
葉書用模様紙およびその製造方法
【課題】通信面の装飾性、宛名面のオフセット印刷適性および番号読取性を全て兼ね備えた葉書用模様紙を提供する。
【解決手段】本発明の葉書用模様紙1は、通信面として使用される露出面を有する通信面側最外層11と、宛名面として使用される露出面を有する宛名面側最外層12とを備える2層以上の紙層10を具備し、通信面側最外層11は、木材パルプ(A)を主成分とする主材と、該主材中に分散混合されて、該主材と異なる色または光沢を呈する模様用異物とからなる層であり、宛名面側最外層14は、木材パルプ(B)を主成分とし、前記模様用異物が混合されていない一様な層である。
【解決手段】本発明の葉書用模様紙1は、通信面として使用される露出面を有する通信面側最外層11と、宛名面として使用される露出面を有する宛名面側最外層12とを備える2層以上の紙層10を具備し、通信面側最外層11は、木材パルプ(A)を主成分とする主材と、該主材中に分散混合されて、該主材と異なる色または光沢を呈する模様用異物とからなる層であり、宛名面側最外層14は、木材パルプ(B)を主成分とし、前記模様用異物が混合されていない一様な層である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、通信面に模様が形成された葉書用の模様紙およびその製造方法に関する。
【背景技術】
【0002】
近年、郵政葉書(官製葉書)のバリエーションが増加し、薄く着色されたいろどり年賀等が発売され、例えば、平成22年用の年賀はがきでは着色のみならず、白色フロックを混抄して模様を施した模様紙も採用されている。今後も装飾性を付与した葉書が増加すると考えられる。
【0003】
異物を混抄して模様紙を作製することは従来から広く知られており、例えば、あらかじめ着色した繊維を紙料に混合して抄紙する方法は「毛染め」と呼ばれ、古くから知られている。また、着色繊維以外の模様用異物(着色フロックやノット粕、綿実殻、着色した水溶性高分子塊等)を混抄した模様紙も知られている(例えば、特許文献1〜3参照)。これら模様紙は模様用異物と下地の色とを組合せることで多数のバリエーションを作り出すことができる。さらには、異物が不規則に散らばって模様を形成するため、印刷による模様とは異なり、一つとして同じ模様にならない。そのため、世に一つしかないオリジナルの模様紙を得ることができる。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開昭63−219698号公報
【特許文献2】特開昭63−295798号公報
【特許文献3】特開平10−183489号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、郵政葉書用紙としては、宛名面に料額印面等のオフセット印刷を行うため、少なくとも片面にはオフセット印刷適性が求められる。ところが、特許文献1〜3に記載されているような、模様用異物により模様を形成した模様紙は、オフセット印刷時に異物の部分でピッキングが発生しやすいため、郵政葉書のように大量印刷が必要な用途には不向きであった。
【0006】
また、郵政葉書は大量仕分けを行うため、番号読取機により、記入された郵便番号を読取るが、番号読取りは下地と郵便番号との反射率の差を利用しているため、葉書の色が濃くなると読み取れなくなるおそれがあった。また、下地と模様のコントラストが大きいと、模様を読取ってしまいエラーが発生するおそれがあった。これらのことから、葉書の色や模様の選択肢が制限されるという問題を有していた。
【0007】
宛名面のオフセット印刷適性および番号読取性を向上させるためには、模様用異物の含有量を減らせばよいが、その場合には、通信面の装飾性が不充分になった。
しかも、近年、家庭用インクジェットプリンターの普及に伴い、インクジェット適性を付与した葉書が求められており、特に年賀状では通信面にインク受容層を設けた葉書が主流となっている。しかし、通信面にインク受容層を設けると通信面の色や模様の視認性が低下し、例えば、市販のいろどり年賀葉書では通信面の彩度が宛名面より5〜25%程度低くなった。したがって、通信面には、インク受容層の形成による彩度の低下を見越して、充分に高い彩度を持たせておく必要があった。
【0008】
本発明の課題は、通信面の装飾性、宛名面のオフセット印刷適性および番号読取性を全て兼ね備えた葉書用模様紙およびその製造方法を提供することにある。
【課題を解決するための手段】
【0009】
本発明は、以下の構成を有する。
[1]通信面として使用される露出面を有する通信面側最外層と、宛名面として使用される露出面を有する宛名面側最外層とを備える紙層を具備する葉書用模様紙であって、
通信面側最外層は、木材パルプ(A)を主成分とする主材と、該主材中に分散混合されて、該主材と異なる色または光沢を呈する模様用異物とからなる層であり、
宛名面側最外層は、木材パルプ(B)を主成分とし、前記模様用異物が混合されていない一様な層であることを特徴とする葉書用模様紙。
[2]模様用異物は、染料、顔料、繊維からなる群から選ばれる1種以上とアニオン性高分子とを含有するフロックである[1]に記載の葉書用模様紙。
[3]模様用異物は、白色顔料および/または白色パルプとアニオン性高分子とを含有する白色フロックである[1]に記載の葉書用模様紙。
[4]木材パルプ(A)が着色され、木材パルプ(B)が無着色または前記木材パルプ(A)よりも薄く着色されている[1]〜[3]のいずれかに記載の葉書用模様紙。
[5]紙層の通信面側最外層の露出面にインク受容層が設けられている[1]〜[4]のいずれかに記載の葉書用模様紙。
[6]多層抄紙により、通信面として使用される露出面を有する通信面側最外層と、宛名面として使用される露出面を有する宛名面側最外層とを備える紙層を作製する抄紙工程を有する葉書用模様紙の製造方法であって、
抄紙工程では、通信面側最外層を形成する際に、木材パルプ(A)を主成分とする主スラリーに、該主スラリーの固形分と異なる色または光沢を呈する模様用異物を分散混合させた通信面側最外層形成用パルプスラリーを用い、
宛名面側最外層を形成する際に、木材パルプ(B)を主成分とし、前記模様用異物が混合されていない均質な宛名面側形成用パルプスラリーを用いることを特徴とする葉書用模様紙の製造方法。
[7]模様用異物が、アニオン性高分子水溶液に染料、顔料、繊維からなる群から選ばれる1種以上を混合した混合液にカチオン性凝集剤を添加し、凝集させて得たフロックである[6]に記載の葉書用模様紙の製造方法。
[8]模様用異物が、アニオン性高分子水溶液に白色顔料および/または白色パルプを混合した混合液にカチオン性凝集剤を混合し、凝集させて得た白色フロックである[6]に記載の葉書用模様紙の製造方法。
[9]木材パルプ(A)として、あらかじめ着色したものを用い、木材パルプ(B)として、無着色のものまたは前記木材パルプ(A)よりも薄く着色したものを用いる[6]〜[8]のいずれかに記載の葉書用模様紙の製造方法。
[10]紙層の通信面側最外層の露出面にインク受容層を設けるインク受容層形成工程を有する[6]〜[9]のいずれかに記載の葉書用模様紙の製造方法。
【発明の効果】
【0010】
本発明の葉書用模様紙は、通信面の装飾性、宛名面のオフセット印刷適性、番号読取性を全て兼ね備えたものである。
【図面の簡単な説明】
【0011】
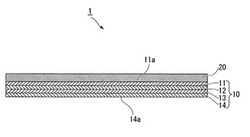
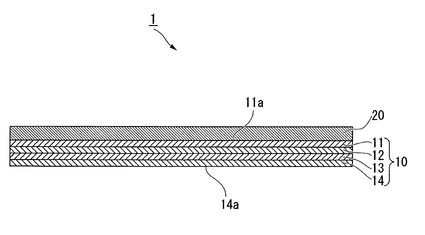
【図1】本発明の葉書用模様紙の一実施形態を示す断面図である。
【発明を実施するための形態】
【0012】
<葉書用模様紙>
本発明の葉書用模様紙(以下、「模様紙」と略す。)の一実施形態について説明する。
図1に示すように、本実施形態の模様紙1は、第1の層11、第2の層12、第3の層13および第4の層14からなる紙層10と、第1の層11の露出面11aに設けられたインク受容層20とを備える。
【0013】
(紙層)
[第1の層]
第1の層11は、通信面として使用される露出面を有する通信面側最外層であり、木材パルプ(A)を主成分とする主材と、主材に分散混合された模様用異物とからなる層である。本明細書において、「主成分」とは、全固形分に対する割合が50質量%以上のことである。また、本明細書において、「分散混合」とは、模様用異物の存在する部分と存在しない部分とを目視により判別できる程度に分散した状態で混合されていることを意味する。
第1の層11の露出面11aには、主材に分散混合された模様用異物によって模様が形成されている。
第1の層11において、模様用異物は主材に均一に分散混合されていてもよいし、不均一に分散混合されていてもよい。
【0014】
主材に含まれる木材パルプ(A)としては、LBKP(広葉樹晒しクラフトパルプ)、NBKP(針葉樹晒しクラフトパルプ)、機械パルプ、古紙パルプ等が挙げられる。これらは1種を単独でまたは2種以上を適宜組合せて使用できる。
木材パルプ(A)のフリーネスはCSF(カナディアンスタンダードフリーネス)で300〜500mLの範囲のものが好ましい。CSFが300mL未満で低くなるほど、濾水性が低下し、抄紙時の生産性が低下する傾向にある。また、通気性も低下するため模様紙製品とした際にフクレの原因となることがある。一方、CSFが500mlを超えて高くなるほど、繊維間結合が弱くなり、紙製品での表面強度が低下する傾向にある。このような理由から、CSFは300〜500mlが好適である。
【0015】
主材には、木材パルプ(A)以外の成分が含まれてもよい。木材パルプ(A)以外の成分としては、例えば、非木材パルプや一般に使用される内添薬品として、填料、紙力剤、サイズ剤、消泡剤、滑剤、歩留まり向上剤などが挙げられる。
内添薬品の配合量については、目的とする紙の品質に応じて薬品毎に適宜選択される。木材パルプの配合量の目安としては、70〜95質量%が好ましい。
【0016】
主材は着色されていてもよい。主材の着色方法としては、例えば、染料、顔料、定着剤等を適宜選択し、木材パルプ(A)に添加して着色すればよい。
染料としては、各種の直接染料、塩基性染料、酸性染料、分散染料、カチオン染料等が挙げられる。顔料としては、各種天然鉱物顔料、合成無機顔料等の無機顔料、アゾ系顔料、多環式顔料、レーキ顔料等の有機顔料等が挙げられる。定着剤としては、硫酸バンド、ポリビニルアミン等のカチオン性定着剤等が挙げられる。
【0017】
模様用異物は、上記主材と異なる色または光沢を呈する粒子状物または繊維状物である。
模様用異物としては、風合いの優れた模様紙が得られることから、染料、顔料、繊維からなる群から選ばれる1種以上とアニオン性高分子とを含有するフロックが好ましい。
上記フロックは、アニオン性高分子の水溶液に染料、顔料、繊維からなる群から選ばれる1種以上を混合し、得られた混合物を攪拌しながら、カチオン性凝集剤を添加して凝集させることにより得られる。
フロックの面積は0.5〜50mm2が好ましい。フロックの面積が0.5mm2未満であると、視認性が低下する傾向にあり、50mm2を超えると、脱落するおそれがある。
【0018】
アニオン性高分子としては、例えば、カルボキシメチルセルロース(以下、「CMC」と表記する。)等のアニオン性セルロース誘導体、酸化澱粉、リン酸エステル化澱粉等のアニオン性澱粉誘導体、アニオン性ポリアクリルアミド(PAM)、ポリアクリル酸ナトリウム、アルギン酸ナトリウム、アニオン変性ポリビニルアルコール(PVA)等の水溶性高分子が挙げられる。
染料、顔料としては、木材パルプ(A)の着色に使用されるものと同じものを使用できる。無着色繊維としては、木材パルプやリンターパルプ等の植物繊維、合成パルプ、合成繊維、無機繊維等が挙げられる。ただし、染料および顔料を添加しない場合には、第1の層11に含まれる主材とは異なる色のものを使用する。着色繊維としては、無着色繊維が染料、顔料により着色されたものが挙げられる。
カチオン性凝集剤としては、例えば、硫酸バンド、ポリ塩化アルミニウム、カチオン性PAM、ポリビニルアミン、ポリエチレンイミン等が挙げられる。
アニオン性高分子としてCMCを用いた場合には、フロックの安定性や入手の容易さから、カチオン性凝集剤として硫酸バンドを用いることが好ましい。
【0019】
アニオン性高分子とカチオン性凝集剤の比率は、選択するアニオン性高分子、カチオン性凝集剤の種類によって作用が異なるため一概には言えないが、例えば、アニオン性高分子100質量部に対して、カチオン性凝集剤を10〜50質量部添加すればよい。
【0020】
アニオン性高分子水溶液に添加する染料、顔料、繊維の種類および量は目的とする模様用異物に応じて適宜選択される。例えば、透明感のある着色フロックを得たい場合は染料のみを添加すればよい。不透明な着色フロックを得たい場合には有色顔料を添加するか、白色顔料と染料を添加すればよい。サイズが大きく、かつ抄紙工程のシェアで壊れにくいフロックを得たい場合には、つなぎとして繊維を添加すればよい。
【0021】
主材が着色されている場合には、模様用異物として、白色顔料および/または白色パルプとアニオン性高分子とを含有する白色フロックを用いることが好ましい。主材で得られた下地に白色パルプを含有させると、着色された下地に白色フロックが分散した模様を形成でき、華やかな風合いを得ることができる。
上記白色フロックは、アニオン性高分子の水溶液に白色顔料および/または白色パルプを混合し、得られた混合物を攪拌しながら、カチオン性凝集剤を添加して凝集させることにより得られる。
【0022】
白色フロックに使用する白色顔料としては、例えば、重質炭酸カルシウム、軽質炭酸カルシウム、炭酸マグネシウム、カオリン、硫酸カルシウム、硫酸バリウム、二酸化チタン、酸化亜鉛等が挙げられる。中でも白色度、不透明度が高い二酸化チタンが好ましい。
白色フロックに使用する白色パルプとしては、漂白された木材パルプや非木材パルプ、合成パルプ等が挙げられる。白色パルプの白色度は70%以上であることが好ましく、80%以上であることが好ましい。なかでも、木材パルプのうち、安価で入手も容易であることから、LBKPまたはNBKPが好ましく、繊維長が短く、巨大フロック形成を防止できることから、LBKPがより好ましい。
白色パルプのフリーネスは特に限定されず、例えば、CSFで100〜750mlのものが使用される。
白色顔料と白色パルプの両方を使用する場合には、白色顔料と白色パルプの合計を100質量部とした際に、白色パルプの割合が10〜90質量%であることが好ましい。白色パルプの割合が10質量%以上であれば、白色フロックが破壊されにくくなり、90質量%以下であれば、白色フロックの不透明度を高くできる。
【0023】
また、模様用異物としては、例えば、着色合成繊維、着色パルプ、未晒しパルプ、ノット、綿実殻、紙片、フィルム片、金属箔片等を用いることができる。
【0024】
着色合成繊維としては、着色された合成繊維を5〜20mm程度の長さに切断したものが挙げられる。繊維径としては5〜50μm程度が好適である。合成繊維としては、ナイロン繊維、アクリル繊維、ポリエチレンテレフタレート(PET)繊維等が挙げられるが、汎用的であることから、ナイロン繊維が好ましい。
着色パルプとしては、LBKP、NBKP等を染料で着色したものが挙げられる。
未晒しパルプとしては、LUKP(広葉樹未晒しパルプ)、NUKP(針葉樹未晒しパルプ)等が挙げられる。
【0025】
ノットとしては、パルプ製造工程で生じる未蒸解残渣をレファーナー等で叩解し、スクリーンで選別して長さ1〜10mm程度に調整したものが挙げられる。ノットを混抄した場合には、ひげ状の模様が得られる。
綿実殻としては、綿実から綿を採取した残り殻を水酸化ナトリウム(NaOH)の水溶液等で洗浄して油脂分を除去し、レファーナー等で0.1〜1mm2程度に粉砕したものが挙げられる。綿実殻を混抄した場合には、砂地模様が得られる。
紙片としては、米坪10〜100g/m2程度の紙を歯形で打ち抜いたものや、裁断して細片化したものが挙げられる。紙片の面積としては0.5〜50mm2が好ましい。紙片の面積が0.5mm2以上であれば、装飾性がより高くなり、50mm2以下であれば、脱落を防止できる。
フィルム片としては、着色されたPETフィルム、ポリエチレン(PE)フィルム、ポリプロピレン(PP)フィルム等を歯型で打ち抜いたもの、裁断して細片化したものが挙げられる。フィルム片の厚さは3〜20μmが好ましい。フィルム片の厚さが3μm以上であれば、装飾性がより高くなり、20μm以下であれば、脱落を防止できる。フィルム片の面積は0.5〜50mm2程度が好適である。フィルム片の面積が0.5mm2以上であれば、装飾性がより高くなり、50mm2以下であれば、脱落を防止できる。
金属箔片としては、例えば、厚さ0.2〜0.5μm程度に圧延した真鍮箔、アルミニウム箔等の各種金属箔を回転するバスケットに投入し、遠心力で細片化したものが挙げられる。金属箔片の面積は0.5〜50mm2が好ましい。金属箔片の面積が0.5mm2以上であれば、装飾性がより高くなり、50mm2以下であれば、脱落を防止できる。
【0026】
第1の層11における模様用異物の混合量は、主材100質量部に対して0.1〜15質量部であることが好ましく、0.5〜10質量部であることがより好ましく、1〜5質量部であることが特に好ましい。模様用異物の混合量が0.1質量部以上であれば、通信面の装飾性をより向上させることができ、15質量部以下であれば、第1の層11を容易に形成できる。
【0027】
[第2の層、第3の層]
第2の層12および第3の層13は、木材パルプを主成分とする。本実施形態では、第2の層12および第3の層13は、模様用異物を含有しない。
第2の層12および第3の層13を構成する木材パルプとしては、第1の層11を構成する木材パルプ(A)または後述する第4の層14を構成する木材パルプ(B)と同様のものを使用できる。また、木材パルプ(A)、木材パルプ(B)と異なる組成の木材パルプを使用することもできる。
第2の層12および第3の層13は外側から視認されない層であるから、第1の層11に含まれる主材または後述する第4の層14に含まれる木材パルプ(B)が着色されている場合でも、第2の層12および第3の層13に含まれる木材パルプは着色されていなくてもよい。
【0028】
第2の層12および第3の層13には、第1の層11と同様に、一般に使用される内添薬品として、填料、紙力剤、サイズ剤、消泡剤、滑剤、歩留まり向上剤等が含まれてもよい。
第2の層12および第3の層13についても、内添薬品の配合量については、目的とする紙の品質に応じて薬品毎に適宜選択される。木材パルプの配合量の目安としては、85〜100質量%が好ましい。
【0029】
[第4の層]
第4の層14は、宛名面として使用される露出面14aを有する宛名面側最外層であり、木材パルプ(B)を主成分とし、模様用異物が混合されていない一様な層である。したがって、第4の層14の露出面14aには模様が形成されていない。
第4の層14を構成する木材パルプ(B)としては、木材パルプ(A)と同様のものを使用できる。木材パルプ(B)は第1の層11を構成する木材パルプ(A)と同一の組成であってもよいし、異なる組成であってもよい。
【0030】
第4の層14についても、非木材パルプ、一般に使用される内添薬品として、填料、紙力剤、サイズ剤、消泡剤、滑剤、歩留まり向上剤等が含まれてもよい。
第4の層14についても、内添薬品の配合量については、目的とする紙の品質に応じて薬品毎に適宜選択される。木材パルプの配合量の目安としては、85〜100質量%が好ましい。
【0031】
第4の層14の露出面14aは王研式平滑度が20秒以上であることが好ましい。王研式平滑度が20秒以上であれば、平滑性が高いため、印刷仕上がりが良好になる。平滑度は、100秒以下であることが好ましい。
【0032】
[着色の度合い]
第1の層11および第4の層14を着色し、第1の層11にインク受容層20を設ける場合には、第1の層11を第4の層14よりも濃い目に着色することが好ましい。具体的には、通信面の彩度が宛名面よりも1.5倍以上になるように、第1の層11および第4の層14を着色することが好ましい。インク受容層20を通して第1の層11を見ると、彩度が低下するため、第1の層11を濃い目に着色しておけば、インク受容層20による彩度の低下を充分に補うことができ、通信面の装飾性を充分に得ることができる。また、模様紙1の両面の彩度を略同等にしやすい。
また、第1の層11を濃く着色すると、模様用異物として白色フロックを使用した場合に、白色フロックの視認性が向上し、装飾性がより向上する。
第1の層11を第4の層14よりも濃い目に着色するためには、第4の層14に含まれる木材パルプ(B)として、無着色のパルプまたは木材パルプ(A)よりも薄く着色されたパルプを用いればよい。
【0033】
また、第4の層14が着色される場合には、宛名面の番号読取性を損なわない程度とされることが好ましい。市販の筆記用具やプリンターで記入された郵便番号を確実に読取るためには、宛名面に薄墨で記入したときの郵便番号のPCS値(Print Contrast Signal値)が0.5以上であることが好ましく、0.6以上であることが好ましい。ここで、薄墨とは、一般に弔事用で使用される薄めた墨のことである。薄墨を使用した市販の筆記用具としては、例えば、弔事用筆ペン等が挙げられる。また、PCS値は、コントラストの指標であり、(下地の反射率−郵便番号の反射率)/(下地の反射率)で求められる値である。
上記PCS値にするためには、木材パルプ(B)への染料や顔料の添加量を調整して明度が高く、彩度が低くなるように調整すればよい。
【0034】
[紙層の密度]
紙層10の密度は0.75g/cm3以上であることが好ましい。密度が0.75g/cm3以上であれば、木材パルプ繊維間の結合が高く、オフセット印刷時にピッキングが起こりにくくなる。紙層10の密度は、0.90g/cm3以下であることが好ましい。
【0035】
(インク受容層)
インク受容層20は、微粒子、バインダおよびカチオン性化合物を含有する。
微粒子としては、例えば、コロイダルシリカ、無定形シリカ、酸化チタン、硫酸バリウム、カオリン、クレー、焼成クレー、酸化亜鉛、水酸化アルミニウム、炭酸カルシウム、サチンホワイト、珪酸アルミニウム、アルミナ、コロイダルシリカ、ゼオライト(天然ゼオライト、合成ゼオライト)、セピオライト、スメクタイト、合成スメクタイト、珪酸マグネシウム、炭酸マグネシウム、酸化マグネシウム、珪藻土、スチレン系プラスチックピグメント、ハイドロタルサイト、尿素樹脂系プラスチックピグメント、ベンゾグアナミン系プラスチックピグメント等の透明又は白色の微粒子などが挙げられる。これらは、適宜併用することもできる。
バインダとしては、例えば、ポリビニルアルコール(PVA)、カチオン変性PVA、シリル変性PVA等の変性PVAなどのPVA類、ポリビニルアセタール、ポリエチレンイミン、ポリビニルピロリドン、ポリアクリルアミドなどが挙げられる。
カチオン性化合物としては、例えば、1)ポリエチレンポリアミンやポリプロピレンポリアミンなどのポリアルキレンポリアミン類またはその誘導体、2)第2級アミノ基、第3級アミノ基や第4級アンモニウム基を有するアクリル重合体、3)ポリビニルアミンおよびポリビニルアミジン類、4)ジシアンジアミド・ホルマリン共重合体に代表されるジシアン系カチオン性化合物、5)ジシアンジアミド・ポリエチレンアミン共重合体に代表されるポリアミン系カチオン性化合物、6)エピクロルヒドリン・ジメチルアミン共重合体、7)ジアリルジメチルアンモニウム−SO2重縮合体、8)ジアリルアミン塩・SO2重縮合体、9)ジアリルジメチルアンモニウムクロライド重合体、10)ジアリルジメチルアンモニウムクロライド−アクリルアミド共重合体、11)アリルアミン塩の共重合体、12)ジアルキルアミノエチル(メタ)アクリレート4級塩共重合体、13)アクリルアミド・ジアリルアミン共重合体、14)5員環アミジン構造を有するカチオン性樹脂等の公知のカチオン性化合物等が例示される。これらは、適宜併用することもできる。
インク受容層20は、第1の層11の露出面11aの視認性を確保するために、透明性が高いことが好ましい。
【0036】
(作用効果)
上記模様紙1では、紙層10を用いることにより、通信面となる露出面11aに模様用異物を配置すると共に、宛名面となる露出面14aに模様用異物を配置しないようにしている。これにより、通信面の装飾性を高めているにもかかわらず、宛名面には、通常の葉書用紙と同様にオフセット印刷することができる。しかも、宛名面においては、記入された郵便番号の読み取りにエラーが生じにくく、番号読取性に優れる。
また、通信面の装飾性が高くされているため、通信面に設けられたインク受容層20を通して見ても、通信面に形成された模様を充分に視認できる。
【0037】
<模様紙の製造方法>
上記模様紙1は、多層抄紙により紙層10を作製する抄紙工程と、その紙層10にインク受容層20を設けるインク受容層形成工程とを有して製造される。
【0038】
(抄紙工程)
抄紙工程において使用する抄紙機としては、4層の抄き合わせが可能であれば特に形式は限定されず、長網マシン、短網マシン、円網マシン、傾斜ワイヤーマシン等、公知の抄紙機を適用できる。また、これらの中から複数を組合せたもの(例えば短網/円網コンビネーション等)でも構わない。
【0039】
抄紙の際、第1の層11を形成するパルプスラリーとしては、木材パルプ(A)を主成分とする主スラリーに、該主スラリーの固形分と異なる色または光沢を呈する模様用異物を分散混合させたパルプスラリーを用いる。
第4の層14を形成するパルプスラリーとしては、木材パルプ(B)を主成分とし、模様用異物が混合されていない均質なパルプスラリーを用いる。
本実施形態では、第2の層12を形成するパルプスラリー、第3の層13を形成するパルプスラリーは、木材パルプ(A)、木材パルプ(B)またはその他の組成の木材パルプを主成分とし、模様用異物が混合されていないパルプスラリーを用いる。
各パルプスラリーには、必要に応じて、非木材パルプや、填料、紙力剤、サイズ剤、消泡剤、滑剤、歩留まり向上剤等の助剤を添加しても構わない。
【0040】
第1の層11を形成するパルプスラリーにおいて、木材パルプ(A)を着色する場合には、木材パルプ(A)の着色を模様用異物の混合前で、できるだけ上流の工程で行うことが好ましい。また、あらかじめ着色されたパルプシートを再離解して、着色された木材パルプを得てもよい。
第4の層14を形成するパルプスラリーにおいて、木材パルプ(B)を着色する際も同様である。
【0041】
抄紙工程では、紙層10にならなかった木材パルプ(A)または木材パルプ(B)を含むウェットブロークやドライブロークが発生する。そのウェットブロークおよびドライブロークは第1の層11、第2の層12および第3の層13を形成するパルプスラリーに混合して再利用することができる。模様用異物の数やサイズの安定性低下を防止する点では、第2の層12および第3の層13を形成するパルプスラリーに混合することが好ましい。
【0042】
抄紙により得た紙層10には、オフセット印刷適性をより向上できることから、少なくとも、宛名面になる第4の層14の露出面14aに、表面紙力剤を含有する処理液を塗工することが好ましい。表面紙力剤としては、ポリビニルアルコール(PVA)、澱粉、ポリアクリルアミド(PAM)、スチレンブタジエンゴム(SBR)ラテックス等が挙げられる。
表面紙力剤を含有する処理液には、表面サイズ剤、消泡剤、滑剤等の助剤が含まれてもよい。
【0043】
表面紙力剤を含有する処理液を塗工する方法としては、例えば、サイズプレスコーター、ゲートロールコーター、エアーナイフコーター、バーコーター、ブレードコーター、カーテンコーター、ダイコーター、キスコーター、スプレーコーター等の公知の塗工方式が挙げられる。塗工は、抄紙機の下流側に一連に設置された塗工機(オンマシンコーター)でまたは抄紙機とは別に設置された塗工機(オフマシンコーター)のいずれで行っても構わない。
【0044】
(インク受容層形成工程)
インク受容層を設けるためには、微粒子とバインダとカチオン性化合物と水とを含有するインク受容層形成用塗工液を紙層10の第1の層11に塗工すればよい。
塗工方法としては、例えば、エアーナイフコーター、ロールコーター、バーコーター、ブレードコーター、カーテンコーター、ダイコーター、キャストコーター等、公知の塗工方式にて塗工する方法が挙げられる。
インク受容層形成用塗工液の塗工量(乾燥塗工量)は、好ましくは1〜10g/m2、さらに好ましくは3〜7g/m2である。塗工量が1g/m2以上であれば、インクジェット印刷適性がより向上し、10g/m2以下であれば、低コストになる。
【0045】
インク受容層形成後、抄紙機または塗工機の下流側に一連に設置されたカレンダー装置(オンマシンカレンダー)でカレンダー処理して、密度、平滑度を調整してもよい。あるいは、抄紙機または塗工機とは別に設置されたカレンダー装置(オフマシンカレンダー)でカレンダー処理してもよい。
【0046】
(作用効果)
多層抄紙する上記製造方法では、模様用異物を混抄した第1の層11を形成することにより、通信面の装飾性を向上させることができる。また、模様用異物を混抄しない第4の層14を形成することにより、宛名面のオフセット印刷適性および番号読取性を向上させることができる。
また、通信面の装飾性を向上させているため、通信面に設けたインク受容層20を通して見ても、通信面に形成された模様を充分に視認できる。
【0047】
<他の実施形態>
なお、本発明は、上記実施形態に限定されない。
例えば、上記実施形態では、第2の層12および第3の層13に模様用異物を含有させなかったが、模様用異物を含有しても構わない。ただし、第2の層12および第3の層13に含まれる模様用異物は外側から視認されない。
また、紙層10は4層でなくてもよく、2層であってもよいし、3層であってもよいし、5層以上であってもよい。
また、模様紙1はインク受容層20を有していなくてもよい。
【実施例】
【0048】
以下に、実施例を挙げて本発明をより具体的に説明するが、もちろん本発明はこれらによって限定されるものではない。なお、実施例において配合、濃度等を示す数値はいずれも固形分または有効成分の質量基準の数値である。すなわち、「%」は「質量%」、「部」は「質量部」を意味する。
【0049】
<模様用異物の作製>
実施例および比較例で使用した模様用異物の作製方法を示す。
(作製例1)
LBKPの未蒸解残渣を水に分散し、ダブルディスクレファーナーで叩解後、スリット幅0.35mmのフラットスクリーン通過分を採取して、ノットからなる模様用異物を得た。
【0050】
(作製例2)
水392kgにCMC(CMCダイセル1153/ダイセル化学工業株式会社製)8kgを投入し、攪拌して溶解させてCMC溶液を得た。また、水390kgにLBKP(白色度85%、フリーネス590mlCSF)10kgを投入し、離解してLBKPスラリーを得た。また、水15kgに二酸化チタン5kgを投入し、攪拌して二酸化チタンスラリーを得た。このCMC溶液400kg、LBKPスラリー400kg、二酸化チタンスラリー20kgを混合し、攪拌しながら、濃度8%(Al2O3換算として)の硫酸バンド液15Lを添加して凝集させ、穴径3mmφの丸穴スクリーン通過分を採取して、白色フロックからなる模様用異物を得た。
【0051】
(作製例3)
水392kgにCMC(CMCダイセル1153/ダイセル化学工業株式会社製)8kgを投入し、攪拌して溶解させてCMC溶液を得た。また、水390kgにLBKP(白色度85%、フリーネス590mlCSF)10kgを投入し、離解してLBKPスラリーを得た。このCMC溶液400kg、LBKPスラリー400kgを混合し、攪拌しながら、対絶乾パルプ100部に対して染料としてバイオレットBBN、スカーレット4BS、イエローAをそれぞれ0.026部、0.006部、0.0094部を添加し、さらに濃度8%(Al2O3換算として)の硫酸バンド液15Lを添加して凝集させ、穴径3mmφの丸穴スクリーン通過分を採取して、着色フロックからなる模様用異物を得た。
【0052】
<パルプスラリーの調成>
次に、実施例および比較例で使用した紙料の調成方法を示す。
(調成例1)
LBKP(白色度85%、フリーネス590mlCSF)を水に投入して離解し、叩解して、フリーネス400mlCSFのパルプスラリーAを得た。
【0053】
(調成例2)
上記パルプスラリーAに、対絶乾パルプ100部に対して、染料としてバイオレットBBN(ランクセス株式会社製)、スカーレット4BS(東亜化成株式会社製)、イエローA(東亜化成株式会社製)をそれぞれ0.026部、0.006部、0.0094部添加した。また、紙力剤としてポリストロン1250(両性PAM/荒川化学工業製)を0.5部、サイズ剤としてサイズパインN−111(ロジンエマルションサイズ剤/荒川化学工業製)を0.25部、填料としてタルクを6部添加し、さらに硫酸バンドを0.16部(Al2O3換算として)添加して、パルプスラリーBを得た。
【0054】
(調成例3)
染料(バイオレットBBN、スカーレット4BS、イエローA)添加量をそれぞれ0.013部、0.003部、0.0047部とした以外は、調成例2と同様にしてパルプスラリーCを得た。
【0055】
(調成例4)
染料(バイオレットBBN、スカーレット4BS、イエローA)添加量をそれぞれ0.04部、0.009部、0.014部とした以外は、調成例2と同様にしてパルプスラリーDを得た。
【0056】
(調成例5)
パルプスラリーBの固形分100部に対して、作製例1で得たノットからなる模様用異物を0.5部添加して、パルプスラリーEを得た。
【0057】
(調成例6)
パルプスラリーBの固形分100部に対して、作製例2で得た白色フロックからなる模様用異物を5部添加して、パルプスラリーFを得た。
【0058】
(調成例7)
パルプスラリーAの固形分100部に対して、作製例3で得た着色フロックからなる模様用異物を5部添加して、パルプスラリーGを得た。
【0059】
(調成例8)
パルプスラリーDの固形分100部に対して、作製例2で得た白色フロックからなる模様用異物を5部添加して、パルプスラリーHを得た。
【0060】
(調成例9)
パルプスラリーCの固形分100部に対して、作製例2で得た白色フロックからなる模様用異物を5部添加して、パルプスラリーIを得た。
【0061】
なお、各パルプスラリーの彩度は、パルプスラリーD,パルプスラリーH>パルプスラリーB,パルプスラリーE,パルプスラリーF>パルプスラリーC,パルプスラリーI>パルプスラリーA,パルプスラリーG(非染色)の順になっている。
【0062】
<模様紙の製造>
(実施例1)
1層目の原料としてパルプスラリーEを使用し、2〜4層目の原料としてパルプスラリーBを使用して、各層の米坪が均等となるように円網多層抄紙機を用いて4層抄き合わせで抄紙した。抄紙に際してはPVA(デンカポバールK−17FE/電気化学工業株式会社製)を乾燥後の付着量が両面で1.0g/m2となるようにサイズプレスし、オンマシンカレンダーで処理した。これにより、米坪が190g/m2、密度が0.83g/cm3の模様紙を得た。この模様紙の4層目側を宛名面として評価した。
【0063】
(実施例2)
1層目の原料としてパルプスラリーEの代わりにパルプスラリーFを用いた以外は、実施例1と同様にして模様紙を得た。この模様紙の4層目側を宛名面として評価した。
【0064】
(実施例3)
1層目の原料としてパルプスラリーGを使用し、2〜4層目の原料としてパルプスラリーBの代わりにパルプスラリーAを使用した以外は、実施例1と同様にして模様紙を得た。この模様紙の4層目側を宛名面として評価した。
【0065】
(実施例4)
1層目の原料としてパルプスラリーHを使用し、2層目の原料としてパルプスラリーBの代わりにパルプスラリーDを使用した以外は、実施例1と同様にして模様紙を得た。この模様紙の4層目側を宛名面として評価した。
【0066】
(実施例5)
3層目および4層目の原料をパルプスラリーCとした以外は、実施例4と同様にして模様紙を得た。この模様紙の4層目側を宛名面として評価した。
【0067】
(比較例1)
パルプスラリーEを、長網単層抄紙機を用いて抄紙した。抄紙に際してはPVA(デンカポバールK−17FE/電気化学工業株式会社製)を乾燥後の付着量が両面で1.0g/m2となるようにサイズプレスし、オンマシンカレンダーで処理した。これにより、米坪が190g/m2、密度が0.83g/cm3の模様紙を得た。この模様紙のワイヤー面側を宛名面として評価した。
【0068】
(比較例2)
パルプスラリーEの代わりにパルプスラリーFを使用した以外は、比較例1と同様にして模様紙を得た。この模様紙のワイヤー面側を宛名面として評価した。
【0069】
(比較例3)
パルプスラリーEの代わりにパルプスラリーHを使用した以外は、比較例1と同様にして模様紙を得た。この模様紙のワイヤー面側を宛名面として評価した。
【0070】
(比較例4)
パルプスラリーEの代わりにパルプスラリーIを使用した以外は、比較例1と同様にして模様紙を得た。この模様紙のワイヤー面側を宛名面として評価した。
【0071】
(比較例5)
1層目および4層目の原料としてパルプスラリーEを使用し、2層目および3層目の原料としてパルプスラリーBを使用した以外は、実施例1と同様にして模様紙を得た。この模様紙の4層目側を宛名面として評価した。
【0072】
<評価>
各実施例および各比較例の模様紙について、JIS P8111に準じて調湿した後、宛名面を印刷強度、宛名面の番号読み取り性、通信面の模様の視認性を以下のように評価した。評価結果を表1,2に示す。
【0073】
(宛名面の印刷強度)
RIテスター(石川島産業機械製)を使用して、宛名面に印刷インキ(T&K/TOKA株式会社製)1.5ccをベタ刷りし、下記の基準で印刷強度を目視評価した。
◎:ピッキングが全くない。
○:ピッキングが僅かにあるが、実用上問題ない。
△:ピッキングがあり、汎用性に劣る。
×:ピッキングが多く、実用上問題がある。
【0074】
(宛名面の番号読取性)
市販の弔事用筆ペン(ぺんてる筆うす墨XFL3L/ぺんてる株式会社製)を用い、宛名面に通常の筆圧で数字の「1」を任意の5箇所に記入した。次に、Aフィルターを取り付けたプリントコントラストメーター(MR−12/サカタインクスエンジニアリング社製)を用い、記入した数字部分の反射率R1およびその数字部分直近の下地部分(模様用異物を含む場合には模様用異物のない部分)の反射率R0を測定した。測定は5箇所全てで行い、下記式によりそれぞれのPCS値を算出し、その平均値を求めた。PCR値が大きいほど番号読取性に優れる。
PCS値=(R0−R1)÷R0
【0075】
(通信面の模様の視認性)
通信面の模様の視認性について、下記基準で目視評価した。
○:良好である。
△:やや不良である。
×:不良である。
【0076】
【表1】

【0077】
【表2】
【0078】
通信面側の最外層のみに模様用異物を含有させた紙層からなる実施例1〜5の模様紙は、通信面の模様視認性に優れ、装飾性が高い上に、宛名面のオフセット印刷適性および番号読取性が良好であった。
模様用異物を含む一層の紙からなる比較例1〜4の模様紙は、宛名面の印刷強度が低かった。比較例3では、着色の彩度を上げたため通信面の模様視認性は良好であったが、宛名面の番号読取性が低かった。比較例4では、着色の彩度を抑えたため、宛名面の番号読取性は良好であったが、通信面の模様視認性が低かった。
両側の最外層に模様用異物を含有させた紙層からなる比較例5の模様紙では、宛名面の印刷強度が低かった。
【符号の説明】
【0079】
1 模様紙
10 紙層
11 第1の層(通信面側最外層)
11a 露出面
12 第2の層
13 第3の層
14 第4の層(宛名面側最外層)
14a 露出面
20 インク受容層
【技術分野】
【0001】
本発明は、通信面に模様が形成された葉書用の模様紙およびその製造方法に関する。
【背景技術】
【0002】
近年、郵政葉書(官製葉書)のバリエーションが増加し、薄く着色されたいろどり年賀等が発売され、例えば、平成22年用の年賀はがきでは着色のみならず、白色フロックを混抄して模様を施した模様紙も採用されている。今後も装飾性を付与した葉書が増加すると考えられる。
【0003】
異物を混抄して模様紙を作製することは従来から広く知られており、例えば、あらかじめ着色した繊維を紙料に混合して抄紙する方法は「毛染め」と呼ばれ、古くから知られている。また、着色繊維以外の模様用異物(着色フロックやノット粕、綿実殻、着色した水溶性高分子塊等)を混抄した模様紙も知られている(例えば、特許文献1〜3参照)。これら模様紙は模様用異物と下地の色とを組合せることで多数のバリエーションを作り出すことができる。さらには、異物が不規則に散らばって模様を形成するため、印刷による模様とは異なり、一つとして同じ模様にならない。そのため、世に一つしかないオリジナルの模様紙を得ることができる。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開昭63−219698号公報
【特許文献2】特開昭63−295798号公報
【特許文献3】特開平10−183489号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、郵政葉書用紙としては、宛名面に料額印面等のオフセット印刷を行うため、少なくとも片面にはオフセット印刷適性が求められる。ところが、特許文献1〜3に記載されているような、模様用異物により模様を形成した模様紙は、オフセット印刷時に異物の部分でピッキングが発生しやすいため、郵政葉書のように大量印刷が必要な用途には不向きであった。
【0006】
また、郵政葉書は大量仕分けを行うため、番号読取機により、記入された郵便番号を読取るが、番号読取りは下地と郵便番号との反射率の差を利用しているため、葉書の色が濃くなると読み取れなくなるおそれがあった。また、下地と模様のコントラストが大きいと、模様を読取ってしまいエラーが発生するおそれがあった。これらのことから、葉書の色や模様の選択肢が制限されるという問題を有していた。
【0007】
宛名面のオフセット印刷適性および番号読取性を向上させるためには、模様用異物の含有量を減らせばよいが、その場合には、通信面の装飾性が不充分になった。
しかも、近年、家庭用インクジェットプリンターの普及に伴い、インクジェット適性を付与した葉書が求められており、特に年賀状では通信面にインク受容層を設けた葉書が主流となっている。しかし、通信面にインク受容層を設けると通信面の色や模様の視認性が低下し、例えば、市販のいろどり年賀葉書では通信面の彩度が宛名面より5〜25%程度低くなった。したがって、通信面には、インク受容層の形成による彩度の低下を見越して、充分に高い彩度を持たせておく必要があった。
【0008】
本発明の課題は、通信面の装飾性、宛名面のオフセット印刷適性および番号読取性を全て兼ね備えた葉書用模様紙およびその製造方法を提供することにある。
【課題を解決するための手段】
【0009】
本発明は、以下の構成を有する。
[1]通信面として使用される露出面を有する通信面側最外層と、宛名面として使用される露出面を有する宛名面側最外層とを備える紙層を具備する葉書用模様紙であって、
通信面側最外層は、木材パルプ(A)を主成分とする主材と、該主材中に分散混合されて、該主材と異なる色または光沢を呈する模様用異物とからなる層であり、
宛名面側最外層は、木材パルプ(B)を主成分とし、前記模様用異物が混合されていない一様な層であることを特徴とする葉書用模様紙。
[2]模様用異物は、染料、顔料、繊維からなる群から選ばれる1種以上とアニオン性高分子とを含有するフロックである[1]に記載の葉書用模様紙。
[3]模様用異物は、白色顔料および/または白色パルプとアニオン性高分子とを含有する白色フロックである[1]に記載の葉書用模様紙。
[4]木材パルプ(A)が着色され、木材パルプ(B)が無着色または前記木材パルプ(A)よりも薄く着色されている[1]〜[3]のいずれかに記載の葉書用模様紙。
[5]紙層の通信面側最外層の露出面にインク受容層が設けられている[1]〜[4]のいずれかに記載の葉書用模様紙。
[6]多層抄紙により、通信面として使用される露出面を有する通信面側最外層と、宛名面として使用される露出面を有する宛名面側最外層とを備える紙層を作製する抄紙工程を有する葉書用模様紙の製造方法であって、
抄紙工程では、通信面側最外層を形成する際に、木材パルプ(A)を主成分とする主スラリーに、該主スラリーの固形分と異なる色または光沢を呈する模様用異物を分散混合させた通信面側最外層形成用パルプスラリーを用い、
宛名面側最外層を形成する際に、木材パルプ(B)を主成分とし、前記模様用異物が混合されていない均質な宛名面側形成用パルプスラリーを用いることを特徴とする葉書用模様紙の製造方法。
[7]模様用異物が、アニオン性高分子水溶液に染料、顔料、繊維からなる群から選ばれる1種以上を混合した混合液にカチオン性凝集剤を添加し、凝集させて得たフロックである[6]に記載の葉書用模様紙の製造方法。
[8]模様用異物が、アニオン性高分子水溶液に白色顔料および/または白色パルプを混合した混合液にカチオン性凝集剤を混合し、凝集させて得た白色フロックである[6]に記載の葉書用模様紙の製造方法。
[9]木材パルプ(A)として、あらかじめ着色したものを用い、木材パルプ(B)として、無着色のものまたは前記木材パルプ(A)よりも薄く着色したものを用いる[6]〜[8]のいずれかに記載の葉書用模様紙の製造方法。
[10]紙層の通信面側最外層の露出面にインク受容層を設けるインク受容層形成工程を有する[6]〜[9]のいずれかに記載の葉書用模様紙の製造方法。
【発明の効果】
【0010】
本発明の葉書用模様紙は、通信面の装飾性、宛名面のオフセット印刷適性、番号読取性を全て兼ね備えたものである。
【図面の簡単な説明】
【0011】
【図1】本発明の葉書用模様紙の一実施形態を示す断面図である。
【発明を実施するための形態】
【0012】
<葉書用模様紙>
本発明の葉書用模様紙(以下、「模様紙」と略す。)の一実施形態について説明する。
図1に示すように、本実施形態の模様紙1は、第1の層11、第2の層12、第3の層13および第4の層14からなる紙層10と、第1の層11の露出面11aに設けられたインク受容層20とを備える。
【0013】
(紙層)
[第1の層]
第1の層11は、通信面として使用される露出面を有する通信面側最外層であり、木材パルプ(A)を主成分とする主材と、主材に分散混合された模様用異物とからなる層である。本明細書において、「主成分」とは、全固形分に対する割合が50質量%以上のことである。また、本明細書において、「分散混合」とは、模様用異物の存在する部分と存在しない部分とを目視により判別できる程度に分散した状態で混合されていることを意味する。
第1の層11の露出面11aには、主材に分散混合された模様用異物によって模様が形成されている。
第1の層11において、模様用異物は主材に均一に分散混合されていてもよいし、不均一に分散混合されていてもよい。
【0014】
主材に含まれる木材パルプ(A)としては、LBKP(広葉樹晒しクラフトパルプ)、NBKP(針葉樹晒しクラフトパルプ)、機械パルプ、古紙パルプ等が挙げられる。これらは1種を単独でまたは2種以上を適宜組合せて使用できる。
木材パルプ(A)のフリーネスはCSF(カナディアンスタンダードフリーネス)で300〜500mLの範囲のものが好ましい。CSFが300mL未満で低くなるほど、濾水性が低下し、抄紙時の生産性が低下する傾向にある。また、通気性も低下するため模様紙製品とした際にフクレの原因となることがある。一方、CSFが500mlを超えて高くなるほど、繊維間結合が弱くなり、紙製品での表面強度が低下する傾向にある。このような理由から、CSFは300〜500mlが好適である。
【0015】
主材には、木材パルプ(A)以外の成分が含まれてもよい。木材パルプ(A)以外の成分としては、例えば、非木材パルプや一般に使用される内添薬品として、填料、紙力剤、サイズ剤、消泡剤、滑剤、歩留まり向上剤などが挙げられる。
内添薬品の配合量については、目的とする紙の品質に応じて薬品毎に適宜選択される。木材パルプの配合量の目安としては、70〜95質量%が好ましい。
【0016】
主材は着色されていてもよい。主材の着色方法としては、例えば、染料、顔料、定着剤等を適宜選択し、木材パルプ(A)に添加して着色すればよい。
染料としては、各種の直接染料、塩基性染料、酸性染料、分散染料、カチオン染料等が挙げられる。顔料としては、各種天然鉱物顔料、合成無機顔料等の無機顔料、アゾ系顔料、多環式顔料、レーキ顔料等の有機顔料等が挙げられる。定着剤としては、硫酸バンド、ポリビニルアミン等のカチオン性定着剤等が挙げられる。
【0017】
模様用異物は、上記主材と異なる色または光沢を呈する粒子状物または繊維状物である。
模様用異物としては、風合いの優れた模様紙が得られることから、染料、顔料、繊維からなる群から選ばれる1種以上とアニオン性高分子とを含有するフロックが好ましい。
上記フロックは、アニオン性高分子の水溶液に染料、顔料、繊維からなる群から選ばれる1種以上を混合し、得られた混合物を攪拌しながら、カチオン性凝集剤を添加して凝集させることにより得られる。
フロックの面積は0.5〜50mm2が好ましい。フロックの面積が0.5mm2未満であると、視認性が低下する傾向にあり、50mm2を超えると、脱落するおそれがある。
【0018】
アニオン性高分子としては、例えば、カルボキシメチルセルロース(以下、「CMC」と表記する。)等のアニオン性セルロース誘導体、酸化澱粉、リン酸エステル化澱粉等のアニオン性澱粉誘導体、アニオン性ポリアクリルアミド(PAM)、ポリアクリル酸ナトリウム、アルギン酸ナトリウム、アニオン変性ポリビニルアルコール(PVA)等の水溶性高分子が挙げられる。
染料、顔料としては、木材パルプ(A)の着色に使用されるものと同じものを使用できる。無着色繊維としては、木材パルプやリンターパルプ等の植物繊維、合成パルプ、合成繊維、無機繊維等が挙げられる。ただし、染料および顔料を添加しない場合には、第1の層11に含まれる主材とは異なる色のものを使用する。着色繊維としては、無着色繊維が染料、顔料により着色されたものが挙げられる。
カチオン性凝集剤としては、例えば、硫酸バンド、ポリ塩化アルミニウム、カチオン性PAM、ポリビニルアミン、ポリエチレンイミン等が挙げられる。
アニオン性高分子としてCMCを用いた場合には、フロックの安定性や入手の容易さから、カチオン性凝集剤として硫酸バンドを用いることが好ましい。
【0019】
アニオン性高分子とカチオン性凝集剤の比率は、選択するアニオン性高分子、カチオン性凝集剤の種類によって作用が異なるため一概には言えないが、例えば、アニオン性高分子100質量部に対して、カチオン性凝集剤を10〜50質量部添加すればよい。
【0020】
アニオン性高分子水溶液に添加する染料、顔料、繊維の種類および量は目的とする模様用異物に応じて適宜選択される。例えば、透明感のある着色フロックを得たい場合は染料のみを添加すればよい。不透明な着色フロックを得たい場合には有色顔料を添加するか、白色顔料と染料を添加すればよい。サイズが大きく、かつ抄紙工程のシェアで壊れにくいフロックを得たい場合には、つなぎとして繊維を添加すればよい。
【0021】
主材が着色されている場合には、模様用異物として、白色顔料および/または白色パルプとアニオン性高分子とを含有する白色フロックを用いることが好ましい。主材で得られた下地に白色パルプを含有させると、着色された下地に白色フロックが分散した模様を形成でき、華やかな風合いを得ることができる。
上記白色フロックは、アニオン性高分子の水溶液に白色顔料および/または白色パルプを混合し、得られた混合物を攪拌しながら、カチオン性凝集剤を添加して凝集させることにより得られる。
【0022】
白色フロックに使用する白色顔料としては、例えば、重質炭酸カルシウム、軽質炭酸カルシウム、炭酸マグネシウム、カオリン、硫酸カルシウム、硫酸バリウム、二酸化チタン、酸化亜鉛等が挙げられる。中でも白色度、不透明度が高い二酸化チタンが好ましい。
白色フロックに使用する白色パルプとしては、漂白された木材パルプや非木材パルプ、合成パルプ等が挙げられる。白色パルプの白色度は70%以上であることが好ましく、80%以上であることが好ましい。なかでも、木材パルプのうち、安価で入手も容易であることから、LBKPまたはNBKPが好ましく、繊維長が短く、巨大フロック形成を防止できることから、LBKPがより好ましい。
白色パルプのフリーネスは特に限定されず、例えば、CSFで100〜750mlのものが使用される。
白色顔料と白色パルプの両方を使用する場合には、白色顔料と白色パルプの合計を100質量部とした際に、白色パルプの割合が10〜90質量%であることが好ましい。白色パルプの割合が10質量%以上であれば、白色フロックが破壊されにくくなり、90質量%以下であれば、白色フロックの不透明度を高くできる。
【0023】
また、模様用異物としては、例えば、着色合成繊維、着色パルプ、未晒しパルプ、ノット、綿実殻、紙片、フィルム片、金属箔片等を用いることができる。
【0024】
着色合成繊維としては、着色された合成繊維を5〜20mm程度の長さに切断したものが挙げられる。繊維径としては5〜50μm程度が好適である。合成繊維としては、ナイロン繊維、アクリル繊維、ポリエチレンテレフタレート(PET)繊維等が挙げられるが、汎用的であることから、ナイロン繊維が好ましい。
着色パルプとしては、LBKP、NBKP等を染料で着色したものが挙げられる。
未晒しパルプとしては、LUKP(広葉樹未晒しパルプ)、NUKP(針葉樹未晒しパルプ)等が挙げられる。
【0025】
ノットとしては、パルプ製造工程で生じる未蒸解残渣をレファーナー等で叩解し、スクリーンで選別して長さ1〜10mm程度に調整したものが挙げられる。ノットを混抄した場合には、ひげ状の模様が得られる。
綿実殻としては、綿実から綿を採取した残り殻を水酸化ナトリウム(NaOH)の水溶液等で洗浄して油脂分を除去し、レファーナー等で0.1〜1mm2程度に粉砕したものが挙げられる。綿実殻を混抄した場合には、砂地模様が得られる。
紙片としては、米坪10〜100g/m2程度の紙を歯形で打ち抜いたものや、裁断して細片化したものが挙げられる。紙片の面積としては0.5〜50mm2が好ましい。紙片の面積が0.5mm2以上であれば、装飾性がより高くなり、50mm2以下であれば、脱落を防止できる。
フィルム片としては、着色されたPETフィルム、ポリエチレン(PE)フィルム、ポリプロピレン(PP)フィルム等を歯型で打ち抜いたもの、裁断して細片化したものが挙げられる。フィルム片の厚さは3〜20μmが好ましい。フィルム片の厚さが3μm以上であれば、装飾性がより高くなり、20μm以下であれば、脱落を防止できる。フィルム片の面積は0.5〜50mm2程度が好適である。フィルム片の面積が0.5mm2以上であれば、装飾性がより高くなり、50mm2以下であれば、脱落を防止できる。
金属箔片としては、例えば、厚さ0.2〜0.5μm程度に圧延した真鍮箔、アルミニウム箔等の各種金属箔を回転するバスケットに投入し、遠心力で細片化したものが挙げられる。金属箔片の面積は0.5〜50mm2が好ましい。金属箔片の面積が0.5mm2以上であれば、装飾性がより高くなり、50mm2以下であれば、脱落を防止できる。
【0026】
第1の層11における模様用異物の混合量は、主材100質量部に対して0.1〜15質量部であることが好ましく、0.5〜10質量部であることがより好ましく、1〜5質量部であることが特に好ましい。模様用異物の混合量が0.1質量部以上であれば、通信面の装飾性をより向上させることができ、15質量部以下であれば、第1の層11を容易に形成できる。
【0027】
[第2の層、第3の層]
第2の層12および第3の層13は、木材パルプを主成分とする。本実施形態では、第2の層12および第3の層13は、模様用異物を含有しない。
第2の層12および第3の層13を構成する木材パルプとしては、第1の層11を構成する木材パルプ(A)または後述する第4の層14を構成する木材パルプ(B)と同様のものを使用できる。また、木材パルプ(A)、木材パルプ(B)と異なる組成の木材パルプを使用することもできる。
第2の層12および第3の層13は外側から視認されない層であるから、第1の層11に含まれる主材または後述する第4の層14に含まれる木材パルプ(B)が着色されている場合でも、第2の層12および第3の層13に含まれる木材パルプは着色されていなくてもよい。
【0028】
第2の層12および第3の層13には、第1の層11と同様に、一般に使用される内添薬品として、填料、紙力剤、サイズ剤、消泡剤、滑剤、歩留まり向上剤等が含まれてもよい。
第2の層12および第3の層13についても、内添薬品の配合量については、目的とする紙の品質に応じて薬品毎に適宜選択される。木材パルプの配合量の目安としては、85〜100質量%が好ましい。
【0029】
[第4の層]
第4の層14は、宛名面として使用される露出面14aを有する宛名面側最外層であり、木材パルプ(B)を主成分とし、模様用異物が混合されていない一様な層である。したがって、第4の層14の露出面14aには模様が形成されていない。
第4の層14を構成する木材パルプ(B)としては、木材パルプ(A)と同様のものを使用できる。木材パルプ(B)は第1の層11を構成する木材パルプ(A)と同一の組成であってもよいし、異なる組成であってもよい。
【0030】
第4の層14についても、非木材パルプ、一般に使用される内添薬品として、填料、紙力剤、サイズ剤、消泡剤、滑剤、歩留まり向上剤等が含まれてもよい。
第4の層14についても、内添薬品の配合量については、目的とする紙の品質に応じて薬品毎に適宜選択される。木材パルプの配合量の目安としては、85〜100質量%が好ましい。
【0031】
第4の層14の露出面14aは王研式平滑度が20秒以上であることが好ましい。王研式平滑度が20秒以上であれば、平滑性が高いため、印刷仕上がりが良好になる。平滑度は、100秒以下であることが好ましい。
【0032】
[着色の度合い]
第1の層11および第4の層14を着色し、第1の層11にインク受容層20を設ける場合には、第1の層11を第4の層14よりも濃い目に着色することが好ましい。具体的には、通信面の彩度が宛名面よりも1.5倍以上になるように、第1の層11および第4の層14を着色することが好ましい。インク受容層20を通して第1の層11を見ると、彩度が低下するため、第1の層11を濃い目に着色しておけば、インク受容層20による彩度の低下を充分に補うことができ、通信面の装飾性を充分に得ることができる。また、模様紙1の両面の彩度を略同等にしやすい。
また、第1の層11を濃く着色すると、模様用異物として白色フロックを使用した場合に、白色フロックの視認性が向上し、装飾性がより向上する。
第1の層11を第4の層14よりも濃い目に着色するためには、第4の層14に含まれる木材パルプ(B)として、無着色のパルプまたは木材パルプ(A)よりも薄く着色されたパルプを用いればよい。
【0033】
また、第4の層14が着色される場合には、宛名面の番号読取性を損なわない程度とされることが好ましい。市販の筆記用具やプリンターで記入された郵便番号を確実に読取るためには、宛名面に薄墨で記入したときの郵便番号のPCS値(Print Contrast Signal値)が0.5以上であることが好ましく、0.6以上であることが好ましい。ここで、薄墨とは、一般に弔事用で使用される薄めた墨のことである。薄墨を使用した市販の筆記用具としては、例えば、弔事用筆ペン等が挙げられる。また、PCS値は、コントラストの指標であり、(下地の反射率−郵便番号の反射率)/(下地の反射率)で求められる値である。
上記PCS値にするためには、木材パルプ(B)への染料や顔料の添加量を調整して明度が高く、彩度が低くなるように調整すればよい。
【0034】
[紙層の密度]
紙層10の密度は0.75g/cm3以上であることが好ましい。密度が0.75g/cm3以上であれば、木材パルプ繊維間の結合が高く、オフセット印刷時にピッキングが起こりにくくなる。紙層10の密度は、0.90g/cm3以下であることが好ましい。
【0035】
(インク受容層)
インク受容層20は、微粒子、バインダおよびカチオン性化合物を含有する。
微粒子としては、例えば、コロイダルシリカ、無定形シリカ、酸化チタン、硫酸バリウム、カオリン、クレー、焼成クレー、酸化亜鉛、水酸化アルミニウム、炭酸カルシウム、サチンホワイト、珪酸アルミニウム、アルミナ、コロイダルシリカ、ゼオライト(天然ゼオライト、合成ゼオライト)、セピオライト、スメクタイト、合成スメクタイト、珪酸マグネシウム、炭酸マグネシウム、酸化マグネシウム、珪藻土、スチレン系プラスチックピグメント、ハイドロタルサイト、尿素樹脂系プラスチックピグメント、ベンゾグアナミン系プラスチックピグメント等の透明又は白色の微粒子などが挙げられる。これらは、適宜併用することもできる。
バインダとしては、例えば、ポリビニルアルコール(PVA)、カチオン変性PVA、シリル変性PVA等の変性PVAなどのPVA類、ポリビニルアセタール、ポリエチレンイミン、ポリビニルピロリドン、ポリアクリルアミドなどが挙げられる。
カチオン性化合物としては、例えば、1)ポリエチレンポリアミンやポリプロピレンポリアミンなどのポリアルキレンポリアミン類またはその誘導体、2)第2級アミノ基、第3級アミノ基や第4級アンモニウム基を有するアクリル重合体、3)ポリビニルアミンおよびポリビニルアミジン類、4)ジシアンジアミド・ホルマリン共重合体に代表されるジシアン系カチオン性化合物、5)ジシアンジアミド・ポリエチレンアミン共重合体に代表されるポリアミン系カチオン性化合物、6)エピクロルヒドリン・ジメチルアミン共重合体、7)ジアリルジメチルアンモニウム−SO2重縮合体、8)ジアリルアミン塩・SO2重縮合体、9)ジアリルジメチルアンモニウムクロライド重合体、10)ジアリルジメチルアンモニウムクロライド−アクリルアミド共重合体、11)アリルアミン塩の共重合体、12)ジアルキルアミノエチル(メタ)アクリレート4級塩共重合体、13)アクリルアミド・ジアリルアミン共重合体、14)5員環アミジン構造を有するカチオン性樹脂等の公知のカチオン性化合物等が例示される。これらは、適宜併用することもできる。
インク受容層20は、第1の層11の露出面11aの視認性を確保するために、透明性が高いことが好ましい。
【0036】
(作用効果)
上記模様紙1では、紙層10を用いることにより、通信面となる露出面11aに模様用異物を配置すると共に、宛名面となる露出面14aに模様用異物を配置しないようにしている。これにより、通信面の装飾性を高めているにもかかわらず、宛名面には、通常の葉書用紙と同様にオフセット印刷することができる。しかも、宛名面においては、記入された郵便番号の読み取りにエラーが生じにくく、番号読取性に優れる。
また、通信面の装飾性が高くされているため、通信面に設けられたインク受容層20を通して見ても、通信面に形成された模様を充分に視認できる。
【0037】
<模様紙の製造方法>
上記模様紙1は、多層抄紙により紙層10を作製する抄紙工程と、その紙層10にインク受容層20を設けるインク受容層形成工程とを有して製造される。
【0038】
(抄紙工程)
抄紙工程において使用する抄紙機としては、4層の抄き合わせが可能であれば特に形式は限定されず、長網マシン、短網マシン、円網マシン、傾斜ワイヤーマシン等、公知の抄紙機を適用できる。また、これらの中から複数を組合せたもの(例えば短網/円網コンビネーション等)でも構わない。
【0039】
抄紙の際、第1の層11を形成するパルプスラリーとしては、木材パルプ(A)を主成分とする主スラリーに、該主スラリーの固形分と異なる色または光沢を呈する模様用異物を分散混合させたパルプスラリーを用いる。
第4の層14を形成するパルプスラリーとしては、木材パルプ(B)を主成分とし、模様用異物が混合されていない均質なパルプスラリーを用いる。
本実施形態では、第2の層12を形成するパルプスラリー、第3の層13を形成するパルプスラリーは、木材パルプ(A)、木材パルプ(B)またはその他の組成の木材パルプを主成分とし、模様用異物が混合されていないパルプスラリーを用いる。
各パルプスラリーには、必要に応じて、非木材パルプや、填料、紙力剤、サイズ剤、消泡剤、滑剤、歩留まり向上剤等の助剤を添加しても構わない。
【0040】
第1の層11を形成するパルプスラリーにおいて、木材パルプ(A)を着色する場合には、木材パルプ(A)の着色を模様用異物の混合前で、できるだけ上流の工程で行うことが好ましい。また、あらかじめ着色されたパルプシートを再離解して、着色された木材パルプを得てもよい。
第4の層14を形成するパルプスラリーにおいて、木材パルプ(B)を着色する際も同様である。
【0041】
抄紙工程では、紙層10にならなかった木材パルプ(A)または木材パルプ(B)を含むウェットブロークやドライブロークが発生する。そのウェットブロークおよびドライブロークは第1の層11、第2の層12および第3の層13を形成するパルプスラリーに混合して再利用することができる。模様用異物の数やサイズの安定性低下を防止する点では、第2の層12および第3の層13を形成するパルプスラリーに混合することが好ましい。
【0042】
抄紙により得た紙層10には、オフセット印刷適性をより向上できることから、少なくとも、宛名面になる第4の層14の露出面14aに、表面紙力剤を含有する処理液を塗工することが好ましい。表面紙力剤としては、ポリビニルアルコール(PVA)、澱粉、ポリアクリルアミド(PAM)、スチレンブタジエンゴム(SBR)ラテックス等が挙げられる。
表面紙力剤を含有する処理液には、表面サイズ剤、消泡剤、滑剤等の助剤が含まれてもよい。
【0043】
表面紙力剤を含有する処理液を塗工する方法としては、例えば、サイズプレスコーター、ゲートロールコーター、エアーナイフコーター、バーコーター、ブレードコーター、カーテンコーター、ダイコーター、キスコーター、スプレーコーター等の公知の塗工方式が挙げられる。塗工は、抄紙機の下流側に一連に設置された塗工機(オンマシンコーター)でまたは抄紙機とは別に設置された塗工機(オフマシンコーター)のいずれで行っても構わない。
【0044】
(インク受容層形成工程)
インク受容層を設けるためには、微粒子とバインダとカチオン性化合物と水とを含有するインク受容層形成用塗工液を紙層10の第1の層11に塗工すればよい。
塗工方法としては、例えば、エアーナイフコーター、ロールコーター、バーコーター、ブレードコーター、カーテンコーター、ダイコーター、キャストコーター等、公知の塗工方式にて塗工する方法が挙げられる。
インク受容層形成用塗工液の塗工量(乾燥塗工量)は、好ましくは1〜10g/m2、さらに好ましくは3〜7g/m2である。塗工量が1g/m2以上であれば、インクジェット印刷適性がより向上し、10g/m2以下であれば、低コストになる。
【0045】
インク受容層形成後、抄紙機または塗工機の下流側に一連に設置されたカレンダー装置(オンマシンカレンダー)でカレンダー処理して、密度、平滑度を調整してもよい。あるいは、抄紙機または塗工機とは別に設置されたカレンダー装置(オフマシンカレンダー)でカレンダー処理してもよい。
【0046】
(作用効果)
多層抄紙する上記製造方法では、模様用異物を混抄した第1の層11を形成することにより、通信面の装飾性を向上させることができる。また、模様用異物を混抄しない第4の層14を形成することにより、宛名面のオフセット印刷適性および番号読取性を向上させることができる。
また、通信面の装飾性を向上させているため、通信面に設けたインク受容層20を通して見ても、通信面に形成された模様を充分に視認できる。
【0047】
<他の実施形態>
なお、本発明は、上記実施形態に限定されない。
例えば、上記実施形態では、第2の層12および第3の層13に模様用異物を含有させなかったが、模様用異物を含有しても構わない。ただし、第2の層12および第3の層13に含まれる模様用異物は外側から視認されない。
また、紙層10は4層でなくてもよく、2層であってもよいし、3層であってもよいし、5層以上であってもよい。
また、模様紙1はインク受容層20を有していなくてもよい。
【実施例】
【0048】
以下に、実施例を挙げて本発明をより具体的に説明するが、もちろん本発明はこれらによって限定されるものではない。なお、実施例において配合、濃度等を示す数値はいずれも固形分または有効成分の質量基準の数値である。すなわち、「%」は「質量%」、「部」は「質量部」を意味する。
【0049】
<模様用異物の作製>
実施例および比較例で使用した模様用異物の作製方法を示す。
(作製例1)
LBKPの未蒸解残渣を水に分散し、ダブルディスクレファーナーで叩解後、スリット幅0.35mmのフラットスクリーン通過分を採取して、ノットからなる模様用異物を得た。
【0050】
(作製例2)
水392kgにCMC(CMCダイセル1153/ダイセル化学工業株式会社製)8kgを投入し、攪拌して溶解させてCMC溶液を得た。また、水390kgにLBKP(白色度85%、フリーネス590mlCSF)10kgを投入し、離解してLBKPスラリーを得た。また、水15kgに二酸化チタン5kgを投入し、攪拌して二酸化チタンスラリーを得た。このCMC溶液400kg、LBKPスラリー400kg、二酸化チタンスラリー20kgを混合し、攪拌しながら、濃度8%(Al2O3換算として)の硫酸バンド液15Lを添加して凝集させ、穴径3mmφの丸穴スクリーン通過分を採取して、白色フロックからなる模様用異物を得た。
【0051】
(作製例3)
水392kgにCMC(CMCダイセル1153/ダイセル化学工業株式会社製)8kgを投入し、攪拌して溶解させてCMC溶液を得た。また、水390kgにLBKP(白色度85%、フリーネス590mlCSF)10kgを投入し、離解してLBKPスラリーを得た。このCMC溶液400kg、LBKPスラリー400kgを混合し、攪拌しながら、対絶乾パルプ100部に対して染料としてバイオレットBBN、スカーレット4BS、イエローAをそれぞれ0.026部、0.006部、0.0094部を添加し、さらに濃度8%(Al2O3換算として)の硫酸バンド液15Lを添加して凝集させ、穴径3mmφの丸穴スクリーン通過分を採取して、着色フロックからなる模様用異物を得た。
【0052】
<パルプスラリーの調成>
次に、実施例および比較例で使用した紙料の調成方法を示す。
(調成例1)
LBKP(白色度85%、フリーネス590mlCSF)を水に投入して離解し、叩解して、フリーネス400mlCSFのパルプスラリーAを得た。
【0053】
(調成例2)
上記パルプスラリーAに、対絶乾パルプ100部に対して、染料としてバイオレットBBN(ランクセス株式会社製)、スカーレット4BS(東亜化成株式会社製)、イエローA(東亜化成株式会社製)をそれぞれ0.026部、0.006部、0.0094部添加した。また、紙力剤としてポリストロン1250(両性PAM/荒川化学工業製)を0.5部、サイズ剤としてサイズパインN−111(ロジンエマルションサイズ剤/荒川化学工業製)を0.25部、填料としてタルクを6部添加し、さらに硫酸バンドを0.16部(Al2O3換算として)添加して、パルプスラリーBを得た。
【0054】
(調成例3)
染料(バイオレットBBN、スカーレット4BS、イエローA)添加量をそれぞれ0.013部、0.003部、0.0047部とした以外は、調成例2と同様にしてパルプスラリーCを得た。
【0055】
(調成例4)
染料(バイオレットBBN、スカーレット4BS、イエローA)添加量をそれぞれ0.04部、0.009部、0.014部とした以外は、調成例2と同様にしてパルプスラリーDを得た。
【0056】
(調成例5)
パルプスラリーBの固形分100部に対して、作製例1で得たノットからなる模様用異物を0.5部添加して、パルプスラリーEを得た。
【0057】
(調成例6)
パルプスラリーBの固形分100部に対して、作製例2で得た白色フロックからなる模様用異物を5部添加して、パルプスラリーFを得た。
【0058】
(調成例7)
パルプスラリーAの固形分100部に対して、作製例3で得た着色フロックからなる模様用異物を5部添加して、パルプスラリーGを得た。
【0059】
(調成例8)
パルプスラリーDの固形分100部に対して、作製例2で得た白色フロックからなる模様用異物を5部添加して、パルプスラリーHを得た。
【0060】
(調成例9)
パルプスラリーCの固形分100部に対して、作製例2で得た白色フロックからなる模様用異物を5部添加して、パルプスラリーIを得た。
【0061】
なお、各パルプスラリーの彩度は、パルプスラリーD,パルプスラリーH>パルプスラリーB,パルプスラリーE,パルプスラリーF>パルプスラリーC,パルプスラリーI>パルプスラリーA,パルプスラリーG(非染色)の順になっている。
【0062】
<模様紙の製造>
(実施例1)
1層目の原料としてパルプスラリーEを使用し、2〜4層目の原料としてパルプスラリーBを使用して、各層の米坪が均等となるように円網多層抄紙機を用いて4層抄き合わせで抄紙した。抄紙に際してはPVA(デンカポバールK−17FE/電気化学工業株式会社製)を乾燥後の付着量が両面で1.0g/m2となるようにサイズプレスし、オンマシンカレンダーで処理した。これにより、米坪が190g/m2、密度が0.83g/cm3の模様紙を得た。この模様紙の4層目側を宛名面として評価した。
【0063】
(実施例2)
1層目の原料としてパルプスラリーEの代わりにパルプスラリーFを用いた以外は、実施例1と同様にして模様紙を得た。この模様紙の4層目側を宛名面として評価した。
【0064】
(実施例3)
1層目の原料としてパルプスラリーGを使用し、2〜4層目の原料としてパルプスラリーBの代わりにパルプスラリーAを使用した以外は、実施例1と同様にして模様紙を得た。この模様紙の4層目側を宛名面として評価した。
【0065】
(実施例4)
1層目の原料としてパルプスラリーHを使用し、2層目の原料としてパルプスラリーBの代わりにパルプスラリーDを使用した以外は、実施例1と同様にして模様紙を得た。この模様紙の4層目側を宛名面として評価した。
【0066】
(実施例5)
3層目および4層目の原料をパルプスラリーCとした以外は、実施例4と同様にして模様紙を得た。この模様紙の4層目側を宛名面として評価した。
【0067】
(比較例1)
パルプスラリーEを、長網単層抄紙機を用いて抄紙した。抄紙に際してはPVA(デンカポバールK−17FE/電気化学工業株式会社製)を乾燥後の付着量が両面で1.0g/m2となるようにサイズプレスし、オンマシンカレンダーで処理した。これにより、米坪が190g/m2、密度が0.83g/cm3の模様紙を得た。この模様紙のワイヤー面側を宛名面として評価した。
【0068】
(比較例2)
パルプスラリーEの代わりにパルプスラリーFを使用した以外は、比較例1と同様にして模様紙を得た。この模様紙のワイヤー面側を宛名面として評価した。
【0069】
(比較例3)
パルプスラリーEの代わりにパルプスラリーHを使用した以外は、比較例1と同様にして模様紙を得た。この模様紙のワイヤー面側を宛名面として評価した。
【0070】
(比較例4)
パルプスラリーEの代わりにパルプスラリーIを使用した以外は、比較例1と同様にして模様紙を得た。この模様紙のワイヤー面側を宛名面として評価した。
【0071】
(比較例5)
1層目および4層目の原料としてパルプスラリーEを使用し、2層目および3層目の原料としてパルプスラリーBを使用した以外は、実施例1と同様にして模様紙を得た。この模様紙の4層目側を宛名面として評価した。
【0072】
<評価>
各実施例および各比較例の模様紙について、JIS P8111に準じて調湿した後、宛名面を印刷強度、宛名面の番号読み取り性、通信面の模様の視認性を以下のように評価した。評価結果を表1,2に示す。
【0073】
(宛名面の印刷強度)
RIテスター(石川島産業機械製)を使用して、宛名面に印刷インキ(T&K/TOKA株式会社製)1.5ccをベタ刷りし、下記の基準で印刷強度を目視評価した。
◎:ピッキングが全くない。
○:ピッキングが僅かにあるが、実用上問題ない。
△:ピッキングがあり、汎用性に劣る。
×:ピッキングが多く、実用上問題がある。
【0074】
(宛名面の番号読取性)
市販の弔事用筆ペン(ぺんてる筆うす墨XFL3L/ぺんてる株式会社製)を用い、宛名面に通常の筆圧で数字の「1」を任意の5箇所に記入した。次に、Aフィルターを取り付けたプリントコントラストメーター(MR−12/サカタインクスエンジニアリング社製)を用い、記入した数字部分の反射率R1およびその数字部分直近の下地部分(模様用異物を含む場合には模様用異物のない部分)の反射率R0を測定した。測定は5箇所全てで行い、下記式によりそれぞれのPCS値を算出し、その平均値を求めた。PCR値が大きいほど番号読取性に優れる。
PCS値=(R0−R1)÷R0
【0075】
(通信面の模様の視認性)
通信面の模様の視認性について、下記基準で目視評価した。
○:良好である。
△:やや不良である。
×:不良である。
【0076】
【表1】
【0077】
【表2】
【0078】
通信面側の最外層のみに模様用異物を含有させた紙層からなる実施例1〜5の模様紙は、通信面の模様視認性に優れ、装飾性が高い上に、宛名面のオフセット印刷適性および番号読取性が良好であった。
模様用異物を含む一層の紙からなる比較例1〜4の模様紙は、宛名面の印刷強度が低かった。比較例3では、着色の彩度を上げたため通信面の模様視認性は良好であったが、宛名面の番号読取性が低かった。比較例4では、着色の彩度を抑えたため、宛名面の番号読取性は良好であったが、通信面の模様視認性が低かった。
両側の最外層に模様用異物を含有させた紙層からなる比較例5の模様紙では、宛名面の印刷強度が低かった。
【符号の説明】
【0079】
1 模様紙
10 紙層
11 第1の層(通信面側最外層)
11a 露出面
12 第2の層
13 第3の層
14 第4の層(宛名面側最外層)
14a 露出面
20 インク受容層
【特許請求の範囲】
【請求項1】
通信面として使用される露出面を有する通信面側最外層と、宛名面として使用される露出面を有する宛名面側最外層とを備える紙層を具備する葉書用模様紙であって、
通信面側最外層は、木材パルプ(A)を主成分とする主材と、該主材中に分散混合されて、該主材と異なる色または光沢を呈する模様用異物とからなる層であり、
宛名面側最外層は、木材パルプ(B)を主成分とし、前記模様用異物が混合されていない一様な層であることを特徴とする葉書用模様紙。
【請求項2】
模様用異物は、染料、顔料、繊維からなる群から選ばれる1種以上とアニオン性高分子とを含有するフロックである請求項1に記載の葉書用模様紙。
【請求項3】
模様用異物は、白色顔料および/または白色パルプとアニオン性高分子とを含有する白色フロックである請求項1に記載の葉書用模様紙。
【請求項4】
木材パルプ(A)が着色され、木材パルプ(B)が無着色または前記木材パルプ(A)よりも薄く着色されている請求項1〜3のいずれかに記載の葉書用模様紙。
【請求項5】
紙層の通信面側最外層の露出面にインク受容層が設けられている請求項1〜4のいずれかに記載の葉書用模様紙。
【請求項6】
多層抄紙により、通信面として使用される露出面を有する通信面側最外層と、宛名面として使用される露出面を有する宛名面側最外層とを備える紙層を作製する抄紙工程を有する葉書用模様紙の製造方法であって、
抄紙工程では、通信面側最外層を形成する際に、木材パルプ(A)を主成分とする主スラリーに、該主スラリーの固形分と異なる色または光沢を呈する模様用異物を分散混合させた通信面側最外層形成用パルプスラリーを用い、
宛名面側最外層を形成する際に、木材パルプ(B)を主成分とし、前記模様用異物が混合されていない均質な宛名面側形成用パルプスラリーを用いることを特徴とする葉書用模様紙の製造方法。
【請求項7】
模様用異物が、アニオン性高分子水溶液に染料、顔料、繊維からなる群から選ばれる1種以上を混合した混合液にカチオン性凝集剤を添加し、凝集させて得たフロックである請求項6に記載の葉書用模様紙の製造方法。
【請求項8】
模様用異物が、アニオン性高分子水溶液に白色顔料および/または白色パルプを混合した混合液にカチオン性凝集剤を混合し、凝集させて得た白色フロックである請求項6に記載の葉書用模様紙の製造方法。
【請求項9】
木材パルプ(A)として、あらかじめ着色したものを用い、木材パルプ(B)として、無着色のものまたは前記木材パルプ(A)よりも薄く着色したものを用いる請求項6〜8のいずれかに記載の葉書用模様紙の製造方法。
【請求項10】
紙層の通信面側最外層の露出面にインク受容層を設けるインク受容層形成工程を有する請求項6〜9のいずれかに記載の葉書用模様紙の製造方法。
【請求項1】
通信面として使用される露出面を有する通信面側最外層と、宛名面として使用される露出面を有する宛名面側最外層とを備える紙層を具備する葉書用模様紙であって、
通信面側最外層は、木材パルプ(A)を主成分とする主材と、該主材中に分散混合されて、該主材と異なる色または光沢を呈する模様用異物とからなる層であり、
宛名面側最外層は、木材パルプ(B)を主成分とし、前記模様用異物が混合されていない一様な層であることを特徴とする葉書用模様紙。
【請求項2】
模様用異物は、染料、顔料、繊維からなる群から選ばれる1種以上とアニオン性高分子とを含有するフロックである請求項1に記載の葉書用模様紙。
【請求項3】
模様用異物は、白色顔料および/または白色パルプとアニオン性高分子とを含有する白色フロックである請求項1に記載の葉書用模様紙。
【請求項4】
木材パルプ(A)が着色され、木材パルプ(B)が無着色または前記木材パルプ(A)よりも薄く着色されている請求項1〜3のいずれかに記載の葉書用模様紙。
【請求項5】
紙層の通信面側最外層の露出面にインク受容層が設けられている請求項1〜4のいずれかに記載の葉書用模様紙。
【請求項6】
多層抄紙により、通信面として使用される露出面を有する通信面側最外層と、宛名面として使用される露出面を有する宛名面側最外層とを備える紙層を作製する抄紙工程を有する葉書用模様紙の製造方法であって、
抄紙工程では、通信面側最外層を形成する際に、木材パルプ(A)を主成分とする主スラリーに、該主スラリーの固形分と異なる色または光沢を呈する模様用異物を分散混合させた通信面側最外層形成用パルプスラリーを用い、
宛名面側最外層を形成する際に、木材パルプ(B)を主成分とし、前記模様用異物が混合されていない均質な宛名面側形成用パルプスラリーを用いることを特徴とする葉書用模様紙の製造方法。
【請求項7】
模様用異物が、アニオン性高分子水溶液に染料、顔料、繊維からなる群から選ばれる1種以上を混合した混合液にカチオン性凝集剤を添加し、凝集させて得たフロックである請求項6に記載の葉書用模様紙の製造方法。
【請求項8】
模様用異物が、アニオン性高分子水溶液に白色顔料および/または白色パルプを混合した混合液にカチオン性凝集剤を混合し、凝集させて得た白色フロックである請求項6に記載の葉書用模様紙の製造方法。
【請求項9】
木材パルプ(A)として、あらかじめ着色したものを用い、木材パルプ(B)として、無着色のものまたは前記木材パルプ(A)よりも薄く着色したものを用いる請求項6〜8のいずれかに記載の葉書用模様紙の製造方法。
【請求項10】
紙層の通信面側最外層の露出面にインク受容層を設けるインク受容層形成工程を有する請求項6〜9のいずれかに記載の葉書用模様紙の製造方法。
【図1】

【公開番号】特開2011−219892(P2011−219892A)
【公開日】平成23年11月4日(2011.11.4)
【国際特許分類】
【出願番号】特願2010−90493(P2010−90493)
【出願日】平成22年4月9日(2010.4.9)
【出願人】(000191320)王子特殊紙株式会社 (79)
【出願人】(000122298)王子製紙株式会社 (2,055)
【Fターム(参考)】
【公開日】平成23年11月4日(2011.11.4)
【国際特許分類】
【出願日】平成22年4月9日(2010.4.9)
【出願人】(000191320)王子特殊紙株式会社 (79)
【出願人】(000122298)王子製紙株式会社 (2,055)
【Fターム(参考)】
[ Back to top ]