
芯鞘型複合繊維及びこれを用いた繊維構造物
【課題】糸切れがなく安定して紡糸でき、染色性も良好な芯鞘型複合繊維を提供する。
【解決手段】芯成分2がポリプロピレン、鞘成分3がポリエステルである芯鞘型複合繊維1であって、芯成分2のポリプロピレンは、メルトフローレート(MFR)が28g/10minを超えて60g/10min未満である。前記芯鞘型複合繊維からなる繊維構造物又は前記芯鞘型複合繊維(A)とその他の繊維(B)を含む繊維構造物とすることが可能であって、前記芯鞘型複合繊維(A)とその他の繊維(B)の混合割合が質量%で10≦A≦100、0≦B≦90の範囲とすることが好ましい。
【解決手段】芯成分2がポリプロピレン、鞘成分3がポリエステルである芯鞘型複合繊維1であって、芯成分2のポリプロピレンは、メルトフローレート(MFR)が28g/10minを超えて60g/10min未満である。前記芯鞘型複合繊維からなる繊維構造物又は前記芯鞘型複合繊維(A)とその他の繊維(B)を含む繊維構造物とすることが可能であって、前記芯鞘型複合繊維(A)とその他の繊維(B)の混合割合が質量%で10≦A≦100、0≦B≦90の範囲とすることが好ましい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、芯成分がポリプロピレン、鞘成分がポリエステルである芯鞘型複合繊維及びこれを用いた繊維構造物に関する。
【背景技術】
【0002】
ポリプロピレン繊維は安価でかつ軽量であるため、産業用途などに幅広く用いられている。しかし、ポリプロピレン繊維それ自体は染料により染色されにくいため、衣料用途などの染色加工が必要な用途に適用することは困難であった。このような事情から、染色可能なポリマー成分とポリプロピレンを成分とする複合繊維が提案されている。例えば、特許文献1には芯部に分散染料可染性の変性ポリエステル、鞘成分にポリプロピレンを配置した芯鞘複合構造のポリプロピレン系繊維が提案されている。芯成分がポリプロピレンで鞘成分がポリエステルからなる複合繊維は、特許文献2に提案されている。
【0003】
しかし、従来から提案されているポリプロピレンとポリエステルとからなる複合繊維は、両ポリマー間の融点差が大きく、冷却挙動も異なるため、紡糸時に糸切れが発生しやすいという問題があった。とくにポリエステルとしてポリエチレンテレフタレート(PET)又はPET系ポリマー(例えば5−ナトリウムスルホイソフタル酸成分を共重合したPET)は、融点が250〜260℃であり、ポリプロピレンの融点は160〜165℃であり、溶融紡糸をするには両成分のポリマー温度をPETの融点より高くする必要があること、及び口金から紡出された溶融状態の糸が固化するまでの時間ないしは距離が相違することにより、紡糸時に糸切れが発生しやすいという問題があった。このため、染色性が改善されたポリプロピレンを含む繊維はいまだ実現されていない。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2008−261070号公報
【特許文献2】特開昭48−54213号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は前記従来の問題を解決するため、糸切れがなく安定して紡糸でき、染色性も良好な芯鞘型複合繊維及びこれを用いた繊維構造物を提供する。
【課題を解決するための手段】
【0006】
本発明の芯鞘型複合繊維は、芯成分がポリプロピレン、鞘成分がポリエステルである芯鞘型複合繊維であって、前記芯成分のポリプロピレンは、メルトフローレート(MFR)が28g/10minを超えて60g/10min未満であることを特徴とする。
【0007】
本発明の繊維構造物は、前記芯鞘型複合繊維からなる繊維構造物又は前記芯鞘型複合繊維(A)とその他の繊維(B)を含む繊維構造物であって、前記芯鞘型複合繊維(A)とその他の繊維(B)の混合割合が質量%で10≦A≦100、0≦B≦90の範囲であることを特徴とする。
【発明の効果】
【0008】
本発明は、芯成分がポリプロピレン、鞘成分がポリエステルである芯鞘型複合繊維であり、芯成分のポリプロピレンのメルトフローレート(MFR)が28g/10minを超えて60g/10min未満であることにより、実生産が可能な程度に糸切れはなく安定して紡糸でき、染色性も良好な芯鞘型複合繊維及びこれを用いた繊維構造物とすることができる。
【図面の簡単な説明】
【0009】
【図1】図1は本発明の一実施例における芯鞘型複合繊維の概略断面図である。
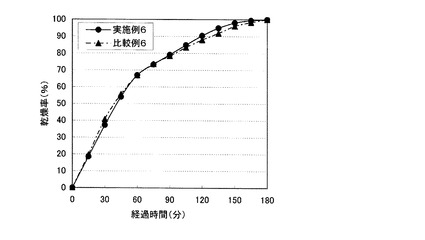
【図2】図2は本発明の実施例6と比較例6の乾燥速度を示すグラフである。
【発明を実施するための形態】
【0010】
本発明者は、融点差が大きく冷却挙動も異なるポリプロピレンとポリエステルとの複合紡糸の糸切れを改善するため、当初、ポリプロピレンのメルトフローレート(MFR)を10g/10min程度のものとし、溶融時の粘度を高くして溶融ポリエステルの粘度と合わせるが良いのではないかと考えた。しかし、実験してみると糸切れは改善できず、紡糸性は良くなかった。
【0011】
この原因は、ポリエステルは融点が高いことに起因して固化し始める温度も高く、固化しやすいポリマーである。そのためポリエステルが固化するまでに、ある程度の細さにする必要があり、紡糸時の引取速度を高くしなければならないが、引取速度を高めるとポリプロピレンが張力に負けて糸切れが発生するのではないかと推察した。
【0012】
そこで、ポリプロピレンにかかる張力を軽減するため、溶融状態で流動性の大きいポリプロピレンを用いることを検討した。そして、メルトフローレート(MFR)の比較的大きいポリプロピレンは、流動性が大きく、自重により垂直方向へ流れやすいため、同じ引取速度で紡糸した場合でも、ポリプロピレンが受ける張力を小さくすることができ、糸切れしないのではないかとの着想を得た。
【0013】
このことから、鞘成分にポリエステルを配置し、芯成分にポリプロピレンを配置すると、両成分ポリマーの溶融状態から鞘成分の固化膜が速く形成され、芯成分は鞘成分に比較して固化するのが遅いことがわかった。すなわち、芯成分の流動状態は遅くまで残ることになる。その結果、鞘成分のポリエステルが先に紡糸に耐える強度を出し、紡糸性が向上することになる。本発明はこのような着想に基づいて完成したものである。
【0014】
実際に実験してみると、メルトフローレート(MFR)の比較的大きいポリプロピレンは糸切れしにくいことがわかった。一方、ポリプロピレンのメルトフローレート(MFR)が過度に大きすぎても、粘性がなくなり、糸切れが発生することもわかった。
【0015】
本発明はこのような着想と実験に基づいて完成したものである。すなわち本発明は、芯成分としてメルトフローレート(MFR)が28g/10minを超えて60g/10min未満のポリプロピレンを使用する。この範囲であれば、実生産が可能な程度に糸切れはなく安定して紡糸でき、染色性も良好な芯鞘型複合繊維とすることができる。メルトフローレート(MFR)が28g/10min以下では、ポリプロピレンの溶融時の流動性が低く、糸切れが多くなる傾向となる。またメルトフローレート(MFR)が60g/10min以上になると、ポリプロピレンの溶融時の粘性がなくなり、糸切れが発生し易くなる。メルトフローレート(MFR)は、JIS K 7210に準じて、230℃、21.2Nで測定する。
【0016】
芯成分に使用するポリプロピレンのメルトフローレート(MFR)の下限は、30g/10min以上であることが好ましく、35g/10min以上であることがより好ましく、40g/10minを超えることがさらに好ましい。メルトフローレート(MFR)の上限の好ましい値は、55g/10min以下であり、50g/10min以下であることがより好ましい。実用的には、ポリプロピレンが受ける張力を小さくして糸切れを抑制する観点から、ポリプロピレンのメルトフローレート(MFR)は40g/10minを超え55g/10min以下であることが好ましい。
【0017】
鞘成分のポリエステルは通常の衣料用に使用する分子量のものを使用できる。ポリエステルの場合、通常分子量は極限粘度に置き換えて表現する。極限粘度はJIS K 7367−5に規定されており、例えばポリエチレンテレフタレート1gをフェノール/1,1,2,2-テトラクロロエタン=6/4(質量比)の混合溶媒100ml中に溶解し、30℃でウベローデ型粘度計を用いて測定する。極限粘度[η]0.58〜0.70程度が衣料用に適する。重量平均分子量で約18000〜25000程度が好ましい。
【0018】
本発明において、芯成分と鞘成分の複合割合は質量比で芯成分:鞘成分=20〜80:80〜20の範囲が好ましく、速乾性や保温性の観点から、芯成分:鞘成分=40〜70:60〜30の範囲がより好ましい。また、染色性の観点からは、芯成分:鞘成分=30〜60:70〜40の範囲がより好ましい。ポリプロピレンの比重は0.90〜0.91、ポリエステルの比重は1.3〜1.4であり(ASTM D792による測定)、前記範囲であれば複合繊維の比重を軽くでき、さらに染色可能なポリエステルとすることができる。
【0019】
ポリプロピレンは、ポリプロピレンのホモポリマー及び50モル%未満の範囲で共重合可能な成分を含む共重合体が好ましい。ポリプロピレン成分に含まれるポリプロピレン樹脂の割合は、好ましくは70質量%以上であり、より好ましくは90質量%以上であり、特に好ましくは、実質的にポリプロピレン樹脂のみから成る。好ましい上限は100%質量である。ここで、「実質的に」という用語は、通常、製品として提供される樹脂は安定剤等の添加剤を含むため、及び/又は繊維の製造に際して各種添加剤が添加されるため、ポリプロピレン樹脂のみから成り、他の成分を全く含まない形態の繊維が得られないことを考慮して使用している。通常、添加剤の含有量は、最大で15質量%である。
【0020】
ポリプロピレン成分は、他の樹脂成分を30質量%未満の範囲で、好ましくは10質量%未満の範囲で含んでよい。他の樹脂成分は、例えば、ポリエチレン、ポリブテン、ポリメチルペンテン等のオレフィン系ポリマー、ポリエチレンテレフタレート、ポリブチレンテレフタレート等のポリエステル、ナイロン6等のポリアミドなどのホモポリマーや共重合体である。ポリプロピレンとポリエステル成分との両成分に相溶する成分を加えると、ポリプロピレン成分とポリエステル成分との相溶性が高くなり、剥離しにくい芯鞘型複合繊維となる。
【0021】
ポリプロピレンは、2以上の異なるポリプロピレンからなってもよく、例えば、2以上のポリプロピレンを混合することにより、本発明のメルトフローレート(MFR)の範囲のポリプロピレンを得ることができる。
【0022】
ポリエステルはポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート(PBT)、ポリトリメチレンテレフタレート(PTT)、又はこれらのポリエステルと10モル%未満の範囲で共重合可能な成分を含むポリエステル共重合体が好ましい。共重合可能な成分としては、酸成分としてイソフタル酸、5−ナトリウムスルホイソフタル酸、2,6−ナフタレンジカルボン酸、ジフェニルジカルボン酸、ジフェニルスルホンジカルボン酸、アジピン酸、セバシン酸、1,4−シクロヘキサンジカルボン酸等のジカルボン酸類又はそのエステル及びp−オキシ安息香酸、p−β−オキシエトキシ安息香酸等のオキシカルボン酸類又はそのエステル等が挙げられる。ジオール成分としては、炭素数2〜10のアルキレングリコール、1,4−シクロヘキサンジメタノール、ネオペンチルグリコール、1,4−ビス(β−オキシエトキシ)ベンゼン、ビスフェノールAのビスグリコールエーテルポリアルキレングリコール等が挙げられる。
【0023】
ポリエステル成分に含まれるポリエステル樹脂の割合は、好ましくは70質量%以上であり、より好ましくは90質量%以上であり、特に好ましくは、実質的にポリエステル樹脂のみから成る。好ましい上限は100質量%である。ここで、「実質的に」という用語は、通常、製品として提供される樹脂は安定剤等の添加剤を含むため、及び/又は繊維の製造に際して各種添加剤が添加されるため、ポリエステル樹脂のみから成り、他の成分を全く含まない形態の繊維が得られないことを考慮して使用している。通常、添加剤の含有量は、最大で15質量%である。
【0024】
ポリエステル成分は、他の樹脂成分を30質量%未満の範囲で、好ましくは10質量%未満の範囲で含んでよい。他の樹脂成分は、例えば、ポリプロピレン、ポリエチレン、ポリブテン、ポリメチルペンテン等のオレフィン系ポリマー、ナイロン6等のポリアミドなどのホモポリマーや共重合体である。なかでも、ポリエステル成分に、ポリオレフィン系ポリマーを加えると、ポリエステル成分とポリプロピレン成分との相溶性が高くなり、剥離しにくい芯鞘型複合繊維となる。
【0025】
本発明の複合繊維は分散染料及び/又はカチオン染料から選ばれる少なくとも一つの染料により染色可能であっても良い。分散染料及び/又はカチオン染料であれば、様々な色彩の染色物が得られ、濃染も可能である。
【0026】
本発明の芯成分がポリプロピレン、鞘成分がポリエステルである芯鞘型複合繊維を製造するための方法は、芯成分のポリプロピレンはメルトフローレート(MFR)が28g/10minを超えて60g/10min未満の範囲とし、芯成分と鞘成分を複合紡糸口金から芯鞘状態で溶融紡糸して未延伸糸とし、得られた未延伸糸を延伸し、定長又は緊張熱処理セットするのが好ましい。前記において、延伸後の定長又は緊張熱処理セットは、寸法安定化のために行う。この定長又は緊張熱処理セットにより、後の工程で収縮や弛緩が起こることを防止できる。延伸後の定長又は緊張熱処理セットは、85〜100℃の熱水中で行うのが好ましい。時間は15秒〜180秒間程度が好ましい。
【0027】
本発明方法において、延伸は50〜70℃程度の比較的低温の温水浴中で湿式延伸するのが好ましい。穏やかな延伸条件により、芯成分と鞘成分の剥離を起こさないようにするためである。また、比較的低温で延伸することにより、ポリエステル成分の加水分解を防止し、繊維同士の融着ないしは膠着も防止できる。延伸倍率は1.3〜3.5倍程度の比較的穏やかな延伸条件が好ましい。より好ましくは1.5〜3.0倍であり、さらに好ましくは1.8〜2.7倍である。これも芯成分と鞘成分の剥離を起こさないようにするためである。好ましい製造工程は、延伸し、定長又は緊張熱処理セットし、クリンパーで捲縮を付与し、乾燥する工程である。乾燥は105〜115℃の温度で、15分間程度乾燥機で行う。本発明の複合繊維を紡績糸や不織布にするには、トウの状態で乾燥工程まで行い、その後所定の繊維長にカットする。フィラメントにする場合は、延伸し、定長又は緊張熱処理セットし、巻き取る。
【0028】
以下図面の説明をする。図1は本発明の一実施例における芯鞘型複合繊維の概略断面図である。複合繊維1はポリプロピレンからなる芯成分2と、ポリエステルからなる鞘成分3で構成されている。図1に示す芯鞘複合繊維であれば、ポリプロピレンとポリエステルは非相溶ポリマーであり、本質的には接着性は低いが、鞘成分(ポリエステル)3で芯成分(ポリプロピレン)2を覆っているので、両成分の剥離は防げるか、あるいは剥離が生じても見かけ上目立たない。また、鞘成分(ポリエステル)3が染色され、芯成分(ポリプロピレン)2は染色されないままであっても、複合繊維1全体としては染色された状態に見える。
【0029】
本発明の複合繊維は、未延伸糸では、ポリプロピレン部分に結晶化されていない部分を多く含む。これはポリプロピレンにかかる張力を軽減しているためである。このような繊維は、低延伸倍率で延伸することで、延伸後においても、単繊維強度を低く保つことができる。単繊維強度が低いと毛玉が生じる前に切断されるため、毛玉が生じにくく、抗ピリング性がよいものとなる。
【0030】
本発明の複合繊維は、単繊維強度が1cN/dtex〜5cN/dtexであることが好ましく、2cN/dtex〜3cN/dtexであることがより好ましい。単繊維強度が1cN/dtex以上であると、繊維を加工する際の外力(例えば、紡績張力など)を受けても、繊維が切れにくい。また、単繊維強度が5cN/dtex以下であると、抗ピリング性がよい繊維が得られる。
【0031】
本発明の複合繊維は、伸度が5%〜70%であることが好ましく、10%〜40%であることがより好ましい。伸度が5%〜70%であると、やわらかな風合いの繊維が得られる。
【0032】
本発明の複合繊維の好ましい単繊維繊度は、0.5〜3.0dtexである。この繊度範囲であれば柔軟で衣類などに好適である。
【0033】
次に本発明の繊維構造物について説明する。本発明の繊維構造物は、前記した本発明の芯鞘型複合繊維からなる繊維構造物又は前記芯鞘型複合繊維(A)とその他の繊維(B)を含む繊維構造物であって、前記芯鞘型複合繊維(A)とその他の繊維(B)の混合割合が質量%で10≦A≦100、0≦B≦90の範囲である。その他の繊維はアクリル系繊維、ポリエステル繊維、ポリオレフィン繊維、ナイロン繊維、アセテート繊維、アクリレート繊維、エチレンビニルアルコール系繊維、ウレタン繊維、絹繊維、ウール繊維、カシミヤ繊維、コットン繊維、麻繊維、レーヨン繊維及びキュプラ繊維が一例として挙げられる。これらの繊維を併用又は混合して使用することもできる。本発明の繊維構造物は、糸、織物、編物、不織布が一例として挙げられる。
【0034】
前記糸が紡績糸の場合は、リング法、オープンエンド法、結束法、交互撚糸法、ラッピング法、渦流法又は無撚法等いずれの方法でも製造できる。この場合の好ましい番手は英式綿番手で5〜100Sの範囲である。単糸使いでも複数本撚り合わせて使用しても良い。
【0035】
紡績糸は、本発明の繊維を10質量%以上含むことが好ましい。より好ましくは本発明の繊維を20質量%含み、更に好ましくは本発明の繊維を50質量%含む。好ましい上限は100質量%である。本発明の繊維を10質量%以上含む紡績糸は、保温性、速乾性、軽量性に優れる。
【0036】
紡績糸は、本発明の繊維に加えて、他の繊維を90質量%以下の範囲で、好ましくは80質量%以下の範囲で、より好ましく50質量%以下の範囲で含んでよい。例えば、本発明の繊維として、比較的単繊維強度が低いものを紡績糸に用いる場合には、紡績糸全体の強度を高くするために、他の繊維と混紡することが好ましい。他の繊維は、特に限定されないが、前述のその他の繊維(B)で挙げた繊維であってよく、なかでも、アクリル系繊維、又はポリエステル繊維であることが好ましい。アクリル系繊維やポリエステル繊維は、染色性、洗濯堅牢度、強度に優れるため、本発明の繊維の特徴を阻害することなく、紡績糸に強度を与える。
【0037】
紡績糸を構成する繊維の構成本数は、90本以上であることが好ましく、100本以上であることがより好ましい。好ましい上限は500本である。紡績糸を構成する繊維の構成本数が90本以上であると、精紡工程や巻糸工程で糸切れし難い。
【0038】
前記繊維構造物が編物の場合も組織や目付、密度等は特に限定されるものではなく、平編、ゴム編又は両面編等いずれであっても良い。また、前記繊維構造物が織物であっても良い。
【0039】
他の繊維との併用又は混合は、例えば下記の方法を採用できる。
(1)混紡:混紡は綿段階において2種以上の繊維の混合である。例えば混打綿、カード、練条、スライバーなどでの混合である。紡績糸、不織布の主に均一混合の場合に使用される。
(2)合糸:合糸は2種以上の糸を撚り合わせる混合である。例えば双糸の場合、本発明の繊維糸と他の繊維糸とを撚り合せる混合である。紡績糸同士、紡績糸とフィラメント糸、フィラメント糸同士の撚り合わせに使用される。
(3)混繊:混繊は、フィラメント糸同士の単繊維を混合するときに使用される。
(4)交織:交織は、織物を構成する糸を複数種類使用して織物にする場合の混合である。例えば、経糸と緯糸を別な種類の糸にするとか、経糸、緯糸をそれぞれ複数種使用することもできる。
(5)交編:交編は編物を製造する際に複数種類の糸を使用する場合の混合である。
(6)不織布製造におけるニードルパンチ、水流交絡によって、積層した複数種類の繊維層を混合する。
【0040】
繊維構造物が、織編物である場合、繊維構造物は、本発明の繊維を含む紡績糸を10質量%以上含む織編物であることが好ましい。より好ましくは、本発明の繊維を含む紡績糸を20質量%以上含み、さらに好ましくは、本発明の繊維を含む紡績糸を30質量%以上含む。好ましい上限は100質量%である。このような織編物は、染色性、保温性、速乾性、軽量性に優れる。
【0041】
織編物は、本発明の繊維を含む紡績糸と他の繊維とからなることが好ましい。この場合、織編物は他の繊維を90質量%以下範囲で含んでよく、好ましくは80質量%以下の範囲で、より好ましく70質量%以下の範囲で含んでよい。他の繊維の形態は、紡績糸、モノフィラメント糸、マルチフィラメント糸等いずれの形態であってもよい。他の繊維は、前述のその他の繊維(B)で挙げた繊維であってよく、なかでも、ポリエステル繊維又はウレタン繊維であることが好ましい。ポリエステル繊維は、染色性、洗濯堅牢度、強度に優れるため、本発明の繊維の特徴を阻害することなく、紡績糸に強度を与える。また、ウレタン繊維は伸縮性に優れており、かつ緩やかに収縮するので、本発明の繊維の柔らかい風合いを活かしながら、ストレッチ性を付与した織編物を得ることができる。
【0042】
本発明の繊維構造物は、衣類、寝装具の側地、毛布、ひざ掛け又はカーペットなどの繊維製品も含む。衣類としては、例えば、肌着、下着、シャツ、ジャンパー、セーター、パンツ、トレーニングウエア、タイツ、腹巻、マフラー、帽子、手袋、靴下、耳あてなどがある。防寒衣料、スポーツウエアにも好適である。さらにフリースなどのように生地表面を起毛しても良い。
【実施例】
【0043】
以下、実施例を用いて本発明をさらに具体的に説明する。なお、本発明は下記の実施例に限定されるものではない。
【0044】
実施例及び比較例で用いた測定方法は以下のとおりである。
(1)メルトフローレート(MFR)
JIS K 7210に準じて、230℃、21.2Nで測定した。
(2)最大引取速度
引取速度を徐々に高めて、可紡性評価「A」が維持でき、最も速く引き取ることのできる引取速度を最大引取速度とした。
(3)単繊維強度および繊維伸度
JIS L 1015に準じて、引張試験機を用いて、試料のつかみ間隔を20mmとしたときの繊維切断時の荷重値及び伸度を測定し、それぞれ単繊維強度及び繊維伸度とした。
(4)可紡性評価
次の評価基準にしたがって評価した。
A:1時間の紡糸中、糸切れ無く紡糸することができた。
B:1時間の紡糸中、1〜4回の糸切れが発生した。
C:糸切れが多発し、紡糸できなかった。
(5)染色性評価
A:染色されていない白い部分は無いかほとんど無い。
B:染色されていない白い部分が僅かにある。
C:染色されていない白い部分が目立つか濃染に染まらない。
(6)L*a*b*値
JIS Z 8729に準じて、国際照明委員会の規定するCIE色差式を用いてL*値、a*値、及びb*値を求めた。
なお、L*値は、色の明度を0〜100の値で表し、0に近いほど暗く、100に近いほど明るいことを示している。a*値は、色の赤緑位置を表し、正の数値は赤寄りの色を、負の数値は緑寄りの色を示している。b*値は、色の黄青位置を表し、正の数値は黄寄りの色を、負の数値は青寄りの色を示している。
【0045】
(実施例1〜8、比較例1〜5)
<使用ポリマー>
下記のポリプロピレン樹脂と変性ポリエチレンテレフタレートを用いた。
1.ポリプロピレン
(1)日本ポリプロ社製、商品名:SA01A
(2)日本ポリプロ社製、商品名:SA03
(3)日本ポリプロ社製、商品名:SA03E
(4)日本ポリプロ社製、商品名:SA06A
2.ポリエステル
(1)Woongjin Chemical Co.,Ltd.社製、商品名:A2802(5−ナトリウムスルホイソフタル酸成分を共重合したカチオン染料可染型PET、融点241℃、極限粘度[η]0.63)
【0046】
<製造条件>
添付の表の紡糸条件で、複合紡糸を行い、芯鞘型複合繊維を得、この複合繊維を用いて不織布を製造した。紡糸条件は下記のとおりとし、下記以外は表にまとめて示した。
(1)延伸温度:55℃の温水浴中で湿式延伸
(2)延伸後の定長熱処理セット:95℃の熱水浴
(3)捲縮付与:クリンパーを用いた機械的圧縮による捲縮付与
(4)乾燥:110℃、15分間の熱風乾燥
(5)延伸〜乾燥工程までトウ状態とし、乾燥工程まで行い、その後38mmの繊維長にカットした。その後カードで開繊しウェブとし、ニードルパンチにより繊維を絡めて、次いで水流交絡処理を施して、目付け100g/m2の不織布とした。
(6)染色(分散染料)
染色は分散染料のKayalon Polyester Black ECX300(日本化薬社製) 5% o.w.f.(o.w.f.はon the weight of fiberの略。)とし、浴比1:15、120℃で1時間染色した。その後、常法にしたがって還元洗浄し、乾燥した。良好な染色物は黒ネイビーであった。
(7)染色(カチオン染料)
染色はカチオン染料のkayacryl Black R-ED(日本化薬社製) 8% o.w.f.とし、浴比1:15、120℃で1時間染色した。その後、常法にしたがってソーピング処理した後に洗浄し、乾燥した。良好な染色物は濃ブルーであった。
【0047】
以上の結果を下記の表1〜3にまとめて示す。
【0048】
【表1】

【0049】
【表2】
【0050】
【表3】
【0051】
表1〜3から明らかなとおり、本発明の実施例は実生産が可能な程度に糸切れはなく、安定して紡糸でき、染色性も良好な芯鞘型複合繊維とすることができた。
【0052】
実施例1〜8、及び比較例1〜4は、分散染料及びカチオン染料のいずれを用いて染色した場合も、L*値が小さく、濃色に染色されていた。これに対して、比較例5は、L*値が大きく、薄色にしか染色されていなかった。
【0053】
(比較例6)
繊度1.3dtex、繊維長38mmのポリプロピレンの単一繊維(商品名:PN、ダイワボウポリテック社製)をカードで開繊しウェブとし、ニードルパンチにより繊維を絡めて、次いで水流交絡処理を施して、目付け100g/m2の不織布とした。
【0054】
実施例6と比較例6で得た染色前の不織布を用いて、幅21cm、長さ30cmの試料を作製した。次いで、試料を水中に浸して10分間放置し、脱水した直後の重量(W0)を測定し、その後15分間隔で試料の重量(W)を測定して、下式を用いて算出した乾燥率を表4に示す。また、図2に実施例6と比較例6の乾燥速度を示す。乾燥速度は、図2に示す曲線の傾きで表される。なお、実施例6から得た試料の絶乾重量(Wd)は3.88gであり、比較例6から得た試料の絶乾重量(Wd)は3.87gであった。
乾燥率(%)=(W0−W)/(W0−Wd)×100
【0055】
【表4】
【0056】
表4及び図2に示すように、実施例6の不織布は比較例6の不織布と同程度の乾燥速度であった。このことは、本発明がポリプロピレン単一繊維からなる不織布と同程度の速乾性を有することを示している。
【0057】
(実施例9)
実施例2で得られた複合繊維にてリング法により紡績糸を製造した。得られた紡績糸の英式綿番手は40Sであった。この紡績糸46質量%と、PET繊維(単繊維繊度2.1dtex,マルチフィラメント)51質量%と、ポリウレタン繊維(単繊維繊度20dtex,モノフィラメント)3質量%を用いて丸編み機により、肌側に複合繊維の紡績糸及びポリウレタン繊維を外側にPET繊維を配した天竺編(平編)組織のニットを編製した。目付けは132g/m2であった。
【0058】
(実施例10)
実施例3で得られた複合繊維にてリング法により紡績糸を製造した。得られた紡績糸の英式綿番手は50Sであった。この紡績糸94質量%と、ポリウレタン繊維(単繊維繊度20dtex,モノフィラメント)6質量%を用いて丸編み機により天竺編(平編)組織のニットを編製した。目付けは192g/m2であった。
【0059】
実施例9及び10で得られた編物を実施例1〜8と同一の染色条件で染色した。結果を表5に示す。染色品の洗濯堅牢度は、JIS L 0844 A2法により測定した。染色物の評価を表5にまとめて示す。
【0060】
【表5】
【0061】
表5から明らかなとおり、本発明の実施例は濃色染めができ、染めムラも無く染色性は良好で、洗濯堅牢度も良好であった。
【0062】
(比較例7)
英式綿番手が40Sであるコットン100%紡績糸を用いて、ベア天竺編物のニットを編製した。目付けは130g/m2であった。
【0063】
(比較例8)
英式綿番手が30Sであるコットン100%紡績糸を用いて、ベア天竺編物のニットを編製した。目付けは199g/m2であった。
【0064】
実施例9及び10、比較例7及び8で得られた編物のドライコンタクト保温率を測定した。この保温率はカトーテック社製、商品名“サーモラボ2”測定器を使用し、30cm/Sの一定の空気の流れにおいて、「環境温度+10℃」に設定した熱板から試験片(縦20cm,横20cm)を介して放熱する熱放散速度(消費電力)を測定して求めた。結果を表6に示す。保温率は、数値が大きいほど保温性は高いことを示す。
【0065】
【表6】
【0066】
実施例9及び10の編物の保温率は、それぞれ保温率21.2%、保温率24.2%であった。この値は、それぞれ比較例7及び8の編物に比べて暖かいことを示している。
【0067】
実施例9及び10で得られた編物を下着シャツに縫製して着用試験をした。この下着シャツは暖かく、軽く、冬季用下着として快適であった。
【0068】
実施例10で得られた編物と、比較例8の編物の乾燥速度を調べた。この乾燥速度はJIS L 0217 103法に準じて、家庭洗濯をした後、脱水機で脱水し、室温20±2℃、相対湿度65±5%の雰囲気で乾燥することにより測定した。結果を表7に示す。
【0069】
【表7】
【0070】
表7からも明らかなとおり、本発明の実施例品はコットン100%品に比べて乾燥しやすいことが明らかとなった。
【符号の説明】
【0071】
1 複合繊維
2 芯成分(ポリプロピレン)
3 鞘成分(ポリエステル)
【技術分野】
【0001】
本発明は、芯成分がポリプロピレン、鞘成分がポリエステルである芯鞘型複合繊維及びこれを用いた繊維構造物に関する。
【背景技術】
【0002】
ポリプロピレン繊維は安価でかつ軽量であるため、産業用途などに幅広く用いられている。しかし、ポリプロピレン繊維それ自体は染料により染色されにくいため、衣料用途などの染色加工が必要な用途に適用することは困難であった。このような事情から、染色可能なポリマー成分とポリプロピレンを成分とする複合繊維が提案されている。例えば、特許文献1には芯部に分散染料可染性の変性ポリエステル、鞘成分にポリプロピレンを配置した芯鞘複合構造のポリプロピレン系繊維が提案されている。芯成分がポリプロピレンで鞘成分がポリエステルからなる複合繊維は、特許文献2に提案されている。
【0003】
しかし、従来から提案されているポリプロピレンとポリエステルとからなる複合繊維は、両ポリマー間の融点差が大きく、冷却挙動も異なるため、紡糸時に糸切れが発生しやすいという問題があった。とくにポリエステルとしてポリエチレンテレフタレート(PET)又はPET系ポリマー(例えば5−ナトリウムスルホイソフタル酸成分を共重合したPET)は、融点が250〜260℃であり、ポリプロピレンの融点は160〜165℃であり、溶融紡糸をするには両成分のポリマー温度をPETの融点より高くする必要があること、及び口金から紡出された溶融状態の糸が固化するまでの時間ないしは距離が相違することにより、紡糸時に糸切れが発生しやすいという問題があった。このため、染色性が改善されたポリプロピレンを含む繊維はいまだ実現されていない。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2008−261070号公報
【特許文献2】特開昭48−54213号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は前記従来の問題を解決するため、糸切れがなく安定して紡糸でき、染色性も良好な芯鞘型複合繊維及びこれを用いた繊維構造物を提供する。
【課題を解決するための手段】
【0006】
本発明の芯鞘型複合繊維は、芯成分がポリプロピレン、鞘成分がポリエステルである芯鞘型複合繊維であって、前記芯成分のポリプロピレンは、メルトフローレート(MFR)が28g/10minを超えて60g/10min未満であることを特徴とする。
【0007】
本発明の繊維構造物は、前記芯鞘型複合繊維からなる繊維構造物又は前記芯鞘型複合繊維(A)とその他の繊維(B)を含む繊維構造物であって、前記芯鞘型複合繊維(A)とその他の繊維(B)の混合割合が質量%で10≦A≦100、0≦B≦90の範囲であることを特徴とする。
【発明の効果】
【0008】
本発明は、芯成分がポリプロピレン、鞘成分がポリエステルである芯鞘型複合繊維であり、芯成分のポリプロピレンのメルトフローレート(MFR)が28g/10minを超えて60g/10min未満であることにより、実生産が可能な程度に糸切れはなく安定して紡糸でき、染色性も良好な芯鞘型複合繊維及びこれを用いた繊維構造物とすることができる。
【図面の簡単な説明】
【0009】
【図1】図1は本発明の一実施例における芯鞘型複合繊維の概略断面図である。
【図2】図2は本発明の実施例6と比較例6の乾燥速度を示すグラフである。
【発明を実施するための形態】
【0010】
本発明者は、融点差が大きく冷却挙動も異なるポリプロピレンとポリエステルとの複合紡糸の糸切れを改善するため、当初、ポリプロピレンのメルトフローレート(MFR)を10g/10min程度のものとし、溶融時の粘度を高くして溶融ポリエステルの粘度と合わせるが良いのではないかと考えた。しかし、実験してみると糸切れは改善できず、紡糸性は良くなかった。
【0011】
この原因は、ポリエステルは融点が高いことに起因して固化し始める温度も高く、固化しやすいポリマーである。そのためポリエステルが固化するまでに、ある程度の細さにする必要があり、紡糸時の引取速度を高くしなければならないが、引取速度を高めるとポリプロピレンが張力に負けて糸切れが発生するのではないかと推察した。
【0012】
そこで、ポリプロピレンにかかる張力を軽減するため、溶融状態で流動性の大きいポリプロピレンを用いることを検討した。そして、メルトフローレート(MFR)の比較的大きいポリプロピレンは、流動性が大きく、自重により垂直方向へ流れやすいため、同じ引取速度で紡糸した場合でも、ポリプロピレンが受ける張力を小さくすることができ、糸切れしないのではないかとの着想を得た。
【0013】
このことから、鞘成分にポリエステルを配置し、芯成分にポリプロピレンを配置すると、両成分ポリマーの溶融状態から鞘成分の固化膜が速く形成され、芯成分は鞘成分に比較して固化するのが遅いことがわかった。すなわち、芯成分の流動状態は遅くまで残ることになる。その結果、鞘成分のポリエステルが先に紡糸に耐える強度を出し、紡糸性が向上することになる。本発明はこのような着想に基づいて完成したものである。
【0014】
実際に実験してみると、メルトフローレート(MFR)の比較的大きいポリプロピレンは糸切れしにくいことがわかった。一方、ポリプロピレンのメルトフローレート(MFR)が過度に大きすぎても、粘性がなくなり、糸切れが発生することもわかった。
【0015】
本発明はこのような着想と実験に基づいて完成したものである。すなわち本発明は、芯成分としてメルトフローレート(MFR)が28g/10minを超えて60g/10min未満のポリプロピレンを使用する。この範囲であれば、実生産が可能な程度に糸切れはなく安定して紡糸でき、染色性も良好な芯鞘型複合繊維とすることができる。メルトフローレート(MFR)が28g/10min以下では、ポリプロピレンの溶融時の流動性が低く、糸切れが多くなる傾向となる。またメルトフローレート(MFR)が60g/10min以上になると、ポリプロピレンの溶融時の粘性がなくなり、糸切れが発生し易くなる。メルトフローレート(MFR)は、JIS K 7210に準じて、230℃、21.2Nで測定する。
【0016】
芯成分に使用するポリプロピレンのメルトフローレート(MFR)の下限は、30g/10min以上であることが好ましく、35g/10min以上であることがより好ましく、40g/10minを超えることがさらに好ましい。メルトフローレート(MFR)の上限の好ましい値は、55g/10min以下であり、50g/10min以下であることがより好ましい。実用的には、ポリプロピレンが受ける張力を小さくして糸切れを抑制する観点から、ポリプロピレンのメルトフローレート(MFR)は40g/10minを超え55g/10min以下であることが好ましい。
【0017】
鞘成分のポリエステルは通常の衣料用に使用する分子量のものを使用できる。ポリエステルの場合、通常分子量は極限粘度に置き換えて表現する。極限粘度はJIS K 7367−5に規定されており、例えばポリエチレンテレフタレート1gをフェノール/1,1,2,2-テトラクロロエタン=6/4(質量比)の混合溶媒100ml中に溶解し、30℃でウベローデ型粘度計を用いて測定する。極限粘度[η]0.58〜0.70程度が衣料用に適する。重量平均分子量で約18000〜25000程度が好ましい。
【0018】
本発明において、芯成分と鞘成分の複合割合は質量比で芯成分:鞘成分=20〜80:80〜20の範囲が好ましく、速乾性や保温性の観点から、芯成分:鞘成分=40〜70:60〜30の範囲がより好ましい。また、染色性の観点からは、芯成分:鞘成分=30〜60:70〜40の範囲がより好ましい。ポリプロピレンの比重は0.90〜0.91、ポリエステルの比重は1.3〜1.4であり(ASTM D792による測定)、前記範囲であれば複合繊維の比重を軽くでき、さらに染色可能なポリエステルとすることができる。
【0019】
ポリプロピレンは、ポリプロピレンのホモポリマー及び50モル%未満の範囲で共重合可能な成分を含む共重合体が好ましい。ポリプロピレン成分に含まれるポリプロピレン樹脂の割合は、好ましくは70質量%以上であり、より好ましくは90質量%以上であり、特に好ましくは、実質的にポリプロピレン樹脂のみから成る。好ましい上限は100%質量である。ここで、「実質的に」という用語は、通常、製品として提供される樹脂は安定剤等の添加剤を含むため、及び/又は繊維の製造に際して各種添加剤が添加されるため、ポリプロピレン樹脂のみから成り、他の成分を全く含まない形態の繊維が得られないことを考慮して使用している。通常、添加剤の含有量は、最大で15質量%である。
【0020】
ポリプロピレン成分は、他の樹脂成分を30質量%未満の範囲で、好ましくは10質量%未満の範囲で含んでよい。他の樹脂成分は、例えば、ポリエチレン、ポリブテン、ポリメチルペンテン等のオレフィン系ポリマー、ポリエチレンテレフタレート、ポリブチレンテレフタレート等のポリエステル、ナイロン6等のポリアミドなどのホモポリマーや共重合体である。ポリプロピレンとポリエステル成分との両成分に相溶する成分を加えると、ポリプロピレン成分とポリエステル成分との相溶性が高くなり、剥離しにくい芯鞘型複合繊維となる。
【0021】
ポリプロピレンは、2以上の異なるポリプロピレンからなってもよく、例えば、2以上のポリプロピレンを混合することにより、本発明のメルトフローレート(MFR)の範囲のポリプロピレンを得ることができる。
【0022】
ポリエステルはポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート(PBT)、ポリトリメチレンテレフタレート(PTT)、又はこれらのポリエステルと10モル%未満の範囲で共重合可能な成分を含むポリエステル共重合体が好ましい。共重合可能な成分としては、酸成分としてイソフタル酸、5−ナトリウムスルホイソフタル酸、2,6−ナフタレンジカルボン酸、ジフェニルジカルボン酸、ジフェニルスルホンジカルボン酸、アジピン酸、セバシン酸、1,4−シクロヘキサンジカルボン酸等のジカルボン酸類又はそのエステル及びp−オキシ安息香酸、p−β−オキシエトキシ安息香酸等のオキシカルボン酸類又はそのエステル等が挙げられる。ジオール成分としては、炭素数2〜10のアルキレングリコール、1,4−シクロヘキサンジメタノール、ネオペンチルグリコール、1,4−ビス(β−オキシエトキシ)ベンゼン、ビスフェノールAのビスグリコールエーテルポリアルキレングリコール等が挙げられる。
【0023】
ポリエステル成分に含まれるポリエステル樹脂の割合は、好ましくは70質量%以上であり、より好ましくは90質量%以上であり、特に好ましくは、実質的にポリエステル樹脂のみから成る。好ましい上限は100質量%である。ここで、「実質的に」という用語は、通常、製品として提供される樹脂は安定剤等の添加剤を含むため、及び/又は繊維の製造に際して各種添加剤が添加されるため、ポリエステル樹脂のみから成り、他の成分を全く含まない形態の繊維が得られないことを考慮して使用している。通常、添加剤の含有量は、最大で15質量%である。
【0024】
ポリエステル成分は、他の樹脂成分を30質量%未満の範囲で、好ましくは10質量%未満の範囲で含んでよい。他の樹脂成分は、例えば、ポリプロピレン、ポリエチレン、ポリブテン、ポリメチルペンテン等のオレフィン系ポリマー、ナイロン6等のポリアミドなどのホモポリマーや共重合体である。なかでも、ポリエステル成分に、ポリオレフィン系ポリマーを加えると、ポリエステル成分とポリプロピレン成分との相溶性が高くなり、剥離しにくい芯鞘型複合繊維となる。
【0025】
本発明の複合繊維は分散染料及び/又はカチオン染料から選ばれる少なくとも一つの染料により染色可能であっても良い。分散染料及び/又はカチオン染料であれば、様々な色彩の染色物が得られ、濃染も可能である。
【0026】
本発明の芯成分がポリプロピレン、鞘成分がポリエステルである芯鞘型複合繊維を製造するための方法は、芯成分のポリプロピレンはメルトフローレート(MFR)が28g/10minを超えて60g/10min未満の範囲とし、芯成分と鞘成分を複合紡糸口金から芯鞘状態で溶融紡糸して未延伸糸とし、得られた未延伸糸を延伸し、定長又は緊張熱処理セットするのが好ましい。前記において、延伸後の定長又は緊張熱処理セットは、寸法安定化のために行う。この定長又は緊張熱処理セットにより、後の工程で収縮や弛緩が起こることを防止できる。延伸後の定長又は緊張熱処理セットは、85〜100℃の熱水中で行うのが好ましい。時間は15秒〜180秒間程度が好ましい。
【0027】
本発明方法において、延伸は50〜70℃程度の比較的低温の温水浴中で湿式延伸するのが好ましい。穏やかな延伸条件により、芯成分と鞘成分の剥離を起こさないようにするためである。また、比較的低温で延伸することにより、ポリエステル成分の加水分解を防止し、繊維同士の融着ないしは膠着も防止できる。延伸倍率は1.3〜3.5倍程度の比較的穏やかな延伸条件が好ましい。より好ましくは1.5〜3.0倍であり、さらに好ましくは1.8〜2.7倍である。これも芯成分と鞘成分の剥離を起こさないようにするためである。好ましい製造工程は、延伸し、定長又は緊張熱処理セットし、クリンパーで捲縮を付与し、乾燥する工程である。乾燥は105〜115℃の温度で、15分間程度乾燥機で行う。本発明の複合繊維を紡績糸や不織布にするには、トウの状態で乾燥工程まで行い、その後所定の繊維長にカットする。フィラメントにする場合は、延伸し、定長又は緊張熱処理セットし、巻き取る。
【0028】
以下図面の説明をする。図1は本発明の一実施例における芯鞘型複合繊維の概略断面図である。複合繊維1はポリプロピレンからなる芯成分2と、ポリエステルからなる鞘成分3で構成されている。図1に示す芯鞘複合繊維であれば、ポリプロピレンとポリエステルは非相溶ポリマーであり、本質的には接着性は低いが、鞘成分(ポリエステル)3で芯成分(ポリプロピレン)2を覆っているので、両成分の剥離は防げるか、あるいは剥離が生じても見かけ上目立たない。また、鞘成分(ポリエステル)3が染色され、芯成分(ポリプロピレン)2は染色されないままであっても、複合繊維1全体としては染色された状態に見える。
【0029】
本発明の複合繊維は、未延伸糸では、ポリプロピレン部分に結晶化されていない部分を多く含む。これはポリプロピレンにかかる張力を軽減しているためである。このような繊維は、低延伸倍率で延伸することで、延伸後においても、単繊維強度を低く保つことができる。単繊維強度が低いと毛玉が生じる前に切断されるため、毛玉が生じにくく、抗ピリング性がよいものとなる。
【0030】
本発明の複合繊維は、単繊維強度が1cN/dtex〜5cN/dtexであることが好ましく、2cN/dtex〜3cN/dtexであることがより好ましい。単繊維強度が1cN/dtex以上であると、繊維を加工する際の外力(例えば、紡績張力など)を受けても、繊維が切れにくい。また、単繊維強度が5cN/dtex以下であると、抗ピリング性がよい繊維が得られる。
【0031】
本発明の複合繊維は、伸度が5%〜70%であることが好ましく、10%〜40%であることがより好ましい。伸度が5%〜70%であると、やわらかな風合いの繊維が得られる。
【0032】
本発明の複合繊維の好ましい単繊維繊度は、0.5〜3.0dtexである。この繊度範囲であれば柔軟で衣類などに好適である。
【0033】
次に本発明の繊維構造物について説明する。本発明の繊維構造物は、前記した本発明の芯鞘型複合繊維からなる繊維構造物又は前記芯鞘型複合繊維(A)とその他の繊維(B)を含む繊維構造物であって、前記芯鞘型複合繊維(A)とその他の繊維(B)の混合割合が質量%で10≦A≦100、0≦B≦90の範囲である。その他の繊維はアクリル系繊維、ポリエステル繊維、ポリオレフィン繊維、ナイロン繊維、アセテート繊維、アクリレート繊維、エチレンビニルアルコール系繊維、ウレタン繊維、絹繊維、ウール繊維、カシミヤ繊維、コットン繊維、麻繊維、レーヨン繊維及びキュプラ繊維が一例として挙げられる。これらの繊維を併用又は混合して使用することもできる。本発明の繊維構造物は、糸、織物、編物、不織布が一例として挙げられる。
【0034】
前記糸が紡績糸の場合は、リング法、オープンエンド法、結束法、交互撚糸法、ラッピング法、渦流法又は無撚法等いずれの方法でも製造できる。この場合の好ましい番手は英式綿番手で5〜100Sの範囲である。単糸使いでも複数本撚り合わせて使用しても良い。
【0035】
紡績糸は、本発明の繊維を10質量%以上含むことが好ましい。より好ましくは本発明の繊維を20質量%含み、更に好ましくは本発明の繊維を50質量%含む。好ましい上限は100質量%である。本発明の繊維を10質量%以上含む紡績糸は、保温性、速乾性、軽量性に優れる。
【0036】
紡績糸は、本発明の繊維に加えて、他の繊維を90質量%以下の範囲で、好ましくは80質量%以下の範囲で、より好ましく50質量%以下の範囲で含んでよい。例えば、本発明の繊維として、比較的単繊維強度が低いものを紡績糸に用いる場合には、紡績糸全体の強度を高くするために、他の繊維と混紡することが好ましい。他の繊維は、特に限定されないが、前述のその他の繊維(B)で挙げた繊維であってよく、なかでも、アクリル系繊維、又はポリエステル繊維であることが好ましい。アクリル系繊維やポリエステル繊維は、染色性、洗濯堅牢度、強度に優れるため、本発明の繊維の特徴を阻害することなく、紡績糸に強度を与える。
【0037】
紡績糸を構成する繊維の構成本数は、90本以上であることが好ましく、100本以上であることがより好ましい。好ましい上限は500本である。紡績糸を構成する繊維の構成本数が90本以上であると、精紡工程や巻糸工程で糸切れし難い。
【0038】
前記繊維構造物が編物の場合も組織や目付、密度等は特に限定されるものではなく、平編、ゴム編又は両面編等いずれであっても良い。また、前記繊維構造物が織物であっても良い。
【0039】
他の繊維との併用又は混合は、例えば下記の方法を採用できる。
(1)混紡:混紡は綿段階において2種以上の繊維の混合である。例えば混打綿、カード、練条、スライバーなどでの混合である。紡績糸、不織布の主に均一混合の場合に使用される。
(2)合糸:合糸は2種以上の糸を撚り合わせる混合である。例えば双糸の場合、本発明の繊維糸と他の繊維糸とを撚り合せる混合である。紡績糸同士、紡績糸とフィラメント糸、フィラメント糸同士の撚り合わせに使用される。
(3)混繊:混繊は、フィラメント糸同士の単繊維を混合するときに使用される。
(4)交織:交織は、織物を構成する糸を複数種類使用して織物にする場合の混合である。例えば、経糸と緯糸を別な種類の糸にするとか、経糸、緯糸をそれぞれ複数種使用することもできる。
(5)交編:交編は編物を製造する際に複数種類の糸を使用する場合の混合である。
(6)不織布製造におけるニードルパンチ、水流交絡によって、積層した複数種類の繊維層を混合する。
【0040】
繊維構造物が、織編物である場合、繊維構造物は、本発明の繊維を含む紡績糸を10質量%以上含む織編物であることが好ましい。より好ましくは、本発明の繊維を含む紡績糸を20質量%以上含み、さらに好ましくは、本発明の繊維を含む紡績糸を30質量%以上含む。好ましい上限は100質量%である。このような織編物は、染色性、保温性、速乾性、軽量性に優れる。
【0041】
織編物は、本発明の繊維を含む紡績糸と他の繊維とからなることが好ましい。この場合、織編物は他の繊維を90質量%以下範囲で含んでよく、好ましくは80質量%以下の範囲で、より好ましく70質量%以下の範囲で含んでよい。他の繊維の形態は、紡績糸、モノフィラメント糸、マルチフィラメント糸等いずれの形態であってもよい。他の繊維は、前述のその他の繊維(B)で挙げた繊維であってよく、なかでも、ポリエステル繊維又はウレタン繊維であることが好ましい。ポリエステル繊維は、染色性、洗濯堅牢度、強度に優れるため、本発明の繊維の特徴を阻害することなく、紡績糸に強度を与える。また、ウレタン繊維は伸縮性に優れており、かつ緩やかに収縮するので、本発明の繊維の柔らかい風合いを活かしながら、ストレッチ性を付与した織編物を得ることができる。
【0042】
本発明の繊維構造物は、衣類、寝装具の側地、毛布、ひざ掛け又はカーペットなどの繊維製品も含む。衣類としては、例えば、肌着、下着、シャツ、ジャンパー、セーター、パンツ、トレーニングウエア、タイツ、腹巻、マフラー、帽子、手袋、靴下、耳あてなどがある。防寒衣料、スポーツウエアにも好適である。さらにフリースなどのように生地表面を起毛しても良い。
【実施例】
【0043】
以下、実施例を用いて本発明をさらに具体的に説明する。なお、本発明は下記の実施例に限定されるものではない。
【0044】
実施例及び比較例で用いた測定方法は以下のとおりである。
(1)メルトフローレート(MFR)
JIS K 7210に準じて、230℃、21.2Nで測定した。
(2)最大引取速度
引取速度を徐々に高めて、可紡性評価「A」が維持でき、最も速く引き取ることのできる引取速度を最大引取速度とした。
(3)単繊維強度および繊維伸度
JIS L 1015に準じて、引張試験機を用いて、試料のつかみ間隔を20mmとしたときの繊維切断時の荷重値及び伸度を測定し、それぞれ単繊維強度及び繊維伸度とした。
(4)可紡性評価
次の評価基準にしたがって評価した。
A:1時間の紡糸中、糸切れ無く紡糸することができた。
B:1時間の紡糸中、1〜4回の糸切れが発生した。
C:糸切れが多発し、紡糸できなかった。
(5)染色性評価
A:染色されていない白い部分は無いかほとんど無い。
B:染色されていない白い部分が僅かにある。
C:染色されていない白い部分が目立つか濃染に染まらない。
(6)L*a*b*値
JIS Z 8729に準じて、国際照明委員会の規定するCIE色差式を用いてL*値、a*値、及びb*値を求めた。
なお、L*値は、色の明度を0〜100の値で表し、0に近いほど暗く、100に近いほど明るいことを示している。a*値は、色の赤緑位置を表し、正の数値は赤寄りの色を、負の数値は緑寄りの色を示している。b*値は、色の黄青位置を表し、正の数値は黄寄りの色を、負の数値は青寄りの色を示している。
【0045】
(実施例1〜8、比較例1〜5)
<使用ポリマー>
下記のポリプロピレン樹脂と変性ポリエチレンテレフタレートを用いた。
1.ポリプロピレン
(1)日本ポリプロ社製、商品名:SA01A
(2)日本ポリプロ社製、商品名:SA03
(3)日本ポリプロ社製、商品名:SA03E
(4)日本ポリプロ社製、商品名:SA06A
2.ポリエステル
(1)Woongjin Chemical Co.,Ltd.社製、商品名:A2802(5−ナトリウムスルホイソフタル酸成分を共重合したカチオン染料可染型PET、融点241℃、極限粘度[η]0.63)
【0046】
<製造条件>
添付の表の紡糸条件で、複合紡糸を行い、芯鞘型複合繊維を得、この複合繊維を用いて不織布を製造した。紡糸条件は下記のとおりとし、下記以外は表にまとめて示した。
(1)延伸温度:55℃の温水浴中で湿式延伸
(2)延伸後の定長熱処理セット:95℃の熱水浴
(3)捲縮付与:クリンパーを用いた機械的圧縮による捲縮付与
(4)乾燥:110℃、15分間の熱風乾燥
(5)延伸〜乾燥工程までトウ状態とし、乾燥工程まで行い、その後38mmの繊維長にカットした。その後カードで開繊しウェブとし、ニードルパンチにより繊維を絡めて、次いで水流交絡処理を施して、目付け100g/m2の不織布とした。
(6)染色(分散染料)
染色は分散染料のKayalon Polyester Black ECX300(日本化薬社製) 5% o.w.f.(o.w.f.はon the weight of fiberの略。)とし、浴比1:15、120℃で1時間染色した。その後、常法にしたがって還元洗浄し、乾燥した。良好な染色物は黒ネイビーであった。
(7)染色(カチオン染料)
染色はカチオン染料のkayacryl Black R-ED(日本化薬社製) 8% o.w.f.とし、浴比1:15、120℃で1時間染色した。その後、常法にしたがってソーピング処理した後に洗浄し、乾燥した。良好な染色物は濃ブルーであった。
【0047】
以上の結果を下記の表1〜3にまとめて示す。
【0048】
【表1】
【0049】
【表2】
【0050】
【表3】
【0051】
表1〜3から明らかなとおり、本発明の実施例は実生産が可能な程度に糸切れはなく、安定して紡糸でき、染色性も良好な芯鞘型複合繊維とすることができた。
【0052】
実施例1〜8、及び比較例1〜4は、分散染料及びカチオン染料のいずれを用いて染色した場合も、L*値が小さく、濃色に染色されていた。これに対して、比較例5は、L*値が大きく、薄色にしか染色されていなかった。
【0053】
(比較例6)
繊度1.3dtex、繊維長38mmのポリプロピレンの単一繊維(商品名:PN、ダイワボウポリテック社製)をカードで開繊しウェブとし、ニードルパンチにより繊維を絡めて、次いで水流交絡処理を施して、目付け100g/m2の不織布とした。
【0054】
実施例6と比較例6で得た染色前の不織布を用いて、幅21cm、長さ30cmの試料を作製した。次いで、試料を水中に浸して10分間放置し、脱水した直後の重量(W0)を測定し、その後15分間隔で試料の重量(W)を測定して、下式を用いて算出した乾燥率を表4に示す。また、図2に実施例6と比較例6の乾燥速度を示す。乾燥速度は、図2に示す曲線の傾きで表される。なお、実施例6から得た試料の絶乾重量(Wd)は3.88gであり、比較例6から得た試料の絶乾重量(Wd)は3.87gであった。
乾燥率(%)=(W0−W)/(W0−Wd)×100
【0055】
【表4】
【0056】
表4及び図2に示すように、実施例6の不織布は比較例6の不織布と同程度の乾燥速度であった。このことは、本発明がポリプロピレン単一繊維からなる不織布と同程度の速乾性を有することを示している。
【0057】
(実施例9)
実施例2で得られた複合繊維にてリング法により紡績糸を製造した。得られた紡績糸の英式綿番手は40Sであった。この紡績糸46質量%と、PET繊維(単繊維繊度2.1dtex,マルチフィラメント)51質量%と、ポリウレタン繊維(単繊維繊度20dtex,モノフィラメント)3質量%を用いて丸編み機により、肌側に複合繊維の紡績糸及びポリウレタン繊維を外側にPET繊維を配した天竺編(平編)組織のニットを編製した。目付けは132g/m2であった。
【0058】
(実施例10)
実施例3で得られた複合繊維にてリング法により紡績糸を製造した。得られた紡績糸の英式綿番手は50Sであった。この紡績糸94質量%と、ポリウレタン繊維(単繊維繊度20dtex,モノフィラメント)6質量%を用いて丸編み機により天竺編(平編)組織のニットを編製した。目付けは192g/m2であった。
【0059】
実施例9及び10で得られた編物を実施例1〜8と同一の染色条件で染色した。結果を表5に示す。染色品の洗濯堅牢度は、JIS L 0844 A2法により測定した。染色物の評価を表5にまとめて示す。
【0060】
【表5】
【0061】
表5から明らかなとおり、本発明の実施例は濃色染めができ、染めムラも無く染色性は良好で、洗濯堅牢度も良好であった。
【0062】
(比較例7)
英式綿番手が40Sであるコットン100%紡績糸を用いて、ベア天竺編物のニットを編製した。目付けは130g/m2であった。
【0063】
(比較例8)
英式綿番手が30Sであるコットン100%紡績糸を用いて、ベア天竺編物のニットを編製した。目付けは199g/m2であった。
【0064】
実施例9及び10、比較例7及び8で得られた編物のドライコンタクト保温率を測定した。この保温率はカトーテック社製、商品名“サーモラボ2”測定器を使用し、30cm/Sの一定の空気の流れにおいて、「環境温度+10℃」に設定した熱板から試験片(縦20cm,横20cm)を介して放熱する熱放散速度(消費電力)を測定して求めた。結果を表6に示す。保温率は、数値が大きいほど保温性は高いことを示す。
【0065】
【表6】
【0066】
実施例9及び10の編物の保温率は、それぞれ保温率21.2%、保温率24.2%であった。この値は、それぞれ比較例7及び8の編物に比べて暖かいことを示している。
【0067】
実施例9及び10で得られた編物を下着シャツに縫製して着用試験をした。この下着シャツは暖かく、軽く、冬季用下着として快適であった。
【0068】
実施例10で得られた編物と、比較例8の編物の乾燥速度を調べた。この乾燥速度はJIS L 0217 103法に準じて、家庭洗濯をした後、脱水機で脱水し、室温20±2℃、相対湿度65±5%の雰囲気で乾燥することにより測定した。結果を表7に示す。
【0069】
【表7】
【0070】
表7からも明らかなとおり、本発明の実施例品はコットン100%品に比べて乾燥しやすいことが明らかとなった。
【符号の説明】
【0071】
1 複合繊維
2 芯成分(ポリプロピレン)
3 鞘成分(ポリエステル)
【特許請求の範囲】
【請求項1】
芯成分がポリプロピレン、鞘成分がポリエステルである芯鞘型複合繊維であって、
前記芯成分のポリプロピレンは、メルトフローレート(MFR)が28g/10minを超えて60g/10min未満であることを特徴とする芯鞘型複合繊維。
【請求項2】
前記ポリプロピレンのメルトフローレート(MFR)は40g/10minを超え55g/10min以下である請求項1に記載の芯鞘型複合繊維。
【請求項3】
前記芯成分と前記鞘成分の複合割合は質量%で芯成分:鞘成分=40〜70:60〜30の範囲である請求項1又は2に記載の芯鞘型複合繊維。
【請求項4】
前記ポリエステルが、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリトリメチレンテレフタレート、又はこれらのポリエステルと10モル%未満の範囲で共重合可能な成分を含むポリエステル共重合体である請求項1〜3のいずれか1項に記載の芯鞘型複合繊維。
【請求項5】
前記複合繊維は分散染料及びカチオン染料から選ばれる少なくとも一つの染料により染色可能である請求項1〜4のいずれか1項に記載の芯鞘型複合繊維。
【請求項6】
請求項1〜5のいずれか1項に記載の芯鞘型複合繊維からなる繊維構造物又は前記芯鞘型複合繊維(A)とその他の繊維(B)を含む繊維構造物であって、前記芯鞘型複合繊維(A)とその他の繊維(B)の混合割合が質量%で10≦A≦100、0≦B≦90の範囲であることを特徴とする繊維構造物。
【請求項7】
前記その他の繊維が、アクリル系繊維、ポリエステル繊維、ポリオレフィン繊維、ナイロン繊維、アセテート繊維、アクリレート繊維、エチレンビニルアルコール系繊維、ウレタン繊維、絹繊維、ウール繊維、カシミヤ繊維、コットン繊維、麻繊維、レーヨン繊維及びキュプラ繊維から選ばれる少なくとも一つである請求項6に記載の繊維構造物。
【請求項8】
前記繊維構造物が、糸、織物、編物、不織布及び繊維製品から選ばれる少なくとも一つである請求項6又は7に記載の繊維構造物。
【請求項1】
芯成分がポリプロピレン、鞘成分がポリエステルである芯鞘型複合繊維であって、
前記芯成分のポリプロピレンは、メルトフローレート(MFR)が28g/10minを超えて60g/10min未満であることを特徴とする芯鞘型複合繊維。
【請求項2】
前記ポリプロピレンのメルトフローレート(MFR)は40g/10minを超え55g/10min以下である請求項1に記載の芯鞘型複合繊維。
【請求項3】
前記芯成分と前記鞘成分の複合割合は質量%で芯成分:鞘成分=40〜70:60〜30の範囲である請求項1又は2に記載の芯鞘型複合繊維。
【請求項4】
前記ポリエステルが、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリトリメチレンテレフタレート、又はこれらのポリエステルと10モル%未満の範囲で共重合可能な成分を含むポリエステル共重合体である請求項1〜3のいずれか1項に記載の芯鞘型複合繊維。
【請求項5】
前記複合繊維は分散染料及びカチオン染料から選ばれる少なくとも一つの染料により染色可能である請求項1〜4のいずれか1項に記載の芯鞘型複合繊維。
【請求項6】
請求項1〜5のいずれか1項に記載の芯鞘型複合繊維からなる繊維構造物又は前記芯鞘型複合繊維(A)とその他の繊維(B)を含む繊維構造物であって、前記芯鞘型複合繊維(A)とその他の繊維(B)の混合割合が質量%で10≦A≦100、0≦B≦90の範囲であることを特徴とする繊維構造物。
【請求項7】
前記その他の繊維が、アクリル系繊維、ポリエステル繊維、ポリオレフィン繊維、ナイロン繊維、アセテート繊維、アクリレート繊維、エチレンビニルアルコール系繊維、ウレタン繊維、絹繊維、ウール繊維、カシミヤ繊維、コットン繊維、麻繊維、レーヨン繊維及びキュプラ繊維から選ばれる少なくとも一つである請求項6に記載の繊維構造物。
【請求項8】
前記繊維構造物が、糸、織物、編物、不織布及び繊維製品から選ばれる少なくとも一つである請求項6又は7に記載の繊維構造物。
【図1】

【図2】
【図2】
【公開番号】特開2012−193483(P2012−193483A)
【公開日】平成24年10月11日(2012.10.11)
【国際特許分類】
【出願番号】特願2011−60189(P2011−60189)
【出願日】平成23年3月18日(2011.3.18)
【出願人】(000002923)ダイワボウホールディングス株式会社 (173)
【出願人】(300049578)ダイワボウポリテック株式会社 (120)
【出願人】(306024078)ダイワボウノイ株式会社 (11)
【Fターム(参考)】
【公開日】平成24年10月11日(2012.10.11)
【国際特許分類】
【出願日】平成23年3月18日(2011.3.18)
【出願人】(000002923)ダイワボウホールディングス株式会社 (173)
【出願人】(300049578)ダイワボウポリテック株式会社 (120)
【出願人】(306024078)ダイワボウノイ株式会社 (11)
【Fターム(参考)】
[ Back to top ]