
航空機胴体室部を複合繊維材料で製造する方法及び機器
本発明は、継ぎ目なし一体化且つ基本的に中空の円筒状部品5、とりわけ航空機の胴体部分の製造方法に関する。本方法は、以下の工程を含む:a)第1真空膜3の固定巻心2への付与及び第1真空膜3の真空排気工程、b)巻心を巻き取ることにより、巻心2への胴体部5の積層状態での巻着工程、c)第1真空膜3の通気工程、d)固定巻心と比較して不安定な外型6の胴体部5への付与工程、巻心2は外型6を安定化させ、e)胴体部5を外型6に接近するように引き寄せると共に、胴体部5を少なくともいくつかの領域で、巻回心2から取り外すために、第2真空膜7の外型6への付与及び第2真空膜7の評価工程、f)完成胴体部を製造するために、オートクレーブでの装置全体の硬化工程。これにより、部品5の高い表面品質を生じさせる。更に、極めて高い寸法安定性が、とりわけ接着させられる部品5の断面形状に関して達成される。加えて、本発明は、本方法を実行する機器に関する。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、継ぎ目なし航空機胴体部を複合繊維材料で製造する方法に関する。
【背景技術】
【0002】
継ぎ目なし胴体部を複合繊維材料から製造する従来技術の方法は、多くの場合において、回転巻心に基づいており、胴体部は、その巻心上に、細片形状の無端プリプレグ材を巻き付けることにより形成される(所謂「自動化繊維載置」法(AFP法))。実際の巻付け工程が完了した後に、胴体は真空袋へ導入される。周囲空気圧からの力の作用により結果的に生じる積層状態で載置される層は、真空袋を真空排気することにより圧縮させられる。同時に、存在するかもしれないあらゆる気泡、空気含有物等が、積層から吸い出される。最後に、構造体全体が、最終硬化及び胴体部の完成のために、オートクレーブに送り込まれる。完成部品を型から取り出すのを促すために、巻心は、内部に変位させられ得る複数のセグメントから形成される。加えて、巻心は、その長手軸と平行に、多数の凹所を有しており、その凹所には、補強形材が、実際の巻付け工程の前に挿入されており、胴体部の主要パネルに、一動作で、内部に配置された補強形材、例えばストリンガ等が装備させられる。ストリンガは、例えば、T形又は台形(Ω形)断面形状を有する。
【0003】
この従来の製造方法の主な問題点は、部品の表面品質が、相対的に低く、また、精密に確定される完成部品の外径が、複合材料の収縮に原因して得られないという事実にある。
表面品質を向上させるために、浮遊状態で取り付けられる加圧板を、外部から部品上に載せるようにもたらす方法も知られている。しかしながら、一方では、これにより、加圧板及び部品の間に、形状寸法の偏差(例えば互いに僅かにはずれる曲率半径)が存在するならば、完全に均一な圧力分散が達成されないという問題点が生じ、また他方では、加圧板の間の接合部領域において、凹凸が表面に生じるかもしれない。
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明の目的は、複合繊維材料から継ぎ目なし胴体部を製造する従来技術の方法の欠点を回避することにある。
【課題を解決するための手段】
【0005】
本目的は、以下の請求項1の特徴を備えた方法によって達成される:
a)第1真空膜を巻心に付与すると共に、第1真空膜を真空排気させる工程、
b)とりわけAFP法によって、積層形態の部品を巻心上に巻着させる工程、
c)第1真空膜を通気させる工程、
d)外型を部品に付与する工程、
e)第2真空膜を外型に付与し、且つ、部品を外型に接近するように引き寄せると共に、部品を少なくとも幾つかの領域において、巻心から取り外すために、第2真空膜を真空排気させる工程、
f)完成胴体部を製造するために、構成全体をオートクレーブで硬化させる工程。
【0006】
最初に、第1真空膜は、「内型」として作用する巻心に付与され、真空排気される。とりわけ補強形材を受入れるための凹所域において、第1真空膜の巻心への最適な接触を達成するために、塑性変形性を増加させるべく、真空排気の後及びその間の少なくとも何れか一つに、熱風ファンによって真空膜を加熱することが必要である。
【0007】
部品、とりわけ例えば胴体部は、次に、所謂AFP法(「自動化繊維載置」法)で、(
無端)プリプレグ細片材を回転する巻心上に巻着させることにより、一片に製造される。或いは、巻心を静止状態に保たせると共に、プリプレグ巻着ヘッドを巻心の周りに案内することも可能である。
【0008】
プリプレグ材は、硬化エポキシ樹脂が含浸させられた炭素繊維強化細片構成である。部品が完成させられた後に、外型が部品上に案内され、更に、第2真空膜によって包囲される。第1(内側)真空膜を通気させることにより、部品は、少なくとも幾つかの領域で、巻心から取り外され或いは持上げられる。
【0009】
外型を気密状態で包囲する第2真空膜を真空排気することにより、未だ「湿った」、即ちまだ硬化させられておらず且つ形成可能な部品は、次に、内部で、既に所定位置へもたらされていると共に半径方向に閉じられた外型に加圧される。外型は、複数の曲げ加圧板からなり、その内面は、集められた時に、完成部品の所望する外側輪郭に正確に対応する。
【0010】
少なくとも2個の加圧板は、その長手フランジに沿って、例えばねじ結合によって、合わせて固定結合されると共に、それ自体で、半径方向に強固に閉鎖させられた外型を形成する。
【0011】
構成全体は、最後に、オートクレーブ内で硬化させられる。曲げ加圧板は、重量の理由で、最大で50ミリメートルの材料厚さを有する複合繊維材料で形成される。
加圧板は、好適には、炭素繊維強化エポキシ樹脂で製造される。外型を好ましくない自然の変形から保護するために、内側巻心は、巻付けられた部品の少なくとも幾つかの領域での取り外し後でさえ、未だ必要とされる。
【0012】
巻心は、好適には、熱膨張係数が可能な限り低い金属材料から形成される。(内側)巻心を製造するのに適当な材料は、例えばNi36合金である。巻心は、好適には、巻付けられ或いは巻着された部品を型から取り外すことができるように、少なくとも3個の内方へ移動可能なセグメントから形成される。互いに離れるように移動させられた時に、巻心のセグメントは、可能な限り精密な状態に発展させられる部品の所望する内側輪郭を形成する。
【0013】
第1及び第2真空膜は、例えば、巻心の端部分において、外周側に配置される両面接着テープで、互いにまた巻心から密封される。
完成部品の高い表面品質は、本発明方法により、とりわけ胴体部の所定の理論上の直径及び所望される理論上の断面形状に関して、良好な寸法安定性と合わせて達成される。原則的に、本発明方法により製造される胴体部の高い表面品質に起因して、高価な再機械加工工程、例えば研削加工、下塗り、又は研磨加工が不要とされる。
【0014】
本発明方法の発展形によれば、巻心の凹所に挿入される補強形材、とりわけストリンガ等が提供され、凹所は、基本的に巻心の長手方向に延在する。
これにより、胴体部は、内部に配置された補強形材、とりわけストリンガと、胴体室表板の製造と同時に、一製造工程で、嵌合させられることが可能になる。例えば、補強形材は、T形、又はΩ形断面形状を有してよい。部品が巻心から取り除かれた時に、凹所及びアンダーカットの少なくとも何れか一つに挿入された補強形材の適切な支持を得るために、充填要素が、補強形材の領域に配置される。充填要素は、例えば硬質発泡材料で形成される。
【0015】
また、本発明の目的は、以下の請求項9の特徴を備えた機器、とりわけ本発明方法を実行する機器によって達成される。
a)部品を巻着させるために、第1真空膜によって気密状態で包囲される巻心と、
b)巻心上に巻着された部品を包囲する外型と、
c)外型を気密状態で取り囲む第2真空膜と、
d)第1及び第2真空膜を、巻心に対して密封する少なくとも1個のシール材。
【0016】
第1真空膜の存在により、部品は、巻付け工程の完了後に、この内側真空膜を通気させることにより、巻心から取り外され、或いは持上げられ得る。第2真空膜は、外型と合わせて、次に、部品を外型の内部にしっかりと押し付けるように作用する。部品を相対的に気密に取り囲むと共に半径方向に閉鎖させられた2つの真空膜、巻心及び外型の存在により、初めて、巻回胴体部を、並外れて高い表面品質、また同時に優れた寸法安定性の複合繊維材料により、一作用で製造することが可能になる。
【0017】
真空膜は、互いに、また巻心から、両面接着テープによって密封される。或いは、数回取り外され得るシール、例えば「被膜剥離シール」等もまた、シール材として考慮され得る。真空膜は、オートクレーブ内での抵抗硬化のために、高い耐熱性を有する。更に、真空膜が、折り目及び空隙がないことが可能であれば、とりわけ内側巻心上の凹部に位置するように、真空膜は、高い耐引き裂き性、弾性、膨張性、及び変形性を有さなければならない。
【0018】
本方法及び機器の更に有利な実施形態は、他の請求項に記載される。
【図面の簡単な説明】
【0019】
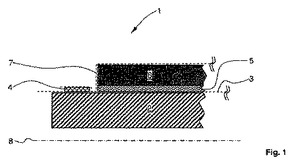
【図1】機器を示す説明図。
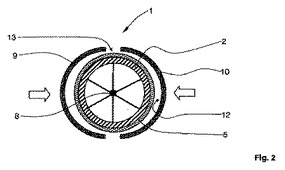
【図2】本方法の異なる段階における、外型、巻心、及び部品を備えた機器を示す概略断面図。
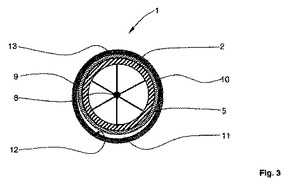
【図3】本方法の異なる段階における、外型、巻心、及び部品を備えた機器を示す概略断面図。
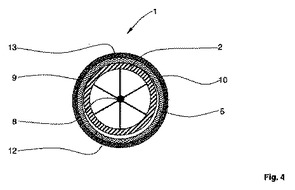
【図4】本方法の異なる段階における、外型、巻心、及び部品を備えた機器を示す概略断面図。
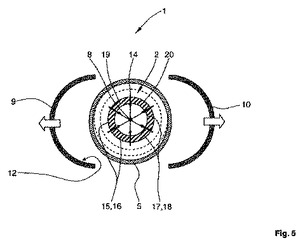
【図5】本方法の異なる段階における、外型、巻心、及び部品を備えた機器を示す概略断面図。
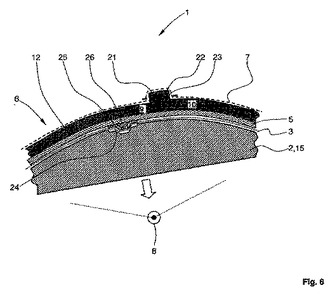
【図6】台形(Ω形)補強形材を備えた外型を形成する2個の加圧板の長手状フランジ域を示す詳細図。
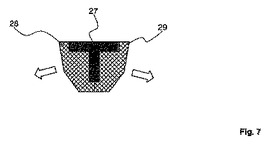
【図7】支持要素を載せており部品の内部補強のためにT形断面形状を備えた補強形材を示す断面図。
【発明を実施するための形態】
【0020】
図面において、同じ構成要素各々は、同じ符号を提示する。
図1は、基本的に中空円筒全体構造を有する機器の端領域の説明図を示す。
本発明方法を実行するための機器1は、とりわけ、基本的に中空円筒形状の金属製巻心2を含み、この巻心2は、気密第1真空膜3によって、完全に包囲されている。機器1は、図示されていないその他方の端領域において、図1に示される端領域と鏡面対称的に構成される。第1真空膜3は、シール材4によって、巻心2から密封されており、シール材は、示される例証実施形態においては、両面接着テープ、即ち両面が接着剤により被覆された接着帯として構成される。製造工程の間に回転する巻心2には、部品5が、無端プリプレグ細片材の積層状態での自動巻着によって製造される。好適には、硬化エポキシ樹脂が予め含浸された少なくとも1個の炭素繊維強化細片構成が、プリプレグ材料として使用され、この樹脂は、保管ボビンから引き出される。巻着された部品5は、好適には、基本的に回転対称断面形状を備えた航空機の基本的に中空円筒状の一体胴体部である。巻心5上で一片となるように巻着される部品5は、最大8メートルの直径、最大25メートルの
長さ、及び最大10メートルの壁厚を達成する。胴体部はまた、長円又は楕円断面形状を有してもよい。
【0021】
外型6は、部品5に付与されず、本工程段階では、未だ軟質である、即ち硬化させられておらず、従って、巻付け工程が完了するまで、未だ限界値内で塑性変形可能である。部品5の高い表面品質は、外型が外輪郭の平滑化を保証するので、部品5を外型6の内部に押し付けることにより達成される。更に、これにより、部品5の直径を、狭い予め定められた許容範囲内に維持する。外型6は、第2真空膜7によって、気密状態で完全に閉鎖させられる。第1真空膜3及び第2真空膜7の両方が、それらの機能に関して、図示されない多数の連結部によって、図示されない真空ポンプを介して真空排気させられ得る真空袋に相当する。巻付け工程の間に、巻心2は、長手巻心軸8の周りを回転する。符号が付されておらず、また半径方向において、長手巻心軸に向いているスポーク状支柱は、部品5が、軸8の半径方向における巻心2の「つぶれ」によって、型から取り除かれ得る(特に図5、図6を参照)ように、図2から図4に示されていない巻心セグメントの位置決めのために、巻心2の移動及び位置決め機構を表す。
【0022】
本方法工程の更に詳細な説明のために、図2乃至図5が全体として参照され、これらの図は、本方法を実施する時に、機器の状態を経時順序で示す。
第1方法工程において、第1真空膜3は、巻心2へ引き寄せられると共に、巻心2に密封される。第1真空膜3が真空排気させられる時に、真空膜3は、巻心2上に折り目がない状態で近接して位置し、とりわけ、凹所に空隙を有することなく載ることが保証されなければならない。第1真空膜3が付与された後に、部品5は、巻心2上に、積層状態で、特にAFP法によって巻着される。施工工程の完了後に、更なる方法工程において、外型6が、巻心2上に巻着させられた部品に載置される。
【0023】
図2から図5に示される例証実施形態において、外型6は、2個の位置決め可能な曲げ加圧板9,10から形成される。互いに連結させられた曲げ加圧板9,10の内面12は、部品5の所望外輪郭を精確に形成する。外型6は好適には、最大50ミリメートルの材料厚を備えた繊維強化樹脂材料から、とりわけ炭素強化エポキシ樹脂の曲げ板から、軽量構造に製造される少なくとも4個の加圧板から形成される。使用される複合繊維材料はまた、大きな寸法の場合には、加圧板9,10の高い寸法安定性を生じさせるが、加圧板9,10の相対的に低い熱伝導性は、硬化工程の間に、オートクレーブ内でのより長い滞在時間を結果的にもたらす。
【0024】
図3の提示において、加圧板9,10は、図2の位置から始まる白矢印の方向への移動によって、限界位置に達しており、この限界位置において、互いに半径方向に固定結合させられると共に、それ自体で閉鎖される外型6を形成する。部品5の断面形状は、外型6によって予め定められる。加圧板9,10は、例えば、ねじ又はクランプ結合によって、互いに連結させられ得る。外型6の内径は、巻心2に巻着された部品5の外径よりも僅かに大きく、その結果、より低い中間空間11が形成される。次に、第2真空膜7が、気密状態で、外型6の周りに載置される。真空膜3,7は、構成の端領域において、外周側に延在するとりわけ両面接着テープの形態をなす細片シール材4によって、互いに且つ巻心2に対して密封される。
【0025】
更なる方法工程において、第1真空膜3が通気させられると共に、第2真空膜7が真空排気させられ、その結果、部品5は巻心2から、少なくとも幾つかの領域において取り外されると共に、外型6の内面12にしっかりと押し付けられ、また中間空間1が消失する(図3、図4を参照)。一方では、これにより、部品5の外面が、加圧板90,10の平滑化作用に起因して、高い表面品質を得るのを保証し、また他方では、外型6は、部品5に、精確に制限された断面形状を与える。
【0026】
しかしながら、外型6の制限された自然安定性に起因して、部品5が上に載った状態で、巻心2によるその安定化は、未だ必要とされる。従って、図3の提示から分かるように、外型6は、部品5を、上側域13になお載せている。
【0027】
続く方法工程において、構成全体が、最大10バールの圧力及び最大200度Cの温度での硬化のために、オートクレーブに送り込まれる。続く方法工程において、加圧板9,10は再度、図4の提示から分かるように、両方の白矢印の方向に離れるように移動させられて、部品5が、型から取り外され得る。型からの部品5の最終的な取り外しのために、巻心2が内方に、長手巻心軸8の方向且つ黒矢印の方向に移動させられ、その一つの矢印14には、その他全てを提示するために符号が付されており、その結果、部品5は、アンダーカットがなく巻心2から持上げられ得る。この目的のために、巻心2は、図示される例証実施形態において、6個の基本的に環状の巻心セグメント15から20から形成されており、それらセグメントは、適当な調整機構により、長手巻心軸8の方向に移動させられ得るように構成される。巻心2を分割する60度の角度分割は、巻心2を6個の60度の巻心セグメントに分割することとなり、巻心セグメント15から20の部品5の型からの取り外しのための距離が、最大100ミリメートルに制限され得るという特別な効果を有する。巻心セグメント15から20は、部品5の内部を、分離状態で形成しなければならない(図2から図4を参照)ので、あまり厳密でない要件が、長手状継ぎ目の領域において、環状巻心セグメント15から20の間の確実な結合品質に、且つそれらの表面品質に課せられなければならない。
【0028】
巻心2及びそれを形成するよう作用する環状巻心セグメント15から20は、加圧板9,10とは異なり、金属材料から形成される。
上述される構成全体が、部品5と合わせて、最終的な硬化のために、オートクレーブに送り込まれるという事実に起因して、巻心2は好適には、低い熱膨張係数を備えた金属合金から形成される。とりわけニッケル36合金が、巻心2を製造するのに適当な材料であることが判っている。低い熱膨張係数を有する他の合金も、同様に適当である。
【0029】
図6及び図7は、両方の加圧板9,10の結合及び巻心2の構成に関連して、構造的な細部を示す。
加圧板9,10は、2個の長手状フランジ21,22に沿って、互いに固定結合されており、それらのフランジは、とりわけねじ又はクランプ結合の形態をなす結合手段23によって、機器1の全長に亘り、加圧板の長手方向縁に沿って、図面の面と本質的に直角に延出する。両方の加圧板9,10は、真空袋を形成するために、第2真空膜7によって包囲される。図6の提示から分かるように、部品5は、内面12にしっかりと載っている。
【0030】
巻心2は、複数の凹所を有しており、その一つの凹所24には、符号が付されている。図6の提示において、凹所24は、基本的に台形の断面形状を有すると共に、機器1の両方の端領域まで、長手巻心軸8と平行に延出する。巻心2は、気密の完了を達成するために、第1内側真空膜3によって、完全に包囲されている。寸法安定的な部品5を製造するために、第1真空膜3が、可能な限り滑らかに、巻心2に接して位置し、またとりわけ、凹所24及び図示されない更なる凹所と緊密に接触したままであることが決定的に重要であり、その結果、折り目又は空隙が形成されない。補強形材25、とりわけストリンガ等が、凹所24に配置される。補強形材25は、第1真空膜3の材料厚を考慮しつつ、凹所24と当に同じ断面形状を有する。補強形材25は、第1真空膜3の付与直後に、巻心2の凹所24に挿入され、続いて、部品5を形成するために、プリプレグ細片材で連続的に被覆され、即ち、プリプレグ細片材が「巻き付けられる」。この手法は、敷設工程の間に、胴体部への補強形材の即時の一片一体化を可能にする。巻き付けられた部品5の適当な支持を得るために、また空隙の形成を回避するために、支持要素26が、補強形材25に
挿入される。巻心2のセグメント15は、部品5を型から、白矢印の方向に取り除くために、長手巻心軸8の方向へ逆行させられる。対応して、図示されない更なる巻心セグメント16の移動が、行われる。
【0031】
図7は、T字形断面形状を備えた補強形材27を示す。補強形材27の両側には、支持要素28,29が配置されており、これら支持要素は、一方では、巻付け工程の間になお軟質である補強形材27を形状及び位置の両方において保持し、また他方では、巻心セグメントが逆行させられた時に、補強形材27のアンダーカットを取り除くために、型からの取り外しのために必要とされる。支持要素28,29は、好適には、型からの取り外しのために、白矢印の方向に、補強形材27から都合よく引っ張られる。
【符号の説明】
【0032】
1…機器、2…巻心、3…第1(内側)真空膜、4…シール材、5…部品(胴体部)、6…外型、7…第2(外側)真空膜、8…長手巻心軸、
9…加圧板(曲げ)、10…加圧板(曲げ)、11…中間空間(下側)、
12…内面(外型)、13…(上側)域、14…矢印、15…巻心セグメント、16…巻心セグメント、17…巻心セグメント、18…巻心セグメント、19…巻心セグメント、20…巻心セグメント、21…長手状フランジ、22…長手状フランジ、23…ねじ結合、24…凹所、25…補強形材、26…支持要素、27…補強形材、28…支持要素、29…支持要素。
【技術分野】
【0001】
本発明は、継ぎ目なし航空機胴体部を複合繊維材料で製造する方法に関する。
【背景技術】
【0002】
継ぎ目なし胴体部を複合繊維材料から製造する従来技術の方法は、多くの場合において、回転巻心に基づいており、胴体部は、その巻心上に、細片形状の無端プリプレグ材を巻き付けることにより形成される(所謂「自動化繊維載置」法(AFP法))。実際の巻付け工程が完了した後に、胴体は真空袋へ導入される。周囲空気圧からの力の作用により結果的に生じる積層状態で載置される層は、真空袋を真空排気することにより圧縮させられる。同時に、存在するかもしれないあらゆる気泡、空気含有物等が、積層から吸い出される。最後に、構造体全体が、最終硬化及び胴体部の完成のために、オートクレーブに送り込まれる。完成部品を型から取り出すのを促すために、巻心は、内部に変位させられ得る複数のセグメントから形成される。加えて、巻心は、その長手軸と平行に、多数の凹所を有しており、その凹所には、補強形材が、実際の巻付け工程の前に挿入されており、胴体部の主要パネルに、一動作で、内部に配置された補強形材、例えばストリンガ等が装備させられる。ストリンガは、例えば、T形又は台形(Ω形)断面形状を有する。
【0003】
この従来の製造方法の主な問題点は、部品の表面品質が、相対的に低く、また、精密に確定される完成部品の外径が、複合材料の収縮に原因して得られないという事実にある。
表面品質を向上させるために、浮遊状態で取り付けられる加圧板を、外部から部品上に載せるようにもたらす方法も知られている。しかしながら、一方では、これにより、加圧板及び部品の間に、形状寸法の偏差(例えば互いに僅かにはずれる曲率半径)が存在するならば、完全に均一な圧力分散が達成されないという問題点が生じ、また他方では、加圧板の間の接合部領域において、凹凸が表面に生じるかもしれない。
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明の目的は、複合繊維材料から継ぎ目なし胴体部を製造する従来技術の方法の欠点を回避することにある。
【課題を解決するための手段】
【0005】
本目的は、以下の請求項1の特徴を備えた方法によって達成される:
a)第1真空膜を巻心に付与すると共に、第1真空膜を真空排気させる工程、
b)とりわけAFP法によって、積層形態の部品を巻心上に巻着させる工程、
c)第1真空膜を通気させる工程、
d)外型を部品に付与する工程、
e)第2真空膜を外型に付与し、且つ、部品を外型に接近するように引き寄せると共に、部品を少なくとも幾つかの領域において、巻心から取り外すために、第2真空膜を真空排気させる工程、
f)完成胴体部を製造するために、構成全体をオートクレーブで硬化させる工程。
【0006】
最初に、第1真空膜は、「内型」として作用する巻心に付与され、真空排気される。とりわけ補強形材を受入れるための凹所域において、第1真空膜の巻心への最適な接触を達成するために、塑性変形性を増加させるべく、真空排気の後及びその間の少なくとも何れか一つに、熱風ファンによって真空膜を加熱することが必要である。
【0007】
部品、とりわけ例えば胴体部は、次に、所謂AFP法(「自動化繊維載置」法)で、(
無端)プリプレグ細片材を回転する巻心上に巻着させることにより、一片に製造される。或いは、巻心を静止状態に保たせると共に、プリプレグ巻着ヘッドを巻心の周りに案内することも可能である。
【0008】
プリプレグ材は、硬化エポキシ樹脂が含浸させられた炭素繊維強化細片構成である。部品が完成させられた後に、外型が部品上に案内され、更に、第2真空膜によって包囲される。第1(内側)真空膜を通気させることにより、部品は、少なくとも幾つかの領域で、巻心から取り外され或いは持上げられる。
【0009】
外型を気密状態で包囲する第2真空膜を真空排気することにより、未だ「湿った」、即ちまだ硬化させられておらず且つ形成可能な部品は、次に、内部で、既に所定位置へもたらされていると共に半径方向に閉じられた外型に加圧される。外型は、複数の曲げ加圧板からなり、その内面は、集められた時に、完成部品の所望する外側輪郭に正確に対応する。
【0010】
少なくとも2個の加圧板は、その長手フランジに沿って、例えばねじ結合によって、合わせて固定結合されると共に、それ自体で、半径方向に強固に閉鎖させられた外型を形成する。
【0011】
構成全体は、最後に、オートクレーブ内で硬化させられる。曲げ加圧板は、重量の理由で、最大で50ミリメートルの材料厚さを有する複合繊維材料で形成される。
加圧板は、好適には、炭素繊維強化エポキシ樹脂で製造される。外型を好ましくない自然の変形から保護するために、内側巻心は、巻付けられた部品の少なくとも幾つかの領域での取り外し後でさえ、未だ必要とされる。
【0012】
巻心は、好適には、熱膨張係数が可能な限り低い金属材料から形成される。(内側)巻心を製造するのに適当な材料は、例えばNi36合金である。巻心は、好適には、巻付けられ或いは巻着された部品を型から取り外すことができるように、少なくとも3個の内方へ移動可能なセグメントから形成される。互いに離れるように移動させられた時に、巻心のセグメントは、可能な限り精密な状態に発展させられる部品の所望する内側輪郭を形成する。
【0013】
第1及び第2真空膜は、例えば、巻心の端部分において、外周側に配置される両面接着テープで、互いにまた巻心から密封される。
完成部品の高い表面品質は、本発明方法により、とりわけ胴体部の所定の理論上の直径及び所望される理論上の断面形状に関して、良好な寸法安定性と合わせて達成される。原則的に、本発明方法により製造される胴体部の高い表面品質に起因して、高価な再機械加工工程、例えば研削加工、下塗り、又は研磨加工が不要とされる。
【0014】
本発明方法の発展形によれば、巻心の凹所に挿入される補強形材、とりわけストリンガ等が提供され、凹所は、基本的に巻心の長手方向に延在する。
これにより、胴体部は、内部に配置された補強形材、とりわけストリンガと、胴体室表板の製造と同時に、一製造工程で、嵌合させられることが可能になる。例えば、補強形材は、T形、又はΩ形断面形状を有してよい。部品が巻心から取り除かれた時に、凹所及びアンダーカットの少なくとも何れか一つに挿入された補強形材の適切な支持を得るために、充填要素が、補強形材の領域に配置される。充填要素は、例えば硬質発泡材料で形成される。
【0015】
また、本発明の目的は、以下の請求項9の特徴を備えた機器、とりわけ本発明方法を実行する機器によって達成される。
a)部品を巻着させるために、第1真空膜によって気密状態で包囲される巻心と、
b)巻心上に巻着された部品を包囲する外型と、
c)外型を気密状態で取り囲む第2真空膜と、
d)第1及び第2真空膜を、巻心に対して密封する少なくとも1個のシール材。
【0016】
第1真空膜の存在により、部品は、巻付け工程の完了後に、この内側真空膜を通気させることにより、巻心から取り外され、或いは持上げられ得る。第2真空膜は、外型と合わせて、次に、部品を外型の内部にしっかりと押し付けるように作用する。部品を相対的に気密に取り囲むと共に半径方向に閉鎖させられた2つの真空膜、巻心及び外型の存在により、初めて、巻回胴体部を、並外れて高い表面品質、また同時に優れた寸法安定性の複合繊維材料により、一作用で製造することが可能になる。
【0017】
真空膜は、互いに、また巻心から、両面接着テープによって密封される。或いは、数回取り外され得るシール、例えば「被膜剥離シール」等もまた、シール材として考慮され得る。真空膜は、オートクレーブ内での抵抗硬化のために、高い耐熱性を有する。更に、真空膜が、折り目及び空隙がないことが可能であれば、とりわけ内側巻心上の凹部に位置するように、真空膜は、高い耐引き裂き性、弾性、膨張性、及び変形性を有さなければならない。
【0018】
本方法及び機器の更に有利な実施形態は、他の請求項に記載される。
【図面の簡単な説明】
【0019】
【図1】機器を示す説明図。
【図2】本方法の異なる段階における、外型、巻心、及び部品を備えた機器を示す概略断面図。
【図3】本方法の異なる段階における、外型、巻心、及び部品を備えた機器を示す概略断面図。
【図4】本方法の異なる段階における、外型、巻心、及び部品を備えた機器を示す概略断面図。
【図5】本方法の異なる段階における、外型、巻心、及び部品を備えた機器を示す概略断面図。
【図6】台形(Ω形)補強形材を備えた外型を形成する2個の加圧板の長手状フランジ域を示す詳細図。
【図7】支持要素を載せており部品の内部補強のためにT形断面形状を備えた補強形材を示す断面図。
【発明を実施するための形態】
【0020】
図面において、同じ構成要素各々は、同じ符号を提示する。
図1は、基本的に中空円筒全体構造を有する機器の端領域の説明図を示す。
本発明方法を実行するための機器1は、とりわけ、基本的に中空円筒形状の金属製巻心2を含み、この巻心2は、気密第1真空膜3によって、完全に包囲されている。機器1は、図示されていないその他方の端領域において、図1に示される端領域と鏡面対称的に構成される。第1真空膜3は、シール材4によって、巻心2から密封されており、シール材は、示される例証実施形態においては、両面接着テープ、即ち両面が接着剤により被覆された接着帯として構成される。製造工程の間に回転する巻心2には、部品5が、無端プリプレグ細片材の積層状態での自動巻着によって製造される。好適には、硬化エポキシ樹脂が予め含浸された少なくとも1個の炭素繊維強化細片構成が、プリプレグ材料として使用され、この樹脂は、保管ボビンから引き出される。巻着された部品5は、好適には、基本的に回転対称断面形状を備えた航空機の基本的に中空円筒状の一体胴体部である。巻心5上で一片となるように巻着される部品5は、最大8メートルの直径、最大25メートルの
長さ、及び最大10メートルの壁厚を達成する。胴体部はまた、長円又は楕円断面形状を有してもよい。
【0021】
外型6は、部品5に付与されず、本工程段階では、未だ軟質である、即ち硬化させられておらず、従って、巻付け工程が完了するまで、未だ限界値内で塑性変形可能である。部品5の高い表面品質は、外型が外輪郭の平滑化を保証するので、部品5を外型6の内部に押し付けることにより達成される。更に、これにより、部品5の直径を、狭い予め定められた許容範囲内に維持する。外型6は、第2真空膜7によって、気密状態で完全に閉鎖させられる。第1真空膜3及び第2真空膜7の両方が、それらの機能に関して、図示されない多数の連結部によって、図示されない真空ポンプを介して真空排気させられ得る真空袋に相当する。巻付け工程の間に、巻心2は、長手巻心軸8の周りを回転する。符号が付されておらず、また半径方向において、長手巻心軸に向いているスポーク状支柱は、部品5が、軸8の半径方向における巻心2の「つぶれ」によって、型から取り除かれ得る(特に図5、図6を参照)ように、図2から図4に示されていない巻心セグメントの位置決めのために、巻心2の移動及び位置決め機構を表す。
【0022】
本方法工程の更に詳細な説明のために、図2乃至図5が全体として参照され、これらの図は、本方法を実施する時に、機器の状態を経時順序で示す。
第1方法工程において、第1真空膜3は、巻心2へ引き寄せられると共に、巻心2に密封される。第1真空膜3が真空排気させられる時に、真空膜3は、巻心2上に折り目がない状態で近接して位置し、とりわけ、凹所に空隙を有することなく載ることが保証されなければならない。第1真空膜3が付与された後に、部品5は、巻心2上に、積層状態で、特にAFP法によって巻着される。施工工程の完了後に、更なる方法工程において、外型6が、巻心2上に巻着させられた部品に載置される。
【0023】
図2から図5に示される例証実施形態において、外型6は、2個の位置決め可能な曲げ加圧板9,10から形成される。互いに連結させられた曲げ加圧板9,10の内面12は、部品5の所望外輪郭を精確に形成する。外型6は好適には、最大50ミリメートルの材料厚を備えた繊維強化樹脂材料から、とりわけ炭素強化エポキシ樹脂の曲げ板から、軽量構造に製造される少なくとも4個の加圧板から形成される。使用される複合繊維材料はまた、大きな寸法の場合には、加圧板9,10の高い寸法安定性を生じさせるが、加圧板9,10の相対的に低い熱伝導性は、硬化工程の間に、オートクレーブ内でのより長い滞在時間を結果的にもたらす。
【0024】
図3の提示において、加圧板9,10は、図2の位置から始まる白矢印の方向への移動によって、限界位置に達しており、この限界位置において、互いに半径方向に固定結合させられると共に、それ自体で閉鎖される外型6を形成する。部品5の断面形状は、外型6によって予め定められる。加圧板9,10は、例えば、ねじ又はクランプ結合によって、互いに連結させられ得る。外型6の内径は、巻心2に巻着された部品5の外径よりも僅かに大きく、その結果、より低い中間空間11が形成される。次に、第2真空膜7が、気密状態で、外型6の周りに載置される。真空膜3,7は、構成の端領域において、外周側に延在するとりわけ両面接着テープの形態をなす細片シール材4によって、互いに且つ巻心2に対して密封される。
【0025】
更なる方法工程において、第1真空膜3が通気させられると共に、第2真空膜7が真空排気させられ、その結果、部品5は巻心2から、少なくとも幾つかの領域において取り外されると共に、外型6の内面12にしっかりと押し付けられ、また中間空間1が消失する(図3、図4を参照)。一方では、これにより、部品5の外面が、加圧板90,10の平滑化作用に起因して、高い表面品質を得るのを保証し、また他方では、外型6は、部品5に、精確に制限された断面形状を与える。
【0026】
しかしながら、外型6の制限された自然安定性に起因して、部品5が上に載った状態で、巻心2によるその安定化は、未だ必要とされる。従って、図3の提示から分かるように、外型6は、部品5を、上側域13になお載せている。
【0027】
続く方法工程において、構成全体が、最大10バールの圧力及び最大200度Cの温度での硬化のために、オートクレーブに送り込まれる。続く方法工程において、加圧板9,10は再度、図4の提示から分かるように、両方の白矢印の方向に離れるように移動させられて、部品5が、型から取り外され得る。型からの部品5の最終的な取り外しのために、巻心2が内方に、長手巻心軸8の方向且つ黒矢印の方向に移動させられ、その一つの矢印14には、その他全てを提示するために符号が付されており、その結果、部品5は、アンダーカットがなく巻心2から持上げられ得る。この目的のために、巻心2は、図示される例証実施形態において、6個の基本的に環状の巻心セグメント15から20から形成されており、それらセグメントは、適当な調整機構により、長手巻心軸8の方向に移動させられ得るように構成される。巻心2を分割する60度の角度分割は、巻心2を6個の60度の巻心セグメントに分割することとなり、巻心セグメント15から20の部品5の型からの取り外しのための距離が、最大100ミリメートルに制限され得るという特別な効果を有する。巻心セグメント15から20は、部品5の内部を、分離状態で形成しなければならない(図2から図4を参照)ので、あまり厳密でない要件が、長手状継ぎ目の領域において、環状巻心セグメント15から20の間の確実な結合品質に、且つそれらの表面品質に課せられなければならない。
【0028】
巻心2及びそれを形成するよう作用する環状巻心セグメント15から20は、加圧板9,10とは異なり、金属材料から形成される。
上述される構成全体が、部品5と合わせて、最終的な硬化のために、オートクレーブに送り込まれるという事実に起因して、巻心2は好適には、低い熱膨張係数を備えた金属合金から形成される。とりわけニッケル36合金が、巻心2を製造するのに適当な材料であることが判っている。低い熱膨張係数を有する他の合金も、同様に適当である。
【0029】
図6及び図7は、両方の加圧板9,10の結合及び巻心2の構成に関連して、構造的な細部を示す。
加圧板9,10は、2個の長手状フランジ21,22に沿って、互いに固定結合されており、それらのフランジは、とりわけねじ又はクランプ結合の形態をなす結合手段23によって、機器1の全長に亘り、加圧板の長手方向縁に沿って、図面の面と本質的に直角に延出する。両方の加圧板9,10は、真空袋を形成するために、第2真空膜7によって包囲される。図6の提示から分かるように、部品5は、内面12にしっかりと載っている。
【0030】
巻心2は、複数の凹所を有しており、その一つの凹所24には、符号が付されている。図6の提示において、凹所24は、基本的に台形の断面形状を有すると共に、機器1の両方の端領域まで、長手巻心軸8と平行に延出する。巻心2は、気密の完了を達成するために、第1内側真空膜3によって、完全に包囲されている。寸法安定的な部品5を製造するために、第1真空膜3が、可能な限り滑らかに、巻心2に接して位置し、またとりわけ、凹所24及び図示されない更なる凹所と緊密に接触したままであることが決定的に重要であり、その結果、折り目又は空隙が形成されない。補強形材25、とりわけストリンガ等が、凹所24に配置される。補強形材25は、第1真空膜3の材料厚を考慮しつつ、凹所24と当に同じ断面形状を有する。補強形材25は、第1真空膜3の付与直後に、巻心2の凹所24に挿入され、続いて、部品5を形成するために、プリプレグ細片材で連続的に被覆され、即ち、プリプレグ細片材が「巻き付けられる」。この手法は、敷設工程の間に、胴体部への補強形材の即時の一片一体化を可能にする。巻き付けられた部品5の適当な支持を得るために、また空隙の形成を回避するために、支持要素26が、補強形材25に
挿入される。巻心2のセグメント15は、部品5を型から、白矢印の方向に取り除くために、長手巻心軸8の方向へ逆行させられる。対応して、図示されない更なる巻心セグメント16の移動が、行われる。
【0031】
図7は、T字形断面形状を備えた補強形材27を示す。補強形材27の両側には、支持要素28,29が配置されており、これら支持要素は、一方では、巻付け工程の間になお軟質である補強形材27を形状及び位置の両方において保持し、また他方では、巻心セグメントが逆行させられた時に、補強形材27のアンダーカットを取り除くために、型からの取り外しのために必要とされる。支持要素28,29は、好適には、型からの取り外しのために、白矢印の方向に、補強形材27から都合よく引っ張られる。
【符号の説明】
【0032】
1…機器、2…巻心、3…第1(内側)真空膜、4…シール材、5…部品(胴体部)、6…外型、7…第2(外側)真空膜、8…長手巻心軸、
9…加圧板(曲げ)、10…加圧板(曲げ)、11…中間空間(下側)、
12…内面(外型)、13…(上側)域、14…矢印、15…巻心セグメント、16…巻心セグメント、17…巻心セグメント、18…巻心セグメント、19…巻心セグメント、20…巻心セグメント、21…長手状フランジ、22…長手状フランジ、23…ねじ結合、24…凹所、25…補強形材、26…支持要素、27…補強形材、28…支持要素、29…支持要素。
【特許請求の範囲】
【請求項1】
複合繊維材料を有する航空機用一体型胴体部の製造方法であって、
a)固定巻心(2)への第1真空膜(3)の付与及び該第1真空膜(3)の真空排気工程と、
b)胴体部(5)を巻付けることにより、前記巻心(2)への該胴体部(5)の層状巻着工程と、
c)前記固定巻心と比較して不安定な外型(6)の前記胴体部(5)への付与工程と、前記巻心(2)は該外型(6)を安定化させ、
d)第2真空膜(7)の前記外型(6)への付与工程と、
e)前記胴体部(5)を前記外型(6)の近くへ引き寄せると共に、該胴体部(5)を前記巻心(2)から少なくとも1領域において取り外すために、前記第1真空膜(3)の通気及び前記第2真空膜(7)の真空排気工程と、
f)完成胴体部を製造するために、オートクレーブ内での構成全体の硬化工程と
を含むことを特徴とする方法。
【請求項2】
複数の補強要素(25,27)、とりわけストリンガが、前記胴体部(5)が巻着される前に、前記巻心(2)において凹所(24)に挿入させられ、該凹所(24)は、長手巻心軸(8)と本質的に平行に延出することを特徴とする請求項1に係る方法。
【請求項3】
支持要素(26,28,29)が、前記補強要素(25,27)の領域に配置されることを特徴とする請求項1又は2に係る方法。
【請求項4】
前記巻心(2)は、前記胴体部(5)が前記オートクレーブ内で硬化させられた後に、該胴体部(5)を取り外すために、内方につぶされることを特徴とする請求項1乃至3に係る方法。
【請求項5】
前記外型(6)は、少なくとも2個の曲げ加圧板(9,10)を接合することにより、長手状フランジ(21,22)に沿って形成されることを特徴とする請求項1乃至4のいずれか一項に係る方法。
【請求項6】
前記第1真空膜(3)は、前記巻心(2)に付与された時に、シール材(4)によって、とりわけ両面接着テープによって密封されることを特徴とする請求項1乃至5のいずれか一項に係る方法。
【請求項7】
前記第2真空膜(7)は、シール材(4)によって、前記第1真空膜(3)及び前記巻心(2)から密封されることを特徴とする請求項1乃至6のいずれか一項に係る方法。
【請求項8】
前記胴体部(5)の層状巻着は、少なくとも1個のプリプレグ細片材が前記巻心(2)に巻着させられる状態で実行され、該材料は、硬化エポキシ樹脂が含浸させられた炭素繊維から形成されることを特徴とする請求項1乃至7のいずれか一項に係る方法。
【請求項9】
請求項1乃至8に係る方法を実行する機器(1)であって、
a)胴体部(5)を巻着するために、第1真空膜(3)によって気密状態に包囲される固定巻心(2)と、
b)前記固定巻心(2)と比較して不安定であり、前記胴体部(5)を囲う外型(6)と、該巻心(2)は該外型(6)を安定化させ、
c)前記外型(6)を気密状態に囲う第2真空膜(7)と、
d)前記第1及び第2真空膜(3,7)を、前記巻心(2)から密封する少なくとも1個のシール材(4)と
を含むことを特徴とする機器。
【請求項10】
前記少なくとも1個のシール材(4)は、少なくとも1個の両面接着テープであることを特徴とする請求項9に係る機器。
【請求項11】
前記巻心(2)は、補強形材(25,27)を受入れるために、長手巻心軸(8)と平行に延在する複数の凹所(24)を有することを特徴とする請求項9又は10に係る機器。
【請求項12】
前記巻心(2)は、前記胴体部(5)を取り外すことができるように、少なくとも3個の内方に移動可能な巻心セグメント(15〜20)から形成されることを特徴とする請求項9乃至11のいずれか一項に係る機器。
【請求項13】
前記外型(6)は、長手状フランジ(21,22)に沿って連結される少なくとも2個の曲げ加圧板(9,10)から形成されることを特徴とする請求項9乃至12のいずれか一項に係る機器。
【請求項14】
前記曲げ加圧板(9,10)は、複合繊維材料から形成され、且つ前記巻心(2)は、低熱膨張率を有する金属合金、とりわけニッケル36合金から形成されることを特徴とする請求項9乃至13のいずれか一項に係る機器。
【請求項1】
複合繊維材料を有する航空機用一体型胴体部の製造方法であって、
a)固定巻心(2)への第1真空膜(3)の付与及び該第1真空膜(3)の真空排気工程と、
b)胴体部(5)を巻付けることにより、前記巻心(2)への該胴体部(5)の層状巻着工程と、
c)前記固定巻心と比較して不安定な外型(6)の前記胴体部(5)への付与工程と、前記巻心(2)は該外型(6)を安定化させ、
d)第2真空膜(7)の前記外型(6)への付与工程と、
e)前記胴体部(5)を前記外型(6)の近くへ引き寄せると共に、該胴体部(5)を前記巻心(2)から少なくとも1領域において取り外すために、前記第1真空膜(3)の通気及び前記第2真空膜(7)の真空排気工程と、
f)完成胴体部を製造するために、オートクレーブ内での構成全体の硬化工程と
を含むことを特徴とする方法。
【請求項2】
複数の補強要素(25,27)、とりわけストリンガが、前記胴体部(5)が巻着される前に、前記巻心(2)において凹所(24)に挿入させられ、該凹所(24)は、長手巻心軸(8)と本質的に平行に延出することを特徴とする請求項1に係る方法。
【請求項3】
支持要素(26,28,29)が、前記補強要素(25,27)の領域に配置されることを特徴とする請求項1又は2に係る方法。
【請求項4】
前記巻心(2)は、前記胴体部(5)が前記オートクレーブ内で硬化させられた後に、該胴体部(5)を取り外すために、内方につぶされることを特徴とする請求項1乃至3に係る方法。
【請求項5】
前記外型(6)は、少なくとも2個の曲げ加圧板(9,10)を接合することにより、長手状フランジ(21,22)に沿って形成されることを特徴とする請求項1乃至4のいずれか一項に係る方法。
【請求項6】
前記第1真空膜(3)は、前記巻心(2)に付与された時に、シール材(4)によって、とりわけ両面接着テープによって密封されることを特徴とする請求項1乃至5のいずれか一項に係る方法。
【請求項7】
前記第2真空膜(7)は、シール材(4)によって、前記第1真空膜(3)及び前記巻心(2)から密封されることを特徴とする請求項1乃至6のいずれか一項に係る方法。
【請求項8】
前記胴体部(5)の層状巻着は、少なくとも1個のプリプレグ細片材が前記巻心(2)に巻着させられる状態で実行され、該材料は、硬化エポキシ樹脂が含浸させられた炭素繊維から形成されることを特徴とする請求項1乃至7のいずれか一項に係る方法。
【請求項9】
請求項1乃至8に係る方法を実行する機器(1)であって、
a)胴体部(5)を巻着するために、第1真空膜(3)によって気密状態に包囲される固定巻心(2)と、
b)前記固定巻心(2)と比較して不安定であり、前記胴体部(5)を囲う外型(6)と、該巻心(2)は該外型(6)を安定化させ、
c)前記外型(6)を気密状態に囲う第2真空膜(7)と、
d)前記第1及び第2真空膜(3,7)を、前記巻心(2)から密封する少なくとも1個のシール材(4)と
を含むことを特徴とする機器。
【請求項10】
前記少なくとも1個のシール材(4)は、少なくとも1個の両面接着テープであることを特徴とする請求項9に係る機器。
【請求項11】
前記巻心(2)は、補強形材(25,27)を受入れるために、長手巻心軸(8)と平行に延在する複数の凹所(24)を有することを特徴とする請求項9又は10に係る機器。
【請求項12】
前記巻心(2)は、前記胴体部(5)を取り外すことができるように、少なくとも3個の内方に移動可能な巻心セグメント(15〜20)から形成されることを特徴とする請求項9乃至11のいずれか一項に係る機器。
【請求項13】
前記外型(6)は、長手状フランジ(21,22)に沿って連結される少なくとも2個の曲げ加圧板(9,10)から形成されることを特徴とする請求項9乃至12のいずれか一項に係る機器。
【請求項14】
前記曲げ加圧板(9,10)は、複合繊維材料から形成され、且つ前記巻心(2)は、低熱膨張率を有する金属合金、とりわけニッケル36合金から形成されることを特徴とする請求項9乃至13のいずれか一項に係る機器。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公表番号】特表2010−529922(P2010−529922A)
【公表日】平成22年9月2日(2010.9.2)
【国際特許分類】
【出願番号】特願2010−511645(P2010−511645)
【出願日】平成20年6月12日(2008.6.12)
【国際出願番号】PCT/EP2008/057405
【国際公開番号】WO2008/152103
【国際公開日】平成20年12月18日(2008.12.18)
【出願人】(504467484)エアバス・オペレーションズ・ゲーエムベーハー (268)
【Fターム(参考)】
【公表日】平成22年9月2日(2010.9.2)
【国際特許分類】
【出願日】平成20年6月12日(2008.6.12)
【国際出願番号】PCT/EP2008/057405
【国際公開番号】WO2008/152103
【国際公開日】平成20年12月18日(2008.12.18)
【出願人】(504467484)エアバス・オペレーションズ・ゲーエムベーハー (268)
【Fターム(参考)】
[ Back to top ]