
自己換気型ポリマーフィルム
【課題】本発明の目的は、水分および分泌された気体、特に水分が、包装された製品から排出することを可能にするが、昆虫、細菌、および空中汚染物質に対する物的障壁を提供する、通気性のヒートシール可能な包装用フィルムであって、特に光学的に透明なフィルムを提供することである。
【解決手段】第1および第2の表面を有する穿孔ポリマー基材層、ならびに基材層の表面上に被着させた無穿孔遮断層を含む通気性のヒートシール可能な複合フィルムであって、(i)無穿孔遮断層の厚さが、約12pm以下であり、(ii)穿孔基材層が、穿孔度約0.1から約78%であり、穿孔が、0.05と1.5mmとの間の平均直径を有するフィルム、さらに花、野菜、果物、およびサラダなど摘みたての植物を包装する際に使用するのに適したその製造方法。
【解決手段】第1および第2の表面を有する穿孔ポリマー基材層、ならびに基材層の表面上に被着させた無穿孔遮断層を含む通気性のヒートシール可能な複合フィルムであって、(i)無穿孔遮断層の厚さが、約12pm以下であり、(ii)穿孔基材層が、穿孔度約0.1から約78%であり、穿孔が、0.05と1.5mmとの間の平均直径を有するフィルム、さらに花、野菜、果物、およびサラダなど摘みたての植物を包装する際に使用するのに適したその製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、通気性ポリマーフィルム、およびその製造方法に関する。
【背景技術】
【0002】
プラスチックフィルム、特にポリオレフィンフィルムは、摘みたての花および野菜の包装に以前から使用されてきた。このような包装用フィルムの主な機能は、昆虫、細菌、および空中汚染物質に対する保護シールを提供することである。
【0003】
それでもやはり、摘みたての花および野菜は、生化学的性質の根本的な変化のため貯蔵寿命が限られている。土壌中では、光合成によって、植物が成長し酸素を放出する。しかし、収穫した後、植物は、太陽光および二酸化炭素を炭水化物および酸素に変換しないが、炭水化物のその貯蔵を使用して、水および二酸化炭素を分泌する。プラスチック包装でラップされた植物の場合、包装において捕捉された水の蓄積によって、真菌の生育(fungal growths)、および生鮮食品の腐敗が起こる。果物および野菜によって生成された揮発性物質の研究が、P.M.A.Toivonenによって行われている(非特許文献1参照)。プラスチック包装用フィルム、特にポリオレフィンフィルムは、遮水物として働き、実際は分泌された水をパッケージ内に捕捉することによってこの状況を悪化させる恐れがある。ブロッコリーやマッシュルームなど高含水率の野菜は、特に影響を受けやすい。昆虫、細菌、および空中汚染物質に対するバリアを提供するだけでなく、水も通気可能であり(すなわち、水が自由に包装を出て行くことが可能になるフィルム)、それによって、微生物および真菌の生育の開始を遅延させ、もって内容物の貯蔵寿命を伸ばす包装を提供することは望ましいはずである。
【0004】
すでに市販の通気性フィルムがいくつか存在している。数社が、無機充填剤を使用して空隙を生じさせ(voided)、それによって水のより容易な通過を可能にして放出させるポリオレフィンフィルムを市場に出している。しかし、このようなフィルムは、普通なら透明ではなく、したがってマーケティングの点から見て不利な点がある。熱可塑性エラストマー(TPE)をベースとする他の市販フィルムは、優れた通気性を提供するが、包装用途には高価である。
【0005】
通気性包装の製造への別の手法は、分泌された気体の排出を可能にするためにフィルムを穿孔することであった。単位面積当たりの穿孔数および穿孔直径を、包装するべき品物、およびその呼吸速度に応じて調整することができる。パンの包装に適したフィルムは、例えばその全表面領域にわたって直径約700ミクロンの孔を穿孔することができる。野菜などの品物用の包装は、一般に穿孔直径を通常は約100と300ミクロンとの間とより小さくし、単位面積当たりの穿孔数をより少なくするものである。この手法の不利な点は、穿孔によって、包装された品物を昆虫、細菌、および空中汚染物質に暴露することである。特に気体透過性を可能にするように「調整した」数の穴を有する穿孔フィルムに対する別の不利な点は、包装の水蒸気透過速度が穿孔によってあまり影響されないことである。特許文献1は、穿孔基材層およびシーリング層を含む空気透過性複合フィルムを開示している。このフィルムでは、シーリング層の材料が基材層における間隙を充填し、電子レンジを使用できる食品用の包装として使用する際、複合フィルムの両面間の圧力差によって、可逆的に穴(gaps)を拡大させ、その穴は弁として働いて、普通なら不透過性であるはずの複合フィルムを空気透過性とすることができる。特許文献2は、気体透過性ポリオレフィン遮断物およびシール可能な層を含む複合フィルムを開示し、該フィルムは、穿孔またはメッシュもしくはネットの形とすることができ、摘みたての果物野菜を包装するのに適していると言われている。任意選択的にヒートシール可能な他の穿孔層を含む複合フィルムは、特許文献3;特許文献4;特許文献5;特許文献6;特許文献7;特許文献8に開示されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】国際公開第01/92000号パンフレット
【特許文献2】英国特許出願公開第2355956号明細書
【特許文献3】欧州特許出願公開第0358461号明細書
【特許文献4】欧州特許出願公開第0178218号明細書
【特許文献5】米国特許出願公開第2002/0187694号明細書
【特許文献6】特開平06−219465公報
【特許文献7】特開平06−165636公報
【特許文献8】特開昭54−117582公報
【特許文献9】英国特許出願公開第838708号明細書
【特許文献10】英国特許第2024715号明細書
【特許文献11】英国特許第1077813号明細書
【特許文献12】米国特許第4333968号明細書
【特許文献13】国際公開第02/59186号パンフレット
【特許文献14】米国特許第4725481号明細書
【特許文献15】国際公開第02/26493号パンフレット
【特許文献16】国際公開第03/026892号パンフレット
【特許文献17】国際公開第03/061957号パンフレット
【特許文献18】英国特許出願公開第2280342号明細書
【特許文献19】欧州特許出願公開第0563442号明細書
【特許文献20】英国特許出願公開第2250408号明細書
【非特許文献】
【0007】
【非特許文献1】"Non-ethylene, non-respiratory volatiles in harvested fruits and vegetables; their occurrence, biological activity and control", Postharvest Biology and Technology 12 (1997) 109-125
【非特許文献2】K. A. Mainstone, Modern Plastics Encyclopedia, 1983-84, Vol. 60, No. 10A, Edition 1, pp 195-198 (McGraw-Hill, NY)
【非特許文献3】Franz Durst, Hans-Gunte Wagner, Liquid Film Coating (Chapman and Hall; 1997; Eds S. F. Kistler and P. M. Schweizer; Chapter 11 a)
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明の目的は、水分および分泌された気体、特に水分が、包装された製品から排出することを可能にするが、昆虫、細菌、および空中汚染物質に対する物的障壁を提供する、通気性のヒートシール可能な包装用フィルムであって、特に光学的に透明なフィルムを提供することである。
【課題を解決するための手段】
【0009】
本発明によれば、第1および第2の表面を有する穿孔ポリマー基材層、ならびに基材層の表面上に被着させた無穿孔遮断層を含む通気性のヒートシール可能な複合フィルムであって、
(i)無穿孔遮断層の厚さが12μm以下、好ましくは8μm以下であり、
(ii)穿孔基材層の穿孔度が約0.1から約78%であり、穿孔の平均直径が0.05から約1.5mmであるフィルムを提供する。
【図面の簡単な説明】
【0010】
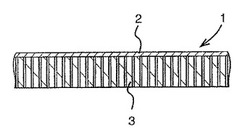
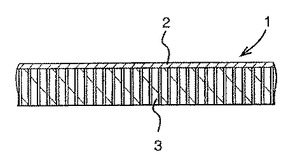
【図1】無穿孔ポリエステル層(2)および穿孔基材層(3)を有する通気性フィルム(1)を示す図である。
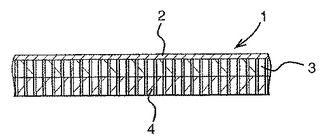
【図2】無穿孔ポリエステル層(2)、穿孔基材層(3)、および穿孔ヒートシール可能層(4)を有する通気性フィルム(1)を示す図である。
【発明を実施するための形態】
【0011】
第1の実施形態では、基材層はそれ自体ヒートシール可能層である。この実施形態では、遮断層を、通常、基材の第1の表面上に被着させる。
【0012】
第2の実施形態では、複合フィルムは、基材の第2の表面上に被着させた不連続なヒートシール可能層を含む。この実施形態では、ヒートシール可能層も、ヒートシール可能層の穿孔の位置が基材層のそれに対応するような穿孔を含み、実際にはヒートシール可能層および基材層における穿孔を同時に行う。この実施形態では、遮断層を、通常、基材の第1の表面上に被着させる。
【0013】
第3の実施形態では、ヒートシール可能な機能は、基材の第2の表面上に被着させた遮断層によって提供される。この実施形態では、基材層は、ヒートシール可能層である必要はなく、好ましくはヒートシール可能層でない。この実施形態では、追加のヒートシール可能層が存在する必要はなく、好ましくは存在しない。
【0014】
本発明の一実施形態では、無穿孔遮断層を、好ましくは基材層の第1の表面上に被着させ、好ましくはポリエステル、ポリオレフィン、またはコポリエステルエーテル層から選択する。この実施形態では、穿孔は、平均直径が0.1と1.5mmとの間であることが好ましい。
【0015】
好ましくは、複合フィルムは、水蒸気透過速度(WVTR)が少なくとも60g/m2/日、好ましくは少なくとも80g/m2/日、好ましくは少なくとも90g/m2/日、好ましくは少なくとも100g/m2/日、好ましくは少なくとも115g/m2/日、好ましくは少なくとも130g/m2/日、好ましくは少なくとも140g/m2/日、より好ましくは少なくとも150g/m2/日である。
【0016】
好ましくは、フィルムは、酸素透過度が約150から約50,000cm3/m2/日、好ましくは約3000から約20,000cm3/m2/日、好ましくは約5000から約15,000cm3/m2/日である。
【0017】
本明細書では「穿孔度」という用語は、百分率で表された全表面積のうちの孔部分を指す。すなわち、フィルム全表面積のうちの穿孔の全面積を百分率で表したものである。穿孔度は、少なくとも5%、好ましくは少なくとも10%、好ましくは少なくとも15%、より好ましくは少なくとも20%であることが好ましい。好ましくは、穿孔度は、約1から約50%、より好ましくは約1から約30%である。
【0018】
好ましくは、平均穿孔直径は、0.3と1.0mmとの間、より好ましくは約0.3と0.7との間、より好ましくは0.3と0.6mmとの間である。一実施形態では、平均穿孔直径は、約0.1と1.5mmとの間である(疑念を避けるため、「間」という用語はある範囲を指す場合、その範囲の両端も含む)。好ましくは(25mm)2当たり(すなわち、平方積25mm×25mmにわたって)約25から約400の穿孔、より好ましくは(25mm)2当たり約100から約360の穿孔、より好ましくは(25mm)2当たり約150から360の穿孔、より好ましくは(25mm)2当たり約250から約360の穿孔である。
【0019】
穿孔度および穿孔直径は、包装するべき品物、およびその呼吸速度に応じて調整することができる。
【0020】
基材は、自己支持性フィルムまたはシートであり、これは、支持基体が存在しないとき独立して存在することができるフィルムまたはシートを意味する。基材は、適切な任意のフィルム形成用材料から形成することができる。熱可塑性ポリマー材料が好ましい。このような材料には、エチレン、プロピレン、ブタ−1−エンなどの1−オレフィンのホモポリマーまたはコポリマー、ポリアミド、ポリカーボナート、PVC、PVA、ポリアクリラート、セルロース、およびポリエステルが含まれる。ポリオレフィン、およびポリエステル、特に線状ポリエステルが好ましい。複合フィルムが追加のヒートシール可能層を含まない場合、基材はそれ自体ヒートシール可能である。基材は、好ましくは一軸または二軸延伸(uniaxially or biaxially oriented)され、好ましくは二軸延伸される。
【0021】
基材としての使用に適した熱硬化性樹脂ポリマー材料には、アクリル、ビニル、ビス−マレイミド、および不飽和ポリエステルなどの付加重合樹脂;尿素、メラミン、またはフェノールとの縮合物などのホルムアルデヒド縮合樹脂、シアナート樹脂、官能基を有するポリエステル、ポリアミド、またはポリイミドが含まれる。
【0022】
適切なポリエステルには、テレフタル酸、イソフタル酸、フタル酸、2,5−、2,6−もしくは2,7−ナフタレンジカルボン酸、コハク酸、セバシン酸、アジピン酸、アゼライン酸、4,4’−ジフェニルジカルボン酸、ヘキサヒドロ−テレフタル酸、または1,2−ビス−p−カルボキシフェノキシエタンなどの1種または複数種のジカルボン酸(場合によってはピバル酸などのモノカルボン酸を含む)、および1種または複数種のグリコール、特にエチレングリコール、1,3−プロパンジオール、1,4−ブタンジオール、ネオペンチルグリコール、1,4−シクロヘキサンジメタノールなど脂肪族または脂環式グリコールから誘導されたグリコールから誘導されたものが含まれる。脂肪族グリコールが好ましい。
【0023】
好ましい基材ポリエステルは、ポリエチレンテレフタレートおよびポリエチレンナフタレートから選択される。ポリエチレンテレフタレート(PET)またはそのコポリエステルが特に好ましい。
【0024】
好ましいポリオレフィン基材は、ポリエチレンまたはポリプロピレン、好ましくはポリプロピレンを含む。
【0025】
基材がそれ自体ヒートシール可能である以下実施形態Aと呼ばれる実施形態では、基材は、ヒートシール可能なポリオレフィン(好ましくは、ポリプロピレン)、またはヒートシール可能なポリエステルを含む。
【0026】
複合フィルムが追加のヒートシール可能層を含む以下実施形態Bと呼ばれる実施形態では、基材は、ポリエステルを含むことが好ましい。実施形態Bでは、ヒートシール可能層は、容器の表面にヒートシール結合を形成することができる任意の層であり、例えばポリエステル、エチレンビニルアルコール(EVA)、または改質ポリエチレンなどのポリマー材料である。ヒートシール可能層のポリマー材料は、結合している表面に接着できるような適切な湿潤を可能にするのに十分なほどその粘度が低くなるよう、十分に軟化すべきである。一実施形態では、ヒートシーリング層は、ポリエステル、特にジカルボン酸またはその低級アルキルジエステルのうちの1つまたは複数と、本明細書に記載のグリコールのうちの1種または複数種から誘導されるコポリエステルを含む。
【0027】
以下実施形態B1と呼ばれる一実施形態では、追加のヒートシール可能層は、脂肪族のグリコール、および少なくとも2種のジカルボン酸、特に芳香族ジカルボン酸、好ましくはテレフタル酸およびイソフタル酸から誘導されるコポリエステルを含む。好ましいコポリエステルは、エチレングリコール、テレフタル酸、およびイソフタル酸から誘導される。テレフタル酸成分とイソフタル酸成分の好ましいモル比は、50:50から90:10の範囲、好ましくは65:35から85:15の範囲である。好ましい一実施形態では、このコポリエステルは、エチレングリコールと、約82モル%のテレフタレートおよび約18モル%のイソフタレートとのコポリエステルである。
【0028】
以下実施形態B2と呼ばれる代替実施例では、追加のヒートシール可能層は、脂肪族ジオールおよび脂環式ジオールと、1種または複数種の、好ましくは1種のジカルボン酸、好ましくは芳香族ジカルボン酸とから誘導されるコポリエステルを含む。例には、テレフタル酸と、脂肪族ジオールおよび脂環式ジオール、特にエチレングリコールおよび1,4−シクロヘキサンジメタノールとのコポリエステルを含む。脂環式ジオールと脂肪族ジオールの好ましいモル比は、10:90から60:40の範囲で、好ましくは20:80から40:60の範囲で、より好ましくは30:70から35:65である。好ましい一実施形態では、このコポリエステルはテレフタル酸と、約33モル%の1,4−シクロヘキサンジメタノール、および約67モル%のエチレングリコールとのコポリエステルである。このようなポリマーの一例は、テレフタル酸、約33%の1,4−シクロヘキサンジメタノール、および約67%のエチレングリコールのコポリエステルを含み、常に非晶質であるPETG(商標)6763(Eastman)である。本発明の一代替実施例では、層Bのポリマーは、エチレングリコールの代わりにブタンジオールを含むことができる。
【0029】
以下実施形態B3と呼ばれる別の代替実施例では、追加のヒートシール可能層は、芳香族ジカルボン酸、および脂肪族ジカルボン酸を含む。好ましい芳香族ジカルボン酸は、テレフタル酸である。好ましい脂肪族ジカルボン酸は、セバシン酸、アジピン酸、およびアゼライン酸から選択される。コポリエステル中に存在する芳香族ジカルボン酸の濃度は、コポリエステルのジカルボン酸成分に対して好ましくは45から80、より好ましくは50から70、特に55から65モル%の範囲である。コポリエステル中に存在する脂肪族ジカルボン酸の濃度は、コポリエステルのジカルボン酸成分に対して好ましくは20から55、より好ましくは30から50、特に35から45モル%の範囲である。このようなコポリエステルの特に好ましい例は、(i)アゼライン酸およびテレフタル酸と、脂肪族のグリコール、好ましくはエチレングリコールとのコポリエステル、(ii)アジピン酸およびテレフタル酸と、脂肪族のグリコール、好ましくはエチレングリコールとのコポリエステル、ならびに、(iii)セバシン酸およびテレフタル酸と、脂肪族のグリコール、好ましくはブチレングリコールとのコポリエステルである。好ましいポリマーには、ガラス転移点(Tg)が−40℃、融点(Tm)が117℃であるセバシン酸/テレフタル酸/ブチレングリコール(好ましくは、成分は相対モル比45−55/55−45/100、より好ましくは50/50/100である)のコポリエステル、およびTgが−15℃、Tmが150℃であるアゼライン酸/テレフタル酸/エチレングリコール(好ましくは、成分は相対モル比40−50/60−50/100、より好ましくは45/55/100である)のコポリエステルが含まれる。
【0030】
以下実施形態B4と呼ばれる別の代替実施例では、追加のヒートシール可能層は、エチレン酢酸ビニル(EVA)を含む。適切なEVAポリマーは、DuPontからElvax(商標)樹脂として得ることができる。通常は、これらの樹脂は、酢酸ビニル含有量が9%から40%、通常は15%から30%の範囲である。
【0031】
追加のヒートシール可能層の厚さは、一般に基材の厚さの約1と30%との間である。通常は、追加のヒートシール可能層は、厚さを最高約25μm、より好ましくは最高約15μm、より好ましくは最高約10μm、より好ましくは約0.5と6μmとの間、より好ましくは約0.5と4μmとの間とすることができる。
【0032】
ヒートシール可能な機能が遮断層によって提供される以下実施形態Cと呼ばれる実施形態では、基材は、ポリオレフィン(好ましくは、ポリプロピレン)またはポリエステルを含めて、上記に記載するポリマー基材のいずれを含んでもよく、好ましくはポリエステル(好ましくはPET)を含む。
【0033】
複合フィルムは、少なくとも300g/25mm、好ましくは約400g/25mmから約1000g/25mm、より好ましくは約500から約850g/25mmのヒートシール強度をそれ自体に示すことが好ましい。
【0034】
基材の形成は、当技術分野でよく知られている通常の技法によって行うことができる。好都合には、基材の形成を、下記に記載の手順に従って押出によって行う。一般的に、この方法は、溶融ポリマーの層を押し出すステップと、押出物を急冷するステップと、急冷した押出物を少なくとも一方向に延伸するステップとを含む。
【0035】
基材を一軸延伸することができるが、フィルムの平面内において相互に直角な2方向に延伸することによって二軸延伸して、機械的および物理的諸特性の満足できる組合せを実現する。延伸を当技術分野で知られている任意の延伸フィルム製造方法、例えばチューブ状フィルム法またはフラットフィルム法で行うことができる。
【0036】
好ましいフラットフィルム法では、基材形成用ポリエステルを、スロットダイ(slot die)を通して押し出し、冷却した流延用ドラム上で速やかに急冷して、ポリエステルが非晶質状態に急冷されるようにする。次いで、急冷した押出物を少なくとも一方向にポリエステルのガラス転移温度より高い温度で延伸することによって延伸を行う。急冷したフラットな押出物を、フィルム延伸機によってまず一方向、通常は縦方向、すなわち順方向に、次いで横方向に延伸することによって、順次延伸を行うことができる。押出物の順方向延伸は、好都合には、一連の回転ロール上で、または2組のニップロール間で行い、次いで横方向延伸を幅出装置で行う。あるいは、流延フィルムを、二軸幅出装置で同時に順方向と横方向で延伸することができる。延伸をポリエステルの性質によって決定される程度に行う。例えば、ポリエチレンテレフタレートを、通常は延伸フィルムの寸法が延伸の一方向または両方向においてその元の寸法の2から5倍、より好ましくは2.5から4.5倍となるように延伸する。通常は、延伸を70から125℃の範囲の温度で行う。一方向でしか延伸が必要でない場合、より大きい延伸比(例えば、最高約8倍)を使用することができる。機械方向と横方向で等しく延伸することは、均衡の取れた特性が望ましい場合には好ましいが、必須ではない。
【0037】
延伸フィルムは、寸法制限下にポリエステルのガラス転移温度より高いがその融点より低い温度でヒートセット(heat−setting)して、ポリエステルの結晶化を誘導することによって寸法安定化することができ、好ましくは寸法安定化する。フィルム収縮が重大な関心事でない用途では、フィルムを比較的低温でヒートセットする、あるいはまったくヒートセットしないことがある。一方、フィルムをヒートセットする温度を上げるとき、フィルムの引裂抵抗は変化することがある。したがって、実際のヒートセット温度および時間は、フィルムの組成物に応じて変わるが、フィルムの引裂抵抗特性を実質的に低減するように選択すべきではない。特許文献9に記載されているように、これらの制約の範囲内で、ヒートセット温度は約135°から250℃であることが一般に望ましい。
【0038】
追加のヒートシール可能層の形成を通常の技法によって行うことができる。ヒートシール可能層の形成方法、および基材へのその適用は、ヒートシール可能層の材質に依存する。通常の技法は、ヒートシール可能層を予備形成基材層に流延することを含む。好都合には、追加のヒートシール可能層および基材の形成を同時押出によって行い、これは上記の実施形態B1およびB2に適切なはずである。ヒートシール可能層を形成する他の方法は、ヒートシール可能なポリマーを基材上にコーティングすることを含み、この技法は上記の実施形態B3およびB4に適切なはずである。コーティングは、グラビアロールコーティング、リバースロールコーティング(reverse roll coating)、ディップコーティング、ビードコーティング、押出コーティング、溶融コーティング、または静電スプレーコーティングを含めて適切な任意のコーティング技術を使用して行うことができる。コーティングは、「オフライン」で、すなわち基材の製造中に使用する任意の延伸および後続のヒートセットの後に、あるいは「インライン」で、すなわちコーティングステップを使用する任意の延伸操作の前、その期間中、またはその間に行って実施することができる。好ましくは、コーティングをインラインで、好ましくは二軸延伸操作(「インタードロー」コーティング、”inter−draw”coating)の順(forward)延伸と側方延伸との間に行う。ヒートシール可能層のコーティングの例には、ポリオレフィンをポリオレフィンおよびポリエステルの基材それぞれにインタードロー押出コーティングすることを開示している特許文献10および特許文献11;エチレン−酢酸ビニルコポリマーをポリプロピレン基材上にインタードロー押出コーティングすることを開示している特許文献12;およびコポリエステルのコーティングを開示している特許文献13が含まれ、これらの文献の開示は参照により本明細書に組み込まれる。
【0039】
追加のヒートシール可能層を基材上に塗布する前に、基材の暴露面を、望むなら化学的または物理的な表面改質処理にかけて、その表面とその後に塗布される層との結合を改善することができる。例えば、基材の暴露面を、コロナ放電を伴う高圧電気的ストレスにかけることができる。あるいは、一般的な有機溶媒に溶解したハロゲン化フェノール、例えば、p−クロロ−m−クレゾール、2,4−ジクロロフェノール、2,4,5−または2,4,6−トリクロロフェノールまたは4−クロロレゾルシノールのアセトンまたはメタノール溶液などの、基材に対して溶解または膨潤作用を有する当技術分野で周知の作用物質で、基材を前処理することができる。
【0040】
基材は、厚さが約5から350μm、好ましくは9から約150μm、特に約12から約40μmとの間であることが適切である。
【0041】
基材、および追加のヒートシール可能層が存在している場合はそれについても、Intermittent Hot Needle Perforator[PX9シリーズ;BPM Engineering Services Ltd、英国ロッチデール(Rochdale、UK)]を使用して穿孔を行うことができる。このようにして作製された穿孔の直径の下限は、一般に約0.1mmである。穿孔をレーザー光線(例えばCO2レーザー)で行うこともでき、穿孔のより小さい直径を通常は約0.05mmまでにすることができる。穿孔を通常は基材中に1つまたは複数の列上に作製する。孔パターンに適した任意の配列を採用することができる。例えば、孔を、立方最密充填配列、または六方最密配列で配列することができる。穿孔はすべて同じまたは実質的に同じ直径を有することが好ましい。
【0042】
包装用フィルムとして本明細書に記載するフィルムを使用する際、遮断層の機能は、包装内に包まれている物質を輸送および貯蔵中に損なうことになる昆虫、細菌、および空中汚染物質などの外部汚染物質の進入に対して物的障壁を提供することである。遮断層を水蒸気が出ていくことを可能にするように、すなわち包装が通気性となることが可能になるように調整する。
【0043】
上記に記述するように、遮断層は、上記の実施形態AおよびBでなど、普通なら基材の第1の表面上に被着され、包装の最外層をなす。あるいは、遮断層は、上記の実施形態Cで記述するようにヒートシール可能層として機能することもでき、基材の第2の表面上に被着され、包装の最内層をなす。
【0044】
好ましくは、遮断層は、基材の表面全体にわたって広がる。しかし、一実施形態では、遮断層は、例えば基材が1つまたは複数の不連続領域にしか穿孔を含まない場合、基材の表面全体にわたって広がらない。その実施形態では、遮断層は、ただそれらの不連続領域において基材上に塗布しさえすればよい。したがって、遮断層を、穿孔の列を覆う領域のフィルムの幅または長さに及ぶ1つまたは複数のストリップとして被覆することができる。
【0045】
遮断層は、基材の表面の少なくとも一部分上に不連続層をなし、穿孔を覆って配置され、すなわち遮断層は、実質的に穿孔中に広がることも、またはそれを充填することもしない。
【0046】
本明細書では、「実質的に穿孔中に広がり、またはそれを充填する」という用語は、遮断層の材料が、穿孔の体積の50%以下、好ましくは40%以下、好ましくは30%以下、好ましくは20%以下、好ましくは10%以下、好ましくは5%以下、好ましくは0%を占めることを意味し、穿孔の体積は、穿孔によって基材層中に形成された空隙の体積と定義される。
【0047】
無穿孔層は、様々なフィルム形成用ポリマー材料から選択することができる。ただし、材料は、特に水蒸気に対して、好ましくは酸素に対しても気体透過性であることを条件とする。したがって、遮断層の材料は、気体透過性であり、使用時に基材の穿孔について連続性および/または被覆性を保持する。したがって、使用時に(例えば、細菌、空中汚染物質、および昆虫に対する)遮断特性は保持されている。フィルム形成用材料は、通常は水に不溶または実質的に不溶である。溶解性は、フィルムを脱イオン水に80℃で2分間浸したとき溶解する遮断層の分率として測定する。したがって、完全に非水溶性の遮断層の場合は、溶解する層の質量分率は0である。溶解する遮断層の質量分率は、0.2以下、好ましくは0.1以下、好ましくは0.05以下、好ましくは0.01以下、好ましくは0であることが好ましい。
【0048】
適切なポリマー材料は、ポリエステル;コポリエステルエーテル;ポリオレフィン;[スチレン−ブタジエン−スチレン(SBS)、スチレン−イソプレン−スチレン(SIS)、スチレン−エチレン−ブチレン−スチレン(SEBS)、およびスチレン−エチレン−プロピレン−スチレン(SEPS)を含めて]スチレン性熱可塑性エラストマー;コポリアミドエーテル(特に、ポリエーテルブロックアミド);(ナイロン4、6、6/6、6/10、6/12、11および12を含めて)ポリアミド;(セルロース、および酢酸セルロースやプロピオン酸セルロースなどのセルロース誘導体を含めて)セルロースプラスチック;ポリカプロラクトン;ならびに(Estaneを含めて)ポリウレタンから選択される。
【0049】
一実施形態では、無穿孔層のポリマー材料は、ポリエステル;コポリエステルエーテル;[スチレン−ブタジエン−スチレン(SBS)、スチレン−イソプレン−スチレン(SIS)、スチレン−エチレン−ブチレン−スチレン(SEBS)、およびスチレン−エチレン−プロピレン−スチレン(SEPS)を含めて]スチレン性熱可塑性エラストマー;コポリアミドエーテル(特に、ポリエーテルブロックアミド);(ナイロン4、6、6/6、6/10、6/12、11および12を含めて)ポリアミド;(セルロース、および酢酸セルロースやプロピオン酸セルロースなどのセルロース誘導体を含めて)セルロースプラスチック;ポリカプロラクトン;ならびに(Estaneを含めて)ポリウレタンから選択される。
【0050】
別の実施形態では、無穿孔層は、ポリエステル、コポリエステルエーテル、およびポリオレフィン、好ましくはポリエステル、またはコポリエーテルエステルから選択される。
【0051】
無穿孔ポリエステル層は、本明細書で上記に記載するもの、特に1個のジカルボン酸、好ましくは芳香族ジカルボン酸、好ましくはテレフタル酸またはナフタレンジカルボン酸、より好ましくはテレフタル酸と、1個のグリコール、特に脂肪族または脂環式のグリコール、好ましくはエチレングリコールとから誘導されたポリエステルから選択される合成線状ポリエステルであることが好ましい。無穿孔ポリエステル層は、PETを含むことが好ましい。
【0052】
無穿孔ポリオレフィン層は、例えばポリエチレン、(延伸ポリスチレンを含めて)ポリスチレン、または(延伸ポリプロピレンを含めて)ポリプロピレンから選択することができる。
【0053】
無穿孔コポリエステルエーテル層は、例えば特許文献14に記載されるコポリエステルエーテルを含むことができ、このコポリエステルエーテルの開示は参照により本明細書に組み込まれる。
【0054】
好ましい一実施形態では、コポリエーテルエステルエラストマーは、多数の繰返しの長鎖エステル単位および短鎖エステル単位がエステル結合を介してヘッド−ツーテイル(head−to−tail)で結合している。前記長鎖エステル単位は、次式で表され、
【0055】
【化1】

【0056】
前記短鎖エステル単位は、次式で表される。
【0057】
【化2】
【0058】
式中、
Gは、平均分子量が約400から4000、好ましくは約400から3500であるポリ(アルキレンオキシド)グリコールから末端のヒドロキシル基を除去した後に残る2価の基であり、ポリ(アルキレンオキシド)グリコールによって前記1つまたは複数のコポリエーテルエステルに組み込まれたエチレンオキシド基の量は、コポリエーテルエステルの全量に対して約20から約68重量パーセント、好ましくは約25から約68重量パーセントであり、
Rは、分子量が約300より低いジカルボン酸からカルボキシル基を除去した後に残る2価の基であり、
Dは、分子量が約250より低いジオールからヒドロキシル基を除去した後に残る2価の基であり、
前記コポリエーテルエステルは、約25から約80重量パーセントの短鎖エステル単位を含む。
【0059】
無穿孔遮断層の厚さは、12μm以下、好ましくは8μm以下である。通常は、厚さは0.05μm以上、好ましくは0.1μm以上、好ましくは0.5μm以上である。一実施形態では、特に無穿孔層を、基材層に接着積層する場合、無穿孔層の厚さは、約8μm以下、好ましくは約5μm以下であり、約3μm以下、または1.5μm以下、さらには1.0μm以下という薄さとすることができる。別の実施形態では、特に無穿孔層を基材層上に被覆する(特に、押出コーティングする)場合、無穿孔層の厚さは、6から12μm、好ましくは8から12μmの範囲である。
【0060】
穿孔層および無穿孔層を含む複合フィルムは、適切な任意の技法、例えば無穿孔遮断層の基材(または基材とヒートシール可能層の複合物)上へのコーティングまたは積層によって形成することができる。コーティングまたは積層ステップは、当技術分野でよく知られている通常の技法に従って行うことができる。コーティングステップは、例えばグラビアコーティング(直接または間接)、スロット−ダイコーティング、押出コーティング、または溶融コーティング技法を使用して実施することができる。基材に塗布する点でのコーティング用液体の粘度は高すぎてはならず、そうでなければ、ポリマーは適切に流れなくなり、コーティングが困難になり、被覆厚さが不均一になるが、コーティング用液体が基材層の穿孔を通り抜けてしまうほど低すぎるべきでない。コーティング用液体の粘度は、少なくとも0.05Pa.s.であることが好ましい。
【0061】
スロット−ダイコーティングおよびグラビアコーティングは、当技術分野でよく知られており、特にコーティング用液体の粘度が約0.05から約5Pa.sである場合適用することができ、グラビアコーティングは、この範囲の下端でより適しており、スロット−ダイコーティングは、この範囲の上端でより適している。
【0062】
押出コーティングは、非特許文献2によって、また非特許文献3によっても記載されている。押出コーティングプロセスは、一般に中間または高粘度(少なくとも50Pa.sで、最高約5000Pa.s)のポリマーに使用し、一般にダイ(die)と基材との間のエアギャップ(air−gap、通常は、約15cm)を使用する。被覆された基材を、熱除去用冷却ローラと、圧力負荷され弾性被覆されたニップロール(nip−roll)との間に通す。通常は、押出コーティングプロセスを少なくとも200℃、多くの場合より高い温度で行う。
【0063】
ホットメルトコーティングまたはスロットコーティング(slot−coating)とも呼ばれる溶融コーティングは、DurstおよびWagnerによって記載されている(非特許文献3)。コーティングは、一般に約260℃以下(通常は、200から260℃、特に220から250℃、さらに特に230から250℃)の温度で実施する。溶融コーティング装置は、通常は、絶縁フレキシブル・ホースを介してダイに連結した溶融室を含む。溶融室は、ポリマー/接着剤を加熱して溶融状態にする加熱装置をその基部に有するホッパーからなる。溶融室が常に「補給(topped up)」されているように、ホッパーに通常の手段によって連続供給し、それによって溶融ポリマーへの空気の進入が最小限に抑えられて、溶融ポリマーの酸化が低減される。次いで、溶融ポリマーをポンプでホースから通常の「コートハンガー(coathanger)」ダイに送り込む。通常の溶融コーティングプロセスでは、ダイと基材との間にエアギャップがないように、基材ウェブをローラによってダイに押し付ける。ローラは、一般に十分な背圧(back−pressure)をダイに提供して、平坦なコーティング層をもたらすゴムで支持されたローラ(rubber−backing roller)である。好ましくは、処理温度におけるコーティング層ポリマーの粘度は、約50Pa.s以下、好ましくは少なくとも約20Pa.sである。
【0064】
積層プロセスは、フィルムの重要な特性が保持されるように実施すべきである。接着剤層が厚すぎる場合、水蒸気がフィルムを通り抜けることに対して遮断物となるおそれがあり、穿孔は封鎖され、より低い水蒸気透過速度(WVTR)がもたらされるおそれがある。したがって、積層プロセスは、最低限の接着剤だけを使用すべきである。本発明の複合フィルムは、その主な対象とする用途、すなわち通気性包装用フィルム用途への的確性のためには、単に低い離層抵抗(delamination resistance)を必要とするだけである。通常は、複合フィルムの離層接着強さは、300g/25mm以下、好ましくは約100g/25mmから約300g/25mm、より好ましくは約150から約300g/25mmである。好ましくは、したがって接着剤をコーティング重量2.0g/m2以下、好ましくは0.5g/m2以下、好ましくは1.0g/m2以下で塗布する。
【0065】
好ましい一実施形態では、接着剤はEVAを含み、好ましくは典型的な硬化時間が1と2秒との間である速硬性接着剤、例えばBAM301[Beardow and Adams Ltd、英国ミルトンキーンズ(Milton Keynes、UK)]である。
【0066】
好ましい一実施形態では、通常のスプレー溶融コーティング技法を使用して、接着剤を、無穿孔フィルムまたは穿孔基材、好ましくは無穿孔フィルムに塗布する。スプレー溶融コーティング装置[Dynafibre(商標)]は、Mercers Ltd[英国ラグビー(Rugby、UK);ITW Dynatech Inc、米国の実施権者]から得ることができる。
【0067】
次いで、コーティングされた無穿孔フィルム、および穿孔基材を加熱されたニップローラに通して、最終複合フィルムを得ることによって積層を好都合に行う。積層を行うのに適した他の方法および装置は、当業者に明らかであろう。
【0068】
接着剤の塗布および積層の前に、複合フィルムの穿孔層および無穿孔層の暴露面は、所望により、本明細書で上記に記載するように化学的または物理的な表面改質処理にかけることができる。
【0069】
無穿孔層は、本明細書に記載するようにそれ自体を一軸または二軸延伸できることが理解されよう。積層技法を使用して、複合フィルムを作製する場合、一般的に本明細書に記載するフィルム製造方法によって、自己支持性無穿孔フィルムを製造することができる。
【0070】
本発明の別の態様によれば、通気性のヒートシール可能な複合フィルムの製造方法であって、
(a)第1および第2の表面を有するポリマー基材層、ならびに場合によっては基材の第2の表面上に被着させた不連続なヒートシール可能層を提供するステップと、
(b)前記基材、さらに前記不連続なヒートシール可能層が存在する場合はそれも穿孔するステップと、
(c)無穿孔遮断層を基材の表面、好ましく第1の表面上に提供するステップとを含み、
(i)無穿孔層の厚さが12μm以下、好ましくは8μm以下であり、
(ii)穿孔基材層の穿孔度が約0.1から約78%であり、穿孔の平均直径が0.05から約1.5mmである方法を提供する。
【0071】
一実施形態では、プロセスは、無穿孔層を基材上に積層するステップを含み、その積層ステップが、接着剤を無穿孔フィルム、または穿孔基材、好ましくは無穿孔フィルム上にスプレー溶融コーティングするステップと、無穿孔層と穿孔層を接触させて、積層を行うステップとを含む。
【0072】
ポリマーフィルム層のうちの1つまたは複数は、ポリマーフィルムの製造に通常使用される任意の添加剤を好都合に含むことができる。したがって、架橋剤、染料、顔料、空隙付与剤(voiding agent)、滑剤、抗酸化剤、遊離基捕捉剤、紫外線吸収剤、熱安定剤、粘着防止剤、界面活性剤、スリップ助剤、蛍光増白剤、光沢改善剤、分解促進剤(prodegradent)、粘度調整剤、分散安定剤などの作用物質を適切に組み合わせることができる。特に、複合フィルムは、例えば粒子状無機充填剤、または非相溶性樹脂充填剤、あるいは2つ以上のこのような充填剤の混合物とすることができる粒子状充填剤を含むことができる。このような充填剤は、当技術分野でよく知られている。
【0073】
粒子状無機充填剤には、通常の無機充填剤、特にアルミナ、シリカ(特に、沈降または珪藻土シリカ、およびシリカゲル)、チタニアなどの金属または半金属酸化物、焼成陶土、およびカルシウムおよびバリウムの炭酸塩および硫酸塩などアルカリ金属塩が含まれる。粒子状無機充填剤は、空隙型、または非空隙型(voiding or non−voiding type)とすることができる。適切な粒子状無機充填剤は均質とすることができ、二酸化チタンまたは硫酸バリウム単独など、単一の充填剤材料または化合物から本質的になる。あるいは、充填剤の少なくとも一部分は、不均質とすることができ、主要な充填剤材料は、追加の改質成分を伴うことができる。例えば、主要な充填剤粒子を、顔料、石鹸、表面カップリング剤、または他の改質剤で処理して、充填剤のポリマー層との相溶度を促進もしくは変更することができる。好ましい粒子状無機充填剤には、二酸化チタン、およびシリカが含まれる。
【0074】
無機充填剤は、微細化すべきであり、その体積分布の中央粒径(すべての粒子の体積の50%に対応する相当球径、粒子の直径に対する体積%に関する累積分布曲線で読み取られたもので、しばしば「D(v,0.5)」値と呼ばれる)は、好ましくは0.01から5μm、より好ましくは0.05から1.5μm、特に0.15から1.2μmの範囲である。無機充填剤粒子の好ましくは少なくとも90%、より好ましくは少なくとも95体積%は、体積分布の中央粒径±0.8μm、特に±0.5μmの範囲内である。充填剤粒子の粒径を、電子顕微鏡、コールター計数器(coulter counter)、沈降分析および静的または動的光散乱により測定することができる。レーザー光回折に基づく技法が好ましい。中央粒径を、選択された粒径より小さい粒子体積の百分率を表す累積分布曲線をプロットし、第50百分位数を測定することによって決定することができる。
【0075】
層の組成物の成分を一緒に、通常の方式で混合することができる。例えば、層ポリマーの由来となるモノマー反応物と混合し、あるいは成分を混転し(tumble)もしくはドライブレンドし、または押出機で混合することによってポリマーと混合し、続いて冷却し、通常は顆粒またはチップに粉砕することができる。マスターバッチング技術を使用することもできる。
【0076】
好ましい一実施形態では、本発明のフィルムは、光学的に透明であり、好ましくは散乱可視光の%(ヘイズ)が、ASTM規格D 1003に従って測定して、<10%、好ましくは<6%、より好ましくは<3.5%、特に<2%である。好ましくは、400〜800nmの範囲の全光線透過率(TLT)は、ASTM規格D 1003に従って測定して、少なくとも75%、好ましくは少なくとも80%、より好ましくは少なくとも85%である。この実施形態では、充填剤は、通常は少量、一般に所与の層のポリマー重量の0.5%を超えず、好ましくは0.2重量%未満でしか存在しない。
【0077】
本発明のフィルムの主な使用は、花、野菜、果物、サラダなどの摘みたての植物を包装するための通気性フィルムとしての使用である。フィルムは、このような製品用の包装の全部または実質的に全部を構成することができ、あるいは包装全体の一部分のみとすることもできる。例えば、フィルムは、品物を中にまたは上に配置する入れ物に、ヒートシールされた蓋を形成することができる。入れ物は、熱成形トレーや椀などのトレーとすることができ、例えば、ポリエチレンテレフタレートなどのポリエステルで、またはポリプロピレン、ポリスチレンで形成することができ、あるいはPVDCでコーティングすることができる。本発明によるフィルムは、例えばポリエステル、ポリスチレン、またはポリプロピレンから作製された入れ物の蓋として使用するのに特に適している。入れ物のシールを、当業者によく知られている技法により行う。包装するべき内容物が入れ物に導入されると、ヒートシール可能なフィルム蓋を入れ物上に配置し、もってフィルムのヒートシール可能層が入れ物に接触し、通常の技法および装置を使用して温度および/または圧力を用いて付着できるようにする。一代替実施形態では、フィルムをそれ自体にヒートシールして、包装の実質的にすべてを形成する。
【0078】
一代替実施形態では、フィルムをそれ自体にヒートシールして、包装の実質的にすべてを形成する。この実施形態では、フィルムの第1部分をフィルムの第2部分にヒートシールすることによって、シールを提供する。このようなシールは、通常の技法で行われ、「フィンシール」(fin seals)および「オーバーラップシール」(overlap seals)、好ましくはフィンシールを含む。製品をフィルム内に配置すると、一緒に結合させるべきフィルムの2つの部分が一緒になり、フィルムの一方の部分のヒートシール可能な表面が、フィルムの他方の部分のヒートシール可能な表面に接触、一緒に結合させるべきフィルムの2つの部分が一緒になり、ヒートシール結合を、通常の装置を使用して温度、および場合によっては圧力を適用することによって形成する。ヒートシール結合を、約110から約150℃の範囲の温度で形成することができる。
【0079】
基材の第1の表面は、フィルムをこのような包装として使用する場合、最外になる表面であり、第2の表面は、最内であり、包装するべき品物に面している表面である。
【0080】
別の態様では、本発明は、切った植物、例えば花または(野菜、果物およびサラダを含めて)食料の包装において本明細書に記載されるような通気性フィルムとしての使用を提供し、特に前記包装が、フィルムを蓋用フィルムとして含み、さらに入れ物を含む。
【0081】
別の態様では、本発明は、切った植物、例えば花または(野菜、果物およびサラダを含めて)食料を収容する入れ物、ならびに本明細書で定義するポリマーフィルムから形成された蓋を含むシール容器を提供する。
【0082】
別の態様では、本発明は、切った植物、例えば花または(野菜、果物およびサラダを含めて)食料を含む包装されたシール製品であって、食品の周りにシールを行うまたは形成する包装が、本明細書で定義するようにそれ自体にヒートシールする複合フィルムである包装されたシール製品を提供する。
【0083】
本発明のポリマーフィルムは、電子レンジまたは通常のオーブンで温めることができる即席食品、例えば調理済みの食品の包装用に使用することもできる。フィルムは、このような製品用の包装の全部または実質的に全部を構成することができ、あるいは包装全体の一部分のみとすることもできる。例えば、フィルムは、食物を中にまたは上に配置する入れ物上に、ヒートシールされた蓋を形成することができる。料理の期間中に、水蒸気を食物から追い出される。本発明の通気性フィルムによって、料理の期間中に生成する蒸気が、容器(「容器」という用語は、シール蓋および入れ物を指す)から出ていくことが可能になる。これによって、容器内の圧力の増大、およびフィルム蓋の断片が容器の内容物を汚染する恐れがあるフィルム蓋の破損の危険を回避する。オーブンで使用できる調理済みの食物容器用の通常のフィルム蓋は、一般に使用者が蓋に穴を開けて、これを防ぐ必要があった。しかし、その容器中の食物を温める前に蓋に穴を開ける必要性が、しばしば忘れられ、または使用者に理解されていない。これらの問題に対処する先の自己換気型フィルムには、特許文献15、特許文献16、および特許文献17に開示するものが含まれる。本発明の自己換気型通気性フィルムは、これらのタイプの用途では既存の蓋の問題となる恐れがある食料の全体積にわたって均一な加熱を促すという点でも有利である。入れ物は、APET/CPETトレー(非晶質ポリエチレンテレフタレート層を結晶質ポリエチレンテレフタレート層上に有する複合材料)とすることができる。他の適切なタイプの入れ物には、箔トレー(特にアルミニウム箔トレー)、金属蒸着トレー、およびPETでコーティングされたカートン用板紙または板紙から形成されたトレーが含まれる。金属蒸着した[特にフラッシュ金属蒸着した(flash−metallised)]PETカートン用板紙から形成されたトレーが、特に有用である。例えば、約0.01から4.0の範囲の光学密度に金属蒸着し、カートン用板紙に積層したPETから、トレーを製造することができる。一実施形態では、トレーは、参照により本明細書に組み込まれる特許文献18、特許文献19、または特許文献20に開示されるものなどの材料から作製されたサセプタ・トレー(susceptor tray)、あるいはこれらの文献の開示に従って製造されたサセプタ・トレーである。望ましくは、標準的なAPET/CPETトレーをシールする場合のヒートシール強度は、本明細書に記載するように測定して、300から1800g/25mmの範囲である。ヒートシール強度は、標準的なAPET/CPETトレーをシールする場合、少なくとも400、好ましくは少なくとも600、好ましくは少なくとも700、より好ましくは少なくとも800g/25mmであることが好ましい。好ましくは、コーティングされたフィルムのAPET/CPETトレーへのヒートシール強度は、800〜1500g/25mm、好ましくは800〜1200g/25mmの範囲である。フィルムの入れ物へのシールを、本明細書に記載する技法によって行う。
【0084】
別の態様では、本発明は、オーブンで使用できる食品用の包装として、特にさらに入れ物を含む、オーブンで使用できる食品の包装における蓋としての、本明細書に記載するフィルムの使用を提供する。
【0085】
別の態様では、本発明は、オーブンで使用できる食品の包装における自己換気型フィルムとして、特にさらに入れ物を含む、オーブンで使用できる食品の包装における自己換気型蓋としての、本明細書に記載するフィルムの使用を提供する。
【0086】
別の態様では、本発明は、包装が本明細書で定義するフィルムを含み、特に前記包装が本発明のフィルムを自己換気型蓋として含み、さらに入れ物を含む、オーブンで使用できる包装された食品を提供する。
【0087】
以下の試験方法を用いて、ポリマーフィルムの特性を決定することができる。
【0088】
(i)フィルムの透明性は、ASTM D−1003−61に従って、ガードナー(Gardner)XL 211ヘイズメーターを使用して、フィルムの全厚を通して全光線透過率(TLT)、およびヘイズ(haze、散乱透過可視光%)を測定することによって評価することができる。
【0089】
(ii)ヒートシール可能層のそれ自体に対するヒートシール強度は、2つのポリエステルフィルム試料のヒートシール可能層を一緒に配置し、275kPa(40psi)の加圧下、140℃で1秒間加熱することによって測定する。シールされたフィルムを室温に冷却し、シール複合物を幅25mmの細片に切断する。ヒートシール強度は、フィルムの層を4.23mm/秒の一定速度で剥ぎ取るのに線張力下で必要とされたシールの単位幅あたりの力を測定することによって決定する。
【0090】
(iii)標準的なAPET/CPETトレーに対するヒートシール強度を、以下の手順によって測定する。コーティングされたフィルムは、Microseal PA 201[Packaging Automation Ltd、英国(England)]トレー・シーラー(tray sealer)を使用して、コーティング層を用いて標準的なAPET/CPETトレーに温度180℃、圧力80psiで1秒間シールした。シールされたフィルムおよびトレーの細片(25mm)を、シールに対して90°で切断し、シールを剥ぎ取るのに必要とされた負荷を、クロスヘッド速度(crosshead speed)0.2m/分で操作するInstron Model 4301を使用して測定した。手順を繰返し、5つの結果の平均値を算出した。
【0091】
(iv)離層結合強さを以下の手順によって測定した。直定規(straight edge)、および較正試料切断装置(calibrated sample cutter、25mm±0.5mm)を使用して、最低の長さ100mmのラミネートの細片5個を切り取った。積層させた層間の剥離を各試料の一端から開始し、ラミネートが長さ約40mmの距離にわたって剥離した。各試料は、Instronモデル4464材料試験機を使用して、ゴム製顎面をもつ空気圧作用グリップを用いて試験した。クロスヘッド速度は50mm/分であった。試料をInstron顎器に挿入し、1層を固定顎器で締め、残りの半分を可動顎器で締めて、各層の等量を各顎器に保持して、ラミネートが均等に剥離することが可能になるようにした。装置によって、10mmと50mmとの間の各試料の平均剥離強さを記録し、ラミネートの接着強さを5つの試料平均値として単位g/25mmで示した。
【0092】
(v)水蒸気透過速度は、Lyssy Water Vapor Permeation Testerモデル番号L80 400Jを使用して測定した。試験試料は、テンプレート(100×110mm)の周囲を切断することによって調製した。正しいサイズに切断すると、試料を、油圧プレス中に圧力2トンで約5分間置くことによって、Lyssyの標準試料ホルダーカード(standard Lyssy sample holder card)にシールした。
【0093】
試験を行う前に、標準の19ミクロンおよび36ミクロンのPETフィルム[Melinex(登録商標)S;DuPont Teijin Films;融点248℃;23℃における相対密度1.40]を使用して装置を較正した。調整用チャンバと測定用チャンバを離しておくために、試料の試験の合間に不透過性箔のラミネートを使用した。試料の切り替え中に、決して測定チャンバが直接調整用チャンバに暴露されないように、試験片、およびその箔層を互いの上に置いた。
【0094】
試験を、温度38℃、相対湿度90%で実施した。連続する結果の変化が2%未満になると平衡に達し、装置の印刷出力にアスタリスクで示した。g/m2/日で示す水蒸気透過速度を、5個の連続したアスタリスクが印刷出力に見られたとき記録する。
【0095】
(vi)酸素透過度は、通常の技法を使用してMocon 1050(Modem Controls Inc.)試験機器で決定した。フィルムの試料を、バックグラウンドの読取りを得ることができるように窒素キャリヤガス(水素1%含有)をシートの上と下に流しながら機器に配置した。シート上の窒素を酸素で置換し、シートを透過することができる酸素量を、センサを使用することによって、キャリヤガス中で測定した。
【0096】
(vii)遮断層の溶解性は、フィルムを脱イオン水に80℃で2分間浸したとき溶解する層の分率として測定する。したがって、完全に非水溶性の遮断層の場合は、溶解する層の分率は0である。手順は以下のとおりである。フィルム試料(200cm2)を計量し、次いで撹拌しながら脱イオン水1リットルに80℃で2分間浸す。次いで、フィルム試料を、オーブン中、120℃で10分間乾燥する。次いで、処理後のフィルム試料の重量を測定する。次いで、処理する前のコーティングされたフィルムの重量は既知であるので、遮断層断片の重量を算出することができる。
【0097】
(viii)自己換気性を、フィルムがトレーの少なくとも片側で破壊するのに必要とされた時間(単位、秒)として測定する。この時間は、破裂時間と呼ばれることがある。フィルムを、脱イオン水50cm3を含有するポリプロピレントレー(面積:16.5cm×12.5cm、深さ:3.5cm)に150℃、5.5バールで1秒間ヒートシールする。次いで、シールされたトレーを出力900Wの電子レンジに入れ、10分間硬化(set up)する。直径1cmの穴を有するフィルムは10分間では破壊しないが、PPトレーにヒートシールされた穿孔のないフィルムは、40〜50秒後に破裂する。
【0098】
本発明の好ましい態様を以下に示す。
[1]
第1および第2の表面を有する穿孔ポリマー基材層、ならびに基材層の表面上に被着させた無穿孔遮断層を含む通気性のヒートシール可能な複合フィルムであって、
(i)無穿孔遮断層の厚さが、約12μm以下であり、
(ii)穿孔基材層が、穿孔度約0.1から約78%であり、穿孔が、0.05と1.5mmとの間の平均直径を有する
ことを特徴とするフィルム。
[2]
無穿孔遮断層は、ガス状の水および酸素に対して透過性であることを特徴とする[1]に記載のフィルム。
[3]
無穿孔遮断層は、ポリエステル、ポリオレフィン、またはコポリエステルエーテル層を含むことを特徴とする[1]または[2]に記載のフィルム。
[4]
穿孔の平均直径は、0.1と1.5mmとの間であることを特徴とする[1]、[2]、または[3]に記載のフィルム。
[5]
無穿孔層を基材の第1の表面上に被着させることを特徴とする[1]、[2]、[3]、または[4]に記載のフィルム。
[6]
無穿孔層の厚さは、8μm以下であることを特徴とする前記のいずれかに記載のフィルム。
[7]
無穿孔層の厚さは、5μm以下であることを特徴とする前記のいずれかに記載のフィルム。
[8]
穿孔基材層は、(25mm)2当たり25と400との間の穿孔を有することを特徴とする前記のいずれかに記載のフィルム。
[9]
平均穿孔直径は、0.3から1.0mmであることを特徴とする前記のいずれかに記載のフィルム。
[10]
穿孔度は、約10から約50%であることを特徴とする前記のいずれかに記載のフィルム。
[11]
基材層は、コポリエステルエーテルであることを特徴とする前記のいずれかに記載のフィルム。
[12]
基材は、ポリエステルを含むことを特徴とする[1]から[10]のいずれかに記載のフィルム。
[13]
基材は、ポリエチレンテレフタレートを含むことを特徴とする[12]に記載のフィルム。
[14]
基材層は、ヒートシール可能層であることを特徴とする前記のいずれかに記載のフィルム。
[15]
基材層の第2の表面上に被着させた穿孔ヒートシール可能層が存在することを特徴とする[1]から[13]のいずれかに記載のフィルム。
[16]
ヒートシール可能層は、エチレングリコール、テレフタル酸、およびイソフタル酸から誘導されるコポリエステルであり、好ましくはテレフタル酸成分とイソフタル酸成分のモル比は、65:35から85:15の範囲であり、より好ましくは約82:18であることを特徴とする[15]に記載のフィルム。
[17]
ヒートシール可能層は、テレフタル酸、エチレングリコール、および1,4−シクロヘキサンジメタノールから誘導されるコポリエステルであり、好ましくは1,4−シクロヘキサンジメタノールとエチレングリコールのモル比は、30:70から35:65の範囲であり、より好ましくは約33:67であることを特徴とする[15]に記載のフィルム。
[18]
ヒートシール可能層は、芳香族ジカルボン酸、脂肪族ジカルボン酸、および化学量論量の1つまたは複数のグリコールから誘導されるコポリエステルであり、コポリエステル中の前記芳香族ジカルボン酸の濃度は、コポリエステルの全ジカルボン酸成分に対して50から55モル%の範囲であり、コポリエステル中の前記脂肪族ジカルボン酸の濃度は、コポリエステルの全ジカルボン酸成分に対して45から50モル%の範囲であることを特徴とする[15]に記載のフィルム。
[19]
前記芳香族ジカルボン酸は、テレフタル酸であり、前記脂肪族ジカルボン酸は、セバシン酸、アジピン酸、およびアゼライン酸から選択され、グリコール成分は、エチレン、またはブチレングリコールであることを特徴とする[18]に記載のフィルム。
[20]
フィルムは、6%未満のヘイズを示すことを特徴とする前記のいずれかに記載のフィルム。
[21]
フィルムは、少なくとも80%の全光線透過率を示すことを特徴とする前記のいずれかに記載のフィルム。
[22]
通気性のヒートシール可能な複合フィルムの製造方法であって、
(a)第1および第2の表面を有するポリマー基材層、ならびに場合によっては基材の第2の表面上に被着させた不連続なヒートシール可能層を提供するステップと、
(b)前記基材、さらに前記不連続なヒートシール可能層が存在する場合はそれも穿孔するステップと、
(c)無穿孔遮断層を基材の表面上に提供するステップと
を含み、
(i)無穿孔層の厚さが約12μm以下であり、
(ii)穿孔基材層の穿孔度が約0.1から約78%であり、穿孔の平均直径が0.05と1.5mmとの間である
ことを特徴とする方法。
[23]
無穿孔層および/または基材層は、請求項1から21のいずれかに記載されるものであることを特徴とする[22]に記載の方法。
[24]
無穿孔層を穿孔基材に積層することを特徴とする[22]に記載の方法。
[25]
接着剤組成物を、スプレー溶融コーティングによって、無穿孔層または基材の第1の表面の一方または両方に塗布することを特徴とする[24]に記載の方法。
[26]
接着剤組成物は、エチレンビニルアルコールを含むことを特徴とする[25]に記載の方法。
[27]
無穿孔層を、押出コーティングによって基材上に設けることを特徴とする[21]に記載の方法。
[28]
無穿孔層の厚さは、8μm以下であることを特徴とする[22]から[27]のいずれかに記載の方法。
[29]
切った植物の包装における、[1]から[21]のいずれかに記載のフィルムの通気性フィルムとしての使用。
[30]
蓋用フィルムおよび入れ物を含む前記包装における、[29]に記載のフィルムの蓋用フィルムとしての使用。
[31]
切った植物を収容する入れ物、および[1]から[21]のいずれかに記載のポリマーフィルムから形成された蓋を含むことを特徴とするシール容器。
[32]
オーブンで使用できる食品の包装における、[1]から[21]のいずれかに記載のフィルムの自己換気型フィルムとしての使用。
[33]
オーブンで使用できる食品の、入れ物をさらに含む包装における、[32]に記載のフィルムの自己換気型蓋としての使用。
【0099】
図1および2を参照することにより、本発明を説明する。
【0100】
本発明を以下の実施例によってさらに説明する。実施例は、例示の目的のものにすぎず、上記に記述する本発明を限定するものではないことが理解されよう。詳細な修正形態を、本発明の範囲から逸脱することなく行うことができる。
【0101】
(比較例1)
市販の気体透過性延伸ポリプロピレン(OPP;Danisco(商標)35PA−180)(厚さ35μm、穿孔数180/m2、穿孔直径125μm)を、ただ1つの穿孔を有する領域、および無穿孔の領域におけるその水蒸気透過速度(WVTR)について分析した。その結果を表1に示す。
【0102】
(比較例2)
気体透過性フィルムDanisco(商標)35PA−260(厚さ35μm、穿孔数260/m2、穿孔直径250μm)について、比較例1の分析を繰り返した。その結果を表1に示す。
【0103】
【表1】
【0104】
表1のデータは、穿孔の領域では、穿孔フィルムのWVTRは、無穿孔フィルムの場合と同じ大きさの桁であることを実証している。さらに、試験した2枚のフィルムでは、穿孔数はほぼ50%の増加、併せて穿孔直径は2倍の増大であるが、WVTRは2倍未満しか増加していない。したがって、穿孔の単層延伸ポリプロピレンフィルムは、透湿性の点から通気性でないだけでなく、穿孔もほとんど影響を与えない。
【実施例1】
【0105】
ポリエチレンテレフタレートを含むポリマー組成物を溶融押出し、冷却した回転ドラム上に流延し、押出方向にその元の寸法の約3倍に延伸した。フィルムを温度100℃の幅出オーブンに送り、そこでフィルムを側方方向にその元の寸法の約3倍に延伸した。二軸延伸フィルムを、通常の手段によって温度約230℃でヒートセット(heat−set)した。最終フィルムの全厚は3μmであった。フィルムは、ヘイズが5%の透明なフィルムであった。フィルムのWVTRを測定すると、104g/m2/日であった。
【0106】
厚さ20μmの透明でヒートシール可能な二軸延伸ポリプロピレンフィルム[UCB Films、英国ウィグトン(Wigton、UK)]を、本明細書に記載する装置を使用して穿孔して、平均直径0.7mmで穿孔数360/(25mm)2を得た。
【0107】
本明細書に記載する手順に従って、ポリエステルフィルムに、EVA接着剤[BAM301、Beardow & Adams Ltd、英国ミルトンキーンズ(Milton Keynes、UK)]をコーティング重量1.5g/m2でスプレー溶融コーティングし、次いでこの2枚のフィルムを加熱されたニップローラに通すことによって穿孔ポリプロピレンフィルムに積層した。最終フィルムのWVTRは、94g/m2/日であった。
【実施例2】
【0108】
無穿孔ポリエステルフィルムの厚さが1.2μmである点以外は、実施例1の手順を繰り返した。最終積層フィルムのWVTRは、240g/m2/日であった。
【実施例3】
【0109】
ポリプロピレンフィルムを、以下のとおり調製した透明ポリエチレンテレフタレート基材層とヒートシール可能なコポリエステル層とを含む2層ポリエステルフィルムに代える点以外は、実施例1の手順を繰り返した。
【0110】
ポリエチレンテレフタレートを含むポリマー組成物を押出し、冷却した回転ドラム上に流延し、押出方向にその元の寸法の約3倍に延伸した。フィルムを温度100℃の幅出オーブンに送り、そこでフィルムを側方方向にその元の寸法の約3倍に延伸した。二軸延伸フィルムを、通常の手段によって温度約230℃でヒートセットした。次いで、ヒートセットされたフィルムに、オフラインで通常のコーティング手段を使用して、アゼライン酸/テレフタル酸/エチレングリコール(45/55/100)のコポリエステルをコーティングして、乾燥コーティング厚さ2μmを得た。フィルム全厚は25μmであった。
【0111】
最終積層フィルムのWVTRは78g/m2/日であった。
【実施例4】
【0112】
ポリプロピレンフィルムを、以下のとおり調製した透明ポリエチレンテレフタレート基材層とヒートシール可能なコポリエステル層とを含む2層ポリエステルフィルムに代える点以外は、実施例1の手順を繰り返した。
【0113】
ポリエチレンテレフタレートを含むポリマー組成物を、テレフタル酸/イソフタル酸/エチレングリコール(82/18/100)を含むコポリエステルと同時押出しし、冷却した回転ドラム上に流延し、押出方向にその元の寸法の約3倍に延伸した。フィルムを温度100℃の幅出オーブンに送り、そこでフィルムを側方方向にその元の寸法の約3倍に延伸した。二軸延伸フィルムを、通常の手段によって温度約230℃でヒートセットした。最終フィルムの全厚は23μmであった。ヒートシール可能層は、厚さが約4μmであった。
【実施例5】
【0114】
23μmのポリエステルフィルム[Mylar(登録商標)800]を、実施例1に記載するように穿孔し、次いで通常の押出コーティング装置を使用して、9μmのコポリエステルエーテルエラストマー層[Arnitel(登録商標)EM 400、DSM、英国(UK)]で押出コーティングして、WVTRが130g/m2/日のヒートシール可能なフィルムを得た。このフィルムでA4サイズの袋(21cm×30cm)を作製し、そこに約150gmの新鮮なブロッコリーを入れた。次いで、袋を空気中でシールし、冷蔵庫に3℃で5日間置いた。対照として、25μmの無穿孔単層OPPフィルム[UCB、英国ウィグトン(Wigton、UK)]を使用して、同様のサイズの袋を作製した。
5日後、袋を冷蔵庫から取り出し、シールされた袋に隔膜(septum)を接着して、袋内の揮発性物質の分析を可能にした。200mLの気体試料をシリンジで取り出し、Perkin Elmer Automatic Thermal 脱着装置によって分析した。検出された揮発性物質、およびその存在量を表2に示す。揮発性物質が、質量スペクトルを生成するには低すぎるレベルであるが、鼻でならその存在が検出できるようなレベルで存在する場合、揮発性物質を「微量」と記録した。
【0115】
【表2】
【0116】
結果は、本発明によるフィルムが、より少ない有機揮発性物質しか生成していないだけでなく、生成する場合にはさらに低レベルでしか存在していないという点で、通常のプラスチック材料に比べて優れていることを明らかに示している。本発明者らは特定の理論に拘泥されるものではないが、本発明の水透過性のフィルム構造によって、分解生成物など生成する揮発性物質が、キャリアまたは溶媒として働く蒸散水とともに袋から追い出されることが可能になると考えられる。以前の研究では、このような結果を実現するためにはモレキュラーシーブまたは吸着剤を含むことが必要であった。
【技術分野】
【0001】
本発明は、通気性ポリマーフィルム、およびその製造方法に関する。
【背景技術】
【0002】
プラスチックフィルム、特にポリオレフィンフィルムは、摘みたての花および野菜の包装に以前から使用されてきた。このような包装用フィルムの主な機能は、昆虫、細菌、および空中汚染物質に対する保護シールを提供することである。
【0003】
それでもやはり、摘みたての花および野菜は、生化学的性質の根本的な変化のため貯蔵寿命が限られている。土壌中では、光合成によって、植物が成長し酸素を放出する。しかし、収穫した後、植物は、太陽光および二酸化炭素を炭水化物および酸素に変換しないが、炭水化物のその貯蔵を使用して、水および二酸化炭素を分泌する。プラスチック包装でラップされた植物の場合、包装において捕捉された水の蓄積によって、真菌の生育(fungal growths)、および生鮮食品の腐敗が起こる。果物および野菜によって生成された揮発性物質の研究が、P.M.A.Toivonenによって行われている(非特許文献1参照)。プラスチック包装用フィルム、特にポリオレフィンフィルムは、遮水物として働き、実際は分泌された水をパッケージ内に捕捉することによってこの状況を悪化させる恐れがある。ブロッコリーやマッシュルームなど高含水率の野菜は、特に影響を受けやすい。昆虫、細菌、および空中汚染物質に対するバリアを提供するだけでなく、水も通気可能であり(すなわち、水が自由に包装を出て行くことが可能になるフィルム)、それによって、微生物および真菌の生育の開始を遅延させ、もって内容物の貯蔵寿命を伸ばす包装を提供することは望ましいはずである。
【0004】
すでに市販の通気性フィルムがいくつか存在している。数社が、無機充填剤を使用して空隙を生じさせ(voided)、それによって水のより容易な通過を可能にして放出させるポリオレフィンフィルムを市場に出している。しかし、このようなフィルムは、普通なら透明ではなく、したがってマーケティングの点から見て不利な点がある。熱可塑性エラストマー(TPE)をベースとする他の市販フィルムは、優れた通気性を提供するが、包装用途には高価である。
【0005】
通気性包装の製造への別の手法は、分泌された気体の排出を可能にするためにフィルムを穿孔することであった。単位面積当たりの穿孔数および穿孔直径を、包装するべき品物、およびその呼吸速度に応じて調整することができる。パンの包装に適したフィルムは、例えばその全表面領域にわたって直径約700ミクロンの孔を穿孔することができる。野菜などの品物用の包装は、一般に穿孔直径を通常は約100と300ミクロンとの間とより小さくし、単位面積当たりの穿孔数をより少なくするものである。この手法の不利な点は、穿孔によって、包装された品物を昆虫、細菌、および空中汚染物質に暴露することである。特に気体透過性を可能にするように「調整した」数の穴を有する穿孔フィルムに対する別の不利な点は、包装の水蒸気透過速度が穿孔によってあまり影響されないことである。特許文献1は、穿孔基材層およびシーリング層を含む空気透過性複合フィルムを開示している。このフィルムでは、シーリング層の材料が基材層における間隙を充填し、電子レンジを使用できる食品用の包装として使用する際、複合フィルムの両面間の圧力差によって、可逆的に穴(gaps)を拡大させ、その穴は弁として働いて、普通なら不透過性であるはずの複合フィルムを空気透過性とすることができる。特許文献2は、気体透過性ポリオレフィン遮断物およびシール可能な層を含む複合フィルムを開示し、該フィルムは、穿孔またはメッシュもしくはネットの形とすることができ、摘みたての果物野菜を包装するのに適していると言われている。任意選択的にヒートシール可能な他の穿孔層を含む複合フィルムは、特許文献3;特許文献4;特許文献5;特許文献6;特許文献7;特許文献8に開示されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】国際公開第01/92000号パンフレット
【特許文献2】英国特許出願公開第2355956号明細書
【特許文献3】欧州特許出願公開第0358461号明細書
【特許文献4】欧州特許出願公開第0178218号明細書
【特許文献5】米国特許出願公開第2002/0187694号明細書
【特許文献6】特開平06−219465公報
【特許文献7】特開平06−165636公報
【特許文献8】特開昭54−117582公報
【特許文献9】英国特許出願公開第838708号明細書
【特許文献10】英国特許第2024715号明細書
【特許文献11】英国特許第1077813号明細書
【特許文献12】米国特許第4333968号明細書
【特許文献13】国際公開第02/59186号パンフレット
【特許文献14】米国特許第4725481号明細書
【特許文献15】国際公開第02/26493号パンフレット
【特許文献16】国際公開第03/026892号パンフレット
【特許文献17】国際公開第03/061957号パンフレット
【特許文献18】英国特許出願公開第2280342号明細書
【特許文献19】欧州特許出願公開第0563442号明細書
【特許文献20】英国特許出願公開第2250408号明細書
【非特許文献】
【0007】
【非特許文献1】"Non-ethylene, non-respiratory volatiles in harvested fruits and vegetables; their occurrence, biological activity and control", Postharvest Biology and Technology 12 (1997) 109-125
【非特許文献2】K. A. Mainstone, Modern Plastics Encyclopedia, 1983-84, Vol. 60, No. 10A, Edition 1, pp 195-198 (McGraw-Hill, NY)
【非特許文献3】Franz Durst, Hans-Gunte Wagner, Liquid Film Coating (Chapman and Hall; 1997; Eds S. F. Kistler and P. M. Schweizer; Chapter 11 a)
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明の目的は、水分および分泌された気体、特に水分が、包装された製品から排出することを可能にするが、昆虫、細菌、および空中汚染物質に対する物的障壁を提供する、通気性のヒートシール可能な包装用フィルムであって、特に光学的に透明なフィルムを提供することである。
【課題を解決するための手段】
【0009】
本発明によれば、第1および第2の表面を有する穿孔ポリマー基材層、ならびに基材層の表面上に被着させた無穿孔遮断層を含む通気性のヒートシール可能な複合フィルムであって、
(i)無穿孔遮断層の厚さが12μm以下、好ましくは8μm以下であり、
(ii)穿孔基材層の穿孔度が約0.1から約78%であり、穿孔の平均直径が0.05から約1.5mmであるフィルムを提供する。
【図面の簡単な説明】
【0010】
【図1】無穿孔ポリエステル層(2)および穿孔基材層(3)を有する通気性フィルム(1)を示す図である。
【図2】無穿孔ポリエステル層(2)、穿孔基材層(3)、および穿孔ヒートシール可能層(4)を有する通気性フィルム(1)を示す図である。
【発明を実施するための形態】
【0011】
第1の実施形態では、基材層はそれ自体ヒートシール可能層である。この実施形態では、遮断層を、通常、基材の第1の表面上に被着させる。
【0012】
第2の実施形態では、複合フィルムは、基材の第2の表面上に被着させた不連続なヒートシール可能層を含む。この実施形態では、ヒートシール可能層も、ヒートシール可能層の穿孔の位置が基材層のそれに対応するような穿孔を含み、実際にはヒートシール可能層および基材層における穿孔を同時に行う。この実施形態では、遮断層を、通常、基材の第1の表面上に被着させる。
【0013】
第3の実施形態では、ヒートシール可能な機能は、基材の第2の表面上に被着させた遮断層によって提供される。この実施形態では、基材層は、ヒートシール可能層である必要はなく、好ましくはヒートシール可能層でない。この実施形態では、追加のヒートシール可能層が存在する必要はなく、好ましくは存在しない。
【0014】
本発明の一実施形態では、無穿孔遮断層を、好ましくは基材層の第1の表面上に被着させ、好ましくはポリエステル、ポリオレフィン、またはコポリエステルエーテル層から選択する。この実施形態では、穿孔は、平均直径が0.1と1.5mmとの間であることが好ましい。
【0015】
好ましくは、複合フィルムは、水蒸気透過速度(WVTR)が少なくとも60g/m2/日、好ましくは少なくとも80g/m2/日、好ましくは少なくとも90g/m2/日、好ましくは少なくとも100g/m2/日、好ましくは少なくとも115g/m2/日、好ましくは少なくとも130g/m2/日、好ましくは少なくとも140g/m2/日、より好ましくは少なくとも150g/m2/日である。
【0016】
好ましくは、フィルムは、酸素透過度が約150から約50,000cm3/m2/日、好ましくは約3000から約20,000cm3/m2/日、好ましくは約5000から約15,000cm3/m2/日である。
【0017】
本明細書では「穿孔度」という用語は、百分率で表された全表面積のうちの孔部分を指す。すなわち、フィルム全表面積のうちの穿孔の全面積を百分率で表したものである。穿孔度は、少なくとも5%、好ましくは少なくとも10%、好ましくは少なくとも15%、より好ましくは少なくとも20%であることが好ましい。好ましくは、穿孔度は、約1から約50%、より好ましくは約1から約30%である。
【0018】
好ましくは、平均穿孔直径は、0.3と1.0mmとの間、より好ましくは約0.3と0.7との間、より好ましくは0.3と0.6mmとの間である。一実施形態では、平均穿孔直径は、約0.1と1.5mmとの間である(疑念を避けるため、「間」という用語はある範囲を指す場合、その範囲の両端も含む)。好ましくは(25mm)2当たり(すなわち、平方積25mm×25mmにわたって)約25から約400の穿孔、より好ましくは(25mm)2当たり約100から約360の穿孔、より好ましくは(25mm)2当たり約150から360の穿孔、より好ましくは(25mm)2当たり約250から約360の穿孔である。
【0019】
穿孔度および穿孔直径は、包装するべき品物、およびその呼吸速度に応じて調整することができる。
【0020】
基材は、自己支持性フィルムまたはシートであり、これは、支持基体が存在しないとき独立して存在することができるフィルムまたはシートを意味する。基材は、適切な任意のフィルム形成用材料から形成することができる。熱可塑性ポリマー材料が好ましい。このような材料には、エチレン、プロピレン、ブタ−1−エンなどの1−オレフィンのホモポリマーまたはコポリマー、ポリアミド、ポリカーボナート、PVC、PVA、ポリアクリラート、セルロース、およびポリエステルが含まれる。ポリオレフィン、およびポリエステル、特に線状ポリエステルが好ましい。複合フィルムが追加のヒートシール可能層を含まない場合、基材はそれ自体ヒートシール可能である。基材は、好ましくは一軸または二軸延伸(uniaxially or biaxially oriented)され、好ましくは二軸延伸される。
【0021】
基材としての使用に適した熱硬化性樹脂ポリマー材料には、アクリル、ビニル、ビス−マレイミド、および不飽和ポリエステルなどの付加重合樹脂;尿素、メラミン、またはフェノールとの縮合物などのホルムアルデヒド縮合樹脂、シアナート樹脂、官能基を有するポリエステル、ポリアミド、またはポリイミドが含まれる。
【0022】
適切なポリエステルには、テレフタル酸、イソフタル酸、フタル酸、2,5−、2,6−もしくは2,7−ナフタレンジカルボン酸、コハク酸、セバシン酸、アジピン酸、アゼライン酸、4,4’−ジフェニルジカルボン酸、ヘキサヒドロ−テレフタル酸、または1,2−ビス−p−カルボキシフェノキシエタンなどの1種または複数種のジカルボン酸(場合によってはピバル酸などのモノカルボン酸を含む)、および1種または複数種のグリコール、特にエチレングリコール、1,3−プロパンジオール、1,4−ブタンジオール、ネオペンチルグリコール、1,4−シクロヘキサンジメタノールなど脂肪族または脂環式グリコールから誘導されたグリコールから誘導されたものが含まれる。脂肪族グリコールが好ましい。
【0023】
好ましい基材ポリエステルは、ポリエチレンテレフタレートおよびポリエチレンナフタレートから選択される。ポリエチレンテレフタレート(PET)またはそのコポリエステルが特に好ましい。
【0024】
好ましいポリオレフィン基材は、ポリエチレンまたはポリプロピレン、好ましくはポリプロピレンを含む。
【0025】
基材がそれ自体ヒートシール可能である以下実施形態Aと呼ばれる実施形態では、基材は、ヒートシール可能なポリオレフィン(好ましくは、ポリプロピレン)、またはヒートシール可能なポリエステルを含む。
【0026】
複合フィルムが追加のヒートシール可能層を含む以下実施形態Bと呼ばれる実施形態では、基材は、ポリエステルを含むことが好ましい。実施形態Bでは、ヒートシール可能層は、容器の表面にヒートシール結合を形成することができる任意の層であり、例えばポリエステル、エチレンビニルアルコール(EVA)、または改質ポリエチレンなどのポリマー材料である。ヒートシール可能層のポリマー材料は、結合している表面に接着できるような適切な湿潤を可能にするのに十分なほどその粘度が低くなるよう、十分に軟化すべきである。一実施形態では、ヒートシーリング層は、ポリエステル、特にジカルボン酸またはその低級アルキルジエステルのうちの1つまたは複数と、本明細書に記載のグリコールのうちの1種または複数種から誘導されるコポリエステルを含む。
【0027】
以下実施形態B1と呼ばれる一実施形態では、追加のヒートシール可能層は、脂肪族のグリコール、および少なくとも2種のジカルボン酸、特に芳香族ジカルボン酸、好ましくはテレフタル酸およびイソフタル酸から誘導されるコポリエステルを含む。好ましいコポリエステルは、エチレングリコール、テレフタル酸、およびイソフタル酸から誘導される。テレフタル酸成分とイソフタル酸成分の好ましいモル比は、50:50から90:10の範囲、好ましくは65:35から85:15の範囲である。好ましい一実施形態では、このコポリエステルは、エチレングリコールと、約82モル%のテレフタレートおよび約18モル%のイソフタレートとのコポリエステルである。
【0028】
以下実施形態B2と呼ばれる代替実施例では、追加のヒートシール可能層は、脂肪族ジオールおよび脂環式ジオールと、1種または複数種の、好ましくは1種のジカルボン酸、好ましくは芳香族ジカルボン酸とから誘導されるコポリエステルを含む。例には、テレフタル酸と、脂肪族ジオールおよび脂環式ジオール、特にエチレングリコールおよび1,4−シクロヘキサンジメタノールとのコポリエステルを含む。脂環式ジオールと脂肪族ジオールの好ましいモル比は、10:90から60:40の範囲で、好ましくは20:80から40:60の範囲で、より好ましくは30:70から35:65である。好ましい一実施形態では、このコポリエステルはテレフタル酸と、約33モル%の1,4−シクロヘキサンジメタノール、および約67モル%のエチレングリコールとのコポリエステルである。このようなポリマーの一例は、テレフタル酸、約33%の1,4−シクロヘキサンジメタノール、および約67%のエチレングリコールのコポリエステルを含み、常に非晶質であるPETG(商標)6763(Eastman)である。本発明の一代替実施例では、層Bのポリマーは、エチレングリコールの代わりにブタンジオールを含むことができる。
【0029】
以下実施形態B3と呼ばれる別の代替実施例では、追加のヒートシール可能層は、芳香族ジカルボン酸、および脂肪族ジカルボン酸を含む。好ましい芳香族ジカルボン酸は、テレフタル酸である。好ましい脂肪族ジカルボン酸は、セバシン酸、アジピン酸、およびアゼライン酸から選択される。コポリエステル中に存在する芳香族ジカルボン酸の濃度は、コポリエステルのジカルボン酸成分に対して好ましくは45から80、より好ましくは50から70、特に55から65モル%の範囲である。コポリエステル中に存在する脂肪族ジカルボン酸の濃度は、コポリエステルのジカルボン酸成分に対して好ましくは20から55、より好ましくは30から50、特に35から45モル%の範囲である。このようなコポリエステルの特に好ましい例は、(i)アゼライン酸およびテレフタル酸と、脂肪族のグリコール、好ましくはエチレングリコールとのコポリエステル、(ii)アジピン酸およびテレフタル酸と、脂肪族のグリコール、好ましくはエチレングリコールとのコポリエステル、ならびに、(iii)セバシン酸およびテレフタル酸と、脂肪族のグリコール、好ましくはブチレングリコールとのコポリエステルである。好ましいポリマーには、ガラス転移点(Tg)が−40℃、融点(Tm)が117℃であるセバシン酸/テレフタル酸/ブチレングリコール(好ましくは、成分は相対モル比45−55/55−45/100、より好ましくは50/50/100である)のコポリエステル、およびTgが−15℃、Tmが150℃であるアゼライン酸/テレフタル酸/エチレングリコール(好ましくは、成分は相対モル比40−50/60−50/100、より好ましくは45/55/100である)のコポリエステルが含まれる。
【0030】
以下実施形態B4と呼ばれる別の代替実施例では、追加のヒートシール可能層は、エチレン酢酸ビニル(EVA)を含む。適切なEVAポリマーは、DuPontからElvax(商標)樹脂として得ることができる。通常は、これらの樹脂は、酢酸ビニル含有量が9%から40%、通常は15%から30%の範囲である。
【0031】
追加のヒートシール可能層の厚さは、一般に基材の厚さの約1と30%との間である。通常は、追加のヒートシール可能層は、厚さを最高約25μm、より好ましくは最高約15μm、より好ましくは最高約10μm、より好ましくは約0.5と6μmとの間、より好ましくは約0.5と4μmとの間とすることができる。
【0032】
ヒートシール可能な機能が遮断層によって提供される以下実施形態Cと呼ばれる実施形態では、基材は、ポリオレフィン(好ましくは、ポリプロピレン)またはポリエステルを含めて、上記に記載するポリマー基材のいずれを含んでもよく、好ましくはポリエステル(好ましくはPET)を含む。
【0033】
複合フィルムは、少なくとも300g/25mm、好ましくは約400g/25mmから約1000g/25mm、より好ましくは約500から約850g/25mmのヒートシール強度をそれ自体に示すことが好ましい。
【0034】
基材の形成は、当技術分野でよく知られている通常の技法によって行うことができる。好都合には、基材の形成を、下記に記載の手順に従って押出によって行う。一般的に、この方法は、溶融ポリマーの層を押し出すステップと、押出物を急冷するステップと、急冷した押出物を少なくとも一方向に延伸するステップとを含む。
【0035】
基材を一軸延伸することができるが、フィルムの平面内において相互に直角な2方向に延伸することによって二軸延伸して、機械的および物理的諸特性の満足できる組合せを実現する。延伸を当技術分野で知られている任意の延伸フィルム製造方法、例えばチューブ状フィルム法またはフラットフィルム法で行うことができる。
【0036】
好ましいフラットフィルム法では、基材形成用ポリエステルを、スロットダイ(slot die)を通して押し出し、冷却した流延用ドラム上で速やかに急冷して、ポリエステルが非晶質状態に急冷されるようにする。次いで、急冷した押出物を少なくとも一方向にポリエステルのガラス転移温度より高い温度で延伸することによって延伸を行う。急冷したフラットな押出物を、フィルム延伸機によってまず一方向、通常は縦方向、すなわち順方向に、次いで横方向に延伸することによって、順次延伸を行うことができる。押出物の順方向延伸は、好都合には、一連の回転ロール上で、または2組のニップロール間で行い、次いで横方向延伸を幅出装置で行う。あるいは、流延フィルムを、二軸幅出装置で同時に順方向と横方向で延伸することができる。延伸をポリエステルの性質によって決定される程度に行う。例えば、ポリエチレンテレフタレートを、通常は延伸フィルムの寸法が延伸の一方向または両方向においてその元の寸法の2から5倍、より好ましくは2.5から4.5倍となるように延伸する。通常は、延伸を70から125℃の範囲の温度で行う。一方向でしか延伸が必要でない場合、より大きい延伸比(例えば、最高約8倍)を使用することができる。機械方向と横方向で等しく延伸することは、均衡の取れた特性が望ましい場合には好ましいが、必須ではない。
【0037】
延伸フィルムは、寸法制限下にポリエステルのガラス転移温度より高いがその融点より低い温度でヒートセット(heat−setting)して、ポリエステルの結晶化を誘導することによって寸法安定化することができ、好ましくは寸法安定化する。フィルム収縮が重大な関心事でない用途では、フィルムを比較的低温でヒートセットする、あるいはまったくヒートセットしないことがある。一方、フィルムをヒートセットする温度を上げるとき、フィルムの引裂抵抗は変化することがある。したがって、実際のヒートセット温度および時間は、フィルムの組成物に応じて変わるが、フィルムの引裂抵抗特性を実質的に低減するように選択すべきではない。特許文献9に記載されているように、これらの制約の範囲内で、ヒートセット温度は約135°から250℃であることが一般に望ましい。
【0038】
追加のヒートシール可能層の形成を通常の技法によって行うことができる。ヒートシール可能層の形成方法、および基材へのその適用は、ヒートシール可能層の材質に依存する。通常の技法は、ヒートシール可能層を予備形成基材層に流延することを含む。好都合には、追加のヒートシール可能層および基材の形成を同時押出によって行い、これは上記の実施形態B1およびB2に適切なはずである。ヒートシール可能層を形成する他の方法は、ヒートシール可能なポリマーを基材上にコーティングすることを含み、この技法は上記の実施形態B3およびB4に適切なはずである。コーティングは、グラビアロールコーティング、リバースロールコーティング(reverse roll coating)、ディップコーティング、ビードコーティング、押出コーティング、溶融コーティング、または静電スプレーコーティングを含めて適切な任意のコーティング技術を使用して行うことができる。コーティングは、「オフライン」で、すなわち基材の製造中に使用する任意の延伸および後続のヒートセットの後に、あるいは「インライン」で、すなわちコーティングステップを使用する任意の延伸操作の前、その期間中、またはその間に行って実施することができる。好ましくは、コーティングをインラインで、好ましくは二軸延伸操作(「インタードロー」コーティング、”inter−draw”coating)の順(forward)延伸と側方延伸との間に行う。ヒートシール可能層のコーティングの例には、ポリオレフィンをポリオレフィンおよびポリエステルの基材それぞれにインタードロー押出コーティングすることを開示している特許文献10および特許文献11;エチレン−酢酸ビニルコポリマーをポリプロピレン基材上にインタードロー押出コーティングすることを開示している特許文献12;およびコポリエステルのコーティングを開示している特許文献13が含まれ、これらの文献の開示は参照により本明細書に組み込まれる。
【0039】
追加のヒートシール可能層を基材上に塗布する前に、基材の暴露面を、望むなら化学的または物理的な表面改質処理にかけて、その表面とその後に塗布される層との結合を改善することができる。例えば、基材の暴露面を、コロナ放電を伴う高圧電気的ストレスにかけることができる。あるいは、一般的な有機溶媒に溶解したハロゲン化フェノール、例えば、p−クロロ−m−クレゾール、2,4−ジクロロフェノール、2,4,5−または2,4,6−トリクロロフェノールまたは4−クロロレゾルシノールのアセトンまたはメタノール溶液などの、基材に対して溶解または膨潤作用を有する当技術分野で周知の作用物質で、基材を前処理することができる。
【0040】
基材は、厚さが約5から350μm、好ましくは9から約150μm、特に約12から約40μmとの間であることが適切である。
【0041】
基材、および追加のヒートシール可能層が存在している場合はそれについても、Intermittent Hot Needle Perforator[PX9シリーズ;BPM Engineering Services Ltd、英国ロッチデール(Rochdale、UK)]を使用して穿孔を行うことができる。このようにして作製された穿孔の直径の下限は、一般に約0.1mmである。穿孔をレーザー光線(例えばCO2レーザー)で行うこともでき、穿孔のより小さい直径を通常は約0.05mmまでにすることができる。穿孔を通常は基材中に1つまたは複数の列上に作製する。孔パターンに適した任意の配列を採用することができる。例えば、孔を、立方最密充填配列、または六方最密配列で配列することができる。穿孔はすべて同じまたは実質的に同じ直径を有することが好ましい。
【0042】
包装用フィルムとして本明細書に記載するフィルムを使用する際、遮断層の機能は、包装内に包まれている物質を輸送および貯蔵中に損なうことになる昆虫、細菌、および空中汚染物質などの外部汚染物質の進入に対して物的障壁を提供することである。遮断層を水蒸気が出ていくことを可能にするように、すなわち包装が通気性となることが可能になるように調整する。
【0043】
上記に記述するように、遮断層は、上記の実施形態AおよびBでなど、普通なら基材の第1の表面上に被着され、包装の最外層をなす。あるいは、遮断層は、上記の実施形態Cで記述するようにヒートシール可能層として機能することもでき、基材の第2の表面上に被着され、包装の最内層をなす。
【0044】
好ましくは、遮断層は、基材の表面全体にわたって広がる。しかし、一実施形態では、遮断層は、例えば基材が1つまたは複数の不連続領域にしか穿孔を含まない場合、基材の表面全体にわたって広がらない。その実施形態では、遮断層は、ただそれらの不連続領域において基材上に塗布しさえすればよい。したがって、遮断層を、穿孔の列を覆う領域のフィルムの幅または長さに及ぶ1つまたは複数のストリップとして被覆することができる。
【0045】
遮断層は、基材の表面の少なくとも一部分上に不連続層をなし、穿孔を覆って配置され、すなわち遮断層は、実質的に穿孔中に広がることも、またはそれを充填することもしない。
【0046】
本明細書では、「実質的に穿孔中に広がり、またはそれを充填する」という用語は、遮断層の材料が、穿孔の体積の50%以下、好ましくは40%以下、好ましくは30%以下、好ましくは20%以下、好ましくは10%以下、好ましくは5%以下、好ましくは0%を占めることを意味し、穿孔の体積は、穿孔によって基材層中に形成された空隙の体積と定義される。
【0047】
無穿孔層は、様々なフィルム形成用ポリマー材料から選択することができる。ただし、材料は、特に水蒸気に対して、好ましくは酸素に対しても気体透過性であることを条件とする。したがって、遮断層の材料は、気体透過性であり、使用時に基材の穿孔について連続性および/または被覆性を保持する。したがって、使用時に(例えば、細菌、空中汚染物質、および昆虫に対する)遮断特性は保持されている。フィルム形成用材料は、通常は水に不溶または実質的に不溶である。溶解性は、フィルムを脱イオン水に80℃で2分間浸したとき溶解する遮断層の分率として測定する。したがって、完全に非水溶性の遮断層の場合は、溶解する層の質量分率は0である。溶解する遮断層の質量分率は、0.2以下、好ましくは0.1以下、好ましくは0.05以下、好ましくは0.01以下、好ましくは0であることが好ましい。
【0048】
適切なポリマー材料は、ポリエステル;コポリエステルエーテル;ポリオレフィン;[スチレン−ブタジエン−スチレン(SBS)、スチレン−イソプレン−スチレン(SIS)、スチレン−エチレン−ブチレン−スチレン(SEBS)、およびスチレン−エチレン−プロピレン−スチレン(SEPS)を含めて]スチレン性熱可塑性エラストマー;コポリアミドエーテル(特に、ポリエーテルブロックアミド);(ナイロン4、6、6/6、6/10、6/12、11および12を含めて)ポリアミド;(セルロース、および酢酸セルロースやプロピオン酸セルロースなどのセルロース誘導体を含めて)セルロースプラスチック;ポリカプロラクトン;ならびに(Estaneを含めて)ポリウレタンから選択される。
【0049】
一実施形態では、無穿孔層のポリマー材料は、ポリエステル;コポリエステルエーテル;[スチレン−ブタジエン−スチレン(SBS)、スチレン−イソプレン−スチレン(SIS)、スチレン−エチレン−ブチレン−スチレン(SEBS)、およびスチレン−エチレン−プロピレン−スチレン(SEPS)を含めて]スチレン性熱可塑性エラストマー;コポリアミドエーテル(特に、ポリエーテルブロックアミド);(ナイロン4、6、6/6、6/10、6/12、11および12を含めて)ポリアミド;(セルロース、および酢酸セルロースやプロピオン酸セルロースなどのセルロース誘導体を含めて)セルロースプラスチック;ポリカプロラクトン;ならびに(Estaneを含めて)ポリウレタンから選択される。
【0050】
別の実施形態では、無穿孔層は、ポリエステル、コポリエステルエーテル、およびポリオレフィン、好ましくはポリエステル、またはコポリエーテルエステルから選択される。
【0051】
無穿孔ポリエステル層は、本明細書で上記に記載するもの、特に1個のジカルボン酸、好ましくは芳香族ジカルボン酸、好ましくはテレフタル酸またはナフタレンジカルボン酸、より好ましくはテレフタル酸と、1個のグリコール、特に脂肪族または脂環式のグリコール、好ましくはエチレングリコールとから誘導されたポリエステルから選択される合成線状ポリエステルであることが好ましい。無穿孔ポリエステル層は、PETを含むことが好ましい。
【0052】
無穿孔ポリオレフィン層は、例えばポリエチレン、(延伸ポリスチレンを含めて)ポリスチレン、または(延伸ポリプロピレンを含めて)ポリプロピレンから選択することができる。
【0053】
無穿孔コポリエステルエーテル層は、例えば特許文献14に記載されるコポリエステルエーテルを含むことができ、このコポリエステルエーテルの開示は参照により本明細書に組み込まれる。
【0054】
好ましい一実施形態では、コポリエーテルエステルエラストマーは、多数の繰返しの長鎖エステル単位および短鎖エステル単位がエステル結合を介してヘッド−ツーテイル(head−to−tail)で結合している。前記長鎖エステル単位は、次式で表され、
【0055】
【化1】
【0056】
前記短鎖エステル単位は、次式で表される。
【0057】
【化2】
【0058】
式中、
Gは、平均分子量が約400から4000、好ましくは約400から3500であるポリ(アルキレンオキシド)グリコールから末端のヒドロキシル基を除去した後に残る2価の基であり、ポリ(アルキレンオキシド)グリコールによって前記1つまたは複数のコポリエーテルエステルに組み込まれたエチレンオキシド基の量は、コポリエーテルエステルの全量に対して約20から約68重量パーセント、好ましくは約25から約68重量パーセントであり、
Rは、分子量が約300より低いジカルボン酸からカルボキシル基を除去した後に残る2価の基であり、
Dは、分子量が約250より低いジオールからヒドロキシル基を除去した後に残る2価の基であり、
前記コポリエーテルエステルは、約25から約80重量パーセントの短鎖エステル単位を含む。
【0059】
無穿孔遮断層の厚さは、12μm以下、好ましくは8μm以下である。通常は、厚さは0.05μm以上、好ましくは0.1μm以上、好ましくは0.5μm以上である。一実施形態では、特に無穿孔層を、基材層に接着積層する場合、無穿孔層の厚さは、約8μm以下、好ましくは約5μm以下であり、約3μm以下、または1.5μm以下、さらには1.0μm以下という薄さとすることができる。別の実施形態では、特に無穿孔層を基材層上に被覆する(特に、押出コーティングする)場合、無穿孔層の厚さは、6から12μm、好ましくは8から12μmの範囲である。
【0060】
穿孔層および無穿孔層を含む複合フィルムは、適切な任意の技法、例えば無穿孔遮断層の基材(または基材とヒートシール可能層の複合物)上へのコーティングまたは積層によって形成することができる。コーティングまたは積層ステップは、当技術分野でよく知られている通常の技法に従って行うことができる。コーティングステップは、例えばグラビアコーティング(直接または間接)、スロット−ダイコーティング、押出コーティング、または溶融コーティング技法を使用して実施することができる。基材に塗布する点でのコーティング用液体の粘度は高すぎてはならず、そうでなければ、ポリマーは適切に流れなくなり、コーティングが困難になり、被覆厚さが不均一になるが、コーティング用液体が基材層の穿孔を通り抜けてしまうほど低すぎるべきでない。コーティング用液体の粘度は、少なくとも0.05Pa.s.であることが好ましい。
【0061】
スロット−ダイコーティングおよびグラビアコーティングは、当技術分野でよく知られており、特にコーティング用液体の粘度が約0.05から約5Pa.sである場合適用することができ、グラビアコーティングは、この範囲の下端でより適しており、スロット−ダイコーティングは、この範囲の上端でより適している。
【0062】
押出コーティングは、非特許文献2によって、また非特許文献3によっても記載されている。押出コーティングプロセスは、一般に中間または高粘度(少なくとも50Pa.sで、最高約5000Pa.s)のポリマーに使用し、一般にダイ(die)と基材との間のエアギャップ(air−gap、通常は、約15cm)を使用する。被覆された基材を、熱除去用冷却ローラと、圧力負荷され弾性被覆されたニップロール(nip−roll)との間に通す。通常は、押出コーティングプロセスを少なくとも200℃、多くの場合より高い温度で行う。
【0063】
ホットメルトコーティングまたはスロットコーティング(slot−coating)とも呼ばれる溶融コーティングは、DurstおよびWagnerによって記載されている(非特許文献3)。コーティングは、一般に約260℃以下(通常は、200から260℃、特に220から250℃、さらに特に230から250℃)の温度で実施する。溶融コーティング装置は、通常は、絶縁フレキシブル・ホースを介してダイに連結した溶融室を含む。溶融室は、ポリマー/接着剤を加熱して溶融状態にする加熱装置をその基部に有するホッパーからなる。溶融室が常に「補給(topped up)」されているように、ホッパーに通常の手段によって連続供給し、それによって溶融ポリマーへの空気の進入が最小限に抑えられて、溶融ポリマーの酸化が低減される。次いで、溶融ポリマーをポンプでホースから通常の「コートハンガー(coathanger)」ダイに送り込む。通常の溶融コーティングプロセスでは、ダイと基材との間にエアギャップがないように、基材ウェブをローラによってダイに押し付ける。ローラは、一般に十分な背圧(back−pressure)をダイに提供して、平坦なコーティング層をもたらすゴムで支持されたローラ(rubber−backing roller)である。好ましくは、処理温度におけるコーティング層ポリマーの粘度は、約50Pa.s以下、好ましくは少なくとも約20Pa.sである。
【0064】
積層プロセスは、フィルムの重要な特性が保持されるように実施すべきである。接着剤層が厚すぎる場合、水蒸気がフィルムを通り抜けることに対して遮断物となるおそれがあり、穿孔は封鎖され、より低い水蒸気透過速度(WVTR)がもたらされるおそれがある。したがって、積層プロセスは、最低限の接着剤だけを使用すべきである。本発明の複合フィルムは、その主な対象とする用途、すなわち通気性包装用フィルム用途への的確性のためには、単に低い離層抵抗(delamination resistance)を必要とするだけである。通常は、複合フィルムの離層接着強さは、300g/25mm以下、好ましくは約100g/25mmから約300g/25mm、より好ましくは約150から約300g/25mmである。好ましくは、したがって接着剤をコーティング重量2.0g/m2以下、好ましくは0.5g/m2以下、好ましくは1.0g/m2以下で塗布する。
【0065】
好ましい一実施形態では、接着剤はEVAを含み、好ましくは典型的な硬化時間が1と2秒との間である速硬性接着剤、例えばBAM301[Beardow and Adams Ltd、英国ミルトンキーンズ(Milton Keynes、UK)]である。
【0066】
好ましい一実施形態では、通常のスプレー溶融コーティング技法を使用して、接着剤を、無穿孔フィルムまたは穿孔基材、好ましくは無穿孔フィルムに塗布する。スプレー溶融コーティング装置[Dynafibre(商標)]は、Mercers Ltd[英国ラグビー(Rugby、UK);ITW Dynatech Inc、米国の実施権者]から得ることができる。
【0067】
次いで、コーティングされた無穿孔フィルム、および穿孔基材を加熱されたニップローラに通して、最終複合フィルムを得ることによって積層を好都合に行う。積層を行うのに適した他の方法および装置は、当業者に明らかであろう。
【0068】
接着剤の塗布および積層の前に、複合フィルムの穿孔層および無穿孔層の暴露面は、所望により、本明細書で上記に記載するように化学的または物理的な表面改質処理にかけることができる。
【0069】
無穿孔層は、本明細書に記載するようにそれ自体を一軸または二軸延伸できることが理解されよう。積層技法を使用して、複合フィルムを作製する場合、一般的に本明細書に記載するフィルム製造方法によって、自己支持性無穿孔フィルムを製造することができる。
【0070】
本発明の別の態様によれば、通気性のヒートシール可能な複合フィルムの製造方法であって、
(a)第1および第2の表面を有するポリマー基材層、ならびに場合によっては基材の第2の表面上に被着させた不連続なヒートシール可能層を提供するステップと、
(b)前記基材、さらに前記不連続なヒートシール可能層が存在する場合はそれも穿孔するステップと、
(c)無穿孔遮断層を基材の表面、好ましく第1の表面上に提供するステップとを含み、
(i)無穿孔層の厚さが12μm以下、好ましくは8μm以下であり、
(ii)穿孔基材層の穿孔度が約0.1から約78%であり、穿孔の平均直径が0.05から約1.5mmである方法を提供する。
【0071】
一実施形態では、プロセスは、無穿孔層を基材上に積層するステップを含み、その積層ステップが、接着剤を無穿孔フィルム、または穿孔基材、好ましくは無穿孔フィルム上にスプレー溶融コーティングするステップと、無穿孔層と穿孔層を接触させて、積層を行うステップとを含む。
【0072】
ポリマーフィルム層のうちの1つまたは複数は、ポリマーフィルムの製造に通常使用される任意の添加剤を好都合に含むことができる。したがって、架橋剤、染料、顔料、空隙付与剤(voiding agent)、滑剤、抗酸化剤、遊離基捕捉剤、紫外線吸収剤、熱安定剤、粘着防止剤、界面活性剤、スリップ助剤、蛍光増白剤、光沢改善剤、分解促進剤(prodegradent)、粘度調整剤、分散安定剤などの作用物質を適切に組み合わせることができる。特に、複合フィルムは、例えば粒子状無機充填剤、または非相溶性樹脂充填剤、あるいは2つ以上のこのような充填剤の混合物とすることができる粒子状充填剤を含むことができる。このような充填剤は、当技術分野でよく知られている。
【0073】
粒子状無機充填剤には、通常の無機充填剤、特にアルミナ、シリカ(特に、沈降または珪藻土シリカ、およびシリカゲル)、チタニアなどの金属または半金属酸化物、焼成陶土、およびカルシウムおよびバリウムの炭酸塩および硫酸塩などアルカリ金属塩が含まれる。粒子状無機充填剤は、空隙型、または非空隙型(voiding or non−voiding type)とすることができる。適切な粒子状無機充填剤は均質とすることができ、二酸化チタンまたは硫酸バリウム単独など、単一の充填剤材料または化合物から本質的になる。あるいは、充填剤の少なくとも一部分は、不均質とすることができ、主要な充填剤材料は、追加の改質成分を伴うことができる。例えば、主要な充填剤粒子を、顔料、石鹸、表面カップリング剤、または他の改質剤で処理して、充填剤のポリマー層との相溶度を促進もしくは変更することができる。好ましい粒子状無機充填剤には、二酸化チタン、およびシリカが含まれる。
【0074】
無機充填剤は、微細化すべきであり、その体積分布の中央粒径(すべての粒子の体積の50%に対応する相当球径、粒子の直径に対する体積%に関する累積分布曲線で読み取られたもので、しばしば「D(v,0.5)」値と呼ばれる)は、好ましくは0.01から5μm、より好ましくは0.05から1.5μm、特に0.15から1.2μmの範囲である。無機充填剤粒子の好ましくは少なくとも90%、より好ましくは少なくとも95体積%は、体積分布の中央粒径±0.8μm、特に±0.5μmの範囲内である。充填剤粒子の粒径を、電子顕微鏡、コールター計数器(coulter counter)、沈降分析および静的または動的光散乱により測定することができる。レーザー光回折に基づく技法が好ましい。中央粒径を、選択された粒径より小さい粒子体積の百分率を表す累積分布曲線をプロットし、第50百分位数を測定することによって決定することができる。
【0075】
層の組成物の成分を一緒に、通常の方式で混合することができる。例えば、層ポリマーの由来となるモノマー反応物と混合し、あるいは成分を混転し(tumble)もしくはドライブレンドし、または押出機で混合することによってポリマーと混合し、続いて冷却し、通常は顆粒またはチップに粉砕することができる。マスターバッチング技術を使用することもできる。
【0076】
好ましい一実施形態では、本発明のフィルムは、光学的に透明であり、好ましくは散乱可視光の%(ヘイズ)が、ASTM規格D 1003に従って測定して、<10%、好ましくは<6%、より好ましくは<3.5%、特に<2%である。好ましくは、400〜800nmの範囲の全光線透過率(TLT)は、ASTM規格D 1003に従って測定して、少なくとも75%、好ましくは少なくとも80%、より好ましくは少なくとも85%である。この実施形態では、充填剤は、通常は少量、一般に所与の層のポリマー重量の0.5%を超えず、好ましくは0.2重量%未満でしか存在しない。
【0077】
本発明のフィルムの主な使用は、花、野菜、果物、サラダなどの摘みたての植物を包装するための通気性フィルムとしての使用である。フィルムは、このような製品用の包装の全部または実質的に全部を構成することができ、あるいは包装全体の一部分のみとすることもできる。例えば、フィルムは、品物を中にまたは上に配置する入れ物に、ヒートシールされた蓋を形成することができる。入れ物は、熱成形トレーや椀などのトレーとすることができ、例えば、ポリエチレンテレフタレートなどのポリエステルで、またはポリプロピレン、ポリスチレンで形成することができ、あるいはPVDCでコーティングすることができる。本発明によるフィルムは、例えばポリエステル、ポリスチレン、またはポリプロピレンから作製された入れ物の蓋として使用するのに特に適している。入れ物のシールを、当業者によく知られている技法により行う。包装するべき内容物が入れ物に導入されると、ヒートシール可能なフィルム蓋を入れ物上に配置し、もってフィルムのヒートシール可能層が入れ物に接触し、通常の技法および装置を使用して温度および/または圧力を用いて付着できるようにする。一代替実施形態では、フィルムをそれ自体にヒートシールして、包装の実質的にすべてを形成する。
【0078】
一代替実施形態では、フィルムをそれ自体にヒートシールして、包装の実質的にすべてを形成する。この実施形態では、フィルムの第1部分をフィルムの第2部分にヒートシールすることによって、シールを提供する。このようなシールは、通常の技法で行われ、「フィンシール」(fin seals)および「オーバーラップシール」(overlap seals)、好ましくはフィンシールを含む。製品をフィルム内に配置すると、一緒に結合させるべきフィルムの2つの部分が一緒になり、フィルムの一方の部分のヒートシール可能な表面が、フィルムの他方の部分のヒートシール可能な表面に接触、一緒に結合させるべきフィルムの2つの部分が一緒になり、ヒートシール結合を、通常の装置を使用して温度、および場合によっては圧力を適用することによって形成する。ヒートシール結合を、約110から約150℃の範囲の温度で形成することができる。
【0079】
基材の第1の表面は、フィルムをこのような包装として使用する場合、最外になる表面であり、第2の表面は、最内であり、包装するべき品物に面している表面である。
【0080】
別の態様では、本発明は、切った植物、例えば花または(野菜、果物およびサラダを含めて)食料の包装において本明細書に記載されるような通気性フィルムとしての使用を提供し、特に前記包装が、フィルムを蓋用フィルムとして含み、さらに入れ物を含む。
【0081】
別の態様では、本発明は、切った植物、例えば花または(野菜、果物およびサラダを含めて)食料を収容する入れ物、ならびに本明細書で定義するポリマーフィルムから形成された蓋を含むシール容器を提供する。
【0082】
別の態様では、本発明は、切った植物、例えば花または(野菜、果物およびサラダを含めて)食料を含む包装されたシール製品であって、食品の周りにシールを行うまたは形成する包装が、本明細書で定義するようにそれ自体にヒートシールする複合フィルムである包装されたシール製品を提供する。
【0083】
本発明のポリマーフィルムは、電子レンジまたは通常のオーブンで温めることができる即席食品、例えば調理済みの食品の包装用に使用することもできる。フィルムは、このような製品用の包装の全部または実質的に全部を構成することができ、あるいは包装全体の一部分のみとすることもできる。例えば、フィルムは、食物を中にまたは上に配置する入れ物上に、ヒートシールされた蓋を形成することができる。料理の期間中に、水蒸気を食物から追い出される。本発明の通気性フィルムによって、料理の期間中に生成する蒸気が、容器(「容器」という用語は、シール蓋および入れ物を指す)から出ていくことが可能になる。これによって、容器内の圧力の増大、およびフィルム蓋の断片が容器の内容物を汚染する恐れがあるフィルム蓋の破損の危険を回避する。オーブンで使用できる調理済みの食物容器用の通常のフィルム蓋は、一般に使用者が蓋に穴を開けて、これを防ぐ必要があった。しかし、その容器中の食物を温める前に蓋に穴を開ける必要性が、しばしば忘れられ、または使用者に理解されていない。これらの問題に対処する先の自己換気型フィルムには、特許文献15、特許文献16、および特許文献17に開示するものが含まれる。本発明の自己換気型通気性フィルムは、これらのタイプの用途では既存の蓋の問題となる恐れがある食料の全体積にわたって均一な加熱を促すという点でも有利である。入れ物は、APET/CPETトレー(非晶質ポリエチレンテレフタレート層を結晶質ポリエチレンテレフタレート層上に有する複合材料)とすることができる。他の適切なタイプの入れ物には、箔トレー(特にアルミニウム箔トレー)、金属蒸着トレー、およびPETでコーティングされたカートン用板紙または板紙から形成されたトレーが含まれる。金属蒸着した[特にフラッシュ金属蒸着した(flash−metallised)]PETカートン用板紙から形成されたトレーが、特に有用である。例えば、約0.01から4.0の範囲の光学密度に金属蒸着し、カートン用板紙に積層したPETから、トレーを製造することができる。一実施形態では、トレーは、参照により本明細書に組み込まれる特許文献18、特許文献19、または特許文献20に開示されるものなどの材料から作製されたサセプタ・トレー(susceptor tray)、あるいはこれらの文献の開示に従って製造されたサセプタ・トレーである。望ましくは、標準的なAPET/CPETトレーをシールする場合のヒートシール強度は、本明細書に記載するように測定して、300から1800g/25mmの範囲である。ヒートシール強度は、標準的なAPET/CPETトレーをシールする場合、少なくとも400、好ましくは少なくとも600、好ましくは少なくとも700、より好ましくは少なくとも800g/25mmであることが好ましい。好ましくは、コーティングされたフィルムのAPET/CPETトレーへのヒートシール強度は、800〜1500g/25mm、好ましくは800〜1200g/25mmの範囲である。フィルムの入れ物へのシールを、本明細書に記載する技法によって行う。
【0084】
別の態様では、本発明は、オーブンで使用できる食品用の包装として、特にさらに入れ物を含む、オーブンで使用できる食品の包装における蓋としての、本明細書に記載するフィルムの使用を提供する。
【0085】
別の態様では、本発明は、オーブンで使用できる食品の包装における自己換気型フィルムとして、特にさらに入れ物を含む、オーブンで使用できる食品の包装における自己換気型蓋としての、本明細書に記載するフィルムの使用を提供する。
【0086】
別の態様では、本発明は、包装が本明細書で定義するフィルムを含み、特に前記包装が本発明のフィルムを自己換気型蓋として含み、さらに入れ物を含む、オーブンで使用できる包装された食品を提供する。
【0087】
以下の試験方法を用いて、ポリマーフィルムの特性を決定することができる。
【0088】
(i)フィルムの透明性は、ASTM D−1003−61に従って、ガードナー(Gardner)XL 211ヘイズメーターを使用して、フィルムの全厚を通して全光線透過率(TLT)、およびヘイズ(haze、散乱透過可視光%)を測定することによって評価することができる。
【0089】
(ii)ヒートシール可能層のそれ自体に対するヒートシール強度は、2つのポリエステルフィルム試料のヒートシール可能層を一緒に配置し、275kPa(40psi)の加圧下、140℃で1秒間加熱することによって測定する。シールされたフィルムを室温に冷却し、シール複合物を幅25mmの細片に切断する。ヒートシール強度は、フィルムの層を4.23mm/秒の一定速度で剥ぎ取るのに線張力下で必要とされたシールの単位幅あたりの力を測定することによって決定する。
【0090】
(iii)標準的なAPET/CPETトレーに対するヒートシール強度を、以下の手順によって測定する。コーティングされたフィルムは、Microseal PA 201[Packaging Automation Ltd、英国(England)]トレー・シーラー(tray sealer)を使用して、コーティング層を用いて標準的なAPET/CPETトレーに温度180℃、圧力80psiで1秒間シールした。シールされたフィルムおよびトレーの細片(25mm)を、シールに対して90°で切断し、シールを剥ぎ取るのに必要とされた負荷を、クロスヘッド速度(crosshead speed)0.2m/分で操作するInstron Model 4301を使用して測定した。手順を繰返し、5つの結果の平均値を算出した。
【0091】
(iv)離層結合強さを以下の手順によって測定した。直定規(straight edge)、および較正試料切断装置(calibrated sample cutter、25mm±0.5mm)を使用して、最低の長さ100mmのラミネートの細片5個を切り取った。積層させた層間の剥離を各試料の一端から開始し、ラミネートが長さ約40mmの距離にわたって剥離した。各試料は、Instronモデル4464材料試験機を使用して、ゴム製顎面をもつ空気圧作用グリップを用いて試験した。クロスヘッド速度は50mm/分であった。試料をInstron顎器に挿入し、1層を固定顎器で締め、残りの半分を可動顎器で締めて、各層の等量を各顎器に保持して、ラミネートが均等に剥離することが可能になるようにした。装置によって、10mmと50mmとの間の各試料の平均剥離強さを記録し、ラミネートの接着強さを5つの試料平均値として単位g/25mmで示した。
【0092】
(v)水蒸気透過速度は、Lyssy Water Vapor Permeation Testerモデル番号L80 400Jを使用して測定した。試験試料は、テンプレート(100×110mm)の周囲を切断することによって調製した。正しいサイズに切断すると、試料を、油圧プレス中に圧力2トンで約5分間置くことによって、Lyssyの標準試料ホルダーカード(standard Lyssy sample holder card)にシールした。
【0093】
試験を行う前に、標準の19ミクロンおよび36ミクロンのPETフィルム[Melinex(登録商標)S;DuPont Teijin Films;融点248℃;23℃における相対密度1.40]を使用して装置を較正した。調整用チャンバと測定用チャンバを離しておくために、試料の試験の合間に不透過性箔のラミネートを使用した。試料の切り替え中に、決して測定チャンバが直接調整用チャンバに暴露されないように、試験片、およびその箔層を互いの上に置いた。
【0094】
試験を、温度38℃、相対湿度90%で実施した。連続する結果の変化が2%未満になると平衡に達し、装置の印刷出力にアスタリスクで示した。g/m2/日で示す水蒸気透過速度を、5個の連続したアスタリスクが印刷出力に見られたとき記録する。
【0095】
(vi)酸素透過度は、通常の技法を使用してMocon 1050(Modem Controls Inc.)試験機器で決定した。フィルムの試料を、バックグラウンドの読取りを得ることができるように窒素キャリヤガス(水素1%含有)をシートの上と下に流しながら機器に配置した。シート上の窒素を酸素で置換し、シートを透過することができる酸素量を、センサを使用することによって、キャリヤガス中で測定した。
【0096】
(vii)遮断層の溶解性は、フィルムを脱イオン水に80℃で2分間浸したとき溶解する層の分率として測定する。したがって、完全に非水溶性の遮断層の場合は、溶解する層の分率は0である。手順は以下のとおりである。フィルム試料(200cm2)を計量し、次いで撹拌しながら脱イオン水1リットルに80℃で2分間浸す。次いで、フィルム試料を、オーブン中、120℃で10分間乾燥する。次いで、処理後のフィルム試料の重量を測定する。次いで、処理する前のコーティングされたフィルムの重量は既知であるので、遮断層断片の重量を算出することができる。
【0097】
(viii)自己換気性を、フィルムがトレーの少なくとも片側で破壊するのに必要とされた時間(単位、秒)として測定する。この時間は、破裂時間と呼ばれることがある。フィルムを、脱イオン水50cm3を含有するポリプロピレントレー(面積:16.5cm×12.5cm、深さ:3.5cm)に150℃、5.5バールで1秒間ヒートシールする。次いで、シールされたトレーを出力900Wの電子レンジに入れ、10分間硬化(set up)する。直径1cmの穴を有するフィルムは10分間では破壊しないが、PPトレーにヒートシールされた穿孔のないフィルムは、40〜50秒後に破裂する。
【0098】
本発明の好ましい態様を以下に示す。
[1]
第1および第2の表面を有する穿孔ポリマー基材層、ならびに基材層の表面上に被着させた無穿孔遮断層を含む通気性のヒートシール可能な複合フィルムであって、
(i)無穿孔遮断層の厚さが、約12μm以下であり、
(ii)穿孔基材層が、穿孔度約0.1から約78%であり、穿孔が、0.05と1.5mmとの間の平均直径を有する
ことを特徴とするフィルム。
[2]
無穿孔遮断層は、ガス状の水および酸素に対して透過性であることを特徴とする[1]に記載のフィルム。
[3]
無穿孔遮断層は、ポリエステル、ポリオレフィン、またはコポリエステルエーテル層を含むことを特徴とする[1]または[2]に記載のフィルム。
[4]
穿孔の平均直径は、0.1と1.5mmとの間であることを特徴とする[1]、[2]、または[3]に記載のフィルム。
[5]
無穿孔層を基材の第1の表面上に被着させることを特徴とする[1]、[2]、[3]、または[4]に記載のフィルム。
[6]
無穿孔層の厚さは、8μm以下であることを特徴とする前記のいずれかに記載のフィルム。
[7]
無穿孔層の厚さは、5μm以下であることを特徴とする前記のいずれかに記載のフィルム。
[8]
穿孔基材層は、(25mm)2当たり25と400との間の穿孔を有することを特徴とする前記のいずれかに記載のフィルム。
[9]
平均穿孔直径は、0.3から1.0mmであることを特徴とする前記のいずれかに記載のフィルム。
[10]
穿孔度は、約10から約50%であることを特徴とする前記のいずれかに記載のフィルム。
[11]
基材層は、コポリエステルエーテルであることを特徴とする前記のいずれかに記載のフィルム。
[12]
基材は、ポリエステルを含むことを特徴とする[1]から[10]のいずれかに記載のフィルム。
[13]
基材は、ポリエチレンテレフタレートを含むことを特徴とする[12]に記載のフィルム。
[14]
基材層は、ヒートシール可能層であることを特徴とする前記のいずれかに記載のフィルム。
[15]
基材層の第2の表面上に被着させた穿孔ヒートシール可能層が存在することを特徴とする[1]から[13]のいずれかに記載のフィルム。
[16]
ヒートシール可能層は、エチレングリコール、テレフタル酸、およびイソフタル酸から誘導されるコポリエステルであり、好ましくはテレフタル酸成分とイソフタル酸成分のモル比は、65:35から85:15の範囲であり、より好ましくは約82:18であることを特徴とする[15]に記載のフィルム。
[17]
ヒートシール可能層は、テレフタル酸、エチレングリコール、および1,4−シクロヘキサンジメタノールから誘導されるコポリエステルであり、好ましくは1,4−シクロヘキサンジメタノールとエチレングリコールのモル比は、30:70から35:65の範囲であり、より好ましくは約33:67であることを特徴とする[15]に記載のフィルム。
[18]
ヒートシール可能層は、芳香族ジカルボン酸、脂肪族ジカルボン酸、および化学量論量の1つまたは複数のグリコールから誘導されるコポリエステルであり、コポリエステル中の前記芳香族ジカルボン酸の濃度は、コポリエステルの全ジカルボン酸成分に対して50から55モル%の範囲であり、コポリエステル中の前記脂肪族ジカルボン酸の濃度は、コポリエステルの全ジカルボン酸成分に対して45から50モル%の範囲であることを特徴とする[15]に記載のフィルム。
[19]
前記芳香族ジカルボン酸は、テレフタル酸であり、前記脂肪族ジカルボン酸は、セバシン酸、アジピン酸、およびアゼライン酸から選択され、グリコール成分は、エチレン、またはブチレングリコールであることを特徴とする[18]に記載のフィルム。
[20]
フィルムは、6%未満のヘイズを示すことを特徴とする前記のいずれかに記載のフィルム。
[21]
フィルムは、少なくとも80%の全光線透過率を示すことを特徴とする前記のいずれかに記載のフィルム。
[22]
通気性のヒートシール可能な複合フィルムの製造方法であって、
(a)第1および第2の表面を有するポリマー基材層、ならびに場合によっては基材の第2の表面上に被着させた不連続なヒートシール可能層を提供するステップと、
(b)前記基材、さらに前記不連続なヒートシール可能層が存在する場合はそれも穿孔するステップと、
(c)無穿孔遮断層を基材の表面上に提供するステップと
を含み、
(i)無穿孔層の厚さが約12μm以下であり、
(ii)穿孔基材層の穿孔度が約0.1から約78%であり、穿孔の平均直径が0.05と1.5mmとの間である
ことを特徴とする方法。
[23]
無穿孔層および/または基材層は、請求項1から21のいずれかに記載されるものであることを特徴とする[22]に記載の方法。
[24]
無穿孔層を穿孔基材に積層することを特徴とする[22]に記載の方法。
[25]
接着剤組成物を、スプレー溶融コーティングによって、無穿孔層または基材の第1の表面の一方または両方に塗布することを特徴とする[24]に記載の方法。
[26]
接着剤組成物は、エチレンビニルアルコールを含むことを特徴とする[25]に記載の方法。
[27]
無穿孔層を、押出コーティングによって基材上に設けることを特徴とする[21]に記載の方法。
[28]
無穿孔層の厚さは、8μm以下であることを特徴とする[22]から[27]のいずれかに記載の方法。
[29]
切った植物の包装における、[1]から[21]のいずれかに記載のフィルムの通気性フィルムとしての使用。
[30]
蓋用フィルムおよび入れ物を含む前記包装における、[29]に記載のフィルムの蓋用フィルムとしての使用。
[31]
切った植物を収容する入れ物、および[1]から[21]のいずれかに記載のポリマーフィルムから形成された蓋を含むことを特徴とするシール容器。
[32]
オーブンで使用できる食品の包装における、[1]から[21]のいずれかに記載のフィルムの自己換気型フィルムとしての使用。
[33]
オーブンで使用できる食品の、入れ物をさらに含む包装における、[32]に記載のフィルムの自己換気型蓋としての使用。
【0099】
図1および2を参照することにより、本発明を説明する。
【0100】
本発明を以下の実施例によってさらに説明する。実施例は、例示の目的のものにすぎず、上記に記述する本発明を限定するものではないことが理解されよう。詳細な修正形態を、本発明の範囲から逸脱することなく行うことができる。
【0101】
(比較例1)
市販の気体透過性延伸ポリプロピレン(OPP;Danisco(商標)35PA−180)(厚さ35μm、穿孔数180/m2、穿孔直径125μm)を、ただ1つの穿孔を有する領域、および無穿孔の領域におけるその水蒸気透過速度(WVTR)について分析した。その結果を表1に示す。
【0102】
(比較例2)
気体透過性フィルムDanisco(商標)35PA−260(厚さ35μm、穿孔数260/m2、穿孔直径250μm)について、比較例1の分析を繰り返した。その結果を表1に示す。
【0103】
【表1】
【0104】
表1のデータは、穿孔の領域では、穿孔フィルムのWVTRは、無穿孔フィルムの場合と同じ大きさの桁であることを実証している。さらに、試験した2枚のフィルムでは、穿孔数はほぼ50%の増加、併せて穿孔直径は2倍の増大であるが、WVTRは2倍未満しか増加していない。したがって、穿孔の単層延伸ポリプロピレンフィルムは、透湿性の点から通気性でないだけでなく、穿孔もほとんど影響を与えない。
【実施例1】
【0105】
ポリエチレンテレフタレートを含むポリマー組成物を溶融押出し、冷却した回転ドラム上に流延し、押出方向にその元の寸法の約3倍に延伸した。フィルムを温度100℃の幅出オーブンに送り、そこでフィルムを側方方向にその元の寸法の約3倍に延伸した。二軸延伸フィルムを、通常の手段によって温度約230℃でヒートセット(heat−set)した。最終フィルムの全厚は3μmであった。フィルムは、ヘイズが5%の透明なフィルムであった。フィルムのWVTRを測定すると、104g/m2/日であった。
【0106】
厚さ20μmの透明でヒートシール可能な二軸延伸ポリプロピレンフィルム[UCB Films、英国ウィグトン(Wigton、UK)]を、本明細書に記載する装置を使用して穿孔して、平均直径0.7mmで穿孔数360/(25mm)2を得た。
【0107】
本明細書に記載する手順に従って、ポリエステルフィルムに、EVA接着剤[BAM301、Beardow & Adams Ltd、英国ミルトンキーンズ(Milton Keynes、UK)]をコーティング重量1.5g/m2でスプレー溶融コーティングし、次いでこの2枚のフィルムを加熱されたニップローラに通すことによって穿孔ポリプロピレンフィルムに積層した。最終フィルムのWVTRは、94g/m2/日であった。
【実施例2】
【0108】
無穿孔ポリエステルフィルムの厚さが1.2μmである点以外は、実施例1の手順を繰り返した。最終積層フィルムのWVTRは、240g/m2/日であった。
【実施例3】
【0109】
ポリプロピレンフィルムを、以下のとおり調製した透明ポリエチレンテレフタレート基材層とヒートシール可能なコポリエステル層とを含む2層ポリエステルフィルムに代える点以外は、実施例1の手順を繰り返した。
【0110】
ポリエチレンテレフタレートを含むポリマー組成物を押出し、冷却した回転ドラム上に流延し、押出方向にその元の寸法の約3倍に延伸した。フィルムを温度100℃の幅出オーブンに送り、そこでフィルムを側方方向にその元の寸法の約3倍に延伸した。二軸延伸フィルムを、通常の手段によって温度約230℃でヒートセットした。次いで、ヒートセットされたフィルムに、オフラインで通常のコーティング手段を使用して、アゼライン酸/テレフタル酸/エチレングリコール(45/55/100)のコポリエステルをコーティングして、乾燥コーティング厚さ2μmを得た。フィルム全厚は25μmであった。
【0111】
最終積層フィルムのWVTRは78g/m2/日であった。
【実施例4】
【0112】
ポリプロピレンフィルムを、以下のとおり調製した透明ポリエチレンテレフタレート基材層とヒートシール可能なコポリエステル層とを含む2層ポリエステルフィルムに代える点以外は、実施例1の手順を繰り返した。
【0113】
ポリエチレンテレフタレートを含むポリマー組成物を、テレフタル酸/イソフタル酸/エチレングリコール(82/18/100)を含むコポリエステルと同時押出しし、冷却した回転ドラム上に流延し、押出方向にその元の寸法の約3倍に延伸した。フィルムを温度100℃の幅出オーブンに送り、そこでフィルムを側方方向にその元の寸法の約3倍に延伸した。二軸延伸フィルムを、通常の手段によって温度約230℃でヒートセットした。最終フィルムの全厚は23μmであった。ヒートシール可能層は、厚さが約4μmであった。
【実施例5】
【0114】
23μmのポリエステルフィルム[Mylar(登録商標)800]を、実施例1に記載するように穿孔し、次いで通常の押出コーティング装置を使用して、9μmのコポリエステルエーテルエラストマー層[Arnitel(登録商標)EM 400、DSM、英国(UK)]で押出コーティングして、WVTRが130g/m2/日のヒートシール可能なフィルムを得た。このフィルムでA4サイズの袋(21cm×30cm)を作製し、そこに約150gmの新鮮なブロッコリーを入れた。次いで、袋を空気中でシールし、冷蔵庫に3℃で5日間置いた。対照として、25μmの無穿孔単層OPPフィルム[UCB、英国ウィグトン(Wigton、UK)]を使用して、同様のサイズの袋を作製した。
5日後、袋を冷蔵庫から取り出し、シールされた袋に隔膜(septum)を接着して、袋内の揮発性物質の分析を可能にした。200mLの気体試料をシリンジで取り出し、Perkin Elmer Automatic Thermal 脱着装置によって分析した。検出された揮発性物質、およびその存在量を表2に示す。揮発性物質が、質量スペクトルを生成するには低すぎるレベルであるが、鼻でならその存在が検出できるようなレベルで存在する場合、揮発性物質を「微量」と記録した。
【0115】
【表2】
【0116】
結果は、本発明によるフィルムが、より少ない有機揮発性物質しか生成していないだけでなく、生成する場合にはさらに低レベルでしか存在していないという点で、通常のプラスチック材料に比べて優れていることを明らかに示している。本発明者らは特定の理論に拘泥されるものではないが、本発明の水透過性のフィルム構造によって、分解生成物など生成する揮発性物質が、キャリアまたは溶媒として働く蒸散水とともに袋から追い出されることが可能になると考えられる。以前の研究では、このような結果を実現するためにはモレキュラーシーブまたは吸着剤を含むことが必要であった。
【特許請求の範囲】
【請求項1】
第1および第2の表面を有する穿孔ポリマー基材層、ならびに基材層の表面上に被着させた無穿孔遮断層を含む通気性のヒートシール可能な複合フィルムであって、
(i)無穿孔遮断層の厚さが、12μm以下であり、
(ii)穿孔基材層が、穿孔度0.1から78%であり、穿孔が、0.05と1.5mmとの間の平均直径を有し、
(iii)無穿孔遮断層がポリエステル層を含み、
(iv)無穿孔遮断層がガス状の水に対して透過性であり、かつ
(v)前記複合フィルムが少なくとも60g/m2/日の水蒸気透過速度(WVTR)を有する
ことを特徴とするフィルム。
【請求項2】
無穿孔遮断層は、ガス状の水および酸素に対して透過性であることを特徴とする請求項1に記載のフィルム。
【請求項3】
前記複合フィルムが少なくとも90g/m2/日の水蒸気透過度(WVTR)を有することを特徴とする請求項1又は2記載のフィルム。
【請求項4】
穿孔の平均直径は、0.1と1.5mmとの間であることを特徴とする請求項1、2、または3に記載のフィルム。
【請求項5】
無穿孔層を基材の第1の表面上に被着させることを特徴とする請求項1、2、3、または4に記載のフィルム。
【請求項6】
無穿孔層の厚さは、8μm以下であることを特徴とする前記請求項のいずれかに記載のフィルム。
【請求項7】
無穿孔層の厚さは、5μm以下であることを特徴とする前記請求項のいずれかに記載のフィルム。
【請求項8】
穿孔基材層は、(25mm)2当たり25と400との間の穿孔を有することを特徴とする前記請求項のいずれかに記載のフィルム。
【請求項9】
平均穿孔直径は、0.3から1.0mmであることを特徴とする前記請求項のいずれかに記載のフィルム。
【請求項10】
穿孔度は、10から50%であることを特徴とする前記請求項のいずれかに記載のフィルム。
【請求項11】
基材層は、コポリエステルエーテルであることを特徴とする前記請求項のいずれかに記載のフィルム。
【請求項12】
基材は、ポリエステルを含むことを特徴とする請求項1から10のいずれかに記載のフィルム。
【請求項13】
基材は、ポリエチレンテレフタレートを含むことを特徴とする請求項12に記載のフィルム。
【請求項14】
基材層は、ヒートシール可能層であることを特徴とする前記請求項のいずれかに記載のフィルム。
【請求項15】
基材層の第2の表面上に被着させた穿孔ヒートシール可能層が存在することを特徴とする請求項1から13のいずれかに記載のフィルム。
【請求項16】
ヒートシール可能層は、エチレングリコール、テレフタル酸、およびイソフタル酸から誘導されるコポリエステルであることを特徴とする請求項15に記載のフィルム。
【請求項17】
ヒートシール可能層は、エチレングリコール、テレフタル酸、およびイソフタル酸から誘導されるコポリエステルであり、テレフタル酸成分とイソフタル酸成分のモル比が、65:35から85:15の範囲であることを特徴とする請求項15に記載のフィルム。
【請求項18】
ヒートシール可能層は、エチレングリコール、テレフタル酸、およびイソフタル酸から誘導されるコポリエステルであり、テレフタル酸成分とイソフタル酸成分のモル比が、82:18であることを特徴とする請求項15に記載のフィルム。
【請求項19】
ヒートシール可能層は、テレフタル酸、エチレングリコール、および1,4−シクロヘキサンジメタノールから誘導されるコポリエステルであることを特徴とする請求項15に記載のフィルム。
【請求項20】
ヒートシール可能層は、テレフタル酸、エチレングリコール、および1,4−シクロヘキサンジメタノールから誘導されるコポリエステルであり、1,4−シクロヘキサンジメタノールとエチレングリコールのモル比が、30:70から35:65の範囲であることを特徴とする請求項15に記載のフィルム。
【請求項21】
ヒートシール可能層は、テレフタル酸、エチレングリコール、および1,4−シクロヘキサンジメタノールから誘導されるコポリエステルであり、1,4−シクロヘキサンジメタノールとエチレングリコールのモル比が、33:67であることを特徴とする請求項15に記載のフィルム。
【請求項22】
ヒートシール可能層は、芳香族ジカルボン酸、脂肪族ジカルボン酸、および化学量論量の1つまたは複数のグリコールから誘導されるコポリエステルであり、コポリエステル中の前記芳香族ジカルボン酸の濃度は、コポリエステルの全ジカルボン酸成分に対して50から55モル%の範囲であり、コポリエステル中の前記脂肪族ジカルボン酸の濃度は、コポリエステルの全ジカルボン酸成分に対して45から50モル%の範囲であることを特徴とする請求項15に記載のフィルム。
【請求項23】
前記芳香族ジカルボン酸は、テレフタル酸であり、前記脂肪族ジカルボン酸は、セバシン酸、アジピン酸、およびアゼライン酸から選択され、グリコール成分は、エチレン、またはブチレングリコールであることを特徴とする請求項22に記載のフィルム。
【請求項24】
フィルムは、6%未満のヘイズを示すことを特徴とする前記請求項のいずれかに記載のフィルム。
【請求項25】
フィルムは、少なくとも80%の全光線透過率を示すことを特徴とする前記請求項のいずれかに記載のフィルム。
【請求項26】
通気性のヒートシール可能な複合フィルムの製造方法であって、
(a)第1および第2の表面を有するポリマー基材層、ならびに場合によっては基材の第2の表面上に被着させた不連続なヒートシール可能層を提供するステップと、
(b)前記基材、さらに前記不連続なヒートシール可能層が存在する場合はそれも穿孔するステップと、
(c)無穿孔遮断層を基材の表面上に提供するステップと
を含み、
(i)無穿孔層の厚さが12μm以下であり、
(ii)穿孔基材層の穿孔度が0.1から78%であり、穿孔の平均直径が0.05と1.5mmとの間であり、
(iii)無穿孔遮断層がポリエステル層を含み、
(iv)無穿孔遮断層がガス状の水に対して透過性であり、
(v)前記複合フィルムが少なくとも60g/m2/日の水蒸気透過速度(WVTR)を有する
ことを特徴とする方法。
【請求項27】
無穿孔層および/または基材層は、請求項1から25のいずれかに記載されるものであることを特徴とする請求項26に記載の方法。
【請求項28】
無穿孔層を穿孔基材に積層することを特徴とする請求項26に記載の方法。
【請求項29】
接着剤組成物を、スプレー溶融コーティングによって、無穿孔層または基材の第1の表面の一方または両方に塗布することを特徴とする請求項28に記載の方法。
【請求項30】
接着剤組成物は、エチレンビニルアルコールを含むことを特徴とする請求項29に記載の方法。
【請求項31】
無穿孔層を、押出コーティングによって基材上に設けることを特徴とする請求項25に記載の方法。
【請求項32】
無穿孔層の厚さは、8μm以下であることを特徴とする請求項26から31のいずれかに記載の方法。
【請求項33】
切った植物の包装における、請求項1から25のいずれかに記載のフィルムの通気性フィルムとしての使用。
【請求項34】
蓋用フィルムおよび入れ物を含む前記包装における、請求項33に記載のフィルムの蓋用フィルムとしての使用。
【請求項35】
切った植物を収容する入れ物、および請求項1から25のいずれかに記載のポリマーフィルムから形成された蓋を含むことを特徴とするシール容器。
【請求項36】
オーブンで使用できる食品の包装における、請求項1から25のいずれかに記載のフィルムの自己換気型フィルムとしての使用。
【請求項37】
オーブンで使用できる食品の、入れ物をさらに含む包装における、請求項36に記載のフィルムの自己換気型蓋としての使用。
【請求項1】
第1および第2の表面を有する穿孔ポリマー基材層、ならびに基材層の表面上に被着させた無穿孔遮断層を含む通気性のヒートシール可能な複合フィルムであって、
(i)無穿孔遮断層の厚さが、12μm以下であり、
(ii)穿孔基材層が、穿孔度0.1から78%であり、穿孔が、0.05と1.5mmとの間の平均直径を有し、
(iii)無穿孔遮断層がポリエステル層を含み、
(iv)無穿孔遮断層がガス状の水に対して透過性であり、かつ
(v)前記複合フィルムが少なくとも60g/m2/日の水蒸気透過速度(WVTR)を有する
ことを特徴とするフィルム。
【請求項2】
無穿孔遮断層は、ガス状の水および酸素に対して透過性であることを特徴とする請求項1に記載のフィルム。
【請求項3】
前記複合フィルムが少なくとも90g/m2/日の水蒸気透過度(WVTR)を有することを特徴とする請求項1又は2記載のフィルム。
【請求項4】
穿孔の平均直径は、0.1と1.5mmとの間であることを特徴とする請求項1、2、または3に記載のフィルム。
【請求項5】
無穿孔層を基材の第1の表面上に被着させることを特徴とする請求項1、2、3、または4に記載のフィルム。
【請求項6】
無穿孔層の厚さは、8μm以下であることを特徴とする前記請求項のいずれかに記載のフィルム。
【請求項7】
無穿孔層の厚さは、5μm以下であることを特徴とする前記請求項のいずれかに記載のフィルム。
【請求項8】
穿孔基材層は、(25mm)2当たり25と400との間の穿孔を有することを特徴とする前記請求項のいずれかに記載のフィルム。
【請求項9】
平均穿孔直径は、0.3から1.0mmであることを特徴とする前記請求項のいずれかに記載のフィルム。
【請求項10】
穿孔度は、10から50%であることを特徴とする前記請求項のいずれかに記載のフィルム。
【請求項11】
基材層は、コポリエステルエーテルであることを特徴とする前記請求項のいずれかに記載のフィルム。
【請求項12】
基材は、ポリエステルを含むことを特徴とする請求項1から10のいずれかに記載のフィルム。
【請求項13】
基材は、ポリエチレンテレフタレートを含むことを特徴とする請求項12に記載のフィルム。
【請求項14】
基材層は、ヒートシール可能層であることを特徴とする前記請求項のいずれかに記載のフィルム。
【請求項15】
基材層の第2の表面上に被着させた穿孔ヒートシール可能層が存在することを特徴とする請求項1から13のいずれかに記載のフィルム。
【請求項16】
ヒートシール可能層は、エチレングリコール、テレフタル酸、およびイソフタル酸から誘導されるコポリエステルであることを特徴とする請求項15に記載のフィルム。
【請求項17】
ヒートシール可能層は、エチレングリコール、テレフタル酸、およびイソフタル酸から誘導されるコポリエステルであり、テレフタル酸成分とイソフタル酸成分のモル比が、65:35から85:15の範囲であることを特徴とする請求項15に記載のフィルム。
【請求項18】
ヒートシール可能層は、エチレングリコール、テレフタル酸、およびイソフタル酸から誘導されるコポリエステルであり、テレフタル酸成分とイソフタル酸成分のモル比が、82:18であることを特徴とする請求項15に記載のフィルム。
【請求項19】
ヒートシール可能層は、テレフタル酸、エチレングリコール、および1,4−シクロヘキサンジメタノールから誘導されるコポリエステルであることを特徴とする請求項15に記載のフィルム。
【請求項20】
ヒートシール可能層は、テレフタル酸、エチレングリコール、および1,4−シクロヘキサンジメタノールから誘導されるコポリエステルであり、1,4−シクロヘキサンジメタノールとエチレングリコールのモル比が、30:70から35:65の範囲であることを特徴とする請求項15に記載のフィルム。
【請求項21】
ヒートシール可能層は、テレフタル酸、エチレングリコール、および1,4−シクロヘキサンジメタノールから誘導されるコポリエステルであり、1,4−シクロヘキサンジメタノールとエチレングリコールのモル比が、33:67であることを特徴とする請求項15に記載のフィルム。
【請求項22】
ヒートシール可能層は、芳香族ジカルボン酸、脂肪族ジカルボン酸、および化学量論量の1つまたは複数のグリコールから誘導されるコポリエステルであり、コポリエステル中の前記芳香族ジカルボン酸の濃度は、コポリエステルの全ジカルボン酸成分に対して50から55モル%の範囲であり、コポリエステル中の前記脂肪族ジカルボン酸の濃度は、コポリエステルの全ジカルボン酸成分に対して45から50モル%の範囲であることを特徴とする請求項15に記載のフィルム。
【請求項23】
前記芳香族ジカルボン酸は、テレフタル酸であり、前記脂肪族ジカルボン酸は、セバシン酸、アジピン酸、およびアゼライン酸から選択され、グリコール成分は、エチレン、またはブチレングリコールであることを特徴とする請求項22に記載のフィルム。
【請求項24】
フィルムは、6%未満のヘイズを示すことを特徴とする前記請求項のいずれかに記載のフィルム。
【請求項25】
フィルムは、少なくとも80%の全光線透過率を示すことを特徴とする前記請求項のいずれかに記載のフィルム。
【請求項26】
通気性のヒートシール可能な複合フィルムの製造方法であって、
(a)第1および第2の表面を有するポリマー基材層、ならびに場合によっては基材の第2の表面上に被着させた不連続なヒートシール可能層を提供するステップと、
(b)前記基材、さらに前記不連続なヒートシール可能層が存在する場合はそれも穿孔するステップと、
(c)無穿孔遮断層を基材の表面上に提供するステップと
を含み、
(i)無穿孔層の厚さが12μm以下であり、
(ii)穿孔基材層の穿孔度が0.1から78%であり、穿孔の平均直径が0.05と1.5mmとの間であり、
(iii)無穿孔遮断層がポリエステル層を含み、
(iv)無穿孔遮断層がガス状の水に対して透過性であり、
(v)前記複合フィルムが少なくとも60g/m2/日の水蒸気透過速度(WVTR)を有する
ことを特徴とする方法。
【請求項27】
無穿孔層および/または基材層は、請求項1から25のいずれかに記載されるものであることを特徴とする請求項26に記載の方法。
【請求項28】
無穿孔層を穿孔基材に積層することを特徴とする請求項26に記載の方法。
【請求項29】
接着剤組成物を、スプレー溶融コーティングによって、無穿孔層または基材の第1の表面の一方または両方に塗布することを特徴とする請求項28に記載の方法。
【請求項30】
接着剤組成物は、エチレンビニルアルコールを含むことを特徴とする請求項29に記載の方法。
【請求項31】
無穿孔層を、押出コーティングによって基材上に設けることを特徴とする請求項25に記載の方法。
【請求項32】
無穿孔層の厚さは、8μm以下であることを特徴とする請求項26から31のいずれかに記載の方法。
【請求項33】
切った植物の包装における、請求項1から25のいずれかに記載のフィルムの通気性フィルムとしての使用。
【請求項34】
蓋用フィルムおよび入れ物を含む前記包装における、請求項33に記載のフィルムの蓋用フィルムとしての使用。
【請求項35】
切った植物を収容する入れ物、および請求項1から25のいずれかに記載のポリマーフィルムから形成された蓋を含むことを特徴とするシール容器。
【請求項36】
オーブンで使用できる食品の包装における、請求項1から25のいずれかに記載のフィルムの自己換気型フィルムとしての使用。
【請求項37】
オーブンで使用できる食品の、入れ物をさらに含む包装における、請求項36に記載のフィルムの自己換気型蓋としての使用。
【図1】

【図2】
【図2】
【公開番号】特開2012−76466(P2012−76466A)
【公開日】平成24年4月19日(2012.4.19)
【国際特許分類】
【出願番号】特願2012−557(P2012−557)
【出願日】平成24年1月5日(2012.1.5)
【分割の表示】特願2006−520019(P2006−520019)の分割
【原出願日】平成16年7月16日(2004.7.16)
【出願人】(300038826)デュポン テイジン フィルムズ ユー.エス.リミテッド パートナーシップ (36)
【Fターム(参考)】
【公開日】平成24年4月19日(2012.4.19)
【国際特許分類】
【出願日】平成24年1月5日(2012.1.5)
【分割の表示】特願2006−520019(P2006−520019)の分割
【原出願日】平成16年7月16日(2004.7.16)
【出願人】(300038826)デュポン テイジン フィルムズ ユー.エス.リミテッド パートナーシップ (36)
【Fターム(参考)】
[ Back to top ]