現象を抑制できると考えられる。したがって、会合抑制剤の配合量が少なすぎると、ポリ乳酸樹脂からなる分散相の被覆に欠陥が出やすく、発泡操作における会合防止の作用が不足することに繋がり、配合量が多すぎると、会合防止の効果は十分であるが、発泡粒子成形体の機械物性の低下に繋がる虞がある。
【0052】
したがって、本発明のポリプロピレン系樹脂発泡粒子成形体からなる自動車装備部品の製造にあたっては、ポリプロピレン樹脂、ポリ乳酸樹脂、及び会合抑制剤を特定比率で含有する樹脂粒子(混合樹脂粒子)を用いることが好ましい。そして、該樹脂粒子に発泡剤を含有させ、発泡性樹脂粒子(発泡性混合樹脂粒子)得た後、該発泡性混合樹脂粒子を発泡させて、樹脂発泡粒子(混合樹脂発泡粒子)を得る。次いで、樹脂発泡粒子を型内成形して発泡粒子成形体を得ることができる。該型内成形に使用される発泡粒子の製法としては特に制限されるものではないが、該発泡粒子の製法としてはビーズ発泡法を用いることが好ましい。
【0053】
上記ビーズ発泡法により混合樹脂発泡粒子を得るためには、まず、ポリプロピレン樹脂及びポリ乳酸樹脂から構成される上記海島構造のモルフォロジーを示す混合樹脂粒子を作製する。
上記混合樹脂粒子は、ポリプロピレン樹脂とポリ乳酸樹脂と会合抑制剤とを以下の方法により溶融混練し、押出すことによって製造することができる。具体的には、押出機において、ポリプロピレン樹脂、ポリ乳酸樹脂、及び会合抑制剤を、これらが十分溶融する温度以上に加熱して溶融混練する。次いで、ストランド状に押出し、該ストランド状の押出物を水没させることにより急冷した後便宜の長さに切断するか、又はストランドを便宜長さに切断後又は切断と同時に、急冷する。このようにして上記混合樹脂粒子を得ることができる。即ち、所謂、ストランドカット方式や、アンダーウォーターカット方式などの従来公知の方法にて得ることができる。
【0054】
上記混合樹脂粒子の1個当りの質量は、0.05〜10mgにすることが好ましく、0.1〜4mgにすることがより好ましい。
0.05mg未満の場合には、その混合樹脂粒子の製造が困難になる。一方、10mgを超える場合には、発泡剤の均一な含浸が困難になり、上記混合樹脂発泡粒子の見かけ密度分布が大きくなったり、型内成形時の充填性が悪くなったりする虞がある。
上記混合樹脂粒子の形状は、円柱状、球状、角柱状、円筒状等を採用することができる。
【0055】
ポリプロピレン樹脂、ポリ乳酸樹脂、及び会合抑制剤を含有する基材樹脂を上記のように押出機で溶融混練しストランド状等に押出して上記混合樹脂粒子を得る工程においては、基材樹脂の構成成分であるポリ乳酸樹脂を予め乾燥させておくことが好ましい。この場合には、ポリ乳酸樹脂の加水分解による劣化を抑制することができる。
また、ポリ乳酸樹脂の加水分解による劣化を抑制するために、ベント口付き押出機を使用して、真空吸引を行ってポリ乳酸樹脂から水分を除去する方法も採用することができる。ポリ乳酸樹脂の水分を除去することにより、上記混合樹脂粒子中に気泡が発生することを抑制し、押出製造時の安定性を向上させることができる。
【0056】
上述の海島構造となるモルフォロジーは、ポリプロピレン樹脂及びポリ乳酸樹脂の上記溶融混練時に制御することが可能である。溶融混練する際の、溶融した樹脂の粘度や体積分率がモルフォロジーの形成に影響を及ぼす。
【0057】
また、一般に、異種ポリマー同士の混練では、得られる分散成分の最小分散粒子径Dは下記の式(1)で与えられる。式(1)において、C:定数、μd:分散相成分の溶融粘度、μm:連続相成分の溶融粘度、G:せん断速度、f:分散粒子の体積分率である。
【0058】
【数1】
【0059】
ポリプロピレン樹脂及びポリ乳酸樹脂の非相溶系において、ポリ乳酸樹脂を分散相成分としてポリプロピレン樹脂の連続相中に細かく分散した状態とするには、ポリプロピレン樹脂とポリ乳酸樹脂との溶融粘度比(μPP/μPLA)を小さくすることが好ましい。
また、ポリ乳酸樹脂からなる分散相の粒径を小さくするには、混練性の影響を加味すると、両溶融粘度比をできるだけ1に近づけ両樹脂の溶融粘度差をなくし、強い混練作用を付与することも好ましいと考えられる。
【0060】
また、溶融粘度比の代わりに、これと負の相関を有するメルトフローレート(MFR)の比を制御することにより、ポリ乳酸樹脂からなる分散相の粒径を小さくすることができる。即ち、ポリ乳酸樹脂のMFR/ポリプロピレン樹脂のMFR(MFR比)を調整することにより、分散相の粒径を小さくすることが可能になる。よって、上記MFR比は0.1〜4に調整することが好ましく、0.3〜3に調整することがより好ましい。
MFRは、JIS K7210(1999年)に基づき温度190℃、荷重2.16kgの試験条件で測定することができる。
【0061】
上記基材樹脂を押出機で溶融混練するにあたり、混練性や分散性を向上させるためには、押出機の種類やスクリュー形状等を周知技術のとおり最適化することが好ましい。上記混合樹脂粒子は、単軸押出機や二軸押出機を使用して作製することができる。ポリ乳酸樹脂からなる分散相の粒径を上述のごとく制御するという観点からは、二軸押出機を使用することが好ましい。
また、押出機での混練押出を複数回繰り返し行って、ポリプロピレン樹脂とポリ乳酸樹脂の分散状態を良好にさせることもできる。
上記ポリプロピレン樹脂からなる上記連続相中でのポリ乳酸樹脂からなる分散相の分散粒径は、上述のように上記会合抑制剤を混合することにより、更に効率的に小さく微分散させることができる。
【0062】
次いで、上記のようにして得られた混合樹脂粒子を耐圧容器内で分散媒及び物理発泡剤と共に分散させて加熱したり、或いは上記混合樹脂粒子を耐圧容器内で分散媒と共に分散させて加熱し、次いで物理発泡剤を上記耐圧容器内へ圧入したりすることにより、上記混合樹脂粒子に上記発泡剤を含浸させて上記発泡性混合樹脂粒子を得ることができる。次いで、該発泡性混合樹脂粒子を上記耐圧容器内よりも低い圧力下に放出することにより上記発泡性混合樹脂粒子を発泡させて混合樹脂発泡粒子を得ることができる。
このように、上記混合樹脂粒子を耐圧容器内で分散媒と共に発泡剤存在下かつ加熱条件下で分散させて得られる発泡性混合樹脂粒子を、分散媒と共に耐圧容器内から該耐圧容器内よりも低い圧力下に放出して上記混合樹脂発泡粒子を得ることができる。
【0063】
上記のごとくポリプロピレン樹脂とポリ乳酸樹脂との混合樹脂粒子を用い発泡粒子を製造すると、発泡時の延伸によりポリプロピレン樹脂及びポリ乳酸樹脂が三次元的に引き伸ばされるとともに気泡を形成する。なお、形成される気泡の気泡膜の厚みは、発泡倍率や気泡数にもよるが、概ね10〜20μmである。
【0064】
上記混合樹脂発泡粒子においては、ポリプロピレン樹脂からなる連続相中に上記ポリ乳酸樹脂からなる上記分散相が平均粒径0.350μm以下で分散していることが好ましい。
【0065】
また、上記した混合樹脂発泡粒子の製造工程における発泡温度において、ポリ乳酸樹脂とポリプロピレン樹脂の粘度、張力は必ずしも一致しない。ポリ乳酸樹脂からなる上記分散相の平均粒径が上記範囲外の場合には、両者のMFR比を前記のように調整しても発泡時における両者の粘度、張力の差異により配向延伸が異なることから、気泡膜が破けるなど独立気泡率低下の原因になる虞がある。
【0066】
また、上記混合樹脂発泡粒子を型内成形することにより、上記ポリプロピレン系樹脂発泡粒子成形体からなる自動車装備部品を作製することができる。
型内成形にあたっては、一般に飽和蒸気を加熱媒体として金型内に供給して加熱する。このとき、ポリ乳酸樹脂がポリプロピレン樹脂に包囲されていないと、加熱成形時にも発泡粒子の連泡化の原因になるため、上記のようにポリ乳酸樹脂からなる上記分散相の粒径を調整することが好ましい。
よって、分散粒径が極端に大きな分散相が少なく、かつ、該分散相全体の平均粒径が小さい方が、発泡により気泡壁を形成した際に、ポリ乳酸樹脂からなる上記分散相がポリプロピレン樹脂からなる上記連続相に充分に被覆されて、水(蒸気等を含む)からの影響を少なくし、ポリ乳酸樹脂の加水分解を抑制することができる。
更には、このような分散状態を形成することで、上記混合樹脂発泡粒子を成形してなる発泡粒子成形体においても、水分の影響を小さくすることができ、製品としての耐久性向上が期待できる。
また、混練設備や混練工程等を含めた生産性と成形品製造の安定性という観点から発泡粒子における上記分散相の平均粒径は0.05〜0.350μmが好ましく、0.05〜0.300μmがより好ましい。
【0067】
また、上記混合樹脂粒子中には、発泡助剤を予め添加しておくことができる。該発泡助剤としては、例えばタルク、炭酸カルシウム、ホウ砂、ホウ酸亜鉛、水酸化アルミニウム、シリカ等の無機物や、ポリテトラフルオロエチレン、ポリエチレンワックス、ポリカーボネート、ポリエチレンテレフタレート、ポリプロピレンテレフタレート、ポリブチレンテレフタレート、ポリシクロヘキサンジメチレンテレフタレート、ポリエチレンナフタレート、ポリブチレンナフタレート、シリコーン、メタクリル酸メチル系共重合体及び架橋ポリスチレン等の高分子を採用することができる。
基材樹脂に発泡助剤を添加する場合には、発泡助剤をそのまま基材樹脂に練り込むこともできるが、分散性等を考慮して通常は発泡助剤のマスターバッチを作製し、それと基材樹脂とを混練することが好ましい。
【0068】
発泡倍率の向上及び気泡径の調整という観点から、上記混合樹脂粒子は、上記ポリプロピレン樹脂及びポリ乳酸樹脂の合計量100質量部に対して、発泡助剤を0.001〜5質量部含有することが好ましい。
【0069】
特に、軟化状態の発泡性混合樹脂粒子を耐圧容器内から低圧域に放出して混合樹脂発泡粒子を製造する場合には、発泡剤を含浸させる上記混合樹脂粒子は、上述のごとく上記ポリプロピレン樹脂及びポリ乳酸樹脂の合計量100質量部に対して発泡助剤を0.001〜5質量部含有することが好ましく、該発泡助剤の含有量はより好ましくは0.005〜3質量部、さらに好ましくは0.01〜2質量部がよい。
【0070】
上記ポリプロピレン系樹脂発泡粒子成形体からなる自動車装備部品においては、加水分解し易いポリ乳酸樹脂を配合している。そのため、基材樹脂に配合する添加剤としては極力親水性の物質を避け、疎水性物質を選択して添加することが好ましい。発泡助剤として疎水性発泡助剤を採用することにより、ポリ乳酸系樹脂の加水分解による劣化を抑えながら発泡助剤としての効果が得られる。
【0071】
上記発泡助剤のうち、ポリテトラフルオロエチレン、ポリエチレンワックス、架橋ポリスチレン等が好ましく、更に好ましくはポリテトラフルオロエチレンがよい。
【0072】
また、基材樹脂には、例えば、黒、灰色、茶色、青色、緑色等の着色顔料又は染料を添加することができる。これにより基材樹脂を着色することができ、着色された上記混合樹脂粒子を用いれば、着色された混合樹脂発泡粒子及び発泡粒子成形体を得ることができる。また、発泡工程時に、耐圧容器内に、混合樹脂粒子、分散媒、発泡剤を仕込む際に着色顔料又は染料を同時に添加することにより、着色された混合樹脂発泡粒子及び発泡粒子成形体を得ることも可能である。
着色剤としては、有機系、無機系の顔料、染料などが挙げられる。このような、顔料及び染料としては、公知のものを用いることができる。
【0073】
基材樹脂に着色顔料、染料等の添加剤を添加する場合には、添加剤をそのまま基材樹脂に練り込むこともできるが、通常は分散性等を考慮して添加剤のマスターバッチを作製し、それと基材樹脂とを混練することが好ましい。
着色顔料又は染料の添加量は着色の色によっても異なるが、通常、基材樹脂100質量部に対して0.001〜5質量部とすることが好ましい。
【0074】
また、着色剤の他にも、難燃剤、帯電防止剤、耐候剤等の添加剤を基材樹脂に混合することも可能である。なお、廃棄やリサイクルを想定すると、顔料及び染料等の上記添加剤を高濃度で添加することは好ましくない。
【0075】
上記混合樹脂発泡粒子は、上記のとおりビーズ発泡法等により得られる。該ビーズ発泡法において、耐圧容器内からの発泡性樹脂粒子の放出時には容器内に背圧をかけて放出することが好ましい。また、特に高発泡倍率の混合樹脂発泡粒子を得るにあたっては、上記の方法で得られた混合樹脂発泡粒子を通常行われる大気圧下での養生工程を経て、加圧可能な密閉容器に充填し、空気などの加圧気体により例えば0.01〜0.10MPa(G)の圧力にて加圧処理して発泡粒子内の圧力を高める操作を行った後、該発泡粒子を容器内から取り出してスチームや熱風などの加熱媒体を用いて加熱することにより、高い発泡倍率の混合樹脂発泡粒子を得ることができる(この工程を以下、二段発泡という)。
なお、発泡倍率を高くでき、型内成形性に優れ、物性の良好な発泡粒子が得られるという観点から、上記のとおり発泡性混合樹脂粒子を低圧域へ放出する発泡方法が好ましい。一方、耐圧容器内に上記混合樹脂粒子を充填し、物理発泡剤を上記耐圧容器内に圧入することにより上記混合樹脂粒子に上記発泡剤を含浸させて発泡性混合樹脂粒子を作製し、該発泡性混合樹脂粒子を予備発泡機に投入し、水蒸気、熱風、或いはそれらの混合物などの加熱媒体にて加熱することにより上記発泡性混合樹脂粒子を発泡させて混合樹脂発泡粒子を得ることもできる。
このように、発泡剤を使用して上記混合樹脂粒子から上記混合樹脂発泡粒子を得る方法としては本発明の所期の目的を妨げない範囲において周知の方法を採用することができる。
【0076】
上記混合樹脂粒子を分散させる分散媒としては、上記した水以外にも、上記混合樹脂粒子を溶解させないものであればこれを使用することができる。水以外の分散媒としては、例えばエチレングリコール、グリセリン、メタノール、エタノール等が挙げられる。好ましくは水がよい。
また、上記混合樹脂粒子を分散媒に分散させるに際しては、必要に応じて分散剤を分散媒に添加することができる。
上記分散剤としては、酸化アルミニウム、第三リン酸カルシウム、ピロリン酸マグネシウム、酸化チタン、酸化亜鉛、塩基性炭酸マグネシウム、塩基性炭酸亜鉛、炭酸カルシウム、カオリン、マイカ、及びクレー等の無機物質や、ポリビニルピロリドン、ポリビニルアルコール、メチルセルロースなどの水溶性高分子保護コロイド剤が挙げられる。また、分散助剤として、ドデシルベンゼンスルホン酸ナトリウム、アルカンスルホン酸ナトリウム等のアニオン性界面活性剤などを使用することもできる。
これら分散剤は、上記混合樹脂粒子100質量部あたり0.2〜2質量部使用することができる。
【0077】
上記発泡剤としては、例えば、ブタン、ペンタン、ヘキサン等の炭化水素、トリクロロフルオロメタン、ジクロロフルオロメタン、テトラクロロジフルオロエタン、ジクロロメタン等のハロゲン化炭化水素、二酸化炭素、窒素、空気等の無機ガス、水を、単独で又は2種以上併用して用いることができる。これらの発泡剤のなかでも、二酸化炭素、窒素、空気等の無機系物理発泡剤を主成分とする物理発泡剤を用いることが好ましい。より好ましくは二酸化炭素がよい。
なお、無機系物理発泡剤を主成分とするとは、全物理発泡剤100モル%中の無機系物理発泡剤が50モル%以上、好ましくは70モル%以上、より好ましくは90モル%以上含まれることを意味する。有機系物理発泡剤を使用する場合には、ポリオレフィン系樹脂との含浸性、発泡性の観点から、ノルマルブタン、イソブタン、ノルマルペンタン、イソペンタンが好ましい。
【0078】
上記物理発泡剤の添加量は、発泡剤の種類、添加剤等の配合量、目的とする混合樹脂発泡粒子の見かけ密度等に応じて適宜調整することができる。例えば物理発泡剤として二酸化炭素を用いる場合には、基材樹脂100質量部あたり0.1〜30質量部、好ましくは0.5〜15質量部、より好ましくは1〜10質量部使用することがよい。
なお、上記基材樹脂は、ポリプロピレン樹脂とポリ乳酸樹脂と会合抑制剤を含有する重合体成分全体を意味する。
【0079】
軽量性、型内成形性、及び機械的物性に優れるという観点から、上記の方法により得られる混合樹脂発泡粒子は、見かけ密度が15〜150g/Lであることが好ましく、30〜80g/Lであることがより好ましい。さらに、型内成形性をより向上できるという観点から、混合樹脂発泡粒子の平均気泡径は50〜500μmであることが好ましく、100〜250μmであることがより好ましい。
【0080】
また、前記ビーズ発泡法以外の混合樹脂発泡粒子の製造方法としては、押出しによる発泡方法が挙げられる。該押出発泡法の場合には、例えば2台の押出機を直列に組み、第一の押出機で連続相となるポリプロピレン系樹脂、分散相となるポリ乳酸樹脂、及び会合抑制剤を混練し、次いで発泡剤が物理発泡剤の場合には発泡剤を注入し混練を行うことができる。一般的にこれら被混練物は良く混合するために比較的高い温度とせん断条件で混練される。ところが、これら混練条件で混練された被混練物の状態は発泡可能な樹脂の粘度からかけ離れた状態にある。そのため、一般的にはこれら被混練物の樹脂温度を低下させ、適正な粘度に調整する必要がある。このため、二台目(第二の押出機)に材料を移送し、被混練物を低せん断条件にて徐々に冷却して所定の発泡温度(ダイ温度)に下げ口金を介して押出して発泡体(混合樹脂発泡粒子)とする。尚、押出機の種類としては一般的には第一の押出機が二軸押出機であり、第二の押出機が単軸押出機であるケースが多い。
【0081】
この際、二軸押出機での被混練物の分散状態は、均一微分散を呈したとしても、その後二軸から単軸への移送などの押出機せん断の変化や発泡剤が投入されることによる樹脂の可塑状態の変化及び樹脂温度の変化で、微分散したはずのポリ乳酸樹脂が二次凝集をしてしまうことが懸念される。
しかしながら、ビーズ発泡法の生産方法によると被混練物は上記押し出し法と異なり発泡剤を除く構成であり、樹脂を押出す際の樹脂温度と微分散させるための混練温度を同等として制御することが可能である。そのため、二軸押出機で形成した均一微分散の分散粒径のままミニペレット化することが容易である。更に、ビーズ発泡法での発泡操作によると樹脂の結晶を完全に溶融することも無く且つ樹脂内部にせん断をかけずに発泡操作を完了させることが可能なため、二次凝集を起こすリスクを小さくすることができる。
【0082】
次に、上記混合樹脂発泡粒子を用いて、上記ポリプロピレン系樹脂発泡粒子成形体からなる自動車装備部品を製造するにあたっては、公知の型内成形方法を採用することができる。
例えば、従来公知の発泡粒子成形金型を用い、圧縮成形法、クラッキング成形法、加圧成形法、圧縮充填成形法、常圧充填成形法(例えば、特公昭46−38359号公報、特公昭51−22951号公報、特公平4−46217号公報、特公平6−22919号公報、特公平6−49795号公報等参照)などの従来公知の型内成形法を採用することができる。
【0083】
型内成形においては、必要に応じて、上述した二段発泡における操作と同様の混合樹脂発泡粒子内の圧力を高める操作を行い、混合樹脂発泡粒子内の圧力を0.01〜0.10MPa(G:ゲージ圧)に調整した混合樹脂発泡粒子を使用することができる。
【0084】
型内成形法としては、バッチ式型内成形法を採用することができる。
具体的には、まず、加熱及び冷却が可能であって且つ開閉し密閉できる従来公知の熱可塑性樹脂発泡粒子型内成形用の金型のキャビティー内に混合樹脂発泡粒子を充填する。そして、飽和蒸気圧が0.10〜0.38MPa(G)、好ましくは0.20〜0.30MPa(G)の水蒸気を供給して金型内で混合樹脂発泡粒子を加熱する。これにより、混合樹脂発泡粒子を膨張、融着させ、次いで得られたポリプロピレン系樹脂発泡粒子成形体を冷却して、キャビティー内から取り出す。このようにして、ポリプロピレン系樹脂発泡粒子成形体を得ることができる。
【0085】
また、上記型内成形法における水蒸気加熱の方法としては、一方加熱、逆一方加熱、本加熱などの加熱方法を適宜組み合わせる従来公知の方法を採用できる。特に、予備加熱、一方加熱、逆一方加熱、本加熱の順に発泡粒子を加熱する方法が好ましい。なお、型内成形時の上記0.10〜0.38MPa(G)の飽和蒸気圧は、型内成形工程において、金型内に供給される水蒸気の飽和蒸気圧の最大値である。
【0086】
また、型内成形法としては、上述のバッチ式型内成形法の他にも連続式の型内成形法を採用することもできる。
具体的には、まず、必要に応じて混合樹脂発泡粒子内の圧力を0.01〜0.10MPa(G)に調整した後、混合樹脂発泡粒子を通路内の上下に沿って連続的に移動するベルトによって形成される型内に連続的に供給する。そして、混合樹脂発泡粒子が水蒸気加熱領域を通過する際に飽和蒸気圧が0.10〜0.38MPa(G)の水蒸気を供給して混合樹脂発泡粒子を膨張、融着させる。その後冷却領域を通過させて冷却し、得られたポリプロピレン系樹脂発泡粒子成形体を通路内から取り出し、適宜長さに順次切断する連続式型内成形法(例えば特開平9−104026号、特開平9−104027号及び特開平10−180888号等参照)を行う。このようにして、ポリプロピレン系樹脂発泡粒子成形体を製造することもできる。
【0087】
また、上記ポリプロピレン系樹脂発泡粒子発泡粒子成形体の融着率は、50%以上が好ましく、80%以上がより好ましい。融着率が高い発泡粒子成形体は機械的強度、特に曲げ強度に優れる。
なお、上記融着率は、発泡粒子成形体を破断した際の破断面発泡粒子の個数に基づく材料破壊率を意味し、融着していない部分は材料破壊せず、発泡粒子の界面で剥離する。
【実施例】
【0088】
以下、本発明の実施例及び比較例について説明する。
本例においては、ポリプロピレン樹脂(PP)とポリ乳酸樹脂(PLA)と熱可塑性エラストマー及び/又はエポキシ基を有するエチレン系共重合体からなる会合抑制剤とを含有する混合樹脂粒子を作製し、該混合樹脂発泡粒子を用いて混合樹脂発泡粒子を作製する。さらに混合樹脂発泡粒子を用いて、本発明の実施例にかかる各種ポリプロピレン系樹脂発泡粒子成形体を作製する。また、本例においては、実施例との比較用の各種ポリプロピレン系樹脂発泡粒子成形体を作製する。
【0089】
(実施例1)
まず、PP/会合抑制剤/PLA(質量比:70/5/25)からなる樹脂粒子を作製する。
具体的には、まず、PPとしてプロピレン‐エチレン共重合体であるプライムポリマー社製のJ532MZV(融点143℃、エチレン含量2.8質量%、MFR2.4g/10分)、PLAとしてユニチカ社製のTP−4000E(カルボジイミド修飾品、融点168℃、MFR4.1g/10分)、会合抑制剤として、スチレン・ブタジエンブロック共重合体であるJSR社製のTR2250(スチレン成分52質量%、MFR0.7g/10分、)を、ポリテトラフルオロエチレン粉末(商品名:TFW−1000、(株)セイシン企業製)1000ppmと共に所定の割合で混合して押出機に供給し、後述の表1に示す条件で溶融混練した。
次いで、溶融物を押出機先端に取り付けた口金の小孔からストランド状に押出し、水槽で冷却し、ストランドを質量が略2mgになるように切断し、乾燥して混合樹脂粒子を得た。
【0090】
本例においては、押出機としては、二軸押出機(神戸製鋼製:TEX30HSS-32.5PW-2V)を使用した。
なお、表1において、押出温度におけるC1〜C3は、押出機のシリンダの設定温度であり、原料となる樹脂が原料投入口からシリンダを通ってダイから吐出されるにあたって、原料投入口に近い側から順にシリンダの設定温度をC1、C2、C3としたときの各シリンダ設定温度である。また、押出温度におけるダイは、ダイの設定温度である。また、樹脂温度は、ダイから吐出される樹脂の温度である。スクリュー回転数は、押出機におけるスクリューの回転数である。吐出速度は、ダイから吐出される樹脂の吐出速度である。また、表1には、押出機におけるスクリューメータリング部のせん断速度を示し、このせん断速度は理論計算から求めた値である。
【0091】
本例においては、得られた混合樹脂粒子について、透過電子顕微鏡で断面の写真撮影(倍率:10000)を行った。その結果を図1(a)に示す。
なお、混合樹脂粒子の透過電子顕微鏡での断面写真撮影、並びに後述する混合樹脂発泡粒子及びポリプロピレン系樹脂発泡粒子成形体の透過電子顕微鏡での断面写真撮影の具体的な方法については後述する。
【0092】
次に、混合樹脂粒子を用いて混合樹脂発泡粒子を作製した。
具体的には、上記のようにして得られた混合樹脂粒子1kgを分散媒としての水3Lと共に撹拌機を備えた5Lの密閉容器内に仕込んだ。そして、更に分散媒中に、分散剤としてのカオリンを0.3質量部、界面活性剤(商品名:ネオゲンS−20F、第一工業製薬社製、アルキルベンゼンスルホン酸ナトリウム)を有効成分量として0.004質量部、及び硫酸アルミニウムを0.01質量部添加した。この際の内容物の温度は概ね15℃〜30℃であった。
【0093】
次いで、昇温速度2℃/分で内容物の温度を144.5℃まで上昇させた後、密閉容器内に発泡剤としての炭酸ガスを3.5MPa(G)になるまで圧入し、同温度で15分間維持した。その後、温度149.5℃まで再昇温し、15分保持した後に背圧を加えながら内容物を大気圧下に放出することにより、混合樹脂発泡粒子を得た。なお、分散剤、界面活性剤、及び硫酸アルミニウムの添加量(質量部)は、混合樹脂粒子100質量部に対する量である。
得られた混合樹脂発泡粒子について、透過電子顕微鏡で断面の写真撮影(倍率:10000倍)を行った。その結果を図1(b)に示す。
【0094】
次に、混合樹脂発泡粒子を用いて発泡粒子成形体を作製した。
上記のとおり得られた発泡粒子を縦200mm×横250mm×厚さ50mmの平板成形型に充填し、スチーム加熱による加圧成形により型内成形を行なって板状の発泡粒子成形体を得た。加熱方法は両面の型のドレン弁を開放した状態でスチームを5秒間供給して予備加熱(排気工程)を行ったのち、本加熱圧力より0.08MPa(G)低い圧力で一方加熱を行い、さらに本加熱圧力より0.04MPa(G)低い圧力で逆方向から一方加熱を行った後、0.32MPa(G)の本加熱圧力にて型内成形し、ポリプロピレン系樹脂発泡粒子成形体を得た。
【0095】
加熱終了後、放圧し、成形体の発泡力による表面圧力が0.04MPa(G)に低下するまで水冷したのち、型を開放し成形体を型から取り出した。得られた成形体は80℃のオーブンにて12時間養生後、室温まで徐冷した。このようにして、ポリプロピレン系樹脂発泡粒子成形体を得た。
【0096】
本例においては、得られたポリプロピレン系樹脂発泡粒子成形体について、透過電子顕微鏡で断面の写真撮影(倍率:10000倍)を行った。その結果を図1(c)に示す。
【0097】
(比較例1)
会合抑制剤を用いずに、配合する樹脂の構成をPP/PLA(質量比:75/25)とした以外は実施例1と同様にして混合樹脂粒子を作製した。そして、該混合樹脂粒子を用いて実施例1と同様にして混合樹脂発泡粒子、及びこれを用いて発泡粒子成形体を作製した。
【0098】
本例においては、得られた混合樹脂粒子及び混合樹脂発泡粒子について、実施例1と同様に、透過電子顕微鏡で断面の写真撮影(倍率:10000倍)を行った。その結果をそれぞれ図2(a)及び(b)に示す。図2(a)が混合樹脂粒子の断面の写真撮影の結果であり、図2(b)が混合樹脂発泡粒子の断面の写真撮影の結果である。
【0099】
(実施例2、及び比較例2〜4)
実施例2、及び比較例2〜4においては、実施例1とは溶融混練条件及び押出条件を変更して、PP/会合抑制剤/PLA(質量比:70/5/25)からなる樹脂粒子を作製する。
具体的には、実施例1と同様のPP、PLA、及び会合抑制剤を、実施例1と同様に、ポリテトラフルオロエチレン粉末(商品名:TFW−1000、(株)セイシン企業製)1000ppmと共に所定の割合で混合して押出機に供給し、後述の表1に示す条件で溶融混練した。次いで、実施例1と同様に、溶融物をストランド状に押出し、冷却し、質量が略2mgになるように切断し、乾燥して混合樹脂粒子を得た。
【0100】
実施例2、及び比較例2〜4においては、押出機として、ラボプラストミル二軸押出機(株式会社東洋精機製作所製:MODEL75C100、内径30mm)を用いた。
実施例2、及び比較例2〜4における押出条件を後述の表1に示す。
【0101】
表1に示すように、実施例2、及び比較例2〜4において作製した混合樹脂粒子において、実施例2が、ポリ乳酸樹脂が微分散した混合樹脂粒子を生産する条件の代表例であるのに対し、比較例3は、押出発泡で発泡を行うに当たり発泡に適した粘弾性を形成するための準静変化の条件の例に相当する。また、これらの温度条件とせん断条件の影響を検証するための条件として比較例2、比較例4を示した。
【0102】
実施例2、及び比較例2〜4においては、得られた混合樹脂粒子について、透過電子顕微鏡で断面の写真撮影(倍率:5000倍)を行った。その結果を図3(a)、図4(a)、図5(a)、及び図6(a)に示す。
図3(a)が比較例2において作製した混合樹脂粒子の断面の写真撮影の結果であり、図4(a)が実施例2において作製した混合樹脂粒子の断面の写真撮影の結果である。また、図5(a)が比較例3において作製した混合樹脂粒子の断面の写真撮影の結果であり、図6(a)が比較例4において作製した混合樹脂粒子の断面の写真撮影の結果である。
【0103】
次に、実施例2、及び比較例2〜4においても、実施例1と同様にして、混合樹脂粒子を用いて混合樹脂発泡粒子を作製し、これを用いて発泡粒子成形体を作製した。
実施例2、及び比較例2〜4においては、得られた発泡粒子成形体について、透過電子顕微鏡で断面の写真撮影(倍率:5000倍)を行った。その結果を図3(b)、図4(b)、図5(b)、及び図6(b)に示す。
図3(b)が比較例2において作製した発泡粒子成形体の断面の写真撮影の結果であり、図4(b)が実施例2において作製した発泡粒子成形体の断面の写真撮影の結果である。また、図5(b)が比較例3において作製した発泡粒子成形体の断面の写真撮影の結果であり、図6(b)が比較例4において作製した発泡粒子成形体の断面の写真撮影の結果である。
【0104】
(参考例)
本例においては、上述の実施例及び比較例において作製した発泡粒子成形体について、その機械物性を評価するために、比較対象用として、機械物性の優れることが知られるポリプロピレン樹脂からなる発泡粒子成形体を作製する。
具体的には、まず、プロピレン‐エチレン共重合体であるプライムポリマー社製のJ532MZV(融点143℃、エチレン含量2.8質量%、MFR2.4g/10分)を、ポリテトラフルオロエチレン粉末(商品名:TFW−1000、(株)セイシン企業製)1000ppmと共に混合して押出機に供給し、後述の表1に示す条件で溶融混練した。
次いで、実施例1と同様に、溶融物をストランド状に押出し、冷却し、質量が略2mgになるように切断し、乾燥して樹脂粒子を得た。
本例においては、押出機として、二軸押出機(神戸製鋼製:TEX30HSS-32.5PW-2V)を使用した。本例における押出条件を後述の表1に示す。
また、本例においても、実施例1と同様にして、得られた樹脂粒子を用いて発泡粒子を作製し、これを用いて発泡粒子成形体を作製した。
【0105】
【表1】
【0106】
次に、実施例1、実施例2、比較例1〜4、及び参考例において作製した発泡粒子成形体について、下記に示す各種物性の評価を行った。その結果を後述の表2に示す。なお、表2においては、上述の各実施例、比較例、及び参考例の発泡粒子成形体におけるポリプロピレン樹脂、ポリ乳酸樹脂、及び会合抑制剤の配合割合を併記する。
以下、本実施例、比較例、参考例についての各種評価方法をまとめて示す。
【0107】
「密度」
実施例1、実施例2、比較例1〜4、及び参考例において作製した発泡粒子成形体の密度(嵩密度)を次のようにして測定した。
まず、温度23℃、相対湿度50%の環境下で24時間以上放置した発泡粒子成形体の外形寸法から嵩体積を求めた。次いで、発泡粒子成形体の質量(g)を精秤した。そして、発泡粒子成形体の質量を嵩体積にて除し、単位換算することにより発泡粒子成形体の嵩密度(g/L)求めた。その結果を表2に示す。
【0108】
「透過電子顕微鏡での気泡断面(8μm以上のPLAの分散割合)」
実施例1、実施例2、比較例1〜4において作製した混合樹脂粒子の断面、混合樹脂発泡粒子の気泡膜断面、およびポリプロピレン系樹脂発泡粒子成形体の気泡膜断面について、ポリプロピレン樹脂とポリ乳酸樹脂の分散状態を透過型電子顕微鏡(TEM)により観察した。
具体的には、まず、混合樹脂粒子、混合樹脂発泡粒子、及び発泡粒子成形体について、エポキシ樹脂包埋を行い、四酸化ルテニウム(RuO4)で染色し、必要に応じて四酸化オスミウム(OsO4)で染色した。次いで、染色した混合樹脂粒子、混合樹脂発泡粒子、及び発泡粒子成形体についてミクロトームを用いて薄膜化片を作製し、断面をTEM(倍率10000倍又は5000倍)で観察した。その結果を図1〜図6に示す。
なお、混合樹脂粒子のTEM観察においては、粒子質量約2mg、長さ約2mmのストランド状の混合樹脂粒子1の押出方向に対する垂直断面の中心部を、混合樹脂粒子を押出す向きから観察した。
次いで、発泡粒子成形体の気泡膜断面のTEM写真に基づき、ポリプロピレン樹脂からなる連続相中に分散しているポリ乳酸樹脂からなる分散相について、最大径が8μm以上の分散相の個数、及び全ての分散相の個数をカウントし、分散相の全個数に対する最大径8μm以上の分散相の個数の割合(個数百分率)を求めた。その結果を表2に示す。
【0109】
「成形性」
成形性の評価は、各実施例、比較例、及び参考例において作製した発泡粒子を用いて成形を行うにあたって、0.20MPa(G)から0.38MPa(G)まで0.02MPaの間隔で本加熱圧力を変えて成形を行い、後述のように発泡粒子成形体における外観(二次発泡)、融着性、回復性を評価することにより行った。その結果を表2に示す。
【0110】
上述の外観(二次発泡)の評価は、発泡粒子成形体の表面を観察し、発泡粒子の二次発泡不良による粒子間隙が目立たない場合を「○」として評価し、目立つ場合を「×」として評価することにより行った。
また、上述の融着性の評価は、発泡粒子成形体を破断した際の破断面に露出した発泡粒子のうち、材料破壊した発泡粒子の数の割合(融着率)に基づいて行った。具体的には、発泡粒子成形体の破断面を観察し、目視により内部で破断した発泡粒子数と界面で剥離した発泡粒子数をそれぞれ計測した。次いで、内部で破断した発泡粒子と界面で剥離した発泡粒子の合計数に対する内部で破断した発泡粒子の割合を算出し、これを百分率で表して融着率(%)とした。そして、融着性の評価は、融着率が50%以上の場合を「○」として評価し、50%未満の場合を「×」として評価することにより行った。
また、回復性の評価は、発泡粒子成形体の厚み方向の寸法を測定して行った。
具体的には、まず、縦約200mm、横約250mmの発泡粒子成形体における端部(端より10mm内側)と中心部(縦方向、横方向とも2等分する部分)の厚みを計測した。次いで、発泡粒子成形体の厚み比(成形体中心部の厚み/成形体端部の厚み×100(%))を算出した。そして、回復性の評価は、厚み比が95%以上の場合を「○」として評価し、95%未満の場合を「×」として評価することにより行った。
【0111】
「80℃寸法変化率」
まず、各実施例、比較例、及び参考例において作製した発泡粒子成形体を温度65℃、相対湿度80%の条件下に14日間保管した。そして、発泡粒子成形体の長手方向の長さを測定した。これを試験前の長手方向の長さBとする。次いで、発泡粒子成形体を温度80℃のオーブンにて12時間乾燥させた後、温度23℃、相対湿度50%の条件下に14日間保管した。そして、発泡粒子成形体の長手方向の長さを測定した。これを試験後の長手方向の長さCとする。
寸法変化率をAとすると、式:A=(B−C)/B×−100にて寸法変化率を求めた。寸法変化率の測定は試験片のサイズを縦50mm×横50mm×厚み25mmとして行った。その結果を表2に示す。
【0112】
「50%歪時圧縮強度」
各実施例、比較例、及び参考例において作製した発泡粒子成形体から切断して得られた試験片(全面の表皮がカットされたもの)を使用し、JIS K6767(1976年)の5.3に規定する方法に準拠して50%ひずみにおける圧縮強度(圧縮硬さ)を測定した。圧縮強度の測定試験は、試験片のサイズを縦50mm×横50mm×厚み25mmとし、圧縮速度を10mm/minとして行った。得られた応力―歪線図より発泡粒子成形体の50%歪時の応力(50%歪時圧縮強度;MPa)を求めた。その結果を表2に示す。
【0113】
「圧縮永久歪」
上述の50%歪時圧縮強度の測定において用いたものと同様の試験片について、JIS K6767(1976年)の5.4に規定する方法に準拠して圧縮永久歪(%)を測定した。その結果を表2に示す。
【0114】
「引張強度」
まず、各実施例、比較例、及び参考例において作製した発泡粒子成形体からダンベル形状の試験片を採取した。この試験片を標準状態で24時間放置した後、JIS K6767(1976年)の5.2.1 A法に規定する方法に準拠して破断時の引張強度(MPa)を測定した。その結果を未処理品の引張強度として、表2に示す。
また、各実施例、比較例、及び参考例において作製した発泡粒子成形体を50±2℃且つ95%HDの環境下で72時間保持することにより劣化させた。その後、発泡粒子成形体からダンベル形状の試験片を採取した。この試験片を標準状態で24時間放置した後、JIS K6767(1976年)の5.2.1 A法に規定する方法に準拠して破断時の引張強度(MPa)を測定した。その結果を耐湿後の引張強度として、表2に示す。
【0115】
【表2】
【0116】
表2より知られるごとく、本発明の実施例にかかるポリプロピレン系樹脂発泡粒子成形体は、高発泡倍率であるにもかかわらず、参考例であるポリプロピレン樹脂単体からなる発泡粒子成形体に匹敵する優れた機械物性を示す。そのため、自動車装備部品として好適である。
【特許請求の範囲】
【請求項1】
密度が0.1g/cm3以下のポリプロピレン系樹脂発泡粒子成形体からなる自動車装備部品あって、
上記ポリプロピレン系樹脂発泡粒子成形体を構成するポリプロピレン系樹脂は、20〜40質量%のポリ乳酸樹脂と80〜60質量%のポリプロピレン樹脂との混合樹脂(但し、ポリ乳酸樹脂とポリプロピレン樹脂との合計を100質量%とする。)と、熱可塑性エラストマー及び/又はエポキシ基を有するエチレン系共重合体とからなり、
上記熱可塑性エラストマー及びエポキシ基を有するエチレン系共重合体は、上記混合樹脂100質量部に対して合計0.5〜20質量部の割合で配合されており、
上記ポリプロピレン系樹脂発泡粒子成形体においては、ポリプロピレン樹脂からなる連続相中にポリ乳酸樹脂からなる分散相が分散しており、上記ポリプロピレン系樹脂発泡粒子成形体の透過電子顕微鏡による気泡膜断面の観察において最大径が8μm以上の上記分散相の個数が該分散相の全個数に対して4%以下(0も含む)であり、
上記ポリプロピレン系樹脂発泡粒子成形体の温度80℃における寸法変化率が±3.5%以内であることを特徴とする自動車装備部品。
【請求項2】
請求項1に記載の自動車装備部品において、上記ポリプロピレン系樹脂発泡粒子成形体の密度が0.02〜0.06g/cm3であることを特徴とする自動車装備部品。
【請求項3】
請求項1又は2に記載の自動車装備部品において、上記ポリプロピレン系樹脂のメルトフローレートが2〜50g/10分であることを特徴とする自動車装備部品。
【請求項4】
請求項1〜3のいずれか一項に記載の自動車装備部品は、ラゲージボックス、ラゲージスペーサ、フロアスペーサ、ティビアパッド、ドアパッド、ツールボックス、シートフレーム、インストルメントパネル芯材、ピラー芯材、ドアトリム芯材、シートバック芯材、フェンダー芯材、スポイラー芯材、又はドアパネル芯材であることを特徴とする自動車装備部品。
【請求項1】
密度が0.1g/cm3以下のポリプロピレン系樹脂発泡粒子成形体からなる自動車装備部品あって、
上記ポリプロピレン系樹脂発泡粒子成形体を構成するポリプロピレン系樹脂は、20〜40質量%のポリ乳酸樹脂と80〜60質量%のポリプロピレン樹脂との混合樹脂(但し、ポリ乳酸樹脂とポリプロピレン樹脂との合計を100質量%とする。)と、熱可塑性エラストマー及び/又はエポキシ基を有するエチレン系共重合体とからなり、
上記熱可塑性エラストマー及びエポキシ基を有するエチレン系共重合体は、上記混合樹脂100質量部に対して合計0.5〜20質量部の割合で配合されており、
上記ポリプロピレン系樹脂発泡粒子成形体においては、ポリプロピレン樹脂からなる連続相中にポリ乳酸樹脂からなる分散相が分散しており、上記ポリプロピレン系樹脂発泡粒子成形体の透過電子顕微鏡による気泡膜断面の観察において最大径が8μm以上の上記分散相の個数が該分散相の全個数に対して4%以下(0も含む)であり、
上記ポリプロピレン系樹脂発泡粒子成形体の温度80℃における寸法変化率が±3.5%以内であることを特徴とする自動車装備部品。
【請求項2】
請求項1に記載の自動車装備部品において、上記ポリプロピレン系樹脂発泡粒子成形体の密度が0.02〜0.06g/cm3であることを特徴とする自動車装備部品。
【請求項3】
請求項1又は2に記載の自動車装備部品において、上記ポリプロピレン系樹脂のメルトフローレートが2〜50g/10分であることを特徴とする自動車装備部品。
【請求項4】
請求項1〜3のいずれか一項に記載の自動車装備部品は、ラゲージボックス、ラゲージスペーサ、フロアスペーサ、ティビアパッド、ドアパッド、ツールボックス、シートフレーム、インストルメントパネル芯材、ピラー芯材、ドアトリム芯材、シートバック芯材、フェンダー芯材、スポイラー芯材、又はドアパネル芯材であることを特徴とする自動車装備部品。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2013−14681(P2013−14681A)
【公開日】平成25年1月24日(2013.1.24)
【国際特許分類】
【出願番号】特願2011−148072(P2011−148072)
【出願日】平成23年7月4日(2011.7.4)
【出願人】(000131810)株式会社ジェイエスピー (245)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
【公開日】平成25年1月24日(2013.1.24)
【国際特許分類】
【出願日】平成23年7月4日(2011.7.4)
【出願人】(000131810)株式会社ジェイエスピー (245)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
[ Back to top ]