
自走式溶接台車
【課題】ロンジ鋼材などの長尺鋼材を自動溶接するにあたり、鋼材端部の溶接不能部位を無くし、かつ均一な溶接仕上りが得られる自走式の溶接台車を低コストで提供する。
【解決手段】車体内部に電動機110と、車体底面に水平側の被溶接鋼板に対し吸着効果を有する磁石120とを備え、かつ台車の走行方向に沿ってスライドする溶接トーチ130を搭載した自走式溶接台車において、電動機110により回転駆動されるデファレンシャルギヤ機構部140と、デファレンシャルギヤ機構部140を構成する一方のデファレンシャルサイドギヤにアクスルシャフトを介して接続された台車走行機構部150と、デファレンシャルギヤ機構部140を構成する他の一方のデファレンシャルサイドギヤにアクスルシャフトを介して接続された溶接トーチスライド機構部160と、を設ける。
【解決手段】車体内部に電動機110と、車体底面に水平側の被溶接鋼板に対し吸着効果を有する磁石120とを備え、かつ台車の走行方向に沿ってスライドする溶接トーチ130を搭載した自走式溶接台車において、電動機110により回転駆動されるデファレンシャルギヤ機構部140と、デファレンシャルギヤ機構部140を構成する一方のデファレンシャルサイドギヤにアクスルシャフトを介して接続された台車走行機構部150と、デファレンシャルギヤ機構部140を構成する他の一方のデファレンシャルサイドギヤにアクスルシャフトを介して接続された溶接トーチスライド機構部160と、を設ける。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、主に造船業や鉄骨構造物製造業の分野において、いわゆるロンジ鋼材の溶接を行なう際に用いられる自走式溶接台車に関するものである。
【背景技術】
【0002】
造船所や鉄工所においては、鋼鉄単板に対しロンジ鋼材と呼ばれる垂直方向に屏立した鋼材を溶接して当該鋼板の強度を補強する作業が一般に行われている。船舶用の鋼材は、通常その大きさや長さが長大であるため、このようなロンジ鋼材の溶接に際しては、その内部に電動機等の動力源を有し、鋼材溶接用のトーチを搭載して自動的に溶接作業を行う自走式の溶接台車が広く用いられている。
【0003】
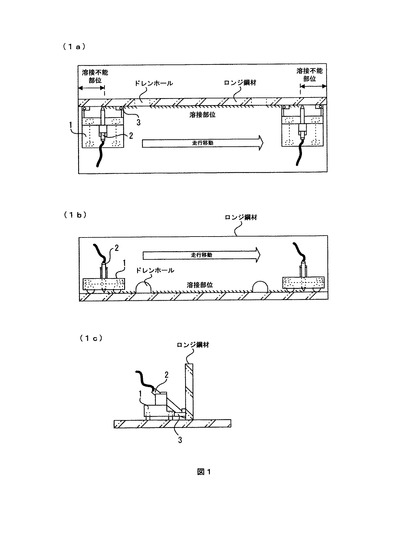
従来からの自走式溶接台車によるロンジ鋼材の溶接作業のあらましを、図1の作業概略図に基づいて説明する。同図において、自走式溶接台車1の内部には走行用の動力源である電動機が内蔵されており、所定の動力伝達機構を介して台車の走行車輪を回転駆動する。一方、台車の上面略中央には溶接トーチ2がトーチホルダー等の固定器具を介して台車上に固定されている。また、台車の前面(ロンジ鋼材側)には一般に走行ガイド3が設けられており、台車と垂直側の被溶接鋼板であるロンジ鋼材との適正な距離を保っている。
【0004】
同図において、溶接トーチ2の点火後に自走式溶接台車1が所定の速度で紙面の左から右方向に移動することによって、水平側鋼板に対してロンジ鋼材が溶接されて行くことになる。また、ロンジ鋼材には、通常排水用のドレンホールが随所に設けられているため、台車が係るドレンホールに到達する都度、溶接作業の中断や台車進路の補正を行う必要があった。
【0005】
なお、溶接作業の開始/終了や台車の走行/停止等の指示は、ケーブルによって台車に接続されたリモートコントロールボックスや、台車に搭載されたコントロールパネル(何れも図示せず)を介して溶接作業員からの指令によって為されることは言うまでもない。また、台車端部にはリミットスイッチが設けられており、台車が溶接鋼材の端部障壁などに接触すると自動停止する構造となっている。
【0006】
従来の自走式溶接台車によってロンジ鋼材の溶接作業を行った場合は、溶接トーチ2が自走式溶接台車1の中央部に固定されているため、図1に示されるように、その溶接開始点および溶接終了点の近傍において必ず溶接不能部位が生ずることになる。従来、このような溶接不能部位については、自走式溶接台車による自動溶接の終了後、別途、溶接作業員による手作業によって溶接処理が行なわれていた。
【0007】
係る溶接不能部位は、一般に10〜20センチメートル程度であるが、単鋼板の補強に用いられるロンジ鋼材の数は多く、船舶一隻の造船工程においては、その総延長が数キロメートルに及ぶ場合がある。また、自走式溶接台車による自動溶接と、作業員による手溶接を組み合わせるため溶接の作業手順が煩雑となり、製造工程の長期化や製造コストの増加を招く原因ともなっていた。
【0008】
このような問題を解決すべく、例えば、特許文献1或いは特許文献2に示されるような発明が既に開示されている。因みに、特許文献1に係る発明は、台車中央に設けられた溶接トーチを、いわゆる「首振り構造」として、台車前面のほぼ全域に亘って溶接トーチの移動を可能にしたものである。一方、特許文献2に係る発明は、台車上に台車走行用の電動機とは別にトーチスライド用の専用電動機を搭載し、当該電動機による駆動によって溶接トーチを台車の端から端まで移動可能としたものである。
【0009】
【特許文献1】特開平8−132234号公報
【特許文献2】特開平7−185813号公報
【発明の開示】
【発明が解決しようとする課題】
【0010】
しかしながら、特許文献1に開示された発明では溶接トーチの先端が弧状に移動するため、均一な溶接結果を得るには問題があり、溶接トーチが移動する全範囲に亘り良好な溶接を行うためには、溶接トーチの移動にともなって溶接火力或いは電力の微調整を行う必要がある。一方、特許文献2に開示された発明は、台車走行用の他にさらにトーチスライド用の専用電動機を搭載するため、そのコストも割高となり故障頻度も増すことになる。
【0011】
更に、特許文献2の発明では、例えば図1において溶接開始時に台車の左端に位置した溶接トーチ2が、溶接作業を行ないつつトーチスライド用の電動機によって台車の右端に移動して停止し、その後は、溶接トーチ2は静止したまま、台車自身が走行を開始して溶接作業を継続することになる。それ故、均一な溶接を行うには、溶接トーチ2のスライド速度と台車1の走行速度とを合わせる必要が有り、これを異なる2台の電動機で行うため、電動機の特性の相違や、その経年変化等による性能劣化によって溶接精度が不安定となるおそれもあった。
【0012】
本発明は、このような従来からの課題を解決することを目的とするものであって、ロンジ鋼材などの長尺鋼材を自動溶接するにあたり、鋼材端部の溶接不能部位を無くし、かつ均一な溶接結果が得られる自走式の溶接台車を低コストで提供することを目的とする。
【課題を解決するための手段】
【0013】
本発明の第1の観点による自走式溶接台車は、前述の目的を達成するため、
車体内部に動力用の電動機と、車体底面部に水平側の被溶接鋼板に対し吸着効果を有する磁石とを備え、かつ台車の走行方向に沿ってスライドする溶接トーチを搭載した自走式溶接台車であって、
前記電動機により回転駆動されるデファレンシャルギヤ機構部と、
前記デファレンシャルギヤ機構を構成する一方のデファレンシャルサイドギヤにアクスルシャフトを介して接続された台車走行機構部と、
前記デファレンシャルギヤ機構を構成する他の一方のデファレンシャルサイドギヤにアクスルシャフトを介して接続された溶接トーチスライド機構部と、を含むことを特徴とする。
【0014】
したがって、このような構成によれば、デファレンシャルギヤ機構によって1台の電動機からの出力を台車走行機構部と溶接トーチスライド機構部の双方に分配することにより、自走式溶接台車の走行と溶接トーチのスライドを行なわせる事が可能となる。これによって、溶接トーチを台車の走行方向に沿ってスライドさせ溶接作業を行うことが可能となり、ロンジ溶接における鋼材端部の溶接不可能部位を無くすことができる。
【0015】
また、本発明の第2の観点による自走式溶接台車は、上記第1の観点において、
前記デファレンシャルギヤ機構は、
前記電動機からドライブピニオンギヤによって回転駆動されるリングギヤと、
前記リングギヤと一体に構成され、該リングギヤと共に回転するデファレンシャルフレームと、
前記デファレンシャルフレームの内部対向面に設けられた回動自在なデファレンシャルピニオンギヤと、
前記デファレンシャルピニオンギヤと噛合して該ピニオンギヤの回転軸と垂直方向にその回転軸を有し、前記デファレンシャルフレームの内部対向面に設けられた一組のデファレンシャルサイドギヤと、
前記デファレンシャルサイドギヤの各々に連通され前記デファレンシャルギヤ機構部の両側に突出して設けられた一組のアクスルシャフトと、を含むことを特徴とする。
したがって、このような構成によれば、デファレンシャルギヤ機構特有の構造によって電動機からの駆動出力を一組のアクスルシャフトの何れか一方に分配することが可能となる。
【0016】
また、本発明の第3の観点による自走式溶接台車は、上記第1の観点において、
前記台車走行機構部は、
前記一組のアクスルシャフトのうちの一方によって回転駆動される走行チェーン駆動スプロケットと、
前記台車に設けられた車輪を回転駆動する車輪駆動スプロケットと、
前記走行チェーン駆動スプロケットからの動力を前記車輪駆動スプロケットに伝達する台車走行用チェーンと、を含むことを特徴とする。
したがって、このような構成によれば、デファレンシャルギヤ機構部の一方のアクスルシャフトから出力される動力を有効に台車の車輪に伝達することが可能となる。
【0017】
また、本発明の第4の観点による自走式溶接台車は、上記第1の観点において、
前記溶接トーチスライド機構部は、
前記一組のアクスルシャフトのうちの他の一方によって回転駆動されるスライドチェーン駆動スプロケットと、
溶接トーチを搭載し台車の走行方向に沿って自在にスライドするトーチホルダーと、
前記トーチホルダーに接続され、かつ前記スライドチェーン駆動スプロケットによって台車の移動方向に沿って駆動されるトーチスライドチェーンと、を含むことを特徴とする。
したがって、このような構成によれば、デファレンシャルギヤ機構の他の一方のアクスルシャフトから出力される動力によってトーチホルダーをスライドさせることが可能となる。
【0018】
また、本発明の第5の観点による自走式溶接台車は、上記第1の観点において、
前記台車走行機構部と前記溶接トーチスライド機構部との駆動負荷の不均衡に応じて、前記デファレンシャルギヤ機構部は、前記電動機からの動力を前記台車走行機構部または溶接トーチスライド機構部の何れか一方に伝達することを特徴とする。
したがって、このような構成によれば、台車走行機構部若しくは溶接トーチスライド機構部の各々に駆動負荷の変動が生じた場合、デファレンシャルギヤ機構部の働きによって、電動機からの駆動出力を、台車走行機構部または溶接トーチスライド機構部のうちの相対的に駆動負荷の小さな方に伝達させることができる。
【0019】
また、本発明の第6の観点による自走式溶接台車は、上記第1の観点において、
前記台車走行機構部および溶接トーチスライド機構部に含まれる各種スプロケットの歯数比、若しくは台車走行車輪の直径を所定の数値に設定にすることによって、前記トーチホルダーのスライド速度と台車の走行速度とをほぼ同一に保つことを特徴とする。
したがって、このような構成によれば、台車が停止して溶接トーチスライド機構が動く場合と、溶接トーチスライド機構が停止して台車が動く場合の双方について、溶接トーチの移動速度はほぼ同一となる。
【0020】
また、本発明の第7の観点による自走式溶接台車は、上記第1の観点において、
台車と垂直側の被溶接鋼板との距離を規制する走行ガイドを、垂直側の被溶接鋼板に穿かれたドレンホールの位置よりも上部に設けたことを特徴とする。
したがって、このような構成によれば、台車に設けた走行ガイドがロンジ鋼材に穿かれたドレンホールに突入するおそれがなく、ドレンホールに差し掛かる毎に自走式溶接台車の進路修正を行う必要もない。
【0021】
また、本発明の第8の観点による自走式溶接台車は、上記第7の観点において、
前記走行ガイドにおいて、垂直側の被溶接鋼板に当接する部位に該鋼板に対して吸着効果を有する磁石を設けたことを特徴とする。
したがって、このような構成によれば、台車に設けた走行ガイドが常にロンジ鋼材に吸引されつつ台車が移動するため、台車はロンジ鋼材と所定の距離を保ちつつ溶接作業を継続することができる。
【発明の効果】
【0022】
本発明の自走式溶接台車によれば、水平に置かれた鋼材にロンジ鋼材を溶接するに際して、鋼板端部の溶接不能部位を無くすことができ、かつ、一定の速度で溶接作業を自動継続することが可能であるため、極めて高品質の溶接を行うことができる。
【発明を実施するための最良の形態】
【0023】
本発明を実施するための最良の形態である実施例について、添付図面の図2乃至図8を参照しつつ以下に説明を行う。
【0024】
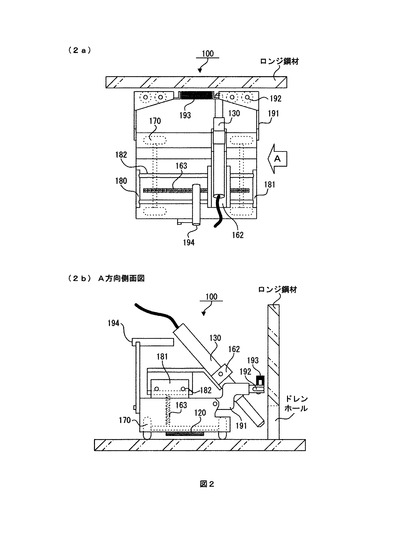
先ず、本実施例による自走式溶接台車100(以下単に「台車100」という)の概略構造を図2に示す。因みに、図(2a)は台車100の概略的な平面図を示すものであり、図(2b)はそのA方向から見た概略的な側面図を示すものである。本実施例による台車100の筐体は、ステンレスなどの一般の鋼材を用いて製造することも可能であるが、移動の際の利便性を考慮し台車重量の軽量化を図る上においては、アルミニウム材を用いることが好ましい。
【0025】
台車100には4つの走行車輪170が設けられており、これによって台車100はロンジ鋼材に沿って自在に走行することができる。一方、台車100の底面には底面部磁石120が設けられており、台車100と水平側鋼板との間に吸着力が働き、これによって走行抵抗が生じると共に台車100の走行が安定する。なお、底面部磁石120と台車走行との関係については、台車100の動作説明の部分においてその詳細を後述する。
【0026】
また、台車100の上部にはトーチホルダー162が設けられており、これを介して溶接トーチ130が台車上に搭載される。因みに、溶接トーチ130は、電気溶接或いはガス溶接などの様々な溶接トーチを利用することが可能であり、トーチホルダー162に対して着脱自在な構造となっていることは言うまでもない。
【0027】
トーチホルダー162には、水平方向の棒状スライドガイド182が挿通されており、トーチホルダー162は、台車移動方向(即ち紙面の左右方向)に沿って自在にスライド可能な構造となっている。さらに、トーチホルダー162にはトーチスライドチェーン163の一端が接続されており、これによって左右両方向へのスライド動作が行なわれることになる。また、台車100の筐体両端部にはストッパー180が設けられており、これによってトーチホルダー162のスライド動作が係止される。
【0028】
なお、底面部磁石120、トーチホルダー162、スライドガイド182、或いはストッパー180などの構造、形状、配置等の諸要素は図2に示された事例に限定されるものではなく、本発明の実施態様に応じて様々なバリエーションを取り得ることは言うまでもない。台車100の走行機構ならびに溶接トーチのスライド機構については、本明細書の後半において詳述する。
【0029】
一方、図(2A)および(2B)に示されるように、台車100の前面側(ロンジ鋼材側)の左右両サイドには、走行ガイド191が前方に突出して設けられている。走行ガイド191の各々には擦動輪192が設けられており、係る擦動輪192がロンジ鋼材に当接されながら台車100はロンジ鋼材に沿って走行することとなる。さらに本実施例では、走行ガイド191に走行ガイド磁石193が設けられている。
【0030】
このため、台車100がロンジ鋼材に沿って走行する際には、常にロンジ鋼材との間で吸引力が働き、台車100は、ロンジ鋼材から離れることなく安定した走行姿勢を保つことが可能となり良好な溶接作業を行うことができる。なお、走行ガイド191の形状や、或いは擦動輪192や走行ガイド磁石193の大きさ、取り付け位置などの諸要素に関しては図2の記載に限定されるものではない。また、本実施例においては、前述の底面部磁石120や走行ガイド磁石193として永久磁石を用いる事例を示しているが、これらを電磁石によって構成するようにしても良い。
【0031】
本実施例においては、従来の自走式溶接台車と較べて、走行ガイド191を台車100の比較的高位置に設けている。このため、従来のように走行ガイドがロンジ鋼材のドレンホールに嵌まり込むおそれは無く、台車100がドレンホールに行き当たった場合でも、台車100を停止させることなく溶接作業時と同様に走行させることができ作業能率の向上を図ることが可能となる。また、前述した走行ガイド磁石193の採用に伴う安定走行と相俟って、ロンジ鋼材の自動溶接作業時における人為的監視の労力を低減させることが可能となる。
【0032】
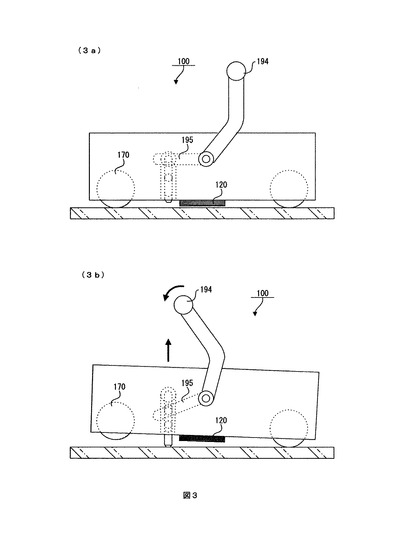
一方、台車100の背面側には、引き上げハンドル194が設けられている。引き上げハンドル194は、台車を持ち上げて移動する際に使用されるものであり、その使用動作の概略を図3に示す。同図に示すように、引き上げハンドル194は台車100の内部においてクランク機構195に接続されている。
【0033】
台車100の使用時(即ち溶接作業時)においては、図(3a)に示すように引き上げハンドル194は使用状態の位置に直立しており、クランク機構195に含まれる垂直ロッドは台車内に引き込まれている。溶接作業が終わって、台車100を他の場所に移動する場合は、図(3b)に示すように引き上げハンドル194を矢印の方向に傾ける。これによって引き上げハンドル194に連動したクランク機構195が作動し、垂直ロッドが台車100の下部に突出され、底面部磁石120の磁力に打ち勝って台車100が持ち上がることになる。なお、言うまでもなく、引き上げハンドル194やクランク機構195の形状、構造等は図3に示される事例に限定されるものではない。
【0034】
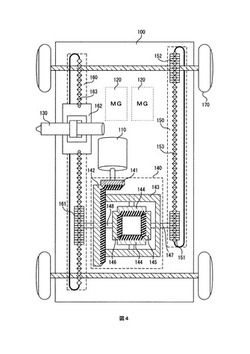
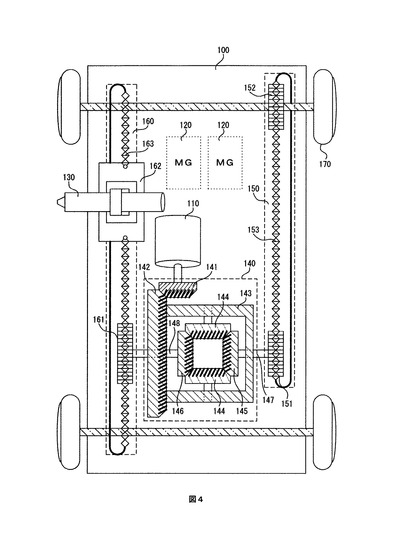
次に、台車100の動力伝達系統に関し図4に基づいて説明を行なう。同図に示すように、台車100の筐体内には動力用の電動機110が内蔵されている。電動機110は、通常の直流電動機であっても良いし、同期電動機のような特殊な直流電動機、或いは誘導電動機のような交流電動機であっても良い。本実施例においては、電動機110の回転力はドライブシャフトによってデファレンシャルギヤ機構部140に導かれる。
【0035】
デファレンシャルギヤ機構部140は、主に、ドライブシャフトに接続されたドライブピニオンギヤ141、同ギヤと噛合するリングギヤ142、リングギヤ142と一体構造のデファレンシャルフレーム143、同フレームの内部対向面に回動自在に設けられたデファレンシャルピニオンギヤ144、及び同ピニオンギヤと噛合する一組の対向したデファレンシャルサイドギヤ145、146から構成されている。
【0036】
そして、デファレンシャルサイドギヤ145にはアクスルシャフト147が、デファレンシャルサイドギヤ146にはアクスルシャフト148がそれぞれ連通されており、各々のアクスルシャフトには、それぞれ台車走行機構部150、若しくは溶接トーチスライド機構部160が接続されている。
【0037】
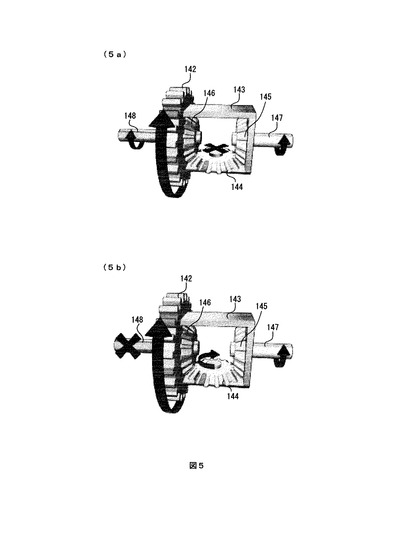
ここで、デファレンシャルギヤ機構部140の一般的な動作を図5に基づいて説明する。なお、説明の都合上、図5にはデファレンシャルギヤ機構部140の中心部のみを示すものとし、デファレンシャルフレーム143に設けられているデファレンシャルピニオンギヤ144についても、その一方のみを図示するものとする。
【0038】
先ず、ドライブピニオンギヤ141からの動力がリングギヤ142に伝達されると、リングギヤ142が回転し、これに伴い同ギヤと一体に鋳造されたデファレンシャルフレーム143も同様に回転する。両方のアクスルシャフト147および148に掛かる負荷が無負荷の場合、デファレンシャルフレーム143に設けられたデファレンシャルピニオンギヤ144は回転しないが、同フレームの回転に応じて両側のデファレンシャルサイドギヤ145、146が回転し、左右のアクスルシャフト147、148は同速度で回転する(図(5a)を参照)。
【0039】
次に、図(5b)に示されるに、左側のアクスルシャフト148に負荷が掛かるか、或いはその回転が抑止されると左側のデファレンシャルサイドギヤ146が停止し、それにつれてデファレンシャルピニオンギヤ144が回転を開始する。これによって、リングギヤ142に伝達された動力は、全て右側のデファレンシャルサイドギヤ145に伝わり、右側のアクスルシャフト147を回転駆動させることになる。
【0040】
一方、図4に示されるように、台車走行機構部150は、台車100を走行させるための駆動機構であり、主に、アクスルシャフト147によって回転駆動される走行チェーン駆動スプロケット151、走行車輪170を回転駆動する車輪駆動スプロケット152、および走行チェーン駆動スプロケット151からの動力を車輪駆動スプロケット152に伝達する台車走行用チェーン153から構成されている。
【0041】
また、溶接トーチスライド機構部160部は、溶接トーチ130をスライドさせるための駆動機構であり、主に、アクスルシャフト148によって回転駆動されるスライドチェーン駆動スプロケット161、溶接トーチ130を搭載し台車走行方向に沿って自在にスライドするトーチホルダー162、該トーチホルダーにその一端が連接され、かつスライドチェーン駆動スプロケット161によって駆動されるトーチスライドチェーン163から構成されている。
【0042】
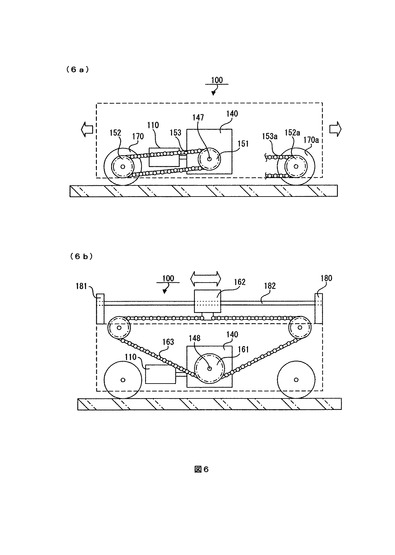
以上に述べた台車100における動力伝達系統についての説明を更に補完すべく、台車100の側面方向から示した動力伝達系統の構成を図6に示す。因みに、図(6a)は、台車走行機構部150の概略を表すものであり、走行チェーン駆動スプロケット151によって台車走行用チェーン153が駆動され、それに伴い車輪駆動スプロケット152が回転駆動されて走行車輪170に動力が伝達される様子を表している。
【0043】
なお、図4の動力伝達系統の説明図においては、台車100に備えられた走行車輪の内の一軸のみを駆動する場合を示したが、本実施例は、係る事例に限定されるものではなく、例えば図(6a)に示すように、他の軸側にも台車走行用チェーン153aを延伸させ、当該車軸に設けた車輪駆動スプロケット152aを回転させて、走行車輪170aも回転駆動させるようにしても良い。
【0044】
一方、図(6b)は、溶接トーチスライド機構部160の概略を台車100の側面方向から示したものであり、スライドチェーン駆動スプロケット161によってトーチスライドチェーン163が駆動され、それに伴い、同チェーンの一端に連接されたトーチホルダー162が台車走行方向に沿って自在にスライドされる様子を表わしている。
【0045】
因みに、本実施例による台車100の動力伝達系統においては、電動機110としてDCギヤードモータを使用しており、そのドライブシャフトの最大定格回転数を15rpmに設定している。また、デファレンシャルギヤ機構部140におけるドライブピニオンギヤ141とリングギヤ142とのギヤ比を1:3に、その他の各種デファレンシャルギヤ同士のギヤ比を全て1:1に設定しており、さらに、走行チェーン駆動スプロケット151と車輪駆動スプロケット152との歯数比も1:1に設定している。
【0046】
それ故、電動機110が最大定格回転数で回転した場合、車輪駆動スプロケット152の回転数は5rpm(15rpm/3)となり、走行車輪170の外径を50ミリメートルとすれば、台車100の最大走行速度は、
50mm×π×5rpm=785.4mm/min
となる。
【0047】
一方、デファレンシャルギヤ機構部140の特性により、左右のアクスルシャフト147と148は、それぞれが回転するときは同速度で回転するので、スライドチェーン駆動スプロケット161の最大定格回転数も5rpmとなる。本実施例においては、スライドチェーン駆動スプロケット161の直径を50.66ミリメートルに設定しているので、トーチスライドチェーン163の移動速度、即ちトーチホルダー162のスライド速度は、
50.66mm×π×5rpm=795.8mm/min
となる。
【0048】
したがって、台車100の走行速度と、台車100が停止したときのトーチホルダー162のスライド速度とは、電動機110の最大定格回転数(15rpm)において、
785.4mm/min≒795.8mm/min
となりほぼ等しくなる。なお、電動機110は、上記の最大定格回転数15rpmを上限として、電子制御により可変速度設定が可能であることは言うまでもない。
【0049】
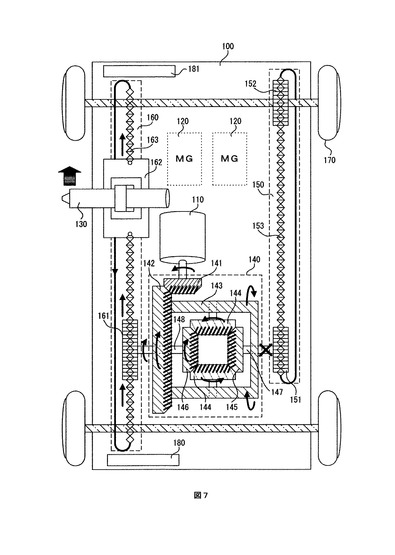
次に、本実施例による台車100の自動溶接作業の動作について、図7および図8を用いて説明を行なう。なお、溶接作業の開始前における台車100の状態は、溶接トーチ130を搭載したトーチホルダー162が、図7において図面の左下に示されたストッパー180に当接された位置にあり、また、台車100の位置は、これから自動溶接作業を実施するロンジ鋼材の溶接開始位置(例えば、前述の図1における図面左端の位置)に置かれているものとする。
【0050】
台車100にケーブル等によって接続されたリモートコントロールボックスや、台車内に搭載されたコントロールパネル(何れも図示せず)を介して、溶接作業員からの溶接作業開始指令が為されると、先ず、溶接トーチ130が点火され溶接作業が開始される。なお、溶接トーチ130への点火は、台車100への制御指令とは別個に溶接作業員によって直接為されるようにしても良い。
【0051】
溶接トーチ130による溶接が開始されても、トーチホルダー162および台車100は、約1秒間程度、溶接開始位置に止まり溶接作業を継続する。これは、溶接開始と同時に溶接トーチが移動すると溶接開始位置での溶接仕上がりが劣るため、溶接トーチ130を溶接開始位置に所定時間留めるものである。因みに、かかる停留時間の長さは、溶接トーチの種類や被溶接鋼材の材質等の条件に応じて任意の時間長に設定し得るものにしても良い。
【0052】
上記の停留時間が終了すると、タイマー等(図示せず)によって自動的に電動機110が起動され、その回転動力はドライブシャフトを介してデファレンシャルギヤ機構部140に伝達される。ところで、台車100の底面には底面部磁石120が装着されているので、台車100と水平側の鋼板との間には常に吸引力が働いている。係る吸引力と相俟って、台車100自体の車体重量や走行車輪170の走行抵抗などの影響によって、台車走行機構部150には駆動負荷DL1が生じることになる。
【0053】
一方、トーチスライド機構部160においても、トーチホルダー162やトーチスライドチェーン163をスライドさせるための駆動負荷DL2が生じている。本実施例においては、底面部磁石120による磁力や車体重量を所定値に設定することによって、以下の関係が成立するように定めている。
DL1 > DL2
【0054】
前述のようにデファレンシャルギヤ機構は、動力源から伝達されるパワーを左右のアスクルシャフトに配分するものであり、両方のアスクルシャフトに負荷が掛かった場合は、回転し易い方、つまり駆動負荷の小さい方のアスクルシャフトにそのパワーを配分する仕組みになっている。したがって、上式の関係が成立する場合は、電動機110からの動力は、デファレンシャルギヤ機構140によって、駆動負荷の小さな方、つまり、トーチスライド機構部160の方に配分され、台車走行機構部150側には配分されない。
【0055】
すなわち、本実施例においては、図7に示されるように、台車走行機構部150側に接続されたアスクルシャフト147およびデファレンシャルサイドギヤ145の回転が抑止され、リングギヤ142と共に回転するデファレンシャルフレーム143の回転は、デファレンシャルピニオンギヤ144の回転を介して、デファレンシャルサイドギヤ146ならびにアスクルシャフト148に伝達される。
【0056】
これによって、スライドチェーン駆動スプロケット161が回転してトーチスライドチェーン163が駆動され、トーチホルダー162が図中に示す矢印の方向(図中上方向)にスライドを開始する。トーチホルダー162には、溶接トーチ130が搭載されているため、当然、溶接トーチ130による溶接作業もその溶接位置を順次スライドさせることになる。なお、この場合は、アスクルシャフト147の回転は抑止されているため、台車走行機構部150側に動力が伝達されず、台車100は停止状態で留まることは言うまでもない。
【0057】
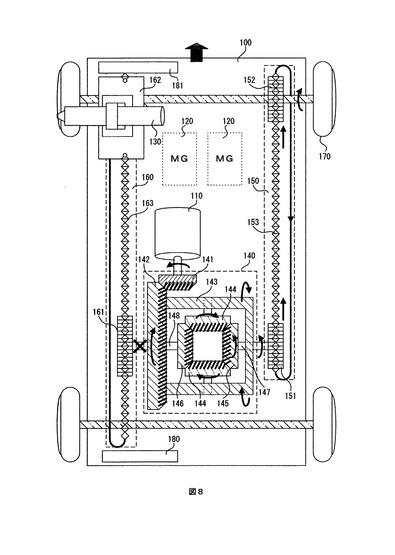
次に、図8に示されるように、トーチホルダー162がスライド動作を続行して台車車体端部のストッパー181に行き当たると、スライドチェーン駆動スプロケット161は、それ以上トーチスライドチェーン163を駆動できないため、トーチスライド機構部160の駆動負荷が一挙に増大する。すなわち、前述した駆動負荷DL1とDL2との関係が逆転して、両者の関係は以下のようになる。
DL1 < DL2
【0058】
これによって、デファレンシャルギヤ機構の特性により、駆動負荷の小さな方のデファレンシャルサイドギヤに動力が伝達されるため、デファレンシャルサイドギヤ146およびアスクルシャフト148の回転が抑止され、デファレンシャルピニオンギヤ144の回転が逆転し、今度は、デファレンシャルサイドギヤ145およびアスクルシャフト147が回転を始める。
【0059】
すなわち、リングギヤ142からの動力は、今度は台車走行機構部150側に伝達され、走行チェーン駆動スプロケット151、台車走行用チェーン153を介して車輪駆動スプロケット152が回転駆動され走行車輪170が回転を開始する。これに伴い、台車100は図中の矢印方向(図中上向き)に走行を開始する。この場合、トーチスライド機構部160への動力伝達は停止されているので、トーチホルダー162および溶接トーチ130は、台車100の端部、即ちストッパー181によって係止された位置に留まっていることは言うまでもない。
【0060】
以上に説明したように、本実施例による台車100を使用した自動溶接作業では、先ず、台車停止状態において溶接トーチ130が台車100の端部から端部までを移動し、その後、溶接トーチ130は最終到達位置で停止して、引き続き台車100自体が移動を開始することになる。それ故、図1の従来例で例示したような溶接不能部位を生ずることなく、ロンジ鋼材の端から端までを満遍なく溶接することができる。なお、台車100の端部にはリミットスイッチが設けられており(図示せず)、台車が溶接鋼材の端部障壁などに接触すると自動停止する構造となっている。
【0061】
また、前述したように、台車100の走行速度と溶接トーチ130のスライド速度は、ほぼ等しく設定されているため、溶接開始時の台車停止時における溶接トーチ130のスライドによる自動溶接作業と、溶接トーチ130の停止後における台車走行による自動溶接作業の溶接スピードはほぼ等しく、自動溶接の全作業に亘って均一な溶接精度が得られることとなる。
【0062】
なお、実際の溶接作業においては、溶接トーチ130が太く重量の大きな高圧電力ケーブル、或いは溶接ガスパイプを牽引して移動することになる。この場合、溶接トーチ130の位置によってはケーブルやガスパイプによる張力が変化してトーチスライド機構部160に加わる駆動負荷が変動する可能性がある。
【0063】
前述のように、デファレンシャルギヤ機構部140は、台車走行機構部150とトーチスライド機構部160の各々に加わる駆動負荷の関係に応じて動力を分配するので、このような負荷変動が発生すると、自動溶接作業の過程において、「トーチスライド・台車走行停止」と「トーチスライド停止・台車走行」の事象が交互に表れる場合も生ずる。
【0064】
しかしながら、このような状態が生じた場合でも本実施例においては、前述のように台車100の走行速度と溶接トーチ130のスライド速度はほぼ等しく設定されているため、それぞれの事象における自動溶接作業の溶接スピードはほぼ等しく、自動溶接作業の全体において均一な溶接精度が得られることは言うまでもない。
【0065】
以上に説明したように、本実施例によれば、複数電動機の使用や溶接トーチの首振り機構等の複雑高価な構成を用いることなく、単一の電動機とデファレンシャルギヤ機構という単純な構成を用いることによって、ロンジ鋼材の自動溶接作業において鋼材端部の溶接不能部位を解消し、かつ極めて高い溶接精度を持った自走式溶接台車を、低コストで実現することができる。
【0066】
なお、本発明の実施形態は、以上に説明した各実施例に限定されるものではなく、例えば、各々の実施例を構成する各部位の形状や配置或いはその素材等は、本発明の趣旨を逸脱することなく、現実の実施態様に即して適宜変更ができるものであることは言うまでもない。
【産業上の利用可能性】
【0067】
以上に説明した本発明の構成は、造船所や鉄工所等の作業現場で日常行なわれるロンジ鋼材の自動溶接の作業においてその利用が可能である。
【図面の簡単な説明】
【0068】
【図1】従来の自走式溶接台車による溶接作業の概略を説明する図である。
【図2】本発明の実施例である自走式溶接台車の概要を説明する図である。
【図3】図2に示す自走式溶接台車の引き上げハンドルの動作を説明する図である。
【図4】本発明の実施例である自走式溶接台車の動力伝達系統の構成を示す図である。
【図5】図4に示すデファレンシャルギヤ機構部の動作を説明する図である。
【図6】図4に示す動力伝達系統の構成を更に説明する図である。
【図7】本発明の実施例である自走式溶接台車の動作概要(溶接トーチスライド時)を説明する図である。
【図8】本発明の実施例である自走式溶接台車の動作概要(台車走行時)を説明する図である。
【符号の説明】
【0069】
100 … 自走式溶接台車
110 … 電動機
120 … 底面部磁石
130 … 溶接トーチ
140 … デファレンシャルギヤ機構部
141 … ドライブピニオンギヤ
142 … リングギヤ
143 … デファレンシャルフレーム
144 … デファレンシャルピニオンギヤ
145、146 … デファレンシャルサイドギヤ
147、148 … アクスルシャフト
150 … 台車走行機構部
151 … 走行チェーン駆動スプロケット
152 … 車輪駆動スプロケット
153 … 台車走行用チェーン
160 … 溶接トーチスライド機構部
161 … スライドチェーン駆動スプロケット
162 … トーチホルダー
163 … トーチスライドチェーン
170 … 走行車輪
180、181 … ストッパー
182 … スライドガイド
191 … 走行ガイド
192 … 擦動輪
193 … 走行ガイド磁石
194 … 引き上げハンドル
195 … クランク機構
【技術分野】
【0001】
本発明は、主に造船業や鉄骨構造物製造業の分野において、いわゆるロンジ鋼材の溶接を行なう際に用いられる自走式溶接台車に関するものである。
【背景技術】
【0002】
造船所や鉄工所においては、鋼鉄単板に対しロンジ鋼材と呼ばれる垂直方向に屏立した鋼材を溶接して当該鋼板の強度を補強する作業が一般に行われている。船舶用の鋼材は、通常その大きさや長さが長大であるため、このようなロンジ鋼材の溶接に際しては、その内部に電動機等の動力源を有し、鋼材溶接用のトーチを搭載して自動的に溶接作業を行う自走式の溶接台車が広く用いられている。
【0003】
従来からの自走式溶接台車によるロンジ鋼材の溶接作業のあらましを、図1の作業概略図に基づいて説明する。同図において、自走式溶接台車1の内部には走行用の動力源である電動機が内蔵されており、所定の動力伝達機構を介して台車の走行車輪を回転駆動する。一方、台車の上面略中央には溶接トーチ2がトーチホルダー等の固定器具を介して台車上に固定されている。また、台車の前面(ロンジ鋼材側)には一般に走行ガイド3が設けられており、台車と垂直側の被溶接鋼板であるロンジ鋼材との適正な距離を保っている。
【0004】
同図において、溶接トーチ2の点火後に自走式溶接台車1が所定の速度で紙面の左から右方向に移動することによって、水平側鋼板に対してロンジ鋼材が溶接されて行くことになる。また、ロンジ鋼材には、通常排水用のドレンホールが随所に設けられているため、台車が係るドレンホールに到達する都度、溶接作業の中断や台車進路の補正を行う必要があった。
【0005】
なお、溶接作業の開始/終了や台車の走行/停止等の指示は、ケーブルによって台車に接続されたリモートコントロールボックスや、台車に搭載されたコントロールパネル(何れも図示せず)を介して溶接作業員からの指令によって為されることは言うまでもない。また、台車端部にはリミットスイッチが設けられており、台車が溶接鋼材の端部障壁などに接触すると自動停止する構造となっている。
【0006】
従来の自走式溶接台車によってロンジ鋼材の溶接作業を行った場合は、溶接トーチ2が自走式溶接台車1の中央部に固定されているため、図1に示されるように、その溶接開始点および溶接終了点の近傍において必ず溶接不能部位が生ずることになる。従来、このような溶接不能部位については、自走式溶接台車による自動溶接の終了後、別途、溶接作業員による手作業によって溶接処理が行なわれていた。
【0007】
係る溶接不能部位は、一般に10〜20センチメートル程度であるが、単鋼板の補強に用いられるロンジ鋼材の数は多く、船舶一隻の造船工程においては、その総延長が数キロメートルに及ぶ場合がある。また、自走式溶接台車による自動溶接と、作業員による手溶接を組み合わせるため溶接の作業手順が煩雑となり、製造工程の長期化や製造コストの増加を招く原因ともなっていた。
【0008】
このような問題を解決すべく、例えば、特許文献1或いは特許文献2に示されるような発明が既に開示されている。因みに、特許文献1に係る発明は、台車中央に設けられた溶接トーチを、いわゆる「首振り構造」として、台車前面のほぼ全域に亘って溶接トーチの移動を可能にしたものである。一方、特許文献2に係る発明は、台車上に台車走行用の電動機とは別にトーチスライド用の専用電動機を搭載し、当該電動機による駆動によって溶接トーチを台車の端から端まで移動可能としたものである。
【0009】
【特許文献1】特開平8−132234号公報
【特許文献2】特開平7−185813号公報
【発明の開示】
【発明が解決しようとする課題】
【0010】
しかしながら、特許文献1に開示された発明では溶接トーチの先端が弧状に移動するため、均一な溶接結果を得るには問題があり、溶接トーチが移動する全範囲に亘り良好な溶接を行うためには、溶接トーチの移動にともなって溶接火力或いは電力の微調整を行う必要がある。一方、特許文献2に開示された発明は、台車走行用の他にさらにトーチスライド用の専用電動機を搭載するため、そのコストも割高となり故障頻度も増すことになる。
【0011】
更に、特許文献2の発明では、例えば図1において溶接開始時に台車の左端に位置した溶接トーチ2が、溶接作業を行ないつつトーチスライド用の電動機によって台車の右端に移動して停止し、その後は、溶接トーチ2は静止したまま、台車自身が走行を開始して溶接作業を継続することになる。それ故、均一な溶接を行うには、溶接トーチ2のスライド速度と台車1の走行速度とを合わせる必要が有り、これを異なる2台の電動機で行うため、電動機の特性の相違や、その経年変化等による性能劣化によって溶接精度が不安定となるおそれもあった。
【0012】
本発明は、このような従来からの課題を解決することを目的とするものであって、ロンジ鋼材などの長尺鋼材を自動溶接するにあたり、鋼材端部の溶接不能部位を無くし、かつ均一な溶接結果が得られる自走式の溶接台車を低コストで提供することを目的とする。
【課題を解決するための手段】
【0013】
本発明の第1の観点による自走式溶接台車は、前述の目的を達成するため、
車体内部に動力用の電動機と、車体底面部に水平側の被溶接鋼板に対し吸着効果を有する磁石とを備え、かつ台車の走行方向に沿ってスライドする溶接トーチを搭載した自走式溶接台車であって、
前記電動機により回転駆動されるデファレンシャルギヤ機構部と、
前記デファレンシャルギヤ機構を構成する一方のデファレンシャルサイドギヤにアクスルシャフトを介して接続された台車走行機構部と、
前記デファレンシャルギヤ機構を構成する他の一方のデファレンシャルサイドギヤにアクスルシャフトを介して接続された溶接トーチスライド機構部と、を含むことを特徴とする。
【0014】
したがって、このような構成によれば、デファレンシャルギヤ機構によって1台の電動機からの出力を台車走行機構部と溶接トーチスライド機構部の双方に分配することにより、自走式溶接台車の走行と溶接トーチのスライドを行なわせる事が可能となる。これによって、溶接トーチを台車の走行方向に沿ってスライドさせ溶接作業を行うことが可能となり、ロンジ溶接における鋼材端部の溶接不可能部位を無くすことができる。
【0015】
また、本発明の第2の観点による自走式溶接台車は、上記第1の観点において、
前記デファレンシャルギヤ機構は、
前記電動機からドライブピニオンギヤによって回転駆動されるリングギヤと、
前記リングギヤと一体に構成され、該リングギヤと共に回転するデファレンシャルフレームと、
前記デファレンシャルフレームの内部対向面に設けられた回動自在なデファレンシャルピニオンギヤと、
前記デファレンシャルピニオンギヤと噛合して該ピニオンギヤの回転軸と垂直方向にその回転軸を有し、前記デファレンシャルフレームの内部対向面に設けられた一組のデファレンシャルサイドギヤと、
前記デファレンシャルサイドギヤの各々に連通され前記デファレンシャルギヤ機構部の両側に突出して設けられた一組のアクスルシャフトと、を含むことを特徴とする。
したがって、このような構成によれば、デファレンシャルギヤ機構特有の構造によって電動機からの駆動出力を一組のアクスルシャフトの何れか一方に分配することが可能となる。
【0016】
また、本発明の第3の観点による自走式溶接台車は、上記第1の観点において、
前記台車走行機構部は、
前記一組のアクスルシャフトのうちの一方によって回転駆動される走行チェーン駆動スプロケットと、
前記台車に設けられた車輪を回転駆動する車輪駆動スプロケットと、
前記走行チェーン駆動スプロケットからの動力を前記車輪駆動スプロケットに伝達する台車走行用チェーンと、を含むことを特徴とする。
したがって、このような構成によれば、デファレンシャルギヤ機構部の一方のアクスルシャフトから出力される動力を有効に台車の車輪に伝達することが可能となる。
【0017】
また、本発明の第4の観点による自走式溶接台車は、上記第1の観点において、
前記溶接トーチスライド機構部は、
前記一組のアクスルシャフトのうちの他の一方によって回転駆動されるスライドチェーン駆動スプロケットと、
溶接トーチを搭載し台車の走行方向に沿って自在にスライドするトーチホルダーと、
前記トーチホルダーに接続され、かつ前記スライドチェーン駆動スプロケットによって台車の移動方向に沿って駆動されるトーチスライドチェーンと、を含むことを特徴とする。
したがって、このような構成によれば、デファレンシャルギヤ機構の他の一方のアクスルシャフトから出力される動力によってトーチホルダーをスライドさせることが可能となる。
【0018】
また、本発明の第5の観点による自走式溶接台車は、上記第1の観点において、
前記台車走行機構部と前記溶接トーチスライド機構部との駆動負荷の不均衡に応じて、前記デファレンシャルギヤ機構部は、前記電動機からの動力を前記台車走行機構部または溶接トーチスライド機構部の何れか一方に伝達することを特徴とする。
したがって、このような構成によれば、台車走行機構部若しくは溶接トーチスライド機構部の各々に駆動負荷の変動が生じた場合、デファレンシャルギヤ機構部の働きによって、電動機からの駆動出力を、台車走行機構部または溶接トーチスライド機構部のうちの相対的に駆動負荷の小さな方に伝達させることができる。
【0019】
また、本発明の第6の観点による自走式溶接台車は、上記第1の観点において、
前記台車走行機構部および溶接トーチスライド機構部に含まれる各種スプロケットの歯数比、若しくは台車走行車輪の直径を所定の数値に設定にすることによって、前記トーチホルダーのスライド速度と台車の走行速度とをほぼ同一に保つことを特徴とする。
したがって、このような構成によれば、台車が停止して溶接トーチスライド機構が動く場合と、溶接トーチスライド機構が停止して台車が動く場合の双方について、溶接トーチの移動速度はほぼ同一となる。
【0020】
また、本発明の第7の観点による自走式溶接台車は、上記第1の観点において、
台車と垂直側の被溶接鋼板との距離を規制する走行ガイドを、垂直側の被溶接鋼板に穿かれたドレンホールの位置よりも上部に設けたことを特徴とする。
したがって、このような構成によれば、台車に設けた走行ガイドがロンジ鋼材に穿かれたドレンホールに突入するおそれがなく、ドレンホールに差し掛かる毎に自走式溶接台車の進路修正を行う必要もない。
【0021】
また、本発明の第8の観点による自走式溶接台車は、上記第7の観点において、
前記走行ガイドにおいて、垂直側の被溶接鋼板に当接する部位に該鋼板に対して吸着効果を有する磁石を設けたことを特徴とする。
したがって、このような構成によれば、台車に設けた走行ガイドが常にロンジ鋼材に吸引されつつ台車が移動するため、台車はロンジ鋼材と所定の距離を保ちつつ溶接作業を継続することができる。
【発明の効果】
【0022】
本発明の自走式溶接台車によれば、水平に置かれた鋼材にロンジ鋼材を溶接するに際して、鋼板端部の溶接不能部位を無くすことができ、かつ、一定の速度で溶接作業を自動継続することが可能であるため、極めて高品質の溶接を行うことができる。
【発明を実施するための最良の形態】
【0023】
本発明を実施するための最良の形態である実施例について、添付図面の図2乃至図8を参照しつつ以下に説明を行う。
【0024】
先ず、本実施例による自走式溶接台車100(以下単に「台車100」という)の概略構造を図2に示す。因みに、図(2a)は台車100の概略的な平面図を示すものであり、図(2b)はそのA方向から見た概略的な側面図を示すものである。本実施例による台車100の筐体は、ステンレスなどの一般の鋼材を用いて製造することも可能であるが、移動の際の利便性を考慮し台車重量の軽量化を図る上においては、アルミニウム材を用いることが好ましい。
【0025】
台車100には4つの走行車輪170が設けられており、これによって台車100はロンジ鋼材に沿って自在に走行することができる。一方、台車100の底面には底面部磁石120が設けられており、台車100と水平側鋼板との間に吸着力が働き、これによって走行抵抗が生じると共に台車100の走行が安定する。なお、底面部磁石120と台車走行との関係については、台車100の動作説明の部分においてその詳細を後述する。
【0026】
また、台車100の上部にはトーチホルダー162が設けられており、これを介して溶接トーチ130が台車上に搭載される。因みに、溶接トーチ130は、電気溶接或いはガス溶接などの様々な溶接トーチを利用することが可能であり、トーチホルダー162に対して着脱自在な構造となっていることは言うまでもない。
【0027】
トーチホルダー162には、水平方向の棒状スライドガイド182が挿通されており、トーチホルダー162は、台車移動方向(即ち紙面の左右方向)に沿って自在にスライド可能な構造となっている。さらに、トーチホルダー162にはトーチスライドチェーン163の一端が接続されており、これによって左右両方向へのスライド動作が行なわれることになる。また、台車100の筐体両端部にはストッパー180が設けられており、これによってトーチホルダー162のスライド動作が係止される。
【0028】
なお、底面部磁石120、トーチホルダー162、スライドガイド182、或いはストッパー180などの構造、形状、配置等の諸要素は図2に示された事例に限定されるものではなく、本発明の実施態様に応じて様々なバリエーションを取り得ることは言うまでもない。台車100の走行機構ならびに溶接トーチのスライド機構については、本明細書の後半において詳述する。
【0029】
一方、図(2A)および(2B)に示されるように、台車100の前面側(ロンジ鋼材側)の左右両サイドには、走行ガイド191が前方に突出して設けられている。走行ガイド191の各々には擦動輪192が設けられており、係る擦動輪192がロンジ鋼材に当接されながら台車100はロンジ鋼材に沿って走行することとなる。さらに本実施例では、走行ガイド191に走行ガイド磁石193が設けられている。
【0030】
このため、台車100がロンジ鋼材に沿って走行する際には、常にロンジ鋼材との間で吸引力が働き、台車100は、ロンジ鋼材から離れることなく安定した走行姿勢を保つことが可能となり良好な溶接作業を行うことができる。なお、走行ガイド191の形状や、或いは擦動輪192や走行ガイド磁石193の大きさ、取り付け位置などの諸要素に関しては図2の記載に限定されるものではない。また、本実施例においては、前述の底面部磁石120や走行ガイド磁石193として永久磁石を用いる事例を示しているが、これらを電磁石によって構成するようにしても良い。
【0031】
本実施例においては、従来の自走式溶接台車と較べて、走行ガイド191を台車100の比較的高位置に設けている。このため、従来のように走行ガイドがロンジ鋼材のドレンホールに嵌まり込むおそれは無く、台車100がドレンホールに行き当たった場合でも、台車100を停止させることなく溶接作業時と同様に走行させることができ作業能率の向上を図ることが可能となる。また、前述した走行ガイド磁石193の採用に伴う安定走行と相俟って、ロンジ鋼材の自動溶接作業時における人為的監視の労力を低減させることが可能となる。
【0032】
一方、台車100の背面側には、引き上げハンドル194が設けられている。引き上げハンドル194は、台車を持ち上げて移動する際に使用されるものであり、その使用動作の概略を図3に示す。同図に示すように、引き上げハンドル194は台車100の内部においてクランク機構195に接続されている。
【0033】
台車100の使用時(即ち溶接作業時)においては、図(3a)に示すように引き上げハンドル194は使用状態の位置に直立しており、クランク機構195に含まれる垂直ロッドは台車内に引き込まれている。溶接作業が終わって、台車100を他の場所に移動する場合は、図(3b)に示すように引き上げハンドル194を矢印の方向に傾ける。これによって引き上げハンドル194に連動したクランク機構195が作動し、垂直ロッドが台車100の下部に突出され、底面部磁石120の磁力に打ち勝って台車100が持ち上がることになる。なお、言うまでもなく、引き上げハンドル194やクランク機構195の形状、構造等は図3に示される事例に限定されるものではない。
【0034】
次に、台車100の動力伝達系統に関し図4に基づいて説明を行なう。同図に示すように、台車100の筐体内には動力用の電動機110が内蔵されている。電動機110は、通常の直流電動機であっても良いし、同期電動機のような特殊な直流電動機、或いは誘導電動機のような交流電動機であっても良い。本実施例においては、電動機110の回転力はドライブシャフトによってデファレンシャルギヤ機構部140に導かれる。
【0035】
デファレンシャルギヤ機構部140は、主に、ドライブシャフトに接続されたドライブピニオンギヤ141、同ギヤと噛合するリングギヤ142、リングギヤ142と一体構造のデファレンシャルフレーム143、同フレームの内部対向面に回動自在に設けられたデファレンシャルピニオンギヤ144、及び同ピニオンギヤと噛合する一組の対向したデファレンシャルサイドギヤ145、146から構成されている。
【0036】
そして、デファレンシャルサイドギヤ145にはアクスルシャフト147が、デファレンシャルサイドギヤ146にはアクスルシャフト148がそれぞれ連通されており、各々のアクスルシャフトには、それぞれ台車走行機構部150、若しくは溶接トーチスライド機構部160が接続されている。
【0037】
ここで、デファレンシャルギヤ機構部140の一般的な動作を図5に基づいて説明する。なお、説明の都合上、図5にはデファレンシャルギヤ機構部140の中心部のみを示すものとし、デファレンシャルフレーム143に設けられているデファレンシャルピニオンギヤ144についても、その一方のみを図示するものとする。
【0038】
先ず、ドライブピニオンギヤ141からの動力がリングギヤ142に伝達されると、リングギヤ142が回転し、これに伴い同ギヤと一体に鋳造されたデファレンシャルフレーム143も同様に回転する。両方のアクスルシャフト147および148に掛かる負荷が無負荷の場合、デファレンシャルフレーム143に設けられたデファレンシャルピニオンギヤ144は回転しないが、同フレームの回転に応じて両側のデファレンシャルサイドギヤ145、146が回転し、左右のアクスルシャフト147、148は同速度で回転する(図(5a)を参照)。
【0039】
次に、図(5b)に示されるに、左側のアクスルシャフト148に負荷が掛かるか、或いはその回転が抑止されると左側のデファレンシャルサイドギヤ146が停止し、それにつれてデファレンシャルピニオンギヤ144が回転を開始する。これによって、リングギヤ142に伝達された動力は、全て右側のデファレンシャルサイドギヤ145に伝わり、右側のアクスルシャフト147を回転駆動させることになる。
【0040】
一方、図4に示されるように、台車走行機構部150は、台車100を走行させるための駆動機構であり、主に、アクスルシャフト147によって回転駆動される走行チェーン駆動スプロケット151、走行車輪170を回転駆動する車輪駆動スプロケット152、および走行チェーン駆動スプロケット151からの動力を車輪駆動スプロケット152に伝達する台車走行用チェーン153から構成されている。
【0041】
また、溶接トーチスライド機構部160部は、溶接トーチ130をスライドさせるための駆動機構であり、主に、アクスルシャフト148によって回転駆動されるスライドチェーン駆動スプロケット161、溶接トーチ130を搭載し台車走行方向に沿って自在にスライドするトーチホルダー162、該トーチホルダーにその一端が連接され、かつスライドチェーン駆動スプロケット161によって駆動されるトーチスライドチェーン163から構成されている。
【0042】
以上に述べた台車100における動力伝達系統についての説明を更に補完すべく、台車100の側面方向から示した動力伝達系統の構成を図6に示す。因みに、図(6a)は、台車走行機構部150の概略を表すものであり、走行チェーン駆動スプロケット151によって台車走行用チェーン153が駆動され、それに伴い車輪駆動スプロケット152が回転駆動されて走行車輪170に動力が伝達される様子を表している。
【0043】
なお、図4の動力伝達系統の説明図においては、台車100に備えられた走行車輪の内の一軸のみを駆動する場合を示したが、本実施例は、係る事例に限定されるものではなく、例えば図(6a)に示すように、他の軸側にも台車走行用チェーン153aを延伸させ、当該車軸に設けた車輪駆動スプロケット152aを回転させて、走行車輪170aも回転駆動させるようにしても良い。
【0044】
一方、図(6b)は、溶接トーチスライド機構部160の概略を台車100の側面方向から示したものであり、スライドチェーン駆動スプロケット161によってトーチスライドチェーン163が駆動され、それに伴い、同チェーンの一端に連接されたトーチホルダー162が台車走行方向に沿って自在にスライドされる様子を表わしている。
【0045】
因みに、本実施例による台車100の動力伝達系統においては、電動機110としてDCギヤードモータを使用しており、そのドライブシャフトの最大定格回転数を15rpmに設定している。また、デファレンシャルギヤ機構部140におけるドライブピニオンギヤ141とリングギヤ142とのギヤ比を1:3に、その他の各種デファレンシャルギヤ同士のギヤ比を全て1:1に設定しており、さらに、走行チェーン駆動スプロケット151と車輪駆動スプロケット152との歯数比も1:1に設定している。
【0046】
それ故、電動機110が最大定格回転数で回転した場合、車輪駆動スプロケット152の回転数は5rpm(15rpm/3)となり、走行車輪170の外径を50ミリメートルとすれば、台車100の最大走行速度は、
50mm×π×5rpm=785.4mm/min
となる。
【0047】
一方、デファレンシャルギヤ機構部140の特性により、左右のアクスルシャフト147と148は、それぞれが回転するときは同速度で回転するので、スライドチェーン駆動スプロケット161の最大定格回転数も5rpmとなる。本実施例においては、スライドチェーン駆動スプロケット161の直径を50.66ミリメートルに設定しているので、トーチスライドチェーン163の移動速度、即ちトーチホルダー162のスライド速度は、
50.66mm×π×5rpm=795.8mm/min
となる。
【0048】
したがって、台車100の走行速度と、台車100が停止したときのトーチホルダー162のスライド速度とは、電動機110の最大定格回転数(15rpm)において、
785.4mm/min≒795.8mm/min
となりほぼ等しくなる。なお、電動機110は、上記の最大定格回転数15rpmを上限として、電子制御により可変速度設定が可能であることは言うまでもない。
【0049】
次に、本実施例による台車100の自動溶接作業の動作について、図7および図8を用いて説明を行なう。なお、溶接作業の開始前における台車100の状態は、溶接トーチ130を搭載したトーチホルダー162が、図7において図面の左下に示されたストッパー180に当接された位置にあり、また、台車100の位置は、これから自動溶接作業を実施するロンジ鋼材の溶接開始位置(例えば、前述の図1における図面左端の位置)に置かれているものとする。
【0050】
台車100にケーブル等によって接続されたリモートコントロールボックスや、台車内に搭載されたコントロールパネル(何れも図示せず)を介して、溶接作業員からの溶接作業開始指令が為されると、先ず、溶接トーチ130が点火され溶接作業が開始される。なお、溶接トーチ130への点火は、台車100への制御指令とは別個に溶接作業員によって直接為されるようにしても良い。
【0051】
溶接トーチ130による溶接が開始されても、トーチホルダー162および台車100は、約1秒間程度、溶接開始位置に止まり溶接作業を継続する。これは、溶接開始と同時に溶接トーチが移動すると溶接開始位置での溶接仕上がりが劣るため、溶接トーチ130を溶接開始位置に所定時間留めるものである。因みに、かかる停留時間の長さは、溶接トーチの種類や被溶接鋼材の材質等の条件に応じて任意の時間長に設定し得るものにしても良い。
【0052】
上記の停留時間が終了すると、タイマー等(図示せず)によって自動的に電動機110が起動され、その回転動力はドライブシャフトを介してデファレンシャルギヤ機構部140に伝達される。ところで、台車100の底面には底面部磁石120が装着されているので、台車100と水平側の鋼板との間には常に吸引力が働いている。係る吸引力と相俟って、台車100自体の車体重量や走行車輪170の走行抵抗などの影響によって、台車走行機構部150には駆動負荷DL1が生じることになる。
【0053】
一方、トーチスライド機構部160においても、トーチホルダー162やトーチスライドチェーン163をスライドさせるための駆動負荷DL2が生じている。本実施例においては、底面部磁石120による磁力や車体重量を所定値に設定することによって、以下の関係が成立するように定めている。
DL1 > DL2
【0054】
前述のようにデファレンシャルギヤ機構は、動力源から伝達されるパワーを左右のアスクルシャフトに配分するものであり、両方のアスクルシャフトに負荷が掛かった場合は、回転し易い方、つまり駆動負荷の小さい方のアスクルシャフトにそのパワーを配分する仕組みになっている。したがって、上式の関係が成立する場合は、電動機110からの動力は、デファレンシャルギヤ機構140によって、駆動負荷の小さな方、つまり、トーチスライド機構部160の方に配分され、台車走行機構部150側には配分されない。
【0055】
すなわち、本実施例においては、図7に示されるように、台車走行機構部150側に接続されたアスクルシャフト147およびデファレンシャルサイドギヤ145の回転が抑止され、リングギヤ142と共に回転するデファレンシャルフレーム143の回転は、デファレンシャルピニオンギヤ144の回転を介して、デファレンシャルサイドギヤ146ならびにアスクルシャフト148に伝達される。
【0056】
これによって、スライドチェーン駆動スプロケット161が回転してトーチスライドチェーン163が駆動され、トーチホルダー162が図中に示す矢印の方向(図中上方向)にスライドを開始する。トーチホルダー162には、溶接トーチ130が搭載されているため、当然、溶接トーチ130による溶接作業もその溶接位置を順次スライドさせることになる。なお、この場合は、アスクルシャフト147の回転は抑止されているため、台車走行機構部150側に動力が伝達されず、台車100は停止状態で留まることは言うまでもない。
【0057】
次に、図8に示されるように、トーチホルダー162がスライド動作を続行して台車車体端部のストッパー181に行き当たると、スライドチェーン駆動スプロケット161は、それ以上トーチスライドチェーン163を駆動できないため、トーチスライド機構部160の駆動負荷が一挙に増大する。すなわち、前述した駆動負荷DL1とDL2との関係が逆転して、両者の関係は以下のようになる。
DL1 < DL2
【0058】
これによって、デファレンシャルギヤ機構の特性により、駆動負荷の小さな方のデファレンシャルサイドギヤに動力が伝達されるため、デファレンシャルサイドギヤ146およびアスクルシャフト148の回転が抑止され、デファレンシャルピニオンギヤ144の回転が逆転し、今度は、デファレンシャルサイドギヤ145およびアスクルシャフト147が回転を始める。
【0059】
すなわち、リングギヤ142からの動力は、今度は台車走行機構部150側に伝達され、走行チェーン駆動スプロケット151、台車走行用チェーン153を介して車輪駆動スプロケット152が回転駆動され走行車輪170が回転を開始する。これに伴い、台車100は図中の矢印方向(図中上向き)に走行を開始する。この場合、トーチスライド機構部160への動力伝達は停止されているので、トーチホルダー162および溶接トーチ130は、台車100の端部、即ちストッパー181によって係止された位置に留まっていることは言うまでもない。
【0060】
以上に説明したように、本実施例による台車100を使用した自動溶接作業では、先ず、台車停止状態において溶接トーチ130が台車100の端部から端部までを移動し、その後、溶接トーチ130は最終到達位置で停止して、引き続き台車100自体が移動を開始することになる。それ故、図1の従来例で例示したような溶接不能部位を生ずることなく、ロンジ鋼材の端から端までを満遍なく溶接することができる。なお、台車100の端部にはリミットスイッチが設けられており(図示せず)、台車が溶接鋼材の端部障壁などに接触すると自動停止する構造となっている。
【0061】
また、前述したように、台車100の走行速度と溶接トーチ130のスライド速度は、ほぼ等しく設定されているため、溶接開始時の台車停止時における溶接トーチ130のスライドによる自動溶接作業と、溶接トーチ130の停止後における台車走行による自動溶接作業の溶接スピードはほぼ等しく、自動溶接の全作業に亘って均一な溶接精度が得られることとなる。
【0062】
なお、実際の溶接作業においては、溶接トーチ130が太く重量の大きな高圧電力ケーブル、或いは溶接ガスパイプを牽引して移動することになる。この場合、溶接トーチ130の位置によってはケーブルやガスパイプによる張力が変化してトーチスライド機構部160に加わる駆動負荷が変動する可能性がある。
【0063】
前述のように、デファレンシャルギヤ機構部140は、台車走行機構部150とトーチスライド機構部160の各々に加わる駆動負荷の関係に応じて動力を分配するので、このような負荷変動が発生すると、自動溶接作業の過程において、「トーチスライド・台車走行停止」と「トーチスライド停止・台車走行」の事象が交互に表れる場合も生ずる。
【0064】
しかしながら、このような状態が生じた場合でも本実施例においては、前述のように台車100の走行速度と溶接トーチ130のスライド速度はほぼ等しく設定されているため、それぞれの事象における自動溶接作業の溶接スピードはほぼ等しく、自動溶接作業の全体において均一な溶接精度が得られることは言うまでもない。
【0065】
以上に説明したように、本実施例によれば、複数電動機の使用や溶接トーチの首振り機構等の複雑高価な構成を用いることなく、単一の電動機とデファレンシャルギヤ機構という単純な構成を用いることによって、ロンジ鋼材の自動溶接作業において鋼材端部の溶接不能部位を解消し、かつ極めて高い溶接精度を持った自走式溶接台車を、低コストで実現することができる。
【0066】
なお、本発明の実施形態は、以上に説明した各実施例に限定されるものではなく、例えば、各々の実施例を構成する各部位の形状や配置或いはその素材等は、本発明の趣旨を逸脱することなく、現実の実施態様に即して適宜変更ができるものであることは言うまでもない。
【産業上の利用可能性】
【0067】
以上に説明した本発明の構成は、造船所や鉄工所等の作業現場で日常行なわれるロンジ鋼材の自動溶接の作業においてその利用が可能である。
【図面の簡単な説明】
【0068】
【図1】従来の自走式溶接台車による溶接作業の概略を説明する図である。
【図2】本発明の実施例である自走式溶接台車の概要を説明する図である。
【図3】図2に示す自走式溶接台車の引き上げハンドルの動作を説明する図である。
【図4】本発明の実施例である自走式溶接台車の動力伝達系統の構成を示す図である。
【図5】図4に示すデファレンシャルギヤ機構部の動作を説明する図である。
【図6】図4に示す動力伝達系統の構成を更に説明する図である。
【図7】本発明の実施例である自走式溶接台車の動作概要(溶接トーチスライド時)を説明する図である。
【図8】本発明の実施例である自走式溶接台車の動作概要(台車走行時)を説明する図である。
【符号の説明】
【0069】
100 … 自走式溶接台車
110 … 電動機
120 … 底面部磁石
130 … 溶接トーチ
140 … デファレンシャルギヤ機構部
141 … ドライブピニオンギヤ
142 … リングギヤ
143 … デファレンシャルフレーム
144 … デファレンシャルピニオンギヤ
145、146 … デファレンシャルサイドギヤ
147、148 … アクスルシャフト
150 … 台車走行機構部
151 … 走行チェーン駆動スプロケット
152 … 車輪駆動スプロケット
153 … 台車走行用チェーン
160 … 溶接トーチスライド機構部
161 … スライドチェーン駆動スプロケット
162 … トーチホルダー
163 … トーチスライドチェーン
170 … 走行車輪
180、181 … ストッパー
182 … スライドガイド
191 … 走行ガイド
192 … 擦動輪
193 … 走行ガイド磁石
194 … 引き上げハンドル
195 … クランク機構
【特許請求の範囲】
【請求項1】
車体内部に動力用の電動機と、車体底面部に水平側の被溶接鋼板に対し吸着効果を有する磁石とを備え、かつ台車の走行方向に沿ってスライドする溶接トーチを搭載した自走式溶接台車であって、
前記電動機により回転駆動されるデファレンシャルギヤ機構部と、
前記デファレンシャルギヤ機構部を構成する一方のデファレンシャルサイドギヤにアクスルシャフトを介して接続された台車走行機構部と、
前記デファレンシャルギヤ機構部を構成する他の一方のデファレンシャルサイドギヤにアクスルシャフトを介して接続された溶接トーチスライド機構部と、を含むことを特徴とする自走式溶接台車。
【請求項2】
前記デファレンシャルギヤ機構部は、
前記電動機からドライブピニオンギヤによって回転駆動されるリングギヤと、
前記リングギヤと一体に構成され、該リングギヤと共に回転するデファレンシャルフレームと、
前記デファレンシャルフレームの内部対向面に設けられた回動自在なデファレンシャルピニオンギヤと、
前記デファレンシャルピニオンギヤと噛合して該ピニオンギヤの回転軸と垂直方向にその回転軸を有し、前記デファレンシャルフレームの内部対向面に設けられた一組のデファレンシャルサイドギヤと、
前記デファレンシャルサイドギヤの各々に連通され前記デファレンシャルギヤ機構部の両側に突出して設けられた一組のアクスルシャフトと、を含むことを特徴とする請求項1に記載の自走式溶接台車。
【請求項3】
前記台車走行機構部は、
前記一組のアクスルシャフトのうちの一方によって回転駆動される走行チェーン駆動スプロケットと、
前記台車に設けられた走行車輪を回転駆動する車輪駆動スプロケットと、
前記走行チェーン駆動スプロケットからの動力を前記車輪駆動スプロケットに伝達する台車走行用チェーンと、を含むことを特徴とする請求項1に記載の自走式溶接台車。
【請求項4】
前記溶接トーチスライド機構部は、
前記一組のアクスルシャフトのうちの他の一方によって回転駆動されるスライドチェーン駆動スプロケットと、
溶接トーチを搭載し台車の走行方向に沿って自在にスライドするトーチホルダーと、
前記トーチホルダーに連接され、かつ前記スライドチェーン駆動スプロケットによって駆動されるトーチスライドチェーンと、を含むことを特徴とする請求項1に記載の自走式溶接台車。
【請求項5】
前記台車走行機構部と前記溶接トーチスライド機構部との駆動負荷の不均衡に応じて、前記デファレンシャルギヤ機構部は、前記電動機からの動力を前記台車走行機構部または溶接トーチスライド機構部の何れか一方に伝達することを特徴とする請求項1に記載の自走式溶接台車。
【請求項6】
前記台車走行機構部および溶接トーチスライド機構部に含まれる各種スプロケットの歯数比、若しくは台車走行車輪の直径を所定の数値に設定にすることにより、前記トーチホルダーのスライド速度と台車の走行速度とをほぼ同一に保つことを特徴とする請求項1に記載の自走式溶接台車。
【請求項7】
台車と垂直側の被溶接鋼板との距離を規制する走行ガイドを、垂直側の被溶接鋼板に穿かれたドレンホールの位置よりも上部に設けたことを特徴とする請求項1に記載の自走式溶接台車。
【請求項8】
前記走行ガイドにおいて、垂直側の被溶接鋼板に当接する部位に該鋼板に対して吸着効果を有する磁石を設けたことを特徴とする請求項7に記載の自走式溶接台車。
【請求項1】
車体内部に動力用の電動機と、車体底面部に水平側の被溶接鋼板に対し吸着効果を有する磁石とを備え、かつ台車の走行方向に沿ってスライドする溶接トーチを搭載した自走式溶接台車であって、
前記電動機により回転駆動されるデファレンシャルギヤ機構部と、
前記デファレンシャルギヤ機構部を構成する一方のデファレンシャルサイドギヤにアクスルシャフトを介して接続された台車走行機構部と、
前記デファレンシャルギヤ機構部を構成する他の一方のデファレンシャルサイドギヤにアクスルシャフトを介して接続された溶接トーチスライド機構部と、を含むことを特徴とする自走式溶接台車。
【請求項2】
前記デファレンシャルギヤ機構部は、
前記電動機からドライブピニオンギヤによって回転駆動されるリングギヤと、
前記リングギヤと一体に構成され、該リングギヤと共に回転するデファレンシャルフレームと、
前記デファレンシャルフレームの内部対向面に設けられた回動自在なデファレンシャルピニオンギヤと、
前記デファレンシャルピニオンギヤと噛合して該ピニオンギヤの回転軸と垂直方向にその回転軸を有し、前記デファレンシャルフレームの内部対向面に設けられた一組のデファレンシャルサイドギヤと、
前記デファレンシャルサイドギヤの各々に連通され前記デファレンシャルギヤ機構部の両側に突出して設けられた一組のアクスルシャフトと、を含むことを特徴とする請求項1に記載の自走式溶接台車。
【請求項3】
前記台車走行機構部は、
前記一組のアクスルシャフトのうちの一方によって回転駆動される走行チェーン駆動スプロケットと、
前記台車に設けられた走行車輪を回転駆動する車輪駆動スプロケットと、
前記走行チェーン駆動スプロケットからの動力を前記車輪駆動スプロケットに伝達する台車走行用チェーンと、を含むことを特徴とする請求項1に記載の自走式溶接台車。
【請求項4】
前記溶接トーチスライド機構部は、
前記一組のアクスルシャフトのうちの他の一方によって回転駆動されるスライドチェーン駆動スプロケットと、
溶接トーチを搭載し台車の走行方向に沿って自在にスライドするトーチホルダーと、
前記トーチホルダーに連接され、かつ前記スライドチェーン駆動スプロケットによって駆動されるトーチスライドチェーンと、を含むことを特徴とする請求項1に記載の自走式溶接台車。
【請求項5】
前記台車走行機構部と前記溶接トーチスライド機構部との駆動負荷の不均衡に応じて、前記デファレンシャルギヤ機構部は、前記電動機からの動力を前記台車走行機構部または溶接トーチスライド機構部の何れか一方に伝達することを特徴とする請求項1に記載の自走式溶接台車。
【請求項6】
前記台車走行機構部および溶接トーチスライド機構部に含まれる各種スプロケットの歯数比、若しくは台車走行車輪の直径を所定の数値に設定にすることにより、前記トーチホルダーのスライド速度と台車の走行速度とをほぼ同一に保つことを特徴とする請求項1に記載の自走式溶接台車。
【請求項7】
台車と垂直側の被溶接鋼板との距離を規制する走行ガイドを、垂直側の被溶接鋼板に穿かれたドレンホールの位置よりも上部に設けたことを特徴とする請求項1に記載の自走式溶接台車。
【請求項8】
前記走行ガイドにおいて、垂直側の被溶接鋼板に当接する部位に該鋼板に対して吸着効果を有する磁石を設けたことを特徴とする請求項7に記載の自走式溶接台車。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2011−110609(P2011−110609A)
【公開日】平成23年6月9日(2011.6.9)
【国際特許分類】
【出願番号】特願2010−142120(P2010−142120)
【出願日】平成22年6月23日(2010.6.23)
【基礎とした実用新案登録】実用新案登録第3157235号
【原出願日】平成21年11月24日(2009.11.24)
【出願人】(307039455)山下マシーン有限会社 (1)
【Fターム(参考)】
【公開日】平成23年6月9日(2011.6.9)
【国際特許分類】
【出願日】平成22年6月23日(2010.6.23)
【基礎とした実用新案登録】実用新案登録第3157235号
【原出願日】平成21年11月24日(2009.11.24)
【出願人】(307039455)山下マシーン有限会社 (1)
【Fターム(参考)】
[ Back to top ]