
航空機翼構造の製造方法
【課題】ストリンガとスキンとの間で剥離が発生しない航空機翼構造の製造方法を提供する。
【解決手段】航空機翼構造が、上側翼半体構造体と、この上側翼半体構造体に取付けられる下側翼半体構造体とから構成され、上側翼半体構造体が、下型31に上側外皮用プリプレグ32が積層され、この上側外皮用プリプレグ32上に複数のストリンガ整形体33が載置され、これらのストリンガ成形体33上に上側内皮用プリプレグ36が積層され、この上側内皮用プリプレグ36上に中間桁を形成するために予め成形された複数の中間桁用プリプレグ成形体38,39が載置されることで上側翼半体プリプレグ成形体61が作製され、この上側翼半体プリプレグ成形体61が真空バッグで覆われて真空引きされ、加熱・加圧により硬化されて作製される工程を含む。
【解決手段】航空機翼構造が、上側翼半体構造体と、この上側翼半体構造体に取付けられる下側翼半体構造体とから構成され、上側翼半体構造体が、下型31に上側外皮用プリプレグ32が積層され、この上側外皮用プリプレグ32上に複数のストリンガ整形体33が載置され、これらのストリンガ成形体33上に上側内皮用プリプレグ36が積層され、この上側内皮用プリプレグ36上に中間桁を形成するために予め成形された複数の中間桁用プリプレグ成形体38,39が載置されることで上側翼半体プリプレグ成形体61が作製され、この上側翼半体プリプレグ成形体61が真空バッグで覆われて真空引きされ、加熱・加圧により硬化されて作製される工程を含む。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、航空機翼構造の製造方法に関するものである。
【背景技術】
【0002】
従来の航空機翼構造の製造方法として、航空機複合材料製翼のスキン内側に補強のためのストリンガーを設けたものが知られている(例えば、特許文献1参照。)。
【0003】
特許文献1の図1、図2によれば、ストリンガー2は、例えば、断面がハット形状であり、ハットの鍔部分がスキン1の内面に一体成形されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2003−53851公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ストリンガー2が断面ハット形状である場合、翼に曲げ力や捩り力が作用したときに、スキン1が座屈変形して、スキン1とストリンガー2のフランジ部との間の部分、即ち肉厚が急激に変化する部分に応力が集中し、スキン1とストリンガー2との間で剥離が発生し、スキン座屈強度が低下する恐れがある。
本発明の目的は、ストリンガとスキンとの間で剥離が発生しない航空機翼構造の製造方法を提供することにある。
【課題を解決するための手段】
【0006】
請求項1に係る発明は、対向する上下一対の外板の内側に、これらの外板で形成された中空部を区画する複数の中間桁と、これらの中間桁で区画されて出来た複数の中空区画部内に且つ外板の内側に取付けられた中空構造形ストリンガとが配置された航空機翼構造の製造方法において、航空機翼構造が、外板の一方と中間桁を含む一方側翼半体構造物と、外板の他方を含むとともに一方側翼半体構造物に取付けられる他方側翼半体構造物とから構成され、一方側翼半体構造物が、下型に一方側外皮用プリプレグが積層され、この一方側外皮用プリプレグ上に中空構造形ストリンガに成形される複数の中空構造形ストリンガ成形体が載置され、これらの中空構造形ストリンガ成形体上に一方側内皮用プリプレグが積層され、この一方側内皮用プリプレグ上に中間桁を形成するために予め成形された複数の中間桁用プリプレグ成形体が載置されることで一方側翼半体プリプレグ成形体が作製され、この一方側翼半体プリプレグ成形体が真空バッグで覆われて真空引きされ、加熱・加圧により硬化されて作製される工程を含む、ことを特徴とする。
【0007】
複数の中間桁用プリプレグ成形体間に一方側内皮用プリプレグが渡されることで、中間桁用プリプレグ成形体と中空構造形ストリンガ成形体との間、及び隣り合う中空構造形ストリンガ成形体間では一方側外皮用プリプレグと一方側内皮用プリプレグとが連続的に配置されるため、中空構造形ストリンガ成形体は、中間桁用プリプレグ成形体間において連続した切れ目の無いプリプレグの長繊維でおおわれることになる。
【0008】
請求項2に係る発明は、他方側翼半体構造物が、第2の下型に他方側外皮用プリプレグが積層され、この他方側外皮用プリプレグ上に中空構造形ストリンガに成形される複数の第2の中空構造形ストリンガ成形体が載置され、これらの他方側外皮用プリプレグ及び第2の中空構造形ストリンガ成形体の上に、複数の中間桁用プリプレグ成形体に接合される位置を含むように他方側内皮用プリプレグが積層されることで他方側翼半体プリプレグ成形体が作製され、この他方側翼半体プリプレグ成形体が真空バッグで覆われて真空引きされ、加熱・加圧により硬化されて作製される工程を含む、ことを特徴とする。
【0009】
複数の中間桁用プリプレグ成形体に対応する位置の間に他方側内皮用プリプレグが渡されることで、中間桁用プリプレグ成形体に対応する位置と中空構造形ストリンガ成形体との間、及び隣り合う第2の中空構造形ストリンガ成形体間では他方側外皮用プリプレグと他方側内皮用プリプレグとが連続的に配置されるため、中空構造形ストリンガ成形体は、中間桁用プリプレグ成形体間において連続した切れ目の無いプリプレグの長繊維でおおわれることになる。
【0010】
請求項3に係る発明は、一方側翼半体構造物における複数の中間桁の先端部分と他方側翼半体構造物とが機械接合、接着接合、又はこれらの機械接合と接着結合とを組み合わせた組合わせ接合により接合されることを特徴とする。
一方側翼半体構造物における複数の中間桁の先端部分と他方側翼半体構造物とを機械接合、接着接合又は組合わせ接合して翼の主要部を作製する。
【発明の効果】
【0011】
請求項1に係る発明では、航空機翼構造が、外板の一方と中間桁を含む一方側翼半体構造物と、外板の他方を含むとともに一方側翼半体構造物に取付けられる他方側翼半体構造物とから構成され、一方側翼半体構造物が、下型に一方側外皮用プリプレグが積層され、この一方側外皮用プリプレグ上に中空構造形ストリンガに成形される複数の中空構造形ストリンガ成形体が載置され、これらの中空構造形ストリンガ成形体上に一方側内皮用プリプレグが積層され、この一方側内皮用プリプレグ上に中間桁を形成するために予め成形された複数の中間桁用プリプレグ成形体が載置されることで一方側翼半体プリプレグ成形体が作製され、この一方側翼半体プリプレグ成形体が真空バッグで覆われて真空引きされ、加熱・加圧により硬化されて作製される工程を含むので、複数の中間桁用プリプレグ成形体間に内皮用プリプレグが渡されることで、中空構造形ストリンガ成形体は連続した切れ目の無い内皮用プリプレグの長繊維でおおわれるため、ストリンガと外板との間で剥離が発生せず、翼外板の座屈強度を向上させることができる。
【0012】
請求項2に係る発明では、他方側翼半体構造物が、第2の下型に他方側外皮用プリプレグが積層され、この他方側外皮用プリプレグ上に中空構造形ストリンガに成形される複数の第2の中空構造形ストリンガ成形体が載置され、これらの他方側外皮用プリプレグ及び第2の中空構造形ストリンガ成形体の上に、複数の中間桁用プリプレグ成形体に接合される位置を含むように他方側内皮用プリプレグが積層されることで他方側翼半体プリプレグ成形体が作製され、この他方側翼半体プリプレグ成形体が真空バッグで覆われて真空引きされ、加熱・加圧により硬化されて作製される工程を含むので、複数の中間桁用プリプレグ成形体間に内皮用プリプレグが渡されることで、中空構造形ストリンガ成形体は連続した切れ目の無い内皮用プリプレグの長繊維でおおわれるため、ストリンガと外板との間で剥離が発生せず、翼外板の座屈強度を向上させることができる。
【0013】
請求項3に係る発明では、一方側翼半体構造物における複数の中間桁の先端部分と他方側翼半体構造物とが機械接合、接着接合、又はこれらの機械接合と接着結合とを組み合わせた組合わせ接合により接合されるので、ストリンガと外板との間で剥離が発生しないため、翼構造主要部の外板の座屈強度を向上させることができる。
【図面の簡単な説明】
【0014】
【図1】本発明に係る航空機翼構造を示す断面図(実施例1)である。
【図2】本発明に係る航空機翼構造(上側翼半体構造体)の製造方法を示す第1作用図(実施例1)である。
【図3】本発明に係る航空機翼構造(上側翼半体構造体)の製造方法を示す第2作用図(実施例1)である。
【図4】本発明に係る航空機翼構造(上側翼半体構造体)の製造方法を示す第3作用図(実施例1)である。
【図5】本発明に係る航空機翼構造(上側翼半体構造体)の製造方法を示す第4作用図(実施例1)である。
【図6】本発明に係る航空機翼構造(上側翼半体構造体)の製造方法を示す第5作用図(実施例1)である。
【図7】本発明に係る航空機翼構造(上側翼半体構造体)の製造方法を示す第6作用図(実施例1)である。
【図8】本発明に係る航空機翼構造の上側翼半体構造体を示す断面図(実施例1)である。
【図9】本発明に係る航空機翼構造(下側翼半体構造体)の製造方法を示す第1作用図(実施例1)である。
【図10】本発明に係る航空機翼構造(下側翼半体構造体)の製造方法を示す第2作用図(実施例1)である。
【図11】本発明に係る航空機翼構造(下側翼半体構造体)の製造方法を示す第3作用図(実施例1)である。
【図12】本発明に係る航空機翼構造(下側翼半体構造体)の製造方法を示す第4作用図(実施例1)である。
【図13】本発明に係る航空機翼構造の下側翼半体構造体を示す断面図(実施例1)である。
【図14】本発明に係る上側翼半体構造体と下側翼半体構造体との接合要領を示す作用図(実施例1)である。
【図15】本発明に係る航空機翼構造(上側翼半体構造体)の製造方法を示す第1作用図(実施例2)である。
【図16】本発明に係る航空機翼構造(上側翼半体構造体)の製造方法を示す第2作用図(実施例2)である。
【発明を実施するための形態】
【0015】
本発明の実施の形態を添付図に基づいて以下に説明する。図面は符号の向きに見るものとする。
【実施例1】
【0016】
本発明の実施例1を説明する。
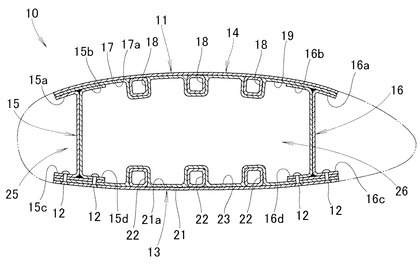
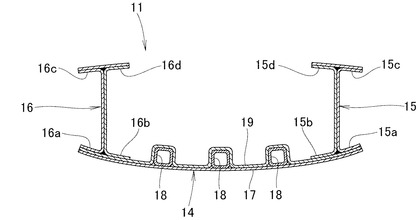
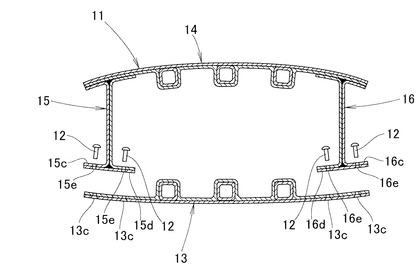
図1に示すように、繊維強化複合材料製の翼10は、上側翼半体構造体11と、この上側翼半体構造体11の下部に複数のリベット12によって締結された下側翼半体構造体13とからなり、航空機翼構造の主要部を構成している。翼10の前端部及び後端部に二点鎖線で示すように航空機翼構造構成部品が取付けられて最終的に航空機翼構造が完成する
【0017】
上側翼半体構造体11は、上方に凸に湾曲した上側外板部14と、この上側外板部14の両端部の内面側に一端が接合された前後一対の中間桁15,16とからなる。
上側外板部14は、最も外側に設けられた外側外板17と、この外側外板17の内面17aに且つ中間桁15,16間に所定間隔で配置された複数のストリンガ18と、外側外板17の内面17a及び複数のストリンガ18を覆う内側外板19とからなる。
【0018】
中間桁15は、上側と下側の端部にそれぞれフランジ15a,15b,15c,15dが設けられて、フランジ15a,15bが内側外板19に接合され、フランジ15c,15dが下側翼半体構造体13に複数のリベット12で結合されている。
同様に、中間桁16は、上側と下側の端部にそれぞれフランジ16a,16b,16c,16dが設けられ、フランジ16a,16bが内側外板19に接合され、フランジ16c,16dが下側翼半体構造体13に複数のリベット12で結合されている。
【0019】
ストリンガ18は、翼10の長手方向に延びるように配置された縦通材であり、翼10に曲げが作用したときに圧縮力や引張力を分担し、また、中間桁15,16間に間隔を開けて複数配置されることで、上側外板14及び内側外板19の座屈強度を高める。
【0020】
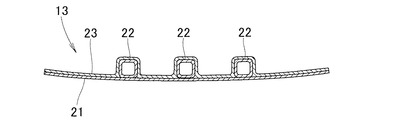
下側翼半体構造体13は、最も外側に設けられた外側外板21と、この外側外板21の内面21aに所定間隔で配置された複数のストリンガ22と、外側外板21の内面21a及び複数のストリンガ22を覆う内側外板23とからなる。
【0021】
外側外板21及び内側外板23は、両端部が上側翼半体構造体11の中間桁15,16、詳しくは、中間桁15,16のそれぞれの下側のフランジ15c,15d,16c,16dにリベット12で機械的に接合されている。
ストリンガ22は、上記のストリンガ18と同様の構造及び機能を有する。
【0022】
図中の符号25は一対の上側翼半体構造体11及び外側外板21、下側翼半体構造体13及び内側外板23との間に形成される中空部であり、符号26は中空部25を前後に区画する中間桁15,16間に形成された閉断面形状の中空区画部である。この中空区画部26にストリンガ18,22が配置されている。
【0023】
以上に述べた翼10の製造方法として、上側翼半体構造体11(図1参照)の製造方法を次に順に説明する。
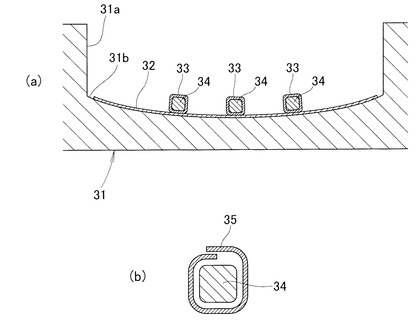
図2(a)に示すように、下型31の凹部31aにおける下方に凸となるように湾曲した底面31bに上側外皮用プリプレグ32を積層する。
【0024】
次に、上側外皮用プリプレグ32の上に複数の中空構造のストリンガ成形体33を所定の間隔で所定の位置に載せる。
ストリンガ成形体33は、図2(b)のように、予め樹脂製中子型34にプリプレグ35を巻いた後に、真空引きされて形成される。
【0025】
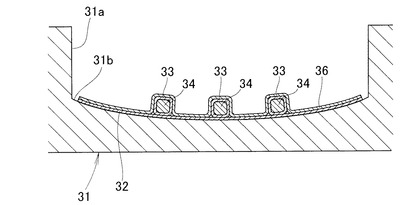
図3に示すように、上側外皮用プリプレグ32及びストリンガ成形体33を上から覆うように上側外皮用プリプレグ32及びストリンガ成形体33に上側内皮用プリプレグ36を積層する。
上側内皮用プリプレグ36は、上側外皮用プリプレグ32と同一の幅となるように積層する。
【0026】
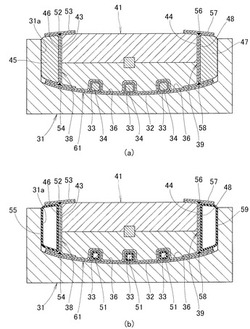
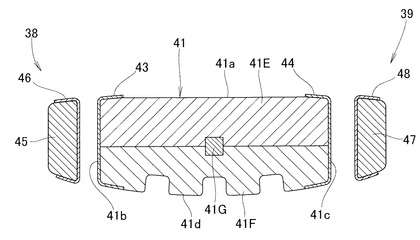
図4に示すように、中間桁用プリプレグ成形体38,39を成形する。
詳しくは、予め金属製中子型41の上面41a、側面41b及び下面41dにプリプレグを積層し、同様に、上面41a、側面41c及び下面41dにプリプレグを積層した後に、真空引きしてプリプレグ半成形体43,44を成形する。
ここで、金属製中子型41は、上型41E、下型41F、及びこれらの上型41E及び下型41F同士の位置決めをするキー41Gからなる。
【0027】
また、樹脂製中子型45にプリプレグを積層し、真空引きしてプリプレグ半成形体46を成形し、同様に、樹脂製中子型47にプリプレグを積層し、真空引きしてプリプレグ半成形体48を成形する。
【0028】
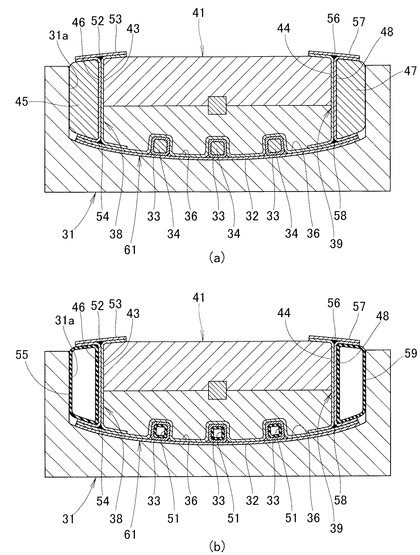
次に、図5(a)に示すように、プリプレグ半成形体43,44及びプリプレグ半成形体46,48を上側内皮用プリプレグ36の上に載置し、更に、これらのプリプレグ半成形体43,44,46,48の上端部に平板状のプリプレグ53,57を載置する。なお、プリプレグ半成形体43,44,46,48の上端部及び下端部と、プリプレグ53,57及びプリプレグ36のそれぞれの隙間には、プリプレグからなる充填材52,54,56,58が詰め込まれている。
次いで、図5(b)のように、樹脂製中子型34,45,47(図5(a)参照)を抜いて、代わりにチューブバッグ51及び中空バッグ55,59を挿入する。
【0029】
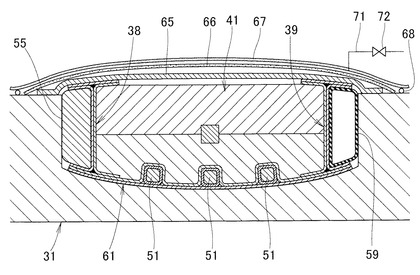
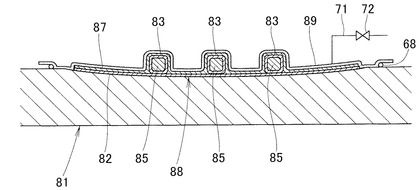
次いで、図6に示すように、上から炭素繊維強化プラスチック製のプレッシャプレート65を載せ、更に、プレッシャプレート65の上に、真空引きによる減圧時に通気するためのブリーザクロス66を載せ、このブリーザクロス66と下型31との上を真空バッグ67で覆う。なお、符号68は下型31と真空バッグ67との間をシールするシール部材、71は真空バッグ67と吸引装置(不図示)との間を連通させる真空引き通路、72は真空引き通路71を開閉するために真空引き通路71の途中に設けられたバルブである。
【0030】
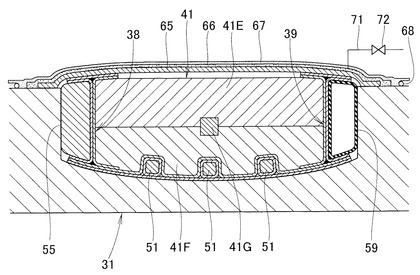
図7に示すように、吸引装置(不図示)を作動させて真空バッグ67内を真空引きした状態で、オートクレーブ内に入れ、0.3〜0.6MPaに加圧、120〜180℃に加熱する。加圧、加熱が終了し、温度が常温まで低下すれば、各プリプレグ、プリプレグ成形体が結合、本硬化する。
【0031】
各プリプレグ、プリプレグ成形体が結合、本硬化した後、金属製中子型41及びチューブバッグ51、中空バッグ55,59を取外す。
なお、金属製中子型41は、上型41E、下型41F及びキー41Gで構成され、いずれかを長手方向に向けてハンマー等で軽く叩いて、上型41Eと下型41Fとキー41Gとの相対的な位置関係をずらし、この状態で工具(ペンチ等)でキー41Gの端部を挟んで引き抜き、上型41E及び下型41Fをそれぞれ引き抜く。
以上より、図8に完成した上側翼半体構造体11を示す(上下が逆になっている。)。
【0032】
次に、下側翼半体構造体13(図1参照)の製造方法を順に説明する。
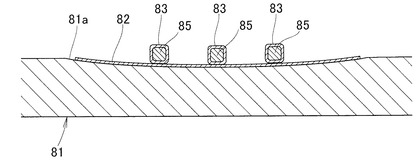
図9に示すように、下型81の下方に凸となるように湾曲した上面81aに下側外皮用プリプレグ82を積層し、次に、上側外皮用プリプレグ82の上に複数の中空構造のストリンガ成形体83を所定の間隔で所定の位置に載せる。
ストリンガ成形体83は、予め金属製中子型85にプリプレグが積層され、真空引きされて成形されている。
【0033】
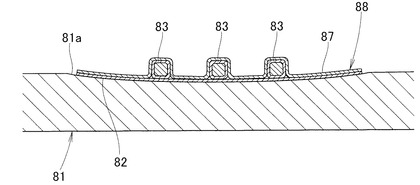
図10に示すように、下側外皮用プリプレグ82及び複数のストリンガ成形体83を上から覆うように下側外皮用プリプレグ82及び複数のストリンガ成形体83の上に下側内皮用プリプレグ87を積層する。
【0034】
下側内皮用プリプレグ87は、下側外皮用プリプレグ82と同一の幅となるように積層する。
これで、下側翼半体構造体13(図1参照)を成形する前の下側翼半体プリプレグ成形体88が完成する。
【0035】
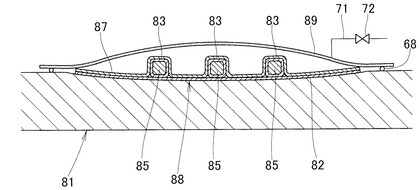
図11に示すように、下側翼半体プリプレグ成形体88及び下型81の上を真空バッグ89で覆い、図12に示すように、吸引装置(不図示)を作動させて真空バッグ89内を真空引きした状態で、オートクレーブ内に入れ、0.3〜0.6MPaに加圧、120〜180℃に加熱する。加圧、加熱が終了し、温度が常温まで低下すれば、各プリプレグ、プリプレグ成形体が結合、本硬化する。
本硬化後に、金属製中子型85を取外す。なお、取外す際には、図7と同様に金属製中子型85を、上型、下型及びキーで構成すれば、容易に取外し可能である。
図13は完成した下側翼半体構造体13を示している。
【0036】
図14に示すように、上側翼半体構造体11の中間桁15,16のフランジ15c,15d,16c,16dにそれぞれリベット挿通穴15e,15e,16e,16eを開け、下側翼半体構造体13の両端部にそれぞれリベット挿通穴13c,13cを開け、リベット12をそれぞれリベット挿通穴15eとリベット挿通穴13c、リベット挿通穴16eとリベット挿通穴13cとに通し、各リベット12の軸端を加締めることで、中間桁15,16と下側翼半体構造体13とが結合され、翼10(図1参照)が完成する。
【実施例2】
【0037】
次に本発明の実施例2を説明する。
図15、図16は翼10の製造方法の途中の工程、即ち、実施例1の図4、図5に示した工程に相当する工程を示している。
図15において、中間桁用プリプレグ成形体91,92を成形する。
【0038】
詳しくは、樹脂製中子型93の上面93a、側面93b及び下面93dにプリプレグを積層し、真空引きしてプリプレグ半成形体94を成形し、同様に、樹脂製中子型93の上面93a、側面93c及び下面93dにプリプレグを積層し、真空引きしてプリプレグ半成形体96を成形する。
【0039】
また、金属製中子型101にプリプレグを積層し、真空引きしてプリプレグ半成形体102を成形し、同様に、金属製中子型103にプリプレグを積層し、真空引きしてプリプレグ半成形体104を成形する。
【0040】
図16(a)に示すように、下型31の底面31bには上側外皮用プリプレグ32が積層され、この上側外皮用プリプレグ32の上に複数の中空構造のストリンガ成形体111が所定の間隔で所定の位置に載置され、上側外皮用プリプレグ32及び複数のストリンガ成形体111を上から覆うように上側外皮用プリプレグ32及び複数のストリンガ成形体111に上側内皮用プリプレグ36が積層されている。
ストリンガ成形体111は、予め金属製中子型112にプリプレグが巻いて形成され、その後に真空引きされて成形されている。
【0041】
プリプレグ半成形体94,96及びプリプレグ半成形体102,104を上側内皮用プリプレグ36の上に載置し、更に、これらのプリプレグ半成形体94,96,102,104の上端部に平板状のプリプレグ106,107を載置する。なお、プリプレグ半成形体94,96,102,104の上端部及び下端部と、プリプレグ106,107及びプリプレグ36のそれぞれの隙間には、プリプレグからなる充填材121,122,123,124が詰め込まれている。これにより、上側翼半体プリプレグ成形体126が完成する。
【0042】
次いで、図16(b)のように、樹脂製中子型93(図16(a)参照)を抜いて、代わりに中空バッグ116を挿入し、この後、図6、図7と同様な工程を経て、上側翼半体構造体11(図1参照)が成形される。
【0043】
この上側翼半体プリプレグ成形体126の製造方法は、例えば、エルロン(補助翼)にヒンジ金具を取付ける際、中間桁15,16(図1参照)の外側面側に高精度の面粗度が要求される場合などに適している。
【0044】
以上の図1、図5、図7に示したように、対向する上下一対の外板としての外側外板17,21の内側に、これらの外側外板17,21で形成された中空部25を区画する複数の中間桁15,16と、これらの中間桁15,16で区画されて出来た複数の中空区画部26内に且つ外側外板17,21のそれぞれの内側に取付けられた中空構造形ストリンガとしてのストリンガ18,22とが配置された航空機翼構造の製造方法において、航空機翼構造が、外側外板17,21の一方を含む一方側翼半体構造物としての上側翼半体構造体11と、外側外板17,21の他方を含むとともに上側翼半体構造体11に取付けられる他方側翼半体構造物としての下側翼半体構造体13とから構成され、上側翼半体構造体11が、下型31に一方側外皮用プリプレグとしての上側外皮用プリプレグ32が積層され、この上側外皮用プリプレグ32上にストリンガ18に成形される複数の中空構造形ストリンガ成形体としてのストリンガ整形体33が載置され、これらのストリンガ成形体33上に一方側内皮用プリプレグとしての上側内皮用プリプレグ36が積層され、この上側内皮用プリプレグ36上に中間桁15,16を形成するために予め成形された複数の中間桁用プリプレグ成形体38,39が載置されることで一方側翼半体プリプレグ成形体としての上側翼半体プリプレグ成形体61が作製され、この上側翼半体プリプレグ成形体61が真空バッグ67で覆われて真空引きされ、加熱・加圧により硬化されて作製される工程を含む、ことを特徴とする。
【0045】
上記構成により、複数の中間桁用プリプレグ成形体間に内皮用プリプレグが渡されることで、中間構造形ストリンガ成形体は、連続した切れ目のない内皮用プリプレグの長繊維でおおわれるため、ストリンガと外皮との間で剥離が発生しないため、外側外板17及び内側外板19の座屈強度を向上させることができる。
【0046】
以上の図1、図5、図10、図12に示したように、他方側翼半体構造物としての下側翼半体構造体13が、第2の下型81に他方側外皮用プリプレグとしての下側外皮用プリプレグ82が積層され、この下側外皮用プリプレグ82上にストリンガ22に成形される複数の第2の中空構造形ストリンガ成形体としてのストリンガ整形体83が載置され、これらの下側外皮用プリプレグ82及びストリンガ成形体83の上に、複数の中間桁用プリプレグ成形体38,39に接合される位置を含むように他方側内皮用プリプレグとしての下側内皮用プリプレグ87が積層されることで他方側翼半体プリプレグ成形体としての下側翼半体プリプレグ成形体88が作製され、この下側翼半体プリプレグ成形体88が真空バッグ89で覆われて真空引きされ、加熱・加圧により硬化されて作製される工程を含むので、複数の中間桁用プリプレグ成形体間に内皮用プリプレグが渡されることで、中間構造形ストリンガ成形体は、連続した切れ目のない内皮用プリプレグの長繊維でおおわれるため、ストリンガと外皮との間で剥離が発生しないため、外側外板21及び内側外板23の座屈強度を向上させることができる。
【0047】
以上の図14に示したように、上側翼半体構造物11における複数の中間桁15,16の先端部分と下側翼半体構造物13とが機械接合、接着接合、又はこれらの機械接合と接着結合とを組み合わせた組合わせ接合により接合されるので、ストリンガと外皮との間で剥離が発生しないため、翼構造主要部の外側外板17,21及び内側外板19,23の座屈強度を向上させることができる。
【0048】
尚、実施例1では、図1に示したように、2つの中間桁15,16を設けたが、これに限らず、3つ以上の中間桁を設けてもよい。
また、図14で示したように、上側翼半体構造体11と下側翼半体構造体13とをリベット12で機械的に接合したが、これに限らず、上側翼半体構造体11と下側翼半体構造体13とを接着剤(例えば、エポキシ樹脂系接着剤)で接合してもよい。この接着剤による接合の際は120°Cで加熱する。
【産業上の利用可能性】
【0049】
本発明の製造方法は、航空機翼構造に好適である。
【符号の説明】
【0050】
10…翼、11…一方側翼半体構造物(上側翼半体構造体)、13…他方側翼半体構造物(下側翼半体構造体)、17,21…外板(外側外板)、18,22…中空構造形ストリンガ(ストリンガ)、25…中空部、26…中空区画部、31…下型、32…一方側外皮用プリプレグ(上側外皮用プリプレグ)、33…中空構造形ストリンガ成形体(ストリンガ成形体)、36…一方側内皮用プリプレグ(上側内皮用プリプレグ)、38,39…中間桁用プリプレグ成形体、61…一方側翼半体プリプレグ成形体(上側翼半体プリプレグ成形体)、67,89…真空バッグ、81…第2の下型(下型)、82…他側外皮用プリプレグ(下側外皮用プリプレグ)、83…第2の中空構造形ストリンガ成形体(ストリンガ成形体)、87…他方側内皮用プリプレグ(下側内皮用プリプレグ)。
【技術分野】
【0001】
本発明は、航空機翼構造の製造方法に関するものである。
【背景技術】
【0002】
従来の航空機翼構造の製造方法として、航空機複合材料製翼のスキン内側に補強のためのストリンガーを設けたものが知られている(例えば、特許文献1参照。)。
【0003】
特許文献1の図1、図2によれば、ストリンガー2は、例えば、断面がハット形状であり、ハットの鍔部分がスキン1の内面に一体成形されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2003−53851公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ストリンガー2が断面ハット形状である場合、翼に曲げ力や捩り力が作用したときに、スキン1が座屈変形して、スキン1とストリンガー2のフランジ部との間の部分、即ち肉厚が急激に変化する部分に応力が集中し、スキン1とストリンガー2との間で剥離が発生し、スキン座屈強度が低下する恐れがある。
本発明の目的は、ストリンガとスキンとの間で剥離が発生しない航空機翼構造の製造方法を提供することにある。
【課題を解決するための手段】
【0006】
請求項1に係る発明は、対向する上下一対の外板の内側に、これらの外板で形成された中空部を区画する複数の中間桁と、これらの中間桁で区画されて出来た複数の中空区画部内に且つ外板の内側に取付けられた中空構造形ストリンガとが配置された航空機翼構造の製造方法において、航空機翼構造が、外板の一方と中間桁を含む一方側翼半体構造物と、外板の他方を含むとともに一方側翼半体構造物に取付けられる他方側翼半体構造物とから構成され、一方側翼半体構造物が、下型に一方側外皮用プリプレグが積層され、この一方側外皮用プリプレグ上に中空構造形ストリンガに成形される複数の中空構造形ストリンガ成形体が載置され、これらの中空構造形ストリンガ成形体上に一方側内皮用プリプレグが積層され、この一方側内皮用プリプレグ上に中間桁を形成するために予め成形された複数の中間桁用プリプレグ成形体が載置されることで一方側翼半体プリプレグ成形体が作製され、この一方側翼半体プリプレグ成形体が真空バッグで覆われて真空引きされ、加熱・加圧により硬化されて作製される工程を含む、ことを特徴とする。
【0007】
複数の中間桁用プリプレグ成形体間に一方側内皮用プリプレグが渡されることで、中間桁用プリプレグ成形体と中空構造形ストリンガ成形体との間、及び隣り合う中空構造形ストリンガ成形体間では一方側外皮用プリプレグと一方側内皮用プリプレグとが連続的に配置されるため、中空構造形ストリンガ成形体は、中間桁用プリプレグ成形体間において連続した切れ目の無いプリプレグの長繊維でおおわれることになる。
【0008】
請求項2に係る発明は、他方側翼半体構造物が、第2の下型に他方側外皮用プリプレグが積層され、この他方側外皮用プリプレグ上に中空構造形ストリンガに成形される複数の第2の中空構造形ストリンガ成形体が載置され、これらの他方側外皮用プリプレグ及び第2の中空構造形ストリンガ成形体の上に、複数の中間桁用プリプレグ成形体に接合される位置を含むように他方側内皮用プリプレグが積層されることで他方側翼半体プリプレグ成形体が作製され、この他方側翼半体プリプレグ成形体が真空バッグで覆われて真空引きされ、加熱・加圧により硬化されて作製される工程を含む、ことを特徴とする。
【0009】
複数の中間桁用プリプレグ成形体に対応する位置の間に他方側内皮用プリプレグが渡されることで、中間桁用プリプレグ成形体に対応する位置と中空構造形ストリンガ成形体との間、及び隣り合う第2の中空構造形ストリンガ成形体間では他方側外皮用プリプレグと他方側内皮用プリプレグとが連続的に配置されるため、中空構造形ストリンガ成形体は、中間桁用プリプレグ成形体間において連続した切れ目の無いプリプレグの長繊維でおおわれることになる。
【0010】
請求項3に係る発明は、一方側翼半体構造物における複数の中間桁の先端部分と他方側翼半体構造物とが機械接合、接着接合、又はこれらの機械接合と接着結合とを組み合わせた組合わせ接合により接合されることを特徴とする。
一方側翼半体構造物における複数の中間桁の先端部分と他方側翼半体構造物とを機械接合、接着接合又は組合わせ接合して翼の主要部を作製する。
【発明の効果】
【0011】
請求項1に係る発明では、航空機翼構造が、外板の一方と中間桁を含む一方側翼半体構造物と、外板の他方を含むとともに一方側翼半体構造物に取付けられる他方側翼半体構造物とから構成され、一方側翼半体構造物が、下型に一方側外皮用プリプレグが積層され、この一方側外皮用プリプレグ上に中空構造形ストリンガに成形される複数の中空構造形ストリンガ成形体が載置され、これらの中空構造形ストリンガ成形体上に一方側内皮用プリプレグが積層され、この一方側内皮用プリプレグ上に中間桁を形成するために予め成形された複数の中間桁用プリプレグ成形体が載置されることで一方側翼半体プリプレグ成形体が作製され、この一方側翼半体プリプレグ成形体が真空バッグで覆われて真空引きされ、加熱・加圧により硬化されて作製される工程を含むので、複数の中間桁用プリプレグ成形体間に内皮用プリプレグが渡されることで、中空構造形ストリンガ成形体は連続した切れ目の無い内皮用プリプレグの長繊維でおおわれるため、ストリンガと外板との間で剥離が発生せず、翼外板の座屈強度を向上させることができる。
【0012】
請求項2に係る発明では、他方側翼半体構造物が、第2の下型に他方側外皮用プリプレグが積層され、この他方側外皮用プリプレグ上に中空構造形ストリンガに成形される複数の第2の中空構造形ストリンガ成形体が載置され、これらの他方側外皮用プリプレグ及び第2の中空構造形ストリンガ成形体の上に、複数の中間桁用プリプレグ成形体に接合される位置を含むように他方側内皮用プリプレグが積層されることで他方側翼半体プリプレグ成形体が作製され、この他方側翼半体プリプレグ成形体が真空バッグで覆われて真空引きされ、加熱・加圧により硬化されて作製される工程を含むので、複数の中間桁用プリプレグ成形体間に内皮用プリプレグが渡されることで、中空構造形ストリンガ成形体は連続した切れ目の無い内皮用プリプレグの長繊維でおおわれるため、ストリンガと外板との間で剥離が発生せず、翼外板の座屈強度を向上させることができる。
【0013】
請求項3に係る発明では、一方側翼半体構造物における複数の中間桁の先端部分と他方側翼半体構造物とが機械接合、接着接合、又はこれらの機械接合と接着結合とを組み合わせた組合わせ接合により接合されるので、ストリンガと外板との間で剥離が発生しないため、翼構造主要部の外板の座屈強度を向上させることができる。
【図面の簡単な説明】
【0014】
【図1】本発明に係る航空機翼構造を示す断面図(実施例1)である。
【図2】本発明に係る航空機翼構造(上側翼半体構造体)の製造方法を示す第1作用図(実施例1)である。
【図3】本発明に係る航空機翼構造(上側翼半体構造体)の製造方法を示す第2作用図(実施例1)である。
【図4】本発明に係る航空機翼構造(上側翼半体構造体)の製造方法を示す第3作用図(実施例1)である。
【図5】本発明に係る航空機翼構造(上側翼半体構造体)の製造方法を示す第4作用図(実施例1)である。
【図6】本発明に係る航空機翼構造(上側翼半体構造体)の製造方法を示す第5作用図(実施例1)である。
【図7】本発明に係る航空機翼構造(上側翼半体構造体)の製造方法を示す第6作用図(実施例1)である。
【図8】本発明に係る航空機翼構造の上側翼半体構造体を示す断面図(実施例1)である。
【図9】本発明に係る航空機翼構造(下側翼半体構造体)の製造方法を示す第1作用図(実施例1)である。
【図10】本発明に係る航空機翼構造(下側翼半体構造体)の製造方法を示す第2作用図(実施例1)である。
【図11】本発明に係る航空機翼構造(下側翼半体構造体)の製造方法を示す第3作用図(実施例1)である。
【図12】本発明に係る航空機翼構造(下側翼半体構造体)の製造方法を示す第4作用図(実施例1)である。
【図13】本発明に係る航空機翼構造の下側翼半体構造体を示す断面図(実施例1)である。
【図14】本発明に係る上側翼半体構造体と下側翼半体構造体との接合要領を示す作用図(実施例1)である。
【図15】本発明に係る航空機翼構造(上側翼半体構造体)の製造方法を示す第1作用図(実施例2)である。
【図16】本発明に係る航空機翼構造(上側翼半体構造体)の製造方法を示す第2作用図(実施例2)である。
【発明を実施するための形態】
【0015】
本発明の実施の形態を添付図に基づいて以下に説明する。図面は符号の向きに見るものとする。
【実施例1】
【0016】
本発明の実施例1を説明する。
図1に示すように、繊維強化複合材料製の翼10は、上側翼半体構造体11と、この上側翼半体構造体11の下部に複数のリベット12によって締結された下側翼半体構造体13とからなり、航空機翼構造の主要部を構成している。翼10の前端部及び後端部に二点鎖線で示すように航空機翼構造構成部品が取付けられて最終的に航空機翼構造が完成する
【0017】
上側翼半体構造体11は、上方に凸に湾曲した上側外板部14と、この上側外板部14の両端部の内面側に一端が接合された前後一対の中間桁15,16とからなる。
上側外板部14は、最も外側に設けられた外側外板17と、この外側外板17の内面17aに且つ中間桁15,16間に所定間隔で配置された複数のストリンガ18と、外側外板17の内面17a及び複数のストリンガ18を覆う内側外板19とからなる。
【0018】
中間桁15は、上側と下側の端部にそれぞれフランジ15a,15b,15c,15dが設けられて、フランジ15a,15bが内側外板19に接合され、フランジ15c,15dが下側翼半体構造体13に複数のリベット12で結合されている。
同様に、中間桁16は、上側と下側の端部にそれぞれフランジ16a,16b,16c,16dが設けられ、フランジ16a,16bが内側外板19に接合され、フランジ16c,16dが下側翼半体構造体13に複数のリベット12で結合されている。
【0019】
ストリンガ18は、翼10の長手方向に延びるように配置された縦通材であり、翼10に曲げが作用したときに圧縮力や引張力を分担し、また、中間桁15,16間に間隔を開けて複数配置されることで、上側外板14及び内側外板19の座屈強度を高める。
【0020】
下側翼半体構造体13は、最も外側に設けられた外側外板21と、この外側外板21の内面21aに所定間隔で配置された複数のストリンガ22と、外側外板21の内面21a及び複数のストリンガ22を覆う内側外板23とからなる。
【0021】
外側外板21及び内側外板23は、両端部が上側翼半体構造体11の中間桁15,16、詳しくは、中間桁15,16のそれぞれの下側のフランジ15c,15d,16c,16dにリベット12で機械的に接合されている。
ストリンガ22は、上記のストリンガ18と同様の構造及び機能を有する。
【0022】
図中の符号25は一対の上側翼半体構造体11及び外側外板21、下側翼半体構造体13及び内側外板23との間に形成される中空部であり、符号26は中空部25を前後に区画する中間桁15,16間に形成された閉断面形状の中空区画部である。この中空区画部26にストリンガ18,22が配置されている。
【0023】
以上に述べた翼10の製造方法として、上側翼半体構造体11(図1参照)の製造方法を次に順に説明する。
図2(a)に示すように、下型31の凹部31aにおける下方に凸となるように湾曲した底面31bに上側外皮用プリプレグ32を積層する。
【0024】
次に、上側外皮用プリプレグ32の上に複数の中空構造のストリンガ成形体33を所定の間隔で所定の位置に載せる。
ストリンガ成形体33は、図2(b)のように、予め樹脂製中子型34にプリプレグ35を巻いた後に、真空引きされて形成される。
【0025】
図3に示すように、上側外皮用プリプレグ32及びストリンガ成形体33を上から覆うように上側外皮用プリプレグ32及びストリンガ成形体33に上側内皮用プリプレグ36を積層する。
上側内皮用プリプレグ36は、上側外皮用プリプレグ32と同一の幅となるように積層する。
【0026】
図4に示すように、中間桁用プリプレグ成形体38,39を成形する。
詳しくは、予め金属製中子型41の上面41a、側面41b及び下面41dにプリプレグを積層し、同様に、上面41a、側面41c及び下面41dにプリプレグを積層した後に、真空引きしてプリプレグ半成形体43,44を成形する。
ここで、金属製中子型41は、上型41E、下型41F、及びこれらの上型41E及び下型41F同士の位置決めをするキー41Gからなる。
【0027】
また、樹脂製中子型45にプリプレグを積層し、真空引きしてプリプレグ半成形体46を成形し、同様に、樹脂製中子型47にプリプレグを積層し、真空引きしてプリプレグ半成形体48を成形する。
【0028】
次に、図5(a)に示すように、プリプレグ半成形体43,44及びプリプレグ半成形体46,48を上側内皮用プリプレグ36の上に載置し、更に、これらのプリプレグ半成形体43,44,46,48の上端部に平板状のプリプレグ53,57を載置する。なお、プリプレグ半成形体43,44,46,48の上端部及び下端部と、プリプレグ53,57及びプリプレグ36のそれぞれの隙間には、プリプレグからなる充填材52,54,56,58が詰め込まれている。
次いで、図5(b)のように、樹脂製中子型34,45,47(図5(a)参照)を抜いて、代わりにチューブバッグ51及び中空バッグ55,59を挿入する。
【0029】
次いで、図6に示すように、上から炭素繊維強化プラスチック製のプレッシャプレート65を載せ、更に、プレッシャプレート65の上に、真空引きによる減圧時に通気するためのブリーザクロス66を載せ、このブリーザクロス66と下型31との上を真空バッグ67で覆う。なお、符号68は下型31と真空バッグ67との間をシールするシール部材、71は真空バッグ67と吸引装置(不図示)との間を連通させる真空引き通路、72は真空引き通路71を開閉するために真空引き通路71の途中に設けられたバルブである。
【0030】
図7に示すように、吸引装置(不図示)を作動させて真空バッグ67内を真空引きした状態で、オートクレーブ内に入れ、0.3〜0.6MPaに加圧、120〜180℃に加熱する。加圧、加熱が終了し、温度が常温まで低下すれば、各プリプレグ、プリプレグ成形体が結合、本硬化する。
【0031】
各プリプレグ、プリプレグ成形体が結合、本硬化した後、金属製中子型41及びチューブバッグ51、中空バッグ55,59を取外す。
なお、金属製中子型41は、上型41E、下型41F及びキー41Gで構成され、いずれかを長手方向に向けてハンマー等で軽く叩いて、上型41Eと下型41Fとキー41Gとの相対的な位置関係をずらし、この状態で工具(ペンチ等)でキー41Gの端部を挟んで引き抜き、上型41E及び下型41Fをそれぞれ引き抜く。
以上より、図8に完成した上側翼半体構造体11を示す(上下が逆になっている。)。
【0032】
次に、下側翼半体構造体13(図1参照)の製造方法を順に説明する。
図9に示すように、下型81の下方に凸となるように湾曲した上面81aに下側外皮用プリプレグ82を積層し、次に、上側外皮用プリプレグ82の上に複数の中空構造のストリンガ成形体83を所定の間隔で所定の位置に載せる。
ストリンガ成形体83は、予め金属製中子型85にプリプレグが積層され、真空引きされて成形されている。
【0033】
図10に示すように、下側外皮用プリプレグ82及び複数のストリンガ成形体83を上から覆うように下側外皮用プリプレグ82及び複数のストリンガ成形体83の上に下側内皮用プリプレグ87を積層する。
【0034】
下側内皮用プリプレグ87は、下側外皮用プリプレグ82と同一の幅となるように積層する。
これで、下側翼半体構造体13(図1参照)を成形する前の下側翼半体プリプレグ成形体88が完成する。
【0035】
図11に示すように、下側翼半体プリプレグ成形体88及び下型81の上を真空バッグ89で覆い、図12に示すように、吸引装置(不図示)を作動させて真空バッグ89内を真空引きした状態で、オートクレーブ内に入れ、0.3〜0.6MPaに加圧、120〜180℃に加熱する。加圧、加熱が終了し、温度が常温まで低下すれば、各プリプレグ、プリプレグ成形体が結合、本硬化する。
本硬化後に、金属製中子型85を取外す。なお、取外す際には、図7と同様に金属製中子型85を、上型、下型及びキーで構成すれば、容易に取外し可能である。
図13は完成した下側翼半体構造体13を示している。
【0036】
図14に示すように、上側翼半体構造体11の中間桁15,16のフランジ15c,15d,16c,16dにそれぞれリベット挿通穴15e,15e,16e,16eを開け、下側翼半体構造体13の両端部にそれぞれリベット挿通穴13c,13cを開け、リベット12をそれぞれリベット挿通穴15eとリベット挿通穴13c、リベット挿通穴16eとリベット挿通穴13cとに通し、各リベット12の軸端を加締めることで、中間桁15,16と下側翼半体構造体13とが結合され、翼10(図1参照)が完成する。
【実施例2】
【0037】
次に本発明の実施例2を説明する。
図15、図16は翼10の製造方法の途中の工程、即ち、実施例1の図4、図5に示した工程に相当する工程を示している。
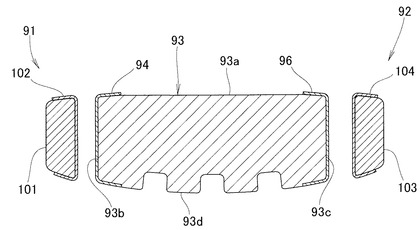
図15において、中間桁用プリプレグ成形体91,92を成形する。
【0038】
詳しくは、樹脂製中子型93の上面93a、側面93b及び下面93dにプリプレグを積層し、真空引きしてプリプレグ半成形体94を成形し、同様に、樹脂製中子型93の上面93a、側面93c及び下面93dにプリプレグを積層し、真空引きしてプリプレグ半成形体96を成形する。
【0039】
また、金属製中子型101にプリプレグを積層し、真空引きしてプリプレグ半成形体102を成形し、同様に、金属製中子型103にプリプレグを積層し、真空引きしてプリプレグ半成形体104を成形する。
【0040】
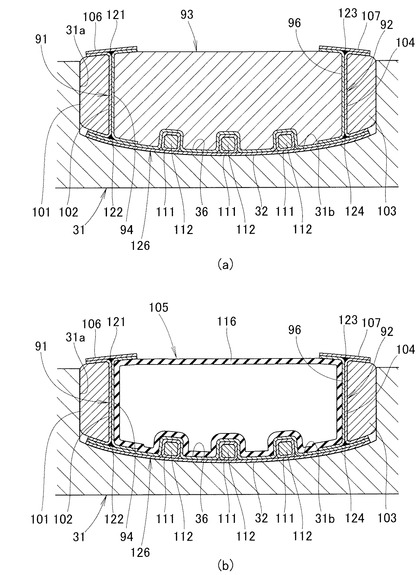
図16(a)に示すように、下型31の底面31bには上側外皮用プリプレグ32が積層され、この上側外皮用プリプレグ32の上に複数の中空構造のストリンガ成形体111が所定の間隔で所定の位置に載置され、上側外皮用プリプレグ32及び複数のストリンガ成形体111を上から覆うように上側外皮用プリプレグ32及び複数のストリンガ成形体111に上側内皮用プリプレグ36が積層されている。
ストリンガ成形体111は、予め金属製中子型112にプリプレグが巻いて形成され、その後に真空引きされて成形されている。
【0041】
プリプレグ半成形体94,96及びプリプレグ半成形体102,104を上側内皮用プリプレグ36の上に載置し、更に、これらのプリプレグ半成形体94,96,102,104の上端部に平板状のプリプレグ106,107を載置する。なお、プリプレグ半成形体94,96,102,104の上端部及び下端部と、プリプレグ106,107及びプリプレグ36のそれぞれの隙間には、プリプレグからなる充填材121,122,123,124が詰め込まれている。これにより、上側翼半体プリプレグ成形体126が完成する。
【0042】
次いで、図16(b)のように、樹脂製中子型93(図16(a)参照)を抜いて、代わりに中空バッグ116を挿入し、この後、図6、図7と同様な工程を経て、上側翼半体構造体11(図1参照)が成形される。
【0043】
この上側翼半体プリプレグ成形体126の製造方法は、例えば、エルロン(補助翼)にヒンジ金具を取付ける際、中間桁15,16(図1参照)の外側面側に高精度の面粗度が要求される場合などに適している。
【0044】
以上の図1、図5、図7に示したように、対向する上下一対の外板としての外側外板17,21の内側に、これらの外側外板17,21で形成された中空部25を区画する複数の中間桁15,16と、これらの中間桁15,16で区画されて出来た複数の中空区画部26内に且つ外側外板17,21のそれぞれの内側に取付けられた中空構造形ストリンガとしてのストリンガ18,22とが配置された航空機翼構造の製造方法において、航空機翼構造が、外側外板17,21の一方を含む一方側翼半体構造物としての上側翼半体構造体11と、外側外板17,21の他方を含むとともに上側翼半体構造体11に取付けられる他方側翼半体構造物としての下側翼半体構造体13とから構成され、上側翼半体構造体11が、下型31に一方側外皮用プリプレグとしての上側外皮用プリプレグ32が積層され、この上側外皮用プリプレグ32上にストリンガ18に成形される複数の中空構造形ストリンガ成形体としてのストリンガ整形体33が載置され、これらのストリンガ成形体33上に一方側内皮用プリプレグとしての上側内皮用プリプレグ36が積層され、この上側内皮用プリプレグ36上に中間桁15,16を形成するために予め成形された複数の中間桁用プリプレグ成形体38,39が載置されることで一方側翼半体プリプレグ成形体としての上側翼半体プリプレグ成形体61が作製され、この上側翼半体プリプレグ成形体61が真空バッグ67で覆われて真空引きされ、加熱・加圧により硬化されて作製される工程を含む、ことを特徴とする。
【0045】
上記構成により、複数の中間桁用プリプレグ成形体間に内皮用プリプレグが渡されることで、中間構造形ストリンガ成形体は、連続した切れ目のない内皮用プリプレグの長繊維でおおわれるため、ストリンガと外皮との間で剥離が発生しないため、外側外板17及び内側外板19の座屈強度を向上させることができる。
【0046】
以上の図1、図5、図10、図12に示したように、他方側翼半体構造物としての下側翼半体構造体13が、第2の下型81に他方側外皮用プリプレグとしての下側外皮用プリプレグ82が積層され、この下側外皮用プリプレグ82上にストリンガ22に成形される複数の第2の中空構造形ストリンガ成形体としてのストリンガ整形体83が載置され、これらの下側外皮用プリプレグ82及びストリンガ成形体83の上に、複数の中間桁用プリプレグ成形体38,39に接合される位置を含むように他方側内皮用プリプレグとしての下側内皮用プリプレグ87が積層されることで他方側翼半体プリプレグ成形体としての下側翼半体プリプレグ成形体88が作製され、この下側翼半体プリプレグ成形体88が真空バッグ89で覆われて真空引きされ、加熱・加圧により硬化されて作製される工程を含むので、複数の中間桁用プリプレグ成形体間に内皮用プリプレグが渡されることで、中間構造形ストリンガ成形体は、連続した切れ目のない内皮用プリプレグの長繊維でおおわれるため、ストリンガと外皮との間で剥離が発生しないため、外側外板21及び内側外板23の座屈強度を向上させることができる。
【0047】
以上の図14に示したように、上側翼半体構造物11における複数の中間桁15,16の先端部分と下側翼半体構造物13とが機械接合、接着接合、又はこれらの機械接合と接着結合とを組み合わせた組合わせ接合により接合されるので、ストリンガと外皮との間で剥離が発生しないため、翼構造主要部の外側外板17,21及び内側外板19,23の座屈強度を向上させることができる。
【0048】
尚、実施例1では、図1に示したように、2つの中間桁15,16を設けたが、これに限らず、3つ以上の中間桁を設けてもよい。
また、図14で示したように、上側翼半体構造体11と下側翼半体構造体13とをリベット12で機械的に接合したが、これに限らず、上側翼半体構造体11と下側翼半体構造体13とを接着剤(例えば、エポキシ樹脂系接着剤)で接合してもよい。この接着剤による接合の際は120°Cで加熱する。
【産業上の利用可能性】
【0049】
本発明の製造方法は、航空機翼構造に好適である。
【符号の説明】
【0050】
10…翼、11…一方側翼半体構造物(上側翼半体構造体)、13…他方側翼半体構造物(下側翼半体構造体)、17,21…外板(外側外板)、18,22…中空構造形ストリンガ(ストリンガ)、25…中空部、26…中空区画部、31…下型、32…一方側外皮用プリプレグ(上側外皮用プリプレグ)、33…中空構造形ストリンガ成形体(ストリンガ成形体)、36…一方側内皮用プリプレグ(上側内皮用プリプレグ)、38,39…中間桁用プリプレグ成形体、61…一方側翼半体プリプレグ成形体(上側翼半体プリプレグ成形体)、67,89…真空バッグ、81…第2の下型(下型)、82…他側外皮用プリプレグ(下側外皮用プリプレグ)、83…第2の中空構造形ストリンガ成形体(ストリンガ成形体)、87…他方側内皮用プリプレグ(下側内皮用プリプレグ)。
【特許請求の範囲】
【請求項1】
対向する上下一対の外板の内側に、これらの外板で形成された中空部を区画する複数の中間桁と、これらの中間桁で区画されて出来た複数の中空区画部内に且つ前記外板の内側に取付けられた中空構造形ストリンガとが配置された航空機翼構造の製造方法において、
前記航空機翼構造は、前記外板の一方と中間桁を含む一方側翼半体構造物と、前記外板の他方を含むとともに前記一方側翼半体構造物に取付けられる他方側翼半体構造物とから構成され、
前記一方側翼半体構造物は、下型に一方側外皮用プリプレグが積層され、この一方側外皮用プリプレグ上に前記中空構造形ストリンガに成形される複数の中空構造形ストリンガ成形体が載置され、これらの中空構造形ストリンガ成形体上に一方側内皮用プリプレグが積層され、この一方側内皮用プリプレグ上に前記中間桁を形成するために予め成形された複数の中間桁用プリプレグ成形体が載置されることで一方側翼半体プリプレグ成形体が作製され、
この一方側翼半体プリプレグ成形体が真空バッグで覆われて真空引きされ、加熱・加圧により硬化されて作製される工程を含む、ことを特徴とする航空機翼構造の製造方法。
【請求項2】
前記他方側翼半体構造物は、第2の下型に他方側外皮用プリプレグが積層され、この他方側外皮用プリプレグ上に前記中空構造形ストリンガに成形される複数の第2の中空構造形ストリンガ成形体が載置され、これらの他方側外皮用プリプレグ及び第2の中空構造形ストリンガ成形体の上に、前記複数の中間桁用プリプレグ成形体に接合される位置を含むように他方側内皮用プリプレグが積層されることで他方側翼半体プリプレグ成形体が作製され、
この他方側翼半体プリプレグ成形体が真空バッグで覆われて真空引きされ、加熱・加圧により硬化されて作製される工程を含む、ことを特徴とする請求項1記載の航空機翼構造の製造方法。
【請求項3】
前記一方側翼半体構造物における前記複数の中間桁の先端部分と前記他方側翼半体構造物とが機械接合、接着接合、又はこれらの機械接合と接着結合とを組み合わせた組合わせ接合により接合されることを特徴とする請求項2記載の航空機翼構造の製造方法。
【請求項1】
対向する上下一対の外板の内側に、これらの外板で形成された中空部を区画する複数の中間桁と、これらの中間桁で区画されて出来た複数の中空区画部内に且つ前記外板の内側に取付けられた中空構造形ストリンガとが配置された航空機翼構造の製造方法において、
前記航空機翼構造は、前記外板の一方と中間桁を含む一方側翼半体構造物と、前記外板の他方を含むとともに前記一方側翼半体構造物に取付けられる他方側翼半体構造物とから構成され、
前記一方側翼半体構造物は、下型に一方側外皮用プリプレグが積層され、この一方側外皮用プリプレグ上に前記中空構造形ストリンガに成形される複数の中空構造形ストリンガ成形体が載置され、これらの中空構造形ストリンガ成形体上に一方側内皮用プリプレグが積層され、この一方側内皮用プリプレグ上に前記中間桁を形成するために予め成形された複数の中間桁用プリプレグ成形体が載置されることで一方側翼半体プリプレグ成形体が作製され、
この一方側翼半体プリプレグ成形体が真空バッグで覆われて真空引きされ、加熱・加圧により硬化されて作製される工程を含む、ことを特徴とする航空機翼構造の製造方法。
【請求項2】
前記他方側翼半体構造物は、第2の下型に他方側外皮用プリプレグが積層され、この他方側外皮用プリプレグ上に前記中空構造形ストリンガに成形される複数の第2の中空構造形ストリンガ成形体が載置され、これらの他方側外皮用プリプレグ及び第2の中空構造形ストリンガ成形体の上に、前記複数の中間桁用プリプレグ成形体に接合される位置を含むように他方側内皮用プリプレグが積層されることで他方側翼半体プリプレグ成形体が作製され、
この他方側翼半体プリプレグ成形体が真空バッグで覆われて真空引きされ、加熱・加圧により硬化されて作製される工程を含む、ことを特徴とする請求項1記載の航空機翼構造の製造方法。
【請求項3】
前記一方側翼半体構造物における前記複数の中間桁の先端部分と前記他方側翼半体構造物とが機械接合、接着接合、又はこれらの機械接合と接着結合とを組み合わせた組合わせ接合により接合されることを特徴とする請求項2記載の航空機翼構造の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【公開番号】特開2011−161976(P2011−161976A)
【公開日】平成23年8月25日(2011.8.25)
【国際特許分類】
【出願番号】特願2010−24242(P2010−24242)
【出願日】平成22年2月5日(2010.2.5)
【出願人】(000005326)本田技研工業株式会社 (23,863)
【Fターム(参考)】
【公開日】平成23年8月25日(2011.8.25)
【国際特許分類】
【出願日】平成22年2月5日(2010.2.5)
【出願人】(000005326)本田技研工業株式会社 (23,863)
【Fターム(参考)】
[ Back to top ]