
芯出し据付け方法及び誤差表示器
【課題】簡易な方法で芯出しが実現するとともに、据付けを迅速に行うことができる。
【解決手段】レベル誤差を求めるために使用される誤差表示器である。表面にX−Y座標2が表示された表示板1と、その表示板1に対し上記X−Y座標2の原点で回転可能に軸支され且つ表示板1の表面に沿って配置されたスライドバー3と、スライドバー3に案内されて当該スライドバー3に沿って直線的に往復移動可能なカーソル5と、を備える。上記カーソル5による上記X−Y座標2上の指示位置が視認可能となっている。
【解決手段】レベル誤差を求めるために使用される誤差表示器である。表面にX−Y座標2が表示された表示板1と、その表示板1に対し上記X−Y座標2の原点で回転可能に軸支され且つ表示板1の表面に沿って配置されたスライドバー3と、スライドバー3に案内されて当該スライドバー3に沿って直線的に往復移動可能なカーソル5と、を備える。上記カーソル5による上記X−Y座標2上の指示位置が視認可能となっている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、駆動用原動機などの回転機械を据え付ける際の芯出し据付け方法、及びその芯出しの際のレベル誤差を求めるための誤差表示器に関する。
なお、据付けは、新たに回転機械を据え付ける場合に限定されず、回転機械の交換や保守のために一度外した回転機械を据え付ける場合も含む。
【背景技術】
【0002】
ポンプ、圧縮機、減速機等の駆動用原動機の据付け作業においては、例えば減速機等の回転軸と原動機との回転軸とを連結する場合、両回転軸を正確に芯合わせする芯出し作業が極めて重要となる。従来の芯出し作業としては、特許文献1〜3に記載の方法が知られている。
特許文献1には、 駆動側回転軸と被駆動側回転軸にそれぞれ対をなすフランジ(カップリング)を取り付けると共に当該一対のフランジの接合面を対向配置するように仮置きし、少なくとも一方のフランジの軸心から半径方向に離れた位置にダイヤルゲージを固定し、そのダイヤルゲージの測定端部を他方のフランジの対向面に当接させながら、少なくとも一方のフランジを相対回転させて据付け時の芯出しを行う技術が開示されている。
【0003】
また、特許文献2に記載には、原動機の一つであるサーボモータを対象とした据付け方法が開示されている。
具体的には、サーボモータをピッチ内の壁面に取り付けられたベースプレートに据え付けるに際し、まず操作ロッドとの連結部の位置にサーボモータの芯出しを行った後、そのサーボモータのフランジをベースプレートに据付けボルトにより据付け長さ方向に調整可能な状態で据え付け、次に複数本の調整ネジを用いてサーボモータの据付け長さがその操作に適切な寸法となるように調整しながら上記操作ロッドを連結ピンにてサーボモータに連結し、且つ上記ベースプレートとサーボモータのフランジとの間に存する据付けギャップに対して、上記フランジ周囲部と上記据付けボルトおよび調整ネジの周囲部をシール部材によりシールした状態で充填剤を上記据付けギャップに対しその下方より注入して垂直方向位置決めを行い、その充填剤が硬化した後に上記据付けボルトを締め付けて上記サーボモータを上記ベースプレートに完全に固定する。
【0004】
また、特許文献3には、ポンプ等の負荷装置の駆動源である原動機を据え付ける専用の装置を使用することにより、原動機を据え付ける際の、原動機の出力軸における軸の芯合わせ(軸芯出し作業)を容易にして、熟練作業を不要とすることが開示されている。
【特許文献1】特開平8−232968号公報
【特許文献2】特開平6−213131号公報
【特許文献3】特開2005−249028報公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
特許文献1に記載の方法では、据付け時の芯出しが正確に出来ているかどうかは測定可能である。しかし、芯出しのための駆動側あるいは被駆動側の据付け作業技術が重要であるが、その技術の開示はなく、迅速な据付け・芯出しが行えるとは言いがたい。
また、特許得文献2に記載した方法は、ベースプレートと据付けギャップを充填剤で埋める特殊な方法であることから、一般的に使用することが出来ない欠点がある。
また、特許文献3に記載した方法では、据付け場所に合致する専用装置の作成に、コストと時間が掛かるものとなってしまうおそれがある。
本発明は、上記のような点に着目してなされたもので、簡易な方法で芯出しを実現するとともに、据付けを迅速に行えることを課題としている。
【課題を解決するための手段】
【0006】
上記課題を解決するために、本発明のうち請求項1に記載した発明は、一の回転機械の回転軸に対し、他の回転機械の回転軸を同軸に芯出し、他の回転機械の据付け部を据え付け面に据え付ける際に、
芯出しのために、上記2つの回転軸にそれぞれ設けたカップリングの接合面を対向配置させた状態で、対向する接合面間の間隙量のうち、レベル調整を行う方向で離隔した2箇所の位置での各間隙量を求め、
その2つの間隙量の間隙量差と、当該2つの間隙量を求めた位置の離隔距離と、カップリングから対象とする据付け部までの距離とから、その対象とする据付け部でのレベル調整方向へのレベル誤差を求め、当該求めたレベル誤差で据え付け時のレベル調整を行うことを特徴とする芯出し据付け方法を提供するものである。
上記他の回転機械としては、例えば駆動用原動機が例示できる。
【0007】
次に、請求項2に記載した発明は、請求項1に記載した構成に対し、回転軸方向からみて相対的に据付け部に近い位置の間隙量と遠い位置の間隙量を使用して、据え付け面に対する据付け部のレベル誤差を求めて、当該求めたレベル誤差で据え付け時のレベル調整を行うことを特徴とするものである。
【0008】
次に、請求項3に記載した発明は、上記請求項1又は請求項2に記載のレベル誤差を求めるために使用される誤差表示器であって、
表面にX−Y座標が表示された表示板と、その表示板に対し上記X−Y座標の原点で回転可能に軸支され且つ表示板の表面に沿って配置されたスライドバーと、スライドバーに案内されて当該スライドバーに沿って直線的に往復移動可能なカーソルと、を備え、上記カーソルによる上記X−Y座標上の指示位置が視認可能となっていることを特徴とするものである。
【発明の効果】
【0009】
本発明によれば、簡易な方法で芯出しを実現するとともに、据え付けのためのレベル調整を容易に行うことが出来るようになる。
【発明を実施するための最良の形態】
【0010】
次に、本発明の実施形態について図面を参照しつつ説明する。
まず、誤差表示器の構成について説明する。
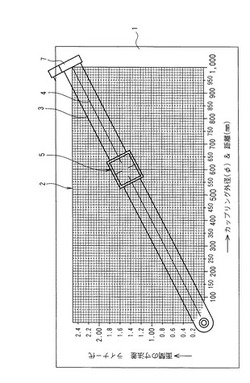
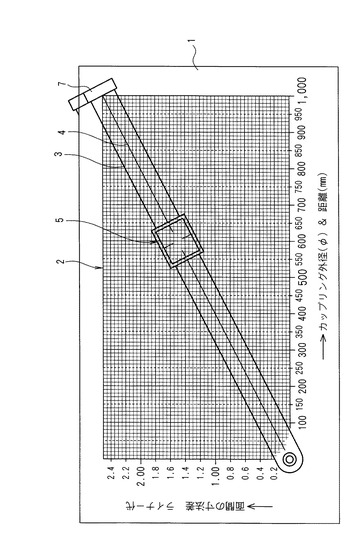
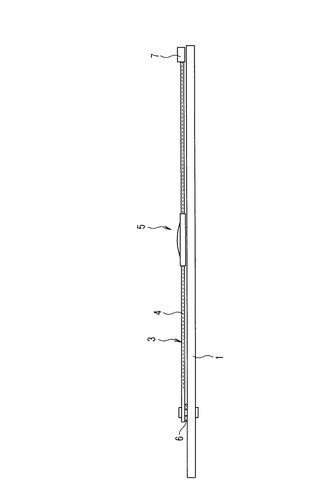
図1は、誤差表示機の表面を示す平面図、図2は側面図、図3は、カーソル周りの部分拡大図である。
図1に示すように、平板状の表示板1の表面には、X−Y座標2が表示され、縦軸の目盛りとして、カップリング面間の間隙量差である寸法差、及びライナー代(レベル誤差)となる値が等間隔に表示されている。また、横軸の目盛りとして、カップリングの外径(離隔距離)、及びカップリング中心から据付け部までの距離に対応する値が、等間隔に表示されている。なお、X−Y座標2は直交座標である必要はない。
【0011】
また、上記X−Y座標2の原点に対して、スライドバー3が回転自在に軸支されている。スライドバー3は、透明アクリルからなって上側からX−Y座標2が視認可能となっていると共に、中央に、赤字などで表示された直線4が設けられている。
符号6はゴムリングであって、スライドバー3を表示板1から若干、浮かした状態に維持している。
【0012】
また、上記スライドバー3の遠位端部にはストッパ7が設けられている。ストッパ7は、例えばクリップ状の部品から構成されて、表示板1の端を挟み込むことでスライドバー3を所望の傾斜位置で仮固定するものである。ストッパ7の機構は、これに限定されない。例えば、表示板1と対向する面の摩擦係数が大きなゴムなどで構成し、ストッパ7を表示板1に向けて指などで押し付けることで、スライドバー3を仮固定できるようになっていても良い。
また、上記スライドバー3には、カーソル5が摺動可能に支持されている。そのカーソル5は、スライドバー3に案内されて直線移動可能となっている。
【0013】
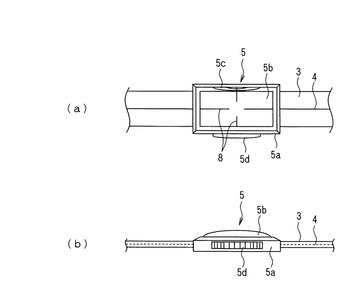
カーソル5は、図3に示すように、スライドバー3に支持される枠体5aと、その枠体5aに嵌め込まれた凸レンズ5bとを備える。上記凸レンズ5bは、スライドバー3の上方に位置し、その凸レンズ5bには、上記スライドバー3の直線4の上に中心が位置する十字の線が目印8として引かれている。その十字の中心が指示位置となる。凸レンズ5bは、指示位置を拡大して視認しやすくするものである。
なお、指示位置は、スライドバー3やカーソル5の中央位置に設定する必要は無い。本実施形態では、スライドバー3の左右両側面の輪郭が直線に形成されているので、その直線上の特定位置を指すように、その直線とカーソル5に設ける目印を交差させるようにして、座標上の指示位置を特定できるようにしても良い。
【0014】
また、上記枠体5aにおけるスライドバー3の側面と対向する位置には、当該スライドバー3に向けて付勢されている板バネ5cが設けられている。この板バネ5cによって、スライドバー3に対する揺動を抑えてカーソル5の位置決めを確実に行えるようにすると共に、スライドバー3となじみ易くして、当該スライドバー3に沿って移動しやすくしている。
符号5dは滑り止めであって、この滑り止め5dを指などで操作してカーソル5を移動させればよい。
また、上記表示板1の裏面には、図4に示すように、この誤差表示器の使用例が表示されている。
【0015】
次に、上記誤差表示器の使用例について説明する。
なお、レベル調整方向が上下方向で、カップリング外径を離隔距離として使用した場合の例である。
上記構成の誤差表示器は、裏面の使用方法に則り、先に設置されている回転機械の回転軸(以下、非据え付け側の回転軸を第1の回転軸とも呼ぶ)に設けたカップリングと、据え付ける予定の回転機械の回転軸(以下、据え付け側の回転軸を第2の回転軸とも呼ぶ)に設けたカップリングにおける、両者の接合面を対向するように仮置きしたときの、例えば、カップリング上端位置での両接合面間の間隙量と、カップリング下端位置での両接合面間の間隙量を計測し、その両間隙量の間隙量差(面間の寸法差)を算出する。
【0016】
そして、縦軸の目盛りから上記間隙量差の値を選択し、横軸の目盛りから上記カップリングの外径(離隔距離)を選択してその交点を特定し、スライドバー3の直線がその交点位置を通過するように、スライドバー3の傾きを変更調整して、その位置でスライドバー3を固定する。
次に、回転軸方向における、第1の回転軸側のカップリング接合面と据付け部位置(例えば、据付け部の中央位置やボルト穴位置を基準とする)までの距離を据付け離間距離と呼ぶとすると、横軸の目盛りが当該据付け離間距離となる位置まで、カーソル5を移動して十字の中心を合わせ、そのときの縦軸の目盛りが、レベル調整代(レベル誤差)となる。これを据付け部単位に行う。
なお、上記のように縦軸側の値の方が小さいので、横軸よりも縦軸の1目盛りの単位を小さく設定しておく。
【0017】
次に、回転機械の芯出し据え付け作業を説明する。
本実施形態では、図5に示すように、回転機械として、減速機10の入力軸11(第1の回転軸)に、原動機である電動機12の出力軸13(第2の回転軸)を芯出しして連結すると共に、当該電動機12の据付け部である台座14を据付け面18に据え付ける場合を例にして説明する。
先に出力軸13に取り付けたカップリング15の接合面からの各据付け部X、Y(台座)までの距離L1、L2を予め測定しておく。なお、カップリング15,16の径としては、予め測定したり、カタログに載っている諸元を使用したりすればよい。
【0018】
そして、固定されている減速機10の入力軸11に設けたカップリング16と、電動機12の出力軸13に設けたカップリング15とが対向するように、芯合わせをして電動機12を仮置き(例えば、据付け部をボルトで仮止め)する。このとき、入力軸11の軸線S1に出力軸13側のカップリングの中心を合わせるように調整して設置する。
なお、カップリング15,16の接合面は、回転軸に直交する面を形成している。そして、カップリング15,16の外径に対するカップリング15,16間の上下の間隙差は、上記軸線S1に対する電動機12の軸線S2の傾きと同じである。
【0019】
まず、上下方向のレベル調整作業を行う。それを次に記載する。
上記仮置きの状態で、カップリング15,16外周における、最下端部でのカップリング接合面間の間隙量と、最上部端部での間隙量を、スケール、スキミゲージ、ダイヤルゲージなどを利用して計測し、その上下の間隙量の差(寸法差)を求める。カップリング15,16の外径(離隔距離)に対するこの間隙量差が、入力軸11に対する、電動機12の軸の上下方向の傾き、すなわち上下方向のレベル誤差であるので、この上下方向のレベル誤差分だけ、各据付け部のレベル調整をした後、据付け部を据え付け面にボルト等で正式に固定する。
【0020】
本実施形態では、上記誤差表示器を使用してレベル誤差を求める。
すなわち、誤差表示器を使用して、縦軸の目盛りとして上記間隙量差の値を取り、横軸の目盛りとして上記カップリング15,16の外径を取って、その交点を通過するように、スライドバー3の傾きを調整して固定する。
ここで、上下の間隙量を測定した位置の距離がカップリング15,16の外径に等しい場合で説明しているが、離隔距離は、別にカップリング15,16の外径と異なっていても良い。例えば、上下の間隙量を計測する各位置を結ぶ線分がカップリング15,16の中心を通過しない位置で測定した場合には、上下の測定位置の距離を別途、ゲージ等を使用して測定して離隔距離を求めて横軸の目盛りを取る。カップリング15、16の中心を通過するように取った場合でも、その上下の距離を実測しても勿論、構わない。
【0021】
次に、横軸の目盛りが据付け部までの据付け離間距離L1,L2となるように、カーソル5を動かし、そのカーソル5位置での縦軸を見ることで、その据付け部位置でのレベル誤差が簡単に分かる。各据付け部毎にそれぞれカーソル5を動かして、各据付け位置のレベル誤差を個別に求める。
なお、カップリン接合面に対する左右の据付け部の距離は同じであるので、同じだけレベル調整すれば良い。
【0022】
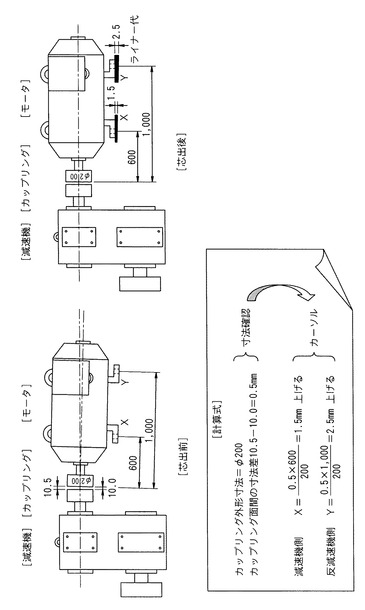
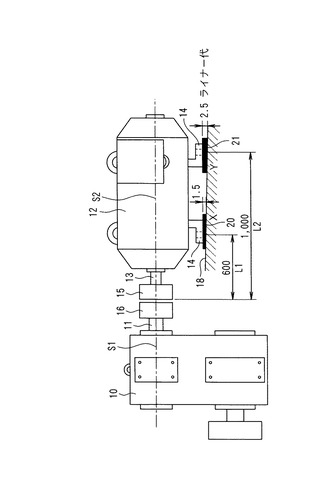
例えば、カップリング寸法が200mmの場合、200mmでカップリング面間距離の上下位置の寸法差が0.5mmの場合に、図1のように、スライドバー3を傾ける。この傾けた状態をロックして、台座Xが例えば600mm離れているとすれば、横軸の目盛りが600mm位置にカーソル5を移動して縦軸の目盛り(1.5mm)を読めば、図6のように、X位置で1.5mmの厚みを有するライナー20を台座14と基礎18の間にスペーサとして差し込んで固定すれば垂直方向の関係を保つことが出来ることが分かる。同様に、台座Yについても求めたレベル誤差の厚みを有するライナー21を台座14と基礎18との間に差し込んでレベル調整を行う。このように、誤差表示器から簡易に求められた各取付け部位置でのレベル誤差だけ、個々の取付け部位置でレベル調整することで、垂直方向の精確な位置決めが行われる。なお、基礎18の表面が据付け面となる。
【0023】
このように、各据付け部位置で読み取った厚みを有するライナー20,21を作成し、セットして基礎18(据付け面)に電動機12を固定することで上下方向の位置決め完了する。ここで、カップリング面間距離の上下方向のレベル調整は、当業者にとって調整が難しく熟練が必要と認識されている。それが、誤差表示器を使用することで簡易にレベル調整代を求めることが可能となり、必ずしも熟練を要しない。
上記調整で、据付け部に相対的に近い位置と遠い位置の間隙量を使用したレベル調整、つまり、据付け面と据付け部との間の対向方向でのレベル調整が行われる。
【0024】
次に、水平方向のレベル調整を行う。
ここで、水平方向の位置決めについても、カップリング面間の横方向への傾きも横方向の面間差で求まるが、電動機12を単に横方向に振らすだけで修正可能である為、熟練を要しない。したがって横方向の芯出しには、必ずしも上記誤差表示器を使用する必要がない。
もっとも、横方向の芯出しについても誤差表示器を使用しても良い。この場合には、横方向の二カ所での間隙差を使用して、上記と同様にして各据付け部位置でのレベル誤差を簡易に求めることが出来る。
【0025】
ここで、上記実施形態では、据付け面の上に据付け部(台座)を据え付ける場合を例示したが、これに限定されない。例えば、天井面や壁面を据付け面として、据え付ける場合であっても適用可能である。
また、上記実施形態は、駆動側の回転機械を据え付ける場合で例示しているが、非駆動側の回転機械を据える付ける場合であっても適用可能である。また、回転機械は、特に電動機に限定されず、油圧・空圧のポンプやモータ等の回転機械であっても適用可能である。
【図面の簡単な説明】
【0026】
【図1】本発明に基づく実施形態に係る誤差表示器の表面を示す平面図である。
【図2】本発明に基づく実施形態に係る誤差表示器の側面図である。
【図3】本発明に基づく実施形態に係るカーソル部分を示す部分拡大図であって、(a)は平面図、(b)は側面図である。
【図4】本発明に基づく実施形態に係る誤差表示器の裏面を示す平面図である。
【図5】回転機械を仮置きした状態を示す図である。
【図6】上下方向のレベル調整した状態を示す図である。
【符号の説明】
【0027】
1 表示板
2 X−Y座標
3 スケールバー
4 直線
5 カーソル
7 ストッパ
10 減速機
11 入力軸
12 電動機
13 出力軸
15、16 カップリング
14 台座(据付け部)
18 基礎(据付け面)
【技術分野】
【0001】
本発明は、駆動用原動機などの回転機械を据え付ける際の芯出し据付け方法、及びその芯出しの際のレベル誤差を求めるための誤差表示器に関する。
なお、据付けは、新たに回転機械を据え付ける場合に限定されず、回転機械の交換や保守のために一度外した回転機械を据え付ける場合も含む。
【背景技術】
【0002】
ポンプ、圧縮機、減速機等の駆動用原動機の据付け作業においては、例えば減速機等の回転軸と原動機との回転軸とを連結する場合、両回転軸を正確に芯合わせする芯出し作業が極めて重要となる。従来の芯出し作業としては、特許文献1〜3に記載の方法が知られている。
特許文献1には、 駆動側回転軸と被駆動側回転軸にそれぞれ対をなすフランジ(カップリング)を取り付けると共に当該一対のフランジの接合面を対向配置するように仮置きし、少なくとも一方のフランジの軸心から半径方向に離れた位置にダイヤルゲージを固定し、そのダイヤルゲージの測定端部を他方のフランジの対向面に当接させながら、少なくとも一方のフランジを相対回転させて据付け時の芯出しを行う技術が開示されている。
【0003】
また、特許文献2に記載には、原動機の一つであるサーボモータを対象とした据付け方法が開示されている。
具体的には、サーボモータをピッチ内の壁面に取り付けられたベースプレートに据え付けるに際し、まず操作ロッドとの連結部の位置にサーボモータの芯出しを行った後、そのサーボモータのフランジをベースプレートに据付けボルトにより据付け長さ方向に調整可能な状態で据え付け、次に複数本の調整ネジを用いてサーボモータの据付け長さがその操作に適切な寸法となるように調整しながら上記操作ロッドを連結ピンにてサーボモータに連結し、且つ上記ベースプレートとサーボモータのフランジとの間に存する据付けギャップに対して、上記フランジ周囲部と上記据付けボルトおよび調整ネジの周囲部をシール部材によりシールした状態で充填剤を上記据付けギャップに対しその下方より注入して垂直方向位置決めを行い、その充填剤が硬化した後に上記据付けボルトを締め付けて上記サーボモータを上記ベースプレートに完全に固定する。
【0004】
また、特許文献3には、ポンプ等の負荷装置の駆動源である原動機を据え付ける専用の装置を使用することにより、原動機を据え付ける際の、原動機の出力軸における軸の芯合わせ(軸芯出し作業)を容易にして、熟練作業を不要とすることが開示されている。
【特許文献1】特開平8−232968号公報
【特許文献2】特開平6−213131号公報
【特許文献3】特開2005−249028報公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
特許文献1に記載の方法では、据付け時の芯出しが正確に出来ているかどうかは測定可能である。しかし、芯出しのための駆動側あるいは被駆動側の据付け作業技術が重要であるが、その技術の開示はなく、迅速な据付け・芯出しが行えるとは言いがたい。
また、特許得文献2に記載した方法は、ベースプレートと据付けギャップを充填剤で埋める特殊な方法であることから、一般的に使用することが出来ない欠点がある。
また、特許文献3に記載した方法では、据付け場所に合致する専用装置の作成に、コストと時間が掛かるものとなってしまうおそれがある。
本発明は、上記のような点に着目してなされたもので、簡易な方法で芯出しを実現するとともに、据付けを迅速に行えることを課題としている。
【課題を解決するための手段】
【0006】
上記課題を解決するために、本発明のうち請求項1に記載した発明は、一の回転機械の回転軸に対し、他の回転機械の回転軸を同軸に芯出し、他の回転機械の据付け部を据え付け面に据え付ける際に、
芯出しのために、上記2つの回転軸にそれぞれ設けたカップリングの接合面を対向配置させた状態で、対向する接合面間の間隙量のうち、レベル調整を行う方向で離隔した2箇所の位置での各間隙量を求め、
その2つの間隙量の間隙量差と、当該2つの間隙量を求めた位置の離隔距離と、カップリングから対象とする据付け部までの距離とから、その対象とする据付け部でのレベル調整方向へのレベル誤差を求め、当該求めたレベル誤差で据え付け時のレベル調整を行うことを特徴とする芯出し据付け方法を提供するものである。
上記他の回転機械としては、例えば駆動用原動機が例示できる。
【0007】
次に、請求項2に記載した発明は、請求項1に記載した構成に対し、回転軸方向からみて相対的に据付け部に近い位置の間隙量と遠い位置の間隙量を使用して、据え付け面に対する据付け部のレベル誤差を求めて、当該求めたレベル誤差で据え付け時のレベル調整を行うことを特徴とするものである。
【0008】
次に、請求項3に記載した発明は、上記請求項1又は請求項2に記載のレベル誤差を求めるために使用される誤差表示器であって、
表面にX−Y座標が表示された表示板と、その表示板に対し上記X−Y座標の原点で回転可能に軸支され且つ表示板の表面に沿って配置されたスライドバーと、スライドバーに案内されて当該スライドバーに沿って直線的に往復移動可能なカーソルと、を備え、上記カーソルによる上記X−Y座標上の指示位置が視認可能となっていることを特徴とするものである。
【発明の効果】
【0009】
本発明によれば、簡易な方法で芯出しを実現するとともに、据え付けのためのレベル調整を容易に行うことが出来るようになる。
【発明を実施するための最良の形態】
【0010】
次に、本発明の実施形態について図面を参照しつつ説明する。
まず、誤差表示器の構成について説明する。
図1は、誤差表示機の表面を示す平面図、図2は側面図、図3は、カーソル周りの部分拡大図である。
図1に示すように、平板状の表示板1の表面には、X−Y座標2が表示され、縦軸の目盛りとして、カップリング面間の間隙量差である寸法差、及びライナー代(レベル誤差)となる値が等間隔に表示されている。また、横軸の目盛りとして、カップリングの外径(離隔距離)、及びカップリング中心から据付け部までの距離に対応する値が、等間隔に表示されている。なお、X−Y座標2は直交座標である必要はない。
【0011】
また、上記X−Y座標2の原点に対して、スライドバー3が回転自在に軸支されている。スライドバー3は、透明アクリルからなって上側からX−Y座標2が視認可能となっていると共に、中央に、赤字などで表示された直線4が設けられている。
符号6はゴムリングであって、スライドバー3を表示板1から若干、浮かした状態に維持している。
【0012】
また、上記スライドバー3の遠位端部にはストッパ7が設けられている。ストッパ7は、例えばクリップ状の部品から構成されて、表示板1の端を挟み込むことでスライドバー3を所望の傾斜位置で仮固定するものである。ストッパ7の機構は、これに限定されない。例えば、表示板1と対向する面の摩擦係数が大きなゴムなどで構成し、ストッパ7を表示板1に向けて指などで押し付けることで、スライドバー3を仮固定できるようになっていても良い。
また、上記スライドバー3には、カーソル5が摺動可能に支持されている。そのカーソル5は、スライドバー3に案内されて直線移動可能となっている。
【0013】
カーソル5は、図3に示すように、スライドバー3に支持される枠体5aと、その枠体5aに嵌め込まれた凸レンズ5bとを備える。上記凸レンズ5bは、スライドバー3の上方に位置し、その凸レンズ5bには、上記スライドバー3の直線4の上に中心が位置する十字の線が目印8として引かれている。その十字の中心が指示位置となる。凸レンズ5bは、指示位置を拡大して視認しやすくするものである。
なお、指示位置は、スライドバー3やカーソル5の中央位置に設定する必要は無い。本実施形態では、スライドバー3の左右両側面の輪郭が直線に形成されているので、その直線上の特定位置を指すように、その直線とカーソル5に設ける目印を交差させるようにして、座標上の指示位置を特定できるようにしても良い。
【0014】
また、上記枠体5aにおけるスライドバー3の側面と対向する位置には、当該スライドバー3に向けて付勢されている板バネ5cが設けられている。この板バネ5cによって、スライドバー3に対する揺動を抑えてカーソル5の位置決めを確実に行えるようにすると共に、スライドバー3となじみ易くして、当該スライドバー3に沿って移動しやすくしている。
符号5dは滑り止めであって、この滑り止め5dを指などで操作してカーソル5を移動させればよい。
また、上記表示板1の裏面には、図4に示すように、この誤差表示器の使用例が表示されている。
【0015】
次に、上記誤差表示器の使用例について説明する。
なお、レベル調整方向が上下方向で、カップリング外径を離隔距離として使用した場合の例である。
上記構成の誤差表示器は、裏面の使用方法に則り、先に設置されている回転機械の回転軸(以下、非据え付け側の回転軸を第1の回転軸とも呼ぶ)に設けたカップリングと、据え付ける予定の回転機械の回転軸(以下、据え付け側の回転軸を第2の回転軸とも呼ぶ)に設けたカップリングにおける、両者の接合面を対向するように仮置きしたときの、例えば、カップリング上端位置での両接合面間の間隙量と、カップリング下端位置での両接合面間の間隙量を計測し、その両間隙量の間隙量差(面間の寸法差)を算出する。
【0016】
そして、縦軸の目盛りから上記間隙量差の値を選択し、横軸の目盛りから上記カップリングの外径(離隔距離)を選択してその交点を特定し、スライドバー3の直線がその交点位置を通過するように、スライドバー3の傾きを変更調整して、その位置でスライドバー3を固定する。
次に、回転軸方向における、第1の回転軸側のカップリング接合面と据付け部位置(例えば、据付け部の中央位置やボルト穴位置を基準とする)までの距離を据付け離間距離と呼ぶとすると、横軸の目盛りが当該据付け離間距離となる位置まで、カーソル5を移動して十字の中心を合わせ、そのときの縦軸の目盛りが、レベル調整代(レベル誤差)となる。これを据付け部単位に行う。
なお、上記のように縦軸側の値の方が小さいので、横軸よりも縦軸の1目盛りの単位を小さく設定しておく。
【0017】
次に、回転機械の芯出し据え付け作業を説明する。
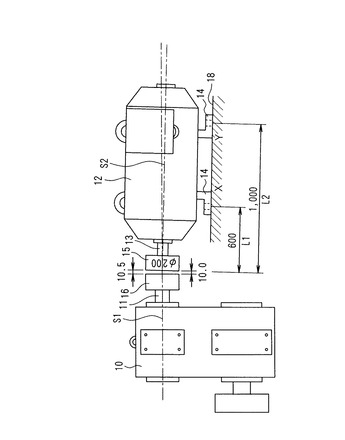
本実施形態では、図5に示すように、回転機械として、減速機10の入力軸11(第1の回転軸)に、原動機である電動機12の出力軸13(第2の回転軸)を芯出しして連結すると共に、当該電動機12の据付け部である台座14を据付け面18に据え付ける場合を例にして説明する。
先に出力軸13に取り付けたカップリング15の接合面からの各据付け部X、Y(台座)までの距離L1、L2を予め測定しておく。なお、カップリング15,16の径としては、予め測定したり、カタログに載っている諸元を使用したりすればよい。
【0018】
そして、固定されている減速機10の入力軸11に設けたカップリング16と、電動機12の出力軸13に設けたカップリング15とが対向するように、芯合わせをして電動機12を仮置き(例えば、据付け部をボルトで仮止め)する。このとき、入力軸11の軸線S1に出力軸13側のカップリングの中心を合わせるように調整して設置する。
なお、カップリング15,16の接合面は、回転軸に直交する面を形成している。そして、カップリング15,16の外径に対するカップリング15,16間の上下の間隙差は、上記軸線S1に対する電動機12の軸線S2の傾きと同じである。
【0019】
まず、上下方向のレベル調整作業を行う。それを次に記載する。
上記仮置きの状態で、カップリング15,16外周における、最下端部でのカップリング接合面間の間隙量と、最上部端部での間隙量を、スケール、スキミゲージ、ダイヤルゲージなどを利用して計測し、その上下の間隙量の差(寸法差)を求める。カップリング15,16の外径(離隔距離)に対するこの間隙量差が、入力軸11に対する、電動機12の軸の上下方向の傾き、すなわち上下方向のレベル誤差であるので、この上下方向のレベル誤差分だけ、各据付け部のレベル調整をした後、据付け部を据え付け面にボルト等で正式に固定する。
【0020】
本実施形態では、上記誤差表示器を使用してレベル誤差を求める。
すなわち、誤差表示器を使用して、縦軸の目盛りとして上記間隙量差の値を取り、横軸の目盛りとして上記カップリング15,16の外径を取って、その交点を通過するように、スライドバー3の傾きを調整して固定する。
ここで、上下の間隙量を測定した位置の距離がカップリング15,16の外径に等しい場合で説明しているが、離隔距離は、別にカップリング15,16の外径と異なっていても良い。例えば、上下の間隙量を計測する各位置を結ぶ線分がカップリング15,16の中心を通過しない位置で測定した場合には、上下の測定位置の距離を別途、ゲージ等を使用して測定して離隔距離を求めて横軸の目盛りを取る。カップリング15、16の中心を通過するように取った場合でも、その上下の距離を実測しても勿論、構わない。
【0021】
次に、横軸の目盛りが据付け部までの据付け離間距離L1,L2となるように、カーソル5を動かし、そのカーソル5位置での縦軸を見ることで、その据付け部位置でのレベル誤差が簡単に分かる。各据付け部毎にそれぞれカーソル5を動かして、各据付け位置のレベル誤差を個別に求める。
なお、カップリン接合面に対する左右の据付け部の距離は同じであるので、同じだけレベル調整すれば良い。
【0022】
例えば、カップリング寸法が200mmの場合、200mmでカップリング面間距離の上下位置の寸法差が0.5mmの場合に、図1のように、スライドバー3を傾ける。この傾けた状態をロックして、台座Xが例えば600mm離れているとすれば、横軸の目盛りが600mm位置にカーソル5を移動して縦軸の目盛り(1.5mm)を読めば、図6のように、X位置で1.5mmの厚みを有するライナー20を台座14と基礎18の間にスペーサとして差し込んで固定すれば垂直方向の関係を保つことが出来ることが分かる。同様に、台座Yについても求めたレベル誤差の厚みを有するライナー21を台座14と基礎18との間に差し込んでレベル調整を行う。このように、誤差表示器から簡易に求められた各取付け部位置でのレベル誤差だけ、個々の取付け部位置でレベル調整することで、垂直方向の精確な位置決めが行われる。なお、基礎18の表面が据付け面となる。
【0023】
このように、各据付け部位置で読み取った厚みを有するライナー20,21を作成し、セットして基礎18(据付け面)に電動機12を固定することで上下方向の位置決め完了する。ここで、カップリング面間距離の上下方向のレベル調整は、当業者にとって調整が難しく熟練が必要と認識されている。それが、誤差表示器を使用することで簡易にレベル調整代を求めることが可能となり、必ずしも熟練を要しない。
上記調整で、据付け部に相対的に近い位置と遠い位置の間隙量を使用したレベル調整、つまり、据付け面と据付け部との間の対向方向でのレベル調整が行われる。
【0024】
次に、水平方向のレベル調整を行う。
ここで、水平方向の位置決めについても、カップリング面間の横方向への傾きも横方向の面間差で求まるが、電動機12を単に横方向に振らすだけで修正可能である為、熟練を要しない。したがって横方向の芯出しには、必ずしも上記誤差表示器を使用する必要がない。
もっとも、横方向の芯出しについても誤差表示器を使用しても良い。この場合には、横方向の二カ所での間隙差を使用して、上記と同様にして各据付け部位置でのレベル誤差を簡易に求めることが出来る。
【0025】
ここで、上記実施形態では、据付け面の上に据付け部(台座)を据え付ける場合を例示したが、これに限定されない。例えば、天井面や壁面を据付け面として、据え付ける場合であっても適用可能である。
また、上記実施形態は、駆動側の回転機械を据え付ける場合で例示しているが、非駆動側の回転機械を据える付ける場合であっても適用可能である。また、回転機械は、特に電動機に限定されず、油圧・空圧のポンプやモータ等の回転機械であっても適用可能である。
【図面の簡単な説明】
【0026】
【図1】本発明に基づく実施形態に係る誤差表示器の表面を示す平面図である。
【図2】本発明に基づく実施形態に係る誤差表示器の側面図である。
【図3】本発明に基づく実施形態に係るカーソル部分を示す部分拡大図であって、(a)は平面図、(b)は側面図である。
【図4】本発明に基づく実施形態に係る誤差表示器の裏面を示す平面図である。
【図5】回転機械を仮置きした状態を示す図である。
【図6】上下方向のレベル調整した状態を示す図である。
【符号の説明】
【0027】
1 表示板
2 X−Y座標
3 スケールバー
4 直線
5 カーソル
7 ストッパ
10 減速機
11 入力軸
12 電動機
13 出力軸
15、16 カップリング
14 台座(据付け部)
18 基礎(据付け面)
【特許請求の範囲】
【請求項1】
一の回転機械の回転軸に対し、他の回転機械の回転軸を同軸に芯出し、他の回転機械の据付け部を据え付け面に据え付ける際に、
芯出しのために、上記2つの回転軸にそれぞれ設けたカップリングの接合面を対向配置させた状態で、対向する接合面間の間隙量のうち、レベル調整を行う方向で離隔した2箇所の位置での各間隙量を求め、
その2つの間隙量の間隙量差と、当該2つの間隙量を求めた位置の離隔距離と、カップリングから対象とする据付け部までの距離とから、その対象とする据付け部でのレベル調整方向へのレベル誤差を求め、当該求めたレベル誤差で据え付け時のレベル調整を行うことを特徴とする芯出し据付け方法。
【請求項2】
回転軸方向からみて相対的に据付け部に近い位置の間隙量と遠い位置の間隙量を使用して、据え付け面に対する据付け部のレベル誤差を求めて、当該求めたレベル誤差で据え付け時のレベル調整を行うことを特徴とする請求項1に記載した芯出し据付け方法。
【請求項3】
上記請求項1又は請求項2に記載のレベル誤差を求めるために使用される誤差表示器であって、
表面にX−Y座標が表示された表示板と、その表示板に対し上記X−Y座標の原点で回転可能に軸支され且つ表示板の表面に沿って配置されたスライドバーと、スライドバーに案内されて当該スライドバーに沿って直線的に往復移動可能なカーソルと、を備え、上記カーソルによる上記X−Y座標上の指示位置が視認可能となっていることを特徴とする誤差表示器。
【請求項1】
一の回転機械の回転軸に対し、他の回転機械の回転軸を同軸に芯出し、他の回転機械の据付け部を据え付け面に据え付ける際に、
芯出しのために、上記2つの回転軸にそれぞれ設けたカップリングの接合面を対向配置させた状態で、対向する接合面間の間隙量のうち、レベル調整を行う方向で離隔した2箇所の位置での各間隙量を求め、
その2つの間隙量の間隙量差と、当該2つの間隙量を求めた位置の離隔距離と、カップリングから対象とする据付け部までの距離とから、その対象とする据付け部でのレベル調整方向へのレベル誤差を求め、当該求めたレベル誤差で据え付け時のレベル調整を行うことを特徴とする芯出し据付け方法。
【請求項2】
回転軸方向からみて相対的に据付け部に近い位置の間隙量と遠い位置の間隙量を使用して、据え付け面に対する据付け部のレベル誤差を求めて、当該求めたレベル誤差で据え付け時のレベル調整を行うことを特徴とする請求項1に記載した芯出し据付け方法。
【請求項3】
上記請求項1又は請求項2に記載のレベル誤差を求めるために使用される誤差表示器であって、
表面にX−Y座標が表示された表示板と、その表示板に対し上記X−Y座標の原点で回転可能に軸支され且つ表示板の表面に沿って配置されたスライドバーと、スライドバーに案内されて当該スライドバーに沿って直線的に往復移動可能なカーソルと、を備え、上記カーソルによる上記X−Y座標上の指示位置が視認可能となっていることを特徴とする誤差表示器。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2007−303499(P2007−303499A)
【公開日】平成19年11月22日(2007.11.22)
【国際特許分類】
【出願番号】特願2006−130281(P2006−130281)
【出願日】平成18年5月9日(2006.5.9)
【出願人】(000200334)JFEメカニカル株式会社 (48)
【Fターム(参考)】
【公開日】平成19年11月22日(2007.11.22)
【国際特許分類】
【出願日】平成18年5月9日(2006.5.9)
【出願人】(000200334)JFEメカニカル株式会社 (48)
【Fターム(参考)】
[ Back to top ]