
色被せガラス製品の製造方法及び装置
【課題】 所望の薄肉の外層ガラスを有し、均一な品質を有する色被せガラス製品を安定して製造可能とするとともに、比較的容易にその製造を自動化できる色被せガラス製品の製造方法及び装置を提供する。
【解決手段】 内層ガラスに薄肉の色ガラスたる外層ガラスを被せてなる色被せガラス製品を製造するにあたり、ガラス材料供給手段から所定量の外層ガラス用材料を供給し、これを予備プレス成形してパリソンを形成し、このパリソンを加熱予備吹き込み処理をした後に、吹き込み成形して外層ガラスの中間成形品を形成し、この外層ガラスの中間成形品内に内層ガラス用材料を供給し、これを予備プレス成形して色被せパリソンを形成し、この色被せパリソンを加熱予備吹き込み処理をした後に、吹き込み成形して色被せガラス成形品を形成する。
【解決手段】 内層ガラスに薄肉の色ガラスたる外層ガラスを被せてなる色被せガラス製品を製造するにあたり、ガラス材料供給手段から所定量の外層ガラス用材料を供給し、これを予備プレス成形してパリソンを形成し、このパリソンを加熱予備吹き込み処理をした後に、吹き込み成形して外層ガラスの中間成形品を形成し、この外層ガラスの中間成形品内に内層ガラス用材料を供給し、これを予備プレス成形して色被せパリソンを形成し、この色被せパリソンを加熱予備吹き込み処理をした後に、吹き込み成形して色被せガラス成形品を形成する。
【発明の詳細な説明】
【0001】
【発明の属する技術分野】本発明は、内層ガラスに色ガラスたる外層ガラスを被せてなる色被せガラス製品を製造する色被せガラス製品、特に、クリスタルガラスの色被せガラス製品の製造方法及び装置に関するものである。
【0002】
【従来の技術】色被せガラス製品の製造方法としては、従来、例えば、特開平3−159928号公報に記載の方法、特開平1−234338号公報に記載の方法、あるいは、特開平9−110448号公報(同公報の図3等)に記載の方法が知られている。これらの公報に記載の方法は、型吹き成形法(ブロー成形法)によって、色ガラスからなる薄肉の外層ガラスを成形し、この外層ガラス内に、外層ガラスと異なる色ガラス又は透明ガラスの内層ガラス材料(ゴブ)を入れて遠心力で、あるいは、プレス法で、あるいは、吹き込み成形法でゴブを外層ガラス内面に伸長させて厚肉の内層ガラスを形成し、色被せガラスを作製するものである。また、上記方法において、外層ガラスの成形をブロー成形ではなく、プレス成形で行なう方法も知られている。
【0003】
【発明が解決しようとする課題】上記従来の方法のうち、外層ガラスをプレス成形で形成する方法は、層肉で再現性のある肉厚が作りやすい反面、薄肉にすることが困難である。このため、製品の外層ガラスの肉厚がどうしても厚くなってしまい、ガラス表面のカットした後の透明部分と色ガラス部とのバランスが悪いという問題があった。さらには、色ガラスと透明ガラスとの熔着部のなじみが悪く、境界部が現れてしまい美観を損なうという問題もあった。この境界部は、カット後カット面を滑らかにするための酸磨き工程を経た後に著しく現れる。
【0004】また、外層ガラスをブロー成形で形成する方法は、色被せ外層ガラスを薄肉に仕上げることができ、透明ガラスとのなじみよいという利点を有するが、成形型内に色ガラス(外層ガラス)を吹き込む際に職人芸的技能を必要とし、製品になった時点で所望の肉厚と肉厚の均一性を有するものを安定して作り出すことが容易でないという問題があった。しかも、成形型内に色ガラスを吹き込んだ後、棹元を切り離すために引き千切りまたはバーナーによる切断を行なうが、切断箇所の肉厚が安定しないため、安定した切断が行なえず、型内にガラス片がこぼれたり、バーナーによる熔融片が内部に垂れ込んだりし、歩留まりが悪いという問題もあった。
【0005】さらに、例えば、金赤(金を用いて赤色に発色させたもの)を用いた色被せ成形の場合には、金赤独自の加熱発色工程が必要であり、発色させるための温度域を一定期間経過させる必要がある。この温度域の経過の仕方が異なると、発色の仕方が変わってくるため、品質を一定にするためには、この温度域の経過を一定に維持する必要がある。しかるに、上記従来の方法は、いずれも人手による製法であるため、温度域の経過を安定して再現性よく繰り返すことは困難であり、品質の一定した金赤を得ることは困難であった。さらには、従来の方法は、人手による製法であるために多くの人員を要し、量産が困難でコストの高いものとなっていた。
【0006】本発明は、上述の背景のもとでなされたものであり、所望の肉厚の外層ガラスを有し、均一な品質を有する色被せガラス製品を安定して製造可能とするとともに、比較的容易にその製造を自動化できる色被せガラス製品の製造方法及び装置を提供することを目的とする。
【0007】
【課題を解決するための手段】上述の課題を解決するために第1の発明は、内層ガラスに薄肉の色ガラスたる外層ガラスを被せてなる色被せガラス製品を製造する色被せガラス製品の製造方法において、ガラス材料供給手段から供給される所定量の外層ガラス用材料を成形して外層ガラスの中間成形品を形成する外層ガラス中間成形品作製工程と、この外層ガラスの中間成形品内に内層ガラス用材料を供給して成形することにより、色被せガラス成形品を得る色被せガラス成形品作製工程とを有し、前記外層ガラス中間成形品作製工程は、前記外層ガラス用材料を予備的にプレス成形してパリソンを形成する予備プレス工程と、この予備プレス工程で形成されたパリソンを吹き込み成形して外層ガラス中間成形品を作製する吹き込み成形工程とを有し、前記色被せガラス成形品作製工程は、前記外層ガラス中間成形品内に供給された内層ガラス用材料を予備的にプレス成形して色被せパリソンを形成する予備プレス工程と、この予備プレス工程で形成された色被せパリソンを吹き込み成形して色被せガラス成形品を形成する吹き込み成形工程とを有することを特徴とする色被せガラス製品の製造方法である。
【0008】第2の発明は、第1の発明にかかる色被せガラス製品の製造方法において、前記外層ガラス中間成形品作製工程において、前記ガラス材料供給手段から供給される外層ガラス用材料の量を計測し、この計測結果に基づいて前記ガラス材料供給手段から供給される外層ガラス用材料の量を制御することを特徴とする色被せガラス製品の製造方法である。
【0009】第3の発明は、第1又は第2の発明にかかる色被せガラス製品の製造方法において、前記外層ガラス中間成形品作製工程における予備プレス工程と吹き込み成形工程との中間において、前記予備プレス工程で得られるパリソンに加熱処理及び/又は予備吹き込み処理を加えるとともに、これらの処理後のパリソンの長さを計測し、その長さが所定の長さになるように、前記加熱処理及び/又は予備吹き込み処理の時間を制御することを特徴とする色被せガラス製品の製造方法である。
【0010】第4の発明は、内層ガラスに色ガラスたる外層ガラスを被せてなる色被せガラス製品を製造する色被せガラス製品の製造装置において、所定の外層ガラス用材料を供給する外層ガラス用材料供給装置と、前記外層ガラス用材料供給装置によって供給される所定量の外層ガラス用材料を予備プレス成形してパリソンを形成する予備プレス成形装置と、前記予備プレス成形装置によって形成されたパリソンを吹き込み成形して外層ガラスの中間成形品を得る吹き込み成形装置と、前記吹き込み成形装置によって得られた外層ガラスの中間成形品に内層ガラス用材料を供給する内層ガラス用材料供給装置と、前記外層ガラス中間成形品内の内層ガラス用材料を予備的にプレス成形して色被せパリソンを形成する予備プレス成形装置と、前記予備プレス成形装置とによって形成された色被せパリソンを吹き込み成形して色被せガラス成形品を形成する吹き込み成形装置とを有することを特徴とする色被せガラス製品の製造装置である。
【0011】上述の発明によれば、イ.ガラス材料供給手段から供給される所定量の外層ガラス用材料を成形して外層ガラスの中間成形品を形成するようにしたこと、ロ.外層ガラス中間成形品作製工程及び色被せガラス成形品作製工程を、ともに、予備プレス工程後に吹き込み成形工程を行なう構成としたこと、により、外層ガラスの中間成形品の成形に用いるガラス材料の量を再現性よく正確に調整できるようにし、かつ、吹き込み成形の前に、肉厚を所望の厚さでかつ均一な厚さに再現性よく正確に調整できるプレス成形によって予備成形することにより、吹き込み成形後の外層ガラスの肉厚を容易に再現性よく均一でかつ所望の薄肉に形成することを可能にした。
【0012】すなわち、予備プレス成形を行なうことによって、吹き込み成形の前段階で、パリソンの肉厚や肉厚の均一性、並びにこれらの再現性を正確に一定にすることを可能にした。その結果、吹き込み成形では、吹き込み圧力等の基本的因子を一定に維持しさえすれば、所望の薄肉を確保しつつ、肉厚の均一性や再現性が容易に得られるようになった。これにより、従来は熟練者のみが可能であった製品の製造を、簡単な装置の手助けにより一般作業者ができるようになった。さらに画期的なことは、従来は実際上不可能とされていた製造の自動化をはじめて可能にし、品質のよい色被せガラス製品を大量に安価に安定して製造することをはじめて可能にしたものである。
【0013】
【発明の実施の形態】図1は本発明の実施の形態にかかる色被せガラス製品の製造方法の全工程のフロー図、図2R>2及び図3は本発明の実施の形態にかかる色被せガラス製品の製造方法の特徴部の詳細工程説明図、図4は本発明の実施の形態にかかる色被せガラス製品の製造方法を実施する装置の概略構成を示す平面図、図5乃至図7は図4に示される装置の各部の構成示す断面図である。以下、これらの図面を参照にしながら本発明の実施の形態にかかる色被せガラス製品の製造方法及び装置を説明する。
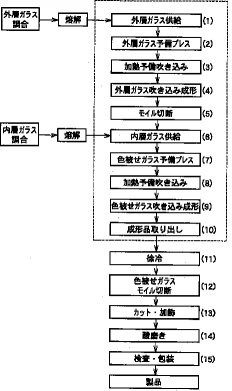
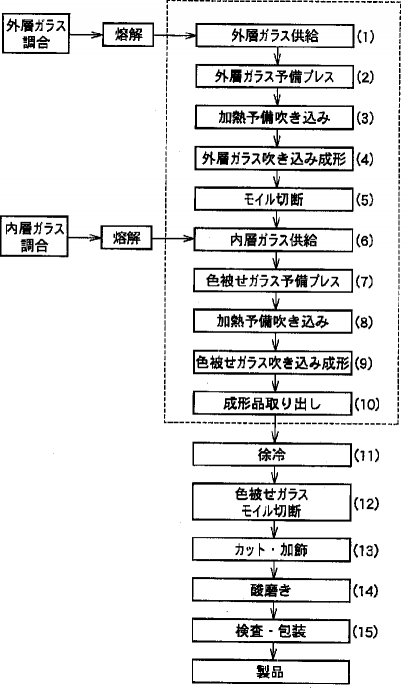
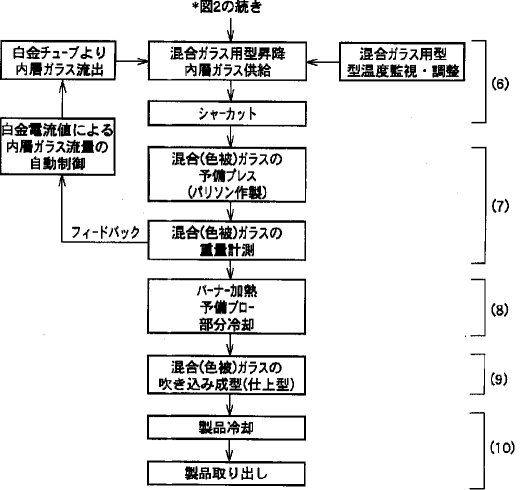
【0014】図1に示されるように、この実施の形態にかかる色被せガラス製品の製造方法は、(1)外層ガラス供給工程と、(2)外層ガラスの予備プレス工程と、(3)外層ガラス加熱・予備吹き込み工程と、(4)外層ガラスの吹き込み成形工程と、(5)モイル切断工程と、(6)内層ガラス供給工程と、(7)色被せガラスの予備プレス工程と、(8)色被せガラスの加熱・予備吹き込み工程と、(9)色被せガラスの吹き込み成形工程と、(10)成形品取り出し工程と、(11)徐冷工程と、(12)色被せガラス成形品のモイル切断工程と、(13)カット・加飾の工程と、(14)酸磨き工程と、(15)検査・包装工程とを有する。
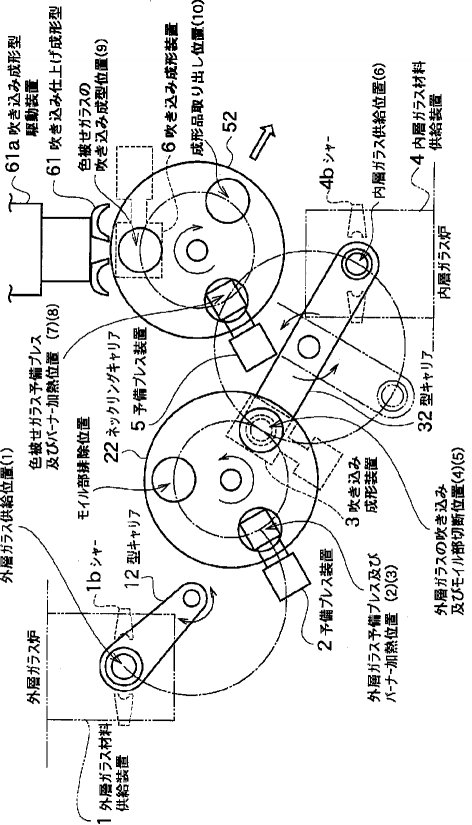
【0015】また、図4に示されるように、この実施の形態にかかる色被せガラス製品の製造装置は、その主たる構成装置として、所定の外層ガラス用材料を供給する外層ガラス用材料供給装置1と、この外層ガラス用材料供給装置1によって供給される所定量の外層ガラス用材料を予備プレス成形してパリソンを形成する予備プレス成形装置2と、この予備プレス成形装置2によって形成されたパリソンを吹き込み成形して外層ガラスの中間成形品を得る吹き込み成形装置3と、この吹き込み成形装置3によって得られた外層ガラスの中間成形品に内層ガラス用材料を供給する内層ガラス用材料供給装置4と、外層ガラス中間成形品内の内層ガラス用材料を予備的にプレス成形して色被せパリソンを形成する予備プレス成形装置5と、この予備プレス成形装置5によって形成された色被せパリソンを吹き込み成形して色被せガラス成形品を形成する吹き込み成形装置6とを有し、さらに、図示しないが、これらの各装置を駆動したり制御したりするコンピュータを含む装置や連携して作動する装置等を有する。
【0016】以下、各工程を詳細に説明し、併せて実施の形態にかかる装置を説明する。
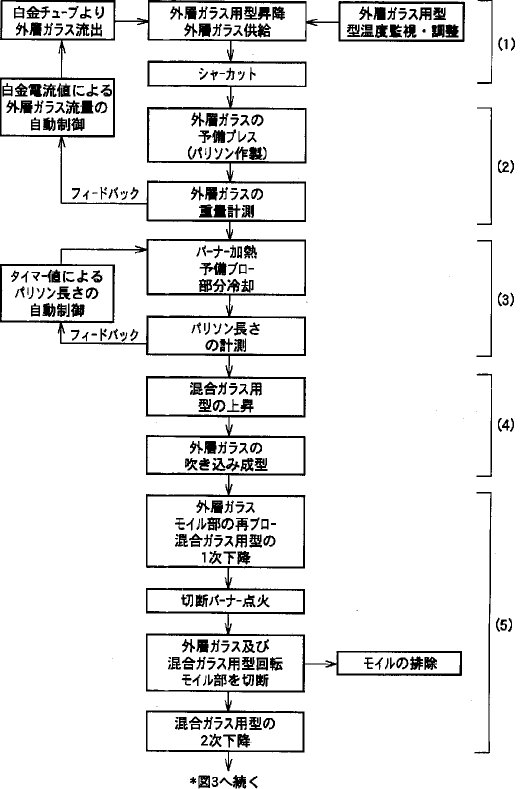
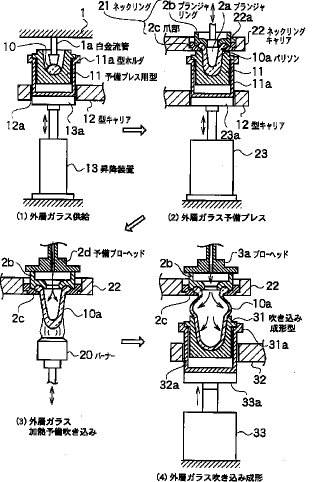
(1)外層ガラス供給工程この工程は、外層ガラスの予備成形を行なう予備プレス用型11(図5(1)参照)内に、外層ガラス用材料供給装置1に設けられた白金製の流管1aを通じて、外層ガラス用材料10を供給する工程である。外層ガラス用材料10は、所定の組成比で調合されたガラス原料を熔解したもので流動状をなしたものである。外層ガラスを、ブルーにする場合には、例えば、外層ガラス用材料として、クリスタルガラス組成に酸化コバルトを加えたものを用い、また、赤色にする場合は、外層ガラス用材料として、クリスタルガラス組成に塩化金酸を加える(金赤)。
【0017】予備プレス用型11は、型ホルダ11aに収納保持されて、通常は型キャリア12の保持孔12a内に保持されている。外層ガラス用材料10の供給時には、予備プレス用型11が流管1aの真下に位置するように、型キャリア12が駆動されるようになっている。また、その際、その位置における下方に設置された昇降装置が作動して昇降装置13の型載置台13aに型ホルダ11aを載せてこれを上昇させ、流管1aに近づけて外層ガラス用材料10を受けやすくするようになっている。
【0018】流管1aには電流が流されるようになっており、その電流量を加減することによって温度を制御し、これにより、ガラス流出量を調整できるようになっている。さらに、流管1aの下には、流管1aから流出するガラスを切断するシャー1bが設けられている。このシャー1bによって、流管1aから所定の量のガラスが流出した時点でガラスを切断する(シャーカット)。これによって、ガラス供給量を正確に制御することができるようになっている。
【0019】予備プレス用型11に所定量のガラスが供給されると、昇降装置13が作動して型載置台13aが下降して予備プレス成形型11は型キャリア12の保持孔12aに保持される。そうすると、型キャリア12が回転移動し、予備プレス成形型11を予備プレス装置2の位置に移動させる。
【0020】なお、予備プレス装置2の位置にはネックリングキャリア22が、上記型キャリア12の上方に位置するように設けられており、このネックリングキャリア22のネックリング保持孔22aにはネックリング21が保持されている。このネックリング21は、プランジャリング2bと爪部2cとで構成されている。ネックリング21は、予備プレス装置2のプレスヘッドを構成するプランジャ2aと上記予備プレス用型11とを受けて予備プレスを行なう治具としての機能や、この予備プレスによって得られるパリソン10aを保持して搬送する機能等を有する。
【0021】(2)外層ガラスの予備プレス工程型キャリア12によって予備プレス用型11が予備プレス装置2の位置に移動されると、その位置の下方に設置された昇降装置23が作動して予備プレス用型11を押し上げ、ネックリング21の下面に予備プレス用型11の上面を当接させる。この状態で、プランジャ2aが下降してプレスし、外層ガラスのパリソン10aを形成する。
【0022】このとき、予備プレス装置2の本体内に設けられている計測装置によってプランジャ2aの下降量(ストローク)が計測される。この下降量は、予備プレス用型11内に供給された外層ガラス用材料10の量に依存するので、これをフィードバックして外層ガラス用材料10の供給量が所定の量になるように制御する。すなわち、外層ガラス用材料供給装置1の流管1aに流す電流を上記フィードバック量に依存して変化させることによってガラス供給量を制御して所定の量だけ供給されるようにする。上記プレスが終了すると、プランジャ2aは元に戻り、また、昇降装置23によって予備プレス用型11が型キャリア12に戻される。型キャリア12はこれを元の外層ガラス供給装置1の位置に搬送する。
【0023】(3)外層ガラス加熱・予備吹き込み工程上記予備プレス成形の工程が終了すると、プランジャ2aに代わって予備ブローヘッド2dがプランジャリング2bに押し当てられ、所定の予備吹き込みがなされる。また、バーナー20がパリソン10aに近づき、これを所定時間加熱する。このとき、図示しない撮像装置によってパリソン10aの像が撮影され、画像処理によってパリソン10aの長さが計測される。この長さは、この後の工程の吹き込み成形が適切に行なわれるか否かを左右する。そこで、この長さがフィードバックされ、上記予備吹き込みの時間及び/又はバーナー20による加熱時間が調整され、パリソン10aの長さが所定の長さになるように制御される。なお、上述した金赤の場合には、この工程で赤色が発色するものと考えられている。
【0024】(4)外層ガラスの吹き込み成形工程上記外層ガラス加熱・予備吹き込み工程が終了すると、ネックリングキャリア22が回転移動して上記ネックリング21に保持されたパリソン10aを吹き込み成形装置3の位置まで搬送する。この位置においては、ネックリングキャリア22の下方に型キャリア32が配置されており、その保持孔32aに吹き込み成形型31が保持されている。パリソン10aが吹き込み成形型31の真上に位置すると、下方に設置されている昇降装置33が作動して吹き込み成形型31を適当な位置まで押し上げて、パリソン10aを受ける。
【0025】一方、ネックリング21の上面には吹き込み成形装置3の吹き込み口であるブローヘッド3aが押当られ、吹き込み成形が行なわれる。この吹き込み成形は、成形型31内に、所定の肉厚に均一に吹き込むと同時に、次工程の切断工程において、切断が安定して行なわれるように、切断箇所の肉厚をコントロールするように吹き込まれる。
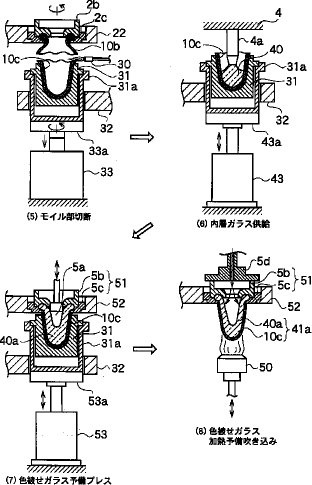
【0026】(5)モイル切断工程上記吹き込み成形工程が終了すると、成形品の不要な上部であるモイル10bの切断がなされる。このモイル10bの切断は、昇降装置33や図示しないネックリング回転装置によってパリソン10aを回転させながら切断部分に切断用バーナー30の炎を吹き付けて行なう。これにより、モイル10bが除去されて、外層ガラス中間成形品10cが得られる。この外層ガラス中間成形品10cは、吹き込み用成形型31に収納された状態で型キャリア32によって、内層ガラス材料供給装置4の位置まで搬送される。なお、金赤の場合、この工程で、赤色が発色していることを確認できる。
【0027】(6)内層ガラス供給工程この工程は、上記外層ガラス中間成形品10c内に、内層ガラス材料40を供給するものである。この工程は、供給されるガラス材料が内層ガラス用材料である点を除けば、上記工程(1)とほぼ同じ工程であり、用いる装置もほぼ同じである。すなわち、吹き込み成形型31に収納されている外層ガラス中間成形品10C内に、流管4aによって内層ガラス用材料40が供給される。このとき、昇降装置43によって吹き込み成形型31が上昇されて材料供給を容易にする点も同様である。この材料供給が終了すると、型キャリア32が回転移動し、内層ガラス用材料40が供給された外層ガラス中間成形品10Cを、吹き込み成形型31ごと搬送して、色被せガラスの予備プレス装置5の位置に配置する。
【0028】(7)色被せガラスの予備プレス工程このとき、予備プレス装置5の位置に配置された内層ガラス用材料40を含む外層ガラス中間成形品10Cの上には、ネックリングキャリア52に保持されたネックリング51が配置されており、また、下方には、昇降装置53が設置されている。予備プレス装置5のプランジャ5aを下降させることにより、上記工程(2)の場合とほぼ同様にして、色被せガラスの予備プレス成形が行なわれる。この工程でも、上述の(2)の工程の場合と同様に、プランジャー5aの下降量から内層ガラス用材料40の量を測定し、これをフィードバックしてその供給量が一定になるように流管4aに通ずる電流を加減する制御を行なう。この工程が終了すると、外層ガラス中間成形品10c内に内層ガラスの中間成形品40aが密着して設けられた色被せパリソン41aが得られる。
【0029】(8)色被せガラスの加熱・予備吹き込み工程色被せガラスの予備プレス成形工程の後には、上記工程(3)とほぼ同様の工程により、色被せガラスの加熱・予備吹き込み工程が行なわれる。すなわち、バーナー50による加熱と、ブローヘッド5dによる予備吹き込みがなされ所定の長さの色被せパリソン41aを形成する。この色被せパリソン41aは、ネックリング51に保持された状態で、ネックリングキャリア52によって色被せガラスの吹き込み成形装置6の位置に搬送される。
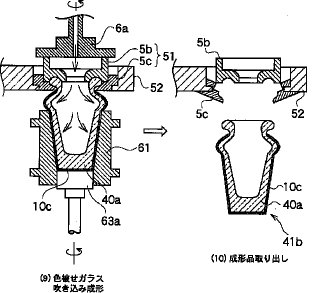
【0030】(9)色被せガラスの吹き込み成形工程色被せパリソン41aを保持した状態で吹き込み成形装置6の位置に搬送されたネックリング51の上面には、吹き込み成形装置6のブローヘッド6aが押当られ、また、色被せパリソン41aには、吹き込み仕上げ成形型61が被せられる。この吹き込み仕上げ成形型61は、2つ割構造になっており、駆動装置61aによって開閉駆動され、色被せパリソン41aを包み込むようにして収納する。また、吹き込み成形の際には、底型63a,ブローヘッド6a及びネックリング51が回転することにより色被せパリソン41aを回転させながら行なう。これにより、色被せガラス成形品41bが得られる。
【0031】(10)成形品取り出し工程この色被せガラス成形品41bの吹き込み成形工程が終了すると、吹き込み仕上げ成形型61、底型63a,ブローヘッド6a等がはずされ、ネックリングキャリア52が回転移動して、ネックリング51に保持された色被せガラス成形品41bを成形品取り出し位置に搬送し、ネックリング51の爪部5cを開いて取り出し、次工程に送る。
【0032】(11)徐冷工程取り出された色被せガラス成形品は、歪を取り除くために、徐冷炉に搬送され、常温まで冷却される。徐冷炉では所定の温度勾配の環境で所定の時間徐冷がなされて除歪が行なわれた後、次工程に送られる。
【0033】(12)色被せガラス成形品のモイル切断工程この時点での色被せガラス成形品は、成形工程で必要であたモイル部がついているのが、製品としては不要なものであるためこれを切断除去する。
【0034】(13)カット・加飾の工程モイル部が切断除去された製品素材に各種のカット加工を施すことにより、外層の一部を剥き取り、内層ガラスが現れるようにする。この工程により、外層ガラスと内層ガラスの色のコントラストが得られ、優れた加飾効果が生み出される。
【0035】(14)酸磨き工程カット加工が施された面は、加工スジが残り、不透明な肌となるため、酸処理を行ない、表面のつや出しを行ない、完成した製品を得る。
【0036】(15)検査・包装工程完成品は、各種の検査工程を経た後、包装されて商品として出荷される。
【0037】上述の実施の形態に係る色被せガラス製品の製造方法及び装置によって、タンブラー、冷茶杯、ぐい飲及び花瓶等を製造したところ、以下の結果が得られた。すなわち、製品外層ガラスの肉厚が均一なものを得ることが可能となり、また、製品外層部の肉厚の調整、例えば、口元を厚くして底近くを薄くしたり、逆に、口元を薄くして底近くを厚くしたりするといった調整が、外層ガラス予備プレス用型11の内面形状及びプランジャー2aの形状を変えること、あるいは、パリソン10aの長さを調整することにより、容易にコントロールすることが可能になった。
【0038】これにより、異形タンブラー、例えば、口元が大きく広がり、底部が小さい形状のものであっても、製品となった状態の外層肉厚を均一にすることが可能になった。製品周方向の外層部肉厚の偏りは、外層ガラス予備プレス工程(2)において、外層ガラス予備プレス用型11と、プランジャ2aのセンターを調整することにより容易に均一性が得られ、再現性が取れるようになった。これらは、いずれも人手による製造では高度な職人芸的技能を必要とし、再現性を得にくいことで、歩留まりを落とす大きな要因であった。
【0039】また、外層ガラスを吹き込み成形で作るため、製品となった状態での外層ガラスと内層ガラスのなじみもよく境界線が目立たなく、優れた品質を作ることができた。特に、クリスタルガラス製品の場合、重量感、透明感、光の高屈折率と色ガラスとのコントラストにより美観が優れたものとなる。
【0040】また、本実施の形態は、完全自動化された工程であるため、成形のために直接人が介在する必要がなく、1名の要員が監視業務と品質維持のための微調整をするだけでよくなった。しかも、調整方法は、数値化され、再現性の得られるものであるため、特別な技能を必要としない要員でも操作が可能となり、24時間稼働することができるようになった。これにより、従来人手によって複数の要員で限られた時間内でしか成形できなかったため非常にコスト高であった色被せ商品が安価で大量に生産できるようになった。
【0041】なお、上述の実施の形態にあっては、外層ガラス用材料の供給量を計測する方法として、予備プレス装置のプランジャの下降量を計測する方法を用いたが、これは例えば、外層ガラス供給時に型を含む外層ガラスの重量をロードセル等の重量計測器で計測したり、あるいは、流管1aから流出する状態を撮像装置によって撮影し、画像処理によって計測する等の方法によってもよい。
【0042】また、外層ガラスのパリソンの長さを計測する方法として、撮像装置を用いた画像処理の方法を採用したが、これは、例えば、平行光を用いた周知の測長センサー等の光学的計測法等を用いてもよい。
【0043】
【発明の効果】以上詳述したように、本発明は、色被せガラス製品の製造方法として、ガラス材料供給手段から供給される所定量の外層ガラス用材料を成形して外層ガラスの中間成形品を形成する外層ガラス中間成形品作製工程と、この外層ガラスの中間成形品内に内層ガラス用材料を供給して成形することにより、色被せガラス成形品を得る色被せガラス成形品作製工程とを有するものとし、前記外層ガラス中間成形品作製工程を、前記外層ガラス用材料を予備的にプレス成形してパリソンを形成する予備プレス工程と、この予備プレス工程で形成されたパリソンを吹き込み成形して外層ガラス中間成形品を作製する吹き込み成形工程とを有するものとするとともに、前記色被せガラス成形品作製工程を、前記外層ガラス中間成形品内に供給された内層ガラス用材料を予備的にプレス成形して色被せパリソンを形成する予備プレス工程と、この予備プレス工程で形成された色被せパリソンを吹き込み成形して色被せガラス成形品を形成する吹き込み成形工程とを有するもととしたことにより、所望の肉厚の外層ガラス、特に薄肉の外層ガラスを有し、均一な品質を有する色被せガラス製品を安定して製造可能とするとともに、比較的容易にその製造を自動化できる色被せガラス製品の製造方法及び装置を得ているものである。特に、本発明は美観に優れたクリスタルガラスの色被せガラスが得られる。
【図面の簡単な説明】
【図1】本発明の実施の形態にかかる色被せガラス製品の製造方法の全工程のフロー図である。
【図2】発明の実施の形態にかかる色被せガラス製品の製造方法の特徴部の詳細工程説明図である。
【図3】本発明の実施の形態にかかる色被せガラス製品の製造方法の特徴部の詳細工程説明図である。
【図4】本発明の実施の形態にかかる色被せガラス製品の製造方法を実施する装置の概略構成を示す平面図である。
【図5】図4に示される装置の各部の構成示す断面図である。
【図6】図4に示される装置の各部の構成示す断面図である。
【図7】図4に示される装置の各部の構成示す断面図である。
【符号の説明】
1 外層ガラス材料供給装置
2 予備プレス装置
3 吹き込み成形装置
4 内層ガラス材料供給装置
5 予備プレス装置
6 吹き込み成形装置
10 外層ガラス用材料
10a パリソン
10c 外層ガラス中間成形品
40 内層ガラス用材料
41a 色被せパリソン
41b 色被せガラス成形品
【0001】
【発明の属する技術分野】本発明は、内層ガラスに色ガラスたる外層ガラスを被せてなる色被せガラス製品を製造する色被せガラス製品、特に、クリスタルガラスの色被せガラス製品の製造方法及び装置に関するものである。
【0002】
【従来の技術】色被せガラス製品の製造方法としては、従来、例えば、特開平3−159928号公報に記載の方法、特開平1−234338号公報に記載の方法、あるいは、特開平9−110448号公報(同公報の図3等)に記載の方法が知られている。これらの公報に記載の方法は、型吹き成形法(ブロー成形法)によって、色ガラスからなる薄肉の外層ガラスを成形し、この外層ガラス内に、外層ガラスと異なる色ガラス又は透明ガラスの内層ガラス材料(ゴブ)を入れて遠心力で、あるいは、プレス法で、あるいは、吹き込み成形法でゴブを外層ガラス内面に伸長させて厚肉の内層ガラスを形成し、色被せガラスを作製するものである。また、上記方法において、外層ガラスの成形をブロー成形ではなく、プレス成形で行なう方法も知られている。
【0003】
【発明が解決しようとする課題】上記従来の方法のうち、外層ガラスをプレス成形で形成する方法は、層肉で再現性のある肉厚が作りやすい反面、薄肉にすることが困難である。このため、製品の外層ガラスの肉厚がどうしても厚くなってしまい、ガラス表面のカットした後の透明部分と色ガラス部とのバランスが悪いという問題があった。さらには、色ガラスと透明ガラスとの熔着部のなじみが悪く、境界部が現れてしまい美観を損なうという問題もあった。この境界部は、カット後カット面を滑らかにするための酸磨き工程を経た後に著しく現れる。
【0004】また、外層ガラスをブロー成形で形成する方法は、色被せ外層ガラスを薄肉に仕上げることができ、透明ガラスとのなじみよいという利点を有するが、成形型内に色ガラス(外層ガラス)を吹き込む際に職人芸的技能を必要とし、製品になった時点で所望の肉厚と肉厚の均一性を有するものを安定して作り出すことが容易でないという問題があった。しかも、成形型内に色ガラスを吹き込んだ後、棹元を切り離すために引き千切りまたはバーナーによる切断を行なうが、切断箇所の肉厚が安定しないため、安定した切断が行なえず、型内にガラス片がこぼれたり、バーナーによる熔融片が内部に垂れ込んだりし、歩留まりが悪いという問題もあった。
【0005】さらに、例えば、金赤(金を用いて赤色に発色させたもの)を用いた色被せ成形の場合には、金赤独自の加熱発色工程が必要であり、発色させるための温度域を一定期間経過させる必要がある。この温度域の経過の仕方が異なると、発色の仕方が変わってくるため、品質を一定にするためには、この温度域の経過を一定に維持する必要がある。しかるに、上記従来の方法は、いずれも人手による製法であるため、温度域の経過を安定して再現性よく繰り返すことは困難であり、品質の一定した金赤を得ることは困難であった。さらには、従来の方法は、人手による製法であるために多くの人員を要し、量産が困難でコストの高いものとなっていた。
【0006】本発明は、上述の背景のもとでなされたものであり、所望の肉厚の外層ガラスを有し、均一な品質を有する色被せガラス製品を安定して製造可能とするとともに、比較的容易にその製造を自動化できる色被せガラス製品の製造方法及び装置を提供することを目的とする。
【0007】
【課題を解決するための手段】上述の課題を解決するために第1の発明は、内層ガラスに薄肉の色ガラスたる外層ガラスを被せてなる色被せガラス製品を製造する色被せガラス製品の製造方法において、ガラス材料供給手段から供給される所定量の外層ガラス用材料を成形して外層ガラスの中間成形品を形成する外層ガラス中間成形品作製工程と、この外層ガラスの中間成形品内に内層ガラス用材料を供給して成形することにより、色被せガラス成形品を得る色被せガラス成形品作製工程とを有し、前記外層ガラス中間成形品作製工程は、前記外層ガラス用材料を予備的にプレス成形してパリソンを形成する予備プレス工程と、この予備プレス工程で形成されたパリソンを吹き込み成形して外層ガラス中間成形品を作製する吹き込み成形工程とを有し、前記色被せガラス成形品作製工程は、前記外層ガラス中間成形品内に供給された内層ガラス用材料を予備的にプレス成形して色被せパリソンを形成する予備プレス工程と、この予備プレス工程で形成された色被せパリソンを吹き込み成形して色被せガラス成形品を形成する吹き込み成形工程とを有することを特徴とする色被せガラス製品の製造方法である。
【0008】第2の発明は、第1の発明にかかる色被せガラス製品の製造方法において、前記外層ガラス中間成形品作製工程において、前記ガラス材料供給手段から供給される外層ガラス用材料の量を計測し、この計測結果に基づいて前記ガラス材料供給手段から供給される外層ガラス用材料の量を制御することを特徴とする色被せガラス製品の製造方法である。
【0009】第3の発明は、第1又は第2の発明にかかる色被せガラス製品の製造方法において、前記外層ガラス中間成形品作製工程における予備プレス工程と吹き込み成形工程との中間において、前記予備プレス工程で得られるパリソンに加熱処理及び/又は予備吹き込み処理を加えるとともに、これらの処理後のパリソンの長さを計測し、その長さが所定の長さになるように、前記加熱処理及び/又は予備吹き込み処理の時間を制御することを特徴とする色被せガラス製品の製造方法である。
【0010】第4の発明は、内層ガラスに色ガラスたる外層ガラスを被せてなる色被せガラス製品を製造する色被せガラス製品の製造装置において、所定の外層ガラス用材料を供給する外層ガラス用材料供給装置と、前記外層ガラス用材料供給装置によって供給される所定量の外層ガラス用材料を予備プレス成形してパリソンを形成する予備プレス成形装置と、前記予備プレス成形装置によって形成されたパリソンを吹き込み成形して外層ガラスの中間成形品を得る吹き込み成形装置と、前記吹き込み成形装置によって得られた外層ガラスの中間成形品に内層ガラス用材料を供給する内層ガラス用材料供給装置と、前記外層ガラス中間成形品内の内層ガラス用材料を予備的にプレス成形して色被せパリソンを形成する予備プレス成形装置と、前記予備プレス成形装置とによって形成された色被せパリソンを吹き込み成形して色被せガラス成形品を形成する吹き込み成形装置とを有することを特徴とする色被せガラス製品の製造装置である。
【0011】上述の発明によれば、イ.ガラス材料供給手段から供給される所定量の外層ガラス用材料を成形して外層ガラスの中間成形品を形成するようにしたこと、ロ.外層ガラス中間成形品作製工程及び色被せガラス成形品作製工程を、ともに、予備プレス工程後に吹き込み成形工程を行なう構成としたこと、により、外層ガラスの中間成形品の成形に用いるガラス材料の量を再現性よく正確に調整できるようにし、かつ、吹き込み成形の前に、肉厚を所望の厚さでかつ均一な厚さに再現性よく正確に調整できるプレス成形によって予備成形することにより、吹き込み成形後の外層ガラスの肉厚を容易に再現性よく均一でかつ所望の薄肉に形成することを可能にした。
【0012】すなわち、予備プレス成形を行なうことによって、吹き込み成形の前段階で、パリソンの肉厚や肉厚の均一性、並びにこれらの再現性を正確に一定にすることを可能にした。その結果、吹き込み成形では、吹き込み圧力等の基本的因子を一定に維持しさえすれば、所望の薄肉を確保しつつ、肉厚の均一性や再現性が容易に得られるようになった。これにより、従来は熟練者のみが可能であった製品の製造を、簡単な装置の手助けにより一般作業者ができるようになった。さらに画期的なことは、従来は実際上不可能とされていた製造の自動化をはじめて可能にし、品質のよい色被せガラス製品を大量に安価に安定して製造することをはじめて可能にしたものである。
【0013】
【発明の実施の形態】図1は本発明の実施の形態にかかる色被せガラス製品の製造方法の全工程のフロー図、図2R>2及び図3は本発明の実施の形態にかかる色被せガラス製品の製造方法の特徴部の詳細工程説明図、図4は本発明の実施の形態にかかる色被せガラス製品の製造方法を実施する装置の概略構成を示す平面図、図5乃至図7は図4に示される装置の各部の構成示す断面図である。以下、これらの図面を参照にしながら本発明の実施の形態にかかる色被せガラス製品の製造方法及び装置を説明する。
【0014】図1に示されるように、この実施の形態にかかる色被せガラス製品の製造方法は、(1)外層ガラス供給工程と、(2)外層ガラスの予備プレス工程と、(3)外層ガラス加熱・予備吹き込み工程と、(4)外層ガラスの吹き込み成形工程と、(5)モイル切断工程と、(6)内層ガラス供給工程と、(7)色被せガラスの予備プレス工程と、(8)色被せガラスの加熱・予備吹き込み工程と、(9)色被せガラスの吹き込み成形工程と、(10)成形品取り出し工程と、(11)徐冷工程と、(12)色被せガラス成形品のモイル切断工程と、(13)カット・加飾の工程と、(14)酸磨き工程と、(15)検査・包装工程とを有する。
【0015】また、図4に示されるように、この実施の形態にかかる色被せガラス製品の製造装置は、その主たる構成装置として、所定の外層ガラス用材料を供給する外層ガラス用材料供給装置1と、この外層ガラス用材料供給装置1によって供給される所定量の外層ガラス用材料を予備プレス成形してパリソンを形成する予備プレス成形装置2と、この予備プレス成形装置2によって形成されたパリソンを吹き込み成形して外層ガラスの中間成形品を得る吹き込み成形装置3と、この吹き込み成形装置3によって得られた外層ガラスの中間成形品に内層ガラス用材料を供給する内層ガラス用材料供給装置4と、外層ガラス中間成形品内の内層ガラス用材料を予備的にプレス成形して色被せパリソンを形成する予備プレス成形装置5と、この予備プレス成形装置5によって形成された色被せパリソンを吹き込み成形して色被せガラス成形品を形成する吹き込み成形装置6とを有し、さらに、図示しないが、これらの各装置を駆動したり制御したりするコンピュータを含む装置や連携して作動する装置等を有する。
【0016】以下、各工程を詳細に説明し、併せて実施の形態にかかる装置を説明する。
(1)外層ガラス供給工程この工程は、外層ガラスの予備成形を行なう予備プレス用型11(図5(1)参照)内に、外層ガラス用材料供給装置1に設けられた白金製の流管1aを通じて、外層ガラス用材料10を供給する工程である。外層ガラス用材料10は、所定の組成比で調合されたガラス原料を熔解したもので流動状をなしたものである。外層ガラスを、ブルーにする場合には、例えば、外層ガラス用材料として、クリスタルガラス組成に酸化コバルトを加えたものを用い、また、赤色にする場合は、外層ガラス用材料として、クリスタルガラス組成に塩化金酸を加える(金赤)。
【0017】予備プレス用型11は、型ホルダ11aに収納保持されて、通常は型キャリア12の保持孔12a内に保持されている。外層ガラス用材料10の供給時には、予備プレス用型11が流管1aの真下に位置するように、型キャリア12が駆動されるようになっている。また、その際、その位置における下方に設置された昇降装置が作動して昇降装置13の型載置台13aに型ホルダ11aを載せてこれを上昇させ、流管1aに近づけて外層ガラス用材料10を受けやすくするようになっている。
【0018】流管1aには電流が流されるようになっており、その電流量を加減することによって温度を制御し、これにより、ガラス流出量を調整できるようになっている。さらに、流管1aの下には、流管1aから流出するガラスを切断するシャー1bが設けられている。このシャー1bによって、流管1aから所定の量のガラスが流出した時点でガラスを切断する(シャーカット)。これによって、ガラス供給量を正確に制御することができるようになっている。
【0019】予備プレス用型11に所定量のガラスが供給されると、昇降装置13が作動して型載置台13aが下降して予備プレス成形型11は型キャリア12の保持孔12aに保持される。そうすると、型キャリア12が回転移動し、予備プレス成形型11を予備プレス装置2の位置に移動させる。
【0020】なお、予備プレス装置2の位置にはネックリングキャリア22が、上記型キャリア12の上方に位置するように設けられており、このネックリングキャリア22のネックリング保持孔22aにはネックリング21が保持されている。このネックリング21は、プランジャリング2bと爪部2cとで構成されている。ネックリング21は、予備プレス装置2のプレスヘッドを構成するプランジャ2aと上記予備プレス用型11とを受けて予備プレスを行なう治具としての機能や、この予備プレスによって得られるパリソン10aを保持して搬送する機能等を有する。
【0021】(2)外層ガラスの予備プレス工程型キャリア12によって予備プレス用型11が予備プレス装置2の位置に移動されると、その位置の下方に設置された昇降装置23が作動して予備プレス用型11を押し上げ、ネックリング21の下面に予備プレス用型11の上面を当接させる。この状態で、プランジャ2aが下降してプレスし、外層ガラスのパリソン10aを形成する。
【0022】このとき、予備プレス装置2の本体内に設けられている計測装置によってプランジャ2aの下降量(ストローク)が計測される。この下降量は、予備プレス用型11内に供給された外層ガラス用材料10の量に依存するので、これをフィードバックして外層ガラス用材料10の供給量が所定の量になるように制御する。すなわち、外層ガラス用材料供給装置1の流管1aに流す電流を上記フィードバック量に依存して変化させることによってガラス供給量を制御して所定の量だけ供給されるようにする。上記プレスが終了すると、プランジャ2aは元に戻り、また、昇降装置23によって予備プレス用型11が型キャリア12に戻される。型キャリア12はこれを元の外層ガラス供給装置1の位置に搬送する。
【0023】(3)外層ガラス加熱・予備吹き込み工程上記予備プレス成形の工程が終了すると、プランジャ2aに代わって予備ブローヘッド2dがプランジャリング2bに押し当てられ、所定の予備吹き込みがなされる。また、バーナー20がパリソン10aに近づき、これを所定時間加熱する。このとき、図示しない撮像装置によってパリソン10aの像が撮影され、画像処理によってパリソン10aの長さが計測される。この長さは、この後の工程の吹き込み成形が適切に行なわれるか否かを左右する。そこで、この長さがフィードバックされ、上記予備吹き込みの時間及び/又はバーナー20による加熱時間が調整され、パリソン10aの長さが所定の長さになるように制御される。なお、上述した金赤の場合には、この工程で赤色が発色するものと考えられている。
【0024】(4)外層ガラスの吹き込み成形工程上記外層ガラス加熱・予備吹き込み工程が終了すると、ネックリングキャリア22が回転移動して上記ネックリング21に保持されたパリソン10aを吹き込み成形装置3の位置まで搬送する。この位置においては、ネックリングキャリア22の下方に型キャリア32が配置されており、その保持孔32aに吹き込み成形型31が保持されている。パリソン10aが吹き込み成形型31の真上に位置すると、下方に設置されている昇降装置33が作動して吹き込み成形型31を適当な位置まで押し上げて、パリソン10aを受ける。
【0025】一方、ネックリング21の上面には吹き込み成形装置3の吹き込み口であるブローヘッド3aが押当られ、吹き込み成形が行なわれる。この吹き込み成形は、成形型31内に、所定の肉厚に均一に吹き込むと同時に、次工程の切断工程において、切断が安定して行なわれるように、切断箇所の肉厚をコントロールするように吹き込まれる。
【0026】(5)モイル切断工程上記吹き込み成形工程が終了すると、成形品の不要な上部であるモイル10bの切断がなされる。このモイル10bの切断は、昇降装置33や図示しないネックリング回転装置によってパリソン10aを回転させながら切断部分に切断用バーナー30の炎を吹き付けて行なう。これにより、モイル10bが除去されて、外層ガラス中間成形品10cが得られる。この外層ガラス中間成形品10cは、吹き込み用成形型31に収納された状態で型キャリア32によって、内層ガラス材料供給装置4の位置まで搬送される。なお、金赤の場合、この工程で、赤色が発色していることを確認できる。
【0027】(6)内層ガラス供給工程この工程は、上記外層ガラス中間成形品10c内に、内層ガラス材料40を供給するものである。この工程は、供給されるガラス材料が内層ガラス用材料である点を除けば、上記工程(1)とほぼ同じ工程であり、用いる装置もほぼ同じである。すなわち、吹き込み成形型31に収納されている外層ガラス中間成形品10C内に、流管4aによって内層ガラス用材料40が供給される。このとき、昇降装置43によって吹き込み成形型31が上昇されて材料供給を容易にする点も同様である。この材料供給が終了すると、型キャリア32が回転移動し、内層ガラス用材料40が供給された外層ガラス中間成形品10Cを、吹き込み成形型31ごと搬送して、色被せガラスの予備プレス装置5の位置に配置する。
【0028】(7)色被せガラスの予備プレス工程このとき、予備プレス装置5の位置に配置された内層ガラス用材料40を含む外層ガラス中間成形品10Cの上には、ネックリングキャリア52に保持されたネックリング51が配置されており、また、下方には、昇降装置53が設置されている。予備プレス装置5のプランジャ5aを下降させることにより、上記工程(2)の場合とほぼ同様にして、色被せガラスの予備プレス成形が行なわれる。この工程でも、上述の(2)の工程の場合と同様に、プランジャー5aの下降量から内層ガラス用材料40の量を測定し、これをフィードバックしてその供給量が一定になるように流管4aに通ずる電流を加減する制御を行なう。この工程が終了すると、外層ガラス中間成形品10c内に内層ガラスの中間成形品40aが密着して設けられた色被せパリソン41aが得られる。
【0029】(8)色被せガラスの加熱・予備吹き込み工程色被せガラスの予備プレス成形工程の後には、上記工程(3)とほぼ同様の工程により、色被せガラスの加熱・予備吹き込み工程が行なわれる。すなわち、バーナー50による加熱と、ブローヘッド5dによる予備吹き込みがなされ所定の長さの色被せパリソン41aを形成する。この色被せパリソン41aは、ネックリング51に保持された状態で、ネックリングキャリア52によって色被せガラスの吹き込み成形装置6の位置に搬送される。
【0030】(9)色被せガラスの吹き込み成形工程色被せパリソン41aを保持した状態で吹き込み成形装置6の位置に搬送されたネックリング51の上面には、吹き込み成形装置6のブローヘッド6aが押当られ、また、色被せパリソン41aには、吹き込み仕上げ成形型61が被せられる。この吹き込み仕上げ成形型61は、2つ割構造になっており、駆動装置61aによって開閉駆動され、色被せパリソン41aを包み込むようにして収納する。また、吹き込み成形の際には、底型63a,ブローヘッド6a及びネックリング51が回転することにより色被せパリソン41aを回転させながら行なう。これにより、色被せガラス成形品41bが得られる。
【0031】(10)成形品取り出し工程この色被せガラス成形品41bの吹き込み成形工程が終了すると、吹き込み仕上げ成形型61、底型63a,ブローヘッド6a等がはずされ、ネックリングキャリア52が回転移動して、ネックリング51に保持された色被せガラス成形品41bを成形品取り出し位置に搬送し、ネックリング51の爪部5cを開いて取り出し、次工程に送る。
【0032】(11)徐冷工程取り出された色被せガラス成形品は、歪を取り除くために、徐冷炉に搬送され、常温まで冷却される。徐冷炉では所定の温度勾配の環境で所定の時間徐冷がなされて除歪が行なわれた後、次工程に送られる。
【0033】(12)色被せガラス成形品のモイル切断工程この時点での色被せガラス成形品は、成形工程で必要であたモイル部がついているのが、製品としては不要なものであるためこれを切断除去する。
【0034】(13)カット・加飾の工程モイル部が切断除去された製品素材に各種のカット加工を施すことにより、外層の一部を剥き取り、内層ガラスが現れるようにする。この工程により、外層ガラスと内層ガラスの色のコントラストが得られ、優れた加飾効果が生み出される。
【0035】(14)酸磨き工程カット加工が施された面は、加工スジが残り、不透明な肌となるため、酸処理を行ない、表面のつや出しを行ない、完成した製品を得る。
【0036】(15)検査・包装工程完成品は、各種の検査工程を経た後、包装されて商品として出荷される。
【0037】上述の実施の形態に係る色被せガラス製品の製造方法及び装置によって、タンブラー、冷茶杯、ぐい飲及び花瓶等を製造したところ、以下の結果が得られた。すなわち、製品外層ガラスの肉厚が均一なものを得ることが可能となり、また、製品外層部の肉厚の調整、例えば、口元を厚くして底近くを薄くしたり、逆に、口元を薄くして底近くを厚くしたりするといった調整が、外層ガラス予備プレス用型11の内面形状及びプランジャー2aの形状を変えること、あるいは、パリソン10aの長さを調整することにより、容易にコントロールすることが可能になった。
【0038】これにより、異形タンブラー、例えば、口元が大きく広がり、底部が小さい形状のものであっても、製品となった状態の外層肉厚を均一にすることが可能になった。製品周方向の外層部肉厚の偏りは、外層ガラス予備プレス工程(2)において、外層ガラス予備プレス用型11と、プランジャ2aのセンターを調整することにより容易に均一性が得られ、再現性が取れるようになった。これらは、いずれも人手による製造では高度な職人芸的技能を必要とし、再現性を得にくいことで、歩留まりを落とす大きな要因であった。
【0039】また、外層ガラスを吹き込み成形で作るため、製品となった状態での外層ガラスと内層ガラスのなじみもよく境界線が目立たなく、優れた品質を作ることができた。特に、クリスタルガラス製品の場合、重量感、透明感、光の高屈折率と色ガラスとのコントラストにより美観が優れたものとなる。
【0040】また、本実施の形態は、完全自動化された工程であるため、成形のために直接人が介在する必要がなく、1名の要員が監視業務と品質維持のための微調整をするだけでよくなった。しかも、調整方法は、数値化され、再現性の得られるものであるため、特別な技能を必要としない要員でも操作が可能となり、24時間稼働することができるようになった。これにより、従来人手によって複数の要員で限られた時間内でしか成形できなかったため非常にコスト高であった色被せ商品が安価で大量に生産できるようになった。
【0041】なお、上述の実施の形態にあっては、外層ガラス用材料の供給量を計測する方法として、予備プレス装置のプランジャの下降量を計測する方法を用いたが、これは例えば、外層ガラス供給時に型を含む外層ガラスの重量をロードセル等の重量計測器で計測したり、あるいは、流管1aから流出する状態を撮像装置によって撮影し、画像処理によって計測する等の方法によってもよい。
【0042】また、外層ガラスのパリソンの長さを計測する方法として、撮像装置を用いた画像処理の方法を採用したが、これは、例えば、平行光を用いた周知の測長センサー等の光学的計測法等を用いてもよい。
【0043】
【発明の効果】以上詳述したように、本発明は、色被せガラス製品の製造方法として、ガラス材料供給手段から供給される所定量の外層ガラス用材料を成形して外層ガラスの中間成形品を形成する外層ガラス中間成形品作製工程と、この外層ガラスの中間成形品内に内層ガラス用材料を供給して成形することにより、色被せガラス成形品を得る色被せガラス成形品作製工程とを有するものとし、前記外層ガラス中間成形品作製工程を、前記外層ガラス用材料を予備的にプレス成形してパリソンを形成する予備プレス工程と、この予備プレス工程で形成されたパリソンを吹き込み成形して外層ガラス中間成形品を作製する吹き込み成形工程とを有するものとするとともに、前記色被せガラス成形品作製工程を、前記外層ガラス中間成形品内に供給された内層ガラス用材料を予備的にプレス成形して色被せパリソンを形成する予備プレス工程と、この予備プレス工程で形成された色被せパリソンを吹き込み成形して色被せガラス成形品を形成する吹き込み成形工程とを有するもととしたことにより、所望の肉厚の外層ガラス、特に薄肉の外層ガラスを有し、均一な品質を有する色被せガラス製品を安定して製造可能とするとともに、比較的容易にその製造を自動化できる色被せガラス製品の製造方法及び装置を得ているものである。特に、本発明は美観に優れたクリスタルガラスの色被せガラスが得られる。
【図面の簡単な説明】
【図1】本発明の実施の形態にかかる色被せガラス製品の製造方法の全工程のフロー図である。
【図2】発明の実施の形態にかかる色被せガラス製品の製造方法の特徴部の詳細工程説明図である。
【図3】本発明の実施の形態にかかる色被せガラス製品の製造方法の特徴部の詳細工程説明図である。
【図4】本発明の実施の形態にかかる色被せガラス製品の製造方法を実施する装置の概略構成を示す平面図である。
【図5】図4に示される装置の各部の構成示す断面図である。
【図6】図4に示される装置の各部の構成示す断面図である。
【図7】図4に示される装置の各部の構成示す断面図である。
【符号の説明】
1 外層ガラス材料供給装置
2 予備プレス装置
3 吹き込み成形装置
4 内層ガラス材料供給装置
5 予備プレス装置
6 吹き込み成形装置
10 外層ガラス用材料
10a パリソン
10c 外層ガラス中間成形品
40 内層ガラス用材料
41a 色被せパリソン
41b 色被せガラス成形品
【特許請求の範囲】
【請求項1】 内層ガラスに色ガラスたる外層ガラスを被せてなる色被せガラス製品を製造する色被せガラス製品の製造方法において、ガラス材料供給手段から供給される所定量の外層ガラス用材料を成形して外層ガラスの中間成形品を形成する外層ガラス中間成形品作製工程と、この外層ガラスの中間成形品内に内層ガラス用材料を供給して成形することにより、色被せガラス成形品を得る色被せガラス成形品作製工程とを有し、前記外層ガラス中間成形品作製工程は、前記外層ガラス用材料を予備的にプレス成形してパリソンを形成する予備プレス工程と、この予備プレス工程で形成されたパリソンを吹き込み成形して外層ガラス中間成形品を作製する吹き込み成形工程とを有し、前記色被せガラス成形品作製工程は、前記外層ガラス中間成形品内に供給された内層ガラス用材料を予備的にプレス成形して色被せパリソンを形成する予備プレス工程と、この予備プレス工程で形成された色被せパリソンを吹き込み成形して色被せガラス成形品を形成する吹き込み成形工程とを有することを特徴とする色被せガラス製品の製造方法。
【請求項2】 請求項1に記載の色被せガラス製品の製造方法において、前記外層ガラス中間成形品作製工程において、前記ガラス材料供給手段から供給される外層ガラス用材料の量を計測し、この計測結果に基づいて前記ガラス材料供給手段から供給される外層ガラス用材料の量を制御することを特徴とする色被せガラス製品の製造方法。
【請求項3】 請求項1又は2に記載の色被せガラス製品の製造方法において、前記外層ガラス中間成形品作製工程における予備プレス工程と吹き込み成形工程との中間において、前記予備プレス工程で得られるパリソンに加熱処理及び/又は予備吹き込み処理を加えるとともに、これらの処理後のパリソンの長さを計測し、その長さが所定の長さになるように、前記加熱処理及び/又は予備吹き込み処理の時間を制御することを特徴とする色被せガラス製品の製造方法。
【請求項4】 内層ガラスに色ガラスたる外層ガラスを被せてなる色被せガラス製品を製造する色被せてガラス製品の製造装置において、所定の外層ガラス用材料を供給する外層ガラス用材料供給装置と、前記外層ガラス用材料供給装置によって供給される所定量の外層ガラス用材料を予備プレス成形してパリソンを形成する予備プレス成形装置と、前記予備プレス成形装置によって形成されたパリソンを吹き込み成形して外層ガラスの中間成形品を得る吹き込み成形装置と、前記吹き込み成形装置によって得られた外層ガラスの中間成形品に内層ガラス用材料を供給する内層ガラス用材料供給装置と、前記外層ガラス中間成形品内の内層ガラス用材料を予備的にプレス成形して色被せパリソンを形成する予備プレス成形装置と、前記予備プレス成形装置によって形成された色被せパリソンを吹き込み成形して色被せガラス成形品を形成する吹き込み成形装置とを有することを特徴とする色被せガラス製品の製造装置。
【請求項1】 内層ガラスに色ガラスたる外層ガラスを被せてなる色被せガラス製品を製造する色被せガラス製品の製造方法において、ガラス材料供給手段から供給される所定量の外層ガラス用材料を成形して外層ガラスの中間成形品を形成する外層ガラス中間成形品作製工程と、この外層ガラスの中間成形品内に内層ガラス用材料を供給して成形することにより、色被せガラス成形品を得る色被せガラス成形品作製工程とを有し、前記外層ガラス中間成形品作製工程は、前記外層ガラス用材料を予備的にプレス成形してパリソンを形成する予備プレス工程と、この予備プレス工程で形成されたパリソンを吹き込み成形して外層ガラス中間成形品を作製する吹き込み成形工程とを有し、前記色被せガラス成形品作製工程は、前記外層ガラス中間成形品内に供給された内層ガラス用材料を予備的にプレス成形して色被せパリソンを形成する予備プレス工程と、この予備プレス工程で形成された色被せパリソンを吹き込み成形して色被せガラス成形品を形成する吹き込み成形工程とを有することを特徴とする色被せガラス製品の製造方法。
【請求項2】 請求項1に記載の色被せガラス製品の製造方法において、前記外層ガラス中間成形品作製工程において、前記ガラス材料供給手段から供給される外層ガラス用材料の量を計測し、この計測結果に基づいて前記ガラス材料供給手段から供給される外層ガラス用材料の量を制御することを特徴とする色被せガラス製品の製造方法。
【請求項3】 請求項1又は2に記載の色被せガラス製品の製造方法において、前記外層ガラス中間成形品作製工程における予備プレス工程と吹き込み成形工程との中間において、前記予備プレス工程で得られるパリソンに加熱処理及び/又は予備吹き込み処理を加えるとともに、これらの処理後のパリソンの長さを計測し、その長さが所定の長さになるように、前記加熱処理及び/又は予備吹き込み処理の時間を制御することを特徴とする色被せガラス製品の製造方法。
【請求項4】 内層ガラスに色ガラスたる外層ガラスを被せてなる色被せガラス製品を製造する色被せてガラス製品の製造装置において、所定の外層ガラス用材料を供給する外層ガラス用材料供給装置と、前記外層ガラス用材料供給装置によって供給される所定量の外層ガラス用材料を予備プレス成形してパリソンを形成する予備プレス成形装置と、前記予備プレス成形装置によって形成されたパリソンを吹き込み成形して外層ガラスの中間成形品を得る吹き込み成形装置と、前記吹き込み成形装置によって得られた外層ガラスの中間成形品に内層ガラス用材料を供給する内層ガラス用材料供給装置と、前記外層ガラス中間成形品内の内層ガラス用材料を予備的にプレス成形して色被せパリソンを形成する予備プレス成形装置と、前記予備プレス成形装置によって形成された色被せパリソンを吹き込み成形して色被せガラス成形品を形成する吹き込み成形装置とを有することを特徴とする色被せガラス製品の製造装置。
【図7】


【図1】
【図2】
【図3】
【図4】
【図5】
【図6】
【図1】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2000−219520(P2000−219520A)
【公開日】平成12年8月8日(2000.8.8)
【国際特許分類】
【出願番号】特願平11−24340
【出願日】平成11年2月1日(1999.2.1)
【出願人】(599014426)ホーヤ・クリスタル株式会社 (1)
【公開日】平成12年8月8日(2000.8.8)
【国際特許分類】
【出願日】平成11年2月1日(1999.2.1)
【出願人】(599014426)ホーヤ・クリスタル株式会社 (1)
[ Back to top ]