
航空機用の複合翼スラット
航空機の翼スラットは、レイアップおよび減圧バッグ技術を用いて複合材料から形成される。スラットのレイアップは、上側複合外板と下側複合外板との間に挟まれた中心ハニカムコアと、予備硬化された桁と、予備硬化された補強材とを含む。レイアップが硬化され、レイアップ用鋳型から取出された後、前縁補強リブと予備形成された複合機首外板とが装着され、スラットが完成される。

【発明の詳細な説明】
【技術分野】
【0001】
発明の背景
発明の分野
本発明は、概して航空機用の構造部材に関し、特に、複合材料からなる翼スラットに関する。
【背景技術】
【0002】
関連技術の説明
大きな商用および軍用航空機の、特に低速運航中の揚力特性を向上させるために、スラットとして知られる高揚力補助装置が翼に備えられる。スラットは、前縁から外方に、格納位置から展開位置へ旋回または摺動するように翼の前縁に搭載される。典型的に前縁スラットは、航路を動かす直線もしくは回転アクチュエータ、またはスラットに取付けられたアームのいずれかを用いて、翼の前縁から下方かつ前方に動かされる。
【0003】
スラットは、従来、金属−金属接合材を用いて金属および金属合金で製造されてきた。金属スラットはいくつか欠点を有し、稼動中のメンテナンス、衝撃による損傷および腐食の一因となる金属接合問題を含む。また、金属スラットは、個々に製造し組立てなければならない多くの金属部材から製造され、これによりスラットの製造が比較的高額となり、航空機に不要な重量が付加される。
【発明の概要】
【発明が解決しようとする課題】
【0004】
したがって、部品数が少なく、より軽量な翼スラット構造が必要とされている。本発明は、この必要性を満たすことに向けられている。
【課題を解決するための手段】
【0005】
発明の簡単な概要
発明の一局面によれば、航空機用の翼スラットは、上側予備硬化複合外板と、下側複合外板と、上側外板および下側外板の間に挟まれた中心ハニカムコア部分とを含む。概ねC形の断面を有する複合桁が、中心コア部分の前方端において、上側外板と下側外板との間に接合される。複数の複合補強材が下側外板の湾曲した前方部分に接合され、スラットの前縁を構成する複合機首外板が上側外板の前縁と下側外板の前縁とを接続する。
【0006】
発明の別の局面によれば、航空機用の翼スラットは、上側複合外板と、中心楔形複合コアと、湾曲した前方端を有する下側複合外板と、複合コアの前方の上側外板および下側外板の間にある桁と、下側外板の湾曲した前方縁に接合された複合補強材とを含む。桁は、上側外板と、下側外板と、中心コア部分とに接合され、好ましくはハニカム材料を含む。補強材は、湾曲し、スラットの長さに沿って離間される。スラットの前縁を構成する複合機首外板は、上側外板の前縁と下側外板の前縁とを接続する。機首外板は、機首外板を支持し、かつ下側外板に当接する複数のリブによって補強される。
【0007】
発明のさらに別の局面によれば、航空機用の複合翼スラットを製造するための方法が提供される。当該方法は、レイアップを形成するステップと、レイアップを圧縮するステップと、圧縮されたレイアップを硬化させるステップとを含む。レイアップは、上側複合外板をレイアップ用鋳型に配置することと、複合桁を鋳型において上側外板の一部分の上に配置することと、上側複合外板を下側外板および桁の組合わせの上にレイアップすることとによって形成される。レイアップステップは、予備形成された複合部材をレイアップ用
鋳型に投入することによってスラットの中心コアを形成するステップも含み、その後、予備硬化された複合下側外板が、桁および中心コアの組合わせを覆うように鋳型に配置される。レイアップは、好ましくは減圧バッグ技術を用いて圧縮される。硬化後、スラットの前縁を構成する複合機首外板が、硬化されたレイアップ上に装着される。
【0008】
発明のさらに別の局面によれば、複合翼スラットを製造するための方法が提供される。当該方法は、鋳型にレイアップを形成するステップを含み、レイアップは、上側複合外板と、中心コアと、下側複合外板とを有する。当該方法はさらに、減圧バッグ処理を用いてレイアップを圧縮するステップと、硬化されたレイアップ上に複合機首外板を装着するステップとを含む。レイアップ処理は、鋳型において上側外板の下に補強材を配置するステップを含む。複合機首外板は、複合材料をレイアップし、機首外板レイアップを圧縮し、機首外板レイアップを硬化させることによって形成される。
【0009】
複合翼スラットは、従来の金属スラットと比較して軽量であり、少ない部材数で製造される点で有利である。一般的な製造方法を用いてスラットの部材をレイアップすることができ、金属−金属接合材が回避される。
【0010】
発明のこれらおよび他の特徴、局面および利点は、添付の図面、説明および請求項を参照してより良く理解されるであろう。
【図面の簡単な説明】
【0011】
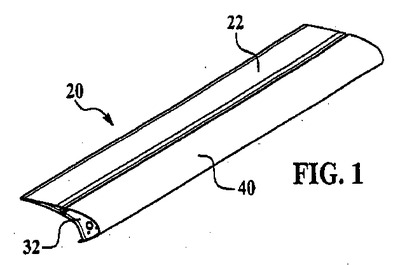
【図1】本発明に係る複合スラットの斜視図である。
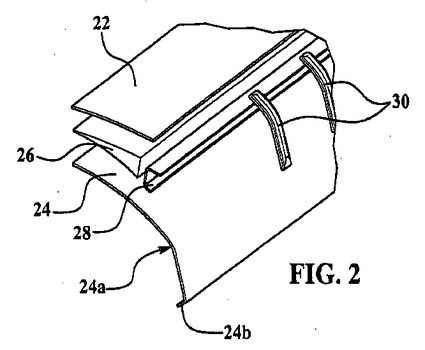
【図2】図1に示したスラットの、明確のために一部の部品を示さない拡大分解斜視図である。
【図3】図1に示したスラットの上側外板の斜視図である。
【図4】桁の斜視図である。
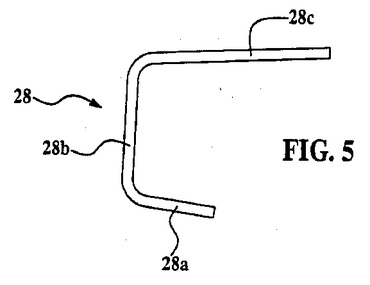
【図5】図4に示した桁の端面図である。
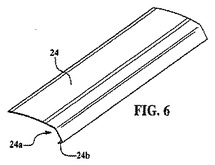
【図6】下側外板の斜視図である。
【図7】中心コアの斜視図である。
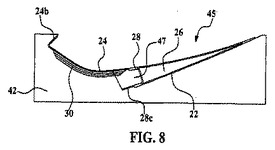
【図8】図1に示したスラットの製造部品に使用されるレイアップ用鋳型に配置されたレイアップの断面図である。
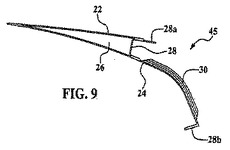
【図9】硬化され図8に示したレイアップ用鋳型から取出された後のレイアップの断面図である。
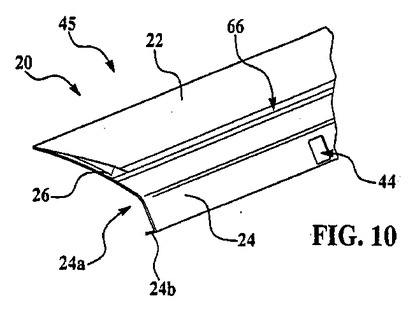
【図10】図8に示した鋳型から取出された後の硬化されたレイアップの一部分の断片斜視図である。
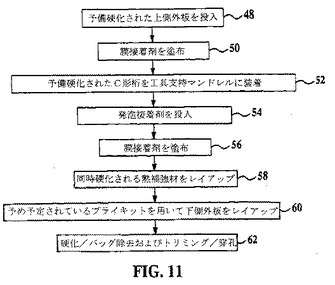
【図11】図8から図10に示したレイアップを製造するためのステップの簡略化されたフローチャートである。
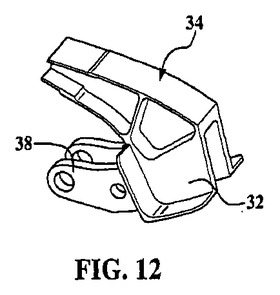
【図12】図1に示したスラットに使用されるリブの斜視図である。
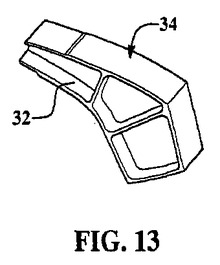
【図13】図1に示したスラットに使用されるリブの斜視図である。
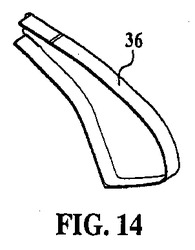
【図14】図1に示したスラットに使用されるリブの斜視図である。
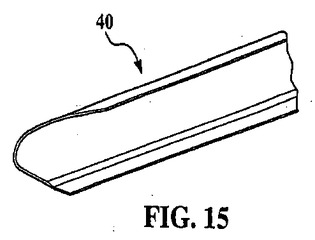
【図15】図1に示したスラットの複合機首外板形成部の斜視図である。
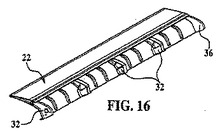
【図16】図12から図14に示したリブの位置を示す、部分的に組立てられたスラットの斜視図である。
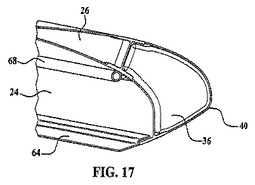
【図17】スラットの一端の、一部を断面で切断した拡大断片図である。
【発明を実施するための形態】
【0012】
発明の詳細な説明
図面を参照し、本発明は概して、最小数の部材で複合材料から形成される航空機翼スラット20に関する。複合構造および材料は、その軽量性、高い強度、高い剛性および優れた耐疲労性のために高性能用途において広く使用されている。ここで用いる限りにおいて
、「複合材料」とは、結合材によって互いに接合された異なる構成材料の組合わせを含む材料および構造を指し、最も一般的には、典型的にテープ、シートまたはマットの形態の繊維補強材、たとえばカーボンファイバと組合わせた、熱硬化樹脂マトリックスによって形成される。マットの複数プライは、エポキシプラスチック樹脂またはポリエステル樹脂などの結合材で含浸され、「レイアップ」に形成される。プライは、硬化された積層物の剛性を向上させるために、それぞれの配向方向が異なった角度で交互になるように配置される。プライを圧縮し硬化させるために、複数層部品レイアップに圧力および熱が加えられ、それによって剛構造を形成する。
【0013】
スラット20は概して、上側複合外板22と、下側複合外板24と、外板22および24の間に挟まれた中心コア部分26とを含む。予備硬化された複合材料からなる桁28がそれぞれ上側外板22と下側外板24との間に挟まれ、中心発泡コア26の前縁に接合される。下側外板24は、上側外板22を越えて前方に延在し、後縁24bにおいて終端する下方に湾曲した部分24を含む。複合材料からなる複数の湾曲補強材30が前後に延在し、下側外板24の湾曲部分24aに接合される。より詳細に後述するように、複数の長手方向に離間されたリブ32が下側外板24の湾曲部分24aに固着され、複合機首外板片40がリブ32上に収容され、スラット20の前縁を構成する。
【0014】
上側外板22は、たとえばエポキシ樹脂を予め含浸したカーボンファイバ生地からなる予備硬化複合構造を含み得る。一例では、0/45/0/−45/0配向で交互に配置された5枚のカーボンファイバ生地のプライで充分であることがわかった。5枚のカーボンファイバ生地の追加プライを含む「ダブラー」を上側外板22の前方部分の下側に付加して、その強度および剛性を向上させてもよい。上側外板22は、減圧バッグ法および硬化を含む通常のレイアップ技術を用いて製造される。上側外板22の後縁は、所望の厚さおよびテーパ角度を有するように機械加工され得る。
【0015】
下側外板24をレイアップするのに使用される材料は、配向方向に対して複数の角度で配置されたエポキシ樹脂を予め含浸したカーボンファイバテープおよび生地を含み得る。プライ数は、外板24の各領域における所望の剛性に依存して変動する。充分な一例では、外板24の後縁付近では4枚のプライが充分であるとわかったが、下側外板24の前方部分では10枚のテープのプライの堆積が使用された。外板24がリブ32に接触するところに、4枚の追加プライからなるダブラーが付加された。
【0016】
図4および図5に最もよく見られるように、桁28は断面が概ねC形であり、下側脚28aと、中央脚28bと、下側脚28aよりも幅広の上側脚28cとを含む。桁28は本質的にスラット20の全長に延在し、エポキシ樹脂を予め含浸したカーボンファイバテープの複数プライを用いて、従来のレイアップ技術によって形成され得る。充分であるとわかっている一実施形態において、リブ32と接触する領域では、20枚のカーボンファイバテープのプライがファイバガラスプライと組合わされ、プライは配向方向に対して45/0/0/−45/90/45/0/0/−45/0という交互配置に設置された。桁を構成するレイアップ材料は減圧バッグ処理されてプライを圧縮し、その後、圧縮されたレイアップが硬化される。
【0017】
中心コア部分26は断面が楔形であり、前縁28aから後縁26bに先細りとなっている。中心コア部分26は、市販されているN636 Kevlar(登録商標)ハニカムまたはNOMEX(登録商標)のハニカムのいずれかのシートで形成され得る。NOMEX(登録商標)はデュポン社から入手可能であり、Kevlar(登録商標)に基づく紙の形態であるNOMEX(登録商標)紙を用いたハニカムに形成することができる。当初の紙ハニカムは通常、フェノール樹脂に浸漬されて、高い強度と非常に良好な耐火性とを示すハニカムコアを製造する。必要に応じて、形成されたコア26を最終的な寸法に機械
加工することができる。
【0018】
機首外板40は、テープ形態のファイバガラスおよびカーボンファイバプライを交互に配置した、樹脂を含浸した予備硬化積層を含み得る。スラット20に除氷機能を与えるために、最も下の2枚のプライの間にヒータブランケット(図示せず)を介在させる。機首外板49は、皿頭ボルト(図示せず)または同様の「目に見えない」締結具を用いてサブアセンブリ45に取付けられ、サブアセンブリ45上のナット板(図示せず)上に収容される。複合機首外板は、複合材料をレイアップし、複合材料を圧縮し、複合材料を硬化させることによって形成され得る。
【0019】
次に特に図8および図11を参照し、複合サブアセンブリ45は、レイアップ用鋳型42に材料を順次レイアップすることによって形成される。図11のステップ48から開始して、予備硬化された上側外板22がまず鋳型42に投入され、その後ステップ50において、膜接着剤が外板22の上側に塗布される。ステップ52において、鋳型42のマンドレル部分47によって支持されるように、予備硬化された桁28が鋳型42に投入される。図8に見られるように、脚28cの一部分は上側外板22を覆いかつ接触し、脚28aは鋳型42のマンドレル部分47の上に位置する。ステップ54において、予備形成された中心コア26が適切な発泡接着剤とともに投入され、その後56において膜接着剤が塗布される。ステップ58において、複合材料のストライプが鋳型42にレイアップされ、補強材30を形成する。次に、ステップ60において、下側外板24が鋳型42に投入され、それによって補強材30、桁28および中心コア26の一方側を覆い、かつ接触する。レイアップとともに鋳型42が減圧バッグ内に配置され、真空引きし、部材を互いに圧縮する。最後にステップ62において、レイアップが硬化され、下側外板24と補強材30とが同時に硬化される。減圧バッグが除去され、最終サブアセンブリがトリミングされて穿孔され、必要に応じて締結具に必要な開口部を生成する。封止材(図示せず)が、上側外板22と下側外板24との間においてサブアセンブリ45の端部に装着される。
【0020】
リブ32は、ねじ、リベットまたは他の締結具によって下側外板24の前方部分に固着され、先述のとおり、機首外板40は、同時硬化されたサブアセンブリ45上に保持されているナット板(図示せず)に皿頭ボルトによって固着される。図9、図10および図17に最もよく見られるように、機首外板40の上側後縁は、上側外板22の前縁と桁28の上側脚28aとによって規定されるノッチ66内に収容される。ノッチ66によって、機首外板40および上側外板22の外側面は、乱気流を減少させるために面一の連続面を構成する。末端のリブ36(図14および図17)は、機首外板40の外側端部を封止する。図17に示すように、上側翼幅バルブ封止材68および下側翼幅柔軟スカート64がスラット20の後方に取付けられ、通常飛行中にスラット20が格納位置にあるとき、翼(図示せず)の固定された前縁に対して桁20を封止するように機能する。
【0021】
本発明を特定の実施形態に関して説明したが、当業者は他の変形例に想到するため、特定の実施形態は例示を目的とし、限定のためのものではないと理解される。
【技術分野】
【0001】
発明の背景
発明の分野
本発明は、概して航空機用の構造部材に関し、特に、複合材料からなる翼スラットに関する。
【背景技術】
【0002】
関連技術の説明
大きな商用および軍用航空機の、特に低速運航中の揚力特性を向上させるために、スラットとして知られる高揚力補助装置が翼に備えられる。スラットは、前縁から外方に、格納位置から展開位置へ旋回または摺動するように翼の前縁に搭載される。典型的に前縁スラットは、航路を動かす直線もしくは回転アクチュエータ、またはスラットに取付けられたアームのいずれかを用いて、翼の前縁から下方かつ前方に動かされる。
【0003】
スラットは、従来、金属−金属接合材を用いて金属および金属合金で製造されてきた。金属スラットはいくつか欠点を有し、稼動中のメンテナンス、衝撃による損傷および腐食の一因となる金属接合問題を含む。また、金属スラットは、個々に製造し組立てなければならない多くの金属部材から製造され、これによりスラットの製造が比較的高額となり、航空機に不要な重量が付加される。
【発明の概要】
【発明が解決しようとする課題】
【0004】
したがって、部品数が少なく、より軽量な翼スラット構造が必要とされている。本発明は、この必要性を満たすことに向けられている。
【課題を解決するための手段】
【0005】
発明の簡単な概要
発明の一局面によれば、航空機用の翼スラットは、上側予備硬化複合外板と、下側複合外板と、上側外板および下側外板の間に挟まれた中心ハニカムコア部分とを含む。概ねC形の断面を有する複合桁が、中心コア部分の前方端において、上側外板と下側外板との間に接合される。複数の複合補強材が下側外板の湾曲した前方部分に接合され、スラットの前縁を構成する複合機首外板が上側外板の前縁と下側外板の前縁とを接続する。
【0006】
発明の別の局面によれば、航空機用の翼スラットは、上側複合外板と、中心楔形複合コアと、湾曲した前方端を有する下側複合外板と、複合コアの前方の上側外板および下側外板の間にある桁と、下側外板の湾曲した前方縁に接合された複合補強材とを含む。桁は、上側外板と、下側外板と、中心コア部分とに接合され、好ましくはハニカム材料を含む。補強材は、湾曲し、スラットの長さに沿って離間される。スラットの前縁を構成する複合機首外板は、上側外板の前縁と下側外板の前縁とを接続する。機首外板は、機首外板を支持し、かつ下側外板に当接する複数のリブによって補強される。
【0007】
発明のさらに別の局面によれば、航空機用の複合翼スラットを製造するための方法が提供される。当該方法は、レイアップを形成するステップと、レイアップを圧縮するステップと、圧縮されたレイアップを硬化させるステップとを含む。レイアップは、上側複合外板をレイアップ用鋳型に配置することと、複合桁を鋳型において上側外板の一部分の上に配置することと、上側複合外板を下側外板および桁の組合わせの上にレイアップすることとによって形成される。レイアップステップは、予備形成された複合部材をレイアップ用
鋳型に投入することによってスラットの中心コアを形成するステップも含み、その後、予備硬化された複合下側外板が、桁および中心コアの組合わせを覆うように鋳型に配置される。レイアップは、好ましくは減圧バッグ技術を用いて圧縮される。硬化後、スラットの前縁を構成する複合機首外板が、硬化されたレイアップ上に装着される。
【0008】
発明のさらに別の局面によれば、複合翼スラットを製造するための方法が提供される。当該方法は、鋳型にレイアップを形成するステップを含み、レイアップは、上側複合外板と、中心コアと、下側複合外板とを有する。当該方法はさらに、減圧バッグ処理を用いてレイアップを圧縮するステップと、硬化されたレイアップ上に複合機首外板を装着するステップとを含む。レイアップ処理は、鋳型において上側外板の下に補強材を配置するステップを含む。複合機首外板は、複合材料をレイアップし、機首外板レイアップを圧縮し、機首外板レイアップを硬化させることによって形成される。
【0009】
複合翼スラットは、従来の金属スラットと比較して軽量であり、少ない部材数で製造される点で有利である。一般的な製造方法を用いてスラットの部材をレイアップすることができ、金属−金属接合材が回避される。
【0010】
発明のこれらおよび他の特徴、局面および利点は、添付の図面、説明および請求項を参照してより良く理解されるであろう。
【図面の簡単な説明】
【0011】
【図1】本発明に係る複合スラットの斜視図である。
【図2】図1に示したスラットの、明確のために一部の部品を示さない拡大分解斜視図である。
【図3】図1に示したスラットの上側外板の斜視図である。
【図4】桁の斜視図である。
【図5】図4に示した桁の端面図である。
【図6】下側外板の斜視図である。
【図7】中心コアの斜視図である。
【図8】図1に示したスラットの製造部品に使用されるレイアップ用鋳型に配置されたレイアップの断面図である。
【図9】硬化され図8に示したレイアップ用鋳型から取出された後のレイアップの断面図である。
【図10】図8に示した鋳型から取出された後の硬化されたレイアップの一部分の断片斜視図である。
【図11】図8から図10に示したレイアップを製造するためのステップの簡略化されたフローチャートである。
【図12】図1に示したスラットに使用されるリブの斜視図である。
【図13】図1に示したスラットに使用されるリブの斜視図である。
【図14】図1に示したスラットに使用されるリブの斜視図である。
【図15】図1に示したスラットの複合機首外板形成部の斜視図である。
【図16】図12から図14に示したリブの位置を示す、部分的に組立てられたスラットの斜視図である。
【図17】スラットの一端の、一部を断面で切断した拡大断片図である。
【発明を実施するための形態】
【0012】
発明の詳細な説明
図面を参照し、本発明は概して、最小数の部材で複合材料から形成される航空機翼スラット20に関する。複合構造および材料は、その軽量性、高い強度、高い剛性および優れた耐疲労性のために高性能用途において広く使用されている。ここで用いる限りにおいて
、「複合材料」とは、結合材によって互いに接合された異なる構成材料の組合わせを含む材料および構造を指し、最も一般的には、典型的にテープ、シートまたはマットの形態の繊維補強材、たとえばカーボンファイバと組合わせた、熱硬化樹脂マトリックスによって形成される。マットの複数プライは、エポキシプラスチック樹脂またはポリエステル樹脂などの結合材で含浸され、「レイアップ」に形成される。プライは、硬化された積層物の剛性を向上させるために、それぞれの配向方向が異なった角度で交互になるように配置される。プライを圧縮し硬化させるために、複数層部品レイアップに圧力および熱が加えられ、それによって剛構造を形成する。
【0013】
スラット20は概して、上側複合外板22と、下側複合外板24と、外板22および24の間に挟まれた中心コア部分26とを含む。予備硬化された複合材料からなる桁28がそれぞれ上側外板22と下側外板24との間に挟まれ、中心発泡コア26の前縁に接合される。下側外板24は、上側外板22を越えて前方に延在し、後縁24bにおいて終端する下方に湾曲した部分24を含む。複合材料からなる複数の湾曲補強材30が前後に延在し、下側外板24の湾曲部分24aに接合される。より詳細に後述するように、複数の長手方向に離間されたリブ32が下側外板24の湾曲部分24aに固着され、複合機首外板片40がリブ32上に収容され、スラット20の前縁を構成する。
【0014】
上側外板22は、たとえばエポキシ樹脂を予め含浸したカーボンファイバ生地からなる予備硬化複合構造を含み得る。一例では、0/45/0/−45/0配向で交互に配置された5枚のカーボンファイバ生地のプライで充分であることがわかった。5枚のカーボンファイバ生地の追加プライを含む「ダブラー」を上側外板22の前方部分の下側に付加して、その強度および剛性を向上させてもよい。上側外板22は、減圧バッグ法および硬化を含む通常のレイアップ技術を用いて製造される。上側外板22の後縁は、所望の厚さおよびテーパ角度を有するように機械加工され得る。
【0015】
下側外板24をレイアップするのに使用される材料は、配向方向に対して複数の角度で配置されたエポキシ樹脂を予め含浸したカーボンファイバテープおよび生地を含み得る。プライ数は、外板24の各領域における所望の剛性に依存して変動する。充分な一例では、外板24の後縁付近では4枚のプライが充分であるとわかったが、下側外板24の前方部分では10枚のテープのプライの堆積が使用された。外板24がリブ32に接触するところに、4枚の追加プライからなるダブラーが付加された。
【0016】
図4および図5に最もよく見られるように、桁28は断面が概ねC形であり、下側脚28aと、中央脚28bと、下側脚28aよりも幅広の上側脚28cとを含む。桁28は本質的にスラット20の全長に延在し、エポキシ樹脂を予め含浸したカーボンファイバテープの複数プライを用いて、従来のレイアップ技術によって形成され得る。充分であるとわかっている一実施形態において、リブ32と接触する領域では、20枚のカーボンファイバテープのプライがファイバガラスプライと組合わされ、プライは配向方向に対して45/0/0/−45/90/45/0/0/−45/0という交互配置に設置された。桁を構成するレイアップ材料は減圧バッグ処理されてプライを圧縮し、その後、圧縮されたレイアップが硬化される。
【0017】
中心コア部分26は断面が楔形であり、前縁28aから後縁26bに先細りとなっている。中心コア部分26は、市販されているN636 Kevlar(登録商標)ハニカムまたはNOMEX(登録商標)のハニカムのいずれかのシートで形成され得る。NOMEX(登録商標)はデュポン社から入手可能であり、Kevlar(登録商標)に基づく紙の形態であるNOMEX(登録商標)紙を用いたハニカムに形成することができる。当初の紙ハニカムは通常、フェノール樹脂に浸漬されて、高い強度と非常に良好な耐火性とを示すハニカムコアを製造する。必要に応じて、形成されたコア26を最終的な寸法に機械
加工することができる。
【0018】
機首外板40は、テープ形態のファイバガラスおよびカーボンファイバプライを交互に配置した、樹脂を含浸した予備硬化積層を含み得る。スラット20に除氷機能を与えるために、最も下の2枚のプライの間にヒータブランケット(図示せず)を介在させる。機首外板49は、皿頭ボルト(図示せず)または同様の「目に見えない」締結具を用いてサブアセンブリ45に取付けられ、サブアセンブリ45上のナット板(図示せず)上に収容される。複合機首外板は、複合材料をレイアップし、複合材料を圧縮し、複合材料を硬化させることによって形成され得る。
【0019】
次に特に図8および図11を参照し、複合サブアセンブリ45は、レイアップ用鋳型42に材料を順次レイアップすることによって形成される。図11のステップ48から開始して、予備硬化された上側外板22がまず鋳型42に投入され、その後ステップ50において、膜接着剤が外板22の上側に塗布される。ステップ52において、鋳型42のマンドレル部分47によって支持されるように、予備硬化された桁28が鋳型42に投入される。図8に見られるように、脚28cの一部分は上側外板22を覆いかつ接触し、脚28aは鋳型42のマンドレル部分47の上に位置する。ステップ54において、予備形成された中心コア26が適切な発泡接着剤とともに投入され、その後56において膜接着剤が塗布される。ステップ58において、複合材料のストライプが鋳型42にレイアップされ、補強材30を形成する。次に、ステップ60において、下側外板24が鋳型42に投入され、それによって補強材30、桁28および中心コア26の一方側を覆い、かつ接触する。レイアップとともに鋳型42が減圧バッグ内に配置され、真空引きし、部材を互いに圧縮する。最後にステップ62において、レイアップが硬化され、下側外板24と補強材30とが同時に硬化される。減圧バッグが除去され、最終サブアセンブリがトリミングされて穿孔され、必要に応じて締結具に必要な開口部を生成する。封止材(図示せず)が、上側外板22と下側外板24との間においてサブアセンブリ45の端部に装着される。
【0020】
リブ32は、ねじ、リベットまたは他の締結具によって下側外板24の前方部分に固着され、先述のとおり、機首外板40は、同時硬化されたサブアセンブリ45上に保持されているナット板(図示せず)に皿頭ボルトによって固着される。図9、図10および図17に最もよく見られるように、機首外板40の上側後縁は、上側外板22の前縁と桁28の上側脚28aとによって規定されるノッチ66内に収容される。ノッチ66によって、機首外板40および上側外板22の外側面は、乱気流を減少させるために面一の連続面を構成する。末端のリブ36(図14および図17)は、機首外板40の外側端部を封止する。図17に示すように、上側翼幅バルブ封止材68および下側翼幅柔軟スカート64がスラット20の後方に取付けられ、通常飛行中にスラット20が格納位置にあるとき、翼(図示せず)の固定された前縁に対して桁20を封止するように機能する。
【0021】
本発明を特定の実施形態に関して説明したが、当業者は他の変形例に想到するため、特定の実施形態は例示を目的とし、限定のためのものではないと理解される。
【特許請求の範囲】
【請求項1】
上側複合外板(22)と、
下側複合外板(24)と、
前記上側外板および前記下側外板の間に挟まれた中心ハニカムコア部分(26)とを備える、航空機用の翼スラット。
【請求項2】
中心コア部分(26)の前方端において、上側外板(22)と下側外板(24)との間に設けられた複合桁(28)をさらに備える、請求項1に記載の翼スラット。
【請求項3】
桁(28)は概ねC形の断面を有する、請求項2に記載の翼スラット。
【請求項4】
桁(28)は、上側外板(22)、中心コア部分(26)および下側外板(24)にそれぞれ接合される第1の脚(28c)と、第2の脚(28a)と、第3の脚(28b)とを含む、請求項2または3に記載の翼スラット。
【請求項5】
下側外板(24)に固着された複数の補強材(30)をさらに備え、補強材はスラットの長さに沿って離間され、前後方向に延在する、請求項1から4のいずれか1項に記載の翼スラット。
【請求項6】
下側外板(24)は湾曲した前方縁を含み、補強材(30)は下側外板の湾曲した前方縁に接合される、請求項1から5のいずれか1項に記載の翼スラット。
【請求項7】
スラットの前縁を構成し、かつ上側外板(22)の前方縁と下側外板(24)の前方縁との間に延在する複合機首外板(40)をさらに備える、請求項1から6のいずれか1項に記載の翼スラット。
【請求項8】
下側外板(24)に当接し、かつ機首外板(40)によって覆われた複数のリブ(32)をさらに備える、請求項1から7のいずれか1項に記載の複合スラット。
【請求項9】
航空機用の複合翼スラットを製造する方法であって、
上側複合外板(22)をレイアップ用鋳型(42)に配置することと、
複合桁(28)を鋳型において上側外板の一部分の上に配置することと、
下側外板(24)および桁の組合わせの上に上側複合外板をレイアップすることとによってレイアップを形成するステップと、
レイアップを圧縮するステップと、
圧縮されたレイアップを硬化させるステップとを含む、方法。
【請求項10】
レイアップ形成ステップは、下側外板のレイアップの前に、予備硬化された複合コア(26)を下側外板(24)を覆うように鋳型に配置するステップをさらに含む、請求項9に記載の方法。
【請求項11】
レイアップ形成ステップは、下側外板(24)のレイアップの前に、複合補強材(30)を鋳型(42)に配置するステップを含む、請求項9または10に記載の方法。
【請求項12】
レイアップを形成するステップは、鋳型(42)において下側外板(24)の下に補強材(30)を配置するステップを含む、請求項9から11のいずれか1項に記載の方法。
【請求項13】
複合材料をレイアップし、複合材料を圧縮し、複合材料を硬化させることによって複合機首外板(40)を形成するステップをさらに含む、請求項9から12のいずれか1項に
記載の方法。
【請求項14】
硬化ステップが完了する前にレイアップを圧縮するステップをさらに含む、請求項9に記載の方法。
【請求項1】
上側複合外板(22)と、
下側複合外板(24)と、
前記上側外板および前記下側外板の間に挟まれた中心ハニカムコア部分(26)とを備える、航空機用の翼スラット。
【請求項2】
中心コア部分(26)の前方端において、上側外板(22)と下側外板(24)との間に設けられた複合桁(28)をさらに備える、請求項1に記載の翼スラット。
【請求項3】
桁(28)は概ねC形の断面を有する、請求項2に記載の翼スラット。
【請求項4】
桁(28)は、上側外板(22)、中心コア部分(26)および下側外板(24)にそれぞれ接合される第1の脚(28c)と、第2の脚(28a)と、第3の脚(28b)とを含む、請求項2または3に記載の翼スラット。
【請求項5】
下側外板(24)に固着された複数の補強材(30)をさらに備え、補強材はスラットの長さに沿って離間され、前後方向に延在する、請求項1から4のいずれか1項に記載の翼スラット。
【請求項6】
下側外板(24)は湾曲した前方縁を含み、補強材(30)は下側外板の湾曲した前方縁に接合される、請求項1から5のいずれか1項に記載の翼スラット。
【請求項7】
スラットの前縁を構成し、かつ上側外板(22)の前方縁と下側外板(24)の前方縁との間に延在する複合機首外板(40)をさらに備える、請求項1から6のいずれか1項に記載の翼スラット。
【請求項8】
下側外板(24)に当接し、かつ機首外板(40)によって覆われた複数のリブ(32)をさらに備える、請求項1から7のいずれか1項に記載の複合スラット。
【請求項9】
航空機用の複合翼スラットを製造する方法であって、
上側複合外板(22)をレイアップ用鋳型(42)に配置することと、
複合桁(28)を鋳型において上側外板の一部分の上に配置することと、
下側外板(24)および桁の組合わせの上に上側複合外板をレイアップすることとによってレイアップを形成するステップと、
レイアップを圧縮するステップと、
圧縮されたレイアップを硬化させるステップとを含む、方法。
【請求項10】
レイアップ形成ステップは、下側外板のレイアップの前に、予備硬化された複合コア(26)を下側外板(24)を覆うように鋳型に配置するステップをさらに含む、請求項9に記載の方法。
【請求項11】
レイアップ形成ステップは、下側外板(24)のレイアップの前に、複合補強材(30)を鋳型(42)に配置するステップを含む、請求項9または10に記載の方法。
【請求項12】
レイアップを形成するステップは、鋳型(42)において下側外板(24)の下に補強材(30)を配置するステップを含む、請求項9から11のいずれか1項に記載の方法。
【請求項13】
複合材料をレイアップし、複合材料を圧縮し、複合材料を硬化させることによって複合機首外板(40)を形成するステップをさらに含む、請求項9から12のいずれか1項に
記載の方法。
【請求項14】
硬化ステップが完了する前にレイアップを圧縮するステップをさらに含む、請求項9に記載の方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【公表番号】特表2010−514602(P2010−514602A)
【公表日】平成22年5月6日(2010.5.6)
【国際特許分類】
【出願番号】特願2009−528228(P2009−528228)
【出願日】平成19年8月16日(2007.8.16)
【国際出願番号】PCT/US2007/018188
【国際公開番号】WO2008/082437
【国際公開日】平成20年7月10日(2008.7.10)
【出願人】(500520743)ザ・ボーイング・カンパニー (773)
【氏名又は名称原語表記】The Boeing Company
【Fターム(参考)】
【公表日】平成22年5月6日(2010.5.6)
【国際特許分類】
【出願日】平成19年8月16日(2007.8.16)
【国際出願番号】PCT/US2007/018188
【国際公開番号】WO2008/082437
【国際公開日】平成20年7月10日(2008.7.10)
【出願人】(500520743)ザ・ボーイング・カンパニー (773)
【氏名又は名称原語表記】The Boeing Company
【Fターム(参考)】
[ Back to top ]