
自動閉鎖要素を有する柔軟パッケージ
【課題】自動的に再閉鎖する柔軟パッケージの提供。
【解決手段】再閉鎖可能な柔軟パッケージは、食品の小売り販売に適しており、フィルム材料から構成される。柔軟パッケージは、柔軟ポーチの壁に取り付けられパッケージ開口に平行に位置された1対の半剛体ストリップ14,16を含む。半剛体ストリップは、互いに入れ子状に重なり、互いに向かって付勢するように構成および配置される。パッケージの開放時、半剛体ストリップは閉位置と開位置の間を動作可能である。さらに、半剛体ストリップは、開位置から解放されたときにパッケージを自動的に再閉鎖するように構成される。
【解決手段】再閉鎖可能な柔軟パッケージは、食品の小売り販売に適しており、フィルム材料から構成される。柔軟パッケージは、柔軟ポーチの壁に取り付けられパッケージ開口に平行に位置された1対の半剛体ストリップ14,16を含む。半剛体ストリップは、互いに入れ子状に重なり、互いに向かって付勢するように構成および配置される。パッケージの開放時、半剛体ストリップは閉位置と開位置の間を動作可能である。さらに、半剛体ストリップは、開位置から解放されたときにパッケージを自動的に再閉鎖するように構成される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は概してパッケージ(包装体)に係り、特に、フィルム材料から作られたポーチを備え、自動閉鎖要素を有する使い捨て可能な食品パッケージに関する。
【背景技術】
【0002】
柔軟な(可撓性の)フィルムパッケージは当該技術分野でよく知られており、典型的に、使い捨て可能なポーチ(袋)を備える。ポーチは、プラスチックフィルム材料のロールから、高速成形充填シール(high-speed form-fill-seal)機械で商業的に生産される。柔軟なフィルムパッケージはキャビティを有し、キャビティ内に食品等の複数の中身が蓄えられる。消費者はしばしばパッケージの中身の1部だけを消費する。パッケージ再閉鎖要素(package reclosability feature)は、ユーザが、パッケージ開口を通じて中身の一部を取り出し、その後開口をシールして柔軟パッケージを再閉鎖することを可能にする。
【発明の概要】
【発明が解決しようとする課題】
【0003】
多数の再閉鎖可能な柔軟パッケージが当該技術分野においてよく知られている。1つのアプローチにより、再閉鎖可能な柔軟パッケージは、押し閉めジッパーファスナー(press-to-close zipper closures)を有する。押し閉めジッパーは、ファスナーを閉めパッケージを再閉鎖するため、対向するパッケージ壁に位置された二つの形状の整列を要求する。この配列は消費者、特に手先の器用さに限りがある若年または老年の消費者にとって、扱いにくく、および/または時間がかかるものかもしれない。また、細かく刻まれたチーズまたはパン粉等のような特定の食品が柔軟パッケージに蓄えられた場合、粒子状物質は、しばしば細い溝または軌道を有するジッパー形状の整列を妨げるかもしれない。
【0004】
他のアプローチにおいて、再閉鎖可能な柔軟パッケージはスライダージッパーファスナー(slider zipper closure)を有する。これら柔軟パッケージのスライダーファスナーは、パッケージ壁に位置された2つの形状の整列を助ける;しかしながら、これらスライダーファスナーは、追加のプラスチック材料と製造を要求し、これは追加コストにつながる。ユーザがより簡単にパッケージ壁形状を整列させることをスライダーが可能にする一方、スライダーファスナーは、パッケージが閉鎖形状にあるときにスライダーと側部シールとの間に僅かな開口を作る。さらに、パッケージが開位置にありスライダーが開口内に延びるとき、ジッパースライダーはスライダー軌道上に残り、これによりポーチ開口の大きさを僅かに減少する。
【0005】
加えて、典型的な再閉鎖可能な柔軟パッケージは、自動的に再閉鎖しない。これら再閉鎖可能な柔軟パッケージは、典型的に、再閉鎖のための積極的な手動操作を必要とする。よってユーザは、各使用の間、パッケージを閉じ、正確にファスナーを押してシールし、または正確にジッパースライダーを引っ張って、閉鎖形状にすることを覚えておかなければならない。さらに、これらの再閉鎖可能な柔軟パッケージの一つが開いている間に不意に落とされると、中身が溢れ出るのを許される。消費者は、パッケージの中身のあり得るこぼれ又は損傷を避けるため、パッケージを再閉鎖することを覚えているか、またはそのための十分な時間を有していなければならない。
【課題を解決するための手段】
【0006】
以下に説明されるパッケージは、フィルム材料で作られた柔軟ポーチと、柔軟ポーチの壁に取り付けられた一対の半剛体ストリップ(semi-rigid strip)とを備える。これらストリップ(細長い片)は、整列されると共に互いに向けて付勢される。頂部が除去されたとき、半剛体ストリップは閉位置と開位置の間を動作可能である。さらに、半剛体ストリップは、開位置から解放されたときパッケージを自動的に再閉鎖するように、構成される。ストリップは、柔軟ポーチの全幅に沿って延在してもよく、またはポーチの側部シールの間に延在してもよい。
【0007】
半剛体ストリップを有する自己閉鎖柔軟パッケージを商業的に生産するため、縦形或いは横形の高速成形充填シール装置が用いられる。一実施形態において、フィルム材料からキャビティがインライン(直列)操作において形成され、ストリップが、フィルム材料の内表面または外表面に追加される。半剛体ストリップは、熱シールや接着により、前部パネル及び後部パネルに固定されることができる。
【0008】
上記の要請は、以下の詳細な説明で述べられる自動閉鎖要素を有する柔軟ポーチの提供を通じて、特に図面と共に検討されたとき、少なくとも部分的に満たされる。
【図面の簡単な説明】
【0009】
【図1】本発明の種々の実施形態に従って構成される柔軟パッケージの正面図である。
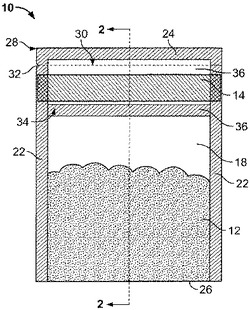
【図2】図1の2−2線に沿った柔軟パッケージの断面図である。
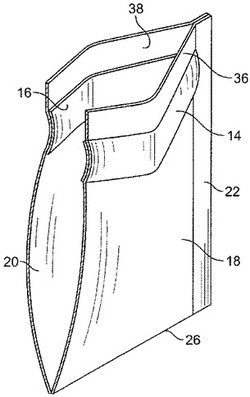
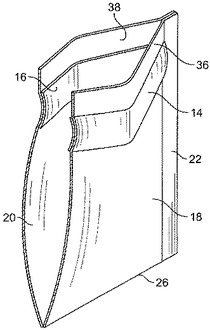
【図3】図1の柔軟パッケージの開形状における等角断面図である。
【図4】図1の柔軟パッケージの開形状における断面図である。
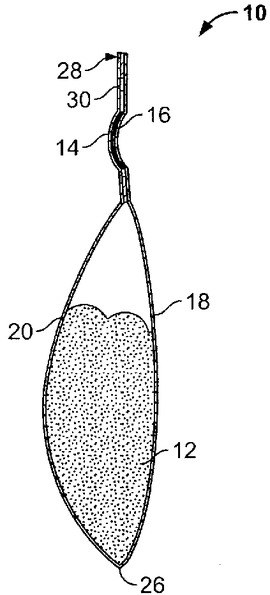
【図5】図1の柔軟パッケージの開形状における斜視図である。
【図6】柔軟パッケージの他の実施形態の正面図である。
【図7】図6の7−7線に沿った柔軟パッケージの断面図である。
【図8】柔軟パッケージの他の実施形態の背面図である。
【図9】図8の9−9線に沿った柔軟パッケージの断面図である。
【図10】柔軟パッケージの他の実施形態の断面図である。
【図11】図10の柔軟パッケージの開形状における斜視図である。
【図12】本発明の実施形態に従って構成される装置を示す部分斜視図である。
【図13A】本発明の実施形態に従って構成される装置を示す部分斜視図である。
【図13B】本発明の実施形態に従って構成される装置を示す部分斜視図である。
【図14】本発明の実施形態に従って構成される装置を示す部分斜視図である。
【図15】柔軟パッケージの他の実施形態の斜視図である。
【図16】図15の柔軟パッケージの断面図である。
【図17】図15の柔軟パッケージの開形状における斜視図である。
【図18】柔軟パッケージの他の実施形態の斜視図である。
【図19】図18の柔軟パッケージの断面図である。
【発明を実施するための形態】
【0010】
当業者は、図中の要素が単純化と明瞭化のために描かれ、必ずしも一定比率で描かれていないことを認識するであろう。例えば、図中の幾つかの要素の寸法および/または相対位置は、本発明の種々の実施形態の理解を向上するのを助けるため、他の要素と比較して誇張されているかもしれない。また、商業的に実行可能な実施形態において有用であるか、または必要である、普通だがよく理解されている要素は、本発明の種々の実施形態の見易さを増すため、しばしば描かれない。ある動作および/またはステップが、特定の発生順序で説明または図示される一方、当業者が、そのような順序に関する特定が実際に要求されないことを理解するということも、認識されるであろう。異なる特定の意味がここで述べられるとき以外、ここで用いられる用語と表現が、上記技術分野の当業者による用語と表現に倣うような普通の技術的意味を有することも、理解されるであろう。
【0011】
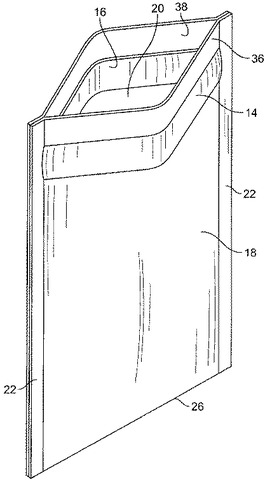
総じて言えば、これら種々の実施形態に従い、自動閉鎖要素を有する柔軟なパッケージまたはポーチが、図1〜図11に示される。図1〜図5に示されるように、柔軟ポーチ10は、少ないが挙げれば、細かく刻まれたチーズ、シリアルおよびゴープ(trail mix)を含む粒子状食品のような、食品12を包装するために使用される。柔軟ポーチ10は、ポーチ開口に平行に延びる1対の湾曲した半剛体ストリップ14,16を有する。湾曲した半剛体ストリップ14,16は、互いに入れ子状に重なり(nest together)且つ互いに向かって付勢するよう構成および配置される。第1および第2の半剛体ストリップ14,16は、柔軟ポーチ10の対向された前部および後部パネル18,20に固定され、ストリップ14,16の付勢はパネル18,20を閉形状に付勢する。柔軟ポーチ10は柔軟なフィルム材料から構成され、フィルム材料は高速成形充填シール装置を用いて成形される。少ないが挙げれば、例えばポーチに蓄えられる製品やポーチを生産する方法などの、様々な考察により決定されるような、様々なシール、折り目および他の特徴を、柔軟ポーチは有する。
【0012】
一実施形態において、図1に示されるように、柔軟ポーチ10は前部および後部パネル18,20を含み、前部および後部パネル18,20は、側部シール22、頂部シール24および底部折り部26を有する。製品へのアクセスを容易とすべく、柔軟ポーチ10は、除去可能な頂部28を含む。除去可能な頂部28の下方にて、前部および後部パネル18,20は、これらに配置された湾曲した半剛体ストリップ14,16を有する。頂部が除去されたとき、湾曲した半剛体ストリップ14,16は、食品の分配を許容する開位置と、食品の排出を制限するかまたは妨げる閉位置との間を動作可能である。
【0013】
図1に示されるように、側部シール22はパネル18,20の外側端縁に沿って延び、ポーチ10を形成する。ここで論じられる側部シール22、頂部シール24および類似のシールは、一般的な熱シールである。このような一般的な熱シールは、往復運動する熱シールバーまたは他の適当なシール装置によって作られ、当業者によく知られている。
【0014】
加えて、柔軟ポーチ10は、ユーザが除去可能な頂部28を柔軟ポーチ10から分離するのを助ける脆弱領域30を含む。脆弱領域30は機械的なまたはレーザーによる刻み線であることができる。この線は直線または非直線であることができる。脆弱領域が非直線の場合、パッケージ頂部のフランジ(後述)は、パッケージ幅全体を横切って延びていなくてもよい。レーザーによる刻み線に加え、脆弱領域30はミシン目を含んでもよい。刻み線またはミシン目は、柔軟ポーチ10の全幅に沿って延びていてもよい。代わりに、または刻み目に加え、脆弱領域30は、例えばパッケージの一端縁上の小さいV字状切欠きやスリットのような、ポーチの一部にだけ沿う引き裂き開始要素32を含んでもよい。例えば、図1に示されるように、脆弱領域30は、刻み線に整列された引き裂き開始要素32を含んでもよい。
【0015】
柔軟ポーチ10が食品12のために使われる場合、密閉シール(hermetic seal)34が製品の鮮度を確保するために望ましい。密閉シール34は、剥がして開けることができる(剥離開放可能な)特性を有していてもよい。図1の実施形態において、剥離可能な密閉シール34は、湾曲半剛体ストリップ14,16の下に位置される。他の実施形態において、脆弱領域30が、頂部シール24によって作られる密閉シール34と干渉するミシン目ではなく、刻み線の形式をとるならば、密閉シール34は頂部シール24によって作られることができる。加えて、柔軟ポーチ10は、いたずら表示要素(tamper evidence feature)を有してもよい。
【0016】
脆弱領域30の下で、前部および後部パネル18,20はそれぞれ、これらに固定された湾曲半剛体ストリップ14,16を有する。湾曲半剛体ストリップ14,16は、小さな円弧を有し、湾曲ストリップ同士がしっかりと入れ子状に嵌まるようにパネル18,20に位置される。より詳細には、図2に示されるように、第1の湾曲半剛体ストリップ14の湾曲部は、第2の湾曲半剛体ストリップ16の湾曲部と同じ方向に整列する。湾曲半剛体ストリップ14,16の曲率半径は、図2に示したものより大きくても小さくてもよい。
【0017】
湾曲半剛体ストリップ14,16は様々な寸法を有することができる。例えば、ストリップ14,16は、0.125から6.0インチ(3.175から152.4ミリメートル)の曲率半径、0.007から0.050インチ(0.178から1.27ミリメートル)の厚さ、0.125から2.5インチ(3.175から63.5ミリメートル)の高さ、および0.75から20インチ(19.05から508ミリメートル)の長さを有することができる。一実施形態において、湾曲半剛体ストリップ14,16は、約1.25インチ(31.75ミリメートル)の高さ、約5.75インチ(146.05ミリメートル)の長さ、約1.25インチ(31.75ミリメートル)の曲率半径、および約0.015インチ(0.381ミリメートル)の厚さである。柔軟ポーチ10の寸法および特性に応じて、湾曲半剛体ストリップ14,16は、図1に示されるようにパッケージの全幅に延びたり、或いはストリップ14,16が側部シール22よりも内側で終端するように両側部シール22間を延びることができる。例えば、両側部シール22の間で終端する湾曲半剛体ストリップ14,16を有する実施形態などの、他の実施形態が考えられる。
【0018】
前述したように、湾曲半剛体ストリップ14,16は、開位置から解放されたとき、互いに向かって付勢し、柔軟ポーチ10を自動的に閉じる。湾曲半剛体ストリップ14,16は、それらがそれらの全長に延ばされたとき、それらの安定した静止形状にある。図3および図4に示されるように湾曲半剛体ストリップ14,16が分離され、全開位置に動かされたとき、ストリップ14,16に長手方向の張力が働く。これにより、ストリップがその位置から解放されたとき、それらが自動的に最大延伸位置に動き、これがストリップ14,16を互いに密着させ、柔軟ポーチ10を閉じる。さらに、湾曲半剛体ストリップ14,16が柔軟ポーチ10に自動閉鎖要素を与えるのに加え、ストリップ14,16は、柔軟パッケージが再閉鎖したときの可聴スナップ音を発生する。可聴スナップ音は、パッケージがしっかりと閉じられていて中身の未使用部分が新鮮に保たれることを消費者に保証する。
【0019】
図1に示されるように、湾曲半剛体ストリップ14,16は、頂部28が除去されたときポーチ10の頂部に形成される開口と平行に位置づけられる。加えて、湾曲半剛体ストリップ14,16は、脆弱領域30から離れて位置づけられる。一実施形態において、ストリップ14,16は、頂部フィルム端縁から約0.75インチ(19.05ミリメートル)の所に位置される。この距離は変更されてもよく、望ましい距離は0.125から2.0インチ(3.175から50.8ミリメートル)の間である。
【0020】
湾曲半剛体ストリップ14,16は、比較的耐熱性のポリマーを含む様々な材料から作られることができる。例えばポリエチレンテレフタレート(PET)、耐衝撃性ポリスチレン(HIPS)、ポリプロピレン(PP)、高密度ポリエチレン(HDPE)、他の種々の比較的硬いポリマー、または鉄の薄いストリップのような弾性メタルの薄いストリップである。湾曲半剛体ストリップ14,16は様々な方法、例えば熱シールや接着剤による接着により、パネル18,20に固定されることができる。さらに、ストリップ14,16は、パネル18,20の内側または外側表面に取り付けられることができる。1つのアプローチにより、第1および第2の湾曲半剛体ストリップ14,16は、前部および後部パネル18,20それぞれのシーラントと適合可能な外側熱シール層を有する。
【0021】
半剛体の弾性ストリップ14,16は、様々な方法、例えば打ち抜き加工、射出成形、熱成形、押し出し成形、またはこれらの二以上の組合せによって、生産されることができる。例えば、ストリップは、押し出し成形後、延ばされ且つ急速に冷却されることができる。加えて、湾曲半剛体ストリップ14,16は、分離エレメントとして、多対として、或いはリールに巻かれたストリップ材料の連続リボンとして、生産されることができる。一実施形態において、湾曲半剛体ストリップ14,16は、予め切断されたストリップでラインに持ち込まれることができる。他の製造プロセスで、湾曲半剛体ストリップ14,16は直列に形成されることができる。例えば、一実施形態において、湾曲半剛体ストリップ14,16が形成される材料が、平坦形状でリールに巻かれる。材料がリールから解かれたとき、熱成形ツール等の成形プロセスにより半剛体ストリップ14,16の湾曲がもたらされる。
【0022】
ここで図3と図5に進むと、柔軟ポーチ10が開形状で描かれている。湾曲半剛体ストリップ14,16の上かつ脆弱領域30の下に、フィルム材料の一部が延在し、これはパネルフランジ36,38をなす。結局、除去可能な部分28が柔軟ポーチ10から分離されたとき、パネルフランジ36,38は湾曲半剛体ストリップ14,16の上に延在し、ユーザによって掴まれる。一実施形態において、ストリップ14,16は、フィルム材料の頂端縁から0.5インチ(12.7ミリメートル)と1.0インチ(25.4ミリメートル)の間の所に位置される。結局、一実施形態において、パネルフランジ36,38は、0.25インチ(6.35ミリメートル)と0.8インチ(20.32ミリメートル)の間の高さを有する。このようなパネルフランジ36,38は、容易に掴むための緩んだフィルムを提供し、これはポーチ10の開放を助ける。
【0023】
柔軟ポーチ10を開くため、ユーザは、前部および後部パネルフランジ36、38を手で掴んで互いに離れるように引っ張る。軽い力でパネルフランジ36,38を引っぱることは、パッケージを全開形状へと動作させる。一旦開けられると、湾曲半剛体ストリップ14,16が終端する柔軟ポーチ10の側部に長手方向の圧縮を付加することにより、柔軟ポーチ10は全開形状に保持される。このような長手方向の圧縮の連続的付加は、図3〜図5に示されるように、柔軟ポーチ10を全開形状に維持する。全開形状は、柔軟ポーチ10内に蓄えられた食品への重要なアクセスを可能にする。一実施形態において柔軟パッケージは、長手方向圧縮の片手手動付加を可能にするサイズとされる。
【0024】
長手方向圧縮が解放されると、湾曲半剛体ストリップ14,16のバネ張力が、それらを閉位置にスナップバック(急反発)させ、これによりポーチ10を自動的に閉じる。前述したように、閉動作は速く、可聴スナップ音を伴う。閉位置に戻った後、湾曲半剛体ストリップ14,16の符合する湾曲部は、互いにきつく押し付け合い、柔軟ポーチ10の頂部に確実な閉鎖部をもたらす。
【0025】
ここで図6と図7に進むと、柔軟ポーチの他の実施形態が示される。本実施形態と後の実施形態とにおいて、僅かに異なる特徴を有する類似の柔軟ポーチが描かれている。便宜のため、前述の実施形態に関して既に論じられた要素に対応する、種々の実施形態の要素は、異なる実施形態を区別するため、(「1」などの)接頭辞と組み合わせた同一の参照符号を用いて識別される。例えば、柔軟ポーチ110が前述の柔軟ポーチ10に対応する。
【0026】
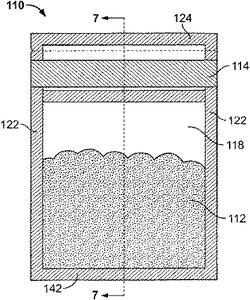
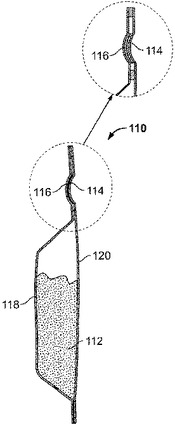
図6に示されるように、柔軟ポーチ110は、側部シール122、頂部シール124および底部シール142を含む。本実施形態は、相互に加熱して閉じられる二つのロールのフィルム材料から生産される。この例において、湾曲半剛体ストリップ114,116は、側部シール122の外側端縁に延びる。図7に示されるように、柔軟ポーチ100は、略鉛直の前部パネル120と、複数の食品112を受け入れるために膨出部が形成された後部パネル118とを備える。
【0027】
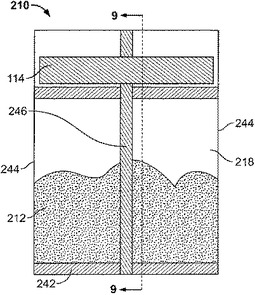
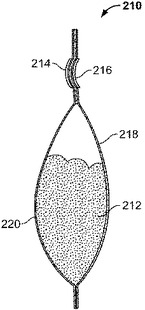
ここで図8と図9に進むと、柔軟ポーチ210の他の実施形態が示される。柔軟ポーチ210は、底部シール242と、側部折り部244と、柔軟ポーチ210の後部に沿うラップシール又はフィンシール246とを含む。フィンシール246は、側部シール22と同様、一般的な熱シールであり得る。図9の実施形態に示されるように、湾曲半剛体ストリップ214,216は、前部および後部パネル218,220の外表面に固定される。
【0028】
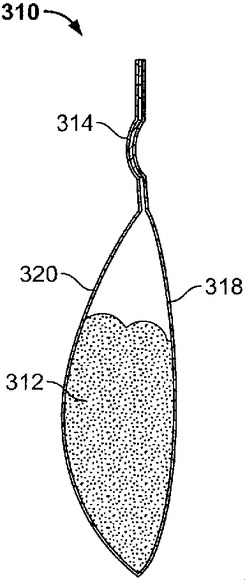
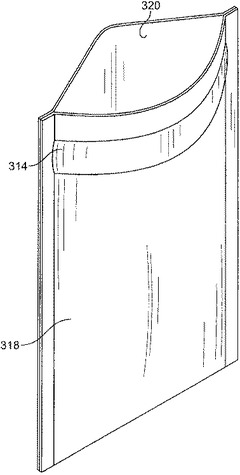
図10と図11に描かれるさらなる他の実施形態において、柔軟ポーチ310が示される。柔軟ポーチ310が前部または後方パネル318,320のいずれか一方に固定された唯一の湾曲半剛体ストリップ314を有すること以外、柔軟ポーチ310は前述の柔軟ポーチ10と同様である。このような実施形態は、閉鎖が前記実施形態ほど気密でないが柔軟ポーチ310がより少ないストリップ材料を使用し、それ故コスト抑制を有すること以外、前記実施形態と同様に機能する。
【0029】
前述したように、柔軟ポーチの製造方法は、特定の柔軟ポーチの特定のシール、折り部、および種々の他の要素に影響を与える。多くの製造方法が、柔軟ポーチを商業的に生産するため利用可能であり、ここで幾つかの例が説明され、図12〜図14に図示される。柔軟ポーチは、毎分最高800パッケージを生産する高速成形充填シール(FFS)操作で作られることができる。FFS操作は、図12に示されるような縦形FFS機械でなされることもできるし、図13Aおよび図13Bに示されるような横形FFS機械でなされることもできるし、図14に示されるような横形熱成形充填シール(HTFFS)機械でなされることもできる。湾曲半剛体ストリップは、例えばFFS機械のポーチ作成機と協調して作動するよう設計された追加付帯モジュールによる熱シールまたは接着剤による接着等、様々な方法でポーチに固定されることができる。
【0030】
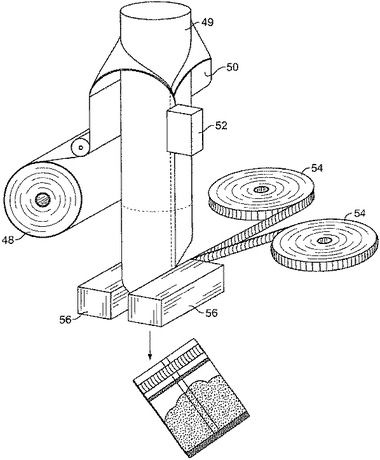
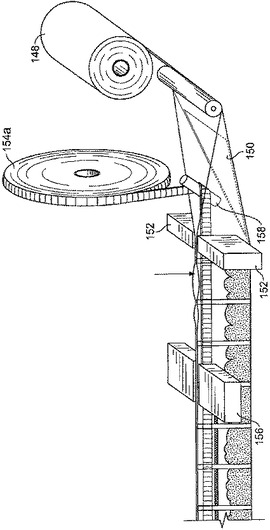
図12に示される一実施形態において、柔軟ポーチは縦形FFSまたはバッグ作成ライン(bagging line)で作られる。一連の柔軟ポーチがフィルムのロール48から形成され、フィルム材料の前部および後部パネルがキャビティを画成する。1つのアプローチにより、巻かれたフィルム材料のウェブ(web)は、成形カラーおよびマンドレルなどの、ウェブに筒形状をもたらす折曲ショルダー50に供給される。互いに反対側に位置するフィルムの長手端縁が、充填チューブ49の周りで近づけられる。長手端縁は、例えばフィンシールを形成するシールツール52によってシールされ、或いはラップシールを形成すべく重ね合わされる。一実施形態において、湾曲半剛体ストリップはリール54に巻かれている。ストリップは、柔軟ポーチの壁への取り付けのため、往復動作シールツール56と整列させられる。ポーチのための底部シールも往復動作シールツール56によって形成され、シールツールは往復動作する一対のシールバーを含むことができる。往復動作するシールバーは、前部および後部壁に熱および圧力を加えるべく所望の温度に維持された熱シールバーである。さらに、熱シールバーは、筒状ウェブの互いに反対側の側部に近づけられ、これにより圧力がかけられている間、熱が伝導的に両側部からフィルムに伝達される。シールバーは、断続動作または連続動作で用いられる。断続動作において、シールバーがフィルムに係合している間、フィルムは停止される。連続動作において、シールバーがフィルムに係合するとき、シールバーは機械速度で鉛直に動作する。動作中、シールツール56は、ほぼ同時に、湾曲半剛体ストリップを取り付け、下側のポーチに頂部シールを作成し、上側のポーチに底部シールを作成する。加えて、シールツール56は、下側のポーチを上側のポーチから分離するよう働く、往復動作するナイフを含む。動作が完了して上側のポーチに食品が充填されると、上側のポーチは下方に進んで、下側のポーチとなり、湾曲半剛体ストリップが装着される。ストリップを装着してポーチをシールするのに加えて、シールツール56は、湾曲半剛体ストリップに湾曲部を与える、および/または脆弱領域を作るためにも用いられる。1つのアプローチにより、シールツール56は、パッケージの頂部を横切るミシン目、または切り裂き開始を助けるパッケージ端縁の切欠きを作るため、それに関連した切断装置を有する。他のアプローチにより、ポーチの脆弱領域は、パッケージラインではミシン目をつけられず、フィルム製造業者において(機械的にまたはレーザーにより)予め刻み目をつけられる。
【0031】
前述したように、第1の湾曲半剛体ストリップの湾曲部が第2の湾曲半剛体ストリップの湾曲部と整列するよう、ストリップが柔軟ポーチに取り付けられる。ストリップは様々な方法、例えば、少ないが挙げれば、ホットメルト溶着、感圧接着および熱シールにより、縦形FFSポーチに装着されることができる。前述したように、湾曲半剛体ストリップは壁の外表面に付加されることができる。1つの縦形FFS方法において、湾曲半剛体ストリップは、パッケージ壁の外表面上のシーラントと適合性のある外側修復シール層(external heal seal layer)を有する。1つのこのような縦形FFS動作において、湾曲半剛体ストリップは、前部および後部パネルの外表面に、機械方向と直角な方向で固定される。
【0032】
底部シールが柔軟ポーチに形成された後、部分的に形成された柔軟ポーチには食品が充填される。食品は、充填チューブ49を通じてポーチ内に導入される。一実施形態において、脆弱領域が、柔軟ポーチに形成され、除去可能な頂部を画成する。1つのアプローチによって、パッケージの頂部の除去を容易にする切欠き、刻み線または他の要素が、ポーチの頂部付近に形成される。密閉シールも使い捨てポーチに作られる。シールツール56は、同時に様々な機能を実行可能である。これら機能は以下を含む:食品が充填されようとしているポーチの底部シールを作成する;ちょうど充填されたポーチについて、半剛体ストリップを、前部および後部パネルの上部に取り付け、ポーチのストリップ直下に剥離可能な熱シールを作成する;続いて充填されようとするポーチから、ちょうど充填されたポーチを切断する、往復動作するナイフまたは切断ツールを持つこと。往復動作する切断ツールは、パッケージの頂部を横切るミシン目やパッケージ端縁の切欠きのような脆弱領域も作成する。他のアプローチにより、ポーチの脆弱領域は、パッケージラインでミシン目をつけられず、フィルム製造業者において(機械的にまたはレーザーで)予め刻み目をつけられ、これにより、製造業者から到着した時、刻み目を入れられた脆弱領域がフィルムに作られている。このようなアプローチがとられる場合、既に設けられた刻み目が柔軟ポーチ形成時に正しい位置にあるよう、フィルムは光学的識別を介してパッケージ機械に位置されるべきである。
【0033】
この縦形FFS作動において説明されたステップに代わる様々なステップがある。また、前述したように、高速技術が、熱シールバーによる熱および圧力の付加の代わりに、使用されることができる。例えば、RFエネルギー、超音波エネルギーまたは他の技術が用いられることができる。
【0034】
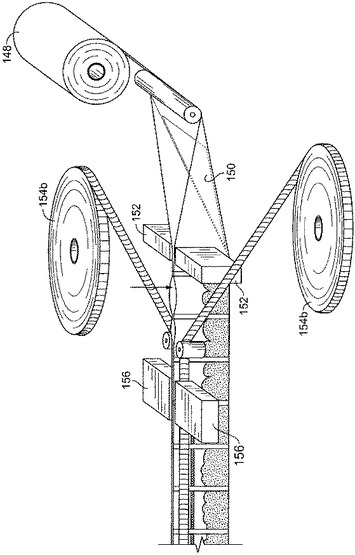
他の例において、図13Aに示されるように、柔軟ポーチは、横形FFSまたはフローフォームラッパーで生産される。前述の縦形処理と同様、一連の柔軟ポーチが形成され、フィルム材料は、前部および後部パネルを有するキャビティを画成する。図13Aは、曲げ装置150で曲げられ、互いに連続するポーチキャビティを形成すべくシールダイ152でシールされるフィルムの単一ロール148を示す。フィルムがキャビティへと成形された後、キャビティには食品が充填される。ストリップが柔軟ポーチへの取り付けのための適切な方向に整列されるよう、ストリップを解かれた後に捻り、再指向させるため、ストリップ整列ローラ158が斜めにセットされる。図13Aに示されるように、ストリップのダブルロール154aがリール上に配置される。ストリップが位置決めされポーチへとシールされ、ポーチが機械方向に前進するとき、ストリップはロール154aから連続的に解かれ、ポーチとともに機械方向に前進される。連続ストリップの二層154aが解かれると、ストリップはロールから分配され、フィルム材料の2つの前部および後部パネルの間に位置される。この実施形態において、ストリップは前部および後部パネルの内表面にシールされる。図13Aに示されるように、シールバー156が、柔軟ポーチとストリップとをポーチの両側からシールする。1つのアプローチにより、ポーチ材料の内側にストリップを有することは、シールプロセスを容易にする。なぜなら、シールバー156が、半剛体ストリップよりも薄いポーチ材料を通じて熱を伝達するよう構成されているからである。一方ストリップは、熱シールプロセスによる影響を受けるよう、より厚い材料からできていてもよく、故により多くの熱、圧力、または時間を要するものであってもよい。シールバー156は、例えばこれに関連された切断装置によって、パッケージに脆弱領域を作るものであってもよい。他のアプローチにより、別個の機械的またはレーザー刻みツール(図示せず)が、形成されるパッケージに刻み線を作るため、直列に用いられてもよい。さらに他のアプローチにより、刻み線のような脆弱領域が、フィルムが製造業者から到着する時、フィルムに既に形成されていてもよい。
【0035】
図13Bに示されるような他の実施形態において、柔軟ポーチは、図13Aに示される例に類似の、横形FFSまたはフローラッパーラインで作られる。一連の柔軟ポーチが、フィルムの単一ロール148から形成される。フィルムは、図13Bに示されるような曲げプラウなどの曲げ装置150において曲げられ、互いに連続するポーチキャビティを形成すべくシールダイ152によりシールされる。フィルムがキャビティに成形された後、キャビティには食品が充填される。図13Bの実施形態において、横形FFSプロセスは、図13Aに示された単一ロールの二層ストリップの代わりに、湾曲半剛体ストリップを有する二つの分離したリール154bを備える。湾曲半剛体材料の連続するリボンが、リールからラインに分配され、シールダイ156においてポーチキャビティに固定される。予め切削されたストリップが直列に運ばれ、柔軟フィルムポーチに固定されることも考えられる。シールダイ156は、柔軟ポーチに頂部シールをも与え、もし望まれるなら剥離可能なシールをも作成する。次いで、充填されたキャビティは、図示しない往復動作するナイフ等によって、互いに分離される。
【0036】
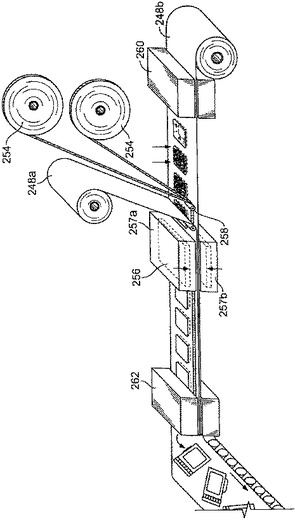
他の実施形態において、図14に示されるように、柔軟ポーチは、横形熱成形充填シール装置(TFFS)で作られる。示されるように、このような方法は、フィルム材料の2つのロール248a,248bを用いる。一連の製品キャビティが、柔軟プラスチック底部フィルム248bから熱成形され、それは次いで食品で満たされる。底部フィルム248bの成形は熱成形ステーション260で起こる。下部キャビティが製品で満たされた後、湾曲半剛体ストリップが、頂部フィルムおよび底部フィルムの間の適切な位置に導入される。ストリップは、さらなる加工処理を必要とする或いは必要としない、プレカット状態で直列プロセスに到達するか、或いは半剛体ばねストリップ材料の連続リールの形で直列プロセスに到達する。図14の実施形態において、湾曲半剛体ストリップは、2つのリール254上に位置され、ストリップローラガイド258にて互いに合わされ、柔軟ポーチに連続して取り付けられる。
【0037】
湾曲半剛体ストリップと頂部および底部フィルムの整列の後、フィルムと半剛体ストリップはシールステーション256に入る。このシールステーション256は、特に食品が低酸素真空パッケージまたは改良大気パッケージを要するとき、真空チャンバ内に概ね収容される。シールステーション256内にあるのは、上部可動加熱シールバー257aと、非加熱可動下部シールサポートダイ257bである。これらは、上部および/または下部フィルムに熱および圧力を加えるよう協働し、最終パッケージ(例えば図6および図7に示されるパッケージ)を画成するのに必要な熱シールのすべてを実行する。このようなシールは、側部シール、頂部シールおよび底部シール、半剛体ストリップの下の剥離可能なシール、並びに湾曲半剛体ストリップの頂部および底部フィルムへのシールを含む。
【0038】
シールステーション256を離れると、形成された柔軟ポーチは切断ステーション262に連続的に移動し、そこでポーチは互いに分離される。切断ステーション262は、例えば切断装置によって、脆弱領域をポーチに作成する。代替的に、別個の機械的またはレーザー刻みツール(図示せず)が、パッケージ形成前にフィルムがロールから解かれたときフィルムに刻み線を連続的につけるために用いられる。他のアプローチにより、脆弱領域は、フィルムが製造業者から到着した時に既にフィルムに形成されている。しかしながら、予め刻みが付けられたフィルムが用いられるなら、これは、ポーチが形成されるとき刻み線が正確な位置にくるよう、パッケージ機械に登録されるべきである。
【0039】
1つの横形TFFSプロセスにより、ストリップは、頂部フィルム248aと底部フィルム248bの間にシールされ、ストリップは底部フィルムと頂部フィルムの内表面に取り付けられる。より詳細には、フィルムは、半剛体ストリップの樹脂材料に貼着する熱シール可能な層を内表面に有する。さらに他の実施形態において、ストリップは、フィルムの内表面上のシーラントと適合可能な外側熱シール層を有する。
【0040】
柔軟ポーチのフィルム材料または基板は、種々のプラスチックポリマー、共重合体、共有押出し成形材および/または積層材のポリマーシートとして形成されることができる。さらに、フィルム材料は、単層ポリマーフィルム、または耐久性のある材料の外側層および一以上の内側バリア層およびシーラント層を備える多層ラミネートであってもよい。多層の組み合わせは、ポリエチレン(高密度、中間密度、低密度、線形低密度(linear low)および/または超低密度のポリマー、メタロセンを含む)、ポリプロピレン(無指向性、指向性および/または二軸指向性のもの)等のポリオレフィン;ポリブチレン;エチレンビニルアセテート(EVA);ナイロン等のポリアミド(無指向性、指向性および/または二軸指向性のもの);ポリエチレンテレフタレート(無指向性、指向性および/または二軸指向性のもの);ポリ塩化ビニル;エチレンビニルアルコール(EVOH);ポリ塩化ビニリデン(PVDC);ポリビニルアルコール(PVOH);ポリスチレン;またはこれらの組み合わせからなる。加えて、粘着性結合層が用いられてもよい。
【0041】
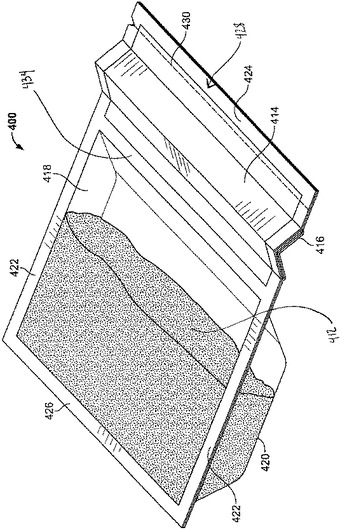
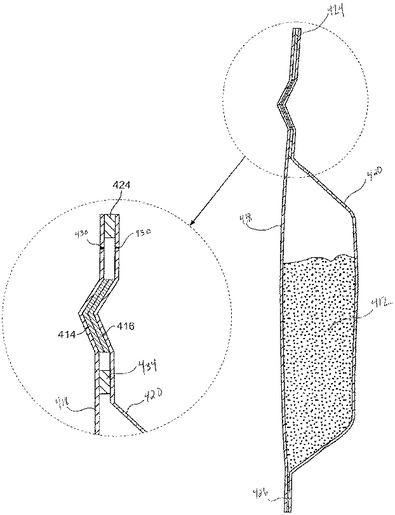
上記の湾曲半剛体ストリップ14,16に加え、半剛体ストリップが異なる断面形状を有することも考えられる。例えば、図15の実施形態は、僅かな折り目を有する1対の半剛体ストリップ414,416を備えた柔軟パッケージ400を含む。ストリップは、これに設けられた折り目、角、またはV字形状を有する。部分的に折り曲げられた半剛体ストリップ414,416は、パッケージのほぼ全幅に延び、ポーチ開口に平行である。部分的に折り曲げられた半剛体ストリップ414,416は、前記ストリップ同様、符合する形状を持ち、部分的に折り曲げられた半剛体ストリップ414,416が開位置から解放されたとき、パッケージ400を自動的に閉じるように構成される。より詳細には、開位置から解放されたとき、ストリップと、関連するパネル418,420とは、互いにきつく押し付け合わされ、柔軟ポーチ400の頂部に安全な閉鎖部を作る。
【0042】
湾曲半剛体ストリップ14,16と同様、部分的に折り曲げられた半剛体ストリップ414,416は、互いに入れ子状に重なり(嵌り合い)、互いに向けて付勢するように構成および配置される。第1および第2の部分的に折り曲げられた半剛体ストリップ414,416は、柔軟ポーチ400の対向された前部および後部パネル418,420に固定される。ストリップの形状は同じ方向に整列される。さらに、ストリップ414,416の付勢は、パネル418,420を閉形状に付勢する。ポーチ400は、前に論じられたように、高速成形充填シール装置を使って形成されるような薄い、柔軟なフィルム材料からなる。パッケージ400が側部シール422、頂部シール424および底部シール426を含む一方、様々なシール、折り目、および他のポーチ要素が、部分的に折り曲げられた半剛体ストリップ414,416との使用のために、考えられる。
【0043】
ポーチ400は、図15に示されるように、頂部428の除去を容易にする脆弱領域430を含む。脆弱領域430は、1つのアプローチにより、頂部シール424の下で、且つ部分的に折り曲げられた半剛体ストリップ414,416の上に距離をおいて位置される。前部および後部パネル418,420の一部は、頂部428が除去されたとき、パッケージ400を開けるべく、手で掴まれ分離されることのできるフランジ436,438を備える。図16に示されるように、柔軟ポーチ400が、前部および後部パネル418,420の内表面に取り付けられた、部分的に折り曲げられた半剛体ストリップ414,416を示す一方、ストリップ414,416外表面に付されることも考えられる。食品412の鮮度を保証するため、柔軟ポーチ10は、密閉シールを含んでもよい。1つのアプローチにより、密閉シールは頂部シール424を含む。他のアプローチにより、密閉シールは剥離可能な密閉シール434を含む。
【0044】
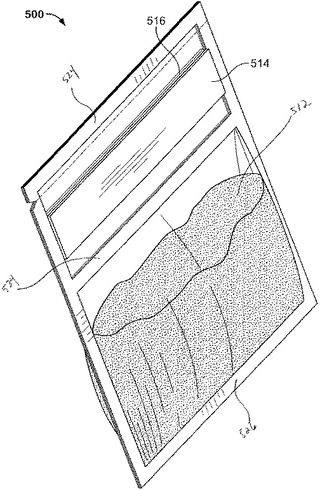
図18及び図19に示される他の柔軟ポーチ500は、平らな半剛体ストリップ514,516を含む。1つのアプローチにより、平らな半剛体ストリップ514,516は、パッケージのほぼ全幅に延び、ポーチ開口に平行である。前記ストリップ同様、平らな半剛体ストリップ514,516は、互いに向かって付勢し、ストリップ514,516および関連するパネル518,520がしっかりと押し付け合わされるとき、ポーチが自動的に閉まる。平らな半剛体ストリップ514,516は、平坦形状を有しており、ストリップ514,516が概ね重なり合うように前部および後部パネル518,520に固定される。結局、前記ストリップ同様、平坦ストリップ514,516は、重なり合うか、または面接触するための重要な面を有することによって、互いに入れ子状に重なる。半剛体ストリップのための追加の構成が考えられる。さらに、柔軟ポーチは、異なるシール、折り目、および他の要素を備える様々な構成を有することができる。
【0045】
当業者は、本発明の思想および範囲から逸脱することなく、上記実施形態に関する多種多様の変更、代替および組み合わせが可能であり、このような変更、代替および組み合わせが本発明の概念の範囲内にあると捉えられるべきであるということを、認識するであろう。
【符号の説明】
【0046】
10,110,210,310 ポーチ
12 食品
14,16,114,116,214,216,314 ストリップ
18,120,318 前部パネル
20,118,320 後部パネル
22,122 側部シール
28 頂部
30 脆弱領域
34 密閉シール
36,38 パネルフランジ
54 リール
【技術分野】
【0001】
本発明は概してパッケージ(包装体)に係り、特に、フィルム材料から作られたポーチを備え、自動閉鎖要素を有する使い捨て可能な食品パッケージに関する。
【背景技術】
【0002】
柔軟な(可撓性の)フィルムパッケージは当該技術分野でよく知られており、典型的に、使い捨て可能なポーチ(袋)を備える。ポーチは、プラスチックフィルム材料のロールから、高速成形充填シール(high-speed form-fill-seal)機械で商業的に生産される。柔軟なフィルムパッケージはキャビティを有し、キャビティ内に食品等の複数の中身が蓄えられる。消費者はしばしばパッケージの中身の1部だけを消費する。パッケージ再閉鎖要素(package reclosability feature)は、ユーザが、パッケージ開口を通じて中身の一部を取り出し、その後開口をシールして柔軟パッケージを再閉鎖することを可能にする。
【発明の概要】
【発明が解決しようとする課題】
【0003】
多数の再閉鎖可能な柔軟パッケージが当該技術分野においてよく知られている。1つのアプローチにより、再閉鎖可能な柔軟パッケージは、押し閉めジッパーファスナー(press-to-close zipper closures)を有する。押し閉めジッパーは、ファスナーを閉めパッケージを再閉鎖するため、対向するパッケージ壁に位置された二つの形状の整列を要求する。この配列は消費者、特に手先の器用さに限りがある若年または老年の消費者にとって、扱いにくく、および/または時間がかかるものかもしれない。また、細かく刻まれたチーズまたはパン粉等のような特定の食品が柔軟パッケージに蓄えられた場合、粒子状物質は、しばしば細い溝または軌道を有するジッパー形状の整列を妨げるかもしれない。
【0004】
他のアプローチにおいて、再閉鎖可能な柔軟パッケージはスライダージッパーファスナー(slider zipper closure)を有する。これら柔軟パッケージのスライダーファスナーは、パッケージ壁に位置された2つの形状の整列を助ける;しかしながら、これらスライダーファスナーは、追加のプラスチック材料と製造を要求し、これは追加コストにつながる。ユーザがより簡単にパッケージ壁形状を整列させることをスライダーが可能にする一方、スライダーファスナーは、パッケージが閉鎖形状にあるときにスライダーと側部シールとの間に僅かな開口を作る。さらに、パッケージが開位置にありスライダーが開口内に延びるとき、ジッパースライダーはスライダー軌道上に残り、これによりポーチ開口の大きさを僅かに減少する。
【0005】
加えて、典型的な再閉鎖可能な柔軟パッケージは、自動的に再閉鎖しない。これら再閉鎖可能な柔軟パッケージは、典型的に、再閉鎖のための積極的な手動操作を必要とする。よってユーザは、各使用の間、パッケージを閉じ、正確にファスナーを押してシールし、または正確にジッパースライダーを引っ張って、閉鎖形状にすることを覚えておかなければならない。さらに、これらの再閉鎖可能な柔軟パッケージの一つが開いている間に不意に落とされると、中身が溢れ出るのを許される。消費者は、パッケージの中身のあり得るこぼれ又は損傷を避けるため、パッケージを再閉鎖することを覚えているか、またはそのための十分な時間を有していなければならない。
【課題を解決するための手段】
【0006】
以下に説明されるパッケージは、フィルム材料で作られた柔軟ポーチと、柔軟ポーチの壁に取り付けられた一対の半剛体ストリップ(semi-rigid strip)とを備える。これらストリップ(細長い片)は、整列されると共に互いに向けて付勢される。頂部が除去されたとき、半剛体ストリップは閉位置と開位置の間を動作可能である。さらに、半剛体ストリップは、開位置から解放されたときパッケージを自動的に再閉鎖するように、構成される。ストリップは、柔軟ポーチの全幅に沿って延在してもよく、またはポーチの側部シールの間に延在してもよい。
【0007】
半剛体ストリップを有する自己閉鎖柔軟パッケージを商業的に生産するため、縦形或いは横形の高速成形充填シール装置が用いられる。一実施形態において、フィルム材料からキャビティがインライン(直列)操作において形成され、ストリップが、フィルム材料の内表面または外表面に追加される。半剛体ストリップは、熱シールや接着により、前部パネル及び後部パネルに固定されることができる。
【0008】
上記の要請は、以下の詳細な説明で述べられる自動閉鎖要素を有する柔軟ポーチの提供を通じて、特に図面と共に検討されたとき、少なくとも部分的に満たされる。
【図面の簡単な説明】
【0009】
【図1】本発明の種々の実施形態に従って構成される柔軟パッケージの正面図である。
【図2】図1の2−2線に沿った柔軟パッケージの断面図である。
【図3】図1の柔軟パッケージの開形状における等角断面図である。
【図4】図1の柔軟パッケージの開形状における断面図である。
【図5】図1の柔軟パッケージの開形状における斜視図である。
【図6】柔軟パッケージの他の実施形態の正面図である。
【図7】図6の7−7線に沿った柔軟パッケージの断面図である。
【図8】柔軟パッケージの他の実施形態の背面図である。
【図9】図8の9−9線に沿った柔軟パッケージの断面図である。
【図10】柔軟パッケージの他の実施形態の断面図である。
【図11】図10の柔軟パッケージの開形状における斜視図である。
【図12】本発明の実施形態に従って構成される装置を示す部分斜視図である。
【図13A】本発明の実施形態に従って構成される装置を示す部分斜視図である。
【図13B】本発明の実施形態に従って構成される装置を示す部分斜視図である。
【図14】本発明の実施形態に従って構成される装置を示す部分斜視図である。
【図15】柔軟パッケージの他の実施形態の斜視図である。
【図16】図15の柔軟パッケージの断面図である。
【図17】図15の柔軟パッケージの開形状における斜視図である。
【図18】柔軟パッケージの他の実施形態の斜視図である。
【図19】図18の柔軟パッケージの断面図である。
【発明を実施するための形態】
【0010】
当業者は、図中の要素が単純化と明瞭化のために描かれ、必ずしも一定比率で描かれていないことを認識するであろう。例えば、図中の幾つかの要素の寸法および/または相対位置は、本発明の種々の実施形態の理解を向上するのを助けるため、他の要素と比較して誇張されているかもしれない。また、商業的に実行可能な実施形態において有用であるか、または必要である、普通だがよく理解されている要素は、本発明の種々の実施形態の見易さを増すため、しばしば描かれない。ある動作および/またはステップが、特定の発生順序で説明または図示される一方、当業者が、そのような順序に関する特定が実際に要求されないことを理解するということも、認識されるであろう。異なる特定の意味がここで述べられるとき以外、ここで用いられる用語と表現が、上記技術分野の当業者による用語と表現に倣うような普通の技術的意味を有することも、理解されるであろう。
【0011】
総じて言えば、これら種々の実施形態に従い、自動閉鎖要素を有する柔軟なパッケージまたはポーチが、図1〜図11に示される。図1〜図5に示されるように、柔軟ポーチ10は、少ないが挙げれば、細かく刻まれたチーズ、シリアルおよびゴープ(trail mix)を含む粒子状食品のような、食品12を包装するために使用される。柔軟ポーチ10は、ポーチ開口に平行に延びる1対の湾曲した半剛体ストリップ14,16を有する。湾曲した半剛体ストリップ14,16は、互いに入れ子状に重なり(nest together)且つ互いに向かって付勢するよう構成および配置される。第1および第2の半剛体ストリップ14,16は、柔軟ポーチ10の対向された前部および後部パネル18,20に固定され、ストリップ14,16の付勢はパネル18,20を閉形状に付勢する。柔軟ポーチ10は柔軟なフィルム材料から構成され、フィルム材料は高速成形充填シール装置を用いて成形される。少ないが挙げれば、例えばポーチに蓄えられる製品やポーチを生産する方法などの、様々な考察により決定されるような、様々なシール、折り目および他の特徴を、柔軟ポーチは有する。
【0012】
一実施形態において、図1に示されるように、柔軟ポーチ10は前部および後部パネル18,20を含み、前部および後部パネル18,20は、側部シール22、頂部シール24および底部折り部26を有する。製品へのアクセスを容易とすべく、柔軟ポーチ10は、除去可能な頂部28を含む。除去可能な頂部28の下方にて、前部および後部パネル18,20は、これらに配置された湾曲した半剛体ストリップ14,16を有する。頂部が除去されたとき、湾曲した半剛体ストリップ14,16は、食品の分配を許容する開位置と、食品の排出を制限するかまたは妨げる閉位置との間を動作可能である。
【0013】
図1に示されるように、側部シール22はパネル18,20の外側端縁に沿って延び、ポーチ10を形成する。ここで論じられる側部シール22、頂部シール24および類似のシールは、一般的な熱シールである。このような一般的な熱シールは、往復運動する熱シールバーまたは他の適当なシール装置によって作られ、当業者によく知られている。
【0014】
加えて、柔軟ポーチ10は、ユーザが除去可能な頂部28を柔軟ポーチ10から分離するのを助ける脆弱領域30を含む。脆弱領域30は機械的なまたはレーザーによる刻み線であることができる。この線は直線または非直線であることができる。脆弱領域が非直線の場合、パッケージ頂部のフランジ(後述)は、パッケージ幅全体を横切って延びていなくてもよい。レーザーによる刻み線に加え、脆弱領域30はミシン目を含んでもよい。刻み線またはミシン目は、柔軟ポーチ10の全幅に沿って延びていてもよい。代わりに、または刻み目に加え、脆弱領域30は、例えばパッケージの一端縁上の小さいV字状切欠きやスリットのような、ポーチの一部にだけ沿う引き裂き開始要素32を含んでもよい。例えば、図1に示されるように、脆弱領域30は、刻み線に整列された引き裂き開始要素32を含んでもよい。
【0015】
柔軟ポーチ10が食品12のために使われる場合、密閉シール(hermetic seal)34が製品の鮮度を確保するために望ましい。密閉シール34は、剥がして開けることができる(剥離開放可能な)特性を有していてもよい。図1の実施形態において、剥離可能な密閉シール34は、湾曲半剛体ストリップ14,16の下に位置される。他の実施形態において、脆弱領域30が、頂部シール24によって作られる密閉シール34と干渉するミシン目ではなく、刻み線の形式をとるならば、密閉シール34は頂部シール24によって作られることができる。加えて、柔軟ポーチ10は、いたずら表示要素(tamper evidence feature)を有してもよい。
【0016】
脆弱領域30の下で、前部および後部パネル18,20はそれぞれ、これらに固定された湾曲半剛体ストリップ14,16を有する。湾曲半剛体ストリップ14,16は、小さな円弧を有し、湾曲ストリップ同士がしっかりと入れ子状に嵌まるようにパネル18,20に位置される。より詳細には、図2に示されるように、第1の湾曲半剛体ストリップ14の湾曲部は、第2の湾曲半剛体ストリップ16の湾曲部と同じ方向に整列する。湾曲半剛体ストリップ14,16の曲率半径は、図2に示したものより大きくても小さくてもよい。
【0017】
湾曲半剛体ストリップ14,16は様々な寸法を有することができる。例えば、ストリップ14,16は、0.125から6.0インチ(3.175から152.4ミリメートル)の曲率半径、0.007から0.050インチ(0.178から1.27ミリメートル)の厚さ、0.125から2.5インチ(3.175から63.5ミリメートル)の高さ、および0.75から20インチ(19.05から508ミリメートル)の長さを有することができる。一実施形態において、湾曲半剛体ストリップ14,16は、約1.25インチ(31.75ミリメートル)の高さ、約5.75インチ(146.05ミリメートル)の長さ、約1.25インチ(31.75ミリメートル)の曲率半径、および約0.015インチ(0.381ミリメートル)の厚さである。柔軟ポーチ10の寸法および特性に応じて、湾曲半剛体ストリップ14,16は、図1に示されるようにパッケージの全幅に延びたり、或いはストリップ14,16が側部シール22よりも内側で終端するように両側部シール22間を延びることができる。例えば、両側部シール22の間で終端する湾曲半剛体ストリップ14,16を有する実施形態などの、他の実施形態が考えられる。
【0018】
前述したように、湾曲半剛体ストリップ14,16は、開位置から解放されたとき、互いに向かって付勢し、柔軟ポーチ10を自動的に閉じる。湾曲半剛体ストリップ14,16は、それらがそれらの全長に延ばされたとき、それらの安定した静止形状にある。図3および図4に示されるように湾曲半剛体ストリップ14,16が分離され、全開位置に動かされたとき、ストリップ14,16に長手方向の張力が働く。これにより、ストリップがその位置から解放されたとき、それらが自動的に最大延伸位置に動き、これがストリップ14,16を互いに密着させ、柔軟ポーチ10を閉じる。さらに、湾曲半剛体ストリップ14,16が柔軟ポーチ10に自動閉鎖要素を与えるのに加え、ストリップ14,16は、柔軟パッケージが再閉鎖したときの可聴スナップ音を発生する。可聴スナップ音は、パッケージがしっかりと閉じられていて中身の未使用部分が新鮮に保たれることを消費者に保証する。
【0019】
図1に示されるように、湾曲半剛体ストリップ14,16は、頂部28が除去されたときポーチ10の頂部に形成される開口と平行に位置づけられる。加えて、湾曲半剛体ストリップ14,16は、脆弱領域30から離れて位置づけられる。一実施形態において、ストリップ14,16は、頂部フィルム端縁から約0.75インチ(19.05ミリメートル)の所に位置される。この距離は変更されてもよく、望ましい距離は0.125から2.0インチ(3.175から50.8ミリメートル)の間である。
【0020】
湾曲半剛体ストリップ14,16は、比較的耐熱性のポリマーを含む様々な材料から作られることができる。例えばポリエチレンテレフタレート(PET)、耐衝撃性ポリスチレン(HIPS)、ポリプロピレン(PP)、高密度ポリエチレン(HDPE)、他の種々の比較的硬いポリマー、または鉄の薄いストリップのような弾性メタルの薄いストリップである。湾曲半剛体ストリップ14,16は様々な方法、例えば熱シールや接着剤による接着により、パネル18,20に固定されることができる。さらに、ストリップ14,16は、パネル18,20の内側または外側表面に取り付けられることができる。1つのアプローチにより、第1および第2の湾曲半剛体ストリップ14,16は、前部および後部パネル18,20それぞれのシーラントと適合可能な外側熱シール層を有する。
【0021】
半剛体の弾性ストリップ14,16は、様々な方法、例えば打ち抜き加工、射出成形、熱成形、押し出し成形、またはこれらの二以上の組合せによって、生産されることができる。例えば、ストリップは、押し出し成形後、延ばされ且つ急速に冷却されることができる。加えて、湾曲半剛体ストリップ14,16は、分離エレメントとして、多対として、或いはリールに巻かれたストリップ材料の連続リボンとして、生産されることができる。一実施形態において、湾曲半剛体ストリップ14,16は、予め切断されたストリップでラインに持ち込まれることができる。他の製造プロセスで、湾曲半剛体ストリップ14,16は直列に形成されることができる。例えば、一実施形態において、湾曲半剛体ストリップ14,16が形成される材料が、平坦形状でリールに巻かれる。材料がリールから解かれたとき、熱成形ツール等の成形プロセスにより半剛体ストリップ14,16の湾曲がもたらされる。
【0022】
ここで図3と図5に進むと、柔軟ポーチ10が開形状で描かれている。湾曲半剛体ストリップ14,16の上かつ脆弱領域30の下に、フィルム材料の一部が延在し、これはパネルフランジ36,38をなす。結局、除去可能な部分28が柔軟ポーチ10から分離されたとき、パネルフランジ36,38は湾曲半剛体ストリップ14,16の上に延在し、ユーザによって掴まれる。一実施形態において、ストリップ14,16は、フィルム材料の頂端縁から0.5インチ(12.7ミリメートル)と1.0インチ(25.4ミリメートル)の間の所に位置される。結局、一実施形態において、パネルフランジ36,38は、0.25インチ(6.35ミリメートル)と0.8インチ(20.32ミリメートル)の間の高さを有する。このようなパネルフランジ36,38は、容易に掴むための緩んだフィルムを提供し、これはポーチ10の開放を助ける。
【0023】
柔軟ポーチ10を開くため、ユーザは、前部および後部パネルフランジ36、38を手で掴んで互いに離れるように引っ張る。軽い力でパネルフランジ36,38を引っぱることは、パッケージを全開形状へと動作させる。一旦開けられると、湾曲半剛体ストリップ14,16が終端する柔軟ポーチ10の側部に長手方向の圧縮を付加することにより、柔軟ポーチ10は全開形状に保持される。このような長手方向の圧縮の連続的付加は、図3〜図5に示されるように、柔軟ポーチ10を全開形状に維持する。全開形状は、柔軟ポーチ10内に蓄えられた食品への重要なアクセスを可能にする。一実施形態において柔軟パッケージは、長手方向圧縮の片手手動付加を可能にするサイズとされる。
【0024】
長手方向圧縮が解放されると、湾曲半剛体ストリップ14,16のバネ張力が、それらを閉位置にスナップバック(急反発)させ、これによりポーチ10を自動的に閉じる。前述したように、閉動作は速く、可聴スナップ音を伴う。閉位置に戻った後、湾曲半剛体ストリップ14,16の符合する湾曲部は、互いにきつく押し付け合い、柔軟ポーチ10の頂部に確実な閉鎖部をもたらす。
【0025】
ここで図6と図7に進むと、柔軟ポーチの他の実施形態が示される。本実施形態と後の実施形態とにおいて、僅かに異なる特徴を有する類似の柔軟ポーチが描かれている。便宜のため、前述の実施形態に関して既に論じられた要素に対応する、種々の実施形態の要素は、異なる実施形態を区別するため、(「1」などの)接頭辞と組み合わせた同一の参照符号を用いて識別される。例えば、柔軟ポーチ110が前述の柔軟ポーチ10に対応する。
【0026】
図6に示されるように、柔軟ポーチ110は、側部シール122、頂部シール124および底部シール142を含む。本実施形態は、相互に加熱して閉じられる二つのロールのフィルム材料から生産される。この例において、湾曲半剛体ストリップ114,116は、側部シール122の外側端縁に延びる。図7に示されるように、柔軟ポーチ100は、略鉛直の前部パネル120と、複数の食品112を受け入れるために膨出部が形成された後部パネル118とを備える。
【0027】
ここで図8と図9に進むと、柔軟ポーチ210の他の実施形態が示される。柔軟ポーチ210は、底部シール242と、側部折り部244と、柔軟ポーチ210の後部に沿うラップシール又はフィンシール246とを含む。フィンシール246は、側部シール22と同様、一般的な熱シールであり得る。図9の実施形態に示されるように、湾曲半剛体ストリップ214,216は、前部および後部パネル218,220の外表面に固定される。
【0028】
図10と図11に描かれるさらなる他の実施形態において、柔軟ポーチ310が示される。柔軟ポーチ310が前部または後方パネル318,320のいずれか一方に固定された唯一の湾曲半剛体ストリップ314を有すること以外、柔軟ポーチ310は前述の柔軟ポーチ10と同様である。このような実施形態は、閉鎖が前記実施形態ほど気密でないが柔軟ポーチ310がより少ないストリップ材料を使用し、それ故コスト抑制を有すること以外、前記実施形態と同様に機能する。
【0029】
前述したように、柔軟ポーチの製造方法は、特定の柔軟ポーチの特定のシール、折り部、および種々の他の要素に影響を与える。多くの製造方法が、柔軟ポーチを商業的に生産するため利用可能であり、ここで幾つかの例が説明され、図12〜図14に図示される。柔軟ポーチは、毎分最高800パッケージを生産する高速成形充填シール(FFS)操作で作られることができる。FFS操作は、図12に示されるような縦形FFS機械でなされることもできるし、図13Aおよび図13Bに示されるような横形FFS機械でなされることもできるし、図14に示されるような横形熱成形充填シール(HTFFS)機械でなされることもできる。湾曲半剛体ストリップは、例えばFFS機械のポーチ作成機と協調して作動するよう設計された追加付帯モジュールによる熱シールまたは接着剤による接着等、様々な方法でポーチに固定されることができる。
【0030】
図12に示される一実施形態において、柔軟ポーチは縦形FFSまたはバッグ作成ライン(bagging line)で作られる。一連の柔軟ポーチがフィルムのロール48から形成され、フィルム材料の前部および後部パネルがキャビティを画成する。1つのアプローチにより、巻かれたフィルム材料のウェブ(web)は、成形カラーおよびマンドレルなどの、ウェブに筒形状をもたらす折曲ショルダー50に供給される。互いに反対側に位置するフィルムの長手端縁が、充填チューブ49の周りで近づけられる。長手端縁は、例えばフィンシールを形成するシールツール52によってシールされ、或いはラップシールを形成すべく重ね合わされる。一実施形態において、湾曲半剛体ストリップはリール54に巻かれている。ストリップは、柔軟ポーチの壁への取り付けのため、往復動作シールツール56と整列させられる。ポーチのための底部シールも往復動作シールツール56によって形成され、シールツールは往復動作する一対のシールバーを含むことができる。往復動作するシールバーは、前部および後部壁に熱および圧力を加えるべく所望の温度に維持された熱シールバーである。さらに、熱シールバーは、筒状ウェブの互いに反対側の側部に近づけられ、これにより圧力がかけられている間、熱が伝導的に両側部からフィルムに伝達される。シールバーは、断続動作または連続動作で用いられる。断続動作において、シールバーがフィルムに係合している間、フィルムは停止される。連続動作において、シールバーがフィルムに係合するとき、シールバーは機械速度で鉛直に動作する。動作中、シールツール56は、ほぼ同時に、湾曲半剛体ストリップを取り付け、下側のポーチに頂部シールを作成し、上側のポーチに底部シールを作成する。加えて、シールツール56は、下側のポーチを上側のポーチから分離するよう働く、往復動作するナイフを含む。動作が完了して上側のポーチに食品が充填されると、上側のポーチは下方に進んで、下側のポーチとなり、湾曲半剛体ストリップが装着される。ストリップを装着してポーチをシールするのに加えて、シールツール56は、湾曲半剛体ストリップに湾曲部を与える、および/または脆弱領域を作るためにも用いられる。1つのアプローチにより、シールツール56は、パッケージの頂部を横切るミシン目、または切り裂き開始を助けるパッケージ端縁の切欠きを作るため、それに関連した切断装置を有する。他のアプローチにより、ポーチの脆弱領域は、パッケージラインではミシン目をつけられず、フィルム製造業者において(機械的にまたはレーザーにより)予め刻み目をつけられる。
【0031】
前述したように、第1の湾曲半剛体ストリップの湾曲部が第2の湾曲半剛体ストリップの湾曲部と整列するよう、ストリップが柔軟ポーチに取り付けられる。ストリップは様々な方法、例えば、少ないが挙げれば、ホットメルト溶着、感圧接着および熱シールにより、縦形FFSポーチに装着されることができる。前述したように、湾曲半剛体ストリップは壁の外表面に付加されることができる。1つの縦形FFS方法において、湾曲半剛体ストリップは、パッケージ壁の外表面上のシーラントと適合性のある外側修復シール層(external heal seal layer)を有する。1つのこのような縦形FFS動作において、湾曲半剛体ストリップは、前部および後部パネルの外表面に、機械方向と直角な方向で固定される。
【0032】
底部シールが柔軟ポーチに形成された後、部分的に形成された柔軟ポーチには食品が充填される。食品は、充填チューブ49を通じてポーチ内に導入される。一実施形態において、脆弱領域が、柔軟ポーチに形成され、除去可能な頂部を画成する。1つのアプローチによって、パッケージの頂部の除去を容易にする切欠き、刻み線または他の要素が、ポーチの頂部付近に形成される。密閉シールも使い捨てポーチに作られる。シールツール56は、同時に様々な機能を実行可能である。これら機能は以下を含む:食品が充填されようとしているポーチの底部シールを作成する;ちょうど充填されたポーチについて、半剛体ストリップを、前部および後部パネルの上部に取り付け、ポーチのストリップ直下に剥離可能な熱シールを作成する;続いて充填されようとするポーチから、ちょうど充填されたポーチを切断する、往復動作するナイフまたは切断ツールを持つこと。往復動作する切断ツールは、パッケージの頂部を横切るミシン目やパッケージ端縁の切欠きのような脆弱領域も作成する。他のアプローチにより、ポーチの脆弱領域は、パッケージラインでミシン目をつけられず、フィルム製造業者において(機械的にまたはレーザーで)予め刻み目をつけられ、これにより、製造業者から到着した時、刻み目を入れられた脆弱領域がフィルムに作られている。このようなアプローチがとられる場合、既に設けられた刻み目が柔軟ポーチ形成時に正しい位置にあるよう、フィルムは光学的識別を介してパッケージ機械に位置されるべきである。
【0033】
この縦形FFS作動において説明されたステップに代わる様々なステップがある。また、前述したように、高速技術が、熱シールバーによる熱および圧力の付加の代わりに、使用されることができる。例えば、RFエネルギー、超音波エネルギーまたは他の技術が用いられることができる。
【0034】
他の例において、図13Aに示されるように、柔軟ポーチは、横形FFSまたはフローフォームラッパーで生産される。前述の縦形処理と同様、一連の柔軟ポーチが形成され、フィルム材料は、前部および後部パネルを有するキャビティを画成する。図13Aは、曲げ装置150で曲げられ、互いに連続するポーチキャビティを形成すべくシールダイ152でシールされるフィルムの単一ロール148を示す。フィルムがキャビティへと成形された後、キャビティには食品が充填される。ストリップが柔軟ポーチへの取り付けのための適切な方向に整列されるよう、ストリップを解かれた後に捻り、再指向させるため、ストリップ整列ローラ158が斜めにセットされる。図13Aに示されるように、ストリップのダブルロール154aがリール上に配置される。ストリップが位置決めされポーチへとシールされ、ポーチが機械方向に前進するとき、ストリップはロール154aから連続的に解かれ、ポーチとともに機械方向に前進される。連続ストリップの二層154aが解かれると、ストリップはロールから分配され、フィルム材料の2つの前部および後部パネルの間に位置される。この実施形態において、ストリップは前部および後部パネルの内表面にシールされる。図13Aに示されるように、シールバー156が、柔軟ポーチとストリップとをポーチの両側からシールする。1つのアプローチにより、ポーチ材料の内側にストリップを有することは、シールプロセスを容易にする。なぜなら、シールバー156が、半剛体ストリップよりも薄いポーチ材料を通じて熱を伝達するよう構成されているからである。一方ストリップは、熱シールプロセスによる影響を受けるよう、より厚い材料からできていてもよく、故により多くの熱、圧力、または時間を要するものであってもよい。シールバー156は、例えばこれに関連された切断装置によって、パッケージに脆弱領域を作るものであってもよい。他のアプローチにより、別個の機械的またはレーザー刻みツール(図示せず)が、形成されるパッケージに刻み線を作るため、直列に用いられてもよい。さらに他のアプローチにより、刻み線のような脆弱領域が、フィルムが製造業者から到着する時、フィルムに既に形成されていてもよい。
【0035】
図13Bに示されるような他の実施形態において、柔軟ポーチは、図13Aに示される例に類似の、横形FFSまたはフローラッパーラインで作られる。一連の柔軟ポーチが、フィルムの単一ロール148から形成される。フィルムは、図13Bに示されるような曲げプラウなどの曲げ装置150において曲げられ、互いに連続するポーチキャビティを形成すべくシールダイ152によりシールされる。フィルムがキャビティに成形された後、キャビティには食品が充填される。図13Bの実施形態において、横形FFSプロセスは、図13Aに示された単一ロールの二層ストリップの代わりに、湾曲半剛体ストリップを有する二つの分離したリール154bを備える。湾曲半剛体材料の連続するリボンが、リールからラインに分配され、シールダイ156においてポーチキャビティに固定される。予め切削されたストリップが直列に運ばれ、柔軟フィルムポーチに固定されることも考えられる。シールダイ156は、柔軟ポーチに頂部シールをも与え、もし望まれるなら剥離可能なシールをも作成する。次いで、充填されたキャビティは、図示しない往復動作するナイフ等によって、互いに分離される。
【0036】
他の実施形態において、図14に示されるように、柔軟ポーチは、横形熱成形充填シール装置(TFFS)で作られる。示されるように、このような方法は、フィルム材料の2つのロール248a,248bを用いる。一連の製品キャビティが、柔軟プラスチック底部フィルム248bから熱成形され、それは次いで食品で満たされる。底部フィルム248bの成形は熱成形ステーション260で起こる。下部キャビティが製品で満たされた後、湾曲半剛体ストリップが、頂部フィルムおよび底部フィルムの間の適切な位置に導入される。ストリップは、さらなる加工処理を必要とする或いは必要としない、プレカット状態で直列プロセスに到達するか、或いは半剛体ばねストリップ材料の連続リールの形で直列プロセスに到達する。図14の実施形態において、湾曲半剛体ストリップは、2つのリール254上に位置され、ストリップローラガイド258にて互いに合わされ、柔軟ポーチに連続して取り付けられる。
【0037】
湾曲半剛体ストリップと頂部および底部フィルムの整列の後、フィルムと半剛体ストリップはシールステーション256に入る。このシールステーション256は、特に食品が低酸素真空パッケージまたは改良大気パッケージを要するとき、真空チャンバ内に概ね収容される。シールステーション256内にあるのは、上部可動加熱シールバー257aと、非加熱可動下部シールサポートダイ257bである。これらは、上部および/または下部フィルムに熱および圧力を加えるよう協働し、最終パッケージ(例えば図6および図7に示されるパッケージ)を画成するのに必要な熱シールのすべてを実行する。このようなシールは、側部シール、頂部シールおよび底部シール、半剛体ストリップの下の剥離可能なシール、並びに湾曲半剛体ストリップの頂部および底部フィルムへのシールを含む。
【0038】
シールステーション256を離れると、形成された柔軟ポーチは切断ステーション262に連続的に移動し、そこでポーチは互いに分離される。切断ステーション262は、例えば切断装置によって、脆弱領域をポーチに作成する。代替的に、別個の機械的またはレーザー刻みツール(図示せず)が、パッケージ形成前にフィルムがロールから解かれたときフィルムに刻み線を連続的につけるために用いられる。他のアプローチにより、脆弱領域は、フィルムが製造業者から到着した時に既にフィルムに形成されている。しかしながら、予め刻みが付けられたフィルムが用いられるなら、これは、ポーチが形成されるとき刻み線が正確な位置にくるよう、パッケージ機械に登録されるべきである。
【0039】
1つの横形TFFSプロセスにより、ストリップは、頂部フィルム248aと底部フィルム248bの間にシールされ、ストリップは底部フィルムと頂部フィルムの内表面に取り付けられる。より詳細には、フィルムは、半剛体ストリップの樹脂材料に貼着する熱シール可能な層を内表面に有する。さらに他の実施形態において、ストリップは、フィルムの内表面上のシーラントと適合可能な外側熱シール層を有する。
【0040】
柔軟ポーチのフィルム材料または基板は、種々のプラスチックポリマー、共重合体、共有押出し成形材および/または積層材のポリマーシートとして形成されることができる。さらに、フィルム材料は、単層ポリマーフィルム、または耐久性のある材料の外側層および一以上の内側バリア層およびシーラント層を備える多層ラミネートであってもよい。多層の組み合わせは、ポリエチレン(高密度、中間密度、低密度、線形低密度(linear low)および/または超低密度のポリマー、メタロセンを含む)、ポリプロピレン(無指向性、指向性および/または二軸指向性のもの)等のポリオレフィン;ポリブチレン;エチレンビニルアセテート(EVA);ナイロン等のポリアミド(無指向性、指向性および/または二軸指向性のもの);ポリエチレンテレフタレート(無指向性、指向性および/または二軸指向性のもの);ポリ塩化ビニル;エチレンビニルアルコール(EVOH);ポリ塩化ビニリデン(PVDC);ポリビニルアルコール(PVOH);ポリスチレン;またはこれらの組み合わせからなる。加えて、粘着性結合層が用いられてもよい。
【0041】
上記の湾曲半剛体ストリップ14,16に加え、半剛体ストリップが異なる断面形状を有することも考えられる。例えば、図15の実施形態は、僅かな折り目を有する1対の半剛体ストリップ414,416を備えた柔軟パッケージ400を含む。ストリップは、これに設けられた折り目、角、またはV字形状を有する。部分的に折り曲げられた半剛体ストリップ414,416は、パッケージのほぼ全幅に延び、ポーチ開口に平行である。部分的に折り曲げられた半剛体ストリップ414,416は、前記ストリップ同様、符合する形状を持ち、部分的に折り曲げられた半剛体ストリップ414,416が開位置から解放されたとき、パッケージ400を自動的に閉じるように構成される。より詳細には、開位置から解放されたとき、ストリップと、関連するパネル418,420とは、互いにきつく押し付け合わされ、柔軟ポーチ400の頂部に安全な閉鎖部を作る。
【0042】
湾曲半剛体ストリップ14,16と同様、部分的に折り曲げられた半剛体ストリップ414,416は、互いに入れ子状に重なり(嵌り合い)、互いに向けて付勢するように構成および配置される。第1および第2の部分的に折り曲げられた半剛体ストリップ414,416は、柔軟ポーチ400の対向された前部および後部パネル418,420に固定される。ストリップの形状は同じ方向に整列される。さらに、ストリップ414,416の付勢は、パネル418,420を閉形状に付勢する。ポーチ400は、前に論じられたように、高速成形充填シール装置を使って形成されるような薄い、柔軟なフィルム材料からなる。パッケージ400が側部シール422、頂部シール424および底部シール426を含む一方、様々なシール、折り目、および他のポーチ要素が、部分的に折り曲げられた半剛体ストリップ414,416との使用のために、考えられる。
【0043】
ポーチ400は、図15に示されるように、頂部428の除去を容易にする脆弱領域430を含む。脆弱領域430は、1つのアプローチにより、頂部シール424の下で、且つ部分的に折り曲げられた半剛体ストリップ414,416の上に距離をおいて位置される。前部および後部パネル418,420の一部は、頂部428が除去されたとき、パッケージ400を開けるべく、手で掴まれ分離されることのできるフランジ436,438を備える。図16に示されるように、柔軟ポーチ400が、前部および後部パネル418,420の内表面に取り付けられた、部分的に折り曲げられた半剛体ストリップ414,416を示す一方、ストリップ414,416外表面に付されることも考えられる。食品412の鮮度を保証するため、柔軟ポーチ10は、密閉シールを含んでもよい。1つのアプローチにより、密閉シールは頂部シール424を含む。他のアプローチにより、密閉シールは剥離可能な密閉シール434を含む。
【0044】
図18及び図19に示される他の柔軟ポーチ500は、平らな半剛体ストリップ514,516を含む。1つのアプローチにより、平らな半剛体ストリップ514,516は、パッケージのほぼ全幅に延び、ポーチ開口に平行である。前記ストリップ同様、平らな半剛体ストリップ514,516は、互いに向かって付勢し、ストリップ514,516および関連するパネル518,520がしっかりと押し付け合わされるとき、ポーチが自動的に閉まる。平らな半剛体ストリップ514,516は、平坦形状を有しており、ストリップ514,516が概ね重なり合うように前部および後部パネル518,520に固定される。結局、前記ストリップ同様、平坦ストリップ514,516は、重なり合うか、または面接触するための重要な面を有することによって、互いに入れ子状に重なる。半剛体ストリップのための追加の構成が考えられる。さらに、柔軟ポーチは、異なるシール、折り目、および他の要素を備える様々な構成を有することができる。
【0045】
当業者は、本発明の思想および範囲から逸脱することなく、上記実施形態に関する多種多様の変更、代替および組み合わせが可能であり、このような変更、代替および組み合わせが本発明の概念の範囲内にあると捉えられるべきであるということを、認識するであろう。
【符号の説明】
【0046】
10,110,210,310 ポーチ
12 食品
14,16,114,116,214,216,314 ストリップ
18,120,318 前部パネル
20,118,320 後部パネル
22,122 側部シール
28 頂部
30 脆弱領域
34 密閉シール
36,38 パネルフランジ
54 リール
【特許請求の範囲】
【請求項1】
商業的な大量生産に適したパッケージ食品であって、
フィルム材料から作られた前部パネルおよび後部パネルを有する柔軟ポーチと、
前記柔軟ポーチ内に配置された食品と、を備え、
前記柔軟ポーチが、
前記前部パネルに取り付けられた第1の半剛体ストリップおよび前記後部パネルに取り付けられた第2の半剛体ストリップと、
前記第1および第2の半剛体ストリップの上に位置された前部および後部パネルフランジと、を備え
前記第1および第2の半剛体ストリップが、互いに向けて付勢するように構成および配置され、
前記パッケージ食品の開放時、前記第1および第2の半剛体ストリップが、前記食品の分配を許容する開位置と、前記食品の排出を制限するかまたは妨げる閉位置との間を動作可能である
ことを特徴とするパッケージ食品。
【請求項2】
除去可能な頂部と、前記頂部の除去を容易にする脆弱領域と、密閉シールとをさらに備えることを特徴とする請求項1に記載のパッケージ食品。
【請求項3】
前記第1および第2の半剛体ストリップが入れ子状に重なり合うように形成および配置され、前記第1および第2の半剛体ストリップが長さと高さと形状とを有し、前記第1および第2の半剛体ストリップの長さが、除去可能な頂部に平行に位置されることを特徴とする請求項2に記載のパッケージ食品。
【請求項4】
前記第1および第2の半剛体ストリップが前記閉位置で互いに顕著に重なり合うよう、前記第1の半剛体ストリップの形状が、前記第2の半剛体ストリップの形状と同じ方向に整列されていることを特徴とする請求項3に記載のパッケージ食品。
【請求項5】
前記第1および第2の半剛体ストリップが、長手方向の圧縮を連続的に付加しつつ前記開位置に維持するように形成および配置されたばねストリップであることを特徴とする請求項4に記載のパッケージ食品。
【請求項6】
前記第1および第2の半剛体ストリップが前記開位置から解放されたとき、前記柔軟ポーチが、前記食品の排出を妨げる前記閉位置に自動的に戻ることを特徴とする請求項4に記載のパッケージ食品。
【請求項7】
前記第1および第2の半剛体ストリップの長さが、
前記柔軟ポーチの側部シールの間の前記柔軟ポーチの開口;または
前記柔軟ポーチの全幅
の一方に沿って延びることを特徴とする請求項4に記載のパッケージ食品。
【請求項8】
前記柔軟ポーチの幅が、手動の圧力を付加することによる前記柔軟ポーチの片手操作を容易にするサイズとされ、前記第1および第2の半剛体ストリップが前記柔軟ポーチの外側端縁に達することを特徴とする請求項4に記載のパッケージ食品。
【請求項9】
前記第1および第2の半剛体ストリップが、
耐熱性ポリマー;
ポリエチレンテレフタレート(PET);
耐衝撃性ポリスチレン(HIPS);
ポリプロピレン(PP);
高密度ポリエチレン(HDPE);および
弾性スチール
の少なくとも一つからなることを特徴とする請求項1に記載のパッケージ食品。
【請求項10】
前記第1および第2の半剛体ストリップが形状を有し、該形状が、
湾曲形状;
角張った形状;および
平らな形状
の一つであることを特徴とする請求項1に記載のパッケージ食品。
【請求項11】
高速成形充填シール装置でパッケージ食品を大量生産する方法であって、
フィルム材料から作られた前部パネルおよび後部パネルを有する一連の使い捨てポーチを形成するステップであって、前記使い捨てポーチのそれぞれが内部にキャビティを画成するステップと、
前記使い捨てポーチのキャビティに食品を充填するステップと、
前記使い捨てポーチを密閉シールするステップと、
前記前部パネルに第1の半剛体ストリップを取り付け、前記後部パネルに第2の半剛体ストリップを取り付けるステップであって、前記半剛体ストリップ同士が整列するように前記半剛体ストリップのそれぞれが、隣接する前記半剛体ストリップの形状と整列される形状を有し、前記第1および第2の半剛体ストリップが互いに向けて付勢されるステップと、
前記使い捨てポーチを互いに分離するステップと、
を備えたことを特徴とする方法。
【請求項12】
前記使い捨てポーチに、脆弱領域によって画成される除去可能な頂部を形成するステップをさらに備えることを特徴とする請求項11に記載の方法。
【請求項13】
前記第1および第2の半剛体ストリップが、
予め切断されたストリップ;
リールから分配される成形されたストリップ材料;および
リールから平らな形状で分配される平らなストリップ材料であって、前記材料が前記リールから解かれるとき、前記第1および第2の半剛体ストリップの形状が、熱成形ツールによって与えられるストリップ材料
の少なくとも一つを備えることを特徴とする請求項11に記載の方法。
【請求項14】
前記第1および第2の半剛体ストリップを取り付けるステップが、
前記第1および第2の半剛体ストリップを前記前部および後部パネルの内表面に熱シールするステップ;
前記第1および第2の半剛体ストリップを前記前部および後部パネルの外表面に熱シールするステップ;
前記第1および第2の半剛体ストリップを前記前部および後部パネルの内表面に接着するステップ;および
前記第1および第2の半剛体ストリップを前記前部および後部パネルの外表面に接着するステップ
の少なくとも一つを備えることを特徴とする請求項11に記載の方法。
【請求項15】
前記第1および第2の半剛体ストリップが、
機械方向に平行な向き;または
前記第1および第2の半剛体ストリップを切断し前記使い捨てポーチに熱シールするように構成および配置されたストリップ付加モジュールを介して、機械方向と垂直な向き
の少なくとも一方で取り付けられることを特徴とする請求項11に記載の方法。
【請求項16】
一連の使い捨てポーチを形成するステップが、
横形熱成形充填シール装置;
縦形熱成形充填シール装置;
横形成形充填シール装置;および
縦形成形充填シール装置
の少なくとも一つで、一連の使い捨てポーチを形成するステップの少なくとも一つを備えることを特徴とする請求項11に記載の方法。
【請求項17】
高速成形充填シール装置でパッケージ食品を大量生産するための装置であって、
フィルム材料から作られた前部パネルおよび後部パネルを有する一連の使い捨てポーチを形成する手段であって、前記前部パネルおよび後部パネルのそれぞれが、内表面と、外表面と、脆弱領域によって画成された除去可能な頂部とを有する手段と、
前記使い捨てポーチに食品を充填する手段と、
前記使い捨てポーチを密閉シールする手段と、
前記前部パネルに第1の半剛体ストリップを取り付け、前記後部パネルに第2の半剛体ストリップを取り付ける手段であって、前記頂部が除去されたとき、前記使い捨てポーチの前記第1および第2の半剛体ストリップが開位置と閉位置との間を動作可能である手段と、を備え、
前記第1および第2の半剛体ストリップが、互いに入れ子状に重なり且つ互いに向けて付勢するよう構成および配置され、前記半剛体ストリップの前記開位置からの解放時、前記使い捨てポーチが前記閉位置に自動的に且つ瞬時に閉まる
ことを特徴とする装置。
【請求項18】
商業的な大量生産に適したパッケージ食品であって、
フィルム材料から作られた前部パネルおよび後部パネルを有する柔軟ポーチと、
前記柔軟ポーチ内に配置された食品と、を備え、
前記柔軟ポーチが、
除去可能な頂部と、
前記頂部の除去を容易にする脆弱領域と、
前記脆弱領域の下の、前記前部パネルおよび後部パネルのいずれかに取り付けられたばねストリップと、
前記ばねストリップおよび前記脆弱領域の間に位置されたパネルフランジと、を備え、
前記除去可能な頂部が除去されたとき、前記ばねストリップが、前記食品の分配を許容する開ポーチ位置と、前記食品の排出を制限するかまたは妨げる閉ポーチ位置との間を動作可能であり、前記ばねストリップが前記開ポーチ位置から解放されたとき、前記柔軟ポーチが自動的に閉まる
ことを特徴とするパッケージ食品。
【請求項19】
商業的な大量生産に適したパッケージ食品であって、
フィルム材料から作られた前部パネルおよび後部パネルを有する柔軟ポーチと、
前記柔軟ポーチ内に配置された食品と、を備え、
前記柔軟ポーチが、
除去可能な頂部と、
前記前部パネルに取り付けられた第1の半剛体ストリップおよび前記後部パネルに取り付けられた第2の半剛体ストリップと、
前記除去可能な頂部と、前記第1および第2の半剛体ストリップとの間に位置された前部および後部パネルフランジと、を備え、
前記第1および第2の半剛体ストリップが、互いに入れ子状に重なり且つ互いに向けて付勢するよう構成および配置され、
前記除去可能な頂部が除去されたとき、前記第1および第2の半剛体ストリップが、前記食品の分配を許容する開位置と、前記食品の排出を制限するかまたは妨げる閉位置との間を動作可能である
ことを特徴とするパッケージ食品。
【請求項1】
商業的な大量生産に適したパッケージ食品であって、
フィルム材料から作られた前部パネルおよび後部パネルを有する柔軟ポーチと、
前記柔軟ポーチ内に配置された食品と、を備え、
前記柔軟ポーチが、
前記前部パネルに取り付けられた第1の半剛体ストリップおよび前記後部パネルに取り付けられた第2の半剛体ストリップと、
前記第1および第2の半剛体ストリップの上に位置された前部および後部パネルフランジと、を備え
前記第1および第2の半剛体ストリップが、互いに向けて付勢するように構成および配置され、
前記パッケージ食品の開放時、前記第1および第2の半剛体ストリップが、前記食品の分配を許容する開位置と、前記食品の排出を制限するかまたは妨げる閉位置との間を動作可能である
ことを特徴とするパッケージ食品。
【請求項2】
除去可能な頂部と、前記頂部の除去を容易にする脆弱領域と、密閉シールとをさらに備えることを特徴とする請求項1に記載のパッケージ食品。
【請求項3】
前記第1および第2の半剛体ストリップが入れ子状に重なり合うように形成および配置され、前記第1および第2の半剛体ストリップが長さと高さと形状とを有し、前記第1および第2の半剛体ストリップの長さが、除去可能な頂部に平行に位置されることを特徴とする請求項2に記載のパッケージ食品。
【請求項4】
前記第1および第2の半剛体ストリップが前記閉位置で互いに顕著に重なり合うよう、前記第1の半剛体ストリップの形状が、前記第2の半剛体ストリップの形状と同じ方向に整列されていることを特徴とする請求項3に記載のパッケージ食品。
【請求項5】
前記第1および第2の半剛体ストリップが、長手方向の圧縮を連続的に付加しつつ前記開位置に維持するように形成および配置されたばねストリップであることを特徴とする請求項4に記載のパッケージ食品。
【請求項6】
前記第1および第2の半剛体ストリップが前記開位置から解放されたとき、前記柔軟ポーチが、前記食品の排出を妨げる前記閉位置に自動的に戻ることを特徴とする請求項4に記載のパッケージ食品。
【請求項7】
前記第1および第2の半剛体ストリップの長さが、
前記柔軟ポーチの側部シールの間の前記柔軟ポーチの開口;または
前記柔軟ポーチの全幅
の一方に沿って延びることを特徴とする請求項4に記載のパッケージ食品。
【請求項8】
前記柔軟ポーチの幅が、手動の圧力を付加することによる前記柔軟ポーチの片手操作を容易にするサイズとされ、前記第1および第2の半剛体ストリップが前記柔軟ポーチの外側端縁に達することを特徴とする請求項4に記載のパッケージ食品。
【請求項9】
前記第1および第2の半剛体ストリップが、
耐熱性ポリマー;
ポリエチレンテレフタレート(PET);
耐衝撃性ポリスチレン(HIPS);
ポリプロピレン(PP);
高密度ポリエチレン(HDPE);および
弾性スチール
の少なくとも一つからなることを特徴とする請求項1に記載のパッケージ食品。
【請求項10】
前記第1および第2の半剛体ストリップが形状を有し、該形状が、
湾曲形状;
角張った形状;および
平らな形状
の一つであることを特徴とする請求項1に記載のパッケージ食品。
【請求項11】
高速成形充填シール装置でパッケージ食品を大量生産する方法であって、
フィルム材料から作られた前部パネルおよび後部パネルを有する一連の使い捨てポーチを形成するステップであって、前記使い捨てポーチのそれぞれが内部にキャビティを画成するステップと、
前記使い捨てポーチのキャビティに食品を充填するステップと、
前記使い捨てポーチを密閉シールするステップと、
前記前部パネルに第1の半剛体ストリップを取り付け、前記後部パネルに第2の半剛体ストリップを取り付けるステップであって、前記半剛体ストリップ同士が整列するように前記半剛体ストリップのそれぞれが、隣接する前記半剛体ストリップの形状と整列される形状を有し、前記第1および第2の半剛体ストリップが互いに向けて付勢されるステップと、
前記使い捨てポーチを互いに分離するステップと、
を備えたことを特徴とする方法。
【請求項12】
前記使い捨てポーチに、脆弱領域によって画成される除去可能な頂部を形成するステップをさらに備えることを特徴とする請求項11に記載の方法。
【請求項13】
前記第1および第2の半剛体ストリップが、
予め切断されたストリップ;
リールから分配される成形されたストリップ材料;および
リールから平らな形状で分配される平らなストリップ材料であって、前記材料が前記リールから解かれるとき、前記第1および第2の半剛体ストリップの形状が、熱成形ツールによって与えられるストリップ材料
の少なくとも一つを備えることを特徴とする請求項11に記載の方法。
【請求項14】
前記第1および第2の半剛体ストリップを取り付けるステップが、
前記第1および第2の半剛体ストリップを前記前部および後部パネルの内表面に熱シールするステップ;
前記第1および第2の半剛体ストリップを前記前部および後部パネルの外表面に熱シールするステップ;
前記第1および第2の半剛体ストリップを前記前部および後部パネルの内表面に接着するステップ;および
前記第1および第2の半剛体ストリップを前記前部および後部パネルの外表面に接着するステップ
の少なくとも一つを備えることを特徴とする請求項11に記載の方法。
【請求項15】
前記第1および第2の半剛体ストリップが、
機械方向に平行な向き;または
前記第1および第2の半剛体ストリップを切断し前記使い捨てポーチに熱シールするように構成および配置されたストリップ付加モジュールを介して、機械方向と垂直な向き
の少なくとも一方で取り付けられることを特徴とする請求項11に記載の方法。
【請求項16】
一連の使い捨てポーチを形成するステップが、
横形熱成形充填シール装置;
縦形熱成形充填シール装置;
横形成形充填シール装置;および
縦形成形充填シール装置
の少なくとも一つで、一連の使い捨てポーチを形成するステップの少なくとも一つを備えることを特徴とする請求項11に記載の方法。
【請求項17】
高速成形充填シール装置でパッケージ食品を大量生産するための装置であって、
フィルム材料から作られた前部パネルおよび後部パネルを有する一連の使い捨てポーチを形成する手段であって、前記前部パネルおよび後部パネルのそれぞれが、内表面と、外表面と、脆弱領域によって画成された除去可能な頂部とを有する手段と、
前記使い捨てポーチに食品を充填する手段と、
前記使い捨てポーチを密閉シールする手段と、
前記前部パネルに第1の半剛体ストリップを取り付け、前記後部パネルに第2の半剛体ストリップを取り付ける手段であって、前記頂部が除去されたとき、前記使い捨てポーチの前記第1および第2の半剛体ストリップが開位置と閉位置との間を動作可能である手段と、を備え、
前記第1および第2の半剛体ストリップが、互いに入れ子状に重なり且つ互いに向けて付勢するよう構成および配置され、前記半剛体ストリップの前記開位置からの解放時、前記使い捨てポーチが前記閉位置に自動的に且つ瞬時に閉まる
ことを特徴とする装置。
【請求項18】
商業的な大量生産に適したパッケージ食品であって、
フィルム材料から作られた前部パネルおよび後部パネルを有する柔軟ポーチと、
前記柔軟ポーチ内に配置された食品と、を備え、
前記柔軟ポーチが、
除去可能な頂部と、
前記頂部の除去を容易にする脆弱領域と、
前記脆弱領域の下の、前記前部パネルおよび後部パネルのいずれかに取り付けられたばねストリップと、
前記ばねストリップおよび前記脆弱領域の間に位置されたパネルフランジと、を備え、
前記除去可能な頂部が除去されたとき、前記ばねストリップが、前記食品の分配を許容する開ポーチ位置と、前記食品の排出を制限するかまたは妨げる閉ポーチ位置との間を動作可能であり、前記ばねストリップが前記開ポーチ位置から解放されたとき、前記柔軟ポーチが自動的に閉まる
ことを特徴とするパッケージ食品。
【請求項19】
商業的な大量生産に適したパッケージ食品であって、
フィルム材料から作られた前部パネルおよび後部パネルを有する柔軟ポーチと、
前記柔軟ポーチ内に配置された食品と、を備え、
前記柔軟ポーチが、
除去可能な頂部と、
前記前部パネルに取り付けられた第1の半剛体ストリップおよび前記後部パネルに取り付けられた第2の半剛体ストリップと、
前記除去可能な頂部と、前記第1および第2の半剛体ストリップとの間に位置された前部および後部パネルフランジと、を備え、
前記第1および第2の半剛体ストリップが、互いに入れ子状に重なり且つ互いに向けて付勢するよう構成および配置され、
前記除去可能な頂部が除去されたとき、前記第1および第2の半剛体ストリップが、前記食品の分配を許容する開位置と、前記食品の排出を制限するかまたは妨げる閉位置との間を動作可能である
ことを特徴とするパッケージ食品。
【図1】


【図2】
【図3】
【図4】

【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13A】
【図13B】
【図14】
【図15】
【図16】
【図17】

【図18】
【図19】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13A】
【図13B】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【公開番号】特開2009−263008(P2009−263008A)
【公開日】平成21年11月12日(2009.11.12)
【国際特許分類】
【外国語出願】
【出願番号】特願2009−105433(P2009−105433)
【出願日】平成21年4月23日(2009.4.23)
【出願人】(508247877)クラフト・フーヅ・グローバル・ブランヅ リミテッド ライアビリティ カンパニー (53)
【Fターム(参考)】
【公開日】平成21年11月12日(2009.11.12)
【国際特許分類】
【出願番号】特願2009−105433(P2009−105433)
【出願日】平成21年4月23日(2009.4.23)
【出願人】(508247877)クラフト・フーヅ・グローバル・ブランヅ リミテッド ライアビリティ カンパニー (53)
【Fターム(参考)】
[ Back to top ]