
船舶ソーラー発電・風力発電エネルギー併用の船外機両側面尾部設置急方向転回システム
【課題】新科学技術理論に基づく、安価に製造できるソーラーパネルの開発とエコエネルギー推進船外機を開発し、提供する。
【解決手段】巨大船舶、巨大タンカー、豪華客船用の船体側面両尾部にエコエネルギーを動力とする船外機収納室を設け、不使用中は上昇下降鉄板での下降で収納室を閉ざす。急転回の時はその昇降鉄板を上昇させ、油圧装置でステンレス丸棒に吊り下げられている船外機を船体外にスラストさせて押し出し、尾部スクリューと第二推進動力エコエネルギー動力船外機で前進中を大至急船外機を左右90°方向転換し、二機の船外機のパワーで進行方向急速回転対応とする。
【解決手段】巨大船舶、巨大タンカー、豪華客船用の船体側面両尾部にエコエネルギーを動力とする船外機収納室を設け、不使用中は上昇下降鉄板での下降で収納室を閉ざす。急転回の時はその昇降鉄板を上昇させ、油圧装置でステンレス丸棒に吊り下げられている船外機を船体外にスラストさせて押し出し、尾部スクリューと第二推進動力エコエネルギー動力船外機で前進中を大至急船外機を左右90°方向転換し、二機の船外機のパワーで進行方向急速回転対応とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、大型船や大型タンカーや豪華客船等の惰力推進の大廻り回転を急回転できるようにソーラー発電・風力発電エネルギーを動力とし、船の側面両尾部に船外機を設置する収納室を設ける。尚、ソーラーパネル総合材は船のあらゆる平面部、垂直部及び船体側面部及び尾部曲線部にも取付け、CO2排出を減少させ地球温暖化防止に係わる技術として普及させる。
【背景技術】
【0002】
従来は、自然エネルギーを用いた船体側面両尾部に船外機を設置したり、急方向転回システム船舶は無かった。
【発明が解決しようとする課題】
【0003】
本発明は、特願2007−65799(船舶風力・ソーラー発電第二スクリュー推進方法)の船外機を大型船舶や大型タンカーや豪華客船等を対象とした船体側面両尾部に設置し、急方向転回ができる様にする。又船のあらゆる平面部、垂直部及び船体側面部及び尾部曲線部にソーラーパネル総合材を取付け船外機推進動力とする。
【課題を解決するための手段】
【0004】
まずステンレス製円周回転羽根式新技術風力発電機の開発を急ぐこと。又新科学理論から成る安価な製造コストのソーラーパネルの開発を急がねばならない。
【発明の実施形態】
【0005】
以下、発明の実施形態について説明する。
(イ)図1の如く、巨大船舶側面両尾部に船外機収納室を設け、船外機の設置は脱着ステンレス角材8を外し船外機支えステンレス精密丸棒7に船外機10を取付ける。次に油圧装置16と船外機を接合する為に、スプリングワッシャー及びボルト・ナット14を締付け固定する。
(ロ)図2の如く、特願2007−65799(船舶風力・ソーラー発電第二スクリュー推進方法)の案件を改良し、船外機移動軸ステンレス棒2を船尾8に取付け固定する方法を次の通りとする。まず造船所は、船尾鉄板R形状断面部図3の13とRが同一の(外)鉄製内径取付け治具の底部とを固定位置を決め、A溶接部6を360°溶接する。次に(外)鉄製内径取付け治具と、船外機移動軸ステンレス棒断面図3を仮り取付固定する為のネジ穴を、後で開けるネジ谷径よりわずかに小さな孔を適宜の数開けておいたその孔に直角度を持ってネジ穴を開け、船尾鉄板R形状断面13部に貫ぬかせる。次に図2の2船外機移動軸ステンレス棒を上下取付け固定するが、下部取付けは図3の船外機移動軸ステンレス棒切断面3の如く適宜の数のネジ締付け孔とはピッチが合っていて、スプリングワッシャー21をかませ船外機移動軸ステンレス棒止めネジ20で締付け固定する。次に(内)ステンレス半円2枚(1リング)17をかませ、その合せ目を溶接しワンリングにし、B溶接11とC溶接12は鉄とステンレスであるが溶接流入溝深さ18と溶接流入溝巾19に溶接を流し入れ、両方共360°溶接する。次に(内)鉄製半円2枚(1リング)16をかませその合せ目を溶接しワンリングにし、D溶接9とE溶接10を360°溶接する。次に(内)ステンレス製半円2枚(1リング)14をかませ、その合せ目を溶接しワンリングにし、F溶接7とG溶接8を360°溶接する。次に(外)ステンレス製半円2枚(1リング)をかませその合せ目を溶接し、図2の7の通りワンリングにする。尚上部は船外機移動軸ステンレス棒上端船内引込み凸部内径に潜らせ、船内でステンレス円型ドラムと溶接し抜け防止を計る。
【発明の効果】
【0006】
特願2007−65799(船舶風力・ソーラー発電第二スクリュー推進方法)の技術で航行中に於て、急方向転回で左右90°噛合い歯車転換方法は船外機の大きさ又は馬力アップは限界がある。従って、ある程度のトン数以外の巨大船には、有効馬力アップを計る船体側面両尾部に、船外機収納室を設けるシステムに出来れば、電力投入によっては馬力アップは限りなく理想を適えられる。この技術は短時間使用あるので、ソーラー発電・風力発電をエネルギーとするのでその蓄電において使用するが、後尾第二スクリュー推進方法を取っているので天候によっては蓄電余量が無い事を考えて、石油燃料発電機による電力緊急送電システムを取り入れ100%目的を達成させ、世界からタンカー事故を激減させ石油流出事故による海洋汚染をなくせる。
【図面の簡単な説明】
【0007】
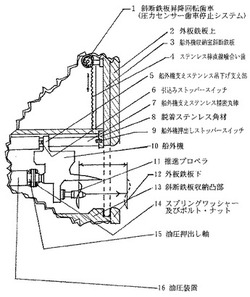
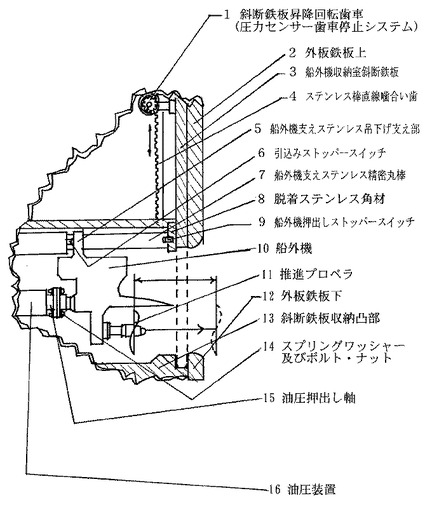
【図1】船体側面両尾部に設けた船外機収納室に、船外機を設置した横面図である。
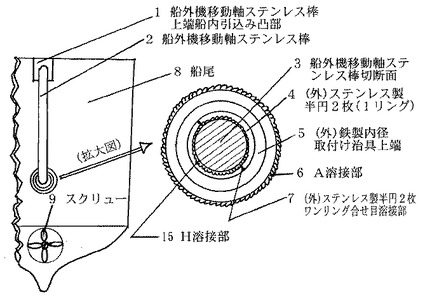
【図2】特願2007−65799の船外機移動軸ステンレス棒の取付け方法を改善した縦面図である。
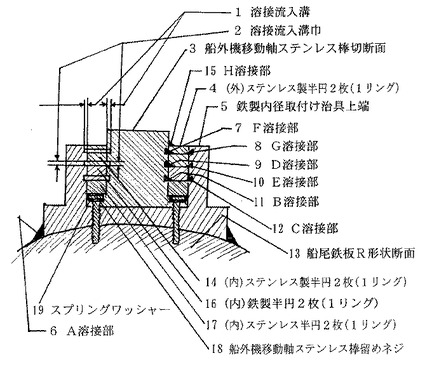
【図3】船外機移動軸ステンレス棒の取付け方法を改善した部位の断面図である。
【符号の説明】
【0008】
〔図1〕1 斜断鉄板昇降回転歯車(圧力センサー歯車停止システム) 2 外板鉄板上 3 船外機収納室斜断鉄板 4 ステンレス棒直線噛合い歯 5 船外機支えステンレス吊下げ支え部 6 引込みストッパースイッチ 7 船外機支えステンレス精密丸棒 8 脱着ステンレス角材 9 船外機押出しストッパースイッチ 10 船外機 11 推進プロペラ 12 外板鉄板下 13 斜断鉄板収納凸部 14 ナット及びスプリングワッシャー 15 油圧押出し軸 16 スプリングワッシャー及びボルト 17 油圧装置
〔図2〕1 船外機移動軸ステンレス棒上端船内引込み凸部 2 船外機移動軸ステンレス棒 3 船外機移動軸ステンレス棒切断面 4 (外)ステンレス製半円2枚(1リング) 5 鉄製内径取付け治具上端 6 A溶接部 7 (外)ステンレス製半円2枚(1リング)合せ目溶接部 8 船尾 9 スクリュー 15 H溶接部
〔図3〕1 溶接流入溝 2 溶接流入溝巾 3 船外機移動軸ステンレス棒切断面 4 (外)ステンレス製半円2枚(1リング) 5 鉄製内径取付治具上端 6 A溶接部 7 F溶接部 8 G溶接部 9 D溶接部 10 E溶接部 11 B溶接部 12 C溶接部 13 船尾鉄板R形状断面 14 (内)ステンレス製半円2枚(1リング) 15 H溶接部 16 (内)鉄製半円2枚(1リング) 17 (内)ステンレス半円2枚(1リング) 18 船外機移動軸ステンレス棒留めネジ 19 スプリングワッシャー
【技術分野】
【0001】
本発明は、大型船や大型タンカーや豪華客船等の惰力推進の大廻り回転を急回転できるようにソーラー発電・風力発電エネルギーを動力とし、船の側面両尾部に船外機を設置する収納室を設ける。尚、ソーラーパネル総合材は船のあらゆる平面部、垂直部及び船体側面部及び尾部曲線部にも取付け、CO2排出を減少させ地球温暖化防止に係わる技術として普及させる。
【背景技術】
【0002】
従来は、自然エネルギーを用いた船体側面両尾部に船外機を設置したり、急方向転回システム船舶は無かった。
【発明が解決しようとする課題】
【0003】
本発明は、特願2007−65799(船舶風力・ソーラー発電第二スクリュー推進方法)の船外機を大型船舶や大型タンカーや豪華客船等を対象とした船体側面両尾部に設置し、急方向転回ができる様にする。又船のあらゆる平面部、垂直部及び船体側面部及び尾部曲線部にソーラーパネル総合材を取付け船外機推進動力とする。
【課題を解決するための手段】
【0004】
まずステンレス製円周回転羽根式新技術風力発電機の開発を急ぐこと。又新科学理論から成る安価な製造コストのソーラーパネルの開発を急がねばならない。
【発明の実施形態】
【0005】
以下、発明の実施形態について説明する。
(イ)図1の如く、巨大船舶側面両尾部に船外機収納室を設け、船外機の設置は脱着ステンレス角材8を外し船外機支えステンレス精密丸棒7に船外機10を取付ける。次に油圧装置16と船外機を接合する為に、スプリングワッシャー及びボルト・ナット14を締付け固定する。
(ロ)図2の如く、特願2007−65799(船舶風力・ソーラー発電第二スクリュー推進方法)の案件を改良し、船外機移動軸ステンレス棒2を船尾8に取付け固定する方法を次の通りとする。まず造船所は、船尾鉄板R形状断面部図3の13とRが同一の(外)鉄製内径取付け治具の底部とを固定位置を決め、A溶接部6を360°溶接する。次に(外)鉄製内径取付け治具と、船外機移動軸ステンレス棒断面図3を仮り取付固定する為のネジ穴を、後で開けるネジ谷径よりわずかに小さな孔を適宜の数開けておいたその孔に直角度を持ってネジ穴を開け、船尾鉄板R形状断面13部に貫ぬかせる。次に図2の2船外機移動軸ステンレス棒を上下取付け固定するが、下部取付けは図3の船外機移動軸ステンレス棒切断面3の如く適宜の数のネジ締付け孔とはピッチが合っていて、スプリングワッシャー21をかませ船外機移動軸ステンレス棒止めネジ20で締付け固定する。次に(内)ステンレス半円2枚(1リング)17をかませ、その合せ目を溶接しワンリングにし、B溶接11とC溶接12は鉄とステンレスであるが溶接流入溝深さ18と溶接流入溝巾19に溶接を流し入れ、両方共360°溶接する。次に(内)鉄製半円2枚(1リング)16をかませその合せ目を溶接しワンリングにし、D溶接9とE溶接10を360°溶接する。次に(内)ステンレス製半円2枚(1リング)14をかませ、その合せ目を溶接しワンリングにし、F溶接7とG溶接8を360°溶接する。次に(外)ステンレス製半円2枚(1リング)をかませその合せ目を溶接し、図2の7の通りワンリングにする。尚上部は船外機移動軸ステンレス棒上端船内引込み凸部内径に潜らせ、船内でステンレス円型ドラムと溶接し抜け防止を計る。
【発明の効果】
【0006】
特願2007−65799(船舶風力・ソーラー発電第二スクリュー推進方法)の技術で航行中に於て、急方向転回で左右90°噛合い歯車転換方法は船外機の大きさ又は馬力アップは限界がある。従って、ある程度のトン数以外の巨大船には、有効馬力アップを計る船体側面両尾部に、船外機収納室を設けるシステムに出来れば、電力投入によっては馬力アップは限りなく理想を適えられる。この技術は短時間使用あるので、ソーラー発電・風力発電をエネルギーとするのでその蓄電において使用するが、後尾第二スクリュー推進方法を取っているので天候によっては蓄電余量が無い事を考えて、石油燃料発電機による電力緊急送電システムを取り入れ100%目的を達成させ、世界からタンカー事故を激減させ石油流出事故による海洋汚染をなくせる。
【図面の簡単な説明】
【0007】
【図1】船体側面両尾部に設けた船外機収納室に、船外機を設置した横面図である。
【図2】特願2007−65799の船外機移動軸ステンレス棒の取付け方法を改善した縦面図である。
【図3】船外機移動軸ステンレス棒の取付け方法を改善した部位の断面図である。
【符号の説明】
【0008】
〔図1〕1 斜断鉄板昇降回転歯車(圧力センサー歯車停止システム) 2 外板鉄板上 3 船外機収納室斜断鉄板 4 ステンレス棒直線噛合い歯 5 船外機支えステンレス吊下げ支え部 6 引込みストッパースイッチ 7 船外機支えステンレス精密丸棒 8 脱着ステンレス角材 9 船外機押出しストッパースイッチ 10 船外機 11 推進プロペラ 12 外板鉄板下 13 斜断鉄板収納凸部 14 ナット及びスプリングワッシャー 15 油圧押出し軸 16 スプリングワッシャー及びボルト 17 油圧装置
〔図2〕1 船外機移動軸ステンレス棒上端船内引込み凸部 2 船外機移動軸ステンレス棒 3 船外機移動軸ステンレス棒切断面 4 (外)ステンレス製半円2枚(1リング) 5 鉄製内径取付け治具上端 6 A溶接部 7 (外)ステンレス製半円2枚(1リング)合せ目溶接部 8 船尾 9 スクリュー 15 H溶接部
〔図3〕1 溶接流入溝 2 溶接流入溝巾 3 船外機移動軸ステンレス棒切断面 4 (外)ステンレス製半円2枚(1リング) 5 鉄製内径取付治具上端 6 A溶接部 7 F溶接部 8 G溶接部 9 D溶接部 10 E溶接部 11 B溶接部 12 C溶接部 13 船尾鉄板R形状断面 14 (内)ステンレス製半円2枚(1リング) 15 H溶接部 16 (内)鉄製半円2枚(1リング) 17 (内)ステンレス半円2枚(1リング) 18 船外機移動軸ステンレス棒留めネジ 19 スプリングワッシャー
【特許請求の範囲】
【請求項1】
船体側面両尾部に、風力発電・ソーラー発電エネルギーを動力とした適宜の大きさの船外機を収納する室を設け、その船外機は船外機支えステンレス精密丸棒に吊り下げられる形で、船外機側内径とはすっぽりとスラストさせゆるくも無く固くも無い状態にする。一方船外機を船体外に押し出す油圧装置は、油圧押出し軸と船外機両結合はドラムのナット孔によってナットとスプリングワッシャーとボルトの締付けで成される。この船外機は効率的回転及び急速回転に対応するが、使用しない時は収納室から区切られた上部室に取付けられているステンレス棒直線噛合い歯と噛合う回転歯車の回転によって、その歯車と一体となって取付けられている船外機収納室斜断鉄板を下降させるが、回転歯車作動部に圧力センサーを設置し回転歯車を停止させる。
【請求項2】
特願2007−65799(船舶風力・ソーラー発電第二スクリュー推進方法)の案件の船外機移動軸ステンレス棒の裏側を直線噛み合い歯とし、船外尾部にその軸を取付けるが上部は曲げられて凸部内径を潜り船内でドラムと溶接され抜け防止を計る。下部は今回改良の案件で、移動軸は船尾側に曲げられ固定する方法は、鉄製内径取付け治具は船体尾部がR形状又は平面から成っていても、その形状に合せて鉄製内径取付け治具底部裏面を加工し接合部円周360°溶接して取付ける。あらかじめ鉄製内径取付け治具の内径底部に適宜の数のネジ谷径よりわずかに小さい孔が開けられており、船尾鉄板と溶接された後直角にネジ穴を開け船尾鉄板の適宜の深さまでネジを切る。軸先端アップリング平面部の上に適宜の巾のステンレスの半円2枚を軸にかませ、その合せ目を溶接で繋ぎ合せる。そのステンレス半円全長は、鉄製内径取付け治具内径面と軸外径面には適宜の深さと巾から成る溝が360°切られていて、その溝の底面と段差の無い精度を求める。次にその両面の溝巾と深さにステンレス溶接を360°流し込み繋ぎワンリングを強固にする。次に適宜の巾の鉄製半円2枚を軸にかませ、その合せ目を溶接で繋ぎ合せる。次に再び両面の溝巾と深さに鉄溶接を360°流し込み繋ぎワンリングを強固にする。次に適宜の巾のステンレス半円2枚を軸にかませ、その合せ目を溶接で繋ぎ合せる。次に再び両面の溝巾と深さにステンレス溶接を360°流し込み繋ぎワンリングを強固にする。次に適宜の巾のステンレス半円2枚を軸にかませ、その合せ目を溶接で繋ぎ合せた後軸と接する円周部に360°溶接をして取付け作業は完了する。
【請求項3】
特願2007−149760(自動車ソーラー発電・風力発電応用動力システム搭載)の特許請求の範囲で示した自動車の屋根とボンネットと横面と後部縦面のスペース全てを、ソーラーパネル総合材(下部をアクリル樹脂板・中部をソーラーパネル型成面積板とし上部を透明なアクリル樹脂板とする。)の技術を船舶にも用い、その型成面積板は曲線対応総合パネルである。又自動車、航空機、ヘリコプター、鉄道車輌、路面電車、ケーブルカー、モノレール、屋根瓦、曲線建築物、灯台、あらゆる鉄柱、コンクリート柱、あらゆる円管の外面、給水塔の曲面に添って総合材を貼り合せる。
【請求項1】
船体側面両尾部に、風力発電・ソーラー発電エネルギーを動力とした適宜の大きさの船外機を収納する室を設け、その船外機は船外機支えステンレス精密丸棒に吊り下げられる形で、船外機側内径とはすっぽりとスラストさせゆるくも無く固くも無い状態にする。一方船外機を船体外に押し出す油圧装置は、油圧押出し軸と船外機両結合はドラムのナット孔によってナットとスプリングワッシャーとボルトの締付けで成される。この船外機は効率的回転及び急速回転に対応するが、使用しない時は収納室から区切られた上部室に取付けられているステンレス棒直線噛合い歯と噛合う回転歯車の回転によって、その歯車と一体となって取付けられている船外機収納室斜断鉄板を下降させるが、回転歯車作動部に圧力センサーを設置し回転歯車を停止させる。
【請求項2】
特願2007−65799(船舶風力・ソーラー発電第二スクリュー推進方法)の案件の船外機移動軸ステンレス棒の裏側を直線噛み合い歯とし、船外尾部にその軸を取付けるが上部は曲げられて凸部内径を潜り船内でドラムと溶接され抜け防止を計る。下部は今回改良の案件で、移動軸は船尾側に曲げられ固定する方法は、鉄製内径取付け治具は船体尾部がR形状又は平面から成っていても、その形状に合せて鉄製内径取付け治具底部裏面を加工し接合部円周360°溶接して取付ける。あらかじめ鉄製内径取付け治具の内径底部に適宜の数のネジ谷径よりわずかに小さい孔が開けられており、船尾鉄板と溶接された後直角にネジ穴を開け船尾鉄板の適宜の深さまでネジを切る。軸先端アップリング平面部の上に適宜の巾のステンレスの半円2枚を軸にかませ、その合せ目を溶接で繋ぎ合せる。そのステンレス半円全長は、鉄製内径取付け治具内径面と軸外径面には適宜の深さと巾から成る溝が360°切られていて、その溝の底面と段差の無い精度を求める。次にその両面の溝巾と深さにステンレス溶接を360°流し込み繋ぎワンリングを強固にする。次に適宜の巾の鉄製半円2枚を軸にかませ、その合せ目を溶接で繋ぎ合せる。次に再び両面の溝巾と深さに鉄溶接を360°流し込み繋ぎワンリングを強固にする。次に適宜の巾のステンレス半円2枚を軸にかませ、その合せ目を溶接で繋ぎ合せる。次に再び両面の溝巾と深さにステンレス溶接を360°流し込み繋ぎワンリングを強固にする。次に適宜の巾のステンレス半円2枚を軸にかませ、その合せ目を溶接で繋ぎ合せた後軸と接する円周部に360°溶接をして取付け作業は完了する。
【請求項3】
特願2007−149760(自動車ソーラー発電・風力発電応用動力システム搭載)の特許請求の範囲で示した自動車の屋根とボンネットと横面と後部縦面のスペース全てを、ソーラーパネル総合材(下部をアクリル樹脂板・中部をソーラーパネル型成面積板とし上部を透明なアクリル樹脂板とする。)の技術を船舶にも用い、その型成面積板は曲線対応総合パネルである。又自動車、航空機、ヘリコプター、鉄道車輌、路面電車、ケーブルカー、モノレール、屋根瓦、曲線建築物、灯台、あらゆる鉄柱、コンクリート柱、あらゆる円管の外面、給水塔の曲面に添って総合材を貼り合せる。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2009−126508(P2009−126508A)
【公開日】平成21年6月11日(2009.6.11)
【国際特許分類】
【出願番号】特願2007−331029(P2007−331029)
【出願日】平成19年11月26日(2007.11.26)
【出願人】(503017091)
【Fターム(参考)】
【公開日】平成21年6月11日(2009.6.11)
【国際特許分類】
【出願日】平成19年11月26日(2007.11.26)
【出願人】(503017091)
【Fターム(参考)】
[ Back to top ]