
蒸気箱金型で発泡プラスチック材料を成形する成形物品、方法、および装置
本発明は、型引き外部分を有する蒸気箱金型で発泡プラスチック材料を形成する物品、方法、装置を提供する。これは、キャビティ引張りシステムによって達成される。キャビティ引張りシステムは、型引きの外側に成形部分を作るのを可能にし、互いに直角に動く二つのステンレス鋼のロッドを使用したカム型機構で作動するように設計される。ギア機構は、機構構成部品のための成形部分を金型装置内に収容するのに十分な部分の外形が存在する場合に、部品のデザイン上の任意の角度に、例えば孔のような成形部分を成形することを考慮に入れる。本発明は、車両のバンパー部材に使用されるエネルギ吸収体のために垂直に積み重ねられた射出装置で、型引きの外側に孔を成形するのに有利に採用される。型引き外成形部分の提供は、計器盤の構成部品の配置や取付に役立つ。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、一般的に、蒸気箱で成形される発泡プラスチック材料で作られる製品の分野に関し、且つ蒸気箱成形装置、および該装置で発泡プラスチック材料を成形する方法に関する。
【背景技術】
【0002】
発泡プラスチック材料の粒子やビーズから作られる複数の製品は、例えば断熱材、包装材、緩衝材、又はエネルギ吸収体として広く採用されている。
【0003】
エネルギ吸収要素は、特に、衝撃の運動エネルギの大部分を受け、かくして乗員および歩行者の安全を増大させるために、自動車の構造に使用される。従来技術の適用は、緩衝器、サイドドア、および支持ボディ構造についてのバンパーの支持に使用される衝撃ディフレクタ要素である。
【0004】
過去数十年にわたって、エネルギ吸収の取り扱いは、現代的な輸送車両のデザインおよび構造の増々重要な部分となってきた。早い時期に、変形可能なフロントおよび/またはリア構造で設計された車両は、それが変形するときその構造による衝撃エネルギ吸収により、衝突の場合に車両乗員に、より大きな安全をもたらすことが認識された。車両、特に自動車をこのように設計することは、増々一般的となってきた。しかしながら、このような変形可能な構造が、車両になされる重大な構造上の損傷の結果、乗客の負傷が防止しまたは最小にする上で役立つにもかかわらず、車両の修理および復元は、高価で時間のかかる仕事である。例えば、駐車場でバンパーとバンパーの接触において遭遇する、衝撃が低から中エネルギを含むときには、修理手順は不必要であると特に見られている。そのような比較的エネルギ不十分な衝撃によって引き起こされる損傷を軽減するために、自動車のバンパーを、弾力性でしかもエネルギ吸収性の取付台によって取り付けること、あるいはバンパー自体をエネルギ吸収材料で準備することが一般的となってきた。例えばガラス繊維強化外殻内の発泡ポリプロピレン(EPP)は、そのような目的に使用され、EPPは、バンパーがその衝撃前の形状にはね返ることができる弾力性と結合した、優れたエネルギ吸収性を提供し、ガラス繊維強化殻は、バンパーが、構造上の構成部品並びにエネルギ吸収構成部品として役立つに十分な構造強度を提供する。
【0005】
車両の衝撃に関する関心は、乗客のコンパートメントにも及び、過去数十年にわたって、ウィンドウクランク、ドアハンドル、ドアロックボタン、及びこれに類するもののような、乗客のコンパートメントの中へ延びる、多量の角張った物体が減少し、最早突出しないようにへこまされ、或いは完全に除去された。さらに、ダッシュボード、サイドボルスタ、ピラー及び、シートやヘッドレストにも見つけられるもののような多くの車の内装材料が、衝撃エネルギ吸収を念頭に入れて選択された。
【発明の開示】
【発明が解決しようとする課題】
【0006】
発泡プラスチック材料を作る現在の方法は、蒸気箱内に金型を配置し、金型にプラスチックペレットを充填し、蒸気が金型の孔から金型に入ってペレットを膨張させて互いに融着させるように蒸気箱に蒸気を注入することを含む。かくして、蒸気箱内では、金型構成部品は、極端な温度と湿度の極端な環境にさらされる。そのような蒸気箱内で型引き外部分を有する製品を成形するためには、金型は、金型コア及びキャビティとは別に追加の部材を必要とする。孔を形成するための固定ピンのような固定部材を設けることは、成形製品の放出時に損傷部分をもたらすロッキング状態を引き起こす。更に、そのようなピンを引っ込めるのに使用される、水圧シリンダのような任意の装置を、蒸気箱内に閉じこめ又は密封する必要がある。しかしながら、引っ込み可能な金型部材を蒸気箱の内部に設けるとき、蒸気箱内が機構の故障をもたらすことがある極端な条件のために、困難性が持ち上がる。
【0007】
かくして、蒸気箱で成形され、型引き外部分を有する製品を提供することが望ましい。
【0008】
その上、型引き外部分の成形を提供する、蒸気箱で製品を成形するための装置を提供することが望ましい。
【0009】
蒸気箱で型引き外部分を有するプラスチック製品を成形する方法を提供することがさらに望ましい。
【課題を解決するための手段】
【0010】
本発明によれば、型引き外に成形部分を含む、発泡性プラスチック材料で成形された、蒸気箱成形物品を提供する。
【0011】
本発明の他の側面によれば、成形部分は、凹み部分および突出部分の少なくとも一方である。成形部分は、型引き線の外側に複数の角度のうちの一つを有することができる。
【0012】
本発明のさらに他の側面によれば、発泡性プラスチック材料は、スチレン重合体、アクリロニトリルブタジエンスチレン(ABS)重合体、およびポリオレフィンのうちの一つである。本発明の実施形態によれば、発泡性プラスチック材料は、ポリプロピレンである。
【0013】
本発明のさらなる側面によれば、蒸気箱成形物品は、自動車のエネルギ吸収体として使用されるためのものである。
【0014】
本発明によれば、さらに、型引き外部分を有する成形物品を形成するための蒸気箱成形装置は、間に金型キャビティを画定する第一金型部分およびこれと補足し合う第二金型部分と、キャビティ引張りシステムと、を含み、前記第一金型部分は、発泡性プラスチック材料を金型キャビティの中へ導入するための注入口を有する充填プレートを含み、キャビティ引張りシステムは、アクチュエータ、ギア機構、およびピンを含み、アクチュエータは、充填プレートを通ってギア機構まで延び、ピンは、ギア機構から金型キャビティの中へ延び、前記ギア機構は、アクチュエータからピンへ運動を伝達するためのものであり、ピンは、型引き外部分を成形するためのものである。
【0015】
本発明の他の側面によれば、ギア機構は、ピニオンおよびラックピンを含み、前記ラックピンは金型キャビティの中へ駆動されるためのものである。本発明の実施形態では、ラックピンはブシュによって案内される。
【0016】
本発明のさらに他の側面によれば、キャビティ引張りシステムは、ステンレス鋼のような耐熱性および耐湿性の材料で作られる。本発明の実施形態によれば、ギア機構は、真鍮で作られる。
【0017】
本発明の他の側面によれば、ピンは、型引き外の複数の角度に成形部分を作るように、複数の角度で金型キャビティの中へ入るためのものである。ピンは、金型キャビティの実質的に外側の第一位置と、金型キャビティの実質的に内側の第二位置との間で移動可能である。
【0018】
本発明によれば、車両の衝撃を吸収するためのエネルギ吸収要素がさらに提供され、前記エネルギ吸収要素は、蒸気箱金型で発泡性ポリプロピレンから作られ、エネルギ吸収要素は、型引き外部分を含む。
【0019】
本発明の更なる側面によれば、型引き外部分は、型引き線の外側に複数の角度のうちの一つを有する。
【0020】
本発明の他の側面によれば、型引き線の外側に成形部分を含む蒸気箱成形製品を製造する方法であって、第一金型部分を準備する工程と、第一金型部分と補足し合う第二金型部分を準備する工程と、間に金型キャビティを形成するために第一金型部分および第二金型部分を互いに閉じる工程と、型引き線の外側である部分を成形するためのキャビティ引張りシステムを作動する工程と、金型キャビティに発泡性プラスチック材料を充填する工程と、成形製品を形成するために発泡性プラスチック材料を膨張させ且つ結合させるために金型キャビティの中へ蒸気を導入する工程と、キャビティ引張りシステムの作動を解く工程と、金型を開く工程と、成形製品を取出す工程と、を含む方法を提供する。
【0021】
本発明のさらなる側面によれば、キャビティ引張りシステムを作動させる工程は、ギア機構を駆動するシリンダを作動する工程を含み、前記ギア機構は、ピンを金型キャビティの中へ駆動するためのものである。ピンは、型引き線の外側の複数の角度のうちの一つに成形部分を作るために、複数の角度のうちの一つで金型キャビティの中へ駆動される。
【0022】
本発明のさらに他の側面によれば、成形部分は、凹み部分または突出部分である。
【0023】
本発明のさらなる側面によれば、方法は、型引き線の外側に成形部分を含むエネルギ吸収要素を形成するために使用される。
【発明を実施するための最良の形態】
【0024】
本発明の例示的な実施形態を、同様な番号が同様な要素を表している図面に関連して記載する。
【0025】
本発明は、蒸気箱で成形される、ビーズのような発泡プラスチック粒子からなる成形製品を提供する。これらの製品は、型引き外部分を含む。本発明は、さらに、発泡プラスチック粒子から蒸気箱で成形される型引き外部分を含む製品を作るための方法および装置を提供する。
【0026】
ここに援用されるラボツキの米国特許第4,456,443号は、発泡ボードや発泡シートのような物品が、例えばポリスチレンのような発泡フォーム材料から成形される、発泡材料の蒸気箱成形用の機械および方法を開示する。キャビティに、部分的に発泡したポリスチレンのビーズを充填し、蒸気を使用してビーズを完全に発泡させる。そして物品を水で冷却する。
【0027】
発泡性粒子またはビーズを形成する方法は、ここに援用される米国特許第5,496,864号、同第5,468,781号、同第5,459,169号、同第5,071,883号、同第4,769,393号、同第4,676,939号によって説明されるように、今ではよく知られている。発泡性プラスチック物品の例は、スチレン重合体、アクリロニトリルブタジエンスチレン(ABS)重合体、およびポリオレフィンがある。
【0028】
発泡ポリオレフィンは、一般的に発泡プラスチック粒子として使用される。発泡プリオレフィン(EPO)の例は、発泡ポリエチレン(EPE)、発泡ポリプロピレン(EPP)、発泡ポリブチレン(EPB)、およびエチレンの共重合体、プロピレンの共重合体、ブチレンの共重合体、1,3−ブタジエンの共重合体、およびその他のオレフィン単量体の共重合体、特に5から18の炭素原子を有するα−オレフィン単量体および/または、シクロヘキサン、シクロペンテン、シクロヘキサジエン、ノルボルネン、および、スチレン、α−メチルスチレン、パラメチルスチレンなどの置換された芳香族オレフィンのようなシクロアルキレン単量体の共重合体を含む。好ましいEPOは、発泡ポリプロピレン(EPP)と、これとエチレンおよびブチレンとの共重合体である。特定の重合体および/または共重合体は、引っ張り強さや、圧縮強さ、係数、密度、成形温度、軟化点などの所望の物理的特性を提供するように選択される。
【0029】
発泡性ポリオレフィンは、後に成形工程中に発泡を行わせるのに利用されるガスを含んだ、ポリマーの比較的小さい均一のビーズを生産するビーズ重合工程によって製造される。最も一般的に使用されるガスは、空気であるが、成形温度でガスを生成する低沸点液体を含む他のガスを使用してもよい。例えば、空気、ニトロゲン、二酸化炭素、ペンタン、石油エーテル、メチルエチルケトン、様々のハロカーボンなどが適している。環境の観点からすれば、空気、ニトロゲン、二酸化炭素などの永久ガスが発泡剤として有利に使用される。
【0030】
例えば、ここに援用される米国特許第4,812,484号は、発明の背景技術の部分に、下記の行程による発泡ポリプロピレン粒子の準備についての記載を提供しており、該工程は、ポリプロピレン粒子を密閉容器内の水に分散させ、容器に発泡剤を投入し、内圧を発泡剤の蒸気圧力に又はそれ以上に保ちながら、分散媒をポリプロピレン粒子の軟化点から、ポリプロピレン粒子の融点よりも20℃だけ高い温度までの温度に加熱し、密閉容器の液体レベルより下に設けられた出口を開いて、発泡剤を含浸させたポリプロピレン粒子を含む水性分散媒を密閉容器の内圧より低い圧力を有する大気に解放することを含む。詳細には、例えば日本の公開公報の12035/82、25336/82、90027/82、195131/82、1732/83、23834/83、25334/83、33435/83、55231/83、76229/83、76231/83から76234/83、および87027/83を参照できる。この工程によれば、0.026から0.06 g/cm3の容積密度を有する発泡ポリプロピレン粒子が得られる。上記の工程はまた、上記引用公報に記載されるように、ポリエチレン粒子または交差結合したポリエチレン粒子の製造にも適用できることが知られている。
【0031】
発泡プラスチック粒子から作られた成形物品は、加圧ニトロゲンガスまたは空気で発泡プラスチック粒子を圧縮し、圧縮された粒子を金型のキャビティに充填し、そして粒子を加熱して互いに融着させ、続いて冷却することによって得られる。
【0032】
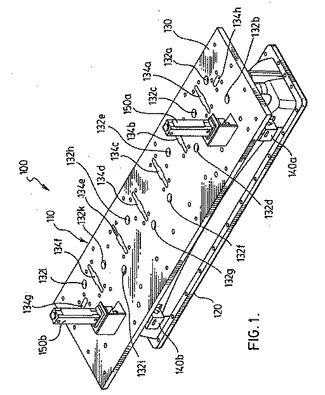
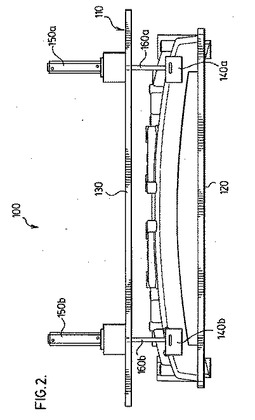
今、図1に目を向けると、本発明による蒸気箱成形装置100の等角図が示されている。蒸気箱成形装置100は、第一金型部分110、即ちキャビティ側と、第二金型部分(図示せず)、即ちコア側と、を含む。第一金型部分110は、キャビティプレート120と、複数の充填口132a−lおよび多密度エネルギ吸収システムを形成するための複数のスライド位置134a−hを有する充填プレート130と含む。第一金型部分110および第二金型部分は、これらの間に成形物品を形成するための金型キャビティを形成する。さらに、第一金型部分は、蒸気が金型キャビティを通過できるようにエアベント(図示せず)を含む。本発明の実施形態によれば、第一金型部分110は、少なくとも一つのキャビティ引張りシステム140aおよび/または第二のキャビティ引張りシステム140bを含み、キャビティ引張りシステム140aおよび/または第二のキャビティ引張りシステム140bは、それぞれシリンダシャフト160aおよび/または160bを介してシリンダアクチュエータ150aおよび/または150bによって作動される。これは、本発明による蒸気箱成形装置100のキャビティ側の正面図を示す図2に、より詳細に示されている。もし望むなら、追加のキャビティ引張りシステムが採用される。金型部分当たりのキャビティ引張りシステムの数は、型引き線の外側で形成されるべき多数の部分に応じて選択される。本発明によるキャビティ引張りシステムを、図3から6と関連して以下により詳細に説明する。
【0033】
本発明の実施形態によるキャビティ引張りシステムを、発泡性プラスチック材料のビーズを蒸気箱金型に充填する前に作動させる。第一金型部分は、金型キャビティ内に延びる、少なくとも一つ、より有利には、複数の充填口132a−lを含み、それにより、充填ガン(図示せず)が、成形されるべき物品のためのプラスチック材料を金型キャビティに充填することができる。例えば、金型キャビティに、充填口を介して金型に入る、発泡ポリプロピレンのビーズを充填する。次いで、蒸気をエアベントを介して金型キャビティに供給してポリプロピレン粒子を膨張させ且つ結合させて、成形物品を形成する。蒸気は、発泡ポリプロピレンのビーズを互いに融着させて自動車の計器盤のエネルギ吸収体のような成形物品にする。蒸気は、第一金型部分のエアベントに入り、ポリプロピレンのビーズを膨張させる。物品が成形された後、金型およびその中の物品を、ノズル(図示せず)から例えば水のような冷却剤をキャビティの後側に噴霧することによって冷却する。成形物品が融着され且つ冷却された後、キャビティ引張りシステムを金型から引っ込め、金型を開き、成形物品を金型から取出し、即ち離型する。圧縮空気を導入して、金型と成形物品との分離を補助するのがよい。
【0034】
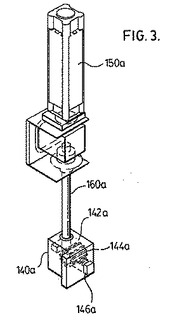
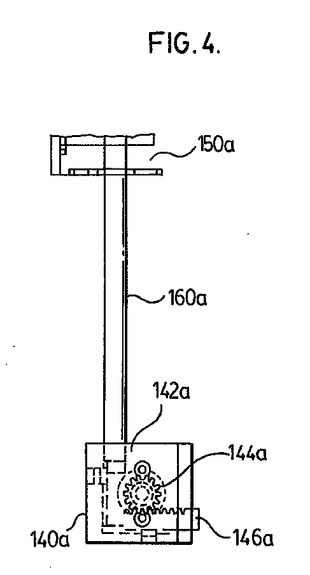
今、図3および図4に目を向けると、キャビティ引張りシステム140aの詳細な等角図および詳細な断面図が示されている。キャビティ引張りシステム140aは、シリンダアクチュエータ150aによってシリンダシャフト160aを介して駆動される。キャビティ引張りシステム140aは、シャフトハウジング142aと、ギア機構と、を含み、該ギア機構は、ピニオン144a、および金型キャビティの中へ駆動されるラックピン146aを含む。
【0035】
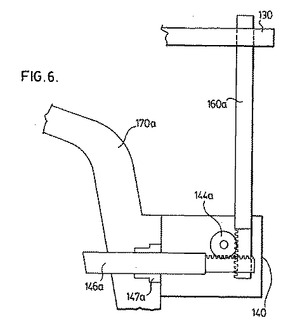
図5および図6は、それぞれ、キャビティ引張りシステム140aのギア機構をより詳細に示した等角図および概略断面図を表す。シリンダシャフト160aは、充填プレート130を越えてキャビティ引張りシステム140a内へ延びており、シリンダシャフト160aは、駆動ギア144aと噛み合ってブシュ147aによってキャビティ壁170aを貫いて金型キャビティの中へ案内されるラックピン146aを駆動する。かくして、キャビティ引張りシステムは、互いにほぼ直角に延びる二つのステンレス鋼のロッド、すなわちシリンダシャフトおよびラックピンを使用するカム型機構で動作するように設計されている。真鍮のギア作動機構は、機構構成部品のための形成部を金型装置/金型に収容するのに十分な物品外形が存在する場合に、成形物品のデザイン上の任意の角度に型引き外の突出部分又は凹み部分の形成を考慮に入れる。
【0036】
かくして、本発明は、蒸気箱金型で型引き線の外側に凹み部分または突出部分を成形するための装置および方法に関する。さらには、本発明によれば、物品を、型引き外の凹み部分または突出部分を有する蒸気箱で成形する。例えば、本発明により、自動車に使用される自動車バンパー部材のためのエネルギ吸収体を成形するための垂直に積み重ねられた射出金型装置で、型引きの外側に孔を形成しようとする。そのようにするためには、そのような蒸気箱成形部の全ての位置を、金型装置の分割線まで引き戻さなければならない。この結果、蒸気箱成形工程の前後に設置可能性を有しない、長い設置スロットの結果となる。かくして、これまでに記載された本発明の実施形態によるキャビティ引張りシステムは、そのような設置可能性を提供するように設計されている。本発明の実施形態によるキャビティ引張りシステムおよびシリンダシャフトを、機構上の故障をもたらすことなしに、内部の極端な温度と湿度に耐えるように、蒸気箱成形装置内に安全に包囲することができる。
【0037】
キャビティ引張りシステムの構成部品は、耐熱性および耐湿性の材料、例えば耐熱性および耐湿性のステンレス鋼で作られる。密封は、高精度の嵌め合いによって達成される。所望ならば、グリースを使用して密封を補う。シリンダアクチュエータシャフトは、図2から6に見られるように、充填プレートに取り付けられ、そしてギア機構内へ延びている。
【0038】
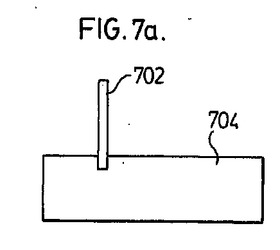
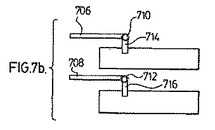
今、図7aおよび7bに目を向けると、ギア機構を含むキャビティ引張りシステムが、多キャビティシステムで成形部分を作る上で特に有利であることが明らかである。図7aは、金型704の中へ直線的に延びる単一のシリンダアクチュエータ702を採用した単一のキャビティシステムを示す。しかしながら、図7bに示すように、多キャビティシステムでは、ラックピン714および716に係合するため、シリンダアクチュエータ706および708の運動を、ギア機構710および712を介して、水平運動から垂直運動に、またその反対に変換することが必要である。構成部品のための形成部分を金型装置/金型に収容するのに十分な物品外形があることを条件に、型引き線の外側に複数の角度に成形部分を設けるように複数の角度で金型キャビティの中へピンを入れることができる。
【0039】
有利には、本発明によれば、蒸気箱で成形された物品は、型引き外部分を作るラックピンを引っこめることにより、金型から楽に放出される。さらには、成形工程中に型引き外部分を作ることは、労働量を減じ、さもなければ成形物品に孔のような凹み部分または突出部分を作るために成形工程後に労力を採用しなければならなくなる。有利には、キャビティ引張りシステムのギア機構は、もし、金型内に形成部分を収容するに十分な物品の外形があれば、型引き線の外側に複数の角度を有することがある成形部分を作ることができる。
【0040】
本発明は、計器盤の構成部品の設置または取付のための垂直に形成された孔をもって成形される自動車のエネルギ吸収体を作るのに特に適しているが、蒸気箱金型で成形され、且つ型引き外部分を有する任意の種類の製品を作るのにも使用することができる。
【0041】
本発明の上記の実施形態は、本発明の例のものであり、本発明の特許請求の範囲に記載された発明の精神および範囲から逸脱することなく本発明の特定の実施形態に多数の修正、変形、適用をしてもよい。
【図面の簡単な説明】
【0042】
【図1】本発明による蒸気箱成形装置のキャビティ側の等角図である。
【図2】本発明による蒸気箱成形装置のキャビティ側の正面図である。
【図3】本発明によるキャビティ引張りシステムの詳細な等角図である。
【図4】本発明によるキャビティ引張りシステムの詳細な断面図である。
【図5】キャビティ引張りシステムのギア機構をより詳細に示した等角図である。
【図6】キャビティ引張りシステムのギア機構をより詳細に示した概略断面図である。
【図7a】単一キャビティシステムのシリンダアクチュエータの運動を示す概略図である。
【図7b】複数キャビティシステムのシリンダアクチュエータの運動を示す概略図である。
【技術分野】
【0001】
本発明は、一般的に、蒸気箱で成形される発泡プラスチック材料で作られる製品の分野に関し、且つ蒸気箱成形装置、および該装置で発泡プラスチック材料を成形する方法に関する。
【背景技術】
【0002】
発泡プラスチック材料の粒子やビーズから作られる複数の製品は、例えば断熱材、包装材、緩衝材、又はエネルギ吸収体として広く採用されている。
【0003】
エネルギ吸収要素は、特に、衝撃の運動エネルギの大部分を受け、かくして乗員および歩行者の安全を増大させるために、自動車の構造に使用される。従来技術の適用は、緩衝器、サイドドア、および支持ボディ構造についてのバンパーの支持に使用される衝撃ディフレクタ要素である。
【0004】
過去数十年にわたって、エネルギ吸収の取り扱いは、現代的な輸送車両のデザインおよび構造の増々重要な部分となってきた。早い時期に、変形可能なフロントおよび/またはリア構造で設計された車両は、それが変形するときその構造による衝撃エネルギ吸収により、衝突の場合に車両乗員に、より大きな安全をもたらすことが認識された。車両、特に自動車をこのように設計することは、増々一般的となってきた。しかしながら、このような変形可能な構造が、車両になされる重大な構造上の損傷の結果、乗客の負傷が防止しまたは最小にする上で役立つにもかかわらず、車両の修理および復元は、高価で時間のかかる仕事である。例えば、駐車場でバンパーとバンパーの接触において遭遇する、衝撃が低から中エネルギを含むときには、修理手順は不必要であると特に見られている。そのような比較的エネルギ不十分な衝撃によって引き起こされる損傷を軽減するために、自動車のバンパーを、弾力性でしかもエネルギ吸収性の取付台によって取り付けること、あるいはバンパー自体をエネルギ吸収材料で準備することが一般的となってきた。例えばガラス繊維強化外殻内の発泡ポリプロピレン(EPP)は、そのような目的に使用され、EPPは、バンパーがその衝撃前の形状にはね返ることができる弾力性と結合した、優れたエネルギ吸収性を提供し、ガラス繊維強化殻は、バンパーが、構造上の構成部品並びにエネルギ吸収構成部品として役立つに十分な構造強度を提供する。
【0005】
車両の衝撃に関する関心は、乗客のコンパートメントにも及び、過去数十年にわたって、ウィンドウクランク、ドアハンドル、ドアロックボタン、及びこれに類するもののような、乗客のコンパートメントの中へ延びる、多量の角張った物体が減少し、最早突出しないようにへこまされ、或いは完全に除去された。さらに、ダッシュボード、サイドボルスタ、ピラー及び、シートやヘッドレストにも見つけられるもののような多くの車の内装材料が、衝撃エネルギ吸収を念頭に入れて選択された。
【発明の開示】
【発明が解決しようとする課題】
【0006】
発泡プラスチック材料を作る現在の方法は、蒸気箱内に金型を配置し、金型にプラスチックペレットを充填し、蒸気が金型の孔から金型に入ってペレットを膨張させて互いに融着させるように蒸気箱に蒸気を注入することを含む。かくして、蒸気箱内では、金型構成部品は、極端な温度と湿度の極端な環境にさらされる。そのような蒸気箱内で型引き外部分を有する製品を成形するためには、金型は、金型コア及びキャビティとは別に追加の部材を必要とする。孔を形成するための固定ピンのような固定部材を設けることは、成形製品の放出時に損傷部分をもたらすロッキング状態を引き起こす。更に、そのようなピンを引っ込めるのに使用される、水圧シリンダのような任意の装置を、蒸気箱内に閉じこめ又は密封する必要がある。しかしながら、引っ込み可能な金型部材を蒸気箱の内部に設けるとき、蒸気箱内が機構の故障をもたらすことがある極端な条件のために、困難性が持ち上がる。
【0007】
かくして、蒸気箱で成形され、型引き外部分を有する製品を提供することが望ましい。
【0008】
その上、型引き外部分の成形を提供する、蒸気箱で製品を成形するための装置を提供することが望ましい。
【0009】
蒸気箱で型引き外部分を有するプラスチック製品を成形する方法を提供することがさらに望ましい。
【課題を解決するための手段】
【0010】
本発明によれば、型引き外に成形部分を含む、発泡性プラスチック材料で成形された、蒸気箱成形物品を提供する。
【0011】
本発明の他の側面によれば、成形部分は、凹み部分および突出部分の少なくとも一方である。成形部分は、型引き線の外側に複数の角度のうちの一つを有することができる。
【0012】
本発明のさらに他の側面によれば、発泡性プラスチック材料は、スチレン重合体、アクリロニトリルブタジエンスチレン(ABS)重合体、およびポリオレフィンのうちの一つである。本発明の実施形態によれば、発泡性プラスチック材料は、ポリプロピレンである。
【0013】
本発明のさらなる側面によれば、蒸気箱成形物品は、自動車のエネルギ吸収体として使用されるためのものである。
【0014】
本発明によれば、さらに、型引き外部分を有する成形物品を形成するための蒸気箱成形装置は、間に金型キャビティを画定する第一金型部分およびこれと補足し合う第二金型部分と、キャビティ引張りシステムと、を含み、前記第一金型部分は、発泡性プラスチック材料を金型キャビティの中へ導入するための注入口を有する充填プレートを含み、キャビティ引張りシステムは、アクチュエータ、ギア機構、およびピンを含み、アクチュエータは、充填プレートを通ってギア機構まで延び、ピンは、ギア機構から金型キャビティの中へ延び、前記ギア機構は、アクチュエータからピンへ運動を伝達するためのものであり、ピンは、型引き外部分を成形するためのものである。
【0015】
本発明の他の側面によれば、ギア機構は、ピニオンおよびラックピンを含み、前記ラックピンは金型キャビティの中へ駆動されるためのものである。本発明の実施形態では、ラックピンはブシュによって案内される。
【0016】
本発明のさらに他の側面によれば、キャビティ引張りシステムは、ステンレス鋼のような耐熱性および耐湿性の材料で作られる。本発明の実施形態によれば、ギア機構は、真鍮で作られる。
【0017】
本発明の他の側面によれば、ピンは、型引き外の複数の角度に成形部分を作るように、複数の角度で金型キャビティの中へ入るためのものである。ピンは、金型キャビティの実質的に外側の第一位置と、金型キャビティの実質的に内側の第二位置との間で移動可能である。
【0018】
本発明によれば、車両の衝撃を吸収するためのエネルギ吸収要素がさらに提供され、前記エネルギ吸収要素は、蒸気箱金型で発泡性ポリプロピレンから作られ、エネルギ吸収要素は、型引き外部分を含む。
【0019】
本発明の更なる側面によれば、型引き外部分は、型引き線の外側に複数の角度のうちの一つを有する。
【0020】
本発明の他の側面によれば、型引き線の外側に成形部分を含む蒸気箱成形製品を製造する方法であって、第一金型部分を準備する工程と、第一金型部分と補足し合う第二金型部分を準備する工程と、間に金型キャビティを形成するために第一金型部分および第二金型部分を互いに閉じる工程と、型引き線の外側である部分を成形するためのキャビティ引張りシステムを作動する工程と、金型キャビティに発泡性プラスチック材料を充填する工程と、成形製品を形成するために発泡性プラスチック材料を膨張させ且つ結合させるために金型キャビティの中へ蒸気を導入する工程と、キャビティ引張りシステムの作動を解く工程と、金型を開く工程と、成形製品を取出す工程と、を含む方法を提供する。
【0021】
本発明のさらなる側面によれば、キャビティ引張りシステムを作動させる工程は、ギア機構を駆動するシリンダを作動する工程を含み、前記ギア機構は、ピンを金型キャビティの中へ駆動するためのものである。ピンは、型引き線の外側の複数の角度のうちの一つに成形部分を作るために、複数の角度のうちの一つで金型キャビティの中へ駆動される。
【0022】
本発明のさらに他の側面によれば、成形部分は、凹み部分または突出部分である。
【0023】
本発明のさらなる側面によれば、方法は、型引き線の外側に成形部分を含むエネルギ吸収要素を形成するために使用される。
【発明を実施するための最良の形態】
【0024】
本発明の例示的な実施形態を、同様な番号が同様な要素を表している図面に関連して記載する。
【0025】
本発明は、蒸気箱で成形される、ビーズのような発泡プラスチック粒子からなる成形製品を提供する。これらの製品は、型引き外部分を含む。本発明は、さらに、発泡プラスチック粒子から蒸気箱で成形される型引き外部分を含む製品を作るための方法および装置を提供する。
【0026】
ここに援用されるラボツキの米国特許第4,456,443号は、発泡ボードや発泡シートのような物品が、例えばポリスチレンのような発泡フォーム材料から成形される、発泡材料の蒸気箱成形用の機械および方法を開示する。キャビティに、部分的に発泡したポリスチレンのビーズを充填し、蒸気を使用してビーズを完全に発泡させる。そして物品を水で冷却する。
【0027】
発泡性粒子またはビーズを形成する方法は、ここに援用される米国特許第5,496,864号、同第5,468,781号、同第5,459,169号、同第5,071,883号、同第4,769,393号、同第4,676,939号によって説明されるように、今ではよく知られている。発泡性プラスチック物品の例は、スチレン重合体、アクリロニトリルブタジエンスチレン(ABS)重合体、およびポリオレフィンがある。
【0028】
発泡ポリオレフィンは、一般的に発泡プラスチック粒子として使用される。発泡プリオレフィン(EPO)の例は、発泡ポリエチレン(EPE)、発泡ポリプロピレン(EPP)、発泡ポリブチレン(EPB)、およびエチレンの共重合体、プロピレンの共重合体、ブチレンの共重合体、1,3−ブタジエンの共重合体、およびその他のオレフィン単量体の共重合体、特に5から18の炭素原子を有するα−オレフィン単量体および/または、シクロヘキサン、シクロペンテン、シクロヘキサジエン、ノルボルネン、および、スチレン、α−メチルスチレン、パラメチルスチレンなどの置換された芳香族オレフィンのようなシクロアルキレン単量体の共重合体を含む。好ましいEPOは、発泡ポリプロピレン(EPP)と、これとエチレンおよびブチレンとの共重合体である。特定の重合体および/または共重合体は、引っ張り強さや、圧縮強さ、係数、密度、成形温度、軟化点などの所望の物理的特性を提供するように選択される。
【0029】
発泡性ポリオレフィンは、後に成形工程中に発泡を行わせるのに利用されるガスを含んだ、ポリマーの比較的小さい均一のビーズを生産するビーズ重合工程によって製造される。最も一般的に使用されるガスは、空気であるが、成形温度でガスを生成する低沸点液体を含む他のガスを使用してもよい。例えば、空気、ニトロゲン、二酸化炭素、ペンタン、石油エーテル、メチルエチルケトン、様々のハロカーボンなどが適している。環境の観点からすれば、空気、ニトロゲン、二酸化炭素などの永久ガスが発泡剤として有利に使用される。
【0030】
例えば、ここに援用される米国特許第4,812,484号は、発明の背景技術の部分に、下記の行程による発泡ポリプロピレン粒子の準備についての記載を提供しており、該工程は、ポリプロピレン粒子を密閉容器内の水に分散させ、容器に発泡剤を投入し、内圧を発泡剤の蒸気圧力に又はそれ以上に保ちながら、分散媒をポリプロピレン粒子の軟化点から、ポリプロピレン粒子の融点よりも20℃だけ高い温度までの温度に加熱し、密閉容器の液体レベルより下に設けられた出口を開いて、発泡剤を含浸させたポリプロピレン粒子を含む水性分散媒を密閉容器の内圧より低い圧力を有する大気に解放することを含む。詳細には、例えば日本の公開公報の12035/82、25336/82、90027/82、195131/82、1732/83、23834/83、25334/83、33435/83、55231/83、76229/83、76231/83から76234/83、および87027/83を参照できる。この工程によれば、0.026から0.06 g/cm3の容積密度を有する発泡ポリプロピレン粒子が得られる。上記の工程はまた、上記引用公報に記載されるように、ポリエチレン粒子または交差結合したポリエチレン粒子の製造にも適用できることが知られている。
【0031】
発泡プラスチック粒子から作られた成形物品は、加圧ニトロゲンガスまたは空気で発泡プラスチック粒子を圧縮し、圧縮された粒子を金型のキャビティに充填し、そして粒子を加熱して互いに融着させ、続いて冷却することによって得られる。
【0032】
今、図1に目を向けると、本発明による蒸気箱成形装置100の等角図が示されている。蒸気箱成形装置100は、第一金型部分110、即ちキャビティ側と、第二金型部分(図示せず)、即ちコア側と、を含む。第一金型部分110は、キャビティプレート120と、複数の充填口132a−lおよび多密度エネルギ吸収システムを形成するための複数のスライド位置134a−hを有する充填プレート130と含む。第一金型部分110および第二金型部分は、これらの間に成形物品を形成するための金型キャビティを形成する。さらに、第一金型部分は、蒸気が金型キャビティを通過できるようにエアベント(図示せず)を含む。本発明の実施形態によれば、第一金型部分110は、少なくとも一つのキャビティ引張りシステム140aおよび/または第二のキャビティ引張りシステム140bを含み、キャビティ引張りシステム140aおよび/または第二のキャビティ引張りシステム140bは、それぞれシリンダシャフト160aおよび/または160bを介してシリンダアクチュエータ150aおよび/または150bによって作動される。これは、本発明による蒸気箱成形装置100のキャビティ側の正面図を示す図2に、より詳細に示されている。もし望むなら、追加のキャビティ引張りシステムが採用される。金型部分当たりのキャビティ引張りシステムの数は、型引き線の外側で形成されるべき多数の部分に応じて選択される。本発明によるキャビティ引張りシステムを、図3から6と関連して以下により詳細に説明する。
【0033】
本発明の実施形態によるキャビティ引張りシステムを、発泡性プラスチック材料のビーズを蒸気箱金型に充填する前に作動させる。第一金型部分は、金型キャビティ内に延びる、少なくとも一つ、より有利には、複数の充填口132a−lを含み、それにより、充填ガン(図示せず)が、成形されるべき物品のためのプラスチック材料を金型キャビティに充填することができる。例えば、金型キャビティに、充填口を介して金型に入る、発泡ポリプロピレンのビーズを充填する。次いで、蒸気をエアベントを介して金型キャビティに供給してポリプロピレン粒子を膨張させ且つ結合させて、成形物品を形成する。蒸気は、発泡ポリプロピレンのビーズを互いに融着させて自動車の計器盤のエネルギ吸収体のような成形物品にする。蒸気は、第一金型部分のエアベントに入り、ポリプロピレンのビーズを膨張させる。物品が成形された後、金型およびその中の物品を、ノズル(図示せず)から例えば水のような冷却剤をキャビティの後側に噴霧することによって冷却する。成形物品が融着され且つ冷却された後、キャビティ引張りシステムを金型から引っ込め、金型を開き、成形物品を金型から取出し、即ち離型する。圧縮空気を導入して、金型と成形物品との分離を補助するのがよい。
【0034】
今、図3および図4に目を向けると、キャビティ引張りシステム140aの詳細な等角図および詳細な断面図が示されている。キャビティ引張りシステム140aは、シリンダアクチュエータ150aによってシリンダシャフト160aを介して駆動される。キャビティ引張りシステム140aは、シャフトハウジング142aと、ギア機構と、を含み、該ギア機構は、ピニオン144a、および金型キャビティの中へ駆動されるラックピン146aを含む。
【0035】
図5および図6は、それぞれ、キャビティ引張りシステム140aのギア機構をより詳細に示した等角図および概略断面図を表す。シリンダシャフト160aは、充填プレート130を越えてキャビティ引張りシステム140a内へ延びており、シリンダシャフト160aは、駆動ギア144aと噛み合ってブシュ147aによってキャビティ壁170aを貫いて金型キャビティの中へ案内されるラックピン146aを駆動する。かくして、キャビティ引張りシステムは、互いにほぼ直角に延びる二つのステンレス鋼のロッド、すなわちシリンダシャフトおよびラックピンを使用するカム型機構で動作するように設計されている。真鍮のギア作動機構は、機構構成部品のための形成部を金型装置/金型に収容するのに十分な物品外形が存在する場合に、成形物品のデザイン上の任意の角度に型引き外の突出部分又は凹み部分の形成を考慮に入れる。
【0036】
かくして、本発明は、蒸気箱金型で型引き線の外側に凹み部分または突出部分を成形するための装置および方法に関する。さらには、本発明によれば、物品を、型引き外の凹み部分または突出部分を有する蒸気箱で成形する。例えば、本発明により、自動車に使用される自動車バンパー部材のためのエネルギ吸収体を成形するための垂直に積み重ねられた射出金型装置で、型引きの外側に孔を形成しようとする。そのようにするためには、そのような蒸気箱成形部の全ての位置を、金型装置の分割線まで引き戻さなければならない。この結果、蒸気箱成形工程の前後に設置可能性を有しない、長い設置スロットの結果となる。かくして、これまでに記載された本発明の実施形態によるキャビティ引張りシステムは、そのような設置可能性を提供するように設計されている。本発明の実施形態によるキャビティ引張りシステムおよびシリンダシャフトを、機構上の故障をもたらすことなしに、内部の極端な温度と湿度に耐えるように、蒸気箱成形装置内に安全に包囲することができる。
【0037】
キャビティ引張りシステムの構成部品は、耐熱性および耐湿性の材料、例えば耐熱性および耐湿性のステンレス鋼で作られる。密封は、高精度の嵌め合いによって達成される。所望ならば、グリースを使用して密封を補う。シリンダアクチュエータシャフトは、図2から6に見られるように、充填プレートに取り付けられ、そしてギア機構内へ延びている。
【0038】
今、図7aおよび7bに目を向けると、ギア機構を含むキャビティ引張りシステムが、多キャビティシステムで成形部分を作る上で特に有利であることが明らかである。図7aは、金型704の中へ直線的に延びる単一のシリンダアクチュエータ702を採用した単一のキャビティシステムを示す。しかしながら、図7bに示すように、多キャビティシステムでは、ラックピン714および716に係合するため、シリンダアクチュエータ706および708の運動を、ギア機構710および712を介して、水平運動から垂直運動に、またその反対に変換することが必要である。構成部品のための形成部分を金型装置/金型に収容するのに十分な物品外形があることを条件に、型引き線の外側に複数の角度に成形部分を設けるように複数の角度で金型キャビティの中へピンを入れることができる。
【0039】
有利には、本発明によれば、蒸気箱で成形された物品は、型引き外部分を作るラックピンを引っこめることにより、金型から楽に放出される。さらには、成形工程中に型引き外部分を作ることは、労働量を減じ、さもなければ成形物品に孔のような凹み部分または突出部分を作るために成形工程後に労力を採用しなければならなくなる。有利には、キャビティ引張りシステムのギア機構は、もし、金型内に形成部分を収容するに十分な物品の外形があれば、型引き線の外側に複数の角度を有することがある成形部分を作ることができる。
【0040】
本発明は、計器盤の構成部品の設置または取付のための垂直に形成された孔をもって成形される自動車のエネルギ吸収体を作るのに特に適しているが、蒸気箱金型で成形され、且つ型引き外部分を有する任意の種類の製品を作るのにも使用することができる。
【0041】
本発明の上記の実施形態は、本発明の例のものであり、本発明の特許請求の範囲に記載された発明の精神および範囲から逸脱することなく本発明の特定の実施形態に多数の修正、変形、適用をしてもよい。
【図面の簡単な説明】
【0042】
【図1】本発明による蒸気箱成形装置のキャビティ側の等角図である。
【図2】本発明による蒸気箱成形装置のキャビティ側の正面図である。
【図3】本発明によるキャビティ引張りシステムの詳細な等角図である。
【図4】本発明によるキャビティ引張りシステムの詳細な断面図である。
【図5】キャビティ引張りシステムのギア機構をより詳細に示した等角図である。
【図6】キャビティ引張りシステムのギア機構をより詳細に示した概略断面図である。
【図7a】単一キャビティシステムのシリンダアクチュエータの運動を示す概略図である。
【図7b】複数キャビティシステムのシリンダアクチュエータの運動を示す概略図である。
【特許請求の範囲】
【請求項1】
型引き外成形部分を含む、
ことを特徴とする発泡性プラスチック材料から成形された蒸気箱成形物品。
【請求項2】
成形部分は、凹み部分および突出部分の少なくとも一方である、
ことを特徴とする請求項1に記載の蒸気箱成形物品。
【請求項3】
成形部分は、型引き線の外側に複数の角度のうちの一つを有する、
ことを特徴とする請求項2に記載の蒸気箱成形物品。
【請求項4】
発泡性プラスチック材料は、スチレン重合体、アクリロニトリルブタジエンスチレン(ABS)重合体、およびポリオレフィンのうちの一つである、
ことを特徴とする請求項1に記載の蒸気箱成形物品。
【請求項5】
自動車のエネルギ吸収体として使用される、
ことを特徴とする請求項1に記載の蒸気箱成形物品。
【請求項6】
少なくとも一つの型引き外部分を有する成形物品を形成するための蒸気箱成形装置であって、
間に金型キャビティを画定する第一金型部分およびこれと補足し合う第二金型部分と、キャビティ引張りシステムと、を含み、
前記第一金型部分は、発泡性プラスチック材料を金型キャビティの中へ導入するための注入口を有する充填プレートを含み、
キャビティ引張りシステムは、アクチュエータ、ギア機構、およびピンを含み、アクチュエータは、充填プレートを通ってギア機構まで延び、ピンは、ギア機構から金型キャビティの中へ延び、前記ギア機構は、アクチュエータからピンへ運動を伝達するのものであり、ピンは、少なくとも一つの型引き外部分を形成するためのものである、
ことを特徴とする蒸気箱成形装置。
【請求項7】
ギア機構は、ピニオンおよびラックピンを含み、前記ラックピンは、金型キャビティの中へ駆動されるためのものである、
ことを特徴とする請求項6に記載の蒸気箱成形装置。
【請求項8】
ラックピンは、ブシュによって案内されている、
ことを特徴とする請求項7に記載の蒸気箱成形装置。
【請求項9】
キャビティ引張りシステムは、耐熱性および耐湿性の材料で作られる、
ことを特徴とする請求項6に記載の蒸気箱成形装置。
【請求項10】
耐熱性および耐湿性の材料は、ステンレス鋼である、
ことを特徴とする請求項9に記載の蒸気箱成形装置。
【請求項11】
ギア機構は、真鍮で作られる、
ことを特徴とする請求項6に記載の蒸気箱成形装置。
【請求項12】
ピンは、型引き外の複数の角度に成形部分を作るように、複数の角度で金型キャビティの中へ入るためのものである、
ことを特徴とする請求項7に記載の蒸気箱成形装置。
【請求項13】
ピンは、金型キャビティの実質的に外側の第一の位置と金型キャビティの実質的に内側の第二の位置との間で移動可能である、
ことを特徴とする請求項6に記載の蒸気箱成形装置。
【請求項14】
車両の衝撃を吸収するためのエネルギ吸収要素であって、
前記エネルギ吸収要素は、蒸気箱金型で発泡性ポリプロピレンから作られ、
エネルギ吸収要素は、型引き外部分を含む、
ことを特徴とするエネルギ吸収要素。
【請求項15】
型引き外部分は、型引き外に複数の角度のうち一つを有する、
ことを特徴とする請求項14に記載のエネルギ吸収要素。
【請求項16】
型引き線の外側である成形部分を含む蒸気箱成形製品を製造する方法であって、
第一金型部分を準備する工程と、
第一金型部分と補足し合う第二金型部分を準備する工程と、
間に金型キャビティを形成するために第一金型部分および第二金型部分を互いに閉じる工程と、
型引き線の外側である部分を成形するためのキャビティ引張りシステムを作動する工程と、
金型キャビティに発泡性プラスチック材料を充填する工程と、
成形製品を形成するために発泡性プラスチック材料を膨張させ且つ結合させるために金型キャビティの中へ蒸気を導入する工程と、
キャビティ引張りシステムの作動を解く工程と、
金型を開く工程と、
成形製品を取出す工程と、を含む
ことを特徴とする前記方法。
【請求項17】
キャビティ引張りシステムを作動させる工程は、ギア機構を駆動するシリンダを作動する工程を含み、前記ギア機構は、ピンを金型キャビティの中へ駆動するためのものである、
ことを特徴とする請求項16に記載の方法。
【請求項18】
ピンは、型引き線の外側の複数の角度のうちの一つに成形部分を作るために、複数の角度のうちの一つで金型キャビティの中へ駆動される、
ことを特徴とする請求項17に記載の方法。
【請求項19】
成形部分は、凹み部分または突出部分である、
ことを特徴とする請求項18に記載の方法。
【請求項20】
発泡性プラスチック材料は、スチレン重合体、アクリロニトリルブタジエンスチレン(ABS)重合体、およびポリオレフィンのいずれか一つである、
ことを特徴とする請求項16に記載の方法。
【請求項21】
発泡性プラスチック材料が、ポリプロピレンである、
ことを特徴とする請求項20に記載の方法。
【請求項22】
請求項16に記載の方法によって作られた、型引き線の外側に成形部分を含むエネルギ吸収要素。
【請求項1】
型引き外成形部分を含む、
ことを特徴とする発泡性プラスチック材料から成形された蒸気箱成形物品。
【請求項2】
成形部分は、凹み部分および突出部分の少なくとも一方である、
ことを特徴とする請求項1に記載の蒸気箱成形物品。
【請求項3】
成形部分は、型引き線の外側に複数の角度のうちの一つを有する、
ことを特徴とする請求項2に記載の蒸気箱成形物品。
【請求項4】
発泡性プラスチック材料は、スチレン重合体、アクリロニトリルブタジエンスチレン(ABS)重合体、およびポリオレフィンのうちの一つである、
ことを特徴とする請求項1に記載の蒸気箱成形物品。
【請求項5】
自動車のエネルギ吸収体として使用される、
ことを特徴とする請求項1に記載の蒸気箱成形物品。
【請求項6】
少なくとも一つの型引き外部分を有する成形物品を形成するための蒸気箱成形装置であって、
間に金型キャビティを画定する第一金型部分およびこれと補足し合う第二金型部分と、キャビティ引張りシステムと、を含み、
前記第一金型部分は、発泡性プラスチック材料を金型キャビティの中へ導入するための注入口を有する充填プレートを含み、
キャビティ引張りシステムは、アクチュエータ、ギア機構、およびピンを含み、アクチュエータは、充填プレートを通ってギア機構まで延び、ピンは、ギア機構から金型キャビティの中へ延び、前記ギア機構は、アクチュエータからピンへ運動を伝達するのものであり、ピンは、少なくとも一つの型引き外部分を形成するためのものである、
ことを特徴とする蒸気箱成形装置。
【請求項7】
ギア機構は、ピニオンおよびラックピンを含み、前記ラックピンは、金型キャビティの中へ駆動されるためのものである、
ことを特徴とする請求項6に記載の蒸気箱成形装置。
【請求項8】
ラックピンは、ブシュによって案内されている、
ことを特徴とする請求項7に記載の蒸気箱成形装置。
【請求項9】
キャビティ引張りシステムは、耐熱性および耐湿性の材料で作られる、
ことを特徴とする請求項6に記載の蒸気箱成形装置。
【請求項10】
耐熱性および耐湿性の材料は、ステンレス鋼である、
ことを特徴とする請求項9に記載の蒸気箱成形装置。
【請求項11】
ギア機構は、真鍮で作られる、
ことを特徴とする請求項6に記載の蒸気箱成形装置。
【請求項12】
ピンは、型引き外の複数の角度に成形部分を作るように、複数の角度で金型キャビティの中へ入るためのものである、
ことを特徴とする請求項7に記載の蒸気箱成形装置。
【請求項13】
ピンは、金型キャビティの実質的に外側の第一の位置と金型キャビティの実質的に内側の第二の位置との間で移動可能である、
ことを特徴とする請求項6に記載の蒸気箱成形装置。
【請求項14】
車両の衝撃を吸収するためのエネルギ吸収要素であって、
前記エネルギ吸収要素は、蒸気箱金型で発泡性ポリプロピレンから作られ、
エネルギ吸収要素は、型引き外部分を含む、
ことを特徴とするエネルギ吸収要素。
【請求項15】
型引き外部分は、型引き外に複数の角度のうち一つを有する、
ことを特徴とする請求項14に記載のエネルギ吸収要素。
【請求項16】
型引き線の外側である成形部分を含む蒸気箱成形製品を製造する方法であって、
第一金型部分を準備する工程と、
第一金型部分と補足し合う第二金型部分を準備する工程と、
間に金型キャビティを形成するために第一金型部分および第二金型部分を互いに閉じる工程と、
型引き線の外側である部分を成形するためのキャビティ引張りシステムを作動する工程と、
金型キャビティに発泡性プラスチック材料を充填する工程と、
成形製品を形成するために発泡性プラスチック材料を膨張させ且つ結合させるために金型キャビティの中へ蒸気を導入する工程と、
キャビティ引張りシステムの作動を解く工程と、
金型を開く工程と、
成形製品を取出す工程と、を含む
ことを特徴とする前記方法。
【請求項17】
キャビティ引張りシステムを作動させる工程は、ギア機構を駆動するシリンダを作動する工程を含み、前記ギア機構は、ピンを金型キャビティの中へ駆動するためのものである、
ことを特徴とする請求項16に記載の方法。
【請求項18】
ピンは、型引き線の外側の複数の角度のうちの一つに成形部分を作るために、複数の角度のうちの一つで金型キャビティの中へ駆動される、
ことを特徴とする請求項17に記載の方法。
【請求項19】
成形部分は、凹み部分または突出部分である、
ことを特徴とする請求項18に記載の方法。
【請求項20】
発泡性プラスチック材料は、スチレン重合体、アクリロニトリルブタジエンスチレン(ABS)重合体、およびポリオレフィンのいずれか一つである、
ことを特徴とする請求項16に記載の方法。
【請求項21】
発泡性プラスチック材料が、ポリプロピレンである、
ことを特徴とする請求項20に記載の方法。
【請求項22】
請求項16に記載の方法によって作られた、型引き線の外側に成形部分を含むエネルギ吸収要素。
【図1】

【図2】
【図3】
【図4】
【図5】

【図6】
【図7a】
【図7b】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7a】
【図7b】
【公表番号】特表2007−515317(P2007−515317A)
【公表日】平成19年6月14日(2007.6.14)
【国際特許分類】
【出願番号】特願2006−545872(P2006−545872)
【出願日】平成16年12月23日(2004.12.23)
【国際出願番号】PCT/CA2004/002194
【国際公開番号】WO2005/061201
【国際公開日】平成17年7月7日(2005.7.7)
【出願人】(501490830)デコマ インターナショナル インコーポレイテッド (5)
【Fターム(参考)】
【公表日】平成19年6月14日(2007.6.14)
【国際特許分類】
【出願日】平成16年12月23日(2004.12.23)
【国際出願番号】PCT/CA2004/002194
【国際公開番号】WO2005/061201
【国際公開日】平成17年7月7日(2005.7.7)
【出願人】(501490830)デコマ インターナショナル インコーポレイテッド (5)
【Fターム(参考)】
[ Back to top ]