
良好なウィッキングのスカラップ状楕円形複合繊維、およびかかる繊維を含む高一様性紡績糸
本発明は、ポリ(トリメチレンテレフタレート)と、ポリ(エチレンテレフタレート)、ポリ(トリメチレンテレフタレート)およびポリ(テトラメチレンテレフタレート)よりなる群から選択されるポリマーまたはかかるメンバーの組み合わせの少なくとも1種とを含むポリエステル複合ステープルファイバーであって、a)約2:1〜約5:1のアスペクト比a:bを有し、「a」はファイバー断面主軸長さであり、「b」はファイバー断面副軸長さであるスカラップ状楕円形断面形状と、b)主軸に実質的に垂直なポリマー界面と、c)サイド−バイ−サイドおよび偏心した鞘−芯からなる群から選択された断面構造と、d)複数の縦溝と、e)約1.05:1〜約1.9:1の溝比とを有する複合ステープルファイバーを提供する。さらに、本発明は、綿と本発明のポリエステル複合ステープルファイバーとを含む紡績糸、ならびに本発明の紡績糸を含む布および衣料品を提供する。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、スカラップ状楕円形断面を有するポリエステル複合ステープルファイバーに、およびかかるポリエステル複合ステープルファイバーと綿とを含む紡績糸に関する。より具体的には、本発明は、ポリ(トリメチレンテレフタレート)と、ポリ(エチレンテレフタレート)、ポリ(トリメチレンテレフタレート)およびポリ(テトラメチレンテレフタレート)よりなる群から選択されるポリマーまたはかかるメンバーの組み合わせの少なくとも1種とを含むサイド−バイ−サイドまたは偏心した鞘−芯ポリエステル複合ステープルファイバーであって、ストレッチおよび回復、良好なウィッキング、ならびに良好なカーディング特性を有する複合ステープルファイバーに関する。本発明はまた、高いストレッチおよび回復性を有する、そしてスカラップ状楕円形断面複合繊維を含む高一様性紡績糸に関する。加えて、本発明は、かかる複合ステープルファイバーを含む紡績糸から製造された布に関する。
【背景技術】
【0002】
ポリエステル複合繊維は一般に公知である。ポリ(エチレンテレフタレート)とポリ(トリメチレンテレフタレート)とを含むポリエステル複合繊維は、例えば、米国特許公報(特許文献1)に開示されている。スカラップ状楕円形断面を有するポリエステル複合繊維は、例えば、米国特許公報(特許文献2)に開示されている。ポリエステル繊維と綿とを含む糸は、米国特許公報(特許文献3)、(特許文献4)に、および米国特許公報(特許文献5)に開示されている。しかしながら、かかる複合繊維は、綿ステープルと組み合わせられたときに不満足な品質糸を提供し得る。良好なストレッチおよび回復、良好なウィッキング、ならびに良好なカーディング性特性の繊維は、かかる繊維を含む糸および布が着心地の良さおよび水分管理のために近年のアパレルにとって望まれるので、依然として捜し求められている。
【0003】
【特許文献1】米国特許第3,671,379号明細書
【特許文献2】米国特許第6,656,586号明細書
【特許文献3】米国特許第6,413,631号明細書
【特許文献4】特開2002−115149号公報
【特許文献5】米国特許出願公開第2003/0159423 A1号明細書
【発明の開示】
【課題を解決するための手段】
【0004】
本発明は、ポリ(トリメチレンテレフタレート)と、ポリ(エチレンテレフタレート)、ポリ(トリメチレンテレフタレート)およびポリ(テトラメチレンテレフタレート)よりなる群から選択されるポリマーまたはかかるメンバーの組み合わせの少なくとも1種とを含むポリエステル複合ステープルファイバーであって、約2:1〜約5:1のアスペクト比a:bを有し、「a」はファイバー断面主軸長さであり、「b」はファイバー断面副軸長さであるスカラップ状楕円形断面形状と、主軸に実質的に垂直なポリマー界面と、サイド−バイ−サイドおよび偏心した鞘−芯からなる群から選択された断面構造と、複数の縦溝と、約1.05:1〜約1.9:1の溝比とを有する複合ステープルファイバーを提供する。
【0005】
本発明はまた、ポリ(エチレンテレフタレート)とポリ(トリメチレンテレフタレート)とを含むポリエステル複合ステープルファイバーであって、約2.2:1〜約3.5:1のアスペクト比a:bを有し、「a」はファイバー断面主軸長さであり、「b」はファイバー断面副軸長さであるスカラップ状楕円形断面形状と、主軸に実質的に垂直なポリマー界面と、サイド−バイ−サイドおよび偏心した鞘−芯からなる群から選択された断面構造と、複数の縦溝と、約1.1:1〜約1.5:1の溝比と、10%伸びにおいて約1.0cN/デシテックス(dtex)〜約3.5cN/デシテックスのテナシティとを有する複合ステープルファイバーを提供する。
【0006】
本発明はまた、第1ステープルファイバーと第2ステープルファイバーとを含むポリエステル複合ステープルファイバー混合物であって、第1および第2ステープルファイバーがそれぞれポリ(トリメチレンテレフタレート)と、ポリ(エチレンテレフタレート)、ポリ(トリメチレンテレフタレート)およびポリ(テトラメチレンテレフタレート)よりなる群から選択されるポリマーまたはかかるメンバーの組み合わせの少なくとも1種とを含み、第1複合ステープルファイバーが、約2:1〜約5:1のアスペクト比a:bを有し、「a」はファイバー断面主軸長さであり、「b」はファイバー断面副軸長さであるスカラップ状楕円形断面形状と、主軸に実質的に垂直なポリマー界面と、サイド−バイ−サイドおよび偏心した鞘−芯からなる群から選択された断面構造と、複数の縦溝と、約1.05:1〜約1.9:1の溝比とを有し;第2ステープルファイバーが、サイド−バイ−サイドおよび偏心した鞘−芯からなる群から選択された断面構造と、実質的に楕円形およびスカラップ状楕円形からなる群から選択された断面形状とを有するポリエステル複合ステープルファイバー混合物であり、そして、ポリエステル複合ステープルファイバーが任意選択的に少なくとも1種のポリエステル複合ステープルファイバーをさらに含む複合ステープルファイバー混合物を提供する。
【0007】
本発明はさらに、綿と本発明のポリエステル複合ステープルファイバーとを含む紡績糸であって、約14〜約60の綿番手および約0.1〜約500の品質係数(quality factor)を有する紡績糸を提供する。
【0008】
本発明はさらに、綿と本発明のポリエステル複合ステープルファイバー混合物とを含む紡績糸であって、約14〜約60の綿番手および約0.1〜約500の品質係数を有する紡績糸を提供する。
【0009】
本発明はまた、本発明の紡績糸を含む布を提供する。
【0010】
本発明はまた、本発明のポリエステル複合ステープルファイバーまたはポリエステル複合ステープルファイバー混合物を含み、ウィッキングを有する布であって、ウィッキングは、この布がパーセント乾燥時間試験で14分において少なくとも60パーセント乾燥しているのに十分なウィッキングであり、布は、平方ヤード当たり約3.0オンス(平方メートル当たり102グラム)〜平方ヤード当たり約8.5オンス(平方メートル当たり288グラム)の完成品坪量を有する布を提供する。
【0011】
本発明はまた、本発明の布を含む衣料品を提供する。
【0012】
本発明はまた、本発明のステープルファイバーを含む不織布を提供する。
【発明を実施するための最良の形態】
【0013】
ポリ(トリメチレンテレフタレート)を含み、そしてスカラップ状楕円形断面形状と断面の主軸に実質的に垂直なポリマー界面とを有するポリエステル複合ステープルファイバーが高いボイルオフ収縮と意外に高い一様性とを有する紡績糸を与えることが分かった。高いボイルオフ収縮は、糸が高いストレッチおよび回復性を有することを示唆し、それは近年の布にとって望ましい。高い糸一様性は一様な布外観を提供し、それは一般に望ましい品質である。ポリエステル複合ステープルファイバーは、100重量パーセント(重量%)の複合繊維を含む紡績糸を含む丸編布がパーセント乾燥時間試験で14分において少なくとも70パーセント乾燥しているのに十分なウィッキングを有する。ファイバーのウィッキング特性は、水分管理特性を糸に、およびそれを含む布に提供することができ、それは次に、高まった着心地の良さを着用者に提供することができる。
【0014】
本明細書で用いるところでは、「複合繊維」は、同じ一般的クラスの2つのポリマーがサイド−バイ−サイドまたは偏心した鞘−芯断面構造を有するステープルファイバーを意味し、捲縮ファイバーおよびまだ実現されていない潜在的な捲縮ありのファイバーの両方を含む。
【0015】
本明細書で用いるところでは、「サイド−バイ−サイド」は、複合繊維の2つの成分が互いに直接隣接していること、そしてどちらか一方の成分のマイナー部分以下が他方の成分の凹面部分内にあることを意味する。「偏心した鞘−芯」は、2つの成分のうちの1つが他の成分を完全に取り囲んでいること、しかし2つの成分が共軸ではないことを意味する。
【0016】
本明細書で用いるところでは、「アスペクト比」は、ファイバー断面の主軸の長さ(a)対ファイバー断面の副軸の長さ(b)の比を意味する。アスペクト比はa:bとして表されてもよい。
【0017】
本明細書で用いるところでは、「溝比」は、ファイバー断面の溝間の平均距離で割られた溝付きファイバー断面の、中心からとられた、最外隆起の表面間の平均距離を意味する。
【0018】
本明細書で用いるところでは、「ポリマー界面」は、複合繊維の2つのポリマー間の境界を意味する。
【0019】
本明細書で用いるところでは、「主軸に実質的に垂直な」は、その意味内に断面副軸と一致するまたはそれに平行なを含み、ファイバーの表面に特に明らかに隣接しているかもしれない断面副軸と平行からの逸脱を排除しない。
【0020】
本発明の一実施形態は、ポリ(トリメチレンテレフタレート)と、ポリ(エチレンテレフタレート)、ポリ(トリメチレンテレフタレート)およびポリ(テトラメチレンテレフタレート)よりなる群から選択されるポリマーまたはかかるメンバーの組み合わせの少なくとも1種とを含むポリエステル複合ステープルファイバーであって、約2:1〜約5:1のアスペクト比a:bを有し、「a」はファイバー断面主軸長さであり、「b」はファイバー断面副軸長さであるスカラップ状楕円形断面形状と、断面の主軸に実質的に垂直なポリマー界面と、サイド−バイ−サイドおよび偏心した鞘−芯からなる群から選択された断面構造と、複数の縦溝と、約1.05:1〜約1.9:1の溝比とを有する複合ステープルファイバーである。
【0021】
別の実施形態は、アスペクト比a:bが約2.2:1〜約3.5:1であり、そして溝比が約1.1:1〜約1.5:1である本発明のステープルファイバーである。
【0022】
別の実施形態は、10%伸びにおいて約1.0cN/デシテックス〜約3.5cN/デシテックスのテナシティを有する本発明のステープルファイバーである。
【0023】
別の実施形態は、100重量%の複合繊維を含む紡績糸を含む丸編布がパーセント乾燥時間試験で14分において少なくとも70パーセント乾燥しているのに十分なウィッキングを有する本発明のステープルファイバーである。
【0024】
別の実施形態は、約25%〜約55%のトウ捲縮発現(tow crimp development)値および約10%〜約25%のトウ捲縮指数(tow crimp index)値を有する本発明のステープルファイバーである。
【0025】
別の実施形態は、ポリ(トリメチレンテレフタレート)対ポリ(エチレンテレフタレート)、ポリ(トリメチレンテレフタレート)およびポリ(テトラメチレンテレフタレート)よりなる群から選択されるポリマーまたはかかるメンバーの組み合わせの少なくとも1種の少なくとも約30:70かつ約70:30以下の重量比を有する本発明のステープルファイバーである。
【0026】
別の実施形態は、4チャンネル断面形状を有する、本発明のステープルファイバーである。
【0027】
別の実施形態は、2チャンネル断面形状を有する、本発明のステープルファイバーである。
【0028】
別の実施形態は、ポリ(エチレンテレフタレート)とポリ(トリメチレンテレフタレート)とを含む、本発明のステープルファイバーである。
【0029】
別の実施形態は、ポリ(トリメチレンテレフタレート)とポリ(トリメチレンテレフタレート)とを含む、本発明のステープルファイバーである。
【0030】
本発明の別の実施形態は、ポリ(エチレンテレフタレート)とポリ(トリメチレンテレフタレート)とを含むポリエステル複合ステープルファイバーであって、約2.2:1〜約3.5:1のアスペクト比a:bを有し、「a」はファイバー断面主軸長さであり、「b」はファイバー断面副軸長さであるスカラップ状楕円形断面形状と、断面の主軸に実質的に垂直なポリマー界面と、サイド−バイ−サイドおよび偏心した鞘−芯からなる群から選択された断面構造と、複数の縦溝と、約1.1:1〜約1.5:1の溝比と、10%伸びにおいて約1.0cN/デシテックス〜約3.5cN/デシテックスのテナシティとを有する複合ステープルファイバーである。
【0031】
さらに別の実施形態は、綿と本発明のステープルファイバーとを含む紡績糸であって、約14〜約60の綿番手および約0.1〜約500の品質係数を有する紡績糸である。
【0032】
別の実施形態は、約20%〜約45%の全ボイルオフ収縮を有する、本発明の紡績糸である。
【0033】
別の実施形態は、約13%〜約20%の質量の変動係数を有する本発明の紡績糸である。
【0034】
別の実施形態は、複合ステープルファイバーが4チャンネル断面形状を有する、本発明の紡績糸である。
【0035】
別の実施形態は、複合ステープルファイバーが2チャンネル断面形状を有する、本発明の紡績糸である。
【0036】
別の実施形態は、複合ステープルファイバーが紡績糸の総重量を基準として約30重量パーセント〜約100重量パーセントのレベルで存在する、本発明の紡績糸である。
【0037】
別の実施形態は、約30重量パーセント〜約69重量パーセントのポリ(エチレンテレフタレート)単成分ステープルファイバーをさらに含む、本発明の紡績糸である。
【0038】
別の実施形態は、複合ステープルファイバーがポリ(エチレンテレフタレート)とポリ(トリメチレンテレフタレート)とを含む、本発明の紡績糸である。
【0039】
別の実施形態は、複合ステープルファイバーがポリ(トリメチレンテレフタレート)とポリ(トリメチレンテレフタレート)とを含む、本発明の紡績糸である。
【0040】
本発明の別の実施形態は、綿とポリ(エチレンテレフタレート)およびポリ(トリメチレンテレフタレート)を含むポリエステル複合ステープルファイバーとを含み、複合ステープルファイバーが、約2.2:1〜約3.5:1のアスペクト比a:bを有し、「a」はファイバー断面主軸長さであり、「b」はファイバー断面副軸長さであるスカラップ状楕円形断面形状と、断面の主軸に実質的に垂直なポリマー界面と、サイド−バイ−サイドおよび偏心した鞘−芯からなる群から選択された断面構造と、複数の縦溝と、約1.1:1〜約1.5:1の溝比と、10%伸びにおいて約1.0cN/デシテックス〜約3.5cN/デシテックスのテナシティとを有する紡績糸であって、約14〜約60の綿番手および約0.1〜約500の品質係数を有する紡績糸である。
【0041】
さらに別の実施形態は、本発明の紡績糸を含む布である。
【0042】
別の実施形態は、本発明のステープルファイバーを含み、ウィッキングを有する布であって、ウィッキングは布がパーセント乾燥時間試験で14分において少なくとも60パーセント乾燥しているのに十分なウィッキングであり、布は平方ヤード当たり約3.0オンス(平方メートル当たり102グラム)〜平方ヤード当たり約8.5オンス(平方メートル当たり288グラム)の完成品坪量を有する布である。
【0043】
別の実施形態は、完成品坪量が平方ヤード当たり約6.0オンス(平方メートル当たり203グラム)〜平方ヤード当たり約8.0オンス(平方メートル当たり271グラム)である、本発明の布である。
【0044】
別の実施形態は、ポリ(エチレンテレフタレート)とポリ(トリメチレンテレフタレート)とを含むポリエステル複合ステープルファイバーを含み、複合ステープルファイバーが、約2.2:1〜約3.5:1のアスペクト比a:bを有し、「a」はファイバー断面主軸長さであり、「b」はファイバー断面副軸長さであるスカラップ状楕円形断面形状と、断面の主軸に実質的に垂直なポリマー界面と、サイド−バイ−サイドおよび偏心した鞘−芯からなる群から選択された断面構造と、複数の縦溝と、約1.1:1〜約1.5:1の溝比と、10%伸びにおいて約1.0cN/デシテックス〜約3.5cN/デシテックスのテナシティとを有する本発明の布であって、平方ヤード当たり約3.0オンス(平方メートル当たり102グラム)〜平方ヤード当たり約8.5オンス(平方メートル当たり288グラム)の完成品坪量を有する布である。
【0045】
別の実施形態は、完成品坪量が平方ヤード当たり約6.0オンス(平方メートル当たり203グラム)〜平方ヤード当たり約8.0オンス(平方メートル当たり271グラム)である、本発明の布である。
【0046】
本発明のさらに別の実施形態は、第1ステープルファイバーと第2ステープルファイバーとを含む複合ステープルファイバー混合物であって、前記第1および前記第2ステープルファイバーがそれぞれポリ(トリメチレンテレフタレート)と、ポリ(エチレンテレフタレート)、ポリ(トリメチレンテレフタレート)およびポリ(テトラメチレンテレフタレート)よりなる群から選択されるポリマーまたはかかるメンバーの組み合わせの少なくとも1種とを含み、前記第1複合ステープルファイバーが、約2:1〜約5:1のアスペクト比a:bを有し、「a」はファイバー断面主軸長さであり、「b」はファイバー断面副軸長さであるスカラップ状楕円形断面形状と、主軸に実質的に垂直なポリマー界面と、サイド−バイ−サイドおよび偏心した鞘−芯からなる群から選択された断面構造と、複数の縦溝と、約1.05:1〜約1.9:1の溝比とを有し、第2ステープルファイバーが、サイド−バイ−サイドおよび偏心した鞘−芯からなる群から選択された断面構造と、実質的に楕円形およびスカラップ状楕円形からなる群から選択された断面形状とを有するポリエステル複合ステープルファイバー混合物であって、かつ、複合ステープルファイバー混合物が、任意選択的に少なくとも1種のポリエステル複合ステープルファイバーをさらに含む複合ステープルファイバー混合物である。
【0047】
さらに別の実施形態は、綿と本発明のステープルファイバー混合物とを含む紡績糸であって、約14〜約60の綿番手および約0.1〜約500の品質係数を有する紡績糸である。
【0048】
別の実施形態は、綿と本発明のステープルファイバー混合物とを含む紡績糸であって、約20%〜約45%の全ボイルオフ収縮を有する紡績糸である。
【0049】
別の実施形態は、綿と本発明のステープルファイバー混合物とを含む紡績糸であって、約13%〜約20%の質量の変動係数を有する紡績糸である。
【0050】
別の実施形態は、綿と本発明のステープルファイバー混合物とを含む紡績糸であって、複合ステープルファイバー混合物が紡績糸の総重量を基準として約30重量パーセント〜約100重量パーセントのレベルで存在する紡績糸である。
【0051】
別の実施形態は、綿と本発明のステープルファイバー混合物とを含む紡績糸であって、約30重量パーセント〜約69重量パーセントのポリ(エチレンテレフタレート)単成分ステープルファイバーをさらに含む紡績糸である。
【0052】
別の実施形態は、綿と本発明のステープルファイバー混合物とを含む紡績糸であって、複合ステープルファイバー混合物がポリ(エチレンテレフタレート)とポリ(トリメチレンテレフタレート)とを含む紡績糸である。
【0053】
さらに別の実施形態は、綿と本発明のポリエステル複合ステープルファイバー混合物とを含む紡績糸を含む布であって、紡績糸が約14〜約60の綿番手および約0.1〜約500の品質係数を有する布である。
【0054】
別の実施形態は、綿と本発明のポリエステル複合ステープルファイバー混合物とを含む紡績糸を含む布であって、複合ステープルファイバー混合物が紡績糸の総重量を基準として約30重量パーセント〜約100重量パーセントのレベルで存在する布である。
【0055】
別の実施形態は、綿と本発明のステープルファイバー混合物とを含む紡績糸を含む布であって、紡績糸が約30重量パーセント〜約69重量パーセントのポリ(エチレンテレフタレート)単成分ステープルファイバーをさらに含む布である。
【0056】
別の実施形態は、綿と本発明のステープルファイバー混合物とを含む紡績糸を含む布であって、複合ステープルファイバー混合物がポリ(エチレンテレフタレート)とポリ(トリメチレンテレフタレート)とを含む布である。
【0057】
別の実施形態は、本発明のステープルファイバー混合物を含み、ウィッキングを有する布であって、ウィッキングは、この布がパーセント乾燥時間試験で14分において少なくとも60パーセント乾燥しているのに十分なウィッキングであり、布は、平方ヤード当たり約3.0オンス(平方メートル当たり102グラム)〜平方ヤード当たり約8.5オンス(平方メートル当たり288グラム)の完成品坪量を有する布である。
【0058】
別の実施形態は、本発明の複合ステープルファイバー混合物を含み、ウィッキングを有する布であって、ウィッキングは、この布がパーセント乾燥時間試験で14分において少なくとも60パーセント乾燥しているのに十分なウィッキングであり、布は平方ヤード当たり約6.0オンス(平方メートル当たり203グラム)〜平方ヤード当たり約8.0オンス(平方メートル当たり271グラム)の完成品坪量を有する布である。
【0059】
さらに別の実施形態は、本発明の布を含む衣料品である。
【0060】
別の実施形態は、本発明のステープルファイバーを含む不織布である。
【0061】
本発明のポリエステル複合ステープルファイバーは、ポリ(トリメチレンテレフタレート)と、ポリ(エチレンテレフタレート)、ポリ(トリメチレンテレフタレート)およびポリ(テトラメチレンテレフタレート)よりなる群から選択されるポリマーまたはかかるメンバーの組み合わせの少なくとも1種とを含む。本ファイバーは実質的に楕円形の断面形状を有し、それの表面に複数の縦溝を有する。かかる繊維は、例えば図3に示されるタイプの「スカラップ状楕円形」断面を有すると考えることができる。内部隆起の平均隆起角、すなわち断面表面に接した、そして内部隆起のそれぞれの各面上で湾曲の変曲点(フラットサイドの溝付きファイバーで、溝の「最も深い」部分)に置かれた2線間の平均角度qは、少なくとも約30°であることができる。断面表面の2接線は、その角度が測定されつつある隆起と同じファイバーのサイドで交差するはずである。2つのかかる溝を有するファイバーは、「2チャンネル」と称することができ、4つのかかる溝を有するファイバーは「4チャンネル」、6つの溝は「6チャンネル」、8つの溝は「8チャンネル」などと称することができる。
【0062】
ファイバー断面の「スカラップ状」周辺を提供する縦溝を有することに加えて、本発明のファイバーは、約2:1〜約5:1、例えば約2.1:1〜約3.9:1、または約2.2:1〜約3.5:1のアスペクト比a:bの実質的に楕円形の断面形状を有する。アスペクト比が余りにも高いかまたは余りにも低いとき、ファイバーは望ましくない輝きおよび低い染色収率を示し得るし、該ファイバーを含む紡績糸は不満足な品質および不十分な一様性のものであり得る。
【0063】
ファイバー断面の溝比は少なくとも約0.75:1、例えば少なくとも約1.05:1、または約1.1:1、または約1.5:1、および約1.9:1以下であってもよい。溝比が余りにも低いとき、ファイバーは不十分なウィッキングを提供するかもしれず、それが余りにも高いとき、ファイバーは余りにも容易に引き裂かれるかもしれない。
【0064】
本発明のポリエステル複合ステープルファイバーは、ファイバー断面の主軸に実質的に垂直であるポリマー界面を2つのポリエステルの間に有する。本ポリマー界面は実質的に直線状かまたは曲線状であることができる。
【0065】
本発明のポリエステル複合ステープルファイバーは、ポリ(トリメチレンテレフタレート)と、ポリ(エチレンテレフタレート)、ポリ(トリメチレンテレフタレート)およびポリ(テトラメチレンテレフタレート)よりなる群から選択されるポリマーまたはかかるメンバーの組み合わせの少なくとも1種とを約30:70〜約70:30の重量比で含む。異なる組み合わせもまた可能であるが、ポリマーは、例えば、ポリ(エチレンテレフタレート)およびポリ(トリメチレンテレフタレート)、ポリ(トリメチレンテレフタレート)およびポリ(テトラメチレンテレフタレート)、または例えば異なる固有粘度のポリ(トリメチレンテレフタレート)およびポリ(トリメチレンテレフタレート)であってもよい。あるいはまた、組成物は類似の、任意選択的にまた異なる粘度の、例えばポリ(トリメチレンテレフタレート)ホモポリエステルおよびポリ(トリメチレンテレフタレート)コポリエステルであることができる。ポリ(エチレンテレフタレート)およびポリ(テトラメチレンテレフタレート)などの他のポリエステル二成分組み合わせ、または例えば異なる固有粘度のポリ(エチレンテレフタレート)およびポリ(エチレンテレフタレート)、もしくはポリ(エチレンテレフタレート)ホモポリエステルおよびポリ(エチレンテレフタレート)コポリエステルの組み合わせもまた可能である。
【0066】
本発明のファイバーを構成するポリエステルの1つまたは両方はコポリエステルであることができ、「ポリ(エチレンテレフタレート)」、「ポリ(トリメチレンテレフタレート)」、および「ポリ(テトラメチレンテレフタレート)」は、それらの意味内にかかるコポリエステルを含む。例えば、コポリエステルを製造するために使用されたコモノマーが、4〜12個の炭素原子を有する線状、環式、および分岐の脂肪族ジカルボン酸(例えばブタン二酸、ペンタン二酸、ヘキサン二酸、ドデカン二酸および1,4−シクロヘキサンジカルボン酸);テレフタル酸以外のそして8〜12個の炭素原子を有する芳香族ジカルボン酸(例えばイソフタル酸および2,6−ナフタレンジカルボン酸);3〜8個の炭素原子を有する線状、環式、および分岐の脂肪族ジオール(例えば1,3−プロパンジオール、1,2−プロパンジオール、1,4−ブタンジオール、3−メチル−1,5−ペンタンジオール、2,2−ジメチル−1,3−プロパンジオール、2−メチル−1,3−プロパンジオール、および1,4−シクロヘキサンジオール);ならびに4〜10個の炭素原子を有する脂肪族および芳香脂肪族エーテルグリコール(例えば、ヒドロキノンビス(2−ヒドロキシエチル)エーテル、またはジエチレンエーテルグリコールをはじめとする、約460より下の分子量を有するポリ(エチレンエーテル)グリコール)からなる群から選択されるコポリ(エチレンテレフタレート)を使用することができる。コモノマーは、それが本発明の便益を損なわない程度まで、例えば全ポリマー原料を基準として約0.5〜15モルパーセントのレベルで存在することができる。イソフタル酸、ペンタン二酸、ヘキサン二酸、1,3−プロパンジオール、および1,4−ブタンジオールが好ましいコモノマーである。
【0067】
コポリエステルはまた、マイナー量の他のコモノマーを使って、かかるコモノマーがファイバーの物理的特性に悪影響を及ぼさないという条件で製造することもできる。かかる他のコモノマーには、5−スルホイソフタル酸ナトリウム、3−(2−スルホエチル)ヘキサン二酸のナトリウム塩、およびそれらのジアルキルエステルが含まれ、それらは、全ポリエステルを基準として約0.2〜4モルパーセントで組み入れることができる。酸染色性を向上させるために、コポリエステルはまた、高分子第二級アミン添加物、例えばポリ(6,6’−イミノ−ビスヘキサメチレンテレフタルアミド)およびそれのヘキサメチレンジアミンとのコポリアミド、例えばそれらのリン酸および亜リン酸塩と混合することもできる。少量の、例えば1kgのポリマー当たり約1〜6ミリ当量の3または4官能性コモノマー、例えばトリメリット酸(それの前駆体を含む)またはペンタエリスリトールを粘度調整のために組み入れることができる。
【0068】
本発明のファイバーはまた、帯電防止剤、酸化防止剤、抗菌剤、防炎剤、染料、光安定剤、および二酸化チタンなどの艶消剤のような通常の添加剤を、それらが本発明の便益を損なわないという条件で含むこともできる。
【0069】
ファイバーが延伸され、熱処理された後、複合繊維に、例えばそれをステープルにカットする前にトウに仕上げ剤を塗布することが有利である。仕上げ剤は、0.05〜0.30%(総重量パーセント)のレベルで塗布することができる。仕上げ剤は、1)アルキルもしくは分岐ホスフェートエステルのブレンド、または2)相当するホスフェート酸のカリウム、カルシウム、もしくはナトリウム塩、あるいは任意の割合でのそれらの2クラスのブレンドを含むことができ、それらのそれぞれは脂肪族セグメント中に6〜24個の全炭素原子を含有することができる。仕上げ剤はまた、ポリ(エチレンオキシド)および/またはポリ(プロピレンオキシド)を含有することもでき、またはかかるポリエーテルの短鎖セグメントはラウリン酸などの脂肪酸にエステル化によって、またはソルビトール、グリセロール、ヒマシ油、ココナッツ油などのようなアルコールにエーテル結合によって結合させることができる。かかる化合物はまたアミン基を含むことができる。仕上げ剤はまた、マイナー量(例えば10%未満)のシリコーンまたはフルオロケミカルズなどの機能性添加物を含有することもできる。仕上げ剤は、約18個の炭素を含有する一酸および二酸のカリウム塩と、12〜18個の炭素原子を含有するn−アルキルアルコールのポリエーテルのブレンドとの反応によって製造された4〜10個のエチレンオキシドセグメントを含有するエトキシル化ポリエーテルとのブレンドを含有することができる。
【0070】
ステープルファイバーのトウ前駆体での複合繊維の捲縮が取り消される、すなわちファイバーの捲縮をずらすように処理されることは不必要である。同様に、複合ステープルトウは、それから製造されたステープルが良好な加工性および有用な特性を発揮するために機械的捲縮を必要としない。
【0071】
複合繊維は、約15%〜約50%、例えば約15%〜約35%、または例えば約15%〜約25%、または約15%〜約20%の破断伸びを有することができる。
【0072】
本複合ステープルファイバーは、約25%〜約55%のトウ発現(「CD」)値および約10%〜約25%の捲縮指数(「CI」)値を有することができる。CDが約25%より低いとき、該ファイバーを含む紡績糸は典型的には余りにも小さい全ボイルオフ収縮を有してそれから製造された布に良好な回復を生み出すことができない。CI値が低いとき、機械的捲縮が満足できるカーディングおよび紡績のために必要であり得る。CI値が高いとき、複合ステープルは余りにも多くの捲縮を有して容易にカーディングすることができず、紡績糸の一様性は不十分であり得る。CIが許容される値の範囲中でより低いとき、ポリエステル複合ステープルファイバーのより高い割合を、カーディング性および糸一様性を損なうことなく用いることができる。CIが許容される値の範囲中でより高いとき、複合ステープルのより低い割合を、全ボイルオフ収縮を損なうことなく使用することができる。
【0073】
本複合ステープルファイバーは、任意の好適な長さのものであることができる。複合ステープルファイバーが余りにも短い場合、カーディングすることが困難であり得る。それが余りにも長い場合、綿システム装置で紡績することが困難であり得る。従って、長さは典型的には、カーディングにとって十分であり、そして一方また綿システム装置で紡績可能なものである。好適な複合ステープルファイバー長さの例は約1.3cm〜約5.5cmである。綿は約2〜約4cmの長さを有することができる。本複合繊維は約0.7デシテックス〜約3.0デシテックス、例えば約0.9デシテックス〜約2.5デシテックスの線密度を有することができる。本複合ステープルが約3.0デシテックスより上の線密度を有するとき、糸はハードな手触りを有することができ、綿とブレンドすることが困難であり得る。それが約0.7デシテックスより下の線密度を有するとき、カーディングすることが困難であり得る。
【0074】
本複合ステープルファイバーの破断点テナシティは、カーディング中に破損を回避するのに十分であるが、本ファイバーを含む布の望ましくない毛羽立ちを引き起こすほど高くない必要がある。破断点テナシティは、例えば約3.2〜約5.0cN/デシテックスであることができる。10%伸びでのテナシティ(T10)は、複合ステープルファイバーの良好なカーディングを可能にするのに十分である、例えば約1.0cN/デシテックス〜約3.5cN/デシテックス、または例えば約1.8〜3.0cN/デシテックスである必要がある。1ポリエステル対他のポリエステルの重量比は、約30:70〜約70:30、例えば約40:60〜約60:40、または例えば約50:50であることができる。
【0075】
本複合ステープルファイバーは1つのスカラップ状楕円形断面形状を含むことができるか、または本複合ステープルファイバーは、形状の少なくとも1つがスカラップ状楕円形断面を有する、2つ以上の断面形状の混合物を含むことができる。例えば、本複合ステープルファイバーは、4チャンネル・スカラップ状楕円形断面形状を有するステープルファイバーと、溝なしの実質的に楕円形の断面形状を有するステープルファイバーとの混合物であってもよい。あるいはまた、例えば、本複合ステープルファイバーは、4チャンネル・スカラップ状楕円形断面形状を有するステープルファイバーと、6チャンネル・スカラップ状楕円形断面形状を有するステープルファイバーとの混合物であってもよい。追加の例として、本複合ステープルファイバーは、幾つかが4チャンネル形状を有し、幾つかが6チャンネル形状を有し、そして幾つかが8チャンネル形状を有する、ステープルファイバーの混合物であってもよい。断面形状の混合物は、異なる断面形状のステープルファイバーを物理的に混合することによって得られてもよい。あるいはまた、混合物は、例えば幾つかのキャピラリーが4チャンネル形状を提供し、そして幾つかが6チャンネル形状を提供する混合形状キャピラリーから複合繊維を紡糸することによって得られてもよい。断面形状の混合物はまた、2つの異なる形状の紡糸口金を用いること、およびトウ・バンドを一緒にブレンドすることによって得られてもよい。
【0076】
ポリ(エチレンテレフタレート)は約0.50〜0.65dl/gの固有粘度(IV)を有することができる。ポリ(トリメチレンテレフタレート)は約0.8〜1.2dl/gの固有粘度を有することができる。ポリ(テトラメチレンテレフタレート)は約0.6〜1.1dl/gの固有粘度を有することができると考えられる。
【0077】
水分をウィッキングするファイバーまたは布の能力は、水分を乾燥した区域に分配する、こうして湿った表面積を増加させる能力である。増加した表面積は、水分のより速い蒸発および布のより速い乾燥を可能にする。向上したウィッキングを有するファイバーおよび布は一般に、より大きな着心地の良さを与えると着用者によって認識される。本発明のスカラップ状楕円形複合繊維のウィッキングは、本ステープルファイバーを含み、そして平方ヤード当たり約3.0オンス(オンス/平方ヤード)(平方メートル当たり102グラム、g/m2)〜約8.5オンス/平方ヤード(288g/m2)の完成品坪量を有する布がパーセント乾燥時間試験で14分において少なくとも60%乾燥しているのに十分なものである。本発明のスカラップ状楕円形複合繊維のウィッキングは、約7.9オンス/平方ヤード(268g/m2)の完成品坪量の、そして100重量%の本発明の約1.5デニール(約1.65デシテックス)ポリエステル複合ステープルファイバーを含む22Ne紡績糸を含む、こすり洗いされたシングルジャージ丸編布がパーセント乾燥時間試験で14分において少なくとも約70%乾燥していることができるのに十分なものである。本明細書で用いるところでは、用語「良好なウィッキング」は先行記述に定義されている。典型的には、より低い布坪量は、水分ウィッキングを増加させ、布乾燥時間を減らすことができる。布中の非一様性または欠陥は、水分ウィッキングに影響を及ぼし、そしてパーセント乾燥時間試験結果に影響を及ぼし得る。
【0078】
図1は、実施例1に従って製造されたファイバーの顕微鏡写真の画像である。ポリマー界面は断面主軸に実質的に垂直である。ファイバー断面の幾つかの不鮮明な輪郭は、ファイバーをカットするために用いられた方法の所産であると考えられる。
【0079】
図2は、比較例1に従って製造されたファイバーの顕微鏡写真の画像である。
【0080】
図3Aは、繊維断面の主軸に実質的に垂直なポリマー界面を有する理想的な2チャンネル複合繊維のグラフィック描画を示す。実際の2チャンネル複合繊維は、ポリマー界面に沿って非対称であることができる、すなわち、2チャンネル・ファイバーは、ポリマー界面の1面に他面より多くのファイバー断面積ありで不均等に見えるかもしれない。図3Bは、断面主軸に実質的に垂直なポリマー界面を有する理想的な4チャンネル複合繊維のグラフィック描画を示す。図3Cは、断面主軸に実質的に垂直なポリマー界面を有する理想的な6チャンネル複合繊維のグラフィック描画を示す。
【0081】
図4Aは、本発明のファイバーの理想的な断面を示し、ここで「a」は断面の主軸の長さを表し、「b」は断面の副軸の長さを表す。図4Bは、本発明のファイバーの断面を示し、ここで「d1」および「d2」は中心からとられた、ファイバーの最外隆起間の距離を表し、「c1」および「c2」はファイバーの溝間の距離を表す。図4Bはまた、断面表面に接した、そして内部隆起のそれぞれの各面上で湾曲の変曲点に置かれた2線によってそれぞれ形成される角度qを示す。実施例でのファイバーの断面アスペクト比および溝比は、ファイバー断面の顕微鏡写真から測定された。図4Aについて言及すると、4チャンネル・ファイバーのアスペクト比はa/bとして計算された。図4Bについて言及すると、4チャンネル・ファイバーの溝比は(d1/c1+d2/c2)/2として計算された。ポリマー界面にわたって対称ではないスカラップ状楕円形断面、例えば幾つかの2チャンネル・ファイバーの溝比は、より小さい隆起を用いて計算された。
【0082】
図5は、4チャンネル・スカラップ状楕円形断面のファイバーを紡糸するための典型的な紡糸口金オリフィスを示す。図6は、8チャンネル・スカラップ状楕円形断面のファイバーを紡糸するための典型的な紡糸口金オリフィスを示す。
【0083】
本スカラップ状楕円形複合繊維は、当該技術で公知の、例えば米国特許公報(特許文献2)に開示されているような、オリフィスが所望の界面配向を与えるように配置された、紡糸パックから紡糸することができる。
【0084】
本発明の紡績糸は、約8〜約60、例えば約14〜約60、または約16〜約40の綿番手を有し、綿ならびにポリ(トリメチレンテレフタレート)と、ポリ(エチレンテレフタレート)、ポリ(トリメチレンテレフタレート)およびポリ(テトラメチレンテレフタレート)よりなる群から選択されるポリマーまたはかかるメンバーの組み合わせの少なくとも1種とを含むポリエステル複合ステープルファイバーを含む。本紡績糸は、1000メートル当たり約1〜約70の細い領域、例えば1000メートル当たり約15〜約50の細い領域を有することができる。本紡績糸は、1000メートル当たり約1〜約400、例えば約40〜約320の太い領域、および1000メートル当たり約1〜約200、例えば約10〜約175のネップを有することができる。本紡績糸は、約20%〜約45%、例えば約30%〜約45%の全ボイルオフ収縮を有することができる。全ボイルオフ収縮が約20%未満である場合、糸のストレッチおよび回復性は、糸が布へ織られるまたは編まれるときに余りにも低い。
【0085】
糸品質係数は糸質の非常に有用な尺度であり、それは細い領域、太い領域、ネップの数、質量の変動係数、および糸強度から計算することができる。本紡績糸は、約0.1〜約800、例えば約0.1〜約510、または約0.1〜約200の糸品質係数を有することができる。品質係数が余りにも高いとき、糸は不十分に一様であり得る。
【0086】
紡績糸の一様性を記載するための別の方法は、一様性1−B試験機(Uniformity 1−B Tester)で測定されるような変動係数の観点からである。本発明の紡績糸は、約13%〜約20%、例えば約15%〜約17%の質量の変動係数を有することができる。
【0087】
本発明の紡績糸は、本発明のポリエステル複合ステープルファイバーを、単純スカラップ状楕円形断面形状としてか、少なくとも1つのスカラップ状楕円形断面形状を有するポリエステル複合ステープルファイバー混合物としてかのどちらかで含む。本紡績糸は約10〜約20cN/テックス(tex)の破断点テナシティを有することができる。該テナシティが余りにも低いとき、糸紡績は困難であり得るし、製織効率および布強度は低下し得る。本紡績糸の線密度は約0.1〜約700デニール(110〜770デシテックス)であることができる。
【0088】
本紡績糸で、ポリエステル複合ステープルファイバーは、紡績糸の総重量を基準として約30重量%〜約100重量%のレベルで存在することができる。本発明の糸が約30重量%未満のポリエステル複合を含むとき、糸は不十分なストレッチおよび回復性を示し得る。複合ステープルファイバーが100重量%より下だが約30重量%より上のレベルで存在するとき、紡績糸は、単成分ポリ(エチレンテレフタレート)、単成分ポリ(トリメチレンテレフタレート)、綿、羊毛、アクリル、およびナイロンステープルファイバーからなる群から選択された第2ステープルファイバーを含むことができ、それは紡績糸の総重量を基準として約1重量%〜約70重量%で存在することができる。任意選択的に、本発明の紡績糸は、同じ群から選択された、そして紡績糸の総重量を基準として約1重量%〜約69重量%で存在する第3ステープルファイバーをさらに含むことができ、第2および第3ステープルファイバーは合わせて、紡績糸の総重量を基準として約1重量%〜約70重量%で存在することができる。
【0089】
ステープルファイバーは、様々な方法によって、例えば均質ブレンディングによってブレンドされてもよい。「均質ブレンディング」は、混合物をカード機に供給する前に開放室(例えば秤量パンホッパ−供給機付き)中で異なるファイバーを重量法でそして十分に混合するか、またはファイバーをカード機で二重供給シュートにおいて混合する方法を意味する。ブレンドされたファイバーは、カーディングしてカードスライバーを形成し、カードスライバーを延伸し、3回以下カードスラーバーを二重にし、再延伸し、延伸されたスラーバーをロービングに変換し、そして例えば約3〜5.5の撚り係数で、ロービングをリング紡績して紡績糸を形成することによってさらに加工される。
【0090】
糸は、リング、オープンエンド、エアジェット、およびボルテックス紡績などの商業的に利用可能な方法によって紡績されてもよい。
【0091】
編および織ストレッチ布を本発明の紡績糸から製造することができる。ストレッチ布例には、丸編、横編、および縦編、ならびに平織、綾織、および繻子織が挙げられる。本紡績糸の高い一様性およびストレッチ特性は典型的には、一様な外観ならびに高いストレッチおよび回復として布に持続され、それらは、ウィッキングする、そしてこうして水分管理を提供する能力と組み合わせて、アパレルにとって非常に望ましい。パンツ、シャツ、スポーツウェア、制服、下着、上着、手袋、および帽子などの衣料品を、本発明の紡績糸を含むストレッチ布から製造することができる。
【0092】
ストレッチ不織布を本発明の複合ステープルファイバーから製造することができる。不織布は、ワイピングクロス、おむつ、病院シート、ナプキン、およびパーソナルケア品目などの使い捨て品目用に使用することができる。不織布はまた、防水加工布用の基材としても、そしてアパレルおよび家具などの様々な他の用途にも使用することができる。
【0093】
(分析方法)
ポリエステルの固有粘度(「IV」)は、19℃で、0.4%濃度で、そしてASTM(米国材料試験協会)D−4603−96に従って、しかし規定された60/40重量%フェノール/1,1,2,2−テトラクロロエタンの代わりに50/50重量%トリフルオロ酢酸/塩化メチレンまたは別の標準溶媒中で、ビスコテック強制流動粘度計モデルY−900(Viscotek Forced Flow Viscometer Model Y−900)で測定した。
【0094】
ファイバーの線密度および引張特性は、線密度についてはASTM方法D1577にならびにテナシティおよび伸びについてはD3822に従ってテクステクノ(Textechno)(独国)製のファビマット(Favimat)機器で測定した。測定を最低25のファイバーに関して行い、平均を報告する。
【0095】
各複合ステープルファイバー・サンプル内で、ファイバーは、実質的に等しい線密度およびポリ(エチレンテレフタレート)対ポリ(トリメチレンテレフタレート)のポリマー比を有した。機械的捲縮を実施例の複合ステープルファイバーに全く加えなかった。
【0096】
仕上げ剤レベルは、ファイバーに関する重量%仕上げ剤として与えられ、トウからカットした複合繊維に関して、メタノールを使用して仕上げ油をファイバーから抽出し、メタノールを蒸発させ、そして次にそのように抽出した仕上げ剤の重量を重量法で測定して得た。重量パーセント仕上げ剤は、次式に示されるように計算した。
【0097】
【数1】
【0098】
特に記載のない限り、複合繊維のトウ捲縮発現およびトウ捲縮指数を測定する以下の方法を実施例で用いた。本明細書に記載される方法は、米国特許公報(特許文献5)で用いられた方法と数値的に同等である。操作効率を向上させるマイナー修正は本明細書に示される。トウ捲縮指数(「CI」)を測定するために、ポリエステル複合トウの1.2メートル・サンプルを秤量し、そのデニールを計算した。トウ線密度は典型的には約40,000〜50,000デニール(44,000〜55,000デシテックス)であった。一つ結びをトウの各端で結んだ。第1クランプを下方結び目に施し、そして少なくとも40mg/デニール(0.035dN/テックス)の重りをトウの上端の結び目に吊すことによって張力を垂直トウ・サンプルにかけ、それを、トウの底端から1.1mに置かれた固定ローラー上に導いた。重りは、ファイバーを破断することなく捲縮をトウから真っ直ぐにするように選択した。このポイントでトウは本質的に真っ直ぐであり、すべてのファイバー捲縮は除去された。次に、第2クランプを、重りを所定の位置に置いたまま第1クランプの上方100cmでトウに施した。次に、トウの上端での重りを取り外し、1.5mg/デニール(0.0013dN/テックス)重りを下方結び目の真下に取り付け、第1クランプを下方結び目から取り除き、サンプルを0.0013dN/テックス重りに抗して収縮させた。第2クランプから下方結び目までの収縮したトウの長さをセンチメートル単位で測定し、Lrと特定した。CIを下式に従って計算した。トウ捲縮発現(「CD」)を測定するために、1.2メートル・サンプルをオーブン中に105℃で5分間−拘束なしに−入れ、次に、測定手順を始める前に少なくとも2分間室温で放冷したことを除いては、同じ手順を実施した。
CIおよびCD(%)=100×(100cm−Lr)/100cm
【0099】
トウをステープルファイバーへ単にカットすることは捲縮に影響を及ぼさないので、ステープルファイバーの捲縮値についての本明細書での言及は、かかるファイバーのトウ前駆体に関して行われた測定を示すことが意図され、理解されるべきである。
【0100】
静電気をコントロールするための適切な仕上げ剤を含有するステープルファイバーのカーディング性は、カードウェブおよびスライバーのコイリングの目視検査によって評価した。外観が一様であり、そしてネップを含まない、かつ、スライバーへの加工中にコイル巻機閉塞が全くないカードウェブを生み出すファイバーは、良好なカーディング性を示すと考えた。これらの判定基準を満たさないファイバーは不満足なカーディング性を有すると考えた。
【0101】
経時パーセント乾燥試験または水平ウィッキング測定としても知られる、パーセント乾燥時間試験は、布比較例に関しておよびスカラップ状楕円形・ポリエステル複合ステープルファイバーを含む紡績糸を含む布サンプルに関して行った。パーセント乾燥時間試験は、自動計算のためのコンピューターに結び付けた天秤、例えば、メトラー天秤リンク(Mettler BalanceLink)3.0プログラムをランするコンピューターに連結されたメトラー(Mettler)天秤AE163を用いて行った。直径2インチ(5.1cm)布の円形サンプルの重量(W布)を得て、記録した。自動分注器を用いて、0.10グラムの水道水を天秤上に置き、その正確な重量(WH2O)を記録した。円形布サンプルを直ちに中心付近上方に合わせ、次に水の上に置き、布と水との総重量(W総)をその時(時間=ゼロ分)、およびその後2分毎に次の30分間に記録した。所与の時間についてのパーセント乾燥結果は、次式に従って計算した。
%乾燥=100−[(W総−W布)/WH2O]×100
表中のパーセント乾燥時間試験結果は、最も近い整数に丸めたものである。
【0102】
実施例での紡績糸の全ボイルオフ収縮(「B.O.S.」)を測定するために、糸を標準かせ巻取機で25ラップのかせにした。サンプルを巻取機にピンと張って保持しながら、10インチ(25.4cm)長さ(「L0」)を染色マーカーでサンプル上にマークした。かせを巻取機から取り外し、沸騰水中に1分間拘束なしに入れ、水から取り出し、室温で乾燥させた。乾燥かせを平らに置き、染色マーク間の距離を再び測定した(「Lbo」)。全ボイルオフ収縮は、次式から計算した。
全B.O.S(%)=100×(L0−Lbo)/L0
【0103】
全ボイルオフ収縮試験を受けた同じサンプルを用いて、紡績糸の「真の」収縮を、200mg/デニール(0.18dN/テックス)負荷をかけ、伸ばされた長さを測定し、ボイルオフ前と伸ばされたボイルオフ後長さとの間のパーセント差を計算することによって測定した。サンプルの真の収縮は一般に約5%未満であった。真の収縮は全ボイルオフ収縮のマイナー部分を構成するにすぎないので、後者が本明細書では紡績糸のストレッチ−回復特性の信頼できる尺度として用いられる。より高い全ボイルオフ収縮は、望ましくもより高いストレッチ−回復に相当する。
【0104】
糸番手は、紡績糸の線密度を記載するために一般に用いられる用語である。「CC」または「Ne」とも言われる用語「英国式綿番手」は、1ポンドの重さがある、一巻き、すなわち、840ヤードの数を意味する。
【0105】
紡績糸のそれらの長さに沿った一様性は、一様性1−B試験機(ゼルウィガー・ウスター社(Zellweger Uster Corp.)によって製造された)で測定し、百分率単位での変動係数(Coefficient of Variation)(「CV」)として報告した。この試験では、糸を400ヤード/分(366m/分)で2.5分間試験機に供給し、その間糸の質量をおおよそ8mm毎に測定した。得られたデータの標準偏差を計算し、100倍し、被試験糸の平均質量で割ってパーセントCVに達した。一様性1−B試験機はまた、糸の1000ヤード当たりの太い領域、細い領域、およびネップの数の平均数カウントを測定した。糸中の太い領域は、平均質量より少なくとも50%大きい質量を有する場所である。糸中の細い領域は、平均質量より少なくとも50%小さい質量を有する場所である。ネップは、平均質量より少なくとも200%多い質量を有する糸中の場所である。
【0106】
紡績糸引張特性は、テンソジェット(Tensojet)(同様にゼルウィガー・ウスター社によって製造された)を用いて測定した。テナシティはcN/テックスとして報告する。
【0107】
糸品質係数は、次式に示されるように計算した。
糸品質係数=([A+B+C]×D)/E
式中、
Aは、糸の1000ヤード当たりの太い領域の数であり、
Bは、糸の1000ヤード当たりの細い領域の数であり、
Cは、糸の1000ヤード当たりのネップの数であり、
Dは、百分率単位での糸質量の変動係数(「CV」)であり、
それぞれがウスター一様性1−B試験機で測定される通りであり、
Eは、cN/デックス単位での糸の破断点テナシティである。
【0108】
各布の3サンプルを10cm直径ダイでダイパンチする。各切り取った布サンプルをグラム単位で秤量し、3サンプルについての結果を平均する。「布重量」を次に平方メートル当たりのグラム(g/m2)として計算し、それを33.91で割ることによって平方ヤード当たりのオンス(オンス/平方ヤード)に変換する。
【0109】
布を、ストレッチの方向での規定の負荷(すなわち、力)下にパーセント伸び(利用可能な布ストレッチ)について評価する。寸法60cm×6.5cmの3サンプルを布からカットする。長い寸法(60cm)がストレッチ方向に相当する。サンプルを、それぞれが幅5.0cmであり、そして試験される方向に布の布目に平行であるように解く。サンプルを次に、20℃(±2℃)および65%(±2%)相対湿度で少なくとも16時間順化させる。
【0110】
第1標線を、サンプル端から6.5cmのところに各サンプルの幅を横切って付ける。第2標線を、第1標線から50.0cmのところにサンプル幅を横切って付ける。第2標線からサンプルの他端までの過剰の布を用いて金属ピンを挿入することができるループを形成し、縫い合わせる。重りを金属ピンに取り付けることができるようにV字型刻み目を次にループに切り込む。
【0111】
サンプル非ループ端をクランプで固定し、布サンプルを垂直に吊す。30ニュートン(N)重り(6.75LB)を垂れ下がる布ループによって金属ピンに取り付け、その結果布サンプルは重りによってストレッチされる。サンプルを、3秒間重りによってそれをストレッチさせ、次に重りを持ち上げることにより力を手動で解除することによって「運動させる」。これを3回行う。重りを次に自由に垂れ下がらせ、こうして布サンプルをストレッチする。2つの標線間のミリメートル単位での距離を、布が負荷下にあるままで測定し、この距離をMLと称する。標線間の元の距離(すなわち、未ストレッチ距離)をGLと称する。それぞれの個々のサンプルについてのパーセント布伸びを次の通り計算する。
%伸び(E%)=((ML−GL)/GL)×100
【0112】
3つの伸び結果を最終結果のために平均する。
【0113】
ストレッチング後に、ふくらみ(回復されないストレッチ)なしの布は、ストレッチング前のその元の長さに正確に回復するであろう。しかしながら、典型的には、ストレッチ布は完全には回復しないだろうし、伸ばされたストレッチング後にわずかにより長いだろう。長さのこのわずかな増加は「ふくらみ」と称される。
【0114】
上記の布伸び試験は、ふくらみ試験前に完了しなければならない。布のストレッチ方向のみを試験する。双方向ストレッチ布については両方向を試験する。それぞれ55.0cm×6.0cmの3サンプルを布からカットする。これらは、伸び試験に使用されるものとは異なるサンプルである。55.0cm方向がストレッチ方向に相当するべきである。サンプルを、それぞれが幅5.0cmであり、そして試験される方向に布の布目に平行であるように解く。サンプルを上記の伸び試験でのような温度および湿度で順化させる。正確に50cm離れた2標線を、サンプルの幅を横切って引く。
【0115】
伸び試験からの既知の伸びパーセント(E%)を用いてこの既知伸びの80%でのサンプルの長さを計算する。これは、
80%でのE(長さ)=(E%/100)×0.80×L
(ここで、Lは標線間の元の長さ(すなわち、50.0cm)である)
として計算する。サンプルの両端をクランプで固定し、サンプルを、標線間の長さがL+上で計算されるようなE(長さ)に等しくなるまでストレッチする。このストレッチを30分間維持し、その時間後にストレッチング力を解除し、サンプルを自由に垂れ下がらせ、リラックスさせる。60分後にパーセントふくらみを
%ふくらみ=(L2×100)/L
(ここで、L2はリラクゼーション後のサンプル標線間長さの増加であり、Lは標線間の元の長さである)
として測定する。このパーセントふくらみを各サンプルについて測定し、結果を平均してふくらみ数を求める。
【0116】
丸編布を、ストレッチの方向に規定の負荷下にうねまたはコース方向にパーセント・ストレッチについて評価する。寸法1.25インチ(3.2センチメートル)×12インチ(30.5センチメートル)の2サンプルを編布からカットする。長い寸法(12インチ、30.5センチメートル)は、1サンプルについてはコース方向に、他方についてはうね方向に相当する。サンプルを、クランプ間の未ストレッチ布の長さが27.5センチメートルにセットされるように各端にクランプ付きで垂直に吊す。クランプの1つは所定の位置に固定するが、他方は布を引き伸ばすためにトラック上を移動することができる。6.75ポンド(30ニュートン)重りを移動可能なクランプに吊し、伸ばされた布の長さをセンチメートル単位で測定する。測定方向でのパーセント・ストレッチを、27.5で割った、伸ばされた布長さとして与え、百分率に変換する。
【0117】
表中、「Comp.」は比較例を示し、「B.O.S.」はボイルオフ収縮を意味し、「Ne」は綿番手(英国式)を意味し、「nm」は「測定されていない」を示し、「CV」は、ウスター一様性1−B試験機によって測定されるような質量の変動係数を意味し、「T10」は10%伸びでの複合繊維のテナシティを意味し、「レットダウン比」は、引張ロール速度対最終延伸ロール速度の比を意味し、そして「bico.」は複合を意味する。「太い領域」は、糸の1000ヤード当たりの平均質量より少なくとも50%大きい質量を有する場所の数を意味し、「細い領域」は、糸の1000ヤード当たりの平均質量より少なくとも50%小さい質量を有する場所の数を意味する。「ネップ」は、糸の1000ヤード当たりの平均質量より少なくとも200%多い質量を有する場所の数を意味する。報告される太い領域、細い領域、およびネップの数は、ウスター一様性1−B試験機によって測定される通りである。「フィリング」はよこ糸を意味する。
【実施例】
【0118】
以下の実施例は、本発明およびその使用可能性を実証する。本発明は他のそして異なる実施形態であることができ、その幾つかの詳細は、本発明の範囲および精神から逸脱することなく、様々な明らかな点で修正版であることができる。従って、実施例は本来例示的であると見なされるべきであり、限定的であると見なされるべきではない。
【0119】
比較例の幾つかに使用する単成分ポリ(エチレンテレフタレート)ステープルファイバーは、本願特許出願人から商業的に入手可能である、T−729Wであった。このファイバーは、セミダル光沢、フィラメント当たり1.4デニール(dpf)、および1.5インチ(3.8cm)のカット長の、4チャンネル・スカラップ状楕円形断面を有する。断面のアスペクト比は2.0であると考えられる。
【0120】
表1は、本文に記載されないスカラップ状楕円形複合繊維製造条件を含有する。表2は、本文に記載されないスカラップ状楕円形複合繊維特性を含有する。
【0121】
(実施例1)
ポリ(エチレンテレフタレート)の連続複合フィラメント(インターコンチネンタル・ポリマーズ社(Intercontinental Polymers,Inc.)製のT211、0.56dl/gのIV)と、0.94dl/gのIVを有するソロナ(Sorona)(登録商標)銘柄ポリ(トリメチレンテレフタレート)(ソロナ(登録商標)はイー・アイ・デュポン・ドゥ・ヌムール・アンド・カンパニー(E.I.Du Pont de Nemours and Company)の登録商標である)とを、50/50重量比で計量ポンプによって272℃で運転されるブロックからエッチングされた計測プレートを備えた複合紡糸パックへ押し出し、それは紡糸口金キャピラリーのカウンターボアの真上でポリマー流れを一緒にした。微粒子TiO2の艶消剤を0.1〜0.4重量%のレベルで両ポリマーに添加した。ポリマーを288穴紡糸口金から紡糸し、その中でキャピラリーは深さ0.38mmであり、それぞれの長い側面(最大幅0.14mm)の中央でおよび端(最大幅0.11mm)上で外に向かう三角形の隆起と共に長さ0.58mmのスロットである断面を有した。ポリマー界面は、生じたスカラップ状楕円形断面ファイバーの主軸に実質的に垂直であった。
【0122】
紡糸したばかりのファイバーを、約10〜14の質量比(空気/ポリマー)で加えられる空気のクロスフローで冷却し、紡糸仕上げ剤を0.1重量%で、計量接触塗布機で塗布し、4チャンネル・スカラップ状楕円形・ファイバーを1000m/分でボビンに巻き上げた。ファイバーのアスペクト比は約2.57であると測定された(図1を参照されたい)。溝比は約1.3:1であると測定された。
【0123】
複数のボビンからのファイバーを、おおよそ50,000デシテックスのトウへ組み合わせ、50m/分の最終速度で、それぞれ、2.69および1.28の第1および第2延伸比を用いて2段階で延伸した。第1延伸は水浴中35℃で、第2延伸は90℃で熱水スプレー下に行った。延伸したトウを150℃で熱処理し、希仕上げオイル/水スプレー(ファイバー上0.20重量%)で30℃より下に冷却し、最終延伸ロールより遅い速度で運転される引張ロールに通した。トウを室温で乾燥させ、1.5インチ(3.8cm)ステープル長さにカットした。
【0124】
(実施例2)
ポリエステル複合ステープルファイバーを、以下の相違ありで実施例1に記載したように製造した。ポリマーを、図6に示すような、そして次の寸法:1.34mm長さ×中心ピークで0.45mm幅、および端で0.34mm幅を有する紡糸口金から紡糸した。ポリ(エチレンテレフタレート)IVは0.56であり、ポリ(トリメチレンテレフタレート)IVは0.98であった。延伸比はそれぞれ、2.71および1.28であった。ファイバー断面は、約1.97の測定アスペクト比の8チャンネル・スカラップ状楕円形であった。溝比は約1.2:1であると測定された。
【0125】
(実施例3)
ポリエステル複合ステープルファイバーを、以下の相違ありで、実施例1に記載したように製造した。2チャンネル・スカラップ状楕円形・ファイバーを、キャピラリーが深さ0.25mmであり、そして0.18mm直径の丸い端の0.36mm長さのスロットである断面を有する288穴紡糸口金からポリ(エチレンテレフタレート)/ポリ(トリメチレンテレフタレート)の60/40重量比で押し出した。ポリ(エチレンテレフタレート)IVは0.56であり、ポリ(トリメチレンテレフタレート)IVは0.98であり、第1延伸比は2.75であった。ファイバーは約2.2の測定アスペクトおよびより小さい外側隆起を基準として約1.8:1の測定溝比を有した。
【0126】
(比較例1)
ポリエステル複合ステープルファイバーを、以下の相違ありで、実施例1に記載したように製造した。断面の主軸に平行なポリマー界面のスカラップ状楕円形・ファイバー(図2を参照されたい)を、本質的に図5に示すような構造のオリフィスを通して紡糸した。オリフィスを、所望の界面配向を与えるように配置した。ポリ(トリメチレンテレフタレート)IVは0.98であり、第1延伸比は2.71であり、レットダウン比は0.85であった。ファイバーのアスペクト比は約2.2であると測定され、溝比は約1.3:1であると測定された。
【0127】
【表1】
【0128】
【表2】
【0129】
表2のデータは、断面主軸に垂直のポリマー界面を有するスカラップ状楕円形・ファイバーが良好なカーディング性を発揮することを示す。これは、断面主軸に平行なポリマー界面を有する、本発明のものではない比較スカラップ状楕円形・ファイバーとは対照的である。比較ファイバーは不満足なカーディング性を示した。
【0130】
実施例1〜3、比較例1で製造したポリエステル複合ステープルファイバー・サンプル、または商業的に入手可能な単成分ポリ(エチレンテレフタレート)ステープルファイバーを含む紡績糸を製造した。特に記載のない限り、綿は、4.3の平均マイクロネア(ファイバー当たり約1.5デニール、ファイバー当たり91.7デシテックス)のスタンダード・ストリクト・ロー・ミッドランド・イースタン・バラエティ(Standard Strict Low Midland Eastern Variety)であった。複合ステープルを密にブレンドして糸を製造した。綿とポリエステル複合ステープルファイバーとを、両方を二重供給シュート・フィーダーへロードすることによってブレンドし、それは標準織物カード機に供給した。特に記載のない限り、各糸中の複合ポリエステルステープルの量は、ファイバーの重量を基準として60重量%であった。生じたカードスライバーは70グレイン/ヤード(約49,500デシテックス)であった。特に記載のない限り、スライバーの6エンドを、2または3パス(各パス前にスライバー・エンドの適切な再結合ありで)のそれぞれで一緒に6.5×延伸して60グレイン/ヤード(約42,500デシテックス)の延伸スライバーを与え、それを次にロービングに変換した。ロービング工程での全延伸は9.9×であった。特に記載のない限り、ロービングを、1.35のバックドラフトおよび20の全延伸を用いてソーコ−ローウェル(Saco−Lowell)型枠でリング紡績して3.8の撚り係数およびインチ当たり17.8回転(センチメートル当たり7.0回転)を有する22/1綿番手(270デシテックス)紡績糸を与えた。100%綿をそのように加工したとき、生じた紡績糸は5%の全ボイルオフ収縮を有した。紡績糸特性を表3に与える。
【0131】
【表3】
【0132】
表3のデータは、本発明のスカラップ状楕円形・ファイバーを含む紡績糸が、高いボイルオフ収縮値によって証明されるように良好なテナシティ、および優れたストレッチ−回復性を有することを示す。本発明のスカラップ状楕円形・ファイバーを含む紡績糸はまた、糸品質係数、%CV、ならびに太い領域、細い領域、およびネップの低い頻度によって分かるように、高い一様性を有する。断面主軸に平行なポリマー界面を有するスカラップ状楕円形・ファイバーを含む、比較例2の紡績糸もまた、本発明のステープルファイバーを含む紡績糸のそれらに匹敵するテナシティおよびストレッチ−回復性を有する。しかしながら、比較例2の糸質は、実施例4〜7の紡績糸と比べて、より高い%CV、太い領域、細い領域、およびネップの著しくより高い頻度、ならびにより高い糸品質係数によって証明されるように、著しく劣る。商業的に入手可能なスカラップ状楕円形単成分ポリ(エチレンテレフタレート)ステープルファイバーを含む、比較例3および4の紡績糸は、最良の糸質および最高のテナシティを有するが、非常に低いボイルオフ収縮値によって示されるようにストレッチ−回復性を本質的に全く持たないことが分かる。
【0133】
綾織(3×1)および平織(1×1)布を表4に示すように製造した。丸編布を表5に示すように製造した。織布および編布特性をそれぞれ、表6Aおよび6Bに報告する。布サンプルのそれぞれについて、本発明のまたは比較ファイバーの紡績糸をよこ(フィル)糸または編糸として使用し、100%綿またはブレンドしたステープル紡績糸をたて糸として使用した。たて糸を、巻返し前にサイジングした。サイジングは、PVAサイジング剤を使用してスジキ(Suziki)シングルエンド・サイジング機で行った。
【0134】
織布を500ピック/分の織機速度でドニール(Donier)エアジェット織機で織った。各織布サンプルを、水中160°F(71℃)で30秒間、次に180°F(82℃)で30秒間、次に202°F(94℃)で30秒間こすり洗いすることによって処理した。次に、各布を、標準酵素法を用いて脱サイジングした。布を次に従来手順に従って染色した。100%ポリエステル織布は、260°F(127℃)で30分間、分散染料で染色した。ポリエステル/綿織布は分散染料で染色し、次にさらに従来手順を用いて沸騰で30分間直接染色した。布を次に後こすり洗いし、軟化剤および親水剤で処理し、次に乾燥するまで約20℃で風乾させた。次に、織布を350°F(177℃)で80秒間ヒートセットした。ヒートセッティング中、布を、それらの染色幅でまたはそれよりわずかに下で幅出機に取り付けた。
【0135】
編布をシングルジャージ構成で編んだ。用いた機械は、モナーク・ニッティング・マシーナリー・コーポレーション(米国ノースカロライナ州モンロー)(Monarch Knitting Machinery Corporation(Monroe,North Carolina,USA))によって製造された42フィード、26インチ(66センチメートル、cm)直径、2232ニードル付き丸編機であった。生機形態にあるときに、編布を細長く切り、平らに置いた。この段階でのすべての布のフルオープン幅は68インチ(173cm)であった。一連のマークを、うね方向およびコース方向の両方に50cmだけ離して布の中央に付けた。すべての布を先ず、標準染色手順に従って266°F(130℃)で20分間分散染色した。実施例13および比較例11の布を次にさらに185°F(85℃)で60分間直接染色した。すべての布を次に後こすり洗いし、次に親水性軟化剤でリンスした。布を、染色後に測定された布の幅より4%小さいに等しい幅で幅出機に取り付けることにより350°F(177℃)で80秒間ヒートセットして任意の追加収縮を可能にした。4%値は、得られる布収縮の量を最大にするための例示目的のためである。これらのマーク間の距離を、最終ヒートセッティング工程が完了した後に再測定した。当該数字をパーセント収縮として表5に報告する。
【0136】
【表4】
【0137】
【表5】
【0138】
【表6】
【0139】
【表7】
【0140】
表6Aのデータは、織布実施例8、9、11、および12が望ましいパーセント・ストレッチ値および望ましい低パーセントふくらみを有することを示す。ふくらみはどれだけ多くのストレッチが回復できないかの尺度であるので、低いふくらみは、通常の洗濯および着用サイクル中の織られた衣料品の安定性にとって重要である。加えて、これらの布は、それらがパーセント乾燥時間試験で14分において少なくとも62パーセント乾燥しているのに十分なウィッキングを示す。
【0141】
表6Bのデータは、丸編布について、コース方向のストレッチがニット構成を反映してそれらのすべてについて非常に似ていることを示す。それぞれ、100%の本発明のスカラップ状楕円形・ファイバー、および100%の本発明のスカラップ状楕円形・ファイバーと綿との60/40ブレンドを含む丸編布であった、実施例10および13についてのうね方向のストレッチは、それぞれ、100%の単成分ポリ(エチレンテレフタレート)、および100%の単成分ポリ(エチレンテレフタレート)と綿との60/40ブレンドを含む丸編布であった布比較例8および11についてより大幅に高い(それぞれ、54%および73.8%)。本発明のファイバーを含む布についてのうね方向でのより高いパーセント・ストレッチ結果は、表5のパーセント収縮結果と一致する。データは、丸編布サンプルがすべてコース方向にほぼ同じパーセント収縮を有すること、および本発明のファイバーを含む編物がうね方向に著しくより高い(37%および33%)パーセント収縮を有することを示す。本発明のスカラップ状楕円形・ステープルファイバーを含む丸編布についてのより高いうね方向パーセント・ストレッチおよびより高いうね方向パーセント収縮結果は、本発明の複合ステープルファイバーの高いストレッチ−回復性を反映している。布実施例10および13はまた、それらがパーセント乾燥時間試験で14分において少なくとも62パーセント乾燥しているのに十分なウィッキングを実証した。
【0142】
断面主軸に平行なポリマー界面を有するスカラップ状楕円形・ファイバーを含む、比較例5の布を、不満足な糸質に起因する表面粗さにもかかわらず、パーセント乾燥時間試験によるウィッキングについて評価した。かかるファイバーの初期ウィッキング速度は米国特許公報(特許文献2)に、該参照特許に記載された試験方法を用いて、それぞれ平方メートル当たり約190グラム(平方ヤード当たり5.60オンス)坪量の、そして34連続フィラメントの専ら約70デニール(78デシテックス)ファイバーを含むこすり洗いしたシングルジャージ丸編布に関して測定されるように、少なくとも3.5cm/分であると開示されている。比較例5の布は、望ましい高いパーセント・ストレッチ(22.3%)を、しかしパーセント乾燥時間試験による比較的低いウィッキング(14分で47%乾燥、18分で61%乾燥)だけでなく、望ましくないことにも高いパーセントふくらみ(3.8%)を実証した。比較例6〜11の布は、パーセント乾燥時間方法による良好なウィッキングおよび非常に低いパーセントふくらみを、しかしまた所望のパーセント・ストレッチよりはるかに少ないものを示した。
【0143】
丸編布サンプルについての経時パーセント乾燥結果を表7に与える。綾織布サンプルについての経時パーセント乾燥結果を表8に与える。平織布サンプルについての経時パーセント乾燥結果を表9に与える。
【0144】
【表8】
【0145】
【表9】
【0146】
【表10】
【0147】
表7のデータは、丸編布サンプルについての経時パーセント乾燥結果を示す。ポリエステル複合/綿ブレンドまたは単成分ポリ(エチレンテレフタレート)/綿ブレンドを含む布サンプル(それぞれ、実施例13および比較例11)は、所与の時間でより低いパーセント乾燥結果を示し、100%の4チャンネル・スカラップ状楕円形・ポリエステル複合繊維を含む布(実施例10)または100%の単成分ポリ(エチレンテレフタレート)ファイバーを含む布が示すより不満足なウィッキング特性を示した。平方ヤード当たり7.93オンス(平方メートル当たり269グラム)の完成品坪量を有する、そして100重量パーセントのスカラップ状楕円形複合ポリエステルファイバーを含む、丸編布実施例10は、布が14分で約80%乾燥するのに十分なウィッキングを実証した。該布は18分で約96%乾燥した。平方ヤード当たり7.49オンス(平方メートル当たり254グラム)の完成品坪量を有する、そして60重量パーセント・スカラップ状楕円形複合ポリエステルファイバーと40重量パーセント綿とを含む紡績糸を含む、布実施例13は、布が14分で約62%乾燥するのに十分なウィッキングを実証した。該布は18分で約77%乾燥した。
【0148】
表8のデータは、綾織布サンプルについての経時パーセント乾燥結果を示す。残りが綿である、それぞれ、28.7および17.2重量パーセントの4チャンネル・スカラップ状楕円形・ポリエステル複合繊維を含む、布サンプル8および11は、布が14分で約62%乾燥するのに十分なウィッキングを示した。該布はそれぞれ、18分で約78%および約77パーセント乾燥した。該布の完成品坪量はそれぞれ、平方ヤード当たり6.40オンス(平方メートル当たり217グラム)および平方ヤード当たり6.09オンス(平方メートル当たり206グラム)であった。
【0149】
表9のデータは、それらのすべてが綿と単成分ポリ(エチレンテレフタレート)とを含有する、平織布サンプルについての経時パーセント乾燥結果を示す。布実施例9および12はまた、4チャンネル・スカラップ状楕円形・ポリエステル複合繊維を含んだ。布サンプル9および12は、布が14分でそれぞれ、約70%および約74%乾燥するのに十分なウィッキングを発揮した。該布は18分で、それぞれ、約85%および約91パーセント乾燥した。完成品坪量は、実施例9については平方ヤード当たり6.63オンス(平方メートル当たり225グラム)であり、実施例12については平方ヤード当たり4.74オンス(平方メートル当たり161グラム)であった。
【0150】
表2〜9のデータは、本発明のスカラップ状楕円形・ポリエステル複合繊維が、良好なストレッチおよび回復、低いパーセントふくらみ、ならびに良好なウィッキング特性の布だけでなく、高いボイルオフ収縮(およびそれ故高いストレッチ−回復性)ならびに高い一様性を有する紡績糸を与えることができるストレッチおよび回復の組み合わせ、良好なウィッキング、ならびに良好なカーディング特性を有することを示す。
【0151】
比較目的のために、100パーセント綿および水のみについての経時パーセント乾燥結果を表10に与える。
【0152】
【表11】
【0153】
表10のデータは、100%綿丸編布についてのおよびいかなる布とも接触していない蒸発する水についてのウィッキング結果を示す。100%綿丸編布について、経時パーセント乾燥結果は、綿/ポリエステルブレンドまたは100%ポリエステル布について上の表に報告されるものより著しく低い。水のみのケースについては、経時パーセント乾燥結果は、蒸発した水の量に関するものであり、水蒸発速度が布によるウィッキングの便益なしでは著しくより遅かったことを示す。
【0154】
本明細書に記載された本発明の多くの修正および他の実施形態が、前述の説明および関連図に提示される教示の便益を受ける、本発明に関係する当業者に思い浮かぶであろう。それ故、本発明が開示される具体的な実施形態に限定されないこと、ならびに修正および他の実施形態が添付の特許請求の範囲内に包含されるよう意図されることは理解されるべきである。
【図面の簡単な説明】
【0155】
【図1】ポリ(エチレンテレフタレート)とポリ(トリメチレンテレフタレート)とを含み、そしてポリマー界面が主軸に垂直である4チャンネル・スカラップ状楕円形断面を有する本発明の複合繊維の実施形態の顕微鏡写真の画像(1000×倍率)である。
【図2】ポリマー界面が主軸に平行であるスカラップ状楕円形断面を有するポリ(エチレンテレフタレート)とポリ(トリメチレンテレフタレート)とを含む複合繊維の顕微鏡写真の画像(1000×倍率)である。
【図3A】本発明の複合繊維の実施形態の理想的な断面のグラフィック描画である。
【図3B】本発明の複合繊維の実施形態の理想的な断面のグラフィック描画である。
【図3C】本発明の複合繊維の実施形態の理想的な断面のグラフィック描画である。
【図4A】本発明のファイバーの実施形態の断面寸法を示すグラフィック描画である。
【図4B】本発明のファイバーの実施形態の断面寸法を示すグラフィック描画である。
【図5】4チャンネル・スカラップ状楕円形断面のファイバーを紡糸するための典型的な紡糸口金オリフィスを示す図である。
【図6】8チャンネル・スカラップ状楕円形断面のファイバーを紡糸するための典型的な紡糸口金オリフィスを示す図である。
【技術分野】
【0001】
本発明は、スカラップ状楕円形断面を有するポリエステル複合ステープルファイバーに、およびかかるポリエステル複合ステープルファイバーと綿とを含む紡績糸に関する。より具体的には、本発明は、ポリ(トリメチレンテレフタレート)と、ポリ(エチレンテレフタレート)、ポリ(トリメチレンテレフタレート)およびポリ(テトラメチレンテレフタレート)よりなる群から選択されるポリマーまたはかかるメンバーの組み合わせの少なくとも1種とを含むサイド−バイ−サイドまたは偏心した鞘−芯ポリエステル複合ステープルファイバーであって、ストレッチおよび回復、良好なウィッキング、ならびに良好なカーディング特性を有する複合ステープルファイバーに関する。本発明はまた、高いストレッチおよび回復性を有する、そしてスカラップ状楕円形断面複合繊維を含む高一様性紡績糸に関する。加えて、本発明は、かかる複合ステープルファイバーを含む紡績糸から製造された布に関する。
【背景技術】
【0002】
ポリエステル複合繊維は一般に公知である。ポリ(エチレンテレフタレート)とポリ(トリメチレンテレフタレート)とを含むポリエステル複合繊維は、例えば、米国特許公報(特許文献1)に開示されている。スカラップ状楕円形断面を有するポリエステル複合繊維は、例えば、米国特許公報(特許文献2)に開示されている。ポリエステル繊維と綿とを含む糸は、米国特許公報(特許文献3)、(特許文献4)に、および米国特許公報(特許文献5)に開示されている。しかしながら、かかる複合繊維は、綿ステープルと組み合わせられたときに不満足な品質糸を提供し得る。良好なストレッチおよび回復、良好なウィッキング、ならびに良好なカーディング性特性の繊維は、かかる繊維を含む糸および布が着心地の良さおよび水分管理のために近年のアパレルにとって望まれるので、依然として捜し求められている。
【0003】
【特許文献1】米国特許第3,671,379号明細書
【特許文献2】米国特許第6,656,586号明細書
【特許文献3】米国特許第6,413,631号明細書
【特許文献4】特開2002−115149号公報
【特許文献5】米国特許出願公開第2003/0159423 A1号明細書
【発明の開示】
【課題を解決するための手段】
【0004】
本発明は、ポリ(トリメチレンテレフタレート)と、ポリ(エチレンテレフタレート)、ポリ(トリメチレンテレフタレート)およびポリ(テトラメチレンテレフタレート)よりなる群から選択されるポリマーまたはかかるメンバーの組み合わせの少なくとも1種とを含むポリエステル複合ステープルファイバーであって、約2:1〜約5:1のアスペクト比a:bを有し、「a」はファイバー断面主軸長さであり、「b」はファイバー断面副軸長さであるスカラップ状楕円形断面形状と、主軸に実質的に垂直なポリマー界面と、サイド−バイ−サイドおよび偏心した鞘−芯からなる群から選択された断面構造と、複数の縦溝と、約1.05:1〜約1.9:1の溝比とを有する複合ステープルファイバーを提供する。
【0005】
本発明はまた、ポリ(エチレンテレフタレート)とポリ(トリメチレンテレフタレート)とを含むポリエステル複合ステープルファイバーであって、約2.2:1〜約3.5:1のアスペクト比a:bを有し、「a」はファイバー断面主軸長さであり、「b」はファイバー断面副軸長さであるスカラップ状楕円形断面形状と、主軸に実質的に垂直なポリマー界面と、サイド−バイ−サイドおよび偏心した鞘−芯からなる群から選択された断面構造と、複数の縦溝と、約1.1:1〜約1.5:1の溝比と、10%伸びにおいて約1.0cN/デシテックス(dtex)〜約3.5cN/デシテックスのテナシティとを有する複合ステープルファイバーを提供する。
【0006】
本発明はまた、第1ステープルファイバーと第2ステープルファイバーとを含むポリエステル複合ステープルファイバー混合物であって、第1および第2ステープルファイバーがそれぞれポリ(トリメチレンテレフタレート)と、ポリ(エチレンテレフタレート)、ポリ(トリメチレンテレフタレート)およびポリ(テトラメチレンテレフタレート)よりなる群から選択されるポリマーまたはかかるメンバーの組み合わせの少なくとも1種とを含み、第1複合ステープルファイバーが、約2:1〜約5:1のアスペクト比a:bを有し、「a」はファイバー断面主軸長さであり、「b」はファイバー断面副軸長さであるスカラップ状楕円形断面形状と、主軸に実質的に垂直なポリマー界面と、サイド−バイ−サイドおよび偏心した鞘−芯からなる群から選択された断面構造と、複数の縦溝と、約1.05:1〜約1.9:1の溝比とを有し;第2ステープルファイバーが、サイド−バイ−サイドおよび偏心した鞘−芯からなる群から選択された断面構造と、実質的に楕円形およびスカラップ状楕円形からなる群から選択された断面形状とを有するポリエステル複合ステープルファイバー混合物であり、そして、ポリエステル複合ステープルファイバーが任意選択的に少なくとも1種のポリエステル複合ステープルファイバーをさらに含む複合ステープルファイバー混合物を提供する。
【0007】
本発明はさらに、綿と本発明のポリエステル複合ステープルファイバーとを含む紡績糸であって、約14〜約60の綿番手および約0.1〜約500の品質係数(quality factor)を有する紡績糸を提供する。
【0008】
本発明はさらに、綿と本発明のポリエステル複合ステープルファイバー混合物とを含む紡績糸であって、約14〜約60の綿番手および約0.1〜約500の品質係数を有する紡績糸を提供する。
【0009】
本発明はまた、本発明の紡績糸を含む布を提供する。
【0010】
本発明はまた、本発明のポリエステル複合ステープルファイバーまたはポリエステル複合ステープルファイバー混合物を含み、ウィッキングを有する布であって、ウィッキングは、この布がパーセント乾燥時間試験で14分において少なくとも60パーセント乾燥しているのに十分なウィッキングであり、布は、平方ヤード当たり約3.0オンス(平方メートル当たり102グラム)〜平方ヤード当たり約8.5オンス(平方メートル当たり288グラム)の完成品坪量を有する布を提供する。
【0011】
本発明はまた、本発明の布を含む衣料品を提供する。
【0012】
本発明はまた、本発明のステープルファイバーを含む不織布を提供する。
【発明を実施するための最良の形態】
【0013】
ポリ(トリメチレンテレフタレート)を含み、そしてスカラップ状楕円形断面形状と断面の主軸に実質的に垂直なポリマー界面とを有するポリエステル複合ステープルファイバーが高いボイルオフ収縮と意外に高い一様性とを有する紡績糸を与えることが分かった。高いボイルオフ収縮は、糸が高いストレッチおよび回復性を有することを示唆し、それは近年の布にとって望ましい。高い糸一様性は一様な布外観を提供し、それは一般に望ましい品質である。ポリエステル複合ステープルファイバーは、100重量パーセント(重量%)の複合繊維を含む紡績糸を含む丸編布がパーセント乾燥時間試験で14分において少なくとも70パーセント乾燥しているのに十分なウィッキングを有する。ファイバーのウィッキング特性は、水分管理特性を糸に、およびそれを含む布に提供することができ、それは次に、高まった着心地の良さを着用者に提供することができる。
【0014】
本明細書で用いるところでは、「複合繊維」は、同じ一般的クラスの2つのポリマーがサイド−バイ−サイドまたは偏心した鞘−芯断面構造を有するステープルファイバーを意味し、捲縮ファイバーおよびまだ実現されていない潜在的な捲縮ありのファイバーの両方を含む。
【0015】
本明細書で用いるところでは、「サイド−バイ−サイド」は、複合繊維の2つの成分が互いに直接隣接していること、そしてどちらか一方の成分のマイナー部分以下が他方の成分の凹面部分内にあることを意味する。「偏心した鞘−芯」は、2つの成分のうちの1つが他の成分を完全に取り囲んでいること、しかし2つの成分が共軸ではないことを意味する。
【0016】
本明細書で用いるところでは、「アスペクト比」は、ファイバー断面の主軸の長さ(a)対ファイバー断面の副軸の長さ(b)の比を意味する。アスペクト比はa:bとして表されてもよい。
【0017】
本明細書で用いるところでは、「溝比」は、ファイバー断面の溝間の平均距離で割られた溝付きファイバー断面の、中心からとられた、最外隆起の表面間の平均距離を意味する。
【0018】
本明細書で用いるところでは、「ポリマー界面」は、複合繊維の2つのポリマー間の境界を意味する。
【0019】
本明細書で用いるところでは、「主軸に実質的に垂直な」は、その意味内に断面副軸と一致するまたはそれに平行なを含み、ファイバーの表面に特に明らかに隣接しているかもしれない断面副軸と平行からの逸脱を排除しない。
【0020】
本発明の一実施形態は、ポリ(トリメチレンテレフタレート)と、ポリ(エチレンテレフタレート)、ポリ(トリメチレンテレフタレート)およびポリ(テトラメチレンテレフタレート)よりなる群から選択されるポリマーまたはかかるメンバーの組み合わせの少なくとも1種とを含むポリエステル複合ステープルファイバーであって、約2:1〜約5:1のアスペクト比a:bを有し、「a」はファイバー断面主軸長さであり、「b」はファイバー断面副軸長さであるスカラップ状楕円形断面形状と、断面の主軸に実質的に垂直なポリマー界面と、サイド−バイ−サイドおよび偏心した鞘−芯からなる群から選択された断面構造と、複数の縦溝と、約1.05:1〜約1.9:1の溝比とを有する複合ステープルファイバーである。
【0021】
別の実施形態は、アスペクト比a:bが約2.2:1〜約3.5:1であり、そして溝比が約1.1:1〜約1.5:1である本発明のステープルファイバーである。
【0022】
別の実施形態は、10%伸びにおいて約1.0cN/デシテックス〜約3.5cN/デシテックスのテナシティを有する本発明のステープルファイバーである。
【0023】
別の実施形態は、100重量%の複合繊維を含む紡績糸を含む丸編布がパーセント乾燥時間試験で14分において少なくとも70パーセント乾燥しているのに十分なウィッキングを有する本発明のステープルファイバーである。
【0024】
別の実施形態は、約25%〜約55%のトウ捲縮発現(tow crimp development)値および約10%〜約25%のトウ捲縮指数(tow crimp index)値を有する本発明のステープルファイバーである。
【0025】
別の実施形態は、ポリ(トリメチレンテレフタレート)対ポリ(エチレンテレフタレート)、ポリ(トリメチレンテレフタレート)およびポリ(テトラメチレンテレフタレート)よりなる群から選択されるポリマーまたはかかるメンバーの組み合わせの少なくとも1種の少なくとも約30:70かつ約70:30以下の重量比を有する本発明のステープルファイバーである。
【0026】
別の実施形態は、4チャンネル断面形状を有する、本発明のステープルファイバーである。
【0027】
別の実施形態は、2チャンネル断面形状を有する、本発明のステープルファイバーである。
【0028】
別の実施形態は、ポリ(エチレンテレフタレート)とポリ(トリメチレンテレフタレート)とを含む、本発明のステープルファイバーである。
【0029】
別の実施形態は、ポリ(トリメチレンテレフタレート)とポリ(トリメチレンテレフタレート)とを含む、本発明のステープルファイバーである。
【0030】
本発明の別の実施形態は、ポリ(エチレンテレフタレート)とポリ(トリメチレンテレフタレート)とを含むポリエステル複合ステープルファイバーであって、約2.2:1〜約3.5:1のアスペクト比a:bを有し、「a」はファイバー断面主軸長さであり、「b」はファイバー断面副軸長さであるスカラップ状楕円形断面形状と、断面の主軸に実質的に垂直なポリマー界面と、サイド−バイ−サイドおよび偏心した鞘−芯からなる群から選択された断面構造と、複数の縦溝と、約1.1:1〜約1.5:1の溝比と、10%伸びにおいて約1.0cN/デシテックス〜約3.5cN/デシテックスのテナシティとを有する複合ステープルファイバーである。
【0031】
さらに別の実施形態は、綿と本発明のステープルファイバーとを含む紡績糸であって、約14〜約60の綿番手および約0.1〜約500の品質係数を有する紡績糸である。
【0032】
別の実施形態は、約20%〜約45%の全ボイルオフ収縮を有する、本発明の紡績糸である。
【0033】
別の実施形態は、約13%〜約20%の質量の変動係数を有する本発明の紡績糸である。
【0034】
別の実施形態は、複合ステープルファイバーが4チャンネル断面形状を有する、本発明の紡績糸である。
【0035】
別の実施形態は、複合ステープルファイバーが2チャンネル断面形状を有する、本発明の紡績糸である。
【0036】
別の実施形態は、複合ステープルファイバーが紡績糸の総重量を基準として約30重量パーセント〜約100重量パーセントのレベルで存在する、本発明の紡績糸である。
【0037】
別の実施形態は、約30重量パーセント〜約69重量パーセントのポリ(エチレンテレフタレート)単成分ステープルファイバーをさらに含む、本発明の紡績糸である。
【0038】
別の実施形態は、複合ステープルファイバーがポリ(エチレンテレフタレート)とポリ(トリメチレンテレフタレート)とを含む、本発明の紡績糸である。
【0039】
別の実施形態は、複合ステープルファイバーがポリ(トリメチレンテレフタレート)とポリ(トリメチレンテレフタレート)とを含む、本発明の紡績糸である。
【0040】
本発明の別の実施形態は、綿とポリ(エチレンテレフタレート)およびポリ(トリメチレンテレフタレート)を含むポリエステル複合ステープルファイバーとを含み、複合ステープルファイバーが、約2.2:1〜約3.5:1のアスペクト比a:bを有し、「a」はファイバー断面主軸長さであり、「b」はファイバー断面副軸長さであるスカラップ状楕円形断面形状と、断面の主軸に実質的に垂直なポリマー界面と、サイド−バイ−サイドおよび偏心した鞘−芯からなる群から選択された断面構造と、複数の縦溝と、約1.1:1〜約1.5:1の溝比と、10%伸びにおいて約1.0cN/デシテックス〜約3.5cN/デシテックスのテナシティとを有する紡績糸であって、約14〜約60の綿番手および約0.1〜約500の品質係数を有する紡績糸である。
【0041】
さらに別の実施形態は、本発明の紡績糸を含む布である。
【0042】
別の実施形態は、本発明のステープルファイバーを含み、ウィッキングを有する布であって、ウィッキングは布がパーセント乾燥時間試験で14分において少なくとも60パーセント乾燥しているのに十分なウィッキングであり、布は平方ヤード当たり約3.0オンス(平方メートル当たり102グラム)〜平方ヤード当たり約8.5オンス(平方メートル当たり288グラム)の完成品坪量を有する布である。
【0043】
別の実施形態は、完成品坪量が平方ヤード当たり約6.0オンス(平方メートル当たり203グラム)〜平方ヤード当たり約8.0オンス(平方メートル当たり271グラム)である、本発明の布である。
【0044】
別の実施形態は、ポリ(エチレンテレフタレート)とポリ(トリメチレンテレフタレート)とを含むポリエステル複合ステープルファイバーを含み、複合ステープルファイバーが、約2.2:1〜約3.5:1のアスペクト比a:bを有し、「a」はファイバー断面主軸長さであり、「b」はファイバー断面副軸長さであるスカラップ状楕円形断面形状と、断面の主軸に実質的に垂直なポリマー界面と、サイド−バイ−サイドおよび偏心した鞘−芯からなる群から選択された断面構造と、複数の縦溝と、約1.1:1〜約1.5:1の溝比と、10%伸びにおいて約1.0cN/デシテックス〜約3.5cN/デシテックスのテナシティとを有する本発明の布であって、平方ヤード当たり約3.0オンス(平方メートル当たり102グラム)〜平方ヤード当たり約8.5オンス(平方メートル当たり288グラム)の完成品坪量を有する布である。
【0045】
別の実施形態は、完成品坪量が平方ヤード当たり約6.0オンス(平方メートル当たり203グラム)〜平方ヤード当たり約8.0オンス(平方メートル当たり271グラム)である、本発明の布である。
【0046】
本発明のさらに別の実施形態は、第1ステープルファイバーと第2ステープルファイバーとを含む複合ステープルファイバー混合物であって、前記第1および前記第2ステープルファイバーがそれぞれポリ(トリメチレンテレフタレート)と、ポリ(エチレンテレフタレート)、ポリ(トリメチレンテレフタレート)およびポリ(テトラメチレンテレフタレート)よりなる群から選択されるポリマーまたはかかるメンバーの組み合わせの少なくとも1種とを含み、前記第1複合ステープルファイバーが、約2:1〜約5:1のアスペクト比a:bを有し、「a」はファイバー断面主軸長さであり、「b」はファイバー断面副軸長さであるスカラップ状楕円形断面形状と、主軸に実質的に垂直なポリマー界面と、サイド−バイ−サイドおよび偏心した鞘−芯からなる群から選択された断面構造と、複数の縦溝と、約1.05:1〜約1.9:1の溝比とを有し、第2ステープルファイバーが、サイド−バイ−サイドおよび偏心した鞘−芯からなる群から選択された断面構造と、実質的に楕円形およびスカラップ状楕円形からなる群から選択された断面形状とを有するポリエステル複合ステープルファイバー混合物であって、かつ、複合ステープルファイバー混合物が、任意選択的に少なくとも1種のポリエステル複合ステープルファイバーをさらに含む複合ステープルファイバー混合物である。
【0047】
さらに別の実施形態は、綿と本発明のステープルファイバー混合物とを含む紡績糸であって、約14〜約60の綿番手および約0.1〜約500の品質係数を有する紡績糸である。
【0048】
別の実施形態は、綿と本発明のステープルファイバー混合物とを含む紡績糸であって、約20%〜約45%の全ボイルオフ収縮を有する紡績糸である。
【0049】
別の実施形態は、綿と本発明のステープルファイバー混合物とを含む紡績糸であって、約13%〜約20%の質量の変動係数を有する紡績糸である。
【0050】
別の実施形態は、綿と本発明のステープルファイバー混合物とを含む紡績糸であって、複合ステープルファイバー混合物が紡績糸の総重量を基準として約30重量パーセント〜約100重量パーセントのレベルで存在する紡績糸である。
【0051】
別の実施形態は、綿と本発明のステープルファイバー混合物とを含む紡績糸であって、約30重量パーセント〜約69重量パーセントのポリ(エチレンテレフタレート)単成分ステープルファイバーをさらに含む紡績糸である。
【0052】
別の実施形態は、綿と本発明のステープルファイバー混合物とを含む紡績糸であって、複合ステープルファイバー混合物がポリ(エチレンテレフタレート)とポリ(トリメチレンテレフタレート)とを含む紡績糸である。
【0053】
さらに別の実施形態は、綿と本発明のポリエステル複合ステープルファイバー混合物とを含む紡績糸を含む布であって、紡績糸が約14〜約60の綿番手および約0.1〜約500の品質係数を有する布である。
【0054】
別の実施形態は、綿と本発明のポリエステル複合ステープルファイバー混合物とを含む紡績糸を含む布であって、複合ステープルファイバー混合物が紡績糸の総重量を基準として約30重量パーセント〜約100重量パーセントのレベルで存在する布である。
【0055】
別の実施形態は、綿と本発明のステープルファイバー混合物とを含む紡績糸を含む布であって、紡績糸が約30重量パーセント〜約69重量パーセントのポリ(エチレンテレフタレート)単成分ステープルファイバーをさらに含む布である。
【0056】
別の実施形態は、綿と本発明のステープルファイバー混合物とを含む紡績糸を含む布であって、複合ステープルファイバー混合物がポリ(エチレンテレフタレート)とポリ(トリメチレンテレフタレート)とを含む布である。
【0057】
別の実施形態は、本発明のステープルファイバー混合物を含み、ウィッキングを有する布であって、ウィッキングは、この布がパーセント乾燥時間試験で14分において少なくとも60パーセント乾燥しているのに十分なウィッキングであり、布は、平方ヤード当たり約3.0オンス(平方メートル当たり102グラム)〜平方ヤード当たり約8.5オンス(平方メートル当たり288グラム)の完成品坪量を有する布である。
【0058】
別の実施形態は、本発明の複合ステープルファイバー混合物を含み、ウィッキングを有する布であって、ウィッキングは、この布がパーセント乾燥時間試験で14分において少なくとも60パーセント乾燥しているのに十分なウィッキングであり、布は平方ヤード当たり約6.0オンス(平方メートル当たり203グラム)〜平方ヤード当たり約8.0オンス(平方メートル当たり271グラム)の完成品坪量を有する布である。
【0059】
さらに別の実施形態は、本発明の布を含む衣料品である。
【0060】
別の実施形態は、本発明のステープルファイバーを含む不織布である。
【0061】
本発明のポリエステル複合ステープルファイバーは、ポリ(トリメチレンテレフタレート)と、ポリ(エチレンテレフタレート)、ポリ(トリメチレンテレフタレート)およびポリ(テトラメチレンテレフタレート)よりなる群から選択されるポリマーまたはかかるメンバーの組み合わせの少なくとも1種とを含む。本ファイバーは実質的に楕円形の断面形状を有し、それの表面に複数の縦溝を有する。かかる繊維は、例えば図3に示されるタイプの「スカラップ状楕円形」断面を有すると考えることができる。内部隆起の平均隆起角、すなわち断面表面に接した、そして内部隆起のそれぞれの各面上で湾曲の変曲点(フラットサイドの溝付きファイバーで、溝の「最も深い」部分)に置かれた2線間の平均角度qは、少なくとも約30°であることができる。断面表面の2接線は、その角度が測定されつつある隆起と同じファイバーのサイドで交差するはずである。2つのかかる溝を有するファイバーは、「2チャンネル」と称することができ、4つのかかる溝を有するファイバーは「4チャンネル」、6つの溝は「6チャンネル」、8つの溝は「8チャンネル」などと称することができる。
【0062】
ファイバー断面の「スカラップ状」周辺を提供する縦溝を有することに加えて、本発明のファイバーは、約2:1〜約5:1、例えば約2.1:1〜約3.9:1、または約2.2:1〜約3.5:1のアスペクト比a:bの実質的に楕円形の断面形状を有する。アスペクト比が余りにも高いかまたは余りにも低いとき、ファイバーは望ましくない輝きおよび低い染色収率を示し得るし、該ファイバーを含む紡績糸は不満足な品質および不十分な一様性のものであり得る。
【0063】
ファイバー断面の溝比は少なくとも約0.75:1、例えば少なくとも約1.05:1、または約1.1:1、または約1.5:1、および約1.9:1以下であってもよい。溝比が余りにも低いとき、ファイバーは不十分なウィッキングを提供するかもしれず、それが余りにも高いとき、ファイバーは余りにも容易に引き裂かれるかもしれない。
【0064】
本発明のポリエステル複合ステープルファイバーは、ファイバー断面の主軸に実質的に垂直であるポリマー界面を2つのポリエステルの間に有する。本ポリマー界面は実質的に直線状かまたは曲線状であることができる。
【0065】
本発明のポリエステル複合ステープルファイバーは、ポリ(トリメチレンテレフタレート)と、ポリ(エチレンテレフタレート)、ポリ(トリメチレンテレフタレート)およびポリ(テトラメチレンテレフタレート)よりなる群から選択されるポリマーまたはかかるメンバーの組み合わせの少なくとも1種とを約30:70〜約70:30の重量比で含む。異なる組み合わせもまた可能であるが、ポリマーは、例えば、ポリ(エチレンテレフタレート)およびポリ(トリメチレンテレフタレート)、ポリ(トリメチレンテレフタレート)およびポリ(テトラメチレンテレフタレート)、または例えば異なる固有粘度のポリ(トリメチレンテレフタレート)およびポリ(トリメチレンテレフタレート)であってもよい。あるいはまた、組成物は類似の、任意選択的にまた異なる粘度の、例えばポリ(トリメチレンテレフタレート)ホモポリエステルおよびポリ(トリメチレンテレフタレート)コポリエステルであることができる。ポリ(エチレンテレフタレート)およびポリ(テトラメチレンテレフタレート)などの他のポリエステル二成分組み合わせ、または例えば異なる固有粘度のポリ(エチレンテレフタレート)およびポリ(エチレンテレフタレート)、もしくはポリ(エチレンテレフタレート)ホモポリエステルおよびポリ(エチレンテレフタレート)コポリエステルの組み合わせもまた可能である。
【0066】
本発明のファイバーを構成するポリエステルの1つまたは両方はコポリエステルであることができ、「ポリ(エチレンテレフタレート)」、「ポリ(トリメチレンテレフタレート)」、および「ポリ(テトラメチレンテレフタレート)」は、それらの意味内にかかるコポリエステルを含む。例えば、コポリエステルを製造するために使用されたコモノマーが、4〜12個の炭素原子を有する線状、環式、および分岐の脂肪族ジカルボン酸(例えばブタン二酸、ペンタン二酸、ヘキサン二酸、ドデカン二酸および1,4−シクロヘキサンジカルボン酸);テレフタル酸以外のそして8〜12個の炭素原子を有する芳香族ジカルボン酸(例えばイソフタル酸および2,6−ナフタレンジカルボン酸);3〜8個の炭素原子を有する線状、環式、および分岐の脂肪族ジオール(例えば1,3−プロパンジオール、1,2−プロパンジオール、1,4−ブタンジオール、3−メチル−1,5−ペンタンジオール、2,2−ジメチル−1,3−プロパンジオール、2−メチル−1,3−プロパンジオール、および1,4−シクロヘキサンジオール);ならびに4〜10個の炭素原子を有する脂肪族および芳香脂肪族エーテルグリコール(例えば、ヒドロキノンビス(2−ヒドロキシエチル)エーテル、またはジエチレンエーテルグリコールをはじめとする、約460より下の分子量を有するポリ(エチレンエーテル)グリコール)からなる群から選択されるコポリ(エチレンテレフタレート)を使用することができる。コモノマーは、それが本発明の便益を損なわない程度まで、例えば全ポリマー原料を基準として約0.5〜15モルパーセントのレベルで存在することができる。イソフタル酸、ペンタン二酸、ヘキサン二酸、1,3−プロパンジオール、および1,4−ブタンジオールが好ましいコモノマーである。
【0067】
コポリエステルはまた、マイナー量の他のコモノマーを使って、かかるコモノマーがファイバーの物理的特性に悪影響を及ぼさないという条件で製造することもできる。かかる他のコモノマーには、5−スルホイソフタル酸ナトリウム、3−(2−スルホエチル)ヘキサン二酸のナトリウム塩、およびそれらのジアルキルエステルが含まれ、それらは、全ポリエステルを基準として約0.2〜4モルパーセントで組み入れることができる。酸染色性を向上させるために、コポリエステルはまた、高分子第二級アミン添加物、例えばポリ(6,6’−イミノ−ビスヘキサメチレンテレフタルアミド)およびそれのヘキサメチレンジアミンとのコポリアミド、例えばそれらのリン酸および亜リン酸塩と混合することもできる。少量の、例えば1kgのポリマー当たり約1〜6ミリ当量の3または4官能性コモノマー、例えばトリメリット酸(それの前駆体を含む)またはペンタエリスリトールを粘度調整のために組み入れることができる。
【0068】
本発明のファイバーはまた、帯電防止剤、酸化防止剤、抗菌剤、防炎剤、染料、光安定剤、および二酸化チタンなどの艶消剤のような通常の添加剤を、それらが本発明の便益を損なわないという条件で含むこともできる。
【0069】
ファイバーが延伸され、熱処理された後、複合繊維に、例えばそれをステープルにカットする前にトウに仕上げ剤を塗布することが有利である。仕上げ剤は、0.05〜0.30%(総重量パーセント)のレベルで塗布することができる。仕上げ剤は、1)アルキルもしくは分岐ホスフェートエステルのブレンド、または2)相当するホスフェート酸のカリウム、カルシウム、もしくはナトリウム塩、あるいは任意の割合でのそれらの2クラスのブレンドを含むことができ、それらのそれぞれは脂肪族セグメント中に6〜24個の全炭素原子を含有することができる。仕上げ剤はまた、ポリ(エチレンオキシド)および/またはポリ(プロピレンオキシド)を含有することもでき、またはかかるポリエーテルの短鎖セグメントはラウリン酸などの脂肪酸にエステル化によって、またはソルビトール、グリセロール、ヒマシ油、ココナッツ油などのようなアルコールにエーテル結合によって結合させることができる。かかる化合物はまたアミン基を含むことができる。仕上げ剤はまた、マイナー量(例えば10%未満)のシリコーンまたはフルオロケミカルズなどの機能性添加物を含有することもできる。仕上げ剤は、約18個の炭素を含有する一酸および二酸のカリウム塩と、12〜18個の炭素原子を含有するn−アルキルアルコールのポリエーテルのブレンドとの反応によって製造された4〜10個のエチレンオキシドセグメントを含有するエトキシル化ポリエーテルとのブレンドを含有することができる。
【0070】
ステープルファイバーのトウ前駆体での複合繊維の捲縮が取り消される、すなわちファイバーの捲縮をずらすように処理されることは不必要である。同様に、複合ステープルトウは、それから製造されたステープルが良好な加工性および有用な特性を発揮するために機械的捲縮を必要としない。
【0071】
複合繊維は、約15%〜約50%、例えば約15%〜約35%、または例えば約15%〜約25%、または約15%〜約20%の破断伸びを有することができる。
【0072】
本複合ステープルファイバーは、約25%〜約55%のトウ発現(「CD」)値および約10%〜約25%の捲縮指数(「CI」)値を有することができる。CDが約25%より低いとき、該ファイバーを含む紡績糸は典型的には余りにも小さい全ボイルオフ収縮を有してそれから製造された布に良好な回復を生み出すことができない。CI値が低いとき、機械的捲縮が満足できるカーディングおよび紡績のために必要であり得る。CI値が高いとき、複合ステープルは余りにも多くの捲縮を有して容易にカーディングすることができず、紡績糸の一様性は不十分であり得る。CIが許容される値の範囲中でより低いとき、ポリエステル複合ステープルファイバーのより高い割合を、カーディング性および糸一様性を損なうことなく用いることができる。CIが許容される値の範囲中でより高いとき、複合ステープルのより低い割合を、全ボイルオフ収縮を損なうことなく使用することができる。
【0073】
本複合ステープルファイバーは、任意の好適な長さのものであることができる。複合ステープルファイバーが余りにも短い場合、カーディングすることが困難であり得る。それが余りにも長い場合、綿システム装置で紡績することが困難であり得る。従って、長さは典型的には、カーディングにとって十分であり、そして一方また綿システム装置で紡績可能なものである。好適な複合ステープルファイバー長さの例は約1.3cm〜約5.5cmである。綿は約2〜約4cmの長さを有することができる。本複合繊維は約0.7デシテックス〜約3.0デシテックス、例えば約0.9デシテックス〜約2.5デシテックスの線密度を有することができる。本複合ステープルが約3.0デシテックスより上の線密度を有するとき、糸はハードな手触りを有することができ、綿とブレンドすることが困難であり得る。それが約0.7デシテックスより下の線密度を有するとき、カーディングすることが困難であり得る。
【0074】
本複合ステープルファイバーの破断点テナシティは、カーディング中に破損を回避するのに十分であるが、本ファイバーを含む布の望ましくない毛羽立ちを引き起こすほど高くない必要がある。破断点テナシティは、例えば約3.2〜約5.0cN/デシテックスであることができる。10%伸びでのテナシティ(T10)は、複合ステープルファイバーの良好なカーディングを可能にするのに十分である、例えば約1.0cN/デシテックス〜約3.5cN/デシテックス、または例えば約1.8〜3.0cN/デシテックスである必要がある。1ポリエステル対他のポリエステルの重量比は、約30:70〜約70:30、例えば約40:60〜約60:40、または例えば約50:50であることができる。
【0075】
本複合ステープルファイバーは1つのスカラップ状楕円形断面形状を含むことができるか、または本複合ステープルファイバーは、形状の少なくとも1つがスカラップ状楕円形断面を有する、2つ以上の断面形状の混合物を含むことができる。例えば、本複合ステープルファイバーは、4チャンネル・スカラップ状楕円形断面形状を有するステープルファイバーと、溝なしの実質的に楕円形の断面形状を有するステープルファイバーとの混合物であってもよい。あるいはまた、例えば、本複合ステープルファイバーは、4チャンネル・スカラップ状楕円形断面形状を有するステープルファイバーと、6チャンネル・スカラップ状楕円形断面形状を有するステープルファイバーとの混合物であってもよい。追加の例として、本複合ステープルファイバーは、幾つかが4チャンネル形状を有し、幾つかが6チャンネル形状を有し、そして幾つかが8チャンネル形状を有する、ステープルファイバーの混合物であってもよい。断面形状の混合物は、異なる断面形状のステープルファイバーを物理的に混合することによって得られてもよい。あるいはまた、混合物は、例えば幾つかのキャピラリーが4チャンネル形状を提供し、そして幾つかが6チャンネル形状を提供する混合形状キャピラリーから複合繊維を紡糸することによって得られてもよい。断面形状の混合物はまた、2つの異なる形状の紡糸口金を用いること、およびトウ・バンドを一緒にブレンドすることによって得られてもよい。
【0076】
ポリ(エチレンテレフタレート)は約0.50〜0.65dl/gの固有粘度(IV)を有することができる。ポリ(トリメチレンテレフタレート)は約0.8〜1.2dl/gの固有粘度を有することができる。ポリ(テトラメチレンテレフタレート)は約0.6〜1.1dl/gの固有粘度を有することができると考えられる。
【0077】
水分をウィッキングするファイバーまたは布の能力は、水分を乾燥した区域に分配する、こうして湿った表面積を増加させる能力である。増加した表面積は、水分のより速い蒸発および布のより速い乾燥を可能にする。向上したウィッキングを有するファイバーおよび布は一般に、より大きな着心地の良さを与えると着用者によって認識される。本発明のスカラップ状楕円形複合繊維のウィッキングは、本ステープルファイバーを含み、そして平方ヤード当たり約3.0オンス(オンス/平方ヤード)(平方メートル当たり102グラム、g/m2)〜約8.5オンス/平方ヤード(288g/m2)の完成品坪量を有する布がパーセント乾燥時間試験で14分において少なくとも60%乾燥しているのに十分なものである。本発明のスカラップ状楕円形複合繊維のウィッキングは、約7.9オンス/平方ヤード(268g/m2)の完成品坪量の、そして100重量%の本発明の約1.5デニール(約1.65デシテックス)ポリエステル複合ステープルファイバーを含む22Ne紡績糸を含む、こすり洗いされたシングルジャージ丸編布がパーセント乾燥時間試験で14分において少なくとも約70%乾燥していることができるのに十分なものである。本明細書で用いるところでは、用語「良好なウィッキング」は先行記述に定義されている。典型的には、より低い布坪量は、水分ウィッキングを増加させ、布乾燥時間を減らすことができる。布中の非一様性または欠陥は、水分ウィッキングに影響を及ぼし、そしてパーセント乾燥時間試験結果に影響を及ぼし得る。
【0078】
図1は、実施例1に従って製造されたファイバーの顕微鏡写真の画像である。ポリマー界面は断面主軸に実質的に垂直である。ファイバー断面の幾つかの不鮮明な輪郭は、ファイバーをカットするために用いられた方法の所産であると考えられる。
【0079】
図2は、比較例1に従って製造されたファイバーの顕微鏡写真の画像である。
【0080】
図3Aは、繊維断面の主軸に実質的に垂直なポリマー界面を有する理想的な2チャンネル複合繊維のグラフィック描画を示す。実際の2チャンネル複合繊維は、ポリマー界面に沿って非対称であることができる、すなわち、2チャンネル・ファイバーは、ポリマー界面の1面に他面より多くのファイバー断面積ありで不均等に見えるかもしれない。図3Bは、断面主軸に実質的に垂直なポリマー界面を有する理想的な4チャンネル複合繊維のグラフィック描画を示す。図3Cは、断面主軸に実質的に垂直なポリマー界面を有する理想的な6チャンネル複合繊維のグラフィック描画を示す。
【0081】
図4Aは、本発明のファイバーの理想的な断面を示し、ここで「a」は断面の主軸の長さを表し、「b」は断面の副軸の長さを表す。図4Bは、本発明のファイバーの断面を示し、ここで「d1」および「d2」は中心からとられた、ファイバーの最外隆起間の距離を表し、「c1」および「c2」はファイバーの溝間の距離を表す。図4Bはまた、断面表面に接した、そして内部隆起のそれぞれの各面上で湾曲の変曲点に置かれた2線によってそれぞれ形成される角度qを示す。実施例でのファイバーの断面アスペクト比および溝比は、ファイバー断面の顕微鏡写真から測定された。図4Aについて言及すると、4チャンネル・ファイバーのアスペクト比はa/bとして計算された。図4Bについて言及すると、4チャンネル・ファイバーの溝比は(d1/c1+d2/c2)/2として計算された。ポリマー界面にわたって対称ではないスカラップ状楕円形断面、例えば幾つかの2チャンネル・ファイバーの溝比は、より小さい隆起を用いて計算された。
【0082】
図5は、4チャンネル・スカラップ状楕円形断面のファイバーを紡糸するための典型的な紡糸口金オリフィスを示す。図6は、8チャンネル・スカラップ状楕円形断面のファイバーを紡糸するための典型的な紡糸口金オリフィスを示す。
【0083】
本スカラップ状楕円形複合繊維は、当該技術で公知の、例えば米国特許公報(特許文献2)に開示されているような、オリフィスが所望の界面配向を与えるように配置された、紡糸パックから紡糸することができる。
【0084】
本発明の紡績糸は、約8〜約60、例えば約14〜約60、または約16〜約40の綿番手を有し、綿ならびにポリ(トリメチレンテレフタレート)と、ポリ(エチレンテレフタレート)、ポリ(トリメチレンテレフタレート)およびポリ(テトラメチレンテレフタレート)よりなる群から選択されるポリマーまたはかかるメンバーの組み合わせの少なくとも1種とを含むポリエステル複合ステープルファイバーを含む。本紡績糸は、1000メートル当たり約1〜約70の細い領域、例えば1000メートル当たり約15〜約50の細い領域を有することができる。本紡績糸は、1000メートル当たり約1〜約400、例えば約40〜約320の太い領域、および1000メートル当たり約1〜約200、例えば約10〜約175のネップを有することができる。本紡績糸は、約20%〜約45%、例えば約30%〜約45%の全ボイルオフ収縮を有することができる。全ボイルオフ収縮が約20%未満である場合、糸のストレッチおよび回復性は、糸が布へ織られるまたは編まれるときに余りにも低い。
【0085】
糸品質係数は糸質の非常に有用な尺度であり、それは細い領域、太い領域、ネップの数、質量の変動係数、および糸強度から計算することができる。本紡績糸は、約0.1〜約800、例えば約0.1〜約510、または約0.1〜約200の糸品質係数を有することができる。品質係数が余りにも高いとき、糸は不十分に一様であり得る。
【0086】
紡績糸の一様性を記載するための別の方法は、一様性1−B試験機(Uniformity 1−B Tester)で測定されるような変動係数の観点からである。本発明の紡績糸は、約13%〜約20%、例えば約15%〜約17%の質量の変動係数を有することができる。
【0087】
本発明の紡績糸は、本発明のポリエステル複合ステープルファイバーを、単純スカラップ状楕円形断面形状としてか、少なくとも1つのスカラップ状楕円形断面形状を有するポリエステル複合ステープルファイバー混合物としてかのどちらかで含む。本紡績糸は約10〜約20cN/テックス(tex)の破断点テナシティを有することができる。該テナシティが余りにも低いとき、糸紡績は困難であり得るし、製織効率および布強度は低下し得る。本紡績糸の線密度は約0.1〜約700デニール(110〜770デシテックス)であることができる。
【0088】
本紡績糸で、ポリエステル複合ステープルファイバーは、紡績糸の総重量を基準として約30重量%〜約100重量%のレベルで存在することができる。本発明の糸が約30重量%未満のポリエステル複合を含むとき、糸は不十分なストレッチおよび回復性を示し得る。複合ステープルファイバーが100重量%より下だが約30重量%より上のレベルで存在するとき、紡績糸は、単成分ポリ(エチレンテレフタレート)、単成分ポリ(トリメチレンテレフタレート)、綿、羊毛、アクリル、およびナイロンステープルファイバーからなる群から選択された第2ステープルファイバーを含むことができ、それは紡績糸の総重量を基準として約1重量%〜約70重量%で存在することができる。任意選択的に、本発明の紡績糸は、同じ群から選択された、そして紡績糸の総重量を基準として約1重量%〜約69重量%で存在する第3ステープルファイバーをさらに含むことができ、第2および第3ステープルファイバーは合わせて、紡績糸の総重量を基準として約1重量%〜約70重量%で存在することができる。
【0089】
ステープルファイバーは、様々な方法によって、例えば均質ブレンディングによってブレンドされてもよい。「均質ブレンディング」は、混合物をカード機に供給する前に開放室(例えば秤量パンホッパ−供給機付き)中で異なるファイバーを重量法でそして十分に混合するか、またはファイバーをカード機で二重供給シュートにおいて混合する方法を意味する。ブレンドされたファイバーは、カーディングしてカードスライバーを形成し、カードスライバーを延伸し、3回以下カードスラーバーを二重にし、再延伸し、延伸されたスラーバーをロービングに変換し、そして例えば約3〜5.5の撚り係数で、ロービングをリング紡績して紡績糸を形成することによってさらに加工される。
【0090】
糸は、リング、オープンエンド、エアジェット、およびボルテックス紡績などの商業的に利用可能な方法によって紡績されてもよい。
【0091】
編および織ストレッチ布を本発明の紡績糸から製造することができる。ストレッチ布例には、丸編、横編、および縦編、ならびに平織、綾織、および繻子織が挙げられる。本紡績糸の高い一様性およびストレッチ特性は典型的には、一様な外観ならびに高いストレッチおよび回復として布に持続され、それらは、ウィッキングする、そしてこうして水分管理を提供する能力と組み合わせて、アパレルにとって非常に望ましい。パンツ、シャツ、スポーツウェア、制服、下着、上着、手袋、および帽子などの衣料品を、本発明の紡績糸を含むストレッチ布から製造することができる。
【0092】
ストレッチ不織布を本発明の複合ステープルファイバーから製造することができる。不織布は、ワイピングクロス、おむつ、病院シート、ナプキン、およびパーソナルケア品目などの使い捨て品目用に使用することができる。不織布はまた、防水加工布用の基材としても、そしてアパレルおよび家具などの様々な他の用途にも使用することができる。
【0093】
(分析方法)
ポリエステルの固有粘度(「IV」)は、19℃で、0.4%濃度で、そしてASTM(米国材料試験協会)D−4603−96に従って、しかし規定された60/40重量%フェノール/1,1,2,2−テトラクロロエタンの代わりに50/50重量%トリフルオロ酢酸/塩化メチレンまたは別の標準溶媒中で、ビスコテック強制流動粘度計モデルY−900(Viscotek Forced Flow Viscometer Model Y−900)で測定した。
【0094】
ファイバーの線密度および引張特性は、線密度についてはASTM方法D1577にならびにテナシティおよび伸びについてはD3822に従ってテクステクノ(Textechno)(独国)製のファビマット(Favimat)機器で測定した。測定を最低25のファイバーに関して行い、平均を報告する。
【0095】
各複合ステープルファイバー・サンプル内で、ファイバーは、実質的に等しい線密度およびポリ(エチレンテレフタレート)対ポリ(トリメチレンテレフタレート)のポリマー比を有した。機械的捲縮を実施例の複合ステープルファイバーに全く加えなかった。
【0096】
仕上げ剤レベルは、ファイバーに関する重量%仕上げ剤として与えられ、トウからカットした複合繊維に関して、メタノールを使用して仕上げ油をファイバーから抽出し、メタノールを蒸発させ、そして次にそのように抽出した仕上げ剤の重量を重量法で測定して得た。重量パーセント仕上げ剤は、次式に示されるように計算した。
【0097】
【数1】
【0098】
特に記載のない限り、複合繊維のトウ捲縮発現およびトウ捲縮指数を測定する以下の方法を実施例で用いた。本明細書に記載される方法は、米国特許公報(特許文献5)で用いられた方法と数値的に同等である。操作効率を向上させるマイナー修正は本明細書に示される。トウ捲縮指数(「CI」)を測定するために、ポリエステル複合トウの1.2メートル・サンプルを秤量し、そのデニールを計算した。トウ線密度は典型的には約40,000〜50,000デニール(44,000〜55,000デシテックス)であった。一つ結びをトウの各端で結んだ。第1クランプを下方結び目に施し、そして少なくとも40mg/デニール(0.035dN/テックス)の重りをトウの上端の結び目に吊すことによって張力を垂直トウ・サンプルにかけ、それを、トウの底端から1.1mに置かれた固定ローラー上に導いた。重りは、ファイバーを破断することなく捲縮をトウから真っ直ぐにするように選択した。このポイントでトウは本質的に真っ直ぐであり、すべてのファイバー捲縮は除去された。次に、第2クランプを、重りを所定の位置に置いたまま第1クランプの上方100cmでトウに施した。次に、トウの上端での重りを取り外し、1.5mg/デニール(0.0013dN/テックス)重りを下方結び目の真下に取り付け、第1クランプを下方結び目から取り除き、サンプルを0.0013dN/テックス重りに抗して収縮させた。第2クランプから下方結び目までの収縮したトウの長さをセンチメートル単位で測定し、Lrと特定した。CIを下式に従って計算した。トウ捲縮発現(「CD」)を測定するために、1.2メートル・サンプルをオーブン中に105℃で5分間−拘束なしに−入れ、次に、測定手順を始める前に少なくとも2分間室温で放冷したことを除いては、同じ手順を実施した。
CIおよびCD(%)=100×(100cm−Lr)/100cm
【0099】
トウをステープルファイバーへ単にカットすることは捲縮に影響を及ぼさないので、ステープルファイバーの捲縮値についての本明細書での言及は、かかるファイバーのトウ前駆体に関して行われた測定を示すことが意図され、理解されるべきである。
【0100】
静電気をコントロールするための適切な仕上げ剤を含有するステープルファイバーのカーディング性は、カードウェブおよびスライバーのコイリングの目視検査によって評価した。外観が一様であり、そしてネップを含まない、かつ、スライバーへの加工中にコイル巻機閉塞が全くないカードウェブを生み出すファイバーは、良好なカーディング性を示すと考えた。これらの判定基準を満たさないファイバーは不満足なカーディング性を有すると考えた。
【0101】
経時パーセント乾燥試験または水平ウィッキング測定としても知られる、パーセント乾燥時間試験は、布比較例に関しておよびスカラップ状楕円形・ポリエステル複合ステープルファイバーを含む紡績糸を含む布サンプルに関して行った。パーセント乾燥時間試験は、自動計算のためのコンピューターに結び付けた天秤、例えば、メトラー天秤リンク(Mettler BalanceLink)3.0プログラムをランするコンピューターに連結されたメトラー(Mettler)天秤AE163を用いて行った。直径2インチ(5.1cm)布の円形サンプルの重量(W布)を得て、記録した。自動分注器を用いて、0.10グラムの水道水を天秤上に置き、その正確な重量(WH2O)を記録した。円形布サンプルを直ちに中心付近上方に合わせ、次に水の上に置き、布と水との総重量(W総)をその時(時間=ゼロ分)、およびその後2分毎に次の30分間に記録した。所与の時間についてのパーセント乾燥結果は、次式に従って計算した。
%乾燥=100−[(W総−W布)/WH2O]×100
表中のパーセント乾燥時間試験結果は、最も近い整数に丸めたものである。
【0102】
実施例での紡績糸の全ボイルオフ収縮(「B.O.S.」)を測定するために、糸を標準かせ巻取機で25ラップのかせにした。サンプルを巻取機にピンと張って保持しながら、10インチ(25.4cm)長さ(「L0」)を染色マーカーでサンプル上にマークした。かせを巻取機から取り外し、沸騰水中に1分間拘束なしに入れ、水から取り出し、室温で乾燥させた。乾燥かせを平らに置き、染色マーク間の距離を再び測定した(「Lbo」)。全ボイルオフ収縮は、次式から計算した。
全B.O.S(%)=100×(L0−Lbo)/L0
【0103】
全ボイルオフ収縮試験を受けた同じサンプルを用いて、紡績糸の「真の」収縮を、200mg/デニール(0.18dN/テックス)負荷をかけ、伸ばされた長さを測定し、ボイルオフ前と伸ばされたボイルオフ後長さとの間のパーセント差を計算することによって測定した。サンプルの真の収縮は一般に約5%未満であった。真の収縮は全ボイルオフ収縮のマイナー部分を構成するにすぎないので、後者が本明細書では紡績糸のストレッチ−回復特性の信頼できる尺度として用いられる。より高い全ボイルオフ収縮は、望ましくもより高いストレッチ−回復に相当する。
【0104】
糸番手は、紡績糸の線密度を記載するために一般に用いられる用語である。「CC」または「Ne」とも言われる用語「英国式綿番手」は、1ポンドの重さがある、一巻き、すなわち、840ヤードの数を意味する。
【0105】
紡績糸のそれらの長さに沿った一様性は、一様性1−B試験機(ゼルウィガー・ウスター社(Zellweger Uster Corp.)によって製造された)で測定し、百分率単位での変動係数(Coefficient of Variation)(「CV」)として報告した。この試験では、糸を400ヤード/分(366m/分)で2.5分間試験機に供給し、その間糸の質量をおおよそ8mm毎に測定した。得られたデータの標準偏差を計算し、100倍し、被試験糸の平均質量で割ってパーセントCVに達した。一様性1−B試験機はまた、糸の1000ヤード当たりの太い領域、細い領域、およびネップの数の平均数カウントを測定した。糸中の太い領域は、平均質量より少なくとも50%大きい質量を有する場所である。糸中の細い領域は、平均質量より少なくとも50%小さい質量を有する場所である。ネップは、平均質量より少なくとも200%多い質量を有する糸中の場所である。
【0106】
紡績糸引張特性は、テンソジェット(Tensojet)(同様にゼルウィガー・ウスター社によって製造された)を用いて測定した。テナシティはcN/テックスとして報告する。
【0107】
糸品質係数は、次式に示されるように計算した。
糸品質係数=([A+B+C]×D)/E
式中、
Aは、糸の1000ヤード当たりの太い領域の数であり、
Bは、糸の1000ヤード当たりの細い領域の数であり、
Cは、糸の1000ヤード当たりのネップの数であり、
Dは、百分率単位での糸質量の変動係数(「CV」)であり、
それぞれがウスター一様性1−B試験機で測定される通りであり、
Eは、cN/デックス単位での糸の破断点テナシティである。
【0108】
各布の3サンプルを10cm直径ダイでダイパンチする。各切り取った布サンプルをグラム単位で秤量し、3サンプルについての結果を平均する。「布重量」を次に平方メートル当たりのグラム(g/m2)として計算し、それを33.91で割ることによって平方ヤード当たりのオンス(オンス/平方ヤード)に変換する。
【0109】
布を、ストレッチの方向での規定の負荷(すなわち、力)下にパーセント伸び(利用可能な布ストレッチ)について評価する。寸法60cm×6.5cmの3サンプルを布からカットする。長い寸法(60cm)がストレッチ方向に相当する。サンプルを、それぞれが幅5.0cmであり、そして試験される方向に布の布目に平行であるように解く。サンプルを次に、20℃(±2℃)および65%(±2%)相対湿度で少なくとも16時間順化させる。
【0110】
第1標線を、サンプル端から6.5cmのところに各サンプルの幅を横切って付ける。第2標線を、第1標線から50.0cmのところにサンプル幅を横切って付ける。第2標線からサンプルの他端までの過剰の布を用いて金属ピンを挿入することができるループを形成し、縫い合わせる。重りを金属ピンに取り付けることができるようにV字型刻み目を次にループに切り込む。
【0111】
サンプル非ループ端をクランプで固定し、布サンプルを垂直に吊す。30ニュートン(N)重り(6.75LB)を垂れ下がる布ループによって金属ピンに取り付け、その結果布サンプルは重りによってストレッチされる。サンプルを、3秒間重りによってそれをストレッチさせ、次に重りを持ち上げることにより力を手動で解除することによって「運動させる」。これを3回行う。重りを次に自由に垂れ下がらせ、こうして布サンプルをストレッチする。2つの標線間のミリメートル単位での距離を、布が負荷下にあるままで測定し、この距離をMLと称する。標線間の元の距離(すなわち、未ストレッチ距離)をGLと称する。それぞれの個々のサンプルについてのパーセント布伸びを次の通り計算する。
%伸び(E%)=((ML−GL)/GL)×100
【0112】
3つの伸び結果を最終結果のために平均する。
【0113】
ストレッチング後に、ふくらみ(回復されないストレッチ)なしの布は、ストレッチング前のその元の長さに正確に回復するであろう。しかしながら、典型的には、ストレッチ布は完全には回復しないだろうし、伸ばされたストレッチング後にわずかにより長いだろう。長さのこのわずかな増加は「ふくらみ」と称される。
【0114】
上記の布伸び試験は、ふくらみ試験前に完了しなければならない。布のストレッチ方向のみを試験する。双方向ストレッチ布については両方向を試験する。それぞれ55.0cm×6.0cmの3サンプルを布からカットする。これらは、伸び試験に使用されるものとは異なるサンプルである。55.0cm方向がストレッチ方向に相当するべきである。サンプルを、それぞれが幅5.0cmであり、そして試験される方向に布の布目に平行であるように解く。サンプルを上記の伸び試験でのような温度および湿度で順化させる。正確に50cm離れた2標線を、サンプルの幅を横切って引く。
【0115】
伸び試験からの既知の伸びパーセント(E%)を用いてこの既知伸びの80%でのサンプルの長さを計算する。これは、
80%でのE(長さ)=(E%/100)×0.80×L
(ここで、Lは標線間の元の長さ(すなわち、50.0cm)である)
として計算する。サンプルの両端をクランプで固定し、サンプルを、標線間の長さがL+上で計算されるようなE(長さ)に等しくなるまでストレッチする。このストレッチを30分間維持し、その時間後にストレッチング力を解除し、サンプルを自由に垂れ下がらせ、リラックスさせる。60分後にパーセントふくらみを
%ふくらみ=(L2×100)/L
(ここで、L2はリラクゼーション後のサンプル標線間長さの増加であり、Lは標線間の元の長さである)
として測定する。このパーセントふくらみを各サンプルについて測定し、結果を平均してふくらみ数を求める。
【0116】
丸編布を、ストレッチの方向に規定の負荷下にうねまたはコース方向にパーセント・ストレッチについて評価する。寸法1.25インチ(3.2センチメートル)×12インチ(30.5センチメートル)の2サンプルを編布からカットする。長い寸法(12インチ、30.5センチメートル)は、1サンプルについてはコース方向に、他方についてはうね方向に相当する。サンプルを、クランプ間の未ストレッチ布の長さが27.5センチメートルにセットされるように各端にクランプ付きで垂直に吊す。クランプの1つは所定の位置に固定するが、他方は布を引き伸ばすためにトラック上を移動することができる。6.75ポンド(30ニュートン)重りを移動可能なクランプに吊し、伸ばされた布の長さをセンチメートル単位で測定する。測定方向でのパーセント・ストレッチを、27.5で割った、伸ばされた布長さとして与え、百分率に変換する。
【0117】
表中、「Comp.」は比較例を示し、「B.O.S.」はボイルオフ収縮を意味し、「Ne」は綿番手(英国式)を意味し、「nm」は「測定されていない」を示し、「CV」は、ウスター一様性1−B試験機によって測定されるような質量の変動係数を意味し、「T10」は10%伸びでの複合繊維のテナシティを意味し、「レットダウン比」は、引張ロール速度対最終延伸ロール速度の比を意味し、そして「bico.」は複合を意味する。「太い領域」は、糸の1000ヤード当たりの平均質量より少なくとも50%大きい質量を有する場所の数を意味し、「細い領域」は、糸の1000ヤード当たりの平均質量より少なくとも50%小さい質量を有する場所の数を意味する。「ネップ」は、糸の1000ヤード当たりの平均質量より少なくとも200%多い質量を有する場所の数を意味する。報告される太い領域、細い領域、およびネップの数は、ウスター一様性1−B試験機によって測定される通りである。「フィリング」はよこ糸を意味する。
【実施例】
【0118】
以下の実施例は、本発明およびその使用可能性を実証する。本発明は他のそして異なる実施形態であることができ、その幾つかの詳細は、本発明の範囲および精神から逸脱することなく、様々な明らかな点で修正版であることができる。従って、実施例は本来例示的であると見なされるべきであり、限定的であると見なされるべきではない。
【0119】
比較例の幾つかに使用する単成分ポリ(エチレンテレフタレート)ステープルファイバーは、本願特許出願人から商業的に入手可能である、T−729Wであった。このファイバーは、セミダル光沢、フィラメント当たり1.4デニール(dpf)、および1.5インチ(3.8cm)のカット長の、4チャンネル・スカラップ状楕円形断面を有する。断面のアスペクト比は2.0であると考えられる。
【0120】
表1は、本文に記載されないスカラップ状楕円形複合繊維製造条件を含有する。表2は、本文に記載されないスカラップ状楕円形複合繊維特性を含有する。
【0121】
(実施例1)
ポリ(エチレンテレフタレート)の連続複合フィラメント(インターコンチネンタル・ポリマーズ社(Intercontinental Polymers,Inc.)製のT211、0.56dl/gのIV)と、0.94dl/gのIVを有するソロナ(Sorona)(登録商標)銘柄ポリ(トリメチレンテレフタレート)(ソロナ(登録商標)はイー・アイ・デュポン・ドゥ・ヌムール・アンド・カンパニー(E.I.Du Pont de Nemours and Company)の登録商標である)とを、50/50重量比で計量ポンプによって272℃で運転されるブロックからエッチングされた計測プレートを備えた複合紡糸パックへ押し出し、それは紡糸口金キャピラリーのカウンターボアの真上でポリマー流れを一緒にした。微粒子TiO2の艶消剤を0.1〜0.4重量%のレベルで両ポリマーに添加した。ポリマーを288穴紡糸口金から紡糸し、その中でキャピラリーは深さ0.38mmであり、それぞれの長い側面(最大幅0.14mm)の中央でおよび端(最大幅0.11mm)上で外に向かう三角形の隆起と共に長さ0.58mmのスロットである断面を有した。ポリマー界面は、生じたスカラップ状楕円形断面ファイバーの主軸に実質的に垂直であった。
【0122】
紡糸したばかりのファイバーを、約10〜14の質量比(空気/ポリマー)で加えられる空気のクロスフローで冷却し、紡糸仕上げ剤を0.1重量%で、計量接触塗布機で塗布し、4チャンネル・スカラップ状楕円形・ファイバーを1000m/分でボビンに巻き上げた。ファイバーのアスペクト比は約2.57であると測定された(図1を参照されたい)。溝比は約1.3:1であると測定された。
【0123】
複数のボビンからのファイバーを、おおよそ50,000デシテックスのトウへ組み合わせ、50m/分の最終速度で、それぞれ、2.69および1.28の第1および第2延伸比を用いて2段階で延伸した。第1延伸は水浴中35℃で、第2延伸は90℃で熱水スプレー下に行った。延伸したトウを150℃で熱処理し、希仕上げオイル/水スプレー(ファイバー上0.20重量%)で30℃より下に冷却し、最終延伸ロールより遅い速度で運転される引張ロールに通した。トウを室温で乾燥させ、1.5インチ(3.8cm)ステープル長さにカットした。
【0124】
(実施例2)
ポリエステル複合ステープルファイバーを、以下の相違ありで実施例1に記載したように製造した。ポリマーを、図6に示すような、そして次の寸法:1.34mm長さ×中心ピークで0.45mm幅、および端で0.34mm幅を有する紡糸口金から紡糸した。ポリ(エチレンテレフタレート)IVは0.56であり、ポリ(トリメチレンテレフタレート)IVは0.98であった。延伸比はそれぞれ、2.71および1.28であった。ファイバー断面は、約1.97の測定アスペクト比の8チャンネル・スカラップ状楕円形であった。溝比は約1.2:1であると測定された。
【0125】
(実施例3)
ポリエステル複合ステープルファイバーを、以下の相違ありで、実施例1に記載したように製造した。2チャンネル・スカラップ状楕円形・ファイバーを、キャピラリーが深さ0.25mmであり、そして0.18mm直径の丸い端の0.36mm長さのスロットである断面を有する288穴紡糸口金からポリ(エチレンテレフタレート)/ポリ(トリメチレンテレフタレート)の60/40重量比で押し出した。ポリ(エチレンテレフタレート)IVは0.56であり、ポリ(トリメチレンテレフタレート)IVは0.98であり、第1延伸比は2.75であった。ファイバーは約2.2の測定アスペクトおよびより小さい外側隆起を基準として約1.8:1の測定溝比を有した。
【0126】
(比較例1)
ポリエステル複合ステープルファイバーを、以下の相違ありで、実施例1に記載したように製造した。断面の主軸に平行なポリマー界面のスカラップ状楕円形・ファイバー(図2を参照されたい)を、本質的に図5に示すような構造のオリフィスを通して紡糸した。オリフィスを、所望の界面配向を与えるように配置した。ポリ(トリメチレンテレフタレート)IVは0.98であり、第1延伸比は2.71であり、レットダウン比は0.85であった。ファイバーのアスペクト比は約2.2であると測定され、溝比は約1.3:1であると測定された。
【0127】
【表1】
【0128】
【表2】
【0129】
表2のデータは、断面主軸に垂直のポリマー界面を有するスカラップ状楕円形・ファイバーが良好なカーディング性を発揮することを示す。これは、断面主軸に平行なポリマー界面を有する、本発明のものではない比較スカラップ状楕円形・ファイバーとは対照的である。比較ファイバーは不満足なカーディング性を示した。
【0130】
実施例1〜3、比較例1で製造したポリエステル複合ステープルファイバー・サンプル、または商業的に入手可能な単成分ポリ(エチレンテレフタレート)ステープルファイバーを含む紡績糸を製造した。特に記載のない限り、綿は、4.3の平均マイクロネア(ファイバー当たり約1.5デニール、ファイバー当たり91.7デシテックス)のスタンダード・ストリクト・ロー・ミッドランド・イースタン・バラエティ(Standard Strict Low Midland Eastern Variety)であった。複合ステープルを密にブレンドして糸を製造した。綿とポリエステル複合ステープルファイバーとを、両方を二重供給シュート・フィーダーへロードすることによってブレンドし、それは標準織物カード機に供給した。特に記載のない限り、各糸中の複合ポリエステルステープルの量は、ファイバーの重量を基準として60重量%であった。生じたカードスライバーは70グレイン/ヤード(約49,500デシテックス)であった。特に記載のない限り、スライバーの6エンドを、2または3パス(各パス前にスライバー・エンドの適切な再結合ありで)のそれぞれで一緒に6.5×延伸して60グレイン/ヤード(約42,500デシテックス)の延伸スライバーを与え、それを次にロービングに変換した。ロービング工程での全延伸は9.9×であった。特に記載のない限り、ロービングを、1.35のバックドラフトおよび20の全延伸を用いてソーコ−ローウェル(Saco−Lowell)型枠でリング紡績して3.8の撚り係数およびインチ当たり17.8回転(センチメートル当たり7.0回転)を有する22/1綿番手(270デシテックス)紡績糸を与えた。100%綿をそのように加工したとき、生じた紡績糸は5%の全ボイルオフ収縮を有した。紡績糸特性を表3に与える。
【0131】
【表3】
【0132】
表3のデータは、本発明のスカラップ状楕円形・ファイバーを含む紡績糸が、高いボイルオフ収縮値によって証明されるように良好なテナシティ、および優れたストレッチ−回復性を有することを示す。本発明のスカラップ状楕円形・ファイバーを含む紡績糸はまた、糸品質係数、%CV、ならびに太い領域、細い領域、およびネップの低い頻度によって分かるように、高い一様性を有する。断面主軸に平行なポリマー界面を有するスカラップ状楕円形・ファイバーを含む、比較例2の紡績糸もまた、本発明のステープルファイバーを含む紡績糸のそれらに匹敵するテナシティおよびストレッチ−回復性を有する。しかしながら、比較例2の糸質は、実施例4〜7の紡績糸と比べて、より高い%CV、太い領域、細い領域、およびネップの著しくより高い頻度、ならびにより高い糸品質係数によって証明されるように、著しく劣る。商業的に入手可能なスカラップ状楕円形単成分ポリ(エチレンテレフタレート)ステープルファイバーを含む、比較例3および4の紡績糸は、最良の糸質および最高のテナシティを有するが、非常に低いボイルオフ収縮値によって示されるようにストレッチ−回復性を本質的に全く持たないことが分かる。
【0133】
綾織(3×1)および平織(1×1)布を表4に示すように製造した。丸編布を表5に示すように製造した。織布および編布特性をそれぞれ、表6Aおよび6Bに報告する。布サンプルのそれぞれについて、本発明のまたは比較ファイバーの紡績糸をよこ(フィル)糸または編糸として使用し、100%綿またはブレンドしたステープル紡績糸をたて糸として使用した。たて糸を、巻返し前にサイジングした。サイジングは、PVAサイジング剤を使用してスジキ(Suziki)シングルエンド・サイジング機で行った。
【0134】
織布を500ピック/分の織機速度でドニール(Donier)エアジェット織機で織った。各織布サンプルを、水中160°F(71℃)で30秒間、次に180°F(82℃)で30秒間、次に202°F(94℃)で30秒間こすり洗いすることによって処理した。次に、各布を、標準酵素法を用いて脱サイジングした。布を次に従来手順に従って染色した。100%ポリエステル織布は、260°F(127℃)で30分間、分散染料で染色した。ポリエステル/綿織布は分散染料で染色し、次にさらに従来手順を用いて沸騰で30分間直接染色した。布を次に後こすり洗いし、軟化剤および親水剤で処理し、次に乾燥するまで約20℃で風乾させた。次に、織布を350°F(177℃)で80秒間ヒートセットした。ヒートセッティング中、布を、それらの染色幅でまたはそれよりわずかに下で幅出機に取り付けた。
【0135】
編布をシングルジャージ構成で編んだ。用いた機械は、モナーク・ニッティング・マシーナリー・コーポレーション(米国ノースカロライナ州モンロー)(Monarch Knitting Machinery Corporation(Monroe,North Carolina,USA))によって製造された42フィード、26インチ(66センチメートル、cm)直径、2232ニードル付き丸編機であった。生機形態にあるときに、編布を細長く切り、平らに置いた。この段階でのすべての布のフルオープン幅は68インチ(173cm)であった。一連のマークを、うね方向およびコース方向の両方に50cmだけ離して布の中央に付けた。すべての布を先ず、標準染色手順に従って266°F(130℃)で20分間分散染色した。実施例13および比較例11の布を次にさらに185°F(85℃)で60分間直接染色した。すべての布を次に後こすり洗いし、次に親水性軟化剤でリンスした。布を、染色後に測定された布の幅より4%小さいに等しい幅で幅出機に取り付けることにより350°F(177℃)で80秒間ヒートセットして任意の追加収縮を可能にした。4%値は、得られる布収縮の量を最大にするための例示目的のためである。これらのマーク間の距離を、最終ヒートセッティング工程が完了した後に再測定した。当該数字をパーセント収縮として表5に報告する。
【0136】
【表4】
【0137】
【表5】
【0138】
【表6】
【0139】
【表7】
【0140】
表6Aのデータは、織布実施例8、9、11、および12が望ましいパーセント・ストレッチ値および望ましい低パーセントふくらみを有することを示す。ふくらみはどれだけ多くのストレッチが回復できないかの尺度であるので、低いふくらみは、通常の洗濯および着用サイクル中の織られた衣料品の安定性にとって重要である。加えて、これらの布は、それらがパーセント乾燥時間試験で14分において少なくとも62パーセント乾燥しているのに十分なウィッキングを示す。
【0141】
表6Bのデータは、丸編布について、コース方向のストレッチがニット構成を反映してそれらのすべてについて非常に似ていることを示す。それぞれ、100%の本発明のスカラップ状楕円形・ファイバー、および100%の本発明のスカラップ状楕円形・ファイバーと綿との60/40ブレンドを含む丸編布であった、実施例10および13についてのうね方向のストレッチは、それぞれ、100%の単成分ポリ(エチレンテレフタレート)、および100%の単成分ポリ(エチレンテレフタレート)と綿との60/40ブレンドを含む丸編布であった布比較例8および11についてより大幅に高い(それぞれ、54%および73.8%)。本発明のファイバーを含む布についてのうね方向でのより高いパーセント・ストレッチ結果は、表5のパーセント収縮結果と一致する。データは、丸編布サンプルがすべてコース方向にほぼ同じパーセント収縮を有すること、および本発明のファイバーを含む編物がうね方向に著しくより高い(37%および33%)パーセント収縮を有することを示す。本発明のスカラップ状楕円形・ステープルファイバーを含む丸編布についてのより高いうね方向パーセント・ストレッチおよびより高いうね方向パーセント収縮結果は、本発明の複合ステープルファイバーの高いストレッチ−回復性を反映している。布実施例10および13はまた、それらがパーセント乾燥時間試験で14分において少なくとも62パーセント乾燥しているのに十分なウィッキングを実証した。
【0142】
断面主軸に平行なポリマー界面を有するスカラップ状楕円形・ファイバーを含む、比較例5の布を、不満足な糸質に起因する表面粗さにもかかわらず、パーセント乾燥時間試験によるウィッキングについて評価した。かかるファイバーの初期ウィッキング速度は米国特許公報(特許文献2)に、該参照特許に記載された試験方法を用いて、それぞれ平方メートル当たり約190グラム(平方ヤード当たり5.60オンス)坪量の、そして34連続フィラメントの専ら約70デニール(78デシテックス)ファイバーを含むこすり洗いしたシングルジャージ丸編布に関して測定されるように、少なくとも3.5cm/分であると開示されている。比較例5の布は、望ましい高いパーセント・ストレッチ(22.3%)を、しかしパーセント乾燥時間試験による比較的低いウィッキング(14分で47%乾燥、18分で61%乾燥)だけでなく、望ましくないことにも高いパーセントふくらみ(3.8%)を実証した。比較例6〜11の布は、パーセント乾燥時間方法による良好なウィッキングおよび非常に低いパーセントふくらみを、しかしまた所望のパーセント・ストレッチよりはるかに少ないものを示した。
【0143】
丸編布サンプルについての経時パーセント乾燥結果を表7に与える。綾織布サンプルについての経時パーセント乾燥結果を表8に与える。平織布サンプルについての経時パーセント乾燥結果を表9に与える。
【0144】
【表8】
【0145】
【表9】
【0146】
【表10】
【0147】
表7のデータは、丸編布サンプルについての経時パーセント乾燥結果を示す。ポリエステル複合/綿ブレンドまたは単成分ポリ(エチレンテレフタレート)/綿ブレンドを含む布サンプル(それぞれ、実施例13および比較例11)は、所与の時間でより低いパーセント乾燥結果を示し、100%の4チャンネル・スカラップ状楕円形・ポリエステル複合繊維を含む布(実施例10)または100%の単成分ポリ(エチレンテレフタレート)ファイバーを含む布が示すより不満足なウィッキング特性を示した。平方ヤード当たり7.93オンス(平方メートル当たり269グラム)の完成品坪量を有する、そして100重量パーセントのスカラップ状楕円形複合ポリエステルファイバーを含む、丸編布実施例10は、布が14分で約80%乾燥するのに十分なウィッキングを実証した。該布は18分で約96%乾燥した。平方ヤード当たり7.49オンス(平方メートル当たり254グラム)の完成品坪量を有する、そして60重量パーセント・スカラップ状楕円形複合ポリエステルファイバーと40重量パーセント綿とを含む紡績糸を含む、布実施例13は、布が14分で約62%乾燥するのに十分なウィッキングを実証した。該布は18分で約77%乾燥した。
【0148】
表8のデータは、綾織布サンプルについての経時パーセント乾燥結果を示す。残りが綿である、それぞれ、28.7および17.2重量パーセントの4チャンネル・スカラップ状楕円形・ポリエステル複合繊維を含む、布サンプル8および11は、布が14分で約62%乾燥するのに十分なウィッキングを示した。該布はそれぞれ、18分で約78%および約77パーセント乾燥した。該布の完成品坪量はそれぞれ、平方ヤード当たり6.40オンス(平方メートル当たり217グラム)および平方ヤード当たり6.09オンス(平方メートル当たり206グラム)であった。
【0149】
表9のデータは、それらのすべてが綿と単成分ポリ(エチレンテレフタレート)とを含有する、平織布サンプルについての経時パーセント乾燥結果を示す。布実施例9および12はまた、4チャンネル・スカラップ状楕円形・ポリエステル複合繊維を含んだ。布サンプル9および12は、布が14分でそれぞれ、約70%および約74%乾燥するのに十分なウィッキングを発揮した。該布は18分で、それぞれ、約85%および約91パーセント乾燥した。完成品坪量は、実施例9については平方ヤード当たり6.63オンス(平方メートル当たり225グラム)であり、実施例12については平方ヤード当たり4.74オンス(平方メートル当たり161グラム)であった。
【0150】
表2〜9のデータは、本発明のスカラップ状楕円形・ポリエステル複合繊維が、良好なストレッチおよび回復、低いパーセントふくらみ、ならびに良好なウィッキング特性の布だけでなく、高いボイルオフ収縮(およびそれ故高いストレッチ−回復性)ならびに高い一様性を有する紡績糸を与えることができるストレッチおよび回復の組み合わせ、良好なウィッキング、ならびに良好なカーディング特性を有することを示す。
【0151】
比較目的のために、100パーセント綿および水のみについての経時パーセント乾燥結果を表10に与える。
【0152】
【表11】
【0153】
表10のデータは、100%綿丸編布についてのおよびいかなる布とも接触していない蒸発する水についてのウィッキング結果を示す。100%綿丸編布について、経時パーセント乾燥結果は、綿/ポリエステルブレンドまたは100%ポリエステル布について上の表に報告されるものより著しく低い。水のみのケースについては、経時パーセント乾燥結果は、蒸発した水の量に関するものであり、水蒸発速度が布によるウィッキングの便益なしでは著しくより遅かったことを示す。
【0154】
本明細書に記載された本発明の多くの修正および他の実施形態が、前述の説明および関連図に提示される教示の便益を受ける、本発明に関係する当業者に思い浮かぶであろう。それ故、本発明が開示される具体的な実施形態に限定されないこと、ならびに修正および他の実施形態が添付の特許請求の範囲内に包含されるよう意図されることは理解されるべきである。
【図面の簡単な説明】
【0155】
【図1】ポリ(エチレンテレフタレート)とポリ(トリメチレンテレフタレート)とを含み、そしてポリマー界面が主軸に垂直である4チャンネル・スカラップ状楕円形断面を有する本発明の複合繊維の実施形態の顕微鏡写真の画像(1000×倍率)である。
【図2】ポリマー界面が主軸に平行であるスカラップ状楕円形断面を有するポリ(エチレンテレフタレート)とポリ(トリメチレンテレフタレート)とを含む複合繊維の顕微鏡写真の画像(1000×倍率)である。
【図3A】本発明の複合繊維の実施形態の理想的な断面のグラフィック描画である。
【図3B】本発明の複合繊維の実施形態の理想的な断面のグラフィック描画である。
【図3C】本発明の複合繊維の実施形態の理想的な断面のグラフィック描画である。
【図4A】本発明のファイバーの実施形態の断面寸法を示すグラフィック描画である。
【図4B】本発明のファイバーの実施形態の断面寸法を示すグラフィック描画である。
【図5】4チャンネル・スカラップ状楕円形断面のファイバーを紡糸するための典型的な紡糸口金オリフィスを示す図である。
【図6】8チャンネル・スカラップ状楕円形断面のファイバーを紡糸するための典型的な紡糸口金オリフィスを示す図である。
【特許請求の範囲】
【請求項1】
ポリ(トリメチレンテレフタレート)と、ポリ(エチレンテレフタレート)、ポリ(トリメチレンテレフタレート)およびポリ(テトラメチレンテレフタレート)よりなる群から選択されるポリマーまたはかかるメンバーの組み合わせの少なくとも1種とを含むポリエステル複合ステープルファイバーであって、
a)約2:1〜約5:1のアスペクト比a:bを有し、「a」はファイバー断面主軸長さであり、「b」はファイバー断面副軸長さであるスカラップ状楕円形断面形状と、
b)前記主軸に実質的に垂直なポリマー界面と、
c)サイド−バイ−サイドおよび偏心した鞘−芯からなる群から選択された断面構造と、
d)複数の縦溝と、
e)約1.05:1〜約1.9:1の溝比と
を有することを特徴とする複合ステープルファイバー。
【請求項2】
前記アスペクト比a:bが約2.2:1〜約3.5:1であり、前記溝比が約1.1:1〜約1.5:1であることを特徴とする請求項1に記載のステープルファイバー。
【請求項3】
10%伸びにおいて約1.0cN/デシテックス〜約3.5cN/デシテックスのテナシティを有することを特徴とする請求項1に記載のステープルファイバー。
【請求項4】
100重量パーセントの複合繊維を含む紡績糸を含む丸編布がパーセント乾燥時間試験で14分において少なくとも70パーセント乾燥しているのに十分なウィッキングを有することを特徴とする請求項1に記載のステープルファイバー。
【請求項5】
約25%〜約55%のトウ捲縮発現値および約10%〜約25%のトウ捲縮指数値を有することを特徴とする請求項1に記載のステープルファイバー。
【請求項6】
ポリ(トリメチレンテレフタレート)対ポリ(エチレンテレフタレート)、ポリ(トリメチレンテレフタレート)およびポリ(テトラメチレンテレフタレート)よりなる群から選択されるポリマーまたはかかるメンバーの組み合わせの少なくとも1種を、少なくとも約30:70かつ約70:30以下の重量比で有することを特徴とする請求項1に記載のステープルファイバー。
【請求項7】
4チャンネル断面形状を有することを特徴とする請求項1に記載のステープルファイバー。
【請求項8】
2チャンネル断面形状を有することを特徴とする請求項1に記載のステープルファイバー。
【請求項9】
ポリ(エチレンテレフタレート)とポリ(トリメチレンテレフタレート)とを含むことを特徴とする請求項1に記載のステープルファイバー。
【請求項10】
ポリ(トリメチレンテレフタレート)とポリ(トリメチレンテレフタレート)とを含むことを特徴とする請求項1に記載のステープルファイバー。
【請求項11】
ポリ(エチレンテレフタレート)とポリ(トリメチレンテレフタレート)とを含むポリエステル複合ステープルファイバーであって、
a)約2.2:1〜約3.5:1のアスペクト比a:bを有し、「a」はファイバー断面主軸長さであり、「b」はファイバー断面副軸長さであるスカラップ状楕円形断面形状と、
b)前記主軸に実質的に垂直なポリマー界面と、
c)サイド−バイ−サイドおよび偏心した鞘−芯からなる群から選択された断面構造と、
d)複数の縦溝と、
e)約1.1:1〜約1.5:1の溝比と、
f)10%伸びにおいて約1.0cN/デシテックス〜約3.5cN/デシテックスのテナシティと
を有することを特徴とする複合ステープルファイバー。
【請求項12】
綿と請求項1に記載のポリエステル複合ステープルファイバーとを含む紡績糸であって、約14〜約60の綿番手および約0.1〜約500の品質係数を有することを特徴とする紡績糸。
【請求項13】
約20%〜約45%の全ボイルオフ収縮を有することを特徴とする請求項12に記載の紡績糸。
【請求項14】
約13%〜約20%の質量の変動係数を有することを特徴とする請求項12に記載の紡績糸。
【請求項15】
前記複合ステープルファイバーが4チャンネル断面形状を有することを特徴とする請求項12に記載の紡績糸。
【請求項16】
前記複合ステープルファイバーが2チャンネル断面形状を有することを特徴とする請求項12に記載の紡績糸。
【請求項17】
前記複合ステープルファイバーが、前記紡績糸の総重量を基準として、約30重量パーセント〜約100重量パーセントのレベルで存在することを特徴とする請求項12に記載の紡績糸。
【請求項18】
約30重量パーセント〜約69重量パーセントのポリ(エチレンテレフタレート)単成分ステープルファイバーをさらに含むことを特徴とする請求項12に記載の紡績糸。
【請求項19】
前記複合ステープルファイバーがポリ(エチレンテレフタレート)とポリ(トリメチレンテレフタレート)とを含むことを特徴とする請求項12に記載の紡績糸。
【請求項20】
前記複合ステープルファイバーがポリ(トリメチレンテレフタレート)とポリ(トリメチレンテレフタレート)とを含むことを特徴とする請求項12に記載の紡績糸。
【請求項21】
綿と請求項11に記載のポリエステル複合ステープルファイバーとを含む紡績糸であって、約14〜約60の綿番手および約0.1〜約500の品質係数を有することを特徴とする紡績糸。
【請求項22】
請求項12に記載の紡績糸を含むことを特徴とする布。
【請求項23】
請求項17に記載の紡績糸を含むことを特徴とする布。
【請求項24】
請求項18に記載の紡績糸を含むことを特徴とする布。
【請求項25】
請求項19に記載の紡績糸を含むことを特徴とする布。
【請求項26】
請求項21に記載の紡績糸を含むことを特徴とする布。
【請求項27】
請求項1に記載のステープルファイバーを含み、ウィッキングを有する布であって、前記ウィッキングは、この布がパーセント乾燥時間試験で14分において少なくとも60パーセント乾燥しているのに十分なウィッキングであり、前記布は、平方メートル当たり約102グラム〜平方メートル当たり約288グラムの完成品坪量を有することを特徴とする布。
【請求項28】
前記完成品坪量が平方メートル当たり約203グラム〜平方メートル当たり約271グラムであることを特徴とする請求項27に記載の布。
【請求項29】
請求項11に記載のステープルファイバーを含み、ウィッキングを有する布であって、前記ウィッキングは、この布がパーセント乾燥時間試験で14分において少なくとも60パーセント乾燥しているのに十分なウィッキングであり、平方メートル当たり約102グラム〜平方メートル当たり約288グラムの完成品坪量を有することを特徴とする布。
【請求項30】
前記完成品坪量が平方メートル当たり約203グラム〜平方メートル当たり約271グラムであることを特徴とする請求項29に記載の布。
【請求項31】
第1ステープルファイバーと第2ステープルファイバーとを含むポリエステル複合ステープルファイバー混合物であって、
前記第1および前記第2ステープルファイバーがそれぞれポリ(トリメチレンテレフタレート)と、ポリ(エチレンテレフタレート)、ポリ(トリメチレンテレフタレート)およびポリ(テトラメチレンテレフタレート)よりなる群から選択されるポリマーまたはかかるメンバーの組み合わせの少なくとも1種とを含み、
前記第1複合ステープルファイバーが、
a)約2:1〜約5:1のアスペクト比a:bを有し、「a」はファイバー断面主軸長さであり、「b」はファイバー断面副軸長さであるスカラップ状楕円形断面形状と、
b)前記主軸に実質的に垂直なポリマー界面と、
c)サイド−バイ−サイドおよび偏心した鞘−芯からなる群から選択された断面構造と、
d)複数の縦溝と、
e)約1.05:1〜約1.9:1の溝比と
を有し、
前記第2ステープルファイバーが、
a)サイド−バイ−サイドおよび偏心した鞘−芯からなる群から選択された断面構造と、
b)実質的に楕円形およびスカラップ状楕円形からなる群から選択された断面形状と
を有するポリエステル複合ステープルファイバー混合物であり、
前記ポリエステル複合ステープルファイバー混合物が、任意選択的に少なくとも1種のポリエステル複合ステープルファイバーをさらに含む
ことを特徴とするポリエステル複合ステープルファイバー混合物。
【請求項32】
綿と請求項31に記載のポリエステル複合ステープルファイバー混合物とを含む紡績糸であって、約14〜約60の綿番手および約0.1〜約500の品質係数を有することを特徴とする紡績糸。
【請求項33】
約20%〜約45%の全ボイルオフ収縮を有することを特徴とする請求項32に記載の紡績糸。
【請求項34】
約13%〜約20%の質量の変動係数を有することを特徴とする請求項32に記載の紡績糸。
【請求項35】
前記複合ステープルファイバー混合物が、前記紡績糸の総重量を基準として、約30重量パーセント〜約100重量パーセントのレベルで存在することを特徴とする請求項32に記載の紡績糸。
【請求項36】
約30重量パーセント〜約69重量パーセントのポリ(エチレンテレフタレート)単成分ステープルファイバーをさらに含むことを特徴とする請求項32に記載の紡績糸。
【請求項37】
前記複合ステープルファイバー混合物がポリ(エチレンテレフタレート)とポリ(トリメチレンテレフタレート)とを含むことを特徴とする請求項32に記載の紡績糸。
【請求項38】
請求項32に記載の紡績糸を含むことを特徴とする布。
【請求項39】
請求項35に記載の紡績糸を含むことを特徴とする布。
【請求項40】
請求項36に記載の紡績糸を含むことを特徴とする布。
【請求項41】
請求項37に記載の紡績糸を含むことを特徴とする布。
【請求項42】
請求項32に記載のステープルファイバー混合物を含み、ウィッキングを有する布であって、前記ウィッキングは、この布がパーセント乾燥時間試験で14分において少なくとも60パーセント乾燥しているのに十分なウィッキングであり、平方メートル当たり約102グラム〜平方メートル当たり約288グラムの完成品坪量を有することを特徴とする布。
【請求項43】
前記完成品坪量が平方メートル当たり約203グラム〜平方メートル当たり約271グラムであることを特徴とする請求項42に記載の布。
【請求項44】
請求項22または26または27または29に記載の布を含むことを特徴とする衣料品。
【請求項45】
請求項38または39または42に記載の布を含むことを特徴とする衣料品。
【請求項46】
請求項1に記載のステープルファイバーを含むことを特徴とする不織布。
【請求項1】
ポリ(トリメチレンテレフタレート)と、ポリ(エチレンテレフタレート)、ポリ(トリメチレンテレフタレート)およびポリ(テトラメチレンテレフタレート)よりなる群から選択されるポリマーまたはかかるメンバーの組み合わせの少なくとも1種とを含むポリエステル複合ステープルファイバーであって、
a)約2:1〜約5:1のアスペクト比a:bを有し、「a」はファイバー断面主軸長さであり、「b」はファイバー断面副軸長さであるスカラップ状楕円形断面形状と、
b)前記主軸に実質的に垂直なポリマー界面と、
c)サイド−バイ−サイドおよび偏心した鞘−芯からなる群から選択された断面構造と、
d)複数の縦溝と、
e)約1.05:1〜約1.9:1の溝比と
を有することを特徴とする複合ステープルファイバー。
【請求項2】
前記アスペクト比a:bが約2.2:1〜約3.5:1であり、前記溝比が約1.1:1〜約1.5:1であることを特徴とする請求項1に記載のステープルファイバー。
【請求項3】
10%伸びにおいて約1.0cN/デシテックス〜約3.5cN/デシテックスのテナシティを有することを特徴とする請求項1に記載のステープルファイバー。
【請求項4】
100重量パーセントの複合繊維を含む紡績糸を含む丸編布がパーセント乾燥時間試験で14分において少なくとも70パーセント乾燥しているのに十分なウィッキングを有することを特徴とする請求項1に記載のステープルファイバー。
【請求項5】
約25%〜約55%のトウ捲縮発現値および約10%〜約25%のトウ捲縮指数値を有することを特徴とする請求項1に記載のステープルファイバー。
【請求項6】
ポリ(トリメチレンテレフタレート)対ポリ(エチレンテレフタレート)、ポリ(トリメチレンテレフタレート)およびポリ(テトラメチレンテレフタレート)よりなる群から選択されるポリマーまたはかかるメンバーの組み合わせの少なくとも1種を、少なくとも約30:70かつ約70:30以下の重量比で有することを特徴とする請求項1に記載のステープルファイバー。
【請求項7】
4チャンネル断面形状を有することを特徴とする請求項1に記載のステープルファイバー。
【請求項8】
2チャンネル断面形状を有することを特徴とする請求項1に記載のステープルファイバー。
【請求項9】
ポリ(エチレンテレフタレート)とポリ(トリメチレンテレフタレート)とを含むことを特徴とする請求項1に記載のステープルファイバー。
【請求項10】
ポリ(トリメチレンテレフタレート)とポリ(トリメチレンテレフタレート)とを含むことを特徴とする請求項1に記載のステープルファイバー。
【請求項11】
ポリ(エチレンテレフタレート)とポリ(トリメチレンテレフタレート)とを含むポリエステル複合ステープルファイバーであって、
a)約2.2:1〜約3.5:1のアスペクト比a:bを有し、「a」はファイバー断面主軸長さであり、「b」はファイバー断面副軸長さであるスカラップ状楕円形断面形状と、
b)前記主軸に実質的に垂直なポリマー界面と、
c)サイド−バイ−サイドおよび偏心した鞘−芯からなる群から選択された断面構造と、
d)複数の縦溝と、
e)約1.1:1〜約1.5:1の溝比と、
f)10%伸びにおいて約1.0cN/デシテックス〜約3.5cN/デシテックスのテナシティと
を有することを特徴とする複合ステープルファイバー。
【請求項12】
綿と請求項1に記載のポリエステル複合ステープルファイバーとを含む紡績糸であって、約14〜約60の綿番手および約0.1〜約500の品質係数を有することを特徴とする紡績糸。
【請求項13】
約20%〜約45%の全ボイルオフ収縮を有することを特徴とする請求項12に記載の紡績糸。
【請求項14】
約13%〜約20%の質量の変動係数を有することを特徴とする請求項12に記載の紡績糸。
【請求項15】
前記複合ステープルファイバーが4チャンネル断面形状を有することを特徴とする請求項12に記載の紡績糸。
【請求項16】
前記複合ステープルファイバーが2チャンネル断面形状を有することを特徴とする請求項12に記載の紡績糸。
【請求項17】
前記複合ステープルファイバーが、前記紡績糸の総重量を基準として、約30重量パーセント〜約100重量パーセントのレベルで存在することを特徴とする請求項12に記載の紡績糸。
【請求項18】
約30重量パーセント〜約69重量パーセントのポリ(エチレンテレフタレート)単成分ステープルファイバーをさらに含むことを特徴とする請求項12に記載の紡績糸。
【請求項19】
前記複合ステープルファイバーがポリ(エチレンテレフタレート)とポリ(トリメチレンテレフタレート)とを含むことを特徴とする請求項12に記載の紡績糸。
【請求項20】
前記複合ステープルファイバーがポリ(トリメチレンテレフタレート)とポリ(トリメチレンテレフタレート)とを含むことを特徴とする請求項12に記載の紡績糸。
【請求項21】
綿と請求項11に記載のポリエステル複合ステープルファイバーとを含む紡績糸であって、約14〜約60の綿番手および約0.1〜約500の品質係数を有することを特徴とする紡績糸。
【請求項22】
請求項12に記載の紡績糸を含むことを特徴とする布。
【請求項23】
請求項17に記載の紡績糸を含むことを特徴とする布。
【請求項24】
請求項18に記載の紡績糸を含むことを特徴とする布。
【請求項25】
請求項19に記載の紡績糸を含むことを特徴とする布。
【請求項26】
請求項21に記載の紡績糸を含むことを特徴とする布。
【請求項27】
請求項1に記載のステープルファイバーを含み、ウィッキングを有する布であって、前記ウィッキングは、この布がパーセント乾燥時間試験で14分において少なくとも60パーセント乾燥しているのに十分なウィッキングであり、前記布は、平方メートル当たり約102グラム〜平方メートル当たり約288グラムの完成品坪量を有することを特徴とする布。
【請求項28】
前記完成品坪量が平方メートル当たり約203グラム〜平方メートル当たり約271グラムであることを特徴とする請求項27に記載の布。
【請求項29】
請求項11に記載のステープルファイバーを含み、ウィッキングを有する布であって、前記ウィッキングは、この布がパーセント乾燥時間試験で14分において少なくとも60パーセント乾燥しているのに十分なウィッキングであり、平方メートル当たり約102グラム〜平方メートル当たり約288グラムの完成品坪量を有することを特徴とする布。
【請求項30】
前記完成品坪量が平方メートル当たり約203グラム〜平方メートル当たり約271グラムであることを特徴とする請求項29に記載の布。
【請求項31】
第1ステープルファイバーと第2ステープルファイバーとを含むポリエステル複合ステープルファイバー混合物であって、
前記第1および前記第2ステープルファイバーがそれぞれポリ(トリメチレンテレフタレート)と、ポリ(エチレンテレフタレート)、ポリ(トリメチレンテレフタレート)およびポリ(テトラメチレンテレフタレート)よりなる群から選択されるポリマーまたはかかるメンバーの組み合わせの少なくとも1種とを含み、
前記第1複合ステープルファイバーが、
a)約2:1〜約5:1のアスペクト比a:bを有し、「a」はファイバー断面主軸長さであり、「b」はファイバー断面副軸長さであるスカラップ状楕円形断面形状と、
b)前記主軸に実質的に垂直なポリマー界面と、
c)サイド−バイ−サイドおよび偏心した鞘−芯からなる群から選択された断面構造と、
d)複数の縦溝と、
e)約1.05:1〜約1.9:1の溝比と
を有し、
前記第2ステープルファイバーが、
a)サイド−バイ−サイドおよび偏心した鞘−芯からなる群から選択された断面構造と、
b)実質的に楕円形およびスカラップ状楕円形からなる群から選択された断面形状と
を有するポリエステル複合ステープルファイバー混合物であり、
前記ポリエステル複合ステープルファイバー混合物が、任意選択的に少なくとも1種のポリエステル複合ステープルファイバーをさらに含む
ことを特徴とするポリエステル複合ステープルファイバー混合物。
【請求項32】
綿と請求項31に記載のポリエステル複合ステープルファイバー混合物とを含む紡績糸であって、約14〜約60の綿番手および約0.1〜約500の品質係数を有することを特徴とする紡績糸。
【請求項33】
約20%〜約45%の全ボイルオフ収縮を有することを特徴とする請求項32に記載の紡績糸。
【請求項34】
約13%〜約20%の質量の変動係数を有することを特徴とする請求項32に記載の紡績糸。
【請求項35】
前記複合ステープルファイバー混合物が、前記紡績糸の総重量を基準として、約30重量パーセント〜約100重量パーセントのレベルで存在することを特徴とする請求項32に記載の紡績糸。
【請求項36】
約30重量パーセント〜約69重量パーセントのポリ(エチレンテレフタレート)単成分ステープルファイバーをさらに含むことを特徴とする請求項32に記載の紡績糸。
【請求項37】
前記複合ステープルファイバー混合物がポリ(エチレンテレフタレート)とポリ(トリメチレンテレフタレート)とを含むことを特徴とする請求項32に記載の紡績糸。
【請求項38】
請求項32に記載の紡績糸を含むことを特徴とする布。
【請求項39】
請求項35に記載の紡績糸を含むことを特徴とする布。
【請求項40】
請求項36に記載の紡績糸を含むことを特徴とする布。
【請求項41】
請求項37に記載の紡績糸を含むことを特徴とする布。
【請求項42】
請求項32に記載のステープルファイバー混合物を含み、ウィッキングを有する布であって、前記ウィッキングは、この布がパーセント乾燥時間試験で14分において少なくとも60パーセント乾燥しているのに十分なウィッキングであり、平方メートル当たり約102グラム〜平方メートル当たり約288グラムの完成品坪量を有することを特徴とする布。
【請求項43】
前記完成品坪量が平方メートル当たり約203グラム〜平方メートル当たり約271グラムであることを特徴とする請求項42に記載の布。
【請求項44】
請求項22または26または27または29に記載の布を含むことを特徴とする衣料品。
【請求項45】
請求項38または39または42に記載の布を含むことを特徴とする衣料品。
【請求項46】
請求項1に記載のステープルファイバーを含むことを特徴とする不織布。
【図1】

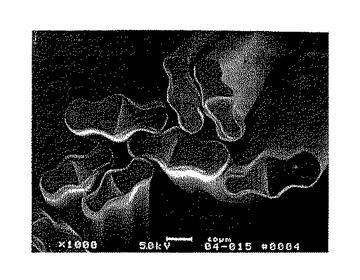
【図2】

【図3A】
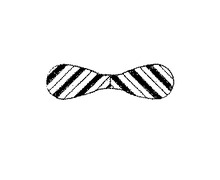
【図3B】

【図3C】
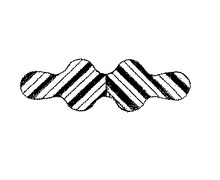
【図4A】
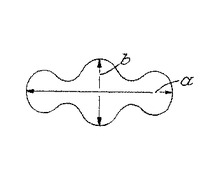
【図4B】
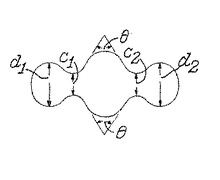
【図5】
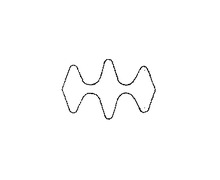
【図6】
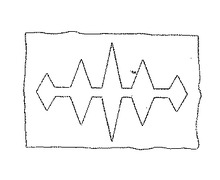
【図2】
【図3A】
【図3B】
【図3C】
【図4A】
【図4B】
【図5】
【図6】
【公表番号】特表2009−510275(P2009−510275A)
【公表日】平成21年3月12日(2009.3.12)
【国際特許分類】
【出願番号】特願2008−533352(P2008−533352)
【出願日】平成18年8月17日(2006.8.17)
【国際出願番号】PCT/US2006/032373
【国際公開番号】WO2007/040848
【国際公開日】平成19年4月12日(2007.4.12)
【出願人】(505245302)インヴィスタ テクノロジー エスアエルエル (81)
【氏名又は名称原語表記】INVISTA Technologies S.a.r.l.
【住所又は居所原語表記】Talstrasse 80,8001 Zurich,Switzerland
【Fターム(参考)】
【公表日】平成21年3月12日(2009.3.12)
【国際特許分類】
【出願日】平成18年8月17日(2006.8.17)
【国際出願番号】PCT/US2006/032373
【国際公開番号】WO2007/040848
【国際公開日】平成19年4月12日(2007.4.12)
【出願人】(505245302)インヴィスタ テクノロジー エスアエルエル (81)
【氏名又は名称原語表記】INVISTA Technologies S.a.r.l.
【住所又は居所原語表記】Talstrasse 80,8001 Zurich,Switzerland
【Fターム(参考)】
[ Back to top ]