
自立充填パウチ

【課題】ヘッドスペース部の上部を封止するトップシール部の剛性を高め、ヘッドスペース部の変形を可及的に小さくし得る自立充填パウチおよびその製造方法を提供する。
【解決手段】ヘッドスペース部Hの上部を封止するトップシール部40をパウチ本体内部側の内側縁に沿って折り曲げて剛性を高めるもので、ヒートシールした後に、ヒートシールの余熱でフィルムが軟化している状態で、トップシール部40を折り曲げる。
【解決手段】ヘッドスペース部Hの上部を封止するトップシール部40をパウチ本体内部側の内側縁に沿って折り曲げて剛性を高めるもので、ヒートシールした後に、ヒートシールの余熱でフィルムが軟化している状態で、トップシール部40を折り曲げる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、内容物が充填された自立充填パウチのヘッドスペース部の形状保持技術に関する。
【背景技術】
【0002】
従来のこの種の自立充填パウチとしては、たとえば特許文献1に記載のようなスタンディングパウチが知られている。このスタンディングパウチは、平面形態のパウチ本体内に充填される内容物の圧力によって、パウチ本体を構成するフィルムが前後に膨らみ、底部が前後に開いて立姿勢の状態に保持される。
しかし、その立ち姿を見ると、内容物が入っている部分は張りのある立体的な形状に保たれているが、上部のヘッドスペース部は張りがなく、不規則に折れ曲がっている。そのため、店頭での立ち姿が悪い上、持ちにくく、内容量の減少と共に倒れやすくなる。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2008−290737号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
このヘッドスペース部の変形を鋭意検討した結果、パウチが内容物の圧力によって前後に膨らむ結果、左右のサイドシール部の間隔が狭くなる方向に変形し、この変形によって、ヘッドスペース部の上部に位置する二次元的なトップシール部の両端に圧縮力が作用し、トップシール部が変形することを見出した。
本発明は上記した従来技術の問題を解決するためになされたもので、その目的とするところは、簡単な構成でヘッドスペース部の上部を封止するトップシール部の剛性を高め、ヘッドスペース部に張りを持たせ得る自立充填パウチを提供することにある。
【課題を解決するための手段】
【0005】
上記目的を達成するために、本発明は、内容物が充填された自立可能なパウチ本体のヘッドスペース部の上部がトップシール部にて封止されているフィルム製の自立充填パウチにおいて、前記トップシール部がパウチ本体内部側の内側縁に沿って折り曲げられていることを特徴とする。
【0006】
本発明は次のように構成することもできる。
1.パウチ本体のサイドシール部についても、パウチ本体内部側の内側縁に沿って折り曲げられていることを特徴とする。
2.トップシール部は、パウチ本体の充填用開口部を封止する。
3.トップシール部のパウチ本体内部側の内側縁から折曲部までの間に開封案内部を有する。
【0007】
また、本発明の自立充填パウチの製造方法は、内容物が充填される自立可能なパウチ本体のヘッドスペース部の上部がトップシール部にて封止され、該トップシール部がパウチ本体内部側の内側縁に沿って折り曲げられている自立充填パウチの製造方法であって、前記充填用開口部をヒートシールした後に、余熱によってフィルムが軟化している状態で、トップシール部をパウチ本体内部側の内側縁に沿って折り曲げることを特徴とする。
【発明の効果】
【0008】
本発明によれば、トップシール部を折り曲げることによって曲げ剛性が高くなっているので、トップシール部の両端に作用する圧縮力によって座屈変形しにくく、ヘッドスペース部の変形を軽減することができる。
サイドシール部についても折り曲げておけば、ヘッドスペースの変形防止効果を一層高めることができる。
トップシール部が充填用開口シール部の場合には、ヒートシールした際の余熱を利用することにより、既存の設備によって簡単に折り曲げることができる。
また、開封案内部を有する構成とすれば、折曲部が開封後も残るので、簡易な再封機能がある。
【図面の簡単な説明】
【0009】
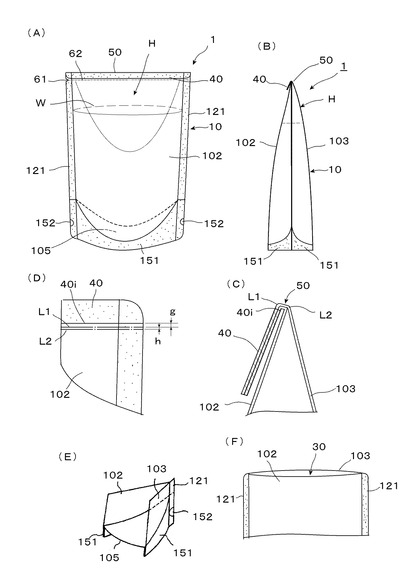
【図1】図1は本発明の実施の形態に係る自立充填パウチを示すもので、(A)は正面図、(B)は側面図、(C)は折曲部の拡大断面図、(D)は折曲部の折曲線の一例を示す図、(E)は底面部の部分破断斜視図、(F)はトップシール部の封止前の充填用開口部を示す概略斜視図である。
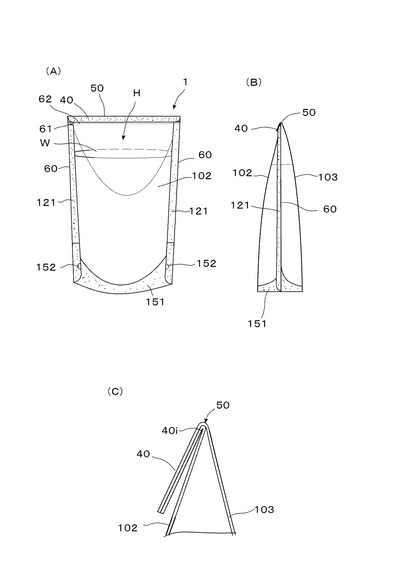
【図2】図2(A)、(B)は本発明の他の実施の形態に係る自立充填パウチを示すもので、(A)は正面図、(B)は側面図、(C)は折曲部の他の構成例を示す拡大断面図である。
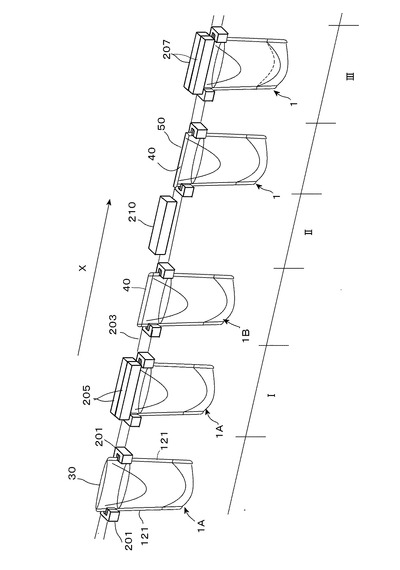
【図3】図3は本発明のパウチの製造工程の一例を示す概略説明図である。
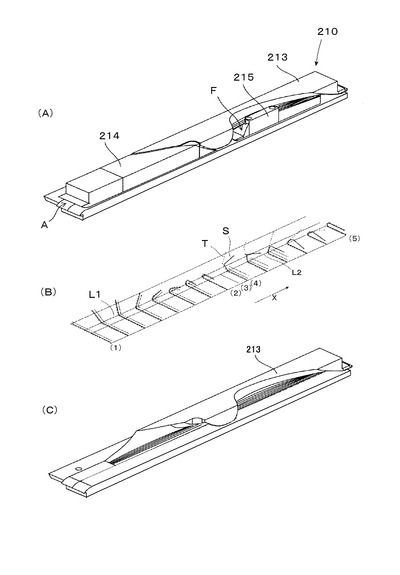
【図4】図4は折曲金型の一例を示すもので、(A)は概略斜視図、(B)はトップシール部の折曲状態を示す説明図、(C)は(A)の外型のみを示す概略斜視図である。
【図5】図5は自立充填パウチのノッチおよび易開封線の別形態を示すもので、(A)は開封前の部分図、(B)は開封後の部分図である。
【図6】図6(A)乃至(C)は折曲げガイドの構成例を示す図である。
【発明を実施するための形態】
【0010】
以下に、本発明を図示の実施の形態に基づいて説明する。
図1は、本発明の実施の形態に係る自立充填パウチを示している。図において、1は自立充填パウチ全体を示し、この自立充填パウチ1は、内容物が充填された自立可能なパウチ本体10のヘッドスペース部Hの上部がトップシール部40にて封止されており、このトップシール部40がパウチ本体10の内部側の内側縁40iに沿って折り曲げられた構成となっている。
【0011】
パウチ本体10は、前面フィルム102、後面フィルム103および底面フィルム105の3枚のフィルムにより構成される。前面フィルム102と後面フィルム103は四角形状で、重ね合わされた左右両側辺部がサイドシール部121,121にて所定幅でヒートシールされ、前面フィルム102と後面フィルム103の下端部には底面フィルム105が、底部シール部151にてヒートシールされている。
【0012】
底面フィルム105は二つ折り構成で、前面フィルム102と後面フィルム103の下端部に挟み込まれるようにしてシールされる構成で、底部シール部151の左右側辺部は、底面フィルム105が一部切り欠かれ、前面フィルム102と後面フィルム103の熱溶着可能樹脂層が切欠き部を通じて接着されるポイントシール部152,152にてヒートシールされている。
【0013】
パウチ本体10に内容物が充填されていない状態では、トップシール部40は封止されておらず、図1(F)に示すように、充填用開口部30として開いた平面的な袋体として構成されている。
このパウチ上端辺に開口する充填用開口部30から、液体や、流動物、粉末、顆粒等の固形物等の内容物Wが充填され、充填用開口部30の開口縁が熱溶着によって所定幅でシールされ、トップシール部40が形成される。
内容物が充填された充填パウチの前面フィルム102および後面フィルム103は、図1(B)に示すように、充填された内容物Wの圧力によって前後に膨らむと共に、図1(E)に示すように、底面フィルム105が舟形形状に前後に開き、底部シール部151の下端部が接地して自立状態に保持される。
【0014】
内容物Wの上面より上方部分はヘッドスペース部Hで、トップシール部40は、四角形状のパウチ本体10の上辺全長にわたって直線状に形成されている。
【0015】
このトップシール部40は折曲部50を境にして折り返されているが、折曲部50は、前面、後面フィルム102,103が張り合わせられたシール部分ではなく、内側縁40iから所定寸法gだけ僅かに離れた位置に位置している。フィルムの厚みにもよるが、この寸法gは、0.5〜5mm程度離れた位置が好ましい。
【0016】
折曲部50の形状は、この実施例では、所定間隔hで平行な2つの折り曲げ線(第1折り曲げ線L1と第2折り曲げ線L2)にて折り曲げられている。したがって、単一の折り曲げ線で折り曲げた場合に発生し易いスプリングバックの問題を解消することができる。特に、本実施例においては、パウチ1のトップシール部40を折り畳む(折り曲げた)部分の内側が面接触するまで折り曲げるようにしているが、この場合でもしっかりと折り畳むことが可能となる。
【0017】
単一の折り曲げ線にて、端部を折り畳もうとした場合には、最大180°しか折り曲げ加工を施すことができないため、スプリングバックを完全になくさない限り、確実に折り畳むことはできない。しかし、実際上、スプリングバックを完全に無くすことは非常に困難である。これに対して、2つの折り曲げ線にて折り曲げるようにすれば、双方の合計により180°以上の折り曲げ加工を施すことが可能となり、折り曲げられた部分の先端がパウチ1の折り曲げられていない部分に対して折り付けるような折り曲げが可能となる。これにより、スプリングバックを考慮してもトップシール部40の端部を、より確実に折り畳むことが可能となる。
なお、折曲部50の構成としては、2段折りとする必要はなく、図2(C)に示すように、1段折り構造でもよいし、特に図示していないが、3段折り以上の構成としてもよい
し、アール形状でもよいし、谷折り、山折りの組み合わせ構造としてもよい。
なお、図1(A)、図2(A)に示すように、パウチ本体を開封しやすくするために、折曲部50に対してトップシール部40とは反対側に、好適には折り曲げられたトップシール部40の外端縁に沿う位置に、少なくとも一方、図示例では一方のサイドシール部121側縁に、開封案内部としてノッチ61が設けられている。このノッチ61の位置に、パウチ本体の前面フィルム102と後面フィルム103を切断するための、スコアやミシン目等の易開封加工線62が、他方のサイドシール部121まで形成されている。ノッチ61は、両側のサイドシール部121,121両方に形成してもよい。
また、図5(A)、(B)に示すように、開封案内部としてのノッチ61を、トップシール部40のパウチ本体内部側の内側縁40iから折曲部50までの間に設けてもよい。このようにすれば、折曲部50が開封後も残るので、簡易な再封機能がある。
さらに、図5の例では、前面フィルム102側の易開封加工線62aと、後面フィルム103側の易開封加工線62bを波形にし、波の位相を互いにずらしている。
このようにすれば、ずれた部分が摘みになって開きやすい。
このように折曲部を残す場合には、パウチ本体内部側の内側縁40iと折曲部50の間隔は、易開封線62a,63aが形成可能な程度離しておくが、開封後の内容物の取り出しやすさや、折り曲げ加工にヒートシール工程の余熱を利用する観点からは、間隔はできるだけ狭い方がよく、せいぜい15mm程度までとするのが好ましい。
【0018】
次に、本実施の形態に係る自立充填パウチの作用について説明する。
自立充填パウチ1の内容物Wが入っている部分は、内容物Wの圧力によって、前面フィルム102および後面フィルム103が前後に膨らむように変形し、左右のサイドシール部は、サイドシール部121,121間の間隔を狭める方向に変位する。このサイドシール部121,121の変位によって、トップシール部40の両端には、圧縮方向の荷重が作用する。
【0019】
しかし、トップシール部40は折曲部50を介して折り曲げられており、折曲部50を稜線とする山形の立体的な構造となるので、折り曲げない場合に比較して曲げ剛性が大きく、直線形態を維持することができる。したがって、パウチ上部のヘッドスペース部Hのフィルム面は、左右のサイドシール部121,121とトップシール部40の折曲部50とによって変形することなく、張りのある状態で保持される。
【0020】
また、トップシール部40が折曲していないと、その外端部に手指が引っ掛かって手触りが悪いが、折曲しておくと、手指が折曲部50の稜線に当たるので、手触りが滑らかな自立充填パウチ1を実現することができる。
【0021】
なお、この実施の形態では、トップシール部40のみを折曲しているが、図2(A)、(
B)に示すように、サイドシール部121,121についても折曲するようにしてもよい
。このサイドシール部121,121の折曲部60についても、トップシール部40と同様に2段折り構造とすることが好適である。
サイドシール部121も折り曲げる場合、トップシール部40の折曲部50とサイドシール部121の折曲部60が重ならないように、トップシール部40の折曲部50となる部分のパウチ幅を狭くしておくのが好ましい。なお、サイドシール部の折り曲げについては、既に再表2008/001829、図10、図11に記載されている。
【0022】
このようにサイドシール部121,121についても折曲しておけば、より一層ヘッドスペース部のフィルム部の形状保持性がよくなる。また、全体としてなめらかなパウチを実現することができる。
【0023】
このトップシール部40の折り曲げは、充填密封の完了したパウチに別工程で施すこともできるが、ヒートシール工程での余熱を利用して行うことが好適である。ヒートシールは、一般的には生産速度を上げるために、冷却を含めて2−3段階に分けて行われる。ヒートシールのいずれかの工程間の搬送中、特に加熱終了時から冷却工程の間に、ヒートシールの余熱でフィルムが軟化している状態で、ガイドレール等によってトップシール部を折り曲げ、後段階で挟持押圧することで、折れ目の癖付けを行うようにすればよい。
【0024】
図3は、折曲工程を付加した充填後のヒートシール工程の概略図である。
すなわち、封止前の自立充填パウチ1Aが、クランパ201に把持された状態で、ガイド203に沿って、ヒートシール工程(I)、折り曲げ工程(II)を経て、冷却工程(III)に移送される。
【0025】
ヒートシール工程(I)では、一対の熱板205,205にて、内容物が充填されたパウチ本体10の上辺が所定幅でヒートシールされる。ヒートシールは、パウチを構成するフィルムの熱融着樹脂の溶融温度まで熱せられて溶着される。
この熱によってフィルム全体は軟化しており、余熱が残っている状態で、折り曲げ工程(II)に送られる。
折り曲げ工程(II)では、封止後の自立充填パウチ1Bを折り曲げる金型210に搬送される。
折り曲げ工程(II)でトップシール部40が折り曲げられた自立充填パウチ1は、さらに冷却工程(III)に送られ、一対の冷却板207,207にて冷却され、折曲部5
0の癖付けが完了する。
【0026】
図4は、折り曲げ工程での金型210の一例を示し、(A)は全体概略斜視図、(B)は折り曲げ状態の説明図、(C)は外型のみを示す図である。図では、分かりやすくするために、垂直状態の金型を水平状態にして示している。
金型210の隙間Aの位置は、搬送方向X上流側から下流側に向かって、搬送方向水平状態から変化するように構成され、ヒートシール工程から後の冷却工程に搬送中の封止後充填パウチ1Bのトップシール部40を、金型210の隙間Aに通し、隙間Aを通過する過程でトップシール部40に折り曲げ加工を施すようになっている。
【0027】
より具体的には、図4(A)、(C)に示すように、金型210は、トップシール部40の折り曲げ方向の外側に設けられる外型213と、トップシール部40の折り曲げ方向の内側に設けられる内型と、を備え、これら外型213と内型との間に隙間が形成される。
内型は、搬送方向と平行な第1折り曲げ線L1にてトップシール部40に折り曲げ加工を施す第1内型214と、この第1内型214よりも搬送方向下流側に配置され、搬送方向と平行であってかつ第1折り曲げ線L1とずれた位置となる第2折り曲げ線L2にてトップシール部40に折り曲げ加工を施す第2内型215と、を備えている。
【0028】
図4(B)に示すように、封止後充填パウチ1Bの搬送方向Xにおいて、(1)から(2)に至る領域で、外型213と第1内型214との間の隙間によって、折り曲げ加工が施される。そして、搬送方向Xにおいて(3)から(5)に至る領域で、外型213と第2内型215との間の隙間によって折り曲げ加工が施される。
【0029】
搬送する封止後充填パウチ1Bは、トップシール部40が、外型213と第1内214との間の隙間を通過する過程で、搬送方向Xと平行な第1折り曲げ線L1にて内側に折り曲げられる。そして、第1内型214の終端を通り過ぎた(2)の位置で、外型213によりほぼ完全に180°まで折り曲げられる。更に、当該端部が、図4(B)中の(2)を通り過ぎると、一旦、外型213が外側に遠のいて(図4(B)中T)、型による拘束がなくなり、スプリングバックにより、内側に折り曲げられていた部分が、少し外側に開いた状態(図4(B)中S)となる。
なお、図4(B)中の(2)から(3)に至る領域は、第1内型214と第2内型215との間の部分で、外型213も外側に大きく開いた部位(図4(A)中F)に相当する。
【0030】
そして、封止後充填パウチ1Bが更に下流側に搬送されることにより、図4(B)中の(3)の位置から第2内型215の拘束を受け始める。その後、同図中(4)の位置から(5)に至る過程で、外型213と第2内型215との間の隙間によって、中間の封止後充填パウチ1Bの上辺部は、搬送方向Xと平行であって、かつ第1折り曲げ線L1よりも少し内側にずれた第2折り曲げ線L2にて内側に折り曲げられる。
【0031】
以上のように、封止後充填パウチPは、金型210を通過する過程において、外型213と第1内型214による第1折り曲げ線L1での折り曲げ加工と、外型213と第2内型215による第2折り曲げ線L2での折り曲げ加工とが段階的に施される。なお、第1折り曲げ線L1と第2折り曲げ線L2との間の距離hは、図4(B)においては、説明の便宜上、大きく示しているが、本実施例では2.5mmである。
【0032】
また、一段曲げの場合は、図4(B)の(1)〜(3)に相当する成形面を持つ外型と、第1内側相当との組み合わせでよく、短いスペースで配置できる。
さらに、折り曲げ手段としては、上記実施例のような金型に限定されるものではなく、レール等の折曲ガイドをあてがって折り曲げるようにしてもよい。
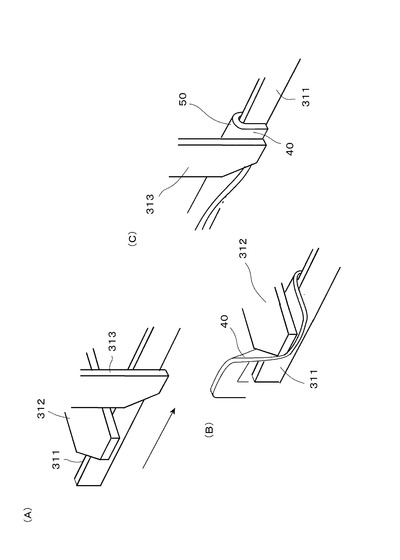
図6は、平板的な構成の折曲ガイドの一例である。
基本的には上記の金型210の成形面に対応する構成を取り、折り曲げ線の内側を規制する(内型に相当)ガイドと、外側から折り曲げを可能にする(外型に相当)ガイドを含むような構成とする。
図6の例では、内側を規制する第1ガイド311と、外側から折り曲げる第2ガイド312および第3ガイド313からなり、第2ガイド312および第3ガイド313は、トップシール部を90°ずつ折り曲げるものである。このようにすれば、平板部材で構成できるので安価である。もちろん、折曲ガイドはこのような平板の組合せに限らず、板状部材を折り曲げて構成したり、丸棒部材と組み合わせて構成してもよい。
なお、図6(B),(C)は、第2ガイド312、第3ガイド313のそれぞれについて折り曲げ加工状態を説明するための部分模式図である。
トップシール部40および折曲部50は後工程で冷却板207により押圧挟持され冷却されるので、ガイド等による折り曲げが多少不完全であっても最終的には確実に癖付けできる。
なお、上記実施の形態では、ノズル部や、スパウトの付いていないパウチを例にとって説明したが、パウチ本体の状端部にノズル部が形成されたパウチや、スパウトが装着された自立充填パウチについても、同様にヘッドスペース部の上端部を封止するトップシール部を折り曲げることによって、ヘッドスペース部の形状を保持することができる。
【符号の説明】
【0033】
1 自立充填パウチ
10 パウチ本体
30 充填用開口部
40 トップシール部
40i トップシール部の内側縁
50 折曲部
60 折曲部(サイドシール部)
61 ノッチ(開封案内部)
102 前面フィルム、103 後面フィルム、105 底面フィルム
121 サイドシール部、151 底部シール部、152 ポイントシール部
201 クランパ
203 ガイド
205 熱板
207 冷却板
210 金型
213 外型
214 第1内型
215 第2内型
A 隙間
H ヘッドスペース部
L1 第1折り曲げ線、L2 第2折り曲げ線
W 内容物
【技術分野】
【0001】
本発明は、内容物が充填された自立充填パウチのヘッドスペース部の形状保持技術に関する。
【背景技術】
【0002】
従来のこの種の自立充填パウチとしては、たとえば特許文献1に記載のようなスタンディングパウチが知られている。このスタンディングパウチは、平面形態のパウチ本体内に充填される内容物の圧力によって、パウチ本体を構成するフィルムが前後に膨らみ、底部が前後に開いて立姿勢の状態に保持される。
しかし、その立ち姿を見ると、内容物が入っている部分は張りのある立体的な形状に保たれているが、上部のヘッドスペース部は張りがなく、不規則に折れ曲がっている。そのため、店頭での立ち姿が悪い上、持ちにくく、内容量の減少と共に倒れやすくなる。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2008−290737号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
このヘッドスペース部の変形を鋭意検討した結果、パウチが内容物の圧力によって前後に膨らむ結果、左右のサイドシール部の間隔が狭くなる方向に変形し、この変形によって、ヘッドスペース部の上部に位置する二次元的なトップシール部の両端に圧縮力が作用し、トップシール部が変形することを見出した。
本発明は上記した従来技術の問題を解決するためになされたもので、その目的とするところは、簡単な構成でヘッドスペース部の上部を封止するトップシール部の剛性を高め、ヘッドスペース部に張りを持たせ得る自立充填パウチを提供することにある。
【課題を解決するための手段】
【0005】
上記目的を達成するために、本発明は、内容物が充填された自立可能なパウチ本体のヘッドスペース部の上部がトップシール部にて封止されているフィルム製の自立充填パウチにおいて、前記トップシール部がパウチ本体内部側の内側縁に沿って折り曲げられていることを特徴とする。
【0006】
本発明は次のように構成することもできる。
1.パウチ本体のサイドシール部についても、パウチ本体内部側の内側縁に沿って折り曲げられていることを特徴とする。
2.トップシール部は、パウチ本体の充填用開口部を封止する。
3.トップシール部のパウチ本体内部側の内側縁から折曲部までの間に開封案内部を有する。
【0007】
また、本発明の自立充填パウチの製造方法は、内容物が充填される自立可能なパウチ本体のヘッドスペース部の上部がトップシール部にて封止され、該トップシール部がパウチ本体内部側の内側縁に沿って折り曲げられている自立充填パウチの製造方法であって、前記充填用開口部をヒートシールした後に、余熱によってフィルムが軟化している状態で、トップシール部をパウチ本体内部側の内側縁に沿って折り曲げることを特徴とする。
【発明の効果】
【0008】
本発明によれば、トップシール部を折り曲げることによって曲げ剛性が高くなっているので、トップシール部の両端に作用する圧縮力によって座屈変形しにくく、ヘッドスペース部の変形を軽減することができる。
サイドシール部についても折り曲げておけば、ヘッドスペースの変形防止効果を一層高めることができる。
トップシール部が充填用開口シール部の場合には、ヒートシールした際の余熱を利用することにより、既存の設備によって簡単に折り曲げることができる。
また、開封案内部を有する構成とすれば、折曲部が開封後も残るので、簡易な再封機能がある。
【図面の簡単な説明】
【0009】
【図1】図1は本発明の実施の形態に係る自立充填パウチを示すもので、(A)は正面図、(B)は側面図、(C)は折曲部の拡大断面図、(D)は折曲部の折曲線の一例を示す図、(E)は底面部の部分破断斜視図、(F)はトップシール部の封止前の充填用開口部を示す概略斜視図である。
【図2】図2(A)、(B)は本発明の他の実施の形態に係る自立充填パウチを示すもので、(A)は正面図、(B)は側面図、(C)は折曲部の他の構成例を示す拡大断面図である。
【図3】図3は本発明のパウチの製造工程の一例を示す概略説明図である。
【図4】図4は折曲金型の一例を示すもので、(A)は概略斜視図、(B)はトップシール部の折曲状態を示す説明図、(C)は(A)の外型のみを示す概略斜視図である。
【図5】図5は自立充填パウチのノッチおよび易開封線の別形態を示すもので、(A)は開封前の部分図、(B)は開封後の部分図である。
【図6】図6(A)乃至(C)は折曲げガイドの構成例を示す図である。
【発明を実施するための形態】
【0010】
以下に、本発明を図示の実施の形態に基づいて説明する。
図1は、本発明の実施の形態に係る自立充填パウチを示している。図において、1は自立充填パウチ全体を示し、この自立充填パウチ1は、内容物が充填された自立可能なパウチ本体10のヘッドスペース部Hの上部がトップシール部40にて封止されており、このトップシール部40がパウチ本体10の内部側の内側縁40iに沿って折り曲げられた構成となっている。
【0011】
パウチ本体10は、前面フィルム102、後面フィルム103および底面フィルム105の3枚のフィルムにより構成される。前面フィルム102と後面フィルム103は四角形状で、重ね合わされた左右両側辺部がサイドシール部121,121にて所定幅でヒートシールされ、前面フィルム102と後面フィルム103の下端部には底面フィルム105が、底部シール部151にてヒートシールされている。
【0012】
底面フィルム105は二つ折り構成で、前面フィルム102と後面フィルム103の下端部に挟み込まれるようにしてシールされる構成で、底部シール部151の左右側辺部は、底面フィルム105が一部切り欠かれ、前面フィルム102と後面フィルム103の熱溶着可能樹脂層が切欠き部を通じて接着されるポイントシール部152,152にてヒートシールされている。
【0013】
パウチ本体10に内容物が充填されていない状態では、トップシール部40は封止されておらず、図1(F)に示すように、充填用開口部30として開いた平面的な袋体として構成されている。
このパウチ上端辺に開口する充填用開口部30から、液体や、流動物、粉末、顆粒等の固形物等の内容物Wが充填され、充填用開口部30の開口縁が熱溶着によって所定幅でシールされ、トップシール部40が形成される。
内容物が充填された充填パウチの前面フィルム102および後面フィルム103は、図1(B)に示すように、充填された内容物Wの圧力によって前後に膨らむと共に、図1(E)に示すように、底面フィルム105が舟形形状に前後に開き、底部シール部151の下端部が接地して自立状態に保持される。
【0014】
内容物Wの上面より上方部分はヘッドスペース部Hで、トップシール部40は、四角形状のパウチ本体10の上辺全長にわたって直線状に形成されている。
【0015】
このトップシール部40は折曲部50を境にして折り返されているが、折曲部50は、前面、後面フィルム102,103が張り合わせられたシール部分ではなく、内側縁40iから所定寸法gだけ僅かに離れた位置に位置している。フィルムの厚みにもよるが、この寸法gは、0.5〜5mm程度離れた位置が好ましい。
【0016】
折曲部50の形状は、この実施例では、所定間隔hで平行な2つの折り曲げ線(第1折り曲げ線L1と第2折り曲げ線L2)にて折り曲げられている。したがって、単一の折り曲げ線で折り曲げた場合に発生し易いスプリングバックの問題を解消することができる。特に、本実施例においては、パウチ1のトップシール部40を折り畳む(折り曲げた)部分の内側が面接触するまで折り曲げるようにしているが、この場合でもしっかりと折り畳むことが可能となる。
【0017】
単一の折り曲げ線にて、端部を折り畳もうとした場合には、最大180°しか折り曲げ加工を施すことができないため、スプリングバックを完全になくさない限り、確実に折り畳むことはできない。しかし、実際上、スプリングバックを完全に無くすことは非常に困難である。これに対して、2つの折り曲げ線にて折り曲げるようにすれば、双方の合計により180°以上の折り曲げ加工を施すことが可能となり、折り曲げられた部分の先端がパウチ1の折り曲げられていない部分に対して折り付けるような折り曲げが可能となる。これにより、スプリングバックを考慮してもトップシール部40の端部を、より確実に折り畳むことが可能となる。
なお、折曲部50の構成としては、2段折りとする必要はなく、図2(C)に示すように、1段折り構造でもよいし、特に図示していないが、3段折り以上の構成としてもよい
し、アール形状でもよいし、谷折り、山折りの組み合わせ構造としてもよい。
なお、図1(A)、図2(A)に示すように、パウチ本体を開封しやすくするために、折曲部50に対してトップシール部40とは反対側に、好適には折り曲げられたトップシール部40の外端縁に沿う位置に、少なくとも一方、図示例では一方のサイドシール部121側縁に、開封案内部としてノッチ61が設けられている。このノッチ61の位置に、パウチ本体の前面フィルム102と後面フィルム103を切断するための、スコアやミシン目等の易開封加工線62が、他方のサイドシール部121まで形成されている。ノッチ61は、両側のサイドシール部121,121両方に形成してもよい。
また、図5(A)、(B)に示すように、開封案内部としてのノッチ61を、トップシール部40のパウチ本体内部側の内側縁40iから折曲部50までの間に設けてもよい。このようにすれば、折曲部50が開封後も残るので、簡易な再封機能がある。
さらに、図5の例では、前面フィルム102側の易開封加工線62aと、後面フィルム103側の易開封加工線62bを波形にし、波の位相を互いにずらしている。
このようにすれば、ずれた部分が摘みになって開きやすい。
このように折曲部を残す場合には、パウチ本体内部側の内側縁40iと折曲部50の間隔は、易開封線62a,63aが形成可能な程度離しておくが、開封後の内容物の取り出しやすさや、折り曲げ加工にヒートシール工程の余熱を利用する観点からは、間隔はできるだけ狭い方がよく、せいぜい15mm程度までとするのが好ましい。
【0018】
次に、本実施の形態に係る自立充填パウチの作用について説明する。
自立充填パウチ1の内容物Wが入っている部分は、内容物Wの圧力によって、前面フィルム102および後面フィルム103が前後に膨らむように変形し、左右のサイドシール部は、サイドシール部121,121間の間隔を狭める方向に変位する。このサイドシール部121,121の変位によって、トップシール部40の両端には、圧縮方向の荷重が作用する。
【0019】
しかし、トップシール部40は折曲部50を介して折り曲げられており、折曲部50を稜線とする山形の立体的な構造となるので、折り曲げない場合に比較して曲げ剛性が大きく、直線形態を維持することができる。したがって、パウチ上部のヘッドスペース部Hのフィルム面は、左右のサイドシール部121,121とトップシール部40の折曲部50とによって変形することなく、張りのある状態で保持される。
【0020】
また、トップシール部40が折曲していないと、その外端部に手指が引っ掛かって手触りが悪いが、折曲しておくと、手指が折曲部50の稜線に当たるので、手触りが滑らかな自立充填パウチ1を実現することができる。
【0021】
なお、この実施の形態では、トップシール部40のみを折曲しているが、図2(A)、(
B)に示すように、サイドシール部121,121についても折曲するようにしてもよい
。このサイドシール部121,121の折曲部60についても、トップシール部40と同様に2段折り構造とすることが好適である。
サイドシール部121も折り曲げる場合、トップシール部40の折曲部50とサイドシール部121の折曲部60が重ならないように、トップシール部40の折曲部50となる部分のパウチ幅を狭くしておくのが好ましい。なお、サイドシール部の折り曲げについては、既に再表2008/001829、図10、図11に記載されている。
【0022】
このようにサイドシール部121,121についても折曲しておけば、より一層ヘッドスペース部のフィルム部の形状保持性がよくなる。また、全体としてなめらかなパウチを実現することができる。
【0023】
このトップシール部40の折り曲げは、充填密封の完了したパウチに別工程で施すこともできるが、ヒートシール工程での余熱を利用して行うことが好適である。ヒートシールは、一般的には生産速度を上げるために、冷却を含めて2−3段階に分けて行われる。ヒートシールのいずれかの工程間の搬送中、特に加熱終了時から冷却工程の間に、ヒートシールの余熱でフィルムが軟化している状態で、ガイドレール等によってトップシール部を折り曲げ、後段階で挟持押圧することで、折れ目の癖付けを行うようにすればよい。
【0024】
図3は、折曲工程を付加した充填後のヒートシール工程の概略図である。
すなわち、封止前の自立充填パウチ1Aが、クランパ201に把持された状態で、ガイド203に沿って、ヒートシール工程(I)、折り曲げ工程(II)を経て、冷却工程(III)に移送される。
【0025】
ヒートシール工程(I)では、一対の熱板205,205にて、内容物が充填されたパウチ本体10の上辺が所定幅でヒートシールされる。ヒートシールは、パウチを構成するフィルムの熱融着樹脂の溶融温度まで熱せられて溶着される。
この熱によってフィルム全体は軟化しており、余熱が残っている状態で、折り曲げ工程(II)に送られる。
折り曲げ工程(II)では、封止後の自立充填パウチ1Bを折り曲げる金型210に搬送される。
折り曲げ工程(II)でトップシール部40が折り曲げられた自立充填パウチ1は、さらに冷却工程(III)に送られ、一対の冷却板207,207にて冷却され、折曲部5
0の癖付けが完了する。
【0026】
図4は、折り曲げ工程での金型210の一例を示し、(A)は全体概略斜視図、(B)は折り曲げ状態の説明図、(C)は外型のみを示す図である。図では、分かりやすくするために、垂直状態の金型を水平状態にして示している。
金型210の隙間Aの位置は、搬送方向X上流側から下流側に向かって、搬送方向水平状態から変化するように構成され、ヒートシール工程から後の冷却工程に搬送中の封止後充填パウチ1Bのトップシール部40を、金型210の隙間Aに通し、隙間Aを通過する過程でトップシール部40に折り曲げ加工を施すようになっている。
【0027】
より具体的には、図4(A)、(C)に示すように、金型210は、トップシール部40の折り曲げ方向の外側に設けられる外型213と、トップシール部40の折り曲げ方向の内側に設けられる内型と、を備え、これら外型213と内型との間に隙間が形成される。
内型は、搬送方向と平行な第1折り曲げ線L1にてトップシール部40に折り曲げ加工を施す第1内型214と、この第1内型214よりも搬送方向下流側に配置され、搬送方向と平行であってかつ第1折り曲げ線L1とずれた位置となる第2折り曲げ線L2にてトップシール部40に折り曲げ加工を施す第2内型215と、を備えている。
【0028】
図4(B)に示すように、封止後充填パウチ1Bの搬送方向Xにおいて、(1)から(2)に至る領域で、外型213と第1内型214との間の隙間によって、折り曲げ加工が施される。そして、搬送方向Xにおいて(3)から(5)に至る領域で、外型213と第2内型215との間の隙間によって折り曲げ加工が施される。
【0029】
搬送する封止後充填パウチ1Bは、トップシール部40が、外型213と第1内214との間の隙間を通過する過程で、搬送方向Xと平行な第1折り曲げ線L1にて内側に折り曲げられる。そして、第1内型214の終端を通り過ぎた(2)の位置で、外型213によりほぼ完全に180°まで折り曲げられる。更に、当該端部が、図4(B)中の(2)を通り過ぎると、一旦、外型213が外側に遠のいて(図4(B)中T)、型による拘束がなくなり、スプリングバックにより、内側に折り曲げられていた部分が、少し外側に開いた状態(図4(B)中S)となる。
なお、図4(B)中の(2)から(3)に至る領域は、第1内型214と第2内型215との間の部分で、外型213も外側に大きく開いた部位(図4(A)中F)に相当する。
【0030】
そして、封止後充填パウチ1Bが更に下流側に搬送されることにより、図4(B)中の(3)の位置から第2内型215の拘束を受け始める。その後、同図中(4)の位置から(5)に至る過程で、外型213と第2内型215との間の隙間によって、中間の封止後充填パウチ1Bの上辺部は、搬送方向Xと平行であって、かつ第1折り曲げ線L1よりも少し内側にずれた第2折り曲げ線L2にて内側に折り曲げられる。
【0031】
以上のように、封止後充填パウチPは、金型210を通過する過程において、外型213と第1内型214による第1折り曲げ線L1での折り曲げ加工と、外型213と第2内型215による第2折り曲げ線L2での折り曲げ加工とが段階的に施される。なお、第1折り曲げ線L1と第2折り曲げ線L2との間の距離hは、図4(B)においては、説明の便宜上、大きく示しているが、本実施例では2.5mmである。
【0032】
また、一段曲げの場合は、図4(B)の(1)〜(3)に相当する成形面を持つ外型と、第1内側相当との組み合わせでよく、短いスペースで配置できる。
さらに、折り曲げ手段としては、上記実施例のような金型に限定されるものではなく、レール等の折曲ガイドをあてがって折り曲げるようにしてもよい。
図6は、平板的な構成の折曲ガイドの一例である。
基本的には上記の金型210の成形面に対応する構成を取り、折り曲げ線の内側を規制する(内型に相当)ガイドと、外側から折り曲げを可能にする(外型に相当)ガイドを含むような構成とする。
図6の例では、内側を規制する第1ガイド311と、外側から折り曲げる第2ガイド312および第3ガイド313からなり、第2ガイド312および第3ガイド313は、トップシール部を90°ずつ折り曲げるものである。このようにすれば、平板部材で構成できるので安価である。もちろん、折曲ガイドはこのような平板の組合せに限らず、板状部材を折り曲げて構成したり、丸棒部材と組み合わせて構成してもよい。
なお、図6(B),(C)は、第2ガイド312、第3ガイド313のそれぞれについて折り曲げ加工状態を説明するための部分模式図である。
トップシール部40および折曲部50は後工程で冷却板207により押圧挟持され冷却されるので、ガイド等による折り曲げが多少不完全であっても最終的には確実に癖付けできる。
なお、上記実施の形態では、ノズル部や、スパウトの付いていないパウチを例にとって説明したが、パウチ本体の状端部にノズル部が形成されたパウチや、スパウトが装着された自立充填パウチについても、同様にヘッドスペース部の上端部を封止するトップシール部を折り曲げることによって、ヘッドスペース部の形状を保持することができる。
【符号の説明】
【0033】
1 自立充填パウチ
10 パウチ本体
30 充填用開口部
40 トップシール部
40i トップシール部の内側縁
50 折曲部
60 折曲部(サイドシール部)
61 ノッチ(開封案内部)
102 前面フィルム、103 後面フィルム、105 底面フィルム
121 サイドシール部、151 底部シール部、152 ポイントシール部
201 クランパ
203 ガイド
205 熱板
207 冷却板
210 金型
213 外型
214 第1内型
215 第2内型
A 隙間
H ヘッドスペース部
L1 第1折り曲げ線、L2 第2折り曲げ線
W 内容物
【特許請求の範囲】
【請求項1】
内容物が充填された自立可能なパウチ本体のヘッドスペース部の上部がトップシール部にて封止されているフィルム製の自立充填パウチにおいて、
前記トップシール部がパウチ本体内部側の内側縁に沿って折り曲げられていることを特徴とする自立充填パウチ。
【請求項2】
前記パウチ本体のサイドシール部についても、パウチ本体内部側の内側縁に沿って折り曲げられていることを特徴とする請求項1に記載の自立充填パウチ。
【請求項3】
前記トップシール部は、パウチ本体の充填用開口部を封止する請求項1又は2に記載の自立充填パウチ。
【請求項4】
トップシール部のパウチ本体内部側の内側縁から折曲部までの間に開封案内部を有する請求項1乃至3のいずれかの項に記載の自立充填パウチ。
【請求項5】
内容物が充填される自立可能なパウチ本体のヘッドスペース部の上部がトップシール部にて封止され、該トップシール部がパウチ本体内部側の内側縁に沿って折り曲げられている自立充填パウチの製造方法であって、
充填用開口部をヒートシールした後に、余熱によってフィルムが軟化している状態で、トップシール部をパウチ本体内部側の内側縁に沿って折り曲げることを特徴とする自立充填パウチの製造方法。
【請求項1】
内容物が充填された自立可能なパウチ本体のヘッドスペース部の上部がトップシール部にて封止されているフィルム製の自立充填パウチにおいて、
前記トップシール部がパウチ本体内部側の内側縁に沿って折り曲げられていることを特徴とする自立充填パウチ。
【請求項2】
前記パウチ本体のサイドシール部についても、パウチ本体内部側の内側縁に沿って折り曲げられていることを特徴とする請求項1に記載の自立充填パウチ。
【請求項3】
前記トップシール部は、パウチ本体の充填用開口部を封止する請求項1又は2に記載の自立充填パウチ。
【請求項4】
トップシール部のパウチ本体内部側の内側縁から折曲部までの間に開封案内部を有する請求項1乃至3のいずれかの項に記載の自立充填パウチ。
【請求項5】
内容物が充填される自立可能なパウチ本体のヘッドスペース部の上部がトップシール部にて封止され、該トップシール部がパウチ本体内部側の内側縁に沿って折り曲げられている自立充填パウチの製造方法であって、
充填用開口部をヒートシールした後に、余熱によってフィルムが軟化している状態で、トップシール部をパウチ本体内部側の内側縁に沿って折り曲げることを特徴とする自立充填パウチの製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】

【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2012−245999(P2012−245999A)
【公開日】平成24年12月13日(2012.12.13)
【国際特許分類】
【出願番号】特願2011−118213(P2011−118213)
【出願日】平成23年5月26日(2011.5.26)
【出願人】(000003768)東洋製罐株式会社 (1,150)
【Fターム(参考)】
【公開日】平成24年12月13日(2012.12.13)
【国際特許分類】
【出願日】平成23年5月26日(2011.5.26)
【出願人】(000003768)東洋製罐株式会社 (1,150)
【Fターム(参考)】
[ Back to top ]