
色のついたかみそりブレード
色のついたかみそりブレードが提供される。そのようなブレードを製造する方法も提供され、ブレード材料を焼入れプロセスに曝す工程、及び焼入れプロセス中にブレード材料を酸化して酸化層をブレード材料上に形成する工程を伴う方法が含まれる。その方法には、酸化工程の後でブレード材料を急冷してブレード材料のマルテンサイト変態を開始する工程、及び焼入れしたブレード材料をかみそりブレードに形成する工程も含み、酸化層により、色のついた表面を有するかみそりブレードが提供される。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、かみそりブレードとかみそりブレードを製造する方法とに関するものであり、特に、色のついたかみそりブレードに関する。
【背景技術】
【0002】
かみそりブレードは、典型的には、ステンレス鋼などの好適な金属シート材料で形成され、これが所望の幅に切り離され、熱処理をされて金属が硬化される。焼き入れ作業には、高温炉が使用され、そこでは、金属が1100℃超過の温度に10秒間まで曝されてもよく、続いて急冷される。
【0003】
焼き入れの後、ブレード上に刃先が形成される。刃先は、典型的には、1000オングストローム未満の、例えば200〜300オングストローム未満の半径を有する究極先端が付いた、くさび形の形状を有する。
【0004】
刃先には、様々なコーティングが被されてもよい。刃先又は究極先端には、強度、耐食性、及びシェービング能力を改善するために、例えば、ダイヤモンド、アモルファスダイヤモンド、ダイヤモンドライクカーボン(DLC)材料、窒化物、炭化物、酸化物、又はセラミックスなどの、硬質コーティングが被されることが多い。ニオビウム又はクロム含有材料の中間層が、通常はステンレス鋼である基材と硬質コーティングの間の結合強化の助けをすることができる。ポリテトラフルオロエチレン(PTFE)の外層を用いると、摩擦低下をもたらすことができる。
【0005】
これらのコーティング、及び他のいかなる焼き入れ後加工工程も、焼き入れされて鋭利化された鋼が焼き戻しされないように、十分に低い温度条件で実施されることが重要である。鋼が焼き戻された場合、その硬さを失い、使用中に適切に機能しないことがある。
【0006】
かみそりブレードの刃先構造及び製造方法の例が、米国特許第5,295,305号、第5,232,568号、第4,933,058号、第5,032,243号、第5,497,550号、第5,940,975号、第5,669,144号、EP0591334、及びPCT92/03330に記載されており、参考として本明細書に組み入れる。
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明が提供するものは、色のついた酸化層すなわち下に存在するブレード材料の色と異なる色を有する酸化層が含まれるかみそりブレードと、そのようなブレードを作成する方法である。
【0008】
用語「色のついた」は、本明細書で使用する時、黒及び白を含む全ての色を包含する。色のついた層は、ブレードの性能又は物理特性に悪影響を及ぼすことなく、所望の美的効果を提供する。かみそりブレードの色は、かみそりカートリッジのハウジング若しくはハンドル、又はシェービングシステムの他の構成要素の色とカラーコーディネートできる。幾つかの好ましい実施例では、その層は、実質的にブレードの全表面を覆い、美的効果を高め、及び製造が簡単である。本明細書で説明されるその酸化層は、耐久性があり、ブレード材料への良好な付着性を呈し、並びに一貫し及び比較的安価に生産可能である。
【0009】
本発明は、一態様において、金属シート材料で形成された及び鋭利化された刃先を有するブレードと、ブレードの少なくとも一部に配置された色のついた層とが含まれる、湿式シェービングシステムで使用するためのかみそりブレードを特徴とする。
【課題を解決するための手段】
【0010】
本発明は又、色のついた層を生産する方法を特徴とする。例えば、一態様において、本発明は、ブレード材料を焼入れプロセスに曝す工程、及び焼入れプロセス中にブレード材料を酸化してブレード材料上に酸化層を形成する工程を含む方法を特徴とする。その方法には、酸化工程の後でブレード材料を急冷してブレード材料のマルテンサイト変態を開始する工程、及び焼入れたブレード材料をかみそりブレードに形成する工程も含まれており、酸化層が、色のついた表面を有するかみそりブレードを提供する。好ましい方法は、ブレードの最終特性に悪影響を及ぼさない。
【0011】
幾つかの方法は、次の特徴の1つ又はより多くを包含してもよい。酸化工程は、ブレード材料のオーステナイト化(austenization)の後で行われる。酸化工程は、約500〜800℃の温度において実施される。焼入れ工程には、オーステナイト化中の1100℃超過から酸化工程前の約800℃未満まで、ブレード材料の温度を低下させる工程が含まれる。ブレード材料のオーステナイト化及び酸化の工程は、分離されたチャンバ内で実施され、その周囲条件は、独立に制御可能である。方法は更に、酸化工程が実施される周囲条件を制御する工程を含む。例えば、制御工程は、酸化工程が中で実施されるチャンバを提供する工程、及び酸化工程中に1つ以上のガスをそのチャンバに導入する工程を含んでもよい。そのガスは、酸素、酸素と窒素の混合体、酸化窒素、二酸化窒素、オゾン(O3)、水蒸気、及びこれらの混合体から成る群から選択されてもよい。酸化工程が始まる際、ブレード材料に酸化物が実質的に無いように、オーステナイト化が中で行われるチャンバには酸素が十分に除去されていることが、一般に好ましい。「酸素が実質的に無い」ことにより、ブレード材料は、少しの酸化物しかその表面上に有しておらず、その結果、鋼が酸化区域に入って酸素と接触した際に、水素、酸素とステンレス鋼表面との間の均一な酸化反応が行われ得ることを意味する。幾つかの実施例では、オーステナイト化が中で行われるチャンバは、実質的に酸素が無く、すなわち、約500ppm未満の酸素、好ましくは100ppm未満の酸素を含有する。
【0012】
幾つかの方法において、形成工程には、ブレード材料を鋭利化して刃先を形成する工程が含まれる。形成工程には又、切り離したブレード材料をかみそりブレードと実質的に同じ長さを有する部分に分割する工程が含まれてもよい。
【0013】
方法には更に、刃先のシェービング性能を強化するために、刃先にコーティングを被せる工程が含まれてもよい。そのコーティングは、例えば、クロム含有材料、ニオビウム含有材料、ダイアモンドコーティング、ダイアモンドライクコーティング(DLC)、窒化物、炭化物、酸化物、及びテロマーからなる群から選択されてもよい。
【発明を実施するための最良の形態】
【0014】
本発明は、更なる態様において、金属シート材料で形成及び鋭利化された刃先を有するブレードであって、ブレード上の少なくとも一部に配置された色のついた層を有するブレードを含むかみそりを包含する、湿式シェービングシステムを特徴とする。ブレードには、上で説明された特徴のいずれかが含まれてもよい。
【0015】
用語「色のついた」は、本明細書で使用する時、酸化前の基材材料の色と異なる色を有する層について言う。
【0016】
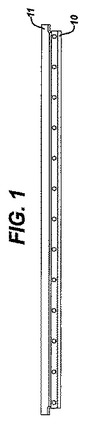
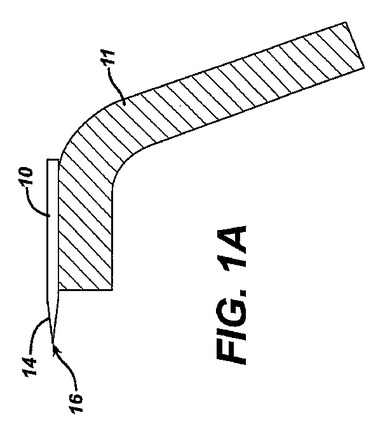
図1及び1Aを参照して、かみそりブレード10は、通常は厚さが約0.08ミリメートル(約0.003)〜0.10ミリメートル(約0.004インチ)である、ステンレス鋼の基材を含む。ステンレス鋼は、そのマルテンサイト相に硬化されている。ブレード10は、鋭利化されて先端16となった刃先14(ブレードの「究極端部」と呼ばれることもある)を有する。好ましくは、先端16は、SEMにより測定される、1,000オングストローム未満の、好ましくは200〜400オングストロームの半径を有する。典型的には、先端16は、先端から40μmにて測定して、15度〜30度の間の、例えば約19度のはさみ角の側面が付いた輪郭を有する。
【0017】
ブレード10には、非常に薄い、例えば300〜2000オングストロームの色のついた層が含まれる。この層は、図1及び1Aでは、これらの図の縮尺のために見ることができない。色のついた層は、仕上りブレードに所望の色をもたらすために、及び有害な色変化または他の損傷もしくは変質が無くその他のブレード加工工程に耐えるものとするために、以下で説明されるようにブレード鋼上に形成された酸化物である。
【0018】
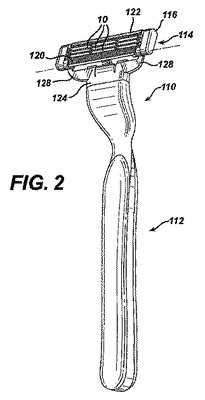
図2を参照して、ブレード10は、シェービングかみそり110に用いることができ、これにハンドル112及び交換可能なシェービングカートリッジ114が含まれる。カートリッジ114には、ハウジング116が含まれ、これは、3枚のブレード10、ガード120、及びキャップ122を担持する。各ブレード10が支持体11に溶着されて、ブレード10及びそれらの支持体11は、例えば米国特許第5,918,369号に記載されるように、移動可能に取り付けられており、この特許を参考として本明細書に組み入れる。カートリッジ114には、相互連結部材124も含まれ、その上の2つのアーム128に、ハウジング116が、旋回するように取り付けられる。
【0019】
上述したように、ブレードの色は、ハウジング若しくはハンドルの色、又はハウジング若しくはハンドルの一部の色とコーディネートされて、喜ばしい及び特色のある美的効果を創り出してもよい。例えば、酸化層の色は、ハウジング及び/又はハンドルの色(単数又は複数)と同じ、及び/又は対照的若しくは相補的であってもよい。酸化層の色は又、カートリッジのエラストマー部分の、例えばガードの色とコーディネートされてもよい。
【0020】
ブレード10は、他のタイプのかみそりに、例えば1枚、2枚、又は3枚、又はより多くのブレード、又は両側ブレードを有するかみそりにも、使用することができる。ブレード10は、可動ブレード又は旋回ヘッドを有さないかみそりにも使用することができる。カートリッジは、交換可能であっても、又はかみそりハンドルに永久的に取り付けのいずれであってもよい。
【0021】
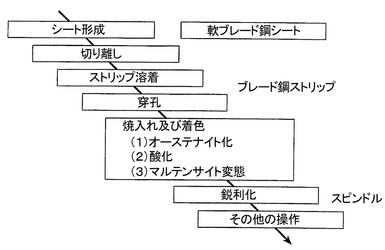
色のついた酸化層を形成する、及びかみそりブレードを製造する好適なプロセスを、図3に概略図で示す。最初に、ブレード鋼のシートが、ストリップに切り離されて、引き続く加工中の取扱いを容易にするために、ストリップが穿孔される。所望の場合、刻印などの他の焼き入れ前工程が、実行されてもよい。
【0022】
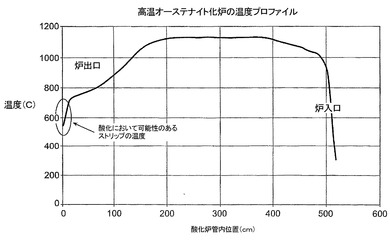
焼き入れ前工程の所望の手順の完了後、ブレード材料は、ステンレス鋼のオーステナイト化を含む、焼き入れプロセスにかけられる。焼き入れプロセスは、トンネルオーブン内で実施され、その典型的な温度プロファイルが図4に示される。材料は、高温まで、例えば約1160℃まで急速に昇温されて、この温度にある時間保持され、この間にステンレス鋼のオーステナイト化が行われて、次に冷却される。フォーミングガス(例えば水素及び窒素が含まれる)が、オーステナイト化中のオーブンの高温域の中を流れる。フォーミングガスの組成及び流量は、酸化が生じないように、及びいかなる自然酸化物も還元されるように、制御される。フォーミングガスには、好ましくは、酸化を防ぎ及びいかなる自然酸化物も還元するための水素と、水素の全体的な濃度を希釈するのに使用される不活性ガスとしての窒素とが含まれる。例えば、幾つかの実施例では、フォーミングガスは、約50〜100%の水素と約0〜50%の窒素とが含まれてもよく、及び約7L/min〜38L/minの流量で送達されてもよい。
【0023】
オーステナイト化の後で、ストリップは酸化区域の中を通り、ここで、色のついた酸化層が、ブレード鋼の表面上で成長する。フォーミングガスが、焼入れ炉から酸化区域へ流入する。酸化ガス(例えば酸素が含まれる)が、酸化区域の所望の点(ストリップが酸化に好適な温度に到達した点)でフォーミングガスに導入されて、酸化プロセスを進める。酸素は、乾燥空気の形態で供給されてもよい。酸化区域及び酸化条件(例えば水素対酸素の比)については、以下で詳細に説明する。材料が酸化区域を出た後で、急激に冷却され、その結果、ステンレス鋼のマルテンサイト変態が得られる。急冷は、酸化層の色に悪影響を及ぼさない。
【0024】
本明細書で説明されるプロセスは、既存のブレード鋼焼入れプロセスに追加されてもよく、既存プロセスの変更は最小限のことが多い。例えば、ある既存ブレード鋼焼入れプロセスは、フォーミングガスの流れを包含する、高温(1100℃超過)の炉を使用する。2つの平行で連続的なステンレス鋼のブレードのストリップが、それぞれ36.6m/min(120フィート/min)で、この高温炉の中を通される。この高温処理は、ステンレス鋼ストリップをオーステナイト化するために用いられる。高温炉の出口近くには、水冷式ジャケット付き管(水冷式マッフル管とも呼ばれる)がある。この区分は、ステンレス鋼のブレードストリップの冷却プロセスを始めるために使用される。水冷区域の直後に、ステンレス鋼のブレードストリップは、一組の水冷式急冷ブロックの中を通される。急冷ブロックが、鋼のマルテンサイト変態を開始する。この既存プロセスは、高温炉と急冷ブロックの間の水冷式マッフル管を上で言及した酸化区域と置き換えることによって、色のついた酸化層を形成するように変更されてもよい。ストリップが、800℃未満、より好ましくは約400〜750℃、例えば約600〜700℃の温度で炉を出るように、炉の温度プロファイルを修正することも好ましい。
【0025】
好適な酸化区域を模式的に図5に示す。酸化区域は、例えば、焼入れラインの高温炉中で使用される管類に取り付けられた、インコネル管であってもよい。図5を参照して、一実施形態では、ガススパージャーシステム200が、管202の入口から約2.9cmのところに取り付けられて、管の5.1cm下流まで延びる寸法になっている。この場合、スパージャーは、合計で16のガス注入口(図示せず)を有し、及びスパージャーを通って注入されたガス(図5Aの矢印)が、ステンレス鋼ストリップに均一に衝突するように設計されている。ガスは、対の入口管201、203を通ってスパージャーに導入される。ガスバッフル204が含まれて、ブレード材料の2つのステンレス鋼のストリップを互いに分離して、バッフルの各側でのガス組成を独立して制御できるようになっていてもよい。バッフル204は、図5Aに示されるように、2つのチャンバ210、212を画定してもよい。この場合、ガスバッフルは、例えば、酸化区域の入口から0.3cmで始まって、管の下流10.2cmまで延びてもよい。所望の場合、ガスバッフル204は、酸化区域の全長に沿って延びてもよく、その結果、入口管201及び203からのガス流の混合がなく、管内のバッフルの両側(210及び212)の独立制御が可能になる。ガススパージャーは、2元的なガス流制御が可能であって、同一炉を用いて同時に2つのストリップが加工できるように、設計されている。ガス流量は、気体流量計を用いて制御されてもよい。酸化区域の各チャンバの出口は、フランジ及び2片の鋼218を装備して、これらがスリット219を画定し、それにより出口ゲート220として作用してもよい(図5C)。スリットは、例えば0.1〜0.2cmの幅であってもよい。この出口ゲートは、周囲空気の酸化区域中へのいかなる逆流をも防ぎ、及び酸化区域中のガスのより良好な混合を促す。上の説明のように、ステンレス鋼のブレードストリップは、酸化区域の直後に、一組の水冷式急冷ブロック206の中を通される。急冷ブロックが、鋼のマルテンサイト変態を開始する。
【0026】
所望の色は、一般に、酸化層の厚さ及び組成を制御する工程により得られる。色のついた酸化層の厚さ及び組成は、幾つかの変数に依存する。例えば、酸化層の厚さは、酸化ガスが導入される時のステンレス鋼ストリップの温度、及び酸化区域中のフォーミングガスと酸化ガスの混合体の水素対酸素の比に依存する。酸化層の組成すなわち化学量論は、これらと同じ要因に、並びにストリップの形態及び表面組成にも依存する。一般に、より低い温度及び流量は、金色を作り出し、より高い温度及び流量は、紫色から青色を作り出す。幾つかの実施例では、水素対酸素の比は、約100:1〜500:1である。所与のタイプのブレード材料について、この範囲の中間点ぐらいの水素対酸素の比で、審美的な深い青色の酸化物が得られる。酸素の相対量を増加すると、淡い青色及び淡い青緑色という結果が得られる傾向となり、一方、酸素の相対量を減少すると、紫色次いで金色という結果が得られる傾向となる。
【0027】
材料が酸化区域中を移動する速度及び酸化区域の長さも、着色に影響を及ぼす。好適な速度は、例えば15〜40m/minの範囲であってもよい。
【0028】
ある場合には、一定の最終製品を得るために、焼入れ及び/又は酸化加工のプロセスパラメータの調節が必要なことがある。ストリップが酸化区域へ入る時の温度は、焼入れ炉の最終域の温度を調節する工程により、及び/又は酸化区域に加熱エレメントを使用する工程によって、制御されてもよい。ストリップが酸化区域へ入る時の温度を高くすると、酸化区域中で作り出される酸化物厚さが増加する。最も従来的な炉を使用してプロセスが実施されるとき、ストリップが酸化区域へ入る時の温度は、最初にプロセスを設定する際にのみ調節可能である。酸化区域への酸化ガスのガス組成は速やかに調節可能であるので、ストリップ材料の変化を補う工程及び酸化物の色を微調節する工程に一般に使用されるのは、このパラメータである。焼入れ炉の最終域の的確な温度設定及び酸化ガスの的確な組成は、その他にも要因がある中で、鋼ストリップの所望の色、大きさ、形状、組成、及び速度に基づいて選定される。
【0029】
上で説明されたプロセスの全てによって、オーステナイト化の後及びマルテンサイト変態の前の焼き入れプロセス中に、装飾性酸化物被膜のブレード鋼上での成長が可能になる。そうではなくて、ブレード鋼が焼き入れプロセスの前に着色されていた場合には、その色は、一般に、標準的な焼き入れプロセス中に劣化するであろう。熱酸化着色プロセスがマルテンサイト変態の後で採用された場合には、一般に、ステンレス鋼ストリップのマルテンサイト特性を壊してしまうであろう。上で説明されたプロセスは、一般に、焼入れされたステンレス鋼のブレードストリップの金属学的特性に悪影響を与えずに、非常に付着性の保護酸化物を提供し、その上、優れた色制御を可能にする。
【0030】
焼入れプロセスの後、ブレード材料は、鋭利化されて図1に示される刃先を創りだし、及びブレード材料のストリップは、所望の長さのブレードに分割される。ブレードは、次に、そのような支持体が使用される場合にであるが、例えばレーザー溶着を用いて、支持体11(図2)に溶着されてもよい。
【0031】
色のついた層に加えて、かみそりブレードには、性能を強めるコーティング及び層などの他の特徴が含まれてもよく、これらが鋭利化工程と溶着工程の間に付与されることもある。
【0032】
例えば、上の背景技術の節で論じたように、先端は、1つ以上のコーティングを被されてもよい。好適な先端コーティングの材料には、次のものが挙げられるが、これらに限定されない:
好適な中間層材料として、ニオビウム及びクロム含有材料が含まれる。特定の中間層が、約100〜500オングストロームの厚さを有するニオビウムで作成される。PCT92/03330が、ニオビウム中間層の使用について記載する。
【0033】
好適な硬質コーティング材料として、炭素含有材料(例えば、ダイヤモンド、アモルファスダイヤモンド、又はDLC)、窒化物(例えば、窒化ホウ素、窒化ニオビウム、又は窒化チタン)、炭化物(例えば、炭化ケイ素)、酸化物(例えば、アルミナ、ジルコニア)、及びその他のセラミック材料が挙げられる。炭素含有硬質コーティングには、タングステン、チタン、又はクロムなどの他の元素を、例えばスパッタリングによる付加中にこれらの添加物をターゲット材の中に含める工程により、添加することができる。硬質コーティング材料には、水素、例えば、水素添加DLCをも組み込むことができる。DLC層及び付着方法は、米国特許第5,232,568号に記載されている。
【0034】
好適なオーバコーティング層として、クロム含有材料、例えば、ポリテトラフルオロエチレンと適合性があるクロム又はクロム合金、例えばCrPtが挙げられる。特定のオーバコーティング層には、約100〜500オングストロームの厚さを有するクロムがある。
【0035】
好適な外層として、テロマーと呼ばれることもある、ポリテトラフルオロエチレンが挙げられる。特定のポリテトラフルオロエチレン材料には、デュポン(DuPont)から入手可能なクライトックスLW1200(Krytox LW 1200)がある。この材料は、安定な分散体を生じる小粒子から成る、不燃性で安定なドライ潤滑材である。これは、20重量%固形物の水性分散体として供給され、浸漬、噴霧、又ははけ塗りにより塗布されて、その後で空気乾燥することができ、又は溶融コーティングすることができる。その層は、好ましくは、厚さが100〜5,000オングストローム、例えば1,500〜4,000オングストロームである。連続的なコーティングが達成されるという条件で、テロマーコーティングの厚さを減少しても、改善された最初のシェービング結果を提供することができる。米国特許第5,263,256号及び第5,985,459号は、付与されるテロマー層の厚さを減少するために使用できる技法を記載しており、この特許を参考として本明細書に組み入れる。
【0036】
かみそりブレードの先端には、例えば、ニオビウム中間層、DLC硬質コーティング層、クロムオーバコーティング層、及びクライトックスLW1200(Krytox LW 1200)ポリテトラフルオロ−エチレン外側コーティング層が含まれてもよい。
【0037】
次の実施例は、説明に役立つことを目的としており、実際に限定することは意図していない。
【実施例】
【0038】
ステンレス鋼ブレード材料のストリップが、図4に示される焼入れ温度プロファイルを使用して、高温炉内で熱処理された。高温炉の出口は、図5に示されるタイプの酸化区域を装備していた。高温炉の温度プロファイルと高温炉のガス雰囲気が、制御された。高温炉内の温度は、1160℃に設定された。
【0039】
深い青色(最小反射率が640nm〜660nmの間にある)を得るために、オーステナイト化(高温)炉の最終加熱域が、740℃の温度まで低下された。入口加熱域の温度は、通常ならば1000℃ぐらいに設定されるが、適切な程度のオーステナイト化を得るために、より高温の所望の長さを炉内に維持するように、1145℃に上昇された。酸化区域は、高温炉の出口に直接(高温ガスケット材を含めて)取り付けられた。水冷式急冷ブロック(水温は32℃に維持される)は、酸化区域の出口にほとんど接触していた。高温炉の入口へ入るフォーミングガス流量は、18.9L/min(40SCFH流量単位)に設定された。酸化ガスは、空気(0.45L/min)と窒素(2.0L/min)の混合体として、酸化区域の入口端部近辺に導入された。2つのステンレス鋼ブレードストリップは、36.6m/min(120ft/min)で炉の中を走行していた。空気流量は、所望の酸化色に「調節」するために、増加又は減少のいずれかをされた。
【0040】
異なる色の選定を得るためには、高温炉の最終域の温度が、上昇及び低下された。空気流量も、所望の色及び色の均一性の両方を微調節するために修正された。得られた色は、より低い温度及び/又はより低い空気流量で始まり、温度及び/又は空気流量を増加していって、「ストロー」(淡い金)から、金まで、ピンクゴールドまで、深い青(紫)まで、青まで、淡い青までの範囲であった。より低い温度及び空気流量(T設定=700℃、空気流量0.30L/minの場合、「金色」が得られた。より高い温度及び空気流量(T設定=740℃、空気流量0.45L/min)の場合)、「青」が得られた。
【0041】
本発明の1つ以上の実施形態の詳細を、添付図及び以下の説明に示す。本発明の他の特徴及び利点は、説明及び図面、並びに請求項から明らかであろう。
【図面の簡単な説明】
【0042】
【図1】支持されたかみそりブレードの平面図であり、図1Aは、支持されたかみそりブレードの側面図。
【図2】図1のかみそりブレードが含まれるシェービングかみそりの斜視図。
【図3】本発明の1つの実施形態によるかみそりブレード製造プロセスにおける工程を示す流れ図。
【図4】焼入れ加熱炉用の温度プロファイル。
【図5】酸化区域の概略側面図。
【図5A】図5の線A−Aに沿って見る、スパージャーの概略断面図。
【図5B】図5Aに示されるスパージャーの側面図。
【図5C】図5に示される酸化区域で用いられる出口ゲートの正面図。
【技術分野】
【0001】
本発明は、かみそりブレードとかみそりブレードを製造する方法とに関するものであり、特に、色のついたかみそりブレードに関する。
【背景技術】
【0002】
かみそりブレードは、典型的には、ステンレス鋼などの好適な金属シート材料で形成され、これが所望の幅に切り離され、熱処理をされて金属が硬化される。焼き入れ作業には、高温炉が使用され、そこでは、金属が1100℃超過の温度に10秒間まで曝されてもよく、続いて急冷される。
【0003】
焼き入れの後、ブレード上に刃先が形成される。刃先は、典型的には、1000オングストローム未満の、例えば200〜300オングストローム未満の半径を有する究極先端が付いた、くさび形の形状を有する。
【0004】
刃先には、様々なコーティングが被されてもよい。刃先又は究極先端には、強度、耐食性、及びシェービング能力を改善するために、例えば、ダイヤモンド、アモルファスダイヤモンド、ダイヤモンドライクカーボン(DLC)材料、窒化物、炭化物、酸化物、又はセラミックスなどの、硬質コーティングが被されることが多い。ニオビウム又はクロム含有材料の中間層が、通常はステンレス鋼である基材と硬質コーティングの間の結合強化の助けをすることができる。ポリテトラフルオロエチレン(PTFE)の外層を用いると、摩擦低下をもたらすことができる。
【0005】
これらのコーティング、及び他のいかなる焼き入れ後加工工程も、焼き入れされて鋭利化された鋼が焼き戻しされないように、十分に低い温度条件で実施されることが重要である。鋼が焼き戻された場合、その硬さを失い、使用中に適切に機能しないことがある。
【0006】
かみそりブレードの刃先構造及び製造方法の例が、米国特許第5,295,305号、第5,232,568号、第4,933,058号、第5,032,243号、第5,497,550号、第5,940,975号、第5,669,144号、EP0591334、及びPCT92/03330に記載されており、参考として本明細書に組み入れる。
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明が提供するものは、色のついた酸化層すなわち下に存在するブレード材料の色と異なる色を有する酸化層が含まれるかみそりブレードと、そのようなブレードを作成する方法である。
【0008】
用語「色のついた」は、本明細書で使用する時、黒及び白を含む全ての色を包含する。色のついた層は、ブレードの性能又は物理特性に悪影響を及ぼすことなく、所望の美的効果を提供する。かみそりブレードの色は、かみそりカートリッジのハウジング若しくはハンドル、又はシェービングシステムの他の構成要素の色とカラーコーディネートできる。幾つかの好ましい実施例では、その層は、実質的にブレードの全表面を覆い、美的効果を高め、及び製造が簡単である。本明細書で説明されるその酸化層は、耐久性があり、ブレード材料への良好な付着性を呈し、並びに一貫し及び比較的安価に生産可能である。
【0009】
本発明は、一態様において、金属シート材料で形成された及び鋭利化された刃先を有するブレードと、ブレードの少なくとも一部に配置された色のついた層とが含まれる、湿式シェービングシステムで使用するためのかみそりブレードを特徴とする。
【課題を解決するための手段】
【0010】
本発明は又、色のついた層を生産する方法を特徴とする。例えば、一態様において、本発明は、ブレード材料を焼入れプロセスに曝す工程、及び焼入れプロセス中にブレード材料を酸化してブレード材料上に酸化層を形成する工程を含む方法を特徴とする。その方法には、酸化工程の後でブレード材料を急冷してブレード材料のマルテンサイト変態を開始する工程、及び焼入れたブレード材料をかみそりブレードに形成する工程も含まれており、酸化層が、色のついた表面を有するかみそりブレードを提供する。好ましい方法は、ブレードの最終特性に悪影響を及ぼさない。
【0011】
幾つかの方法は、次の特徴の1つ又はより多くを包含してもよい。酸化工程は、ブレード材料のオーステナイト化(austenization)の後で行われる。酸化工程は、約500〜800℃の温度において実施される。焼入れ工程には、オーステナイト化中の1100℃超過から酸化工程前の約800℃未満まで、ブレード材料の温度を低下させる工程が含まれる。ブレード材料のオーステナイト化及び酸化の工程は、分離されたチャンバ内で実施され、その周囲条件は、独立に制御可能である。方法は更に、酸化工程が実施される周囲条件を制御する工程を含む。例えば、制御工程は、酸化工程が中で実施されるチャンバを提供する工程、及び酸化工程中に1つ以上のガスをそのチャンバに導入する工程を含んでもよい。そのガスは、酸素、酸素と窒素の混合体、酸化窒素、二酸化窒素、オゾン(O3)、水蒸気、及びこれらの混合体から成る群から選択されてもよい。酸化工程が始まる際、ブレード材料に酸化物が実質的に無いように、オーステナイト化が中で行われるチャンバには酸素が十分に除去されていることが、一般に好ましい。「酸素が実質的に無い」ことにより、ブレード材料は、少しの酸化物しかその表面上に有しておらず、その結果、鋼が酸化区域に入って酸素と接触した際に、水素、酸素とステンレス鋼表面との間の均一な酸化反応が行われ得ることを意味する。幾つかの実施例では、オーステナイト化が中で行われるチャンバは、実質的に酸素が無く、すなわち、約500ppm未満の酸素、好ましくは100ppm未満の酸素を含有する。
【0012】
幾つかの方法において、形成工程には、ブレード材料を鋭利化して刃先を形成する工程が含まれる。形成工程には又、切り離したブレード材料をかみそりブレードと実質的に同じ長さを有する部分に分割する工程が含まれてもよい。
【0013】
方法には更に、刃先のシェービング性能を強化するために、刃先にコーティングを被せる工程が含まれてもよい。そのコーティングは、例えば、クロム含有材料、ニオビウム含有材料、ダイアモンドコーティング、ダイアモンドライクコーティング(DLC)、窒化物、炭化物、酸化物、及びテロマーからなる群から選択されてもよい。
【発明を実施するための最良の形態】
【0014】
本発明は、更なる態様において、金属シート材料で形成及び鋭利化された刃先を有するブレードであって、ブレード上の少なくとも一部に配置された色のついた層を有するブレードを含むかみそりを包含する、湿式シェービングシステムを特徴とする。ブレードには、上で説明された特徴のいずれかが含まれてもよい。
【0015】
用語「色のついた」は、本明細書で使用する時、酸化前の基材材料の色と異なる色を有する層について言う。
【0016】
図1及び1Aを参照して、かみそりブレード10は、通常は厚さが約0.08ミリメートル(約0.003)〜0.10ミリメートル(約0.004インチ)である、ステンレス鋼の基材を含む。ステンレス鋼は、そのマルテンサイト相に硬化されている。ブレード10は、鋭利化されて先端16となった刃先14(ブレードの「究極端部」と呼ばれることもある)を有する。好ましくは、先端16は、SEMにより測定される、1,000オングストローム未満の、好ましくは200〜400オングストロームの半径を有する。典型的には、先端16は、先端から40μmにて測定して、15度〜30度の間の、例えば約19度のはさみ角の側面が付いた輪郭を有する。
【0017】
ブレード10には、非常に薄い、例えば300〜2000オングストロームの色のついた層が含まれる。この層は、図1及び1Aでは、これらの図の縮尺のために見ることができない。色のついた層は、仕上りブレードに所望の色をもたらすために、及び有害な色変化または他の損傷もしくは変質が無くその他のブレード加工工程に耐えるものとするために、以下で説明されるようにブレード鋼上に形成された酸化物である。
【0018】
図2を参照して、ブレード10は、シェービングかみそり110に用いることができ、これにハンドル112及び交換可能なシェービングカートリッジ114が含まれる。カートリッジ114には、ハウジング116が含まれ、これは、3枚のブレード10、ガード120、及びキャップ122を担持する。各ブレード10が支持体11に溶着されて、ブレード10及びそれらの支持体11は、例えば米国特許第5,918,369号に記載されるように、移動可能に取り付けられており、この特許を参考として本明細書に組み入れる。カートリッジ114には、相互連結部材124も含まれ、その上の2つのアーム128に、ハウジング116が、旋回するように取り付けられる。
【0019】
上述したように、ブレードの色は、ハウジング若しくはハンドルの色、又はハウジング若しくはハンドルの一部の色とコーディネートされて、喜ばしい及び特色のある美的効果を創り出してもよい。例えば、酸化層の色は、ハウジング及び/又はハンドルの色(単数又は複数)と同じ、及び/又は対照的若しくは相補的であってもよい。酸化層の色は又、カートリッジのエラストマー部分の、例えばガードの色とコーディネートされてもよい。
【0020】
ブレード10は、他のタイプのかみそりに、例えば1枚、2枚、又は3枚、又はより多くのブレード、又は両側ブレードを有するかみそりにも、使用することができる。ブレード10は、可動ブレード又は旋回ヘッドを有さないかみそりにも使用することができる。カートリッジは、交換可能であっても、又はかみそりハンドルに永久的に取り付けのいずれであってもよい。
【0021】
色のついた酸化層を形成する、及びかみそりブレードを製造する好適なプロセスを、図3に概略図で示す。最初に、ブレード鋼のシートが、ストリップに切り離されて、引き続く加工中の取扱いを容易にするために、ストリップが穿孔される。所望の場合、刻印などの他の焼き入れ前工程が、実行されてもよい。
【0022】
焼き入れ前工程の所望の手順の完了後、ブレード材料は、ステンレス鋼のオーステナイト化を含む、焼き入れプロセスにかけられる。焼き入れプロセスは、トンネルオーブン内で実施され、その典型的な温度プロファイルが図4に示される。材料は、高温まで、例えば約1160℃まで急速に昇温されて、この温度にある時間保持され、この間にステンレス鋼のオーステナイト化が行われて、次に冷却される。フォーミングガス(例えば水素及び窒素が含まれる)が、オーステナイト化中のオーブンの高温域の中を流れる。フォーミングガスの組成及び流量は、酸化が生じないように、及びいかなる自然酸化物も還元されるように、制御される。フォーミングガスには、好ましくは、酸化を防ぎ及びいかなる自然酸化物も還元するための水素と、水素の全体的な濃度を希釈するのに使用される不活性ガスとしての窒素とが含まれる。例えば、幾つかの実施例では、フォーミングガスは、約50〜100%の水素と約0〜50%の窒素とが含まれてもよく、及び約7L/min〜38L/minの流量で送達されてもよい。
【0023】
オーステナイト化の後で、ストリップは酸化区域の中を通り、ここで、色のついた酸化層が、ブレード鋼の表面上で成長する。フォーミングガスが、焼入れ炉から酸化区域へ流入する。酸化ガス(例えば酸素が含まれる)が、酸化区域の所望の点(ストリップが酸化に好適な温度に到達した点)でフォーミングガスに導入されて、酸化プロセスを進める。酸素は、乾燥空気の形態で供給されてもよい。酸化区域及び酸化条件(例えば水素対酸素の比)については、以下で詳細に説明する。材料が酸化区域を出た後で、急激に冷却され、その結果、ステンレス鋼のマルテンサイト変態が得られる。急冷は、酸化層の色に悪影響を及ぼさない。
【0024】
本明細書で説明されるプロセスは、既存のブレード鋼焼入れプロセスに追加されてもよく、既存プロセスの変更は最小限のことが多い。例えば、ある既存ブレード鋼焼入れプロセスは、フォーミングガスの流れを包含する、高温(1100℃超過)の炉を使用する。2つの平行で連続的なステンレス鋼のブレードのストリップが、それぞれ36.6m/min(120フィート/min)で、この高温炉の中を通される。この高温処理は、ステンレス鋼ストリップをオーステナイト化するために用いられる。高温炉の出口近くには、水冷式ジャケット付き管(水冷式マッフル管とも呼ばれる)がある。この区分は、ステンレス鋼のブレードストリップの冷却プロセスを始めるために使用される。水冷区域の直後に、ステンレス鋼のブレードストリップは、一組の水冷式急冷ブロックの中を通される。急冷ブロックが、鋼のマルテンサイト変態を開始する。この既存プロセスは、高温炉と急冷ブロックの間の水冷式マッフル管を上で言及した酸化区域と置き換えることによって、色のついた酸化層を形成するように変更されてもよい。ストリップが、800℃未満、より好ましくは約400〜750℃、例えば約600〜700℃の温度で炉を出るように、炉の温度プロファイルを修正することも好ましい。
【0025】
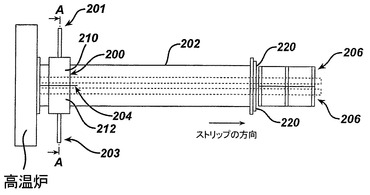
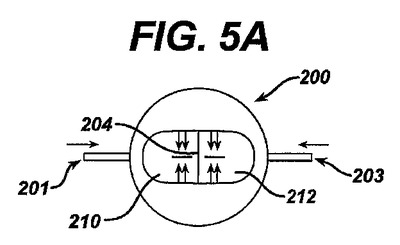
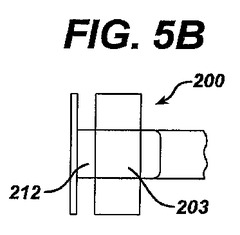
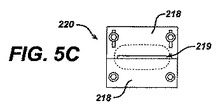
好適な酸化区域を模式的に図5に示す。酸化区域は、例えば、焼入れラインの高温炉中で使用される管類に取り付けられた、インコネル管であってもよい。図5を参照して、一実施形態では、ガススパージャーシステム200が、管202の入口から約2.9cmのところに取り付けられて、管の5.1cm下流まで延びる寸法になっている。この場合、スパージャーは、合計で16のガス注入口(図示せず)を有し、及びスパージャーを通って注入されたガス(図5Aの矢印)が、ステンレス鋼ストリップに均一に衝突するように設計されている。ガスは、対の入口管201、203を通ってスパージャーに導入される。ガスバッフル204が含まれて、ブレード材料の2つのステンレス鋼のストリップを互いに分離して、バッフルの各側でのガス組成を独立して制御できるようになっていてもよい。バッフル204は、図5Aに示されるように、2つのチャンバ210、212を画定してもよい。この場合、ガスバッフルは、例えば、酸化区域の入口から0.3cmで始まって、管の下流10.2cmまで延びてもよい。所望の場合、ガスバッフル204は、酸化区域の全長に沿って延びてもよく、その結果、入口管201及び203からのガス流の混合がなく、管内のバッフルの両側(210及び212)の独立制御が可能になる。ガススパージャーは、2元的なガス流制御が可能であって、同一炉を用いて同時に2つのストリップが加工できるように、設計されている。ガス流量は、気体流量計を用いて制御されてもよい。酸化区域の各チャンバの出口は、フランジ及び2片の鋼218を装備して、これらがスリット219を画定し、それにより出口ゲート220として作用してもよい(図5C)。スリットは、例えば0.1〜0.2cmの幅であってもよい。この出口ゲートは、周囲空気の酸化区域中へのいかなる逆流をも防ぎ、及び酸化区域中のガスのより良好な混合を促す。上の説明のように、ステンレス鋼のブレードストリップは、酸化区域の直後に、一組の水冷式急冷ブロック206の中を通される。急冷ブロックが、鋼のマルテンサイト変態を開始する。
【0026】
所望の色は、一般に、酸化層の厚さ及び組成を制御する工程により得られる。色のついた酸化層の厚さ及び組成は、幾つかの変数に依存する。例えば、酸化層の厚さは、酸化ガスが導入される時のステンレス鋼ストリップの温度、及び酸化区域中のフォーミングガスと酸化ガスの混合体の水素対酸素の比に依存する。酸化層の組成すなわち化学量論は、これらと同じ要因に、並びにストリップの形態及び表面組成にも依存する。一般に、より低い温度及び流量は、金色を作り出し、より高い温度及び流量は、紫色から青色を作り出す。幾つかの実施例では、水素対酸素の比は、約100:1〜500:1である。所与のタイプのブレード材料について、この範囲の中間点ぐらいの水素対酸素の比で、審美的な深い青色の酸化物が得られる。酸素の相対量を増加すると、淡い青色及び淡い青緑色という結果が得られる傾向となり、一方、酸素の相対量を減少すると、紫色次いで金色という結果が得られる傾向となる。
【0027】
材料が酸化区域中を移動する速度及び酸化区域の長さも、着色に影響を及ぼす。好適な速度は、例えば15〜40m/minの範囲であってもよい。
【0028】
ある場合には、一定の最終製品を得るために、焼入れ及び/又は酸化加工のプロセスパラメータの調節が必要なことがある。ストリップが酸化区域へ入る時の温度は、焼入れ炉の最終域の温度を調節する工程により、及び/又は酸化区域に加熱エレメントを使用する工程によって、制御されてもよい。ストリップが酸化区域へ入る時の温度を高くすると、酸化区域中で作り出される酸化物厚さが増加する。最も従来的な炉を使用してプロセスが実施されるとき、ストリップが酸化区域へ入る時の温度は、最初にプロセスを設定する際にのみ調節可能である。酸化区域への酸化ガスのガス組成は速やかに調節可能であるので、ストリップ材料の変化を補う工程及び酸化物の色を微調節する工程に一般に使用されるのは、このパラメータである。焼入れ炉の最終域の的確な温度設定及び酸化ガスの的確な組成は、その他にも要因がある中で、鋼ストリップの所望の色、大きさ、形状、組成、及び速度に基づいて選定される。
【0029】
上で説明されたプロセスの全てによって、オーステナイト化の後及びマルテンサイト変態の前の焼き入れプロセス中に、装飾性酸化物被膜のブレード鋼上での成長が可能になる。そうではなくて、ブレード鋼が焼き入れプロセスの前に着色されていた場合には、その色は、一般に、標準的な焼き入れプロセス中に劣化するであろう。熱酸化着色プロセスがマルテンサイト変態の後で採用された場合には、一般に、ステンレス鋼ストリップのマルテンサイト特性を壊してしまうであろう。上で説明されたプロセスは、一般に、焼入れされたステンレス鋼のブレードストリップの金属学的特性に悪影響を与えずに、非常に付着性の保護酸化物を提供し、その上、優れた色制御を可能にする。
【0030】
焼入れプロセスの後、ブレード材料は、鋭利化されて図1に示される刃先を創りだし、及びブレード材料のストリップは、所望の長さのブレードに分割される。ブレードは、次に、そのような支持体が使用される場合にであるが、例えばレーザー溶着を用いて、支持体11(図2)に溶着されてもよい。
【0031】
色のついた層に加えて、かみそりブレードには、性能を強めるコーティング及び層などの他の特徴が含まれてもよく、これらが鋭利化工程と溶着工程の間に付与されることもある。
【0032】
例えば、上の背景技術の節で論じたように、先端は、1つ以上のコーティングを被されてもよい。好適な先端コーティングの材料には、次のものが挙げられるが、これらに限定されない:
好適な中間層材料として、ニオビウム及びクロム含有材料が含まれる。特定の中間層が、約100〜500オングストロームの厚さを有するニオビウムで作成される。PCT92/03330が、ニオビウム中間層の使用について記載する。
【0033】
好適な硬質コーティング材料として、炭素含有材料(例えば、ダイヤモンド、アモルファスダイヤモンド、又はDLC)、窒化物(例えば、窒化ホウ素、窒化ニオビウム、又は窒化チタン)、炭化物(例えば、炭化ケイ素)、酸化物(例えば、アルミナ、ジルコニア)、及びその他のセラミック材料が挙げられる。炭素含有硬質コーティングには、タングステン、チタン、又はクロムなどの他の元素を、例えばスパッタリングによる付加中にこれらの添加物をターゲット材の中に含める工程により、添加することができる。硬質コーティング材料には、水素、例えば、水素添加DLCをも組み込むことができる。DLC層及び付着方法は、米国特許第5,232,568号に記載されている。
【0034】
好適なオーバコーティング層として、クロム含有材料、例えば、ポリテトラフルオロエチレンと適合性があるクロム又はクロム合金、例えばCrPtが挙げられる。特定のオーバコーティング層には、約100〜500オングストロームの厚さを有するクロムがある。
【0035】
好適な外層として、テロマーと呼ばれることもある、ポリテトラフルオロエチレンが挙げられる。特定のポリテトラフルオロエチレン材料には、デュポン(DuPont)から入手可能なクライトックスLW1200(Krytox LW 1200)がある。この材料は、安定な分散体を生じる小粒子から成る、不燃性で安定なドライ潤滑材である。これは、20重量%固形物の水性分散体として供給され、浸漬、噴霧、又ははけ塗りにより塗布されて、その後で空気乾燥することができ、又は溶融コーティングすることができる。その層は、好ましくは、厚さが100〜5,000オングストローム、例えば1,500〜4,000オングストロームである。連続的なコーティングが達成されるという条件で、テロマーコーティングの厚さを減少しても、改善された最初のシェービング結果を提供することができる。米国特許第5,263,256号及び第5,985,459号は、付与されるテロマー層の厚さを減少するために使用できる技法を記載しており、この特許を参考として本明細書に組み入れる。
【0036】
かみそりブレードの先端には、例えば、ニオビウム中間層、DLC硬質コーティング層、クロムオーバコーティング層、及びクライトックスLW1200(Krytox LW 1200)ポリテトラフルオロ−エチレン外側コーティング層が含まれてもよい。
【0037】
次の実施例は、説明に役立つことを目的としており、実際に限定することは意図していない。
【実施例】
【0038】
ステンレス鋼ブレード材料のストリップが、図4に示される焼入れ温度プロファイルを使用して、高温炉内で熱処理された。高温炉の出口は、図5に示されるタイプの酸化区域を装備していた。高温炉の温度プロファイルと高温炉のガス雰囲気が、制御された。高温炉内の温度は、1160℃に設定された。
【0039】
深い青色(最小反射率が640nm〜660nmの間にある)を得るために、オーステナイト化(高温)炉の最終加熱域が、740℃の温度まで低下された。入口加熱域の温度は、通常ならば1000℃ぐらいに設定されるが、適切な程度のオーステナイト化を得るために、より高温の所望の長さを炉内に維持するように、1145℃に上昇された。酸化区域は、高温炉の出口に直接(高温ガスケット材を含めて)取り付けられた。水冷式急冷ブロック(水温は32℃に維持される)は、酸化区域の出口にほとんど接触していた。高温炉の入口へ入るフォーミングガス流量は、18.9L/min(40SCFH流量単位)に設定された。酸化ガスは、空気(0.45L/min)と窒素(2.0L/min)の混合体として、酸化区域の入口端部近辺に導入された。2つのステンレス鋼ブレードストリップは、36.6m/min(120ft/min)で炉の中を走行していた。空気流量は、所望の酸化色に「調節」するために、増加又は減少のいずれかをされた。
【0040】
異なる色の選定を得るためには、高温炉の最終域の温度が、上昇及び低下された。空気流量も、所望の色及び色の均一性の両方を微調節するために修正された。得られた色は、より低い温度及び/又はより低い空気流量で始まり、温度及び/又は空気流量を増加していって、「ストロー」(淡い金)から、金まで、ピンクゴールドまで、深い青(紫)まで、青まで、淡い青までの範囲であった。より低い温度及び空気流量(T設定=700℃、空気流量0.30L/minの場合、「金色」が得られた。より高い温度及び空気流量(T設定=740℃、空気流量0.45L/min)の場合)、「青」が得られた。
【0041】
本発明の1つ以上の実施形態の詳細を、添付図及び以下の説明に示す。本発明の他の特徴及び利点は、説明及び図面、並びに請求項から明らかであろう。
【図面の簡単な説明】
【0042】
【図1】支持されたかみそりブレードの平面図であり、図1Aは、支持されたかみそりブレードの側面図。
【図2】図1のかみそりブレードが含まれるシェービングかみそりの斜視図。
【図3】本発明の1つの実施形態によるかみそりブレード製造プロセスにおける工程を示す流れ図。
【図4】焼入れ加熱炉用の温度プロファイル。
【図5】酸化区域の概略側面図。
【図5A】図5の線A−Aに沿って見る、スパージャーの概略断面図。
【図5B】図5Aに示されるスパージャーの側面図。
【図5C】図5に示される酸化区域で用いられる出口ゲートの正面図。
【特許請求の範囲】
【請求項1】
かみそりブレードを製造する方法であって、
ブレード材料を焼入れプロセスに曝す工程と、
前記焼入れプロセス中に、前記ブレード材料を酸化して、前記ブレード材料上に酸化層を形成する工程と、
前記酸化工程の後で、前記ブレード材料を急冷して、前記ブレード材料を硬化するためのマルテンサイト変態を開始する工程と、
前記硬化されたブレード材料をかみそりブレードに形成する工程とを含み、前記酸化層により、色のついた表面を有する前記かみそりブレードが提供される、方法。
【請求項2】
前記酸化工程は、約400〜800℃の温度にて実施される、請求項1の方法。
【請求項3】
前記焼入れ工程は、前記ブレード材料をオーステナイト化させる工程と、オーステナイト化の終わりに、前記ブレード材料の温度を約800℃未満まで低下させる工程とを包含する、請求項1又は2の方法。
【請求項4】
オーステナイト化及び前記酸化工程は、別個のチャンバ内で実施され、その周囲条件が、独立に制御可能である、請求項3の方法。
【請求項5】
前記ブレード材料は、ステンレス鋼を含む、請求項1の方法。
【請求項6】
前記酸化工程は、実施される周囲条件を制御する工程を更に含む、請求項1の方法。
【請求項7】
前記制御工程は、前記酸化工程が中で実施されるチャンバを提供する工程と、前記酸化工程中に1つ以上のガスを前記チャンバに導入する工程とを含む、請求項6の方法。
【請求項8】
前記チャンバに導入される前記ガスは、酸化ガスと水素の混合体を含む、請求項7の方法。
【請求項9】
前記酸化ガスは、酸素、酸化窒素、二酸化窒素、オゾン、及び水蒸気からなる群から選択される、請求項8の方法。
【請求項10】
前記酸化ガスは、不活性の担体ガスと混合される、請求項8の方法。
【請求項11】
前記酸化層の特定の色を目標として制御するために、前記酸化ガスの濃度を選定または調節する工程を更に含む、請求項10の方法。
【請求項12】
前記酸化ガスの組成は、前記酸化工程が行われる前記チャンバへの前記不活性担体ガスの定常流において、前記酸化ガスの流量を変化させることにより調節される、請求項11の方法。
【請求項13】
前記酸化ガスが乾燥空気であり、及び前記担体ガスが乾燥窒素である、請求項12の方法。
【請求項14】
オーステナイト化が中で行われる前記チャンバの中へ1つ以上のガスを導入する工程を更に含む、請求項4の方法。
【請求項15】
前記チャンバに導入される前記ガスが水素を含む、請求項14の方法。
【請求項16】
前記チャンバ内の前記ガスには実質的に酸素が無い、請求項15の方法。
【請求項17】
酸化工程が始まる際前記ブレード材料に実質的に酸素が無いように、オーステナイト化中の条件を制御する工程を更に含む、請求項3の方法。
【請求項18】
前記形成工程は、前記ブレード材料を鋭利化して刃先を形成することを含む、請求項1の方法。
【請求項19】
前記形成工程は、前記切り離されたブレード材料を前記かみそりブレードと実質的に同じ長さを有する部分に分割する工程を含む、請求項1の方法。
【請求項20】
前記刃先のシェービング性能を強化するために、前記刃先にコーティングを被せる工程を更に含む、請求項1の方法。
【請求項21】
前記コーティングは、クロム含有材料、ニオビウム含有材料、ダイアモンドコーティング、ダイアモンドライクコーティング(DLC)、窒化物、炭化物、酸化物、及びテロマーから成る群から選択される、請求項20の方法。
【請求項1】
かみそりブレードを製造する方法であって、
ブレード材料を焼入れプロセスに曝す工程と、
前記焼入れプロセス中に、前記ブレード材料を酸化して、前記ブレード材料上に酸化層を形成する工程と、
前記酸化工程の後で、前記ブレード材料を急冷して、前記ブレード材料を硬化するためのマルテンサイト変態を開始する工程と、
前記硬化されたブレード材料をかみそりブレードに形成する工程とを含み、前記酸化層により、色のついた表面を有する前記かみそりブレードが提供される、方法。
【請求項2】
前記酸化工程は、約400〜800℃の温度にて実施される、請求項1の方法。
【請求項3】
前記焼入れ工程は、前記ブレード材料をオーステナイト化させる工程と、オーステナイト化の終わりに、前記ブレード材料の温度を約800℃未満まで低下させる工程とを包含する、請求項1又は2の方法。
【請求項4】
オーステナイト化及び前記酸化工程は、別個のチャンバ内で実施され、その周囲条件が、独立に制御可能である、請求項3の方法。
【請求項5】
前記ブレード材料は、ステンレス鋼を含む、請求項1の方法。
【請求項6】
前記酸化工程は、実施される周囲条件を制御する工程を更に含む、請求項1の方法。
【請求項7】
前記制御工程は、前記酸化工程が中で実施されるチャンバを提供する工程と、前記酸化工程中に1つ以上のガスを前記チャンバに導入する工程とを含む、請求項6の方法。
【請求項8】
前記チャンバに導入される前記ガスは、酸化ガスと水素の混合体を含む、請求項7の方法。
【請求項9】
前記酸化ガスは、酸素、酸化窒素、二酸化窒素、オゾン、及び水蒸気からなる群から選択される、請求項8の方法。
【請求項10】
前記酸化ガスは、不活性の担体ガスと混合される、請求項8の方法。
【請求項11】
前記酸化層の特定の色を目標として制御するために、前記酸化ガスの濃度を選定または調節する工程を更に含む、請求項10の方法。
【請求項12】
前記酸化ガスの組成は、前記酸化工程が行われる前記チャンバへの前記不活性担体ガスの定常流において、前記酸化ガスの流量を変化させることにより調節される、請求項11の方法。
【請求項13】
前記酸化ガスが乾燥空気であり、及び前記担体ガスが乾燥窒素である、請求項12の方法。
【請求項14】
オーステナイト化が中で行われる前記チャンバの中へ1つ以上のガスを導入する工程を更に含む、請求項4の方法。
【請求項15】
前記チャンバに導入される前記ガスが水素を含む、請求項14の方法。
【請求項16】
前記チャンバ内の前記ガスには実質的に酸素が無い、請求項15の方法。
【請求項17】
酸化工程が始まる際前記ブレード材料に実質的に酸素が無いように、オーステナイト化中の条件を制御する工程を更に含む、請求項3の方法。
【請求項18】
前記形成工程は、前記ブレード材料を鋭利化して刃先を形成することを含む、請求項1の方法。
【請求項19】
前記形成工程は、前記切り離されたブレード材料を前記かみそりブレードと実質的に同じ長さを有する部分に分割する工程を含む、請求項1の方法。
【請求項20】
前記刃先のシェービング性能を強化するために、前記刃先にコーティングを被せる工程を更に含む、請求項1の方法。
【請求項21】
前記コーティングは、クロム含有材料、ニオビウム含有材料、ダイアモンドコーティング、ダイアモンドライクコーティング(DLC)、窒化物、炭化物、酸化物、及びテロマーから成る群から選択される、請求項20の方法。
【図1】

【図1A】
【図2】
【図3】
【図4】
【図5】
【図5A】
【図5B】
【図5C】
【図1A】
【図2】
【図3】
【図4】
【図5】
【図5A】
【図5B】
【図5C】
【公表番号】特表2008−522041(P2008−522041A)
【公表日】平成20年6月26日(2008.6.26)
【国際特許分類】
【出願番号】特願2007−544637(P2007−544637)
【出願日】平成17年12月8日(2005.12.8)
【国際出願番号】PCT/US2005/044464
【国際公開番号】WO2006/065624
【国際公開日】平成18年6月22日(2006.6.22)
【出願人】(593093249)ザ ジレット カンパニー (349)
【Fターム(参考)】
【公表日】平成20年6月26日(2008.6.26)
【国際特許分類】
【出願日】平成17年12月8日(2005.12.8)
【国際出願番号】PCT/US2005/044464
【国際公開番号】WO2006/065624
【国際公開日】平成18年6月22日(2006.6.22)
【出願人】(593093249)ザ ジレット カンパニー (349)
【Fターム(参考)】
[ Back to top ]