
芯鞘2層構造紡績糸
【課題】強度が十分にあり、摩擦や屈曲、伸長などの作用を受けても、芯部と鞘部の繊維がスリップして鞘部の繊維が剥げ落ちるといったことのない芯鞘2層構造紡績糸を提供する。
【解決手段】捲縮を有しない連続長繊維束が牽切され、牽切された繊維同士が交絡および/または繊維の端部同士が捲回により結束されている平均繊維長20〜80cmである牽切糸条を芯部に配し、ステープル繊維を鞘部に配し、該牽切糸条を構成する牽切された繊維とステープル繊維が少なくとも一部で交絡または交差している紡績糸とし、さらに該紡績糸に撚糸を施した芯鞘2層構造紡績糸とする。
【解決手段】捲縮を有しない連続長繊維束が牽切され、牽切された繊維同士が交絡および/または繊維の端部同士が捲回により結束されている平均繊維長20〜80cmである牽切糸条を芯部に配し、ステープル繊維を鞘部に配し、該牽切糸条を構成する牽切された繊維とステープル繊維が少なくとも一部で交絡または交差している紡績糸とし、さらに該紡績糸に撚糸を施した芯鞘2層構造紡績糸とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は芯鞘型2層構造紡績糸に関する。さらに詳しくは、強度が高く、摩擦や屈曲、伸長などによっても鞘部の繊維が剥げ落ちない芯鞘2層構造紡績糸に関する。
【背景技術】
【0002】
従来、紡績糸には、綿や羊毛、麻、絹、その他の天然繊維を使用できることから、それらの独自の風合い、外観、感触等の感性や、吸湿性、耐熱性、染色性、混紡性、その他の機能性を活かして色々な分野に利用されてきた。また、レーヨン、アセテート、ポリエステル、アクリル、ナイロン、ポリプロピレン、アラミド、ガラス、金属等の化学繊維、合成繊維、無機繊維等にもフィラメント糸に無いような毛羽や嵩性、撚り、混紡等の紡績糸構造を付与することによって、その用途を拡大してきた。
【0003】
しかしながら、強度の観点から見ると、紡績糸は、フィラメント糸に対して、糸条が短繊維の集合体から成り、その短繊維がクリンプ形態を有し、かつ糸条の繊維配列が低く、撚形態を有するため、該糸条を構成する単繊維の強度に比べると糸条の強度がかなり低強度化し易く、強度を要求される分野への展開がなかなか難しかった。
【0004】
また、この強度低下は、繊維の伸度が低くなる程顕著に現れる傾向が有り、高強度の繊維が開発されても一般に伸度の低いものが多いため、その高強度を紡績糸に利用することが困難であった。
【0005】
そこで、これを改善する方法がこれまでにも色々検討され、その代表的な例として高強度のフィラメント糸条を複合する方法が知られている。中でも、紡績の精紡工程でフィラメント糸を挿入するコアスパン法は最も多く利用されている(例えば、特許文献1〜3など)。
【0006】
しかしながら、これによって芯部が高強力フィラメント糸条で鞘部がステープル繊維からなる芯鞘2層構造紡績糸、いわゆるコアスパンヤーンが得られるが、フィラメント糸とステープル繊維間の交絡や結合が少なく、紡績糸の側面が何回も擦られたり、屈曲や伸張を受けたりするとフィラメント糸とステープル繊維がスリップしてネップやスラブが発生し易いといった欠点がある。
【0007】
また、本糸条を使用した織物や編物、コード類も、その表面が何回も擦られたり変形歪を受けたりすると、鞘部のステープル繊維が剥げ落ち易い等の欠点がある。
特に、糸条が太くなる程、撚数を下げる必要が有るため芯鞘間の結合が少なくなり易く、また糸条の捩り剛性が強い程、撚糸トルクが強くなるため撚数を下げる必要があり、やはり芯鞘間の結合が少なくなる。
【0008】
【特許文献1】実開昭49−29247号公報
【特許文献2】特公昭63−3977号公報
【特許文献3】特許第3035894号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
本発明の目的は、強度が十分にあり、摩擦や屈曲、伸長などの作用を受けても、芯部と鞘部の繊維がスリップして鞘部の繊維が剥げ落ちるといったことのない芯鞘2層構造紡績糸を提供することにある。
【課題を解決するための手段】
【0010】
本発明者は上記問題を解決すべく検討を行った結果、牽切された繊維からなる糸条とステープル繊維とを巧みに芯鞘に複合化させた紡績糸では、極めて高い強度を有するだけでなく、両繊維の結束が強く、鞘部の繊維の剥げ落ちが少ないことを見出した。
【0011】
かくして、本発明によれば、捲縮を有しない連続長繊維束が牽切され、牽切された繊維同士が交絡および/または繊維の端部同士が捲回により結束されている、平均繊維長20〜80cmの牽切糸条が芯部に、ステープル繊維が鞘部にそれぞれ配されており、該牽切糸条を構成する牽切された繊維とステープル繊維が少なくとも一部で交絡または交差している紡績糸で、かつ該紡績糸が撚糸されていることを特徴とする芯鞘2層構造紡績糸が提供される。
【発明の効果】
【0012】
本発明の芯鞘2層構造紡績糸によれば、一般に広く用いられているステープル繊維のみからなる紡績糸では得られない高強度を達成できると共に、摩擦や屈曲、伸張等の作用に対して芯部と鞘部がスリップしたり剥がれたりし難い、強い耐久性が得られる。
【発明を実施するための最良の形態】
【0013】
本発明の芯鞘2層構造紡績糸は、牽切糸条が芯部に、ステープル繊維が鞘部にそれぞれ配されており、該牽切糸条を構成する牽切された繊維とステープル繊維が少なくとも一部で交絡または交差している紡績糸で、かつ該紡績糸が撚糸されている紡績糸である。
【0014】
本発明において、芯部に配される牽切糸条としては、ポリエステル繊維、ポリアミド繊維、炭素繊維、アラミド繊維、ガラス繊維などが挙げられる。なかでも、紡績糸として高い強度を発揮するため、単繊維の強度が6cN/dtex以上であることが好ましく、8cN/dtex以上であることがより好ましい。かかる観点から、上記繊維の中でも、アラミド繊維(特にパラ型アラミド繊維)や炭素繊維が好ましい。
【0015】
本発明においては、上記牽切糸条が、捲縮を有しない連続長繊維束が牽切され、牽切された繊維同士が交絡および/または繊維の端部同士が捲回により結束されている糸条である必要がある。
【0016】
捲縮を有しない連続長繊維束を牽切するのは、連続長繊維束が通常の紡績に使われる綿のように捲縮を有していると、均一な牽切が難しくなる他、牽切糸条しいては紡績糸を伸張した際にその構成繊維の全てに均一な張力が作用し難く、十分な強度が発揮できないためである。
【0017】
芯部の牽切糸条は、上記連続長繊維束を牽切が牽切され、牽切された繊維同士が交絡および/または繊維の端部同士が捲回により結束されている平均繊維長20〜80cmである糸条である。かかる糸条を芯部に用いることにより、ステープル繊維からなる紡績糸では実現できない高い強度を得ることができる。
【0018】
また、芯部にフィラメント糸が配された従来のコアスパン法による紡績糸では、該フィラメント糸と鞘部に配されたステープル繊維との結合力が弱く、摩擦や屈曲などによって該ステープル繊維が脱落する欠点ある。これに対して、本発明の紡績糸では、芯部が牽切糸条で構成されているため、単糸の端部や、ループ、弛みが多く存在し、これらと鞘部のステープル繊維が容易に交差や交絡して該繊維の脱落を防止することができる。
さらに、本発明の紡績糸は撚糸が施されているため、芯部の牽切糸条を構成する繊維と鞘部のステープル繊維がより強く結束し上記脱落を抑制できる。
【0019】
なお、芯部の牽切糸条を構成する繊維の平均繊維長が20cm未満になると、毛羽やループなどは増えるものの牽切糸条の強度に寄与する繊維数が減少し、紡績糸として十分な強度が得られなくなる。逆に上記平均繊維長が80cmを越えると、強度に寄与する繊維数は増えるものの毛羽やループなどが減少し紡績糸にした際に鞘部のステープル繊維との交絡や交差および/または繊維端部による捲回数などが減少し、芯部と鞘部との十分な結束強度が得られなくなり好ましくない。好ましい平均繊維長は30〜60cmである。
【0020】
一方、鞘部を構成するステープル繊維としては、綿、羊毛、麻、絹などの天然繊維や、レーヨン、アセテート、ポリエステル、アクリル、ナイロン、ポリプロピレン、アラミド、ガラス、金属などの化学繊維、合成繊維、無機繊維などが目的に応じ使用できる。
上記ステープル繊維の平均繊維長は、芯部の牽切糸条を構成する繊維との交絡などのし易さや脱落を抑制する上で、15〜100mmが好ましく、より好ましくは25〜80mmである。
【0021】
本発明においては、本発明の芯鞘2層構造紡績糸が擦過や屈曲、伸張などの作用を受けた際に、芯部の牽切紡績糸と鞘部のステープル繊維間に大きな歪が生じて、両者間の結合が破壊されないよう両者の伸度差はなるべく少ない方が好ましい。該伸度差は、好ましくは−5〜+65%、より好ましい0〜45%である。
【0022】
また、芯鞘2層構造紡績糸に占める牽切糸条の重量比率は、その強度を有効に利用する上では高い方が良いが、あまり高すぎても紡績糸としての特徴が発揮できなくなる他、芯部との結合が弱くなり好ましくない。したがって、上記の牽切糸条の重量比率は50〜90%が好ましく、65〜80%がより好ましい。
【0023】
本発明においては、芯部と鞘部の結束を強くし鞘部の繊維の脱落を防止する上で、芯鞘2層構造紡績糸の撚係数Kは、T=K√n(ただし、Tは1インチ間の撚数、nは番手、Kは撚係数を示す)において、好ましくは2.0〜4.0、より好ましくは2.5〜3.5である。
【0024】
なお、フィラメント糸条を芯部に挿入した従来の芯鞘2層構造紡績糸、いわゆるコアスパンヤーンの場合は、上記のように芯部の重量比が多くなって鞘部のステープル繊維量が少なくなったり、芯鞘2層構造紡績糸が太くなって撚数が少なくなったりすると、芯部と鞘部の結合力がさらに大幅に低下し易く、擦過や屈曲、伸張等の外力に対する抵抗が弱くなる欠点を有していたが、本発明による牽切紡績糸を芯部に挿入した芯鞘2層構造紡績糸の場合は、牽切糸条とステープル繊維が牽切糸条の毛羽やループ、弛み等で強固に結合しているため、このような欠点が生じ難い長所が有り、より広い用途に展開が可能である。
【0025】
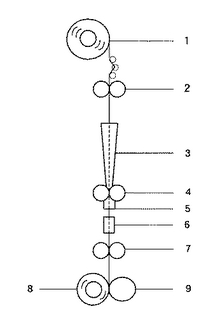
以上に説明した本発明の芯鞘2層構造紡績糸は、次の方法により製造することができる。まず、芯部の牽切糸条について説明するが、該牽切糸条は、例えば図1に示すような工程で製造される。すなわち、連続長繊維束1がニップローラー2とニップローラー4の間で連続長繊維束の切断伸度以上に伸張されて牽切され、引続き該牽切された短繊維がニップローラー4から吸引空気ノズル5によって吸引されて引き取られ、次いで抱合空気ノズル6によって短繊維間に交絡およびまたは牽切短繊維端部の捲回による結束が付与され、ニップローラー7を通して牽切糸条8として巻き取られる。
【0026】
ここで、連続長繊維束が通常の紡績に使われる綿の様に捲縮を有していると、均一な牽切が難しくなる他、牽切紡績糸を伸張した際にその構成短繊維の全てに均一な張力が作用し難く、十分な強度が発揮出来ない欠点が生じ好ましくない。
ニップローラー2とニップローラー4の距離、いわゆる牽切長は、牽切短繊維の平均繊維長が20〜80cmになるよう、約50〜150cmに設定する。
【0027】
また、抱合空気ノズル6による牽切された繊維の抱合は、インターレース式の空気ノズルによる繊維同士の交絡、あるいは旋回流式の空気ノズルによる繊維端部による捲回のどちらによる結束でも有功である。ただ、後者の場合は、繊維端部の捲回方向をこの後ステープル繊維と一緒に撚糸する撚糸方向と逆方向に捲回するよう設定した方が、得られる紡績糸のトルクが少なくかつ芯鞘の結合も強くなり好ましい。
さらに、上記抱合を付与する際は、牽切糸条の繊維配列を良くして強度を高めるため、牽切糸条の張力を0.09cN/dtex以上に高く緊張することが好ましい。
【0028】
このように上記特定条件を用いて牽切糸条を製造することにより、糸条を構成する単繊維強度に対する糸条強度の比率(以下強度利用率と称する)が、通常のステープル繊維のみからなる紡績糸の場合約30〜70%であるのに対し、これを約60〜90%に高めることが可能である。
【0029】
この効果は、伸度の低い繊維ほどより顕著に得られ、例えばパラ系アラミド繊維の場合は、通常のステープル繊維のみからなる紡績糸では強度利用率が高々約35%程度しか得られないのに対し、牽切糸条ではこれがほぼ2倍の約70%以上にも達し、大きな効果が得られ有効である。
【0030】
次に、上記牽切糸条を芯部とし、鞘部にステープル繊維を配した本願の芯鞘2層構造紡績糸とするには次の方法を採用することができる。
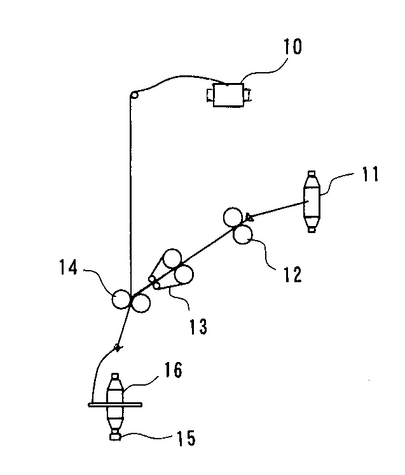
すなわち、例えば図2に示す装置により、ステープル繊維からなる粗糸11をニップローラー12、13、14の間でドラフトしながら細くし、該ステープル繊維束の中央部にニップローラー14から上記牽切糸条を挿入して引き揃え、引き続きリング撚糸巻き取り装置15にて、牽切糸条10を構成する繊維とステープル繊維を交絡または交差させながら該牽切糸条の周囲にステープル繊維が鞘状に配され、さらに同時にこれを撚糸することにより、本発明の芯鞘2層構造紡績糸16が得られる。
【0031】
また、ニップローラー14から牽切紡績糸を挿入する際は、引き揃えるステープル繊維と同時に撚糸した際に該牽切紡績糸が芯部に位置するよう、ステープル繊維より緊張状態で給糸することが好ましい。
【実施例】
【0032】
以下、実施例を挙げて本発明の構成および効果をさらに詳細に説明する。なお、実施例における各物性は下記方法により求めたものである。
(1)平均繊維長
任意にサンプリングした150本のステープルダイヤグラムにおける繊維長と繊維本数を掛け合わせた数を全繊維本数で除した値である。
(2)強度及び伸度
JIS 1017に準拠して測定した。
(3)擦過テスト
芯鞘2層構造紡績糸に0.07cN/dtexの張力を掛け、直径5mmの円筒形セラミック製ガイドで3本を用いてW字形に屈曲させながら300m/minの速度で擦過作用を付与した後、イブネステスターにてThin、Thick、Nepを測定した。
【0033】
[実施例1]
図1に示すような牽切糸条の製造装置を使用して、連続長繊維束1として、全繊度2220dtex、フィラメント数2668本、単繊維の繊度0.83dtex、強度26.0cN/dtex、伸度4.5%の捲縮を有しないパラ型アラミド(PA)繊維(テクノーラ:帝人テクノプロダクツ(株)製)を用い、該連続長繊維束をニップローラー2とニップローラー4の間で8倍の牽切比(ニップローラー4の表面速度/ニップローラー2の表面速度)で牽切し、引き続き該牽切糸条をニップローラー4から吸引空気ノズル5によって吸引して取り出すと共に、該繊維束をZ撚りが掛かる方向の旋回流を有した抱合空気ノズル6に通して該繊維束に交絡および牽切繊維端部による捲回を付与して結束し、次いでニップローラー7を経て、牽切紡績糸8として、巻き取り装置9に巻き取ったところ、277dtex、平均繊維長38cm、強度17.7cN/dtex(350T/Mの撚糸を施して測定。強度利用率≒66%)、伸度4.3%の、低伸度繊維を使用しているにもかかわらず非常に高強度の牽切糸条が得られた。なお、この時のニップローラー2とニップローラー4の間の距離(牽切長)は、100cmに設定した。
【0034】
次に、図2に示すような紡績の精紡機を使用して、繊度1.7dtex、繊維長38mm、強度5.5cN/dtex、伸度20%を有するポリエチレンテレフタレート(PET)ステープル繊維からなる粗糸11を、ニップローラー12、13、14に通して平均93dtexの繊維束にドラフトし、これにニップローラー14の上流部で前記牽切糸条10を引き揃えて挿入し、リング撚糸装置15によって433T/MのZ方向の撚糸を施し、繊度371dtex、強度13.7cN/dtex、伸度4.1%の高強度の芯鞘2層構造紡績糸が得られた。結果を表1に示す。
【0035】
上記芯鞘2層構造紡績糸を織物とし分散染料で染色したが、鞘部のPET繊維の染色性が良好であり、PA繊維のみからなる織物では得られない高い発色性に富んだ布帛となった。また、上記の染色した織物を、紫外線フェードメーターにて50時間暴露テストをしたが、退色及び強度劣化は極めて少なかった。
【0036】
[実施例2]
芯部の牽切糸条を表1に示す平均繊維長が60cmの牽切糸条に変更した以外は、実施例1と同様にして芯鞘2層構造糸を得た。結果を表1に示す。
【0037】
[実施例3]
芯部の牽切糸条を表1に示す繊度が224dtexの牽切糸条に変更し、芯部/鞘部の重量比率を60/40とした以外は、実施例1と同様にして芯鞘2層構造糸を得た。結果を表1に示す。
【0038】
[実施例4]
芯鞘型2層構造紡績糸の製造において、撚数を10T/inchに変更した以外は、実施例1と同様にして芯鞘2層構造糸を得た。結果を表1に示す。
【0039】
[実施例5]
鞘部のステープル繊維を表1に示すメタ型アラミド(MA)ステープル繊維(コーネックス:帝人テクノプロダクツ(株)製)に変更した以外は、実施例1と同様にして芯鞘2層構造糸を得た。結果を表1に示す。
【0040】
[実施例6]
鞘部のステープル繊維を表1に示す綿に変更した以外は、実施例1と同様にして芯鞘2層構造糸を得た。結果を表1に示す。
【0041】
[比較例1]
実施例1と同じ精紡機を使用し、実施例1で用いた牽切糸条の代わりに、繊度0.83dtex、繊維長38mm、強度23.1cN/dtex、伸度4.1%のパラ型アラミド繊維のステープル繊維からなる283dtexの紡績糸を用い、これ以外は実施例1と同様にして芯鞘2層構造紡績糸を製造した。結果を表1に示す。
その結果、ここで用いたパラ型アラミド繊維の紡績糸は、該パラ型アラミド繊維の伸度が極めて低いため強力利用率が低く、強度が7.0cN/dtex(強度利用率≒30%)、伸度が5.1%と低いものであった。
【0042】
また、該紡績糸を用いて得た芯鞘2層構造紡績糸は、紡績糸に毛羽が多いため、実施例1の芯鞘2層構造紡績糸と同様に摩擦や屈曲、伸張等の作用に対しては耐久性があるものの、強度は5.6cN/dtexと低かった。
また、芯部の紡績糸が、2回撚糸されるため撚数が高くなり易く、モジュラスが非常に高いパラ型アラミド繊維を使用しているので、解撚方向のトルクが強くなりスナール(糸条の絡み)が発生し易く、取り扱いも悪かった。
【0043】
[比較例2]
実施例1と同じ精紡機を使用し、実施例1で用いた牽切糸条の代わりに、277dtex、334フィラメント、単繊維繊度0.83dtex、強度25.2cN/dtex、伸度4.7%のパラ型アラミド繊維のマルチフィラメント糸条を用いた以外は実施例1と同様にして、芯鞘2層構造紡績糸を製造した。
【0044】
その結果、上記紡績糸は、パラ型アラミド繊維のマルチフィラメント糸の強度が強いため強度18.8cN/dtex、伸度4.3%と高強度は得られるものの、芯部のフィラメント糸と鞘部のステープル繊維との間の交絡や交差等による結合部が少ないため、摩擦や屈曲、伸張等の作用に対して芯部と鞘部がスリップし易く、表1に示すようにThin、Thick、Nepの欠点が多く発生し、取り扱い性も悪かった。
【0045】
【表1】

【産業上の利用可能性】
【0046】
本発明によれば、一般に広く用いられているステープル繊維のみからなる紡績糸では得られない高強度を達成できると共に、摩擦や屈曲、伸張等の作用に対して芯部と鞘部がスリップしたり、鞘部の繊維が剥がれ落ちたりし難いため強い耐久性を有する芯鞘2層構造紡績糸を提供できる。また、上記芯鞘2層構造紡績糸では、鞘部のステープル繊維に種々の感性や機能性を有する繊維を用いることができ、これによって、芯部の繊維の欠点を補うことができるだけでなく、従来得られなかったような新素材、新製品の開発を可能にするものである。
【図面の簡単な説明】
【0047】
【図1】牽切糸条の製造装置の一例を示す概略図である。
【図2】芯鞘2層構造糸の製造装置の一例を示す概略図である。
【符号の説明】
【0048】
1 連続長繊維束
2、4、7 ニップローラー
3 牽切中の繊維束の乱れを防止するガイド
5 吸引空気ノズル
6 抱合付与空気ノズル
8 牽切糸条
9 巻き取り装置
10 牽切糸条
11 ステープル繊維からなる粗糸
12、13、14 ニップローラー
15 リング撚糸装置
16 芯鞘2層構造紡績糸
【技術分野】
【0001】
本発明は芯鞘型2層構造紡績糸に関する。さらに詳しくは、強度が高く、摩擦や屈曲、伸長などによっても鞘部の繊維が剥げ落ちない芯鞘2層構造紡績糸に関する。
【背景技術】
【0002】
従来、紡績糸には、綿や羊毛、麻、絹、その他の天然繊維を使用できることから、それらの独自の風合い、外観、感触等の感性や、吸湿性、耐熱性、染色性、混紡性、その他の機能性を活かして色々な分野に利用されてきた。また、レーヨン、アセテート、ポリエステル、アクリル、ナイロン、ポリプロピレン、アラミド、ガラス、金属等の化学繊維、合成繊維、無機繊維等にもフィラメント糸に無いような毛羽や嵩性、撚り、混紡等の紡績糸構造を付与することによって、その用途を拡大してきた。
【0003】
しかしながら、強度の観点から見ると、紡績糸は、フィラメント糸に対して、糸条が短繊維の集合体から成り、その短繊維がクリンプ形態を有し、かつ糸条の繊維配列が低く、撚形態を有するため、該糸条を構成する単繊維の強度に比べると糸条の強度がかなり低強度化し易く、強度を要求される分野への展開がなかなか難しかった。
【0004】
また、この強度低下は、繊維の伸度が低くなる程顕著に現れる傾向が有り、高強度の繊維が開発されても一般に伸度の低いものが多いため、その高強度を紡績糸に利用することが困難であった。
【0005】
そこで、これを改善する方法がこれまでにも色々検討され、その代表的な例として高強度のフィラメント糸条を複合する方法が知られている。中でも、紡績の精紡工程でフィラメント糸を挿入するコアスパン法は最も多く利用されている(例えば、特許文献1〜3など)。
【0006】
しかしながら、これによって芯部が高強力フィラメント糸条で鞘部がステープル繊維からなる芯鞘2層構造紡績糸、いわゆるコアスパンヤーンが得られるが、フィラメント糸とステープル繊維間の交絡や結合が少なく、紡績糸の側面が何回も擦られたり、屈曲や伸張を受けたりするとフィラメント糸とステープル繊維がスリップしてネップやスラブが発生し易いといった欠点がある。
【0007】
また、本糸条を使用した織物や編物、コード類も、その表面が何回も擦られたり変形歪を受けたりすると、鞘部のステープル繊維が剥げ落ち易い等の欠点がある。
特に、糸条が太くなる程、撚数を下げる必要が有るため芯鞘間の結合が少なくなり易く、また糸条の捩り剛性が強い程、撚糸トルクが強くなるため撚数を下げる必要があり、やはり芯鞘間の結合が少なくなる。
【0008】
【特許文献1】実開昭49−29247号公報
【特許文献2】特公昭63−3977号公報
【特許文献3】特許第3035894号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
本発明の目的は、強度が十分にあり、摩擦や屈曲、伸長などの作用を受けても、芯部と鞘部の繊維がスリップして鞘部の繊維が剥げ落ちるといったことのない芯鞘2層構造紡績糸を提供することにある。
【課題を解決するための手段】
【0010】
本発明者は上記問題を解決すべく検討を行った結果、牽切された繊維からなる糸条とステープル繊維とを巧みに芯鞘に複合化させた紡績糸では、極めて高い強度を有するだけでなく、両繊維の結束が強く、鞘部の繊維の剥げ落ちが少ないことを見出した。
【0011】
かくして、本発明によれば、捲縮を有しない連続長繊維束が牽切され、牽切された繊維同士が交絡および/または繊維の端部同士が捲回により結束されている、平均繊維長20〜80cmの牽切糸条が芯部に、ステープル繊維が鞘部にそれぞれ配されており、該牽切糸条を構成する牽切された繊維とステープル繊維が少なくとも一部で交絡または交差している紡績糸で、かつ該紡績糸が撚糸されていることを特徴とする芯鞘2層構造紡績糸が提供される。
【発明の効果】
【0012】
本発明の芯鞘2層構造紡績糸によれば、一般に広く用いられているステープル繊維のみからなる紡績糸では得られない高強度を達成できると共に、摩擦や屈曲、伸張等の作用に対して芯部と鞘部がスリップしたり剥がれたりし難い、強い耐久性が得られる。
【発明を実施するための最良の形態】
【0013】
本発明の芯鞘2層構造紡績糸は、牽切糸条が芯部に、ステープル繊維が鞘部にそれぞれ配されており、該牽切糸条を構成する牽切された繊維とステープル繊維が少なくとも一部で交絡または交差している紡績糸で、かつ該紡績糸が撚糸されている紡績糸である。
【0014】
本発明において、芯部に配される牽切糸条としては、ポリエステル繊維、ポリアミド繊維、炭素繊維、アラミド繊維、ガラス繊維などが挙げられる。なかでも、紡績糸として高い強度を発揮するため、単繊維の強度が6cN/dtex以上であることが好ましく、8cN/dtex以上であることがより好ましい。かかる観点から、上記繊維の中でも、アラミド繊維(特にパラ型アラミド繊維)や炭素繊維が好ましい。
【0015】
本発明においては、上記牽切糸条が、捲縮を有しない連続長繊維束が牽切され、牽切された繊維同士が交絡および/または繊維の端部同士が捲回により結束されている糸条である必要がある。
【0016】
捲縮を有しない連続長繊維束を牽切するのは、連続長繊維束が通常の紡績に使われる綿のように捲縮を有していると、均一な牽切が難しくなる他、牽切糸条しいては紡績糸を伸張した際にその構成繊維の全てに均一な張力が作用し難く、十分な強度が発揮できないためである。
【0017】
芯部の牽切糸条は、上記連続長繊維束を牽切が牽切され、牽切された繊維同士が交絡および/または繊維の端部同士が捲回により結束されている平均繊維長20〜80cmである糸条である。かかる糸条を芯部に用いることにより、ステープル繊維からなる紡績糸では実現できない高い強度を得ることができる。
【0018】
また、芯部にフィラメント糸が配された従来のコアスパン法による紡績糸では、該フィラメント糸と鞘部に配されたステープル繊維との結合力が弱く、摩擦や屈曲などによって該ステープル繊維が脱落する欠点ある。これに対して、本発明の紡績糸では、芯部が牽切糸条で構成されているため、単糸の端部や、ループ、弛みが多く存在し、これらと鞘部のステープル繊維が容易に交差や交絡して該繊維の脱落を防止することができる。
さらに、本発明の紡績糸は撚糸が施されているため、芯部の牽切糸条を構成する繊維と鞘部のステープル繊維がより強く結束し上記脱落を抑制できる。
【0019】
なお、芯部の牽切糸条を構成する繊維の平均繊維長が20cm未満になると、毛羽やループなどは増えるものの牽切糸条の強度に寄与する繊維数が減少し、紡績糸として十分な強度が得られなくなる。逆に上記平均繊維長が80cmを越えると、強度に寄与する繊維数は増えるものの毛羽やループなどが減少し紡績糸にした際に鞘部のステープル繊維との交絡や交差および/または繊維端部による捲回数などが減少し、芯部と鞘部との十分な結束強度が得られなくなり好ましくない。好ましい平均繊維長は30〜60cmである。
【0020】
一方、鞘部を構成するステープル繊維としては、綿、羊毛、麻、絹などの天然繊維や、レーヨン、アセテート、ポリエステル、アクリル、ナイロン、ポリプロピレン、アラミド、ガラス、金属などの化学繊維、合成繊維、無機繊維などが目的に応じ使用できる。
上記ステープル繊維の平均繊維長は、芯部の牽切糸条を構成する繊維との交絡などのし易さや脱落を抑制する上で、15〜100mmが好ましく、より好ましくは25〜80mmである。
【0021】
本発明においては、本発明の芯鞘2層構造紡績糸が擦過や屈曲、伸張などの作用を受けた際に、芯部の牽切紡績糸と鞘部のステープル繊維間に大きな歪が生じて、両者間の結合が破壊されないよう両者の伸度差はなるべく少ない方が好ましい。該伸度差は、好ましくは−5〜+65%、より好ましい0〜45%である。
【0022】
また、芯鞘2層構造紡績糸に占める牽切糸条の重量比率は、その強度を有効に利用する上では高い方が良いが、あまり高すぎても紡績糸としての特徴が発揮できなくなる他、芯部との結合が弱くなり好ましくない。したがって、上記の牽切糸条の重量比率は50〜90%が好ましく、65〜80%がより好ましい。
【0023】
本発明においては、芯部と鞘部の結束を強くし鞘部の繊維の脱落を防止する上で、芯鞘2層構造紡績糸の撚係数Kは、T=K√n(ただし、Tは1インチ間の撚数、nは番手、Kは撚係数を示す)において、好ましくは2.0〜4.0、より好ましくは2.5〜3.5である。
【0024】
なお、フィラメント糸条を芯部に挿入した従来の芯鞘2層構造紡績糸、いわゆるコアスパンヤーンの場合は、上記のように芯部の重量比が多くなって鞘部のステープル繊維量が少なくなったり、芯鞘2層構造紡績糸が太くなって撚数が少なくなったりすると、芯部と鞘部の結合力がさらに大幅に低下し易く、擦過や屈曲、伸張等の外力に対する抵抗が弱くなる欠点を有していたが、本発明による牽切紡績糸を芯部に挿入した芯鞘2層構造紡績糸の場合は、牽切糸条とステープル繊維が牽切糸条の毛羽やループ、弛み等で強固に結合しているため、このような欠点が生じ難い長所が有り、より広い用途に展開が可能である。
【0025】
以上に説明した本発明の芯鞘2層構造紡績糸は、次の方法により製造することができる。まず、芯部の牽切糸条について説明するが、該牽切糸条は、例えば図1に示すような工程で製造される。すなわち、連続長繊維束1がニップローラー2とニップローラー4の間で連続長繊維束の切断伸度以上に伸張されて牽切され、引続き該牽切された短繊維がニップローラー4から吸引空気ノズル5によって吸引されて引き取られ、次いで抱合空気ノズル6によって短繊維間に交絡およびまたは牽切短繊維端部の捲回による結束が付与され、ニップローラー7を通して牽切糸条8として巻き取られる。
【0026】
ここで、連続長繊維束が通常の紡績に使われる綿の様に捲縮を有していると、均一な牽切が難しくなる他、牽切紡績糸を伸張した際にその構成短繊維の全てに均一な張力が作用し難く、十分な強度が発揮出来ない欠点が生じ好ましくない。
ニップローラー2とニップローラー4の距離、いわゆる牽切長は、牽切短繊維の平均繊維長が20〜80cmになるよう、約50〜150cmに設定する。
【0027】
また、抱合空気ノズル6による牽切された繊維の抱合は、インターレース式の空気ノズルによる繊維同士の交絡、あるいは旋回流式の空気ノズルによる繊維端部による捲回のどちらによる結束でも有功である。ただ、後者の場合は、繊維端部の捲回方向をこの後ステープル繊維と一緒に撚糸する撚糸方向と逆方向に捲回するよう設定した方が、得られる紡績糸のトルクが少なくかつ芯鞘の結合も強くなり好ましい。
さらに、上記抱合を付与する際は、牽切糸条の繊維配列を良くして強度を高めるため、牽切糸条の張力を0.09cN/dtex以上に高く緊張することが好ましい。
【0028】
このように上記特定条件を用いて牽切糸条を製造することにより、糸条を構成する単繊維強度に対する糸条強度の比率(以下強度利用率と称する)が、通常のステープル繊維のみからなる紡績糸の場合約30〜70%であるのに対し、これを約60〜90%に高めることが可能である。
【0029】
この効果は、伸度の低い繊維ほどより顕著に得られ、例えばパラ系アラミド繊維の場合は、通常のステープル繊維のみからなる紡績糸では強度利用率が高々約35%程度しか得られないのに対し、牽切糸条ではこれがほぼ2倍の約70%以上にも達し、大きな効果が得られ有効である。
【0030】
次に、上記牽切糸条を芯部とし、鞘部にステープル繊維を配した本願の芯鞘2層構造紡績糸とするには次の方法を採用することができる。
すなわち、例えば図2に示す装置により、ステープル繊維からなる粗糸11をニップローラー12、13、14の間でドラフトしながら細くし、該ステープル繊維束の中央部にニップローラー14から上記牽切糸条を挿入して引き揃え、引き続きリング撚糸巻き取り装置15にて、牽切糸条10を構成する繊維とステープル繊維を交絡または交差させながら該牽切糸条の周囲にステープル繊維が鞘状に配され、さらに同時にこれを撚糸することにより、本発明の芯鞘2層構造紡績糸16が得られる。
【0031】
また、ニップローラー14から牽切紡績糸を挿入する際は、引き揃えるステープル繊維と同時に撚糸した際に該牽切紡績糸が芯部に位置するよう、ステープル繊維より緊張状態で給糸することが好ましい。
【実施例】
【0032】
以下、実施例を挙げて本発明の構成および効果をさらに詳細に説明する。なお、実施例における各物性は下記方法により求めたものである。
(1)平均繊維長
任意にサンプリングした150本のステープルダイヤグラムにおける繊維長と繊維本数を掛け合わせた数を全繊維本数で除した値である。
(2)強度及び伸度
JIS 1017に準拠して測定した。
(3)擦過テスト
芯鞘2層構造紡績糸に0.07cN/dtexの張力を掛け、直径5mmの円筒形セラミック製ガイドで3本を用いてW字形に屈曲させながら300m/minの速度で擦過作用を付与した後、イブネステスターにてThin、Thick、Nepを測定した。
【0033】
[実施例1]
図1に示すような牽切糸条の製造装置を使用して、連続長繊維束1として、全繊度2220dtex、フィラメント数2668本、単繊維の繊度0.83dtex、強度26.0cN/dtex、伸度4.5%の捲縮を有しないパラ型アラミド(PA)繊維(テクノーラ:帝人テクノプロダクツ(株)製)を用い、該連続長繊維束をニップローラー2とニップローラー4の間で8倍の牽切比(ニップローラー4の表面速度/ニップローラー2の表面速度)で牽切し、引き続き該牽切糸条をニップローラー4から吸引空気ノズル5によって吸引して取り出すと共に、該繊維束をZ撚りが掛かる方向の旋回流を有した抱合空気ノズル6に通して該繊維束に交絡および牽切繊維端部による捲回を付与して結束し、次いでニップローラー7を経て、牽切紡績糸8として、巻き取り装置9に巻き取ったところ、277dtex、平均繊維長38cm、強度17.7cN/dtex(350T/Mの撚糸を施して測定。強度利用率≒66%)、伸度4.3%の、低伸度繊維を使用しているにもかかわらず非常に高強度の牽切糸条が得られた。なお、この時のニップローラー2とニップローラー4の間の距離(牽切長)は、100cmに設定した。
【0034】
次に、図2に示すような紡績の精紡機を使用して、繊度1.7dtex、繊維長38mm、強度5.5cN/dtex、伸度20%を有するポリエチレンテレフタレート(PET)ステープル繊維からなる粗糸11を、ニップローラー12、13、14に通して平均93dtexの繊維束にドラフトし、これにニップローラー14の上流部で前記牽切糸条10を引き揃えて挿入し、リング撚糸装置15によって433T/MのZ方向の撚糸を施し、繊度371dtex、強度13.7cN/dtex、伸度4.1%の高強度の芯鞘2層構造紡績糸が得られた。結果を表1に示す。
【0035】
上記芯鞘2層構造紡績糸を織物とし分散染料で染色したが、鞘部のPET繊維の染色性が良好であり、PA繊維のみからなる織物では得られない高い発色性に富んだ布帛となった。また、上記の染色した織物を、紫外線フェードメーターにて50時間暴露テストをしたが、退色及び強度劣化は極めて少なかった。
【0036】
[実施例2]
芯部の牽切糸条を表1に示す平均繊維長が60cmの牽切糸条に変更した以外は、実施例1と同様にして芯鞘2層構造糸を得た。結果を表1に示す。
【0037】
[実施例3]
芯部の牽切糸条を表1に示す繊度が224dtexの牽切糸条に変更し、芯部/鞘部の重量比率を60/40とした以外は、実施例1と同様にして芯鞘2層構造糸を得た。結果を表1に示す。
【0038】
[実施例4]
芯鞘型2層構造紡績糸の製造において、撚数を10T/inchに変更した以外は、実施例1と同様にして芯鞘2層構造糸を得た。結果を表1に示す。
【0039】
[実施例5]
鞘部のステープル繊維を表1に示すメタ型アラミド(MA)ステープル繊維(コーネックス:帝人テクノプロダクツ(株)製)に変更した以外は、実施例1と同様にして芯鞘2層構造糸を得た。結果を表1に示す。
【0040】
[実施例6]
鞘部のステープル繊維を表1に示す綿に変更した以外は、実施例1と同様にして芯鞘2層構造糸を得た。結果を表1に示す。
【0041】
[比較例1]
実施例1と同じ精紡機を使用し、実施例1で用いた牽切糸条の代わりに、繊度0.83dtex、繊維長38mm、強度23.1cN/dtex、伸度4.1%のパラ型アラミド繊維のステープル繊維からなる283dtexの紡績糸を用い、これ以外は実施例1と同様にして芯鞘2層構造紡績糸を製造した。結果を表1に示す。
その結果、ここで用いたパラ型アラミド繊維の紡績糸は、該パラ型アラミド繊維の伸度が極めて低いため強力利用率が低く、強度が7.0cN/dtex(強度利用率≒30%)、伸度が5.1%と低いものであった。
【0042】
また、該紡績糸を用いて得た芯鞘2層構造紡績糸は、紡績糸に毛羽が多いため、実施例1の芯鞘2層構造紡績糸と同様に摩擦や屈曲、伸張等の作用に対しては耐久性があるものの、強度は5.6cN/dtexと低かった。
また、芯部の紡績糸が、2回撚糸されるため撚数が高くなり易く、モジュラスが非常に高いパラ型アラミド繊維を使用しているので、解撚方向のトルクが強くなりスナール(糸条の絡み)が発生し易く、取り扱いも悪かった。
【0043】
[比較例2]
実施例1と同じ精紡機を使用し、実施例1で用いた牽切糸条の代わりに、277dtex、334フィラメント、単繊維繊度0.83dtex、強度25.2cN/dtex、伸度4.7%のパラ型アラミド繊維のマルチフィラメント糸条を用いた以外は実施例1と同様にして、芯鞘2層構造紡績糸を製造した。
【0044】
その結果、上記紡績糸は、パラ型アラミド繊維のマルチフィラメント糸の強度が強いため強度18.8cN/dtex、伸度4.3%と高強度は得られるものの、芯部のフィラメント糸と鞘部のステープル繊維との間の交絡や交差等による結合部が少ないため、摩擦や屈曲、伸張等の作用に対して芯部と鞘部がスリップし易く、表1に示すようにThin、Thick、Nepの欠点が多く発生し、取り扱い性も悪かった。
【0045】
【表1】
【産業上の利用可能性】
【0046】
本発明によれば、一般に広く用いられているステープル繊維のみからなる紡績糸では得られない高強度を達成できると共に、摩擦や屈曲、伸張等の作用に対して芯部と鞘部がスリップしたり、鞘部の繊維が剥がれ落ちたりし難いため強い耐久性を有する芯鞘2層構造紡績糸を提供できる。また、上記芯鞘2層構造紡績糸では、鞘部のステープル繊維に種々の感性や機能性を有する繊維を用いることができ、これによって、芯部の繊維の欠点を補うことができるだけでなく、従来得られなかったような新素材、新製品の開発を可能にするものである。
【図面の簡単な説明】
【0047】
【図1】牽切糸条の製造装置の一例を示す概略図である。
【図2】芯鞘2層構造糸の製造装置の一例を示す概略図である。
【符号の説明】
【0048】
1 連続長繊維束
2、4、7 ニップローラー
3 牽切中の繊維束の乱れを防止するガイド
5 吸引空気ノズル
6 抱合付与空気ノズル
8 牽切糸条
9 巻き取り装置
10 牽切糸条
11 ステープル繊維からなる粗糸
12、13、14 ニップローラー
15 リング撚糸装置
16 芯鞘2層構造紡績糸
【特許請求の範囲】
【請求項1】
捲縮を有しない連続長繊維束が牽切され、牽切された繊維同士が交絡および/または繊維の端部同士が捲回により結束されている、平均繊維長20〜80cmの牽切糸条が芯部に、ステープル繊維が鞘部にそれぞれ配されており、該牽切糸条を構成する牽切された繊維とステープル繊維が少なくとも一部で交絡または交差している紡績糸で、かつ該紡績糸が撚糸されていることを特徴とする芯鞘2層構造紡績糸。
【請求項2】
芯部に配されている牽切糸条を構成する繊維がパラ型アラミド繊維である請求項1記載の芯鞘2層構造紡績糸。
【請求項3】
芯鞘2層構造紡績糸における芯部と鞘部の比率(芯部:鞘部)が重量を基準として80:20〜50:50である請求項1または2に記載の芯鞘2層構造紡績糸。
【請求項1】
捲縮を有しない連続長繊維束が牽切され、牽切された繊維同士が交絡および/または繊維の端部同士が捲回により結束されている、平均繊維長20〜80cmの牽切糸条が芯部に、ステープル繊維が鞘部にそれぞれ配されており、該牽切糸条を構成する牽切された繊維とステープル繊維が少なくとも一部で交絡または交差している紡績糸で、かつ該紡績糸が撚糸されていることを特徴とする芯鞘2層構造紡績糸。
【請求項2】
芯部に配されている牽切糸条を構成する繊維がパラ型アラミド繊維である請求項1記載の芯鞘2層構造紡績糸。
【請求項3】
芯鞘2層構造紡績糸における芯部と鞘部の比率(芯部:鞘部)が重量を基準として80:20〜50:50である請求項1または2に記載の芯鞘2層構造紡績糸。
【図1】

【図2】
【図2】
【公開番号】特開2006−161179(P2006−161179A)
【公開日】平成18年6月22日(2006.6.22)
【国際特許分類】
【出願番号】特願2004−349847(P2004−349847)
【出願日】平成16年12月2日(2004.12.2)
【出願人】(303013268)帝人テクノプロダクツ株式会社 (504)
【Fターム(参考)】
【公開日】平成18年6月22日(2006.6.22)
【国際特許分類】
【出願日】平成16年12月2日(2004.12.2)
【出願人】(303013268)帝人テクノプロダクツ株式会社 (504)
【Fターム(参考)】
[ Back to top ]