
自動車高圧配管用高張力鋼管
【課題】 低合金で抗張力が800〜1800N/mm2の特性を有し、かつ耐繰返し耐内圧疲労特性に優れ、噴射圧が直噴式ガソリンエンジンの場合においては、12〜20MPaを超える内圧繰返し疲労限応力を確保できる高抗張力を有する溶接鋼管または電縫鋼管であって、腐食性流体による繰り返しの接触に対して、十分な耐食性を示す自動車高圧配管用高張力鋼管を提供する。
【解決手段】 固溶化処理後にオーステンパー処理が施された低合金高張力鋼のAM鋼(焼鈍マルテンサイト鋼:C 0.1〜0.6wt%、Si 1.5wt%、Mn 1.5wt%等)、若しくはBF鋼(ベイニテックフェライト鋼:C 0.1〜0.6wt%、Si 1.5wt%、Mn 1.5wt%等)からなるTRIP鋼板(低合金変態誘起塑性型強度鋼板)製の電縫鋼管または溶接鋼管であって、その内周面にNiめっきが施されていることを特徴とする。
【解決手段】 固溶化処理後にオーステンパー処理が施された低合金高張力鋼のAM鋼(焼鈍マルテンサイト鋼:C 0.1〜0.6wt%、Si 1.5wt%、Mn 1.5wt%等)、若しくはBF鋼(ベイニテックフェライト鋼:C 0.1〜0.6wt%、Si 1.5wt%、Mn 1.5wt%等)からなるTRIP鋼板(低合金変態誘起塑性型強度鋼板)製の電縫鋼管または溶接鋼管であって、その内周面にNiめっきが施されていることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は自動車用燃料配管、ブレーキ配管等、高圧でしかもその圧力変動が激しい流体用配管として、好適に用いることができる溶接品質に優れた、自動車高圧配管用の電縫鋼管または溶接鋼管からなる高張力鋼管に係り、より詳しくは低合金鋼でありながら高張力鋼の特性を有し、かつ優れた耐食性を有する自動車高圧配管用高張力鋼管に関する。
【背景技術】
【0002】
自動車用の燃料配管およびブレーキ配管などの高圧で激しく圧力変動する流体用配管には、一般に引張り強さ490N/mm2級〜600N/mm2級の高抗張力鋼管やステンレス製二重巻鋼管が使用される傾向にある(例えば、特許文献1および2参照)。しかしながら、高抗張力を示す材料は一般に高炭素、高合金からなる調質鋼材料であるところから硬度が高く、加工性が悪いためにロール成形などによる管体への加工が極めて困難であるばかりでなく、高合金であるが故に加工硬化性を利用したオーステナイト系材料を利用しても、700N/mm2以上の抗張力を得ることが困難であると共に、溶接性が悪いため信頼性の高い管を得ることも極めて困難であった。また近年、CO2による地球の温暖化防止のための環境対策に加え、省エネのための燃費対策の一環としてガソリンエンジンにおいても、直噴エンジンにあっては12〜20MPa以上の高内圧(噴射圧力)が要求され、前記した従来の高抗張力鋼管であっては、燃料を高圧噴射して微粒化するディーゼルエンジンはもとより、前記ガソリンエンジンにおける高圧流体による内圧疲労や振動疲労等にも耐えられないことが危惧されている。
【0003】
さらに、従来の一般的な鋼管の製造方法において、電縫鋼管の製造に際して良好な成形性や溶接性を確保するためには、含有炭素量が低く軟質の材料を使用することが得策とされており、特に低周波抵抗溶接、直流抵抗溶接等においてはその傾向が顕著に現れ、その他の溶接鋼管または電縫鋼管の製造方法における高周波誘導溶接、TIG溶接、レーザー溶接、プラズマ溶接等においても、優れた溶接品質特性を確保するためには、鋼板材料中の炭素含有量は0.6wt%程度が上限とされており、含有炭素量を0.6wt%以下に抑制しつつ硬化熱処理もなく、800〜1800N/mm2の抗張力を得ることは通常不可能とされ、かつ従来のオーステナイト系材料のもつ加工硬化特性を利用しても、その抗張力は高々700N/mm2程度が限界であった。
そこで本願出願人は先に、特定の成分比に調製された低合金高張力鋼の焼鈍マルテンサイト鋼(AM鋼)、もしくはベイニテックフェライト鋼(BF鋼)に対して特定の固溶化処理を施した後、さらに特定のオーステンパー処理を施したTRIP鋼(低合金変体誘起塑性型強度鋼板)製の電縫鋼管または溶接鋼管を開発し、低合金でありながらも抗張力800〜1800N/mm2の特性を確保し、かつ直噴ガソリンエンジンにおける12〜20MPaを超える、内圧繰返し疲労限応力をも確保し得る自動車高圧配管用抗張力鋼管として、特願2006−117298号(2006−4−20出願)において既に提案している。
【0004】
ところが近時、環境保護に係る斯界の要望がなお一層の高まりをみせ、排気ガス中に含まれるCO(一酸化炭素)、CO2(二酸化炭素)、HC(炭化水素)、NOx(窒素酸化物)、PM(パーティキュレートマター)等の濃度を低減するため、ガソリンエンジン並びにディーゼルエンジンを問わず高い燃焼効率を確保することと、それら成分の発生量を可及的に減少させるために、燃料そのものに低級ガソリン、サワーガソリン、アルコール及びアルコール混合燃料などのいわゆるバイオマス燃料を混合して用いる方法が採り入れられ、これらの燃料中に含まれる水分、ガソリンの酸化やアルコールの分解によって生成される有機酸に起因する燃料配管や、高圧の流体による繰返しの激しい圧力変動を受けるブレーキ配管等、高圧配管の腐食が新たな問題となって浮上し、高抗張力で耐圧性に優れると共に、優れた耐食性を有する高圧配管用高張力鋼管が求められ、例えば高耐食性を有する高圧燃料用配管についても既に数多くの提案がなされている。
その一例として帯状鋼板の片面にNi、Coおよびこれらを基とする合金からなる第1めっき層を形成し、該第1めっき層上に当該第1めっき層より融点の低い金属からなる第2めっき層を形成した後、得られためっき層を内側になるようにして造管した高耐食性溶接管(例えば、特許文献3参照)、溶接管のビード部を含む内周面に予めSn、Sn−Zn、Sn−Ni、Ni−P、Ni−Bのうち1種類からなる第1めっき層を施し、前記ビード部を含まない第1めっき層上に、Ni、Coおよびそれらの基合金の1種類を第2めっき層として形成した高耐食性溶接管(例えば、特許文献4参照)、あるいは燃料用配管を含む鋼板製部品用の耐食性鋼板として、その内面にNi、Coおよびこれらを基とする合金のうち1種類からなる厚さ0.5〜10μmの第1めっき層を施し、該第1めっき層の上にそれより融点の低い金属からなる厚さ0.5〜10μmの第2めっき層を、第1、第2めっき層の全厚みが1〜15μmとなるように形成し、さらに前記第1めっき層と第2めっき層を有する鋼板を、600〜1200℃で5秒間〜15分間加熱処理することによって、該第1めっき層と第2めっき層との間において拡散層を形成した鋼板と、該鋼板の製造方法(例えば、特許文献5参照)などが開示されている。
【特許文献1】特開2000−5813号公報
【特許文献2】特開2000−5814号公報
【特許文献3】特許第3176399号公報
【特許文献4】特許第3176405号公報
【特許文献5】特許第3200164号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
上記の各従来技術において、特許文献1および特許文献2に残された噴射圧力180MPa以上の高内圧に対応した、繰り返しの疲労限応力の問題は、本願出願人の先願に係る特願2006−117298によって提供された自動車高圧配管用高張力鋼管によって解消されるが、バイオマス燃料やこれを混合することによって生ずる燃料配管や、高圧で激しい圧力変動が繰返されるブレーキ配管などの流体用高圧配管の耐食性については、更なる改善が望まれる課題が残されていた。
すなわち、特許文献3および4に開示される「耐食性溶接管およびその製造方法」並びに特許文献5に提案される「燃料との接触部を有する鋼板製部品を製作するための鋼板及びその鋼板の製造法」によれば、造管用素材となる帯状鋼板の片面にNi、Co、Snおよびこれらを基とする合金からなる第1めっき層を施し、該第1めっき層上に融点の異なる金属からなる第2めっき層を形成した後、該めっき層が内側すなわち燃料と接触する部分となるようにして、ロールフォーミング、張り出し加工等により管体や所望の形態に成形し、電気抵抗溶接やシーム溶接した後、所定の温度で加熱処理して燃料配管や燃料タンク等の部品が製造されるが、この加熱処理によって融点の低い金属、もしくは第1、第2めっき層間における拡散層によって鋼素地の露出部分、クラック、溶接によるピンホール、溜まり、剥離等が覆われ、優れた耐食性が確保されると同時に、曲げや端末成形性に優れた溶接管や各種部品を得ることができるなど、優れた効果が確認されている。しかしながら、前記特許文献3乃至5によって施されるめっき層は、融点の異なる金属によって少なくとも二層のめっき層を施すことが必須の要件となるため、めっき層形成時における工程が増えると共にコストが嵩むという不都合があった。また、燃料管やブレーキ配管などの形成後に施される熱処理によって被覆される部分は、融点の低い金属層となるために高温の燃料や、高圧でかつ圧力変動の激しい流体による繰り返しの接触によって、健全なめっき層が損なわれることも危惧され、早急に解決を望まれる新たな課題が残されていた。なお、炭素鋼鋼管からなる外管の内側に、ステンレス鋼管からなる内管を内装した燃料用高圧配管も知られているが、内管となるステンレス鋼の酸化を防ぐために、熱処理を施す際には水素炉を使用することが必須の要件となり、装置上高価につくというマイナス要因があり、また、水素炉や真空炉を使用しない単なる無酸化炉もしくは露点の高い還元炉の場合には内管の内表面や内管、外管の嵌合隙間に酸化物が発生し、内圧変動によって内管、さらには外管にも及ぶ内圧疲労破壊の一因になることが懸念される。
【0006】
本発明は、このような従来技術に残された課題を解決するためになされたものであり、繰返しの耐内圧疲労特性に優れ、噴射圧が180MPaを超える内圧繰返し疲労限応力を確保することができる上に、バイオマス燃料もしくはこれを混合した燃料を用いた際、アルコールやアルコール混合燃料中に含まれる水分、ガソリンの酸化、アルコールの分解などによって生成される有機酸などの腐食性成分に対して十分な耐食性を有する高圧燃料用配管や、高圧の流体による繰返しの激しい圧力変動を受けるブレーキ配管等、高抗張力で耐圧性に優れると共に、優れた耐食性を有する自動車高圧配管用高張力鋼管を、比較的低価格で提供することを目的とするものである。
【課題を解決するための手段】
【0007】
上記課題を解決するための本発明に係る自動車高圧配管用高張力鋼管は、固溶化処理後にオーステンパー処理が施された低合金高張力鋼のAM鋼(焼鈍マルテンサイト鋼:C 0.1〜0.6wt%、Si 1.5wt%、Mn 1.5wt%等)、もしくはBF鋼(ベイニテックフェライト鋼:C 0.1〜0.6wt%、Si 1.5wt%、Mn 1.5wt%等)からなるTRIP鋼板(低合金変態誘起塑性型強度鋼板)製の電縫鋼管または溶接鋼管であって、その内周面にNiめっきが施されていることを構成上の特徴とする、自動車高圧配管用高張力鋼管を要旨とするものである。
【0008】
また、本発明における前記AM鋼はC 0.1〜0.6wt%、Si 1.5wt%、Mn 1.5wt%)を含有する焼鈍マルテンサイト鋼、前記BF鋼はC 0.1〜0.6wt%、Si 1.5wt%、Mn 1.5wt%を含有するベイニテックフェライト鋼であることを特徴とするものである。
【0009】
さらに、本発明においては、前記Niめっきが純Niめっき、Ni/Pめっき、Ni合金めっきのいずれかの電気Niめっきであることを特徴とするものである。
【0010】
またさらに、本発明においては、前記NiめっきがNi/PめっきもしくはNi/Bの化学Niめっきであることを特徴とするものである。
【0011】
本発明による上記自動車高圧配管用高張力鋼管はさらに、前記Niめっきの膜厚が1〜10μmであることを特徴とするものである。
【0012】
本発明による上記自動車高圧配管用高張力鋼管において、前記AM鋼に対する固溶化処理が、950℃に加熱保持した後急冷する熱処理であり、前記BF鋼に対する固溶化処理が950℃に加熱保持した後、オーステンパー処理温度まで急冷する熱処理であることをそれぞれ特徴とするものである。
【0013】
また、本発明による上記自動車高圧配管用高張力鋼管において、前記AM鋼に対するオーステンパー処理が、780℃に60〜3000秒間保持後325〜475℃まで急冷した後、該温度域で60〜3000秒間保持する熱処理であり、前記BF鋼に対するオーステンパー処理が、325〜475℃の温度域に加熱保持する熱処理であることをそれぞれ特徴とするものである。
【0014】
さらに、本発明による上記自動車高圧配管用高張力鋼管において、前記低合金高張力鋼のAM鋼またはBF鋼からなるTRIP鋼板(低合金変態誘起塑性型強度鋼板)が、圧延のまま、もしくは通常の軟化熱処理が施された鋼板であって、かつ残留オーステナイトを5〜25wt%保有することを特徴とするものである。
【0015】
本発明による上記自動車高圧配管用高張力鋼管はまた、前記TRIP鋼製の電縫鋼管または溶接鋼管の肉厚が2.5mm以下、外径が12.7mm以下であり、残留オーステナイトが5〜25wt%、抗張力が800〜1800N/mm2であることを特徴とするものである。
【0016】
本発明による上記自動車高圧配管用高張力鋼管はさらに、前記TRIP鋼製の電縫鋼管または溶接鋼管が、成形加工による管体の成形を介して、その接合端部が高周波誘導溶接、高周波抵抗溶接、低周波抵抗溶接、直流抵抗溶接、TIG溶接、プラズマ溶接、レーザー溶接のいずれかによって接合されることを特徴とするものである。
【発明の効果】
【0017】
本発明に係る内周面にNiめっき層が施されたTRIP鋼製の電縫鋼管または溶接鋼管からなる自動車高圧配管用高張力鋼管は、塑性変形能が高く、かつ塑性加工により加工誘起マルテンサイト組織となり、内圧または外力によって発生する材料内部の疵や、非金属介在物等に由来するノッチ先端より発生する亀裂の進行を阻止して耐内圧疲労特性を向上させることができ、直噴式ガソリンエンジンにおける高圧燃料配管においては、12〜20MPa以上の内圧繰返し疲労や、エンジンや車体の振動に伴う振動疲労等に耐えるという本来の高抗張力特性に加え、高圧流体による繰返しの接触に曝される該鋼管の内周面は、本発明により施されたNiめっき層によって健全な状態で保護される。また、本発明の自動車高圧配管用高張力鋼管は、自動車用の燃料配管、ブレーキ配管などの高圧流体用配管として採用した場合においても、バイオマス燃料等に対する耐腐食性において、優れた効果を奏することができる。
【発明を実施するための最良の形態】
【0018】
本発明における固溶化処理後にオーステンパー処理が施され、自動車高圧配管用高張力鋼管として用いられるTRIP鋼、すなわち低合金変態誘起塑性型強度鋼は、近年、乗用車の足回りプレス成形部品の軽量化等を目的として開発されたもので、残留オーステナイト(γR)のひずみ誘起変態(TRIP)を利用してプレス成形性を著しく改善したフエライト(αf)+ベイナイト(αb)+γR複合組織鋼[TRIP型Dual−Phase鋼、TDP鋼]、およびベイニテックフェライト(αbf)+γR鋼[TRIP型ベイナイト鋼、TB鋼]である。ここで変態誘起塑性とは、科学的に不安定な状態で存在するオーステナイト(γ)層が、力学的エネルギーの付加によりマルテンサイトへと変態する際に相伴う大きな伸びのことである。すなわち、TRIP鋼とは、ある限定された組成の鋼において特定な熱処理を施すことにより、α層の粒界を中心に残留オーステナイトやベイナイト組織の混在した金属組織を得た鋼のことである。このような金属組織を有するTRIP鋼の特徴としては、塑性変形能が高いこと、加工によりマルテンサイト組織となるため強度が高くかつ硬くなることなどがあげられる。
【0019】
本発明に係る自動車高圧配管用高張力鋼管は、このような特性を備えた残留オーステナイトを5〜25wt%有する低合金変態誘起塑性型強度鋼製であるので、造管加工途中においては加工性が良く、かつ流路内表面は疵深さが20μm以下の管となっている。また伸管する場合はリダクションが大きくとれるので伸管回数を減らすことができ、さらに同じリダクションであれば小さな伸管機により小さなダイスでかつ小さな引抜き力で加工が可能である。また、オーステナイト(γ)組織であったものが加工誘起マルテンサイトの析出により、硬さ、引張り強さが共に向上するので、耐内圧疲労特性、シート面の耐疵付き性、曲げ形状の安定性、耐振動疲労特性等が優れている。さらに、低合金変態誘起塑性型強度鋼は、局部的に変形した部分のオーステナイトが硬質なマルテンサイトに変態し、その部分を強化するという特性(TRIP現象)を有するので、この低合金変態誘起塑性型強度鋼製の高圧配管の場合は、振動疲労や内圧疲労が進んでも、前記特性によりその疲労部分が強化されて管の破壊を阻止する抵抗力が生じるため、従来のJIS G 3445のSTKM材、JIS G 3455のSTS材、JIS G 3459のSUS材等に比較して高寿命が保証される。なお、本発明において、低合金変態誘起塑性型強度鋼の残留オーステナイトを5〜25wt%と限定したのは、5wt%未満では高い応力にさらされた時、残留オーステナイトからマルテンサイトへの変態量が少なく十分な強度アップが図れず、他方、25wt%を超えると所望の強度を確保し難いためである。
【0020】
本発明に係るTRIP鋼製の電縫鋼管または溶接鋼管からなる自動車高圧配管用高張力鋼管を製造するに際し、肉厚が2.5mm以下の薄肉帯状鋼板からなるコイル材の中からAM鋼(焼鈍マルテンサイト鋼:C 0.1〜0.6wt%、Si 1.5wt%、Mn 1.5wt%等、以下単に「AM鋼」ということがある。)を採用した場合、950℃に加熱した状態で好ましくは1200秒間保持した後、急冷することによって固溶化処理を施し、次いで780℃に加熱してその温度域で60〜3000秒間、好ましくは1000秒間保持した後、325〜475℃まで急冷して該温度域にてさらに60〜3000秒間、好ましくは1000秒間保持することによってオーステンパー処理が施される。他方、同じ肉厚の薄肉帯状鋼板からなるコイル材の中からBF鋼(ベイニテックフェライト鋼:C 0.1〜0.6wt%、Si 1.5wt%、Mn 1.5wt%等、以下単に「BF鋼」ということがある。)を採用した場合には、950℃に加熱した状態で好ましくは1200秒間保持した後、オーステンパー処理温度すなわち325〜475℃まで急冷することによって固溶化処理が施され、次いでその温度域、すなわち325〜475℃の温度域において60〜3000秒間、好ましくは1000秒間保持することによってオーステンパー処理が施される。本発明の上記熱処理におけるオーステンパー処理条件として、処理温度を325〜475℃としたのは、325℃未満では残留オーステナイト量が不足し、他方、475℃を超えるとセメンタイトが析出して残留オーステナイト量が不足するためである。さらに、オーステンパー処理時間を60〜3000秒としたのは、60秒未満では残留オーステナイト量が不足し、他方、3000秒を超えると残留オーステナイトが分解し減少するためである。
なお、前記TRIP鋼(AM鋼やBF鋼)としては、例えば特許第3253068号、特開2002−302734号公報、特開2006−207021号公報等に開示されているものを含むことはいうまでもない。
【0021】
TRIP鋼板に対する上記の熱処理による固溶化処理およびオーステンパー処理は、該鋼板に対して高周波誘導溶接、高周波抵抗溶接、低周波抵抗溶接、直流抵抗溶接、TIG溶接、プラズマ溶接、レーザー溶接のいずれかの方法を採用して、所望の電縫鋼管もしくは溶接鋼管を造管した後に施されるか、或いはTRIP鋼製帯状鋼板からなるコイル材を所定の寸法に裁断した後、該鋼板に対する上記の熱処理を施し、しかる後に所望の電縫鋼管もしくは溶接鋼管を造管する方法のいずれかを任意に採用し得るが、本発明においては得られた該電縫鋼管もしくは溶接鋼管の内周面、すなわち各種燃料等の高圧の流体が繰返して接触する部位に、Niめっき層を形成することが必須の要件となる。Niめっき層の形成手段としては純Niめっき、Ni/Pめっき、Ni合金めっき等の電気Niめっき、化学Ni/Pめっきおよび化学Ni/Bめっきのいずれかを単独もしくは組み合わせても良い。また、形成されるNiめっき層の膜厚は1〜10μmの範囲内であることが望ましい。Niめっきの膜厚が1μm未満の場合は、高圧流体の繰り返しの接触に対して十分な耐食性が確保できず、該膜厚が10μmを超えた場合は、めっき層が硬化して曲げ等の塑性変形を受けてクラックの発生や剥離することが懸念される。
【0022】
上記の如くして得られた本発明による自動車高圧配管用高張力鋼管は、AM鋼、BF鋼等のTRIP鋼製で、その肉厚が2.5mm以下、外径が12.7mm以下の薄肉電縫鋼管または溶接鋼管であるため、自動車用燃料配管、ブレーキ配管、パワーステアリング配管、直噴ガソリンエンジン用噴射管など、高圧で激しく圧力変動する流体用の高圧配管として比較的安価に提供できる。また、薄肉電縫鋼管または溶接鋼管用として選択されるAM鋼、BF鋼等の薄肉鋼帯のコイル材は、コイル材本来の特性として仕上げ加工された圧延ロールの転写によって表面が非常に滑らかであること、圧延時の表面リダクションと表面急冷によって表面層の組織が緻密となること、非金属介在物や疵等の欠陥もシームレス鋼管等と比べて極めて少ないことなど、本来の利点がある上に、表面欠陥の極めて少ない状態で溶接または電縫圧接された薄肉のTRIP鋼製の高張力鋼管は、自動車用燃料配管、ブレーキ配管、パワーステアリング配管、直噴ガソリンエンジン用噴射管等の高圧で激しく圧力変動する流体用配管として使用される際、管の曲げ加工によって曲げ部内外に加工歪みが加わり圧縮、引張りに拘らず加工誘起マルテンサイトが生じてその硬化により強化され、耐繰返し内圧疲労強度を向上させることができる。
【0023】
本発明による自動車高圧配管用高張力鋼管はさらに、直噴式ガソリンエンジンにおける噴射圧12〜20MPa以上の燃料噴射管として用いた場合、管内表面全体に加工誘起マルテンサイトが生じ、耐内圧疲労強度の向上に寄与することはいうまでもなく、また、表面欠陥の極めて少ない薄肉鋼帯のコイル材から作られた溶接鋼管または電縫鋼管とはいえ、万一内表面に非金属介在物または切欠き疵等が存在し、その欠陥の切欠き部先端に前記12〜20MPaを超える繰返し内圧による引張り応力が集中して亀裂が進行しようとした場合でも、その亀裂先端部に集中的に生じた加工誘起マルテンサイトが硬化して、亀裂の進行を阻止することができる特性と、前記した曲げ加工歪みによる加工硬化マルテンサイトが生じ、内表面が圧縮応力場となる効果とが相俟って、高耐内圧疲労限応力を有する自動車高圧配管用高張力鋼管を提供できる。その上、本発明による自動車高圧配管用高張力鋼管は、高圧流体が繰返して接触する管内周面には、優れた耐食性を有するNiめっき層が強固な状態で形成されるため、バイオマス混合燃料等高温高圧の腐食性流体による繰り返しの接触に対しても、健全な状態を長期に渡って維持することができる。
【実施例1】
【0024】
AM鋼(焼鈍マルテンサイト鋼:C 0.20wt%、Si 1.5wt%、Mn 1.5wt%)からなる板厚0.6mm、コイル幅41.2mmのTRIP鋼板(鋼板強度460MPa)を用い、直流特性低周波抵抗溶接機により造管速度60m/minで、管径8mmの電縫鋼管を複数造管し、次いで図1に示すAM鋼の固溶化処理とオーステンパー処理のヒートパターンに準じて、これらの電縫鋼管を950℃に1000秒間保持して固溶化処理を施した後、オイルクエンチ処理にて急冷し、続いて780℃に1000秒間保持して再加熱を行なった後、400℃まで急冷して該温度域において1000秒間保持することによってオーステンパー処理を施し、強度1150MPa、オーステナイト体積率21%のTRIP鋼製の電縫鋼管複数を得た。
得られた電縫鋼管の中から1本を取り出し、内周部分を除いた露出部分にマスキングを施した後、電気めっき法によって該電縫鋼管の内周面にNiめっきを施したが、この際、用いられるめっき液の組成としては、硫酸ニッケル:250g/L、塩化ニッケル:40g/L、ホウ酸:40g/L、トップレオナNL1(奥野製薬製):15g/L、トップレオナNL2(奥野製薬製):0.75g/L、ニッケルキャリアー(奥野製薬製):3.0g/Lであり、めっき液温度:55℃、めっき液pH:4.3、電流密度:3A/dm2、電極としてPt線を用いて処理時間が5分の電気Niめっきを施し、本発明による自動車高圧配管用高張力鋼管を得た。
得られた該高張力鋼管の内周面には、膜厚3μmのNiめっき層が均一な状態で生成されていることが確認された。なお、電極として用いたPt線に代えてNi、Ta、Ti、Ti−Ptなどの不溶性電極を用いることも可能である。
【0025】
このようにして得られた本発明に基づく本実施例による自動車高圧配管用高張力鋼管を、ベース燃料としてのエタノール混合ガソリン(E30)に、添加剤として蟻酸:0.15%、蒸留水:2%を添加して40℃に加温したテスト用燃料中に、1000時間に亘って浸漬する耐食性試験に供した結果、該高張力鋼管の内周面には赤錆等の発生は認められず、Niめっき層は健全な状態で維持されていることが確認され、一方、該高張力鋼管に対して溝付ロールによる半径20mmで、180度の曲げ試験を実施した結果、めっき皮膜にクラックや剥離の発生は見られなかった。なお、上記の熱処理が施された後、Niめっきを施さなかった電縫鋼管について、JASO M 101 『自動車配管用金属管の規定』による押広げ試験および曲げ試験を実施した結果、押広げ試験では1.4D(1.2D以上)を示し、曲げ試験では溶接部に密着異常は確認されなかった。すなわち、本実施例においては、TRIP鋼板に対するオーステンパー処理を施さずに造管し、造管後にオーステンパー処理を施したが、板厚(肉厚)が0.6mmと薄いため完全な状態でオーステンパー処理が施されて、加工誘起マルテンサイトが生起されていることが併せて確認された。
【実施例2】
【0026】
実施例1によって得られた電縫鋼管を用い、用いられるめっき液の組成を、硫酸ニッケル:250g/L、塩化ニッケル:40g/L、ホウ酸:40g/L、BLS−MU(荏原ユージライト製):10g/L、BLS−L(荏原ユージライト製):1.5g/Lとし、めっき液温度:55℃、めっき液pH:4.3、電流密度:3A/dm2、電極としてPt線を用い、処理時間を13分とした以外は実施例1と同様の電気Niめっきを施し、本実施例による自動車高圧配管用高張力鋼管を得た。
得られた該高張力鋼管の内周面には、膜厚8μmのNiめっき層が均一な状態で生成されていることが確認された。なお、得られた該高張力鋼管を実施例1と同一の条件で耐食性試験並びに曲げ試験に供した結果、実施例1と同様の優れた成果が確認された。
【実施例3】
【0027】
用いるめっき液としてシューマーS−780(カニゼン製):200g/Lを使用し、めっき液温度:92℃、めっき液pH:4.4で、処理時間:10分の化学Ni/Pめっきを施した以外は、上記実施例1と同様にして自動車高圧配管用高張力鋼管を得た。
得られた該高張力鋼管の内周面には、膜厚3μmのNi/Pめっき層が均一な状態で生成されていることが認められた。なお、本実施例による自動車高圧配管用高張力鋼管を、実施例1と同一の条件で耐食性試験並びに曲げ試験に供した結果、実施例1と同様の優れた成果が確認された。
【実施例4】
【0028】
用いるめっき液をニムデン5X(上村工業製):200g/Lとし、処理時間を20分とした以外は上記実施例3と同様にして自動車高圧配管用高張力鋼管を得た。得られた該高張力鋼管の内周面には、膜厚6μmのNi/Pめっき層が均一な状態で生成されていることが認められた。なお、本実施例による自動車高圧配管用高張力鋼管を、実施例1と同一の条件で耐食性試験並びに曲げ試験に供した結果、実施例1と同様の優れた成果が確認された。
【実施例5】
【0029】
用いるめっき液を、トップケミアロイB−1(奥野製薬製)原液とし、めっき液温度:65℃、めっき液pH:6.7で、処理時間:15分の化学Ni/Bめっきを施した以外は、上記実施例3と同様にして自動車高圧配管用高張力鋼管を得た。得られた該高張力鋼管の内周面には、膜厚1.5μmのNi/Bめっき層が均一な状態で生成されていることが認められた。なお、本実施例による自動車高圧配管用高張力鋼管を、実施例1と同一の条件で耐食性試験並びに曲げ試験に供した結果、実施例1と同様の優れた成果が確認された。
【実施例6】
【0030】
化学Ni/Bめっきの処理時間を30分に代えた以外は、上記実施例5と同様にして自動車高圧配管用高張力鋼管を得た。得られた該高張力鋼管の内周面には、膜厚3μmのNi/Bめっき層が均一な状態で生成されていることが認められた。なお、本実施例による自動車高圧配管用高張力鋼管を、実施例1と同一の条件で耐食性試験並びに曲げ試験に供した結果、実施例1と同様の優れた成果が確認された。
【実施例7】
【0031】
用いるめっき液をBEL801(上村工業製)原液とし、めっき液温度:62℃、めっき液pH:6.3で、処理時間:20分の化学Ni/Bめっきを施した以外は、上記実施例5と同様にして自動車高圧配管用高張力鋼管を得た。得られた該高張力鋼管の内周面には、膜厚2μmのNi/Bめっき層が均一な状態で生成されていることが確認され、得られた該高張力鋼管を、実施例1と同一の条件で耐食性試験並びに曲げ試験に供した結果、実施例1と同様の優れた成果が確認された。
[比較例1]
【0032】
実施例1によって得られ、その内周面へのNiめっきを施さなかった電縫鋼管を用い、実施例1と同一の条件で耐食性試験に供した結果、1000時間経過後の該鋼管の内周面には、点在して発生した赤錆が認められ、該試験後の重量が0.13%減少していることが確認された。
[比較例2]
【0033】
熱処理後の電縫鋼管の内周面に電気Niめっきを施す際、処理時間を1分間とした以外は、上記実施例1と同様にして自動車高圧配管用高張力鋼管を得た。この際、前記自動車高圧配管用高張力鋼管の内周面に生成されたNiめっき層の膜厚は0.5μmであった。得られた該自動車高圧配管用高張力鋼管を、実施例1と同一の条件で耐食性試験に供した結果、1000時間経過後における該内管2の内周面には、点在する赤錆の発生が認められ、該試験後の重量が0.1%減少していることが確認された。
[比較例3]
【0034】
処理時間を45分に代えた化学Ni/Pを施した以外は、上記実施例4と同様にして自動車高圧配管用高張力鋼管を得た。得られた該高張力鋼管の内周面には、膜厚13μmのNi/Pめっき層が均一な状態で生成されていることが認められ、得られた該自動車高圧配管用高張力鋼管を、実施例1と同一の条件で耐食性試験並びに曲げ試験に供した結果、該高張力鋼管の内周面には錆の発生は認められず、重量の減少などの異常も見られなかったが、曲げ試験においてはめっき皮膜にクラックの発生が認められた。
【実施例8】
【0035】
板厚1.0mm、コイル幅39.1mmのBF鋼(ベイニテックフェライト鋼:C0.35wt%、Si1.5wt%、Mn1.5wt%)からなるTRIP鋼板を、図2に示すBF鋼の固溶化処理とオーステンパー処理のヒートパターンに基づいて、950℃に1200秒間保持して固溶化処理を施し、その後約400℃まで急冷して該温度域において500秒間保持することによってオーステンパー処理を施し、さらに常温へのオイルクエンチ処理を施した後、得られた該オーステンパー処理鋼板(鋼板強度1120MPa)を用い、TIG溶接機により造管速度4.2m/minで造管して、強度1010MPa、残留オーステナイトの体積率が21%で、管径が12.7mmのTRIP鋼製の溶接鋼管を複数得た。得られた該溶接管の中から1本を取り出して、その内周面を除く露出部にマスキングをした後、上記実施例1と同一の条件で電気Niめっき処理を施すことによって、本実施例による自動車高圧配管用高張力鋼管を得た。
得られた該高張力鋼管の内周面には実施例1と同様に膜厚3μmのNiめっき層が均一な状態で生成されていることが認められた。なお、得られた該高張力鋼管を、実施例1と同一の条件で耐食性試験並びに曲げ試験に供した結果、該高張力鋼管の内周面に形成されたNiめっき層は、健全な状態で維持され実施例1と同様の優れた成果が確認された。
一方、上記の熱処理後に造管され、Niめっきが未処理の溶接鋼管について、実施例1と同様の拡管試験並びに折り曲げ試験に供した結果、拡管試験では1.4D(1.2D以上)を示し、折り曲げ試験では実施例1と同様、溶接部に特段の密着異常は認められなかった。
また、本実施例においては鋼板状態で熱処理が施され、造管後にはオーステンパー処理は施されなかったため、接合熱影響を受ける部分に若干の残留オーステナイトの消滅が見られたが、再熱処理を施すことによって容易に補われて実施例1に劣らぬ結果が併せて確認された。
【実施例9】
【0036】
AM鋼製の電縫鋼管に代えて実施例8によって造管されたBF鋼製の溶接鋼管を用いた以外は、上記実施例3と同様にして本実施例による自動車高圧配管用高張力鋼管を得た。得られた該高張力鋼管の内周面には、膜厚3μmのNi/Pめっき層が均一な状態で生成されていることが認められた。なお、本実施例による自動車高圧配管用高張力鋼管を、実施例1と同一の条件で耐食性試験並びに曲げ試験に供した結果、実施例1と同様の優れた成果が確認された。
【実施例10】
【0037】
AM鋼製の電縫鋼管に代えて実施例8によって造管されたBF鋼製の溶接鋼管を用いた以外は、上記実施例5と同様にして本実施例による自動車高圧配管用高張力鋼管を得た。得られた該高張力鋼管の内周面には、膜厚1.5μmのNi/Bめっき層が均一な状態で生成されていることが認められた。なお、本実施例による自動車高圧配管用高張力鋼管を、実施例1と同一の条件で耐食性試験並びに曲げ試験に供した結果、実施例1と同様の優れた成果が確認された。
【0038】
本発明による自動車高圧配管用高張力鋼管は、上記のように耐圧強度的に極めて優れた特性を有すると同時に、バイオマス燃料を含む各種流体と直接接触する管内周面に、膜厚が1〜10μmのNiめっき層を施すことによって、その耐食性が著しく向上し、バイオマス燃料中に含まれる水分のみならず、ガソリンの酸化やアルコールの分解によって生成される有機酸など、腐食性要因を含む高圧燃料による繰り返しの接触に対しても、十分に耐えることが確認され、しかも該Niめっき層の形成に際しては、Ni電気めっき、化学Ni/Pめっき、化学Ni/Bめっきのいずれを採用する場合においても、簡略な操作によって単層のめっき層を施すのみであるところから、作業の簡素化とコストの低減に大きく寄与することができる。なお、本発明におけるめっきは、電気めっきと化学めっきを組み合わせて多層めっきとしてもよい。
【産業上の利用可能性】
【0039】
本発明のTRIP鋼製の溶接鋼管または電縫鋼管からなる自動車高圧配管用高張力鋼管は、塑性変形能が高く、かつ塑性加工により加工誘起マルテンサイト組織となり内圧または外力によって発生する材料内部の疵、非金属介在物等に由来してノッチ先端より発生する亀裂の進行等を、効果的に阻止して耐内圧疲労特性を向上させることができるため、自動車用燃料配管、ブレーキ配管、パワーステアリング配管、直噴式ガソリンエンジン用噴射管の場合には12〜20MPa以上の高噴射圧にも耐え得るという優れた効果を奏することができ、さらに加えて本発明による自動車高圧配管用高張力鋼管は、管内周面に施されるNiめっき層が高温高圧の腐食性流体に対して、優れた防食性作用を発揮して、例えば各種アルコール成分などを含むバイオマス燃料等を用いた場合においても、燃料配管を健全な状態で維持することが可能となり、近年におけるCO2による環境面における地球規模の温暖化対策、さらには省力化のための燃費対策等に大きく貢献することが期待される。
【図面の簡単な説明】
【0040】
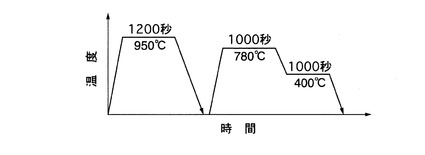
【図1】本発明におけるAM鋼の固溶化処理とオーステンパー処理のヒートパターンの一例を示す図である。
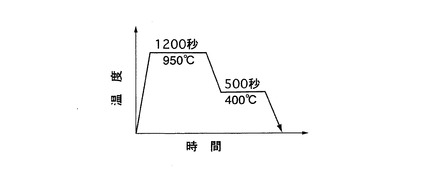
【図2】同じくBF鋼の固溶化処理とオーステンパー処理のヒートパターンの一例を示す図である。
【技術分野】
【0001】
本発明は自動車用燃料配管、ブレーキ配管等、高圧でしかもその圧力変動が激しい流体用配管として、好適に用いることができる溶接品質に優れた、自動車高圧配管用の電縫鋼管または溶接鋼管からなる高張力鋼管に係り、より詳しくは低合金鋼でありながら高張力鋼の特性を有し、かつ優れた耐食性を有する自動車高圧配管用高張力鋼管に関する。
【背景技術】
【0002】
自動車用の燃料配管およびブレーキ配管などの高圧で激しく圧力変動する流体用配管には、一般に引張り強さ490N/mm2級〜600N/mm2級の高抗張力鋼管やステンレス製二重巻鋼管が使用される傾向にある(例えば、特許文献1および2参照)。しかしながら、高抗張力を示す材料は一般に高炭素、高合金からなる調質鋼材料であるところから硬度が高く、加工性が悪いためにロール成形などによる管体への加工が極めて困難であるばかりでなく、高合金であるが故に加工硬化性を利用したオーステナイト系材料を利用しても、700N/mm2以上の抗張力を得ることが困難であると共に、溶接性が悪いため信頼性の高い管を得ることも極めて困難であった。また近年、CO2による地球の温暖化防止のための環境対策に加え、省エネのための燃費対策の一環としてガソリンエンジンにおいても、直噴エンジンにあっては12〜20MPa以上の高内圧(噴射圧力)が要求され、前記した従来の高抗張力鋼管であっては、燃料を高圧噴射して微粒化するディーゼルエンジンはもとより、前記ガソリンエンジンにおける高圧流体による内圧疲労や振動疲労等にも耐えられないことが危惧されている。
【0003】
さらに、従来の一般的な鋼管の製造方法において、電縫鋼管の製造に際して良好な成形性や溶接性を確保するためには、含有炭素量が低く軟質の材料を使用することが得策とされており、特に低周波抵抗溶接、直流抵抗溶接等においてはその傾向が顕著に現れ、その他の溶接鋼管または電縫鋼管の製造方法における高周波誘導溶接、TIG溶接、レーザー溶接、プラズマ溶接等においても、優れた溶接品質特性を確保するためには、鋼板材料中の炭素含有量は0.6wt%程度が上限とされており、含有炭素量を0.6wt%以下に抑制しつつ硬化熱処理もなく、800〜1800N/mm2の抗張力を得ることは通常不可能とされ、かつ従来のオーステナイト系材料のもつ加工硬化特性を利用しても、その抗張力は高々700N/mm2程度が限界であった。
そこで本願出願人は先に、特定の成分比に調製された低合金高張力鋼の焼鈍マルテンサイト鋼(AM鋼)、もしくはベイニテックフェライト鋼(BF鋼)に対して特定の固溶化処理を施した後、さらに特定のオーステンパー処理を施したTRIP鋼(低合金変体誘起塑性型強度鋼板)製の電縫鋼管または溶接鋼管を開発し、低合金でありながらも抗張力800〜1800N/mm2の特性を確保し、かつ直噴ガソリンエンジンにおける12〜20MPaを超える、内圧繰返し疲労限応力をも確保し得る自動車高圧配管用抗張力鋼管として、特願2006−117298号(2006−4−20出願)において既に提案している。
【0004】
ところが近時、環境保護に係る斯界の要望がなお一層の高まりをみせ、排気ガス中に含まれるCO(一酸化炭素)、CO2(二酸化炭素)、HC(炭化水素)、NOx(窒素酸化物)、PM(パーティキュレートマター)等の濃度を低減するため、ガソリンエンジン並びにディーゼルエンジンを問わず高い燃焼効率を確保することと、それら成分の発生量を可及的に減少させるために、燃料そのものに低級ガソリン、サワーガソリン、アルコール及びアルコール混合燃料などのいわゆるバイオマス燃料を混合して用いる方法が採り入れられ、これらの燃料中に含まれる水分、ガソリンの酸化やアルコールの分解によって生成される有機酸に起因する燃料配管や、高圧の流体による繰返しの激しい圧力変動を受けるブレーキ配管等、高圧配管の腐食が新たな問題となって浮上し、高抗張力で耐圧性に優れると共に、優れた耐食性を有する高圧配管用高張力鋼管が求められ、例えば高耐食性を有する高圧燃料用配管についても既に数多くの提案がなされている。
その一例として帯状鋼板の片面にNi、Coおよびこれらを基とする合金からなる第1めっき層を形成し、該第1めっき層上に当該第1めっき層より融点の低い金属からなる第2めっき層を形成した後、得られためっき層を内側になるようにして造管した高耐食性溶接管(例えば、特許文献3参照)、溶接管のビード部を含む内周面に予めSn、Sn−Zn、Sn−Ni、Ni−P、Ni−Bのうち1種類からなる第1めっき層を施し、前記ビード部を含まない第1めっき層上に、Ni、Coおよびそれらの基合金の1種類を第2めっき層として形成した高耐食性溶接管(例えば、特許文献4参照)、あるいは燃料用配管を含む鋼板製部品用の耐食性鋼板として、その内面にNi、Coおよびこれらを基とする合金のうち1種類からなる厚さ0.5〜10μmの第1めっき層を施し、該第1めっき層の上にそれより融点の低い金属からなる厚さ0.5〜10μmの第2めっき層を、第1、第2めっき層の全厚みが1〜15μmとなるように形成し、さらに前記第1めっき層と第2めっき層を有する鋼板を、600〜1200℃で5秒間〜15分間加熱処理することによって、該第1めっき層と第2めっき層との間において拡散層を形成した鋼板と、該鋼板の製造方法(例えば、特許文献5参照)などが開示されている。
【特許文献1】特開2000−5813号公報
【特許文献2】特開2000−5814号公報
【特許文献3】特許第3176399号公報
【特許文献4】特許第3176405号公報
【特許文献5】特許第3200164号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
上記の各従来技術において、特許文献1および特許文献2に残された噴射圧力180MPa以上の高内圧に対応した、繰り返しの疲労限応力の問題は、本願出願人の先願に係る特願2006−117298によって提供された自動車高圧配管用高張力鋼管によって解消されるが、バイオマス燃料やこれを混合することによって生ずる燃料配管や、高圧で激しい圧力変動が繰返されるブレーキ配管などの流体用高圧配管の耐食性については、更なる改善が望まれる課題が残されていた。
すなわち、特許文献3および4に開示される「耐食性溶接管およびその製造方法」並びに特許文献5に提案される「燃料との接触部を有する鋼板製部品を製作するための鋼板及びその鋼板の製造法」によれば、造管用素材となる帯状鋼板の片面にNi、Co、Snおよびこれらを基とする合金からなる第1めっき層を施し、該第1めっき層上に融点の異なる金属からなる第2めっき層を形成した後、該めっき層が内側すなわち燃料と接触する部分となるようにして、ロールフォーミング、張り出し加工等により管体や所望の形態に成形し、電気抵抗溶接やシーム溶接した後、所定の温度で加熱処理して燃料配管や燃料タンク等の部品が製造されるが、この加熱処理によって融点の低い金属、もしくは第1、第2めっき層間における拡散層によって鋼素地の露出部分、クラック、溶接によるピンホール、溜まり、剥離等が覆われ、優れた耐食性が確保されると同時に、曲げや端末成形性に優れた溶接管や各種部品を得ることができるなど、優れた効果が確認されている。しかしながら、前記特許文献3乃至5によって施されるめっき層は、融点の異なる金属によって少なくとも二層のめっき層を施すことが必須の要件となるため、めっき層形成時における工程が増えると共にコストが嵩むという不都合があった。また、燃料管やブレーキ配管などの形成後に施される熱処理によって被覆される部分は、融点の低い金属層となるために高温の燃料や、高圧でかつ圧力変動の激しい流体による繰り返しの接触によって、健全なめっき層が損なわれることも危惧され、早急に解決を望まれる新たな課題が残されていた。なお、炭素鋼鋼管からなる外管の内側に、ステンレス鋼管からなる内管を内装した燃料用高圧配管も知られているが、内管となるステンレス鋼の酸化を防ぐために、熱処理を施す際には水素炉を使用することが必須の要件となり、装置上高価につくというマイナス要因があり、また、水素炉や真空炉を使用しない単なる無酸化炉もしくは露点の高い還元炉の場合には内管の内表面や内管、外管の嵌合隙間に酸化物が発生し、内圧変動によって内管、さらには外管にも及ぶ内圧疲労破壊の一因になることが懸念される。
【0006】
本発明は、このような従来技術に残された課題を解決するためになされたものであり、繰返しの耐内圧疲労特性に優れ、噴射圧が180MPaを超える内圧繰返し疲労限応力を確保することができる上に、バイオマス燃料もしくはこれを混合した燃料を用いた際、アルコールやアルコール混合燃料中に含まれる水分、ガソリンの酸化、アルコールの分解などによって生成される有機酸などの腐食性成分に対して十分な耐食性を有する高圧燃料用配管や、高圧の流体による繰返しの激しい圧力変動を受けるブレーキ配管等、高抗張力で耐圧性に優れると共に、優れた耐食性を有する自動車高圧配管用高張力鋼管を、比較的低価格で提供することを目的とするものである。
【課題を解決するための手段】
【0007】
上記課題を解決するための本発明に係る自動車高圧配管用高張力鋼管は、固溶化処理後にオーステンパー処理が施された低合金高張力鋼のAM鋼(焼鈍マルテンサイト鋼:C 0.1〜0.6wt%、Si 1.5wt%、Mn 1.5wt%等)、もしくはBF鋼(ベイニテックフェライト鋼:C 0.1〜0.6wt%、Si 1.5wt%、Mn 1.5wt%等)からなるTRIP鋼板(低合金変態誘起塑性型強度鋼板)製の電縫鋼管または溶接鋼管であって、その内周面にNiめっきが施されていることを構成上の特徴とする、自動車高圧配管用高張力鋼管を要旨とするものである。
【0008】
また、本発明における前記AM鋼はC 0.1〜0.6wt%、Si 1.5wt%、Mn 1.5wt%)を含有する焼鈍マルテンサイト鋼、前記BF鋼はC 0.1〜0.6wt%、Si 1.5wt%、Mn 1.5wt%を含有するベイニテックフェライト鋼であることを特徴とするものである。
【0009】
さらに、本発明においては、前記Niめっきが純Niめっき、Ni/Pめっき、Ni合金めっきのいずれかの電気Niめっきであることを特徴とするものである。
【0010】
またさらに、本発明においては、前記NiめっきがNi/PめっきもしくはNi/Bの化学Niめっきであることを特徴とするものである。
【0011】
本発明による上記自動車高圧配管用高張力鋼管はさらに、前記Niめっきの膜厚が1〜10μmであることを特徴とするものである。
【0012】
本発明による上記自動車高圧配管用高張力鋼管において、前記AM鋼に対する固溶化処理が、950℃に加熱保持した後急冷する熱処理であり、前記BF鋼に対する固溶化処理が950℃に加熱保持した後、オーステンパー処理温度まで急冷する熱処理であることをそれぞれ特徴とするものである。
【0013】
また、本発明による上記自動車高圧配管用高張力鋼管において、前記AM鋼に対するオーステンパー処理が、780℃に60〜3000秒間保持後325〜475℃まで急冷した後、該温度域で60〜3000秒間保持する熱処理であり、前記BF鋼に対するオーステンパー処理が、325〜475℃の温度域に加熱保持する熱処理であることをそれぞれ特徴とするものである。
【0014】
さらに、本発明による上記自動車高圧配管用高張力鋼管において、前記低合金高張力鋼のAM鋼またはBF鋼からなるTRIP鋼板(低合金変態誘起塑性型強度鋼板)が、圧延のまま、もしくは通常の軟化熱処理が施された鋼板であって、かつ残留オーステナイトを5〜25wt%保有することを特徴とするものである。
【0015】
本発明による上記自動車高圧配管用高張力鋼管はまた、前記TRIP鋼製の電縫鋼管または溶接鋼管の肉厚が2.5mm以下、外径が12.7mm以下であり、残留オーステナイトが5〜25wt%、抗張力が800〜1800N/mm2であることを特徴とするものである。
【0016】
本発明による上記自動車高圧配管用高張力鋼管はさらに、前記TRIP鋼製の電縫鋼管または溶接鋼管が、成形加工による管体の成形を介して、その接合端部が高周波誘導溶接、高周波抵抗溶接、低周波抵抗溶接、直流抵抗溶接、TIG溶接、プラズマ溶接、レーザー溶接のいずれかによって接合されることを特徴とするものである。
【発明の効果】
【0017】
本発明に係る内周面にNiめっき層が施されたTRIP鋼製の電縫鋼管または溶接鋼管からなる自動車高圧配管用高張力鋼管は、塑性変形能が高く、かつ塑性加工により加工誘起マルテンサイト組織となり、内圧または外力によって発生する材料内部の疵や、非金属介在物等に由来するノッチ先端より発生する亀裂の進行を阻止して耐内圧疲労特性を向上させることができ、直噴式ガソリンエンジンにおける高圧燃料配管においては、12〜20MPa以上の内圧繰返し疲労や、エンジンや車体の振動に伴う振動疲労等に耐えるという本来の高抗張力特性に加え、高圧流体による繰返しの接触に曝される該鋼管の内周面は、本発明により施されたNiめっき層によって健全な状態で保護される。また、本発明の自動車高圧配管用高張力鋼管は、自動車用の燃料配管、ブレーキ配管などの高圧流体用配管として採用した場合においても、バイオマス燃料等に対する耐腐食性において、優れた効果を奏することができる。
【発明を実施するための最良の形態】
【0018】
本発明における固溶化処理後にオーステンパー処理が施され、自動車高圧配管用高張力鋼管として用いられるTRIP鋼、すなわち低合金変態誘起塑性型強度鋼は、近年、乗用車の足回りプレス成形部品の軽量化等を目的として開発されたもので、残留オーステナイト(γR)のひずみ誘起変態(TRIP)を利用してプレス成形性を著しく改善したフエライト(αf)+ベイナイト(αb)+γR複合組織鋼[TRIP型Dual−Phase鋼、TDP鋼]、およびベイニテックフェライト(αbf)+γR鋼[TRIP型ベイナイト鋼、TB鋼]である。ここで変態誘起塑性とは、科学的に不安定な状態で存在するオーステナイト(γ)層が、力学的エネルギーの付加によりマルテンサイトへと変態する際に相伴う大きな伸びのことである。すなわち、TRIP鋼とは、ある限定された組成の鋼において特定な熱処理を施すことにより、α層の粒界を中心に残留オーステナイトやベイナイト組織の混在した金属組織を得た鋼のことである。このような金属組織を有するTRIP鋼の特徴としては、塑性変形能が高いこと、加工によりマルテンサイト組織となるため強度が高くかつ硬くなることなどがあげられる。
【0019】
本発明に係る自動車高圧配管用高張力鋼管は、このような特性を備えた残留オーステナイトを5〜25wt%有する低合金変態誘起塑性型強度鋼製であるので、造管加工途中においては加工性が良く、かつ流路内表面は疵深さが20μm以下の管となっている。また伸管する場合はリダクションが大きくとれるので伸管回数を減らすことができ、さらに同じリダクションであれば小さな伸管機により小さなダイスでかつ小さな引抜き力で加工が可能である。また、オーステナイト(γ)組織であったものが加工誘起マルテンサイトの析出により、硬さ、引張り強さが共に向上するので、耐内圧疲労特性、シート面の耐疵付き性、曲げ形状の安定性、耐振動疲労特性等が優れている。さらに、低合金変態誘起塑性型強度鋼は、局部的に変形した部分のオーステナイトが硬質なマルテンサイトに変態し、その部分を強化するという特性(TRIP現象)を有するので、この低合金変態誘起塑性型強度鋼製の高圧配管の場合は、振動疲労や内圧疲労が進んでも、前記特性によりその疲労部分が強化されて管の破壊を阻止する抵抗力が生じるため、従来のJIS G 3445のSTKM材、JIS G 3455のSTS材、JIS G 3459のSUS材等に比較して高寿命が保証される。なお、本発明において、低合金変態誘起塑性型強度鋼の残留オーステナイトを5〜25wt%と限定したのは、5wt%未満では高い応力にさらされた時、残留オーステナイトからマルテンサイトへの変態量が少なく十分な強度アップが図れず、他方、25wt%を超えると所望の強度を確保し難いためである。
【0020】
本発明に係るTRIP鋼製の電縫鋼管または溶接鋼管からなる自動車高圧配管用高張力鋼管を製造するに際し、肉厚が2.5mm以下の薄肉帯状鋼板からなるコイル材の中からAM鋼(焼鈍マルテンサイト鋼:C 0.1〜0.6wt%、Si 1.5wt%、Mn 1.5wt%等、以下単に「AM鋼」ということがある。)を採用した場合、950℃に加熱した状態で好ましくは1200秒間保持した後、急冷することによって固溶化処理を施し、次いで780℃に加熱してその温度域で60〜3000秒間、好ましくは1000秒間保持した後、325〜475℃まで急冷して該温度域にてさらに60〜3000秒間、好ましくは1000秒間保持することによってオーステンパー処理が施される。他方、同じ肉厚の薄肉帯状鋼板からなるコイル材の中からBF鋼(ベイニテックフェライト鋼:C 0.1〜0.6wt%、Si 1.5wt%、Mn 1.5wt%等、以下単に「BF鋼」ということがある。)を採用した場合には、950℃に加熱した状態で好ましくは1200秒間保持した後、オーステンパー処理温度すなわち325〜475℃まで急冷することによって固溶化処理が施され、次いでその温度域、すなわち325〜475℃の温度域において60〜3000秒間、好ましくは1000秒間保持することによってオーステンパー処理が施される。本発明の上記熱処理におけるオーステンパー処理条件として、処理温度を325〜475℃としたのは、325℃未満では残留オーステナイト量が不足し、他方、475℃を超えるとセメンタイトが析出して残留オーステナイト量が不足するためである。さらに、オーステンパー処理時間を60〜3000秒としたのは、60秒未満では残留オーステナイト量が不足し、他方、3000秒を超えると残留オーステナイトが分解し減少するためである。
なお、前記TRIP鋼(AM鋼やBF鋼)としては、例えば特許第3253068号、特開2002−302734号公報、特開2006−207021号公報等に開示されているものを含むことはいうまでもない。
【0021】
TRIP鋼板に対する上記の熱処理による固溶化処理およびオーステンパー処理は、該鋼板に対して高周波誘導溶接、高周波抵抗溶接、低周波抵抗溶接、直流抵抗溶接、TIG溶接、プラズマ溶接、レーザー溶接のいずれかの方法を採用して、所望の電縫鋼管もしくは溶接鋼管を造管した後に施されるか、或いはTRIP鋼製帯状鋼板からなるコイル材を所定の寸法に裁断した後、該鋼板に対する上記の熱処理を施し、しかる後に所望の電縫鋼管もしくは溶接鋼管を造管する方法のいずれかを任意に採用し得るが、本発明においては得られた該電縫鋼管もしくは溶接鋼管の内周面、すなわち各種燃料等の高圧の流体が繰返して接触する部位に、Niめっき層を形成することが必須の要件となる。Niめっき層の形成手段としては純Niめっき、Ni/Pめっき、Ni合金めっき等の電気Niめっき、化学Ni/Pめっきおよび化学Ni/Bめっきのいずれかを単独もしくは組み合わせても良い。また、形成されるNiめっき層の膜厚は1〜10μmの範囲内であることが望ましい。Niめっきの膜厚が1μm未満の場合は、高圧流体の繰り返しの接触に対して十分な耐食性が確保できず、該膜厚が10μmを超えた場合は、めっき層が硬化して曲げ等の塑性変形を受けてクラックの発生や剥離することが懸念される。
【0022】
上記の如くして得られた本発明による自動車高圧配管用高張力鋼管は、AM鋼、BF鋼等のTRIP鋼製で、その肉厚が2.5mm以下、外径が12.7mm以下の薄肉電縫鋼管または溶接鋼管であるため、自動車用燃料配管、ブレーキ配管、パワーステアリング配管、直噴ガソリンエンジン用噴射管など、高圧で激しく圧力変動する流体用の高圧配管として比較的安価に提供できる。また、薄肉電縫鋼管または溶接鋼管用として選択されるAM鋼、BF鋼等の薄肉鋼帯のコイル材は、コイル材本来の特性として仕上げ加工された圧延ロールの転写によって表面が非常に滑らかであること、圧延時の表面リダクションと表面急冷によって表面層の組織が緻密となること、非金属介在物や疵等の欠陥もシームレス鋼管等と比べて極めて少ないことなど、本来の利点がある上に、表面欠陥の極めて少ない状態で溶接または電縫圧接された薄肉のTRIP鋼製の高張力鋼管は、自動車用燃料配管、ブレーキ配管、パワーステアリング配管、直噴ガソリンエンジン用噴射管等の高圧で激しく圧力変動する流体用配管として使用される際、管の曲げ加工によって曲げ部内外に加工歪みが加わり圧縮、引張りに拘らず加工誘起マルテンサイトが生じてその硬化により強化され、耐繰返し内圧疲労強度を向上させることができる。
【0023】
本発明による自動車高圧配管用高張力鋼管はさらに、直噴式ガソリンエンジンにおける噴射圧12〜20MPa以上の燃料噴射管として用いた場合、管内表面全体に加工誘起マルテンサイトが生じ、耐内圧疲労強度の向上に寄与することはいうまでもなく、また、表面欠陥の極めて少ない薄肉鋼帯のコイル材から作られた溶接鋼管または電縫鋼管とはいえ、万一内表面に非金属介在物または切欠き疵等が存在し、その欠陥の切欠き部先端に前記12〜20MPaを超える繰返し内圧による引張り応力が集中して亀裂が進行しようとした場合でも、その亀裂先端部に集中的に生じた加工誘起マルテンサイトが硬化して、亀裂の進行を阻止することができる特性と、前記した曲げ加工歪みによる加工硬化マルテンサイトが生じ、内表面が圧縮応力場となる効果とが相俟って、高耐内圧疲労限応力を有する自動車高圧配管用高張力鋼管を提供できる。その上、本発明による自動車高圧配管用高張力鋼管は、高圧流体が繰返して接触する管内周面には、優れた耐食性を有するNiめっき層が強固な状態で形成されるため、バイオマス混合燃料等高温高圧の腐食性流体による繰り返しの接触に対しても、健全な状態を長期に渡って維持することができる。
【実施例1】
【0024】
AM鋼(焼鈍マルテンサイト鋼:C 0.20wt%、Si 1.5wt%、Mn 1.5wt%)からなる板厚0.6mm、コイル幅41.2mmのTRIP鋼板(鋼板強度460MPa)を用い、直流特性低周波抵抗溶接機により造管速度60m/minで、管径8mmの電縫鋼管を複数造管し、次いで図1に示すAM鋼の固溶化処理とオーステンパー処理のヒートパターンに準じて、これらの電縫鋼管を950℃に1000秒間保持して固溶化処理を施した後、オイルクエンチ処理にて急冷し、続いて780℃に1000秒間保持して再加熱を行なった後、400℃まで急冷して該温度域において1000秒間保持することによってオーステンパー処理を施し、強度1150MPa、オーステナイト体積率21%のTRIP鋼製の電縫鋼管複数を得た。
得られた電縫鋼管の中から1本を取り出し、内周部分を除いた露出部分にマスキングを施した後、電気めっき法によって該電縫鋼管の内周面にNiめっきを施したが、この際、用いられるめっき液の組成としては、硫酸ニッケル:250g/L、塩化ニッケル:40g/L、ホウ酸:40g/L、トップレオナNL1(奥野製薬製):15g/L、トップレオナNL2(奥野製薬製):0.75g/L、ニッケルキャリアー(奥野製薬製):3.0g/Lであり、めっき液温度:55℃、めっき液pH:4.3、電流密度:3A/dm2、電極としてPt線を用いて処理時間が5分の電気Niめっきを施し、本発明による自動車高圧配管用高張力鋼管を得た。
得られた該高張力鋼管の内周面には、膜厚3μmのNiめっき層が均一な状態で生成されていることが確認された。なお、電極として用いたPt線に代えてNi、Ta、Ti、Ti−Ptなどの不溶性電極を用いることも可能である。
【0025】
このようにして得られた本発明に基づく本実施例による自動車高圧配管用高張力鋼管を、ベース燃料としてのエタノール混合ガソリン(E30)に、添加剤として蟻酸:0.15%、蒸留水:2%を添加して40℃に加温したテスト用燃料中に、1000時間に亘って浸漬する耐食性試験に供した結果、該高張力鋼管の内周面には赤錆等の発生は認められず、Niめっき層は健全な状態で維持されていることが確認され、一方、該高張力鋼管に対して溝付ロールによる半径20mmで、180度の曲げ試験を実施した結果、めっき皮膜にクラックや剥離の発生は見られなかった。なお、上記の熱処理が施された後、Niめっきを施さなかった電縫鋼管について、JASO M 101 『自動車配管用金属管の規定』による押広げ試験および曲げ試験を実施した結果、押広げ試験では1.4D(1.2D以上)を示し、曲げ試験では溶接部に密着異常は確認されなかった。すなわち、本実施例においては、TRIP鋼板に対するオーステンパー処理を施さずに造管し、造管後にオーステンパー処理を施したが、板厚(肉厚)が0.6mmと薄いため完全な状態でオーステンパー処理が施されて、加工誘起マルテンサイトが生起されていることが併せて確認された。
【実施例2】
【0026】
実施例1によって得られた電縫鋼管を用い、用いられるめっき液の組成を、硫酸ニッケル:250g/L、塩化ニッケル:40g/L、ホウ酸:40g/L、BLS−MU(荏原ユージライト製):10g/L、BLS−L(荏原ユージライト製):1.5g/Lとし、めっき液温度:55℃、めっき液pH:4.3、電流密度:3A/dm2、電極としてPt線を用い、処理時間を13分とした以外は実施例1と同様の電気Niめっきを施し、本実施例による自動車高圧配管用高張力鋼管を得た。
得られた該高張力鋼管の内周面には、膜厚8μmのNiめっき層が均一な状態で生成されていることが確認された。なお、得られた該高張力鋼管を実施例1と同一の条件で耐食性試験並びに曲げ試験に供した結果、実施例1と同様の優れた成果が確認された。
【実施例3】
【0027】
用いるめっき液としてシューマーS−780(カニゼン製):200g/Lを使用し、めっき液温度:92℃、めっき液pH:4.4で、処理時間:10分の化学Ni/Pめっきを施した以外は、上記実施例1と同様にして自動車高圧配管用高張力鋼管を得た。
得られた該高張力鋼管の内周面には、膜厚3μmのNi/Pめっき層が均一な状態で生成されていることが認められた。なお、本実施例による自動車高圧配管用高張力鋼管を、実施例1と同一の条件で耐食性試験並びに曲げ試験に供した結果、実施例1と同様の優れた成果が確認された。
【実施例4】
【0028】
用いるめっき液をニムデン5X(上村工業製):200g/Lとし、処理時間を20分とした以外は上記実施例3と同様にして自動車高圧配管用高張力鋼管を得た。得られた該高張力鋼管の内周面には、膜厚6μmのNi/Pめっき層が均一な状態で生成されていることが認められた。なお、本実施例による自動車高圧配管用高張力鋼管を、実施例1と同一の条件で耐食性試験並びに曲げ試験に供した結果、実施例1と同様の優れた成果が確認された。
【実施例5】
【0029】
用いるめっき液を、トップケミアロイB−1(奥野製薬製)原液とし、めっき液温度:65℃、めっき液pH:6.7で、処理時間:15分の化学Ni/Bめっきを施した以外は、上記実施例3と同様にして自動車高圧配管用高張力鋼管を得た。得られた該高張力鋼管の内周面には、膜厚1.5μmのNi/Bめっき層が均一な状態で生成されていることが認められた。なお、本実施例による自動車高圧配管用高張力鋼管を、実施例1と同一の条件で耐食性試験並びに曲げ試験に供した結果、実施例1と同様の優れた成果が確認された。
【実施例6】
【0030】
化学Ni/Bめっきの処理時間を30分に代えた以外は、上記実施例5と同様にして自動車高圧配管用高張力鋼管を得た。得られた該高張力鋼管の内周面には、膜厚3μmのNi/Bめっき層が均一な状態で生成されていることが認められた。なお、本実施例による自動車高圧配管用高張力鋼管を、実施例1と同一の条件で耐食性試験並びに曲げ試験に供した結果、実施例1と同様の優れた成果が確認された。
【実施例7】
【0031】
用いるめっき液をBEL801(上村工業製)原液とし、めっき液温度:62℃、めっき液pH:6.3で、処理時間:20分の化学Ni/Bめっきを施した以外は、上記実施例5と同様にして自動車高圧配管用高張力鋼管を得た。得られた該高張力鋼管の内周面には、膜厚2μmのNi/Bめっき層が均一な状態で生成されていることが確認され、得られた該高張力鋼管を、実施例1と同一の条件で耐食性試験並びに曲げ試験に供した結果、実施例1と同様の優れた成果が確認された。
[比較例1]
【0032】
実施例1によって得られ、その内周面へのNiめっきを施さなかった電縫鋼管を用い、実施例1と同一の条件で耐食性試験に供した結果、1000時間経過後の該鋼管の内周面には、点在して発生した赤錆が認められ、該試験後の重量が0.13%減少していることが確認された。
[比較例2]
【0033】
熱処理後の電縫鋼管の内周面に電気Niめっきを施す際、処理時間を1分間とした以外は、上記実施例1と同様にして自動車高圧配管用高張力鋼管を得た。この際、前記自動車高圧配管用高張力鋼管の内周面に生成されたNiめっき層の膜厚は0.5μmであった。得られた該自動車高圧配管用高張力鋼管を、実施例1と同一の条件で耐食性試験に供した結果、1000時間経過後における該内管2の内周面には、点在する赤錆の発生が認められ、該試験後の重量が0.1%減少していることが確認された。
[比較例3]
【0034】
処理時間を45分に代えた化学Ni/Pを施した以外は、上記実施例4と同様にして自動車高圧配管用高張力鋼管を得た。得られた該高張力鋼管の内周面には、膜厚13μmのNi/Pめっき層が均一な状態で生成されていることが認められ、得られた該自動車高圧配管用高張力鋼管を、実施例1と同一の条件で耐食性試験並びに曲げ試験に供した結果、該高張力鋼管の内周面には錆の発生は認められず、重量の減少などの異常も見られなかったが、曲げ試験においてはめっき皮膜にクラックの発生が認められた。
【実施例8】
【0035】
板厚1.0mm、コイル幅39.1mmのBF鋼(ベイニテックフェライト鋼:C0.35wt%、Si1.5wt%、Mn1.5wt%)からなるTRIP鋼板を、図2に示すBF鋼の固溶化処理とオーステンパー処理のヒートパターンに基づいて、950℃に1200秒間保持して固溶化処理を施し、その後約400℃まで急冷して該温度域において500秒間保持することによってオーステンパー処理を施し、さらに常温へのオイルクエンチ処理を施した後、得られた該オーステンパー処理鋼板(鋼板強度1120MPa)を用い、TIG溶接機により造管速度4.2m/minで造管して、強度1010MPa、残留オーステナイトの体積率が21%で、管径が12.7mmのTRIP鋼製の溶接鋼管を複数得た。得られた該溶接管の中から1本を取り出して、その内周面を除く露出部にマスキングをした後、上記実施例1と同一の条件で電気Niめっき処理を施すことによって、本実施例による自動車高圧配管用高張力鋼管を得た。
得られた該高張力鋼管の内周面には実施例1と同様に膜厚3μmのNiめっき層が均一な状態で生成されていることが認められた。なお、得られた該高張力鋼管を、実施例1と同一の条件で耐食性試験並びに曲げ試験に供した結果、該高張力鋼管の内周面に形成されたNiめっき層は、健全な状態で維持され実施例1と同様の優れた成果が確認された。
一方、上記の熱処理後に造管され、Niめっきが未処理の溶接鋼管について、実施例1と同様の拡管試験並びに折り曲げ試験に供した結果、拡管試験では1.4D(1.2D以上)を示し、折り曲げ試験では実施例1と同様、溶接部に特段の密着異常は認められなかった。
また、本実施例においては鋼板状態で熱処理が施され、造管後にはオーステンパー処理は施されなかったため、接合熱影響を受ける部分に若干の残留オーステナイトの消滅が見られたが、再熱処理を施すことによって容易に補われて実施例1に劣らぬ結果が併せて確認された。
【実施例9】
【0036】
AM鋼製の電縫鋼管に代えて実施例8によって造管されたBF鋼製の溶接鋼管を用いた以外は、上記実施例3と同様にして本実施例による自動車高圧配管用高張力鋼管を得た。得られた該高張力鋼管の内周面には、膜厚3μmのNi/Pめっき層が均一な状態で生成されていることが認められた。なお、本実施例による自動車高圧配管用高張力鋼管を、実施例1と同一の条件で耐食性試験並びに曲げ試験に供した結果、実施例1と同様の優れた成果が確認された。
【実施例10】
【0037】
AM鋼製の電縫鋼管に代えて実施例8によって造管されたBF鋼製の溶接鋼管を用いた以外は、上記実施例5と同様にして本実施例による自動車高圧配管用高張力鋼管を得た。得られた該高張力鋼管の内周面には、膜厚1.5μmのNi/Bめっき層が均一な状態で生成されていることが認められた。なお、本実施例による自動車高圧配管用高張力鋼管を、実施例1と同一の条件で耐食性試験並びに曲げ試験に供した結果、実施例1と同様の優れた成果が確認された。
【0038】
本発明による自動車高圧配管用高張力鋼管は、上記のように耐圧強度的に極めて優れた特性を有すると同時に、バイオマス燃料を含む各種流体と直接接触する管内周面に、膜厚が1〜10μmのNiめっき層を施すことによって、その耐食性が著しく向上し、バイオマス燃料中に含まれる水分のみならず、ガソリンの酸化やアルコールの分解によって生成される有機酸など、腐食性要因を含む高圧燃料による繰り返しの接触に対しても、十分に耐えることが確認され、しかも該Niめっき層の形成に際しては、Ni電気めっき、化学Ni/Pめっき、化学Ni/Bめっきのいずれを採用する場合においても、簡略な操作によって単層のめっき層を施すのみであるところから、作業の簡素化とコストの低減に大きく寄与することができる。なお、本発明におけるめっきは、電気めっきと化学めっきを組み合わせて多層めっきとしてもよい。
【産業上の利用可能性】
【0039】
本発明のTRIP鋼製の溶接鋼管または電縫鋼管からなる自動車高圧配管用高張力鋼管は、塑性変形能が高く、かつ塑性加工により加工誘起マルテンサイト組織となり内圧または外力によって発生する材料内部の疵、非金属介在物等に由来してノッチ先端より発生する亀裂の進行等を、効果的に阻止して耐内圧疲労特性を向上させることができるため、自動車用燃料配管、ブレーキ配管、パワーステアリング配管、直噴式ガソリンエンジン用噴射管の場合には12〜20MPa以上の高噴射圧にも耐え得るという優れた効果を奏することができ、さらに加えて本発明による自動車高圧配管用高張力鋼管は、管内周面に施されるNiめっき層が高温高圧の腐食性流体に対して、優れた防食性作用を発揮して、例えば各種アルコール成分などを含むバイオマス燃料等を用いた場合においても、燃料配管を健全な状態で維持することが可能となり、近年におけるCO2による環境面における地球規模の温暖化対策、さらには省力化のための燃費対策等に大きく貢献することが期待される。
【図面の簡単な説明】
【0040】
【図1】本発明におけるAM鋼の固溶化処理とオーステンパー処理のヒートパターンの一例を示す図である。
【図2】同じくBF鋼の固溶化処理とオーステンパー処理のヒートパターンの一例を示す図である。
【特許請求の範囲】
【請求項1】
固溶化処理後にオーステンパー処理が施された低合金高張力鋼のAM鋼(焼鈍マルテンサイト鋼:C 0.1〜0.6wt%、Si 1.5wt%、Mn 1.5wt%等)、もしくはBF鋼(ベイニテックフェライト鋼:C 0.1〜0.6wt%、Si 1.5wt%、Mn 1.5wt%等)からなるTRIP鋼板(低合金変態誘起塑性型強度鋼板)製の電縫鋼管または溶接鋼管であって、その内周面にNiめっきが施されていることを特徴とする自動車高圧配管用高張力鋼管。
【請求項2】
前記AM鋼はC 0.1〜0.6wt%、Si 1.5wt%、Mn 1.5wt%)を含有する焼鈍マルテンサイト鋼、前記BF鋼はC 0.1〜0.6wt%、Si 1.5wt%、Mn 1.5wt%を含有するベイニテックフェライト鋼であることを特徴とする請求項1に記載の自動車高圧配管用高張力鋼管。
【請求項3】
前記Niめっきが純Niめっき、Ni/Pめっき、Ni合金めっきのいずれかの電気Niめっきであることを特徴とする請求項1または2に記載の自動車高圧配管用高張力鋼管。
【請求項4】
前記NiめっきがNi/PめっきもしくはNi/Bの化学Niめっきであることを特徴とする請求項1または2に記載の自動車高圧配管用高張力鋼管。
【請求項5】
前記Niめっきの膜厚が1〜10μmであることを特徴とする請求項1乃至4のいずれか1項に記載の自動車高圧配管用高張力鋼管。
【請求項6】
前記AM鋼に対する固溶化処理が、950℃に加熱保持した後急冷する熱処理であり、前記BF鋼に対する固溶化処理が950℃に加熱保持した後、オーステンパー処理温度まで急冷する熱処理であることを特徴とする請求項1乃至5のいずれか1項に記載の自動車高圧配管用高張力鋼管。
【請求項7】
前記AM鋼に対するオーステンパー処理が、780℃に60〜3000秒間保持後325〜475℃まで急冷した後、該温度域で60〜3000秒間保持する熱処理であり、前記BF鋼に対するオーステンパー処理が、325〜475℃の温度域に加熱保持する熱処理であることを特徴とする請求項1乃至5のいずれか1項に記載の自動車高圧配管用高張力鋼管。
【請求項8】
前記低合金高張力鋼のAM鋼またはBF鋼からなるTRIP鋼板(低合金変態誘起塑性型強度鋼板)が、圧延のまま、もしくは通常の軟化熱処理が施された鋼板であって、かつ残留オーステナイトを5〜25wt%保有することを特徴とする請求項1乃至7のいずれか1項に記載の自動車高圧配管用高張力鋼管。
【請求項9】
前記TRIP鋼製の電縫鋼管または溶接鋼管の肉厚が2.5mm以下、外径が12.7mm以下であり、残留オーステナイトが5〜25wt%、抗張力が800〜1800N/mm2であることを特徴とする請求項1ないし8のいずれか1項に記載の自動車高圧配管用高張力鋼管。
【請求項10】
前記TRIP鋼製の電縫鋼管または溶接鋼管が、成形加工による管体の成形を介して、その接合端部が高周波誘導溶接、高周波抵抗溶接、低周波抵抗溶接、直流抵抗溶接、TIG溶接、プラズマ溶接、レーザー溶接のいずれかによって接合されることを特徴とする請求項1乃至9のいずれか1項に記載の自動車高圧配管用高張力鋼管。
【請求項1】
固溶化処理後にオーステンパー処理が施された低合金高張力鋼のAM鋼(焼鈍マルテンサイト鋼:C 0.1〜0.6wt%、Si 1.5wt%、Mn 1.5wt%等)、もしくはBF鋼(ベイニテックフェライト鋼:C 0.1〜0.6wt%、Si 1.5wt%、Mn 1.5wt%等)からなるTRIP鋼板(低合金変態誘起塑性型強度鋼板)製の電縫鋼管または溶接鋼管であって、その内周面にNiめっきが施されていることを特徴とする自動車高圧配管用高張力鋼管。
【請求項2】
前記AM鋼はC 0.1〜0.6wt%、Si 1.5wt%、Mn 1.5wt%)を含有する焼鈍マルテンサイト鋼、前記BF鋼はC 0.1〜0.6wt%、Si 1.5wt%、Mn 1.5wt%を含有するベイニテックフェライト鋼であることを特徴とする請求項1に記載の自動車高圧配管用高張力鋼管。
【請求項3】
前記Niめっきが純Niめっき、Ni/Pめっき、Ni合金めっきのいずれかの電気Niめっきであることを特徴とする請求項1または2に記載の自動車高圧配管用高張力鋼管。
【請求項4】
前記NiめっきがNi/PめっきもしくはNi/Bの化学Niめっきであることを特徴とする請求項1または2に記載の自動車高圧配管用高張力鋼管。
【請求項5】
前記Niめっきの膜厚が1〜10μmであることを特徴とする請求項1乃至4のいずれか1項に記載の自動車高圧配管用高張力鋼管。
【請求項6】
前記AM鋼に対する固溶化処理が、950℃に加熱保持した後急冷する熱処理であり、前記BF鋼に対する固溶化処理が950℃に加熱保持した後、オーステンパー処理温度まで急冷する熱処理であることを特徴とする請求項1乃至5のいずれか1項に記載の自動車高圧配管用高張力鋼管。
【請求項7】
前記AM鋼に対するオーステンパー処理が、780℃に60〜3000秒間保持後325〜475℃まで急冷した後、該温度域で60〜3000秒間保持する熱処理であり、前記BF鋼に対するオーステンパー処理が、325〜475℃の温度域に加熱保持する熱処理であることを特徴とする請求項1乃至5のいずれか1項に記載の自動車高圧配管用高張力鋼管。
【請求項8】
前記低合金高張力鋼のAM鋼またはBF鋼からなるTRIP鋼板(低合金変態誘起塑性型強度鋼板)が、圧延のまま、もしくは通常の軟化熱処理が施された鋼板であって、かつ残留オーステナイトを5〜25wt%保有することを特徴とする請求項1乃至7のいずれか1項に記載の自動車高圧配管用高張力鋼管。
【請求項9】
前記TRIP鋼製の電縫鋼管または溶接鋼管の肉厚が2.5mm以下、外径が12.7mm以下であり、残留オーステナイトが5〜25wt%、抗張力が800〜1800N/mm2であることを特徴とする請求項1ないし8のいずれか1項に記載の自動車高圧配管用高張力鋼管。
【請求項10】
前記TRIP鋼製の電縫鋼管または溶接鋼管が、成形加工による管体の成形を介して、その接合端部が高周波誘導溶接、高周波抵抗溶接、低周波抵抗溶接、直流抵抗溶接、TIG溶接、プラズマ溶接、レーザー溶接のいずれかによって接合されることを特徴とする請求項1乃至9のいずれか1項に記載の自動車高圧配管用高張力鋼管。
【図1】


【図2】
【図2】
【公開番号】特開2008−297588(P2008−297588A)
【公開日】平成20年12月11日(2008.12.11)
【国際特許分類】
【出願番号】特願2007−144245(P2007−144245)
【出願日】平成19年5月30日(2007.5.30)
【出願人】(000120249)臼井国際産業株式会社 (168)
【Fターム(参考)】
【公開日】平成20年12月11日(2008.12.11)
【国際特許分類】
【出願日】平成19年5月30日(2007.5.30)
【出願人】(000120249)臼井国際産業株式会社 (168)
【Fターム(参考)】
[ Back to top ]