
蒸気養生薄肉製品用速硬性セメント組成物
【課題】厚さ40mm以下の薄肉コンクリート製品を蒸気養生にて製造する工程において、製品製造時に有害なひび割れや角欠けを生じさせることなく、型枠回転数を大幅に急増化して、工程短縮、納期短縮及び型枠数の削減による原価低減を可能とする、蒸気養生薄肉製品用速硬性セメント組成物を提供すること。
【解決手段】早強ポルトランドセメント50質量%以上、カルシウムアルミネート、硫酸カルシウム及び凝結調整剤を含有し、注水後3時間時点と12時間時点の積算発熱量の比が0.65〜0.90であることを特徴とする、厚さ40mm以下の蒸気養生薄肉製品用速硬性セメント組成物。
【解決手段】早強ポルトランドセメント50質量%以上、カルシウムアルミネート、硫酸カルシウム及び凝結調整剤を含有し、注水後3時間時点と12時間時点の積算発熱量の比が0.65〜0.90であることを特徴とする、厚さ40mm以下の蒸気養生薄肉製品用速硬性セメント組成物。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、蒸気養生を用いる薄肉コンクリート製品の製造において、製品の製造作業可使時間を確保しながらセメントの凝結を大幅に促進して、製造効率を大幅に向上させる技術に関する。
【背景技術】
【0002】
従来、コンクリート製品の製造には、型枠にコンクリートを打設して成型したコンクリート製品をできるだけ短時間に脱型できる強度に到達させて、型枠の回転率を向上させ、製造効率向上と早期出荷を目的に促進養生を実施しているのが一般的である。促進養生には、常圧蒸気養生が一般に広く実施されている。
【0003】
一方、高温高圧蒸気養生(オートクレーブ養生)を実施しているコンクリート製品工場もあるが、高強度のコンクリート杭製品などの製造に用いられ、型枠の早期脱型の目的としては実施されていない。高温高圧蒸気養生とは、常圧蒸気養生を実施したコンクリート製品を二次養生として、温度180〜190℃、圧力10〜11気圧程度の圧力養生室で高温高圧蒸気養生(オートクレーブ養生)を実施して、高温高圧条件下の水和反応により、トベルモライトという安定した強度の高い水和物を生成し高強度のコンクリート製品を製造する養生方法である。高温高圧蒸気養生は前養生として常圧蒸気養生を必要としており、2種の養生工程を経る必要があるため、型枠の早期脱型目的には適していない。
【0004】
常圧蒸気養生とは、コンクリートを打設して仕上げ作業を終了したコンクリート製品を、ピット式や棚式の養生槽や養生室に入れて、この養生槽や養生室内にボイラーによって発生させた水蒸気を通気し、コンクリートを常圧状態で加温加湿させ、セメントの水和反応を促進してコンクリートの初期強度発現を早め、早期に型枠を脱型できる強度に到達させて型枠の回転率を高める方法である。
【0005】
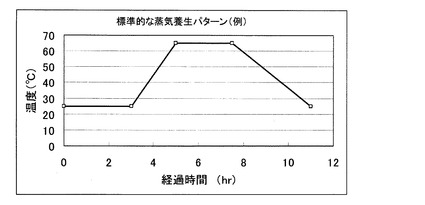
具体的には、コンクリート製品成型後にコンクリートの練り上がり温度に合わせて、約2〜5時間の前置き養生した後、20℃/時間以下の昇温速度で約2時間程度蒸気によって加熱昇温し、65℃程度の最高温度に達してから2〜3時間最高温度を保持して、その後蒸気の通気止めて降温させ、脱型強度が得られてから型枠を脱型する工程からなる。標準的な蒸気養生パターンの例を図1に示す。
このような方法では、型枠回転率は1〜3回転/日と、1日に1つの型枠で製品を1〜3体しか製造することができず、納期短縮時や少ない型枠での製造効率拡大時においては、製造効率の改善が望まれている。
【0006】
そこで、コンクリート製品製造における型枠回転率を増加し、型枠脱型まで常圧蒸気養生時間を短縮するために、昇温速度を過度に速める方法や最高温度を過度に高くする方法がある。また、セメント量を増加して富配合とする方法や、速硬セメント等の水硬性の高いセメントを使用する方法が、また、硬化促進剤として塩化物、亜硝酸塩、ロダン酸塩などを混和剤として使用し、コンクリートの凝結硬化を速める方法などが考えられている。
さらに、カルシウムアルミネート系の速硬性セメント組成物を用いて型枠回転率を上げる技術が提案されている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平09−25148号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかし、前記のような型枠回転率を増加する従来技術では、4回転/日程度までが最大限度であった。さらに、これらの方法では、初期のセメントの水和反応を大幅に促進させた結果、脱型後の強度増進が不足して長期強度が低下するという課題があった。また、単に凝結促進剤のみを添加するだけでは、製造作業可使時間が短くなるといった問題があった。
また、カルシウムアルミネート系の速硬性セメント組成物を利用した場合、前記の従来技術よりも多い型枠回転率を得ることが可能となるが、回転率を上げようとして速硬セメントの水和速度を上げすぎると、コンクリート製品の温度上昇が過大となり、脱型後に製品表面と内部温度に差が出て、内部拘束ひび割れが生じる虞があった。このためエトリンガイト等の発熱量の大きいカルシウムアルミネート系水和物の生成速度をある程度抑制してやる必要があるため、4回転/日を超えるような型枠回転率の実現は困難であった。特に、セグメント等の大型コンクリート製品を蒸気養生で製造する場合には、発熱速度の抑制が欠かせず、製品表面と内部温度に差が出ないよう注意する必要があった。
【0009】
従って本発明は、ケーブルトラフなどの蒸気養生を用いる薄肉コンクリート製品の製造において、脱型直後のひび割れ等の問題を生じることなく、常圧蒸気養生時間を大幅に短縮して、型枠の回転率を従来の2〜3倍である7回転/日と、極めて高い製造効率を実現して、少ない型枠を効率良く使用して短期間に多くの製品を製造することを課題とする。
【課題を解決するための手段】
【0010】
一般のコンクリート製品では、早期に急速に発熱する速硬性セメント組成物を用いた場合、コンクリート製品の温度が上昇し、内部と表面の温度差が大きくなり、内部拘束ひび割れが生じる虞があった。特に、蒸気養生で製品を養生する場合、内外の温度差がさらに激しくなるため、養生終了後の脱型直後にひび割れを生じる虞が高かった。むしろ、発熱が緩やかに生じるよう調整した速硬性セメント組成物のほうがひび割れを生じる虞が小さかった。
しかしながら、薄肉コンクリート製品用に用いる場合、コンクリートが薄いため、内外の温度差が生じ難く、内部拘束ひび割れの危険性が小さくなる。特に蒸気養生で製品を短時間で回転させようとする場合、脱型時までの発熱量が大きく、脱型後の発熱量が小さくなるように調整した速硬性セメント組成物を用いれば、蒸気養生中の発熱量は大きいが、脱型後の温度変化が小さい結果となるため、速やかに冷却され、ひび割れを生じる虞が小さくなるため好ましいことを見出した。また、この場合、反応速度の大きい速硬性セメント組成物を用いることが可能となるため、常圧蒸気養生時間を大幅に短縮して、型枠の回転率を7回転/日とすることが可能となることを見出し、本発明を完成した。
【0011】
すなわち、本発明は、早強ポルトランドセメント50質量%、カルシウムアルミネート、硫酸カルシウム及び凝結調整剤を含有し、注水後3時間時点と12時間時点の積算発熱量の比が0.65〜0.90であることを特徴とする、厚さ40mm以下の蒸気養生薄肉製品用速硬性セメント組成物を提供するものである。
また、本発明は上記の速硬性セメント組成物と骨材と水を含有することを特徴とする、厚さ40mm以下の蒸気養生薄肉製品用速硬性モルタル又はコンクリート組成物を提供するものである。
さらに、本発明は上記の速硬性モルタル又はコンクリート組成物を厚さ40mm以下となるよう型枠内に打設して蒸気養生を行い、養生終了直後に脱型し、散水することを特徴とする、蒸気養生薄肉製品の製造方法を提供するものである。
【発明の効果】
【0012】
本発明によれば、ケーブルトラフなどの蒸気養生を用いる薄肉コンクリート製品の製造において、脱型直後のひび割れ等の問題を生じることなく、常圧蒸気養生時間を大幅に短縮して、型枠の回転率を従来の2〜3倍である7回転/日と、極めて高い製造効率を実現して、少ない型枠を効率良く使用して短期間に多くの製品を製造することが可能となる。
【図面の簡単な説明】
【0013】
【図1】標準的な蒸気養生パターンを示す図である。
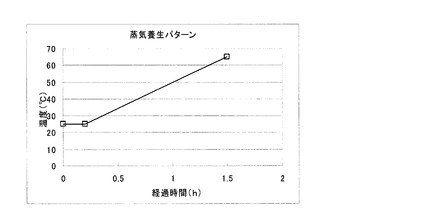
【図2】実験1における蒸気養生パターンを示す図である。
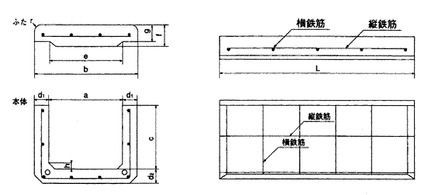
【図3】実験2におけるケーブルトラフの形状を示す図である。
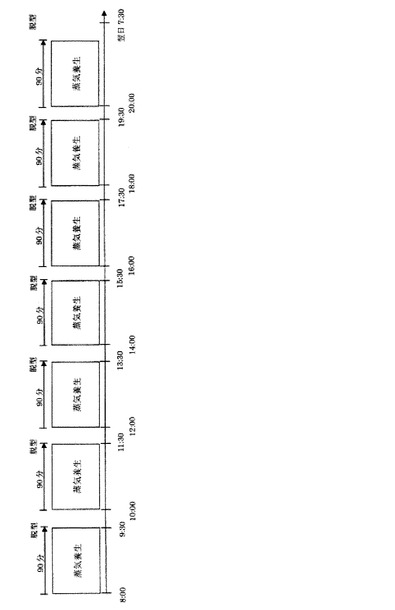
【図4】実験3におけるコンクリート製品製造サイクルを示す図である。
【発明を実施するための形態】
【0014】
本発明は、厚さ40mm以下の蒸気養生薄肉製品に適用される。
40mmを超える厚さを有する製品では、早期に急速に発熱する速硬性セメント組成物を用いた場合、コンクリート製品の温度が上昇し、内部と表面の温度差が大きくなり、内部拘束ひび割れが生じる虞がある。特に、蒸気養生で製品を養生する場合、内外の温度差がさらに激しくなるため、養生終了後の脱型直後にひび割れを生じる虞が高かいので好ましくない。より好ましい蒸気養生薄肉製品の厚さは35mm以下であり、さらに好ましくは30mm以下である。なお、蒸気養生薄肉製品の厚さの下限値は特に限定されないが、3mm以上が好ましい。
本発明を厚さ40mm以下の蒸気養生薄肉製品に適用した場合、コンクリートが薄いため、内外の温度差が生じ難く、内部拘束ひび割れの危険性が小さい。特に蒸気養生で製品を短時間で回転させようとする場合、脱型時までの発熱量が大きく、脱型後の発熱量が小さいよう調整した速硬性セメント組成物を用いれば、蒸気養生中の発熱量は大きいが、脱型後の温度変化が小さい結果となるため、速やかに冷却され、ひび割れを生じる虞が小さくなるため好ましい。また、この場合、反応速度の大きい速硬性セメント組成物を用いることが可能となるため、常圧蒸気養生時間を大幅に短縮して、型枠の回転率を7回転/日とすることが可能となる。
【0015】
本発明の速硬性セメント組成物は、早強ポルトランドセメントを50質量%以上、カルシウムアルミネート、硫酸カルシウム及び凝結調整剤を含有する。
【0016】
本発明の速硬性セメント組成物中には早強ポルトランドセメントを50質量%以上含有する。普通・中庸熱・低熱ポルトランドセメントや混合セメントを多量用いた場合、水和発熱速度が不足して、7回転/日の型枠回転率を得られない虞があるため好ましくない。早強ポルトランドセメントとしては、JIS R 5210で規定されている早強ポルトランドセメントであれば、いずれのものでも構わない。また、速硬性セメント組成物中の早強ポルトランドセメントの含有量は、50質量%以上である。50質量%未満の場合、カルシウムイオンの供給量が不足し、カルシウムアルミネートの発熱速度が遅延し過ぎるため好ましくない。好ましい早強ポルトランドセメントの含有量は50〜90質量%であり、さらに好ましくは50〜85質量%である。
【0017】
また、早強ポルトランドセメントと組合せて用いられる速硬成分は、カルシウムアルミネート及び硫酸カルシウムである。硫酸カルシウムを用いることにより、エトリンガイトが生成して水和反応が促進され、素早い発熱速度を得ることが可能となる。さらに、凝結調整剤を用いることにより、水和発熱速度の制御・最適化が可能となり、かつ、製品の型枠への成型に必要な可使時間の確保が可能となるため好ましい。
【0018】
カルシウムアルミネートとしては、化学成分として主にCaOとAl2O3を含有しているものであれば、いずれのものでも構わない。反応速度の点より、CaO・Al2O3、12CaO・7Al2O3、3CaO・Al2O3等が含有されていることが好ましく、結晶質・非晶質のいずれのものでも構わない。また、本発明に不具合を及ぼさない範囲で、Fe2O3、SiО2、TiО2、SO3、Na2O、MgO等の不純物が含まれていても構わない。
カルシウムアルミネートは、本発明速硬性セメント組成物中に2〜25質量%含有するのが好ましく、5〜20質量%含有するのがより好ましく、5〜18質量%含有するのがさらに好ましい。
【0019】
硫酸カルシウムとしては、二水石膏・半水石膏・無水石膏のいずれも好適に用いることができるが、発熱速度の制御が容易である点より、無水石膏がより好ましい。硫酸カルシウムは、本発明速硬性セメント組成物中に2〜25質量%含有するのが好ましく、5〜20質量%含有するのがより好ましく、5〜18質量%含有するのがさらに好ましい。
【0020】
本発明速硬性セメント組成物には、発熱速度を制御するため凝結調整剤が用いられる。凝結調整剤としては、カルシウムアルミネートの水和反応を促進・遅延するものであればいずれのものも用いることができる。例えば、促進剤としてはアルカリ金属炭酸塩、アルカリ金属硫酸塩、アルカリ金属硝酸塩等を、遅延剤としてはオキシカルボン酸塩、リン酸塩、ホウ酸塩、ケイフッ化物等を挙げることができる。凝結調整剤は、本発明速硬性セメント組成物中に0.1〜4質量%含有するのが好ましく、0.1〜3質量%含有するのがより好ましく、0.2〜2質量%含有するのがさらに好ましい。
【0021】
また、本発明の速硬性セメント組成物には、上記成分以外に普通ポルトランドセメント、中庸熱ポルトランドセメント、低熱ポルトランドセメント、混合セメントを配合することができる。これらの早強セメント以外のポルトランドセメントの含有量は、0〜18質量%が好ましい。また、例えば、減水剤、消泡剤、AE剤、膨張材、繊維、顔料、保水剤、ポゾラン反応性物質、高炉スラグ微粉末、珪石粉、石灰石微粉末、フライアッシュなどを配合することもできる。
【0022】
また、本発明の速硬性セメント組成物の水和発熱量は、注水後3時間時点と12時間時点の積算発熱量の比が0.65〜0.90の範囲内であることが重要である。比の値が0.90を超える場合、発熱速度が速過ぎて製品温度が過剰となり、脱型後の強度の伸びを阻害する虞があるため好ましくない。また、比の値が0.65未満である場合、脱型後も水和発熱が継続的に生じることとなり、脱型後に製品の表面と内部の温度差によるひび割れ発生の虞が高くなるため、好ましくない。より好ましい該発熱量の比は、0.65〜0.85であり、さらに好ましくは0.7〜0.85である。
尚、本発明における水和発熱量とは、以下の手法にて簡易的な断熱条件下で温度の経時変化を測定し、積算発熱量に換算したものである。
(1)速硬性セメント1000gと水500gを1000rpmのハンドミキサで2分間混合する。
(2)上記(1)の混練物1200gを分取し、魔法瓶中に入れ、熱電対を用いて温度の経時変化を測定する。
【0023】
本発明の速硬性モルタル又はコンクリート組成物は、上記の速硬性セメント組成物と骨材を含有する。骨材としては、例えば、砕石、砕砂、川砂利、川砂、海砂、陸砂、再生骨材、スラグ骨材、軽量骨材等を挙げることができる。速硬性セメント組成物と骨材との配合割合は、製品の種類により異なるが、通常速硬セメント組成物100質量部に対して骨材100〜700質量部が好ましい。
【0024】
本発明の速硬性モルタル又はコンクリート組成物は、本発明の効果を損なわないものであれば、上記以外の成分を含有することができる。このような成分として、例えば、減水剤、消泡剤、AE剤、膨張材、繊維、顔料、保水剤、ポゾラン反応性物質、高炉スラグ微粉末、石膏、珪石粉、石灰石微粉末、フライアッシュなどが挙げられる。
【0025】
本発明のモルタル又はコンクリートの練り混ぜ時に使用する水の種類は、特に限定されない。水道水、河川水、地下水等の任意の水を用いることができる。水の配合量は限定されないが、強度発現性の点より、速硬性セメント組成物100質量部に対し20〜80質量部が適当である。
【0026】
本発明の速硬性モルタル又はコンクリート組成物を用いて蒸気養生薄肉製品を製造するには、当該速硬性モルタル又はコンクリート組成物を厚さ40mm以下となるよう型枠内に打設して蒸気養生を行い、養生終了直後に脱型し、散水することにより実施できる。
【0027】
本発明において、速硬性モルタル又はコンクリートを製造する設備としては、一般にモルタル又はコンクリートの製造に使用されている任意のミキサを使用することができる。
また、練混ぜ方法や練混ぜ時間も一般に使用されている任意の方法、時間を適用することができる。
【0028】
本発明において、速硬性セメント組成物や速硬性コンクリートを型枠に打込み成型する製造設備は、一般にモルタル又はコンクリートの製造に使用されている打込み用投入機や振動装置等、任意の設備を使用することができる。
【0029】
本発明において、促進養生として常圧蒸気養生を実施する設備としては、一般にモルタル又はコンクリートの製造に使用されているピット式や棚式の養生槽や養生室等の、任意の設備を使用することができる。
【0030】
本発明においては、常圧蒸気養生における前置き養生時間は、一般に約2〜5時間実施されるのに対して、約0.5時間以内とすることができる。また、最高温度は一般に実施されている65℃程度の温度で良い。最高温度保持時間も一般に約2時間実施されるのに対して、1時間以内とすることができる。
【0031】
本発明において、脱型直後の製品には、散水を行うことがより好ましい。本発明のコンクリート製品は厚さが40mm以下と薄いため、十分な散水を行うことにより、コンクリート製品の躯体温度を下げることができると共に、水分も補給され、脱型後のドライアウト等に伴うひび割れ発生を防止することが可能となる。厚さ40mmを超えるコンクリート製品に、脱型直後に散水すると、製品の表面部分のみ温度が降下し、内部温度が高いままとなる虞が高く、かえってひび割れ発生の危険性が高くなるため好ましくない。
【実施例】
【0032】
以下、本発明の実施例について具体的に説明する。以下の実施例で%は、質量%を示す。
【0033】
(実験1)
使用した材料を表1に、速硬性セメント組成物の配合と注水後3時間時点と12時間時点の積算発熱量の比を表2に、コンクリート配合を表3に示す。
コンクリートの配合は表3の一定とし、表2の速硬性セメント組成物A〜Mを各々使用し、コンクリート13種類を練混ぜた。尚、コンクリートの練混ぜには、100リットルパン型水平強制練りミキサを使用し、2分間練り混ぜて50リットルのコンクリートを製造した。尚、高性能減水剤は、スランプ10.0±2.5cmとなるよう適宜調整した。
【0034】
【表1】

【0035】
【表2】
【0036】
【表3】
【0037】
次に、前記コンクリートを表4のサイズに成型し、蒸気養生を行った。常圧蒸気養生パターンを図2に示す。型枠脱型は、コンクリート打込み成型後1.5時間で実施し、脱型直後に散水を行って製品全体を十分に冷却した後に、試験体のひび割れや角欠けの有無を確認した。少しでも角欠けやひび割れの認められたものは×、角欠けやひび割れの全く認められなかったものを○として評価した。
表5に試験結果を示す。本発明の製品にはひび割れや角欠けは無く、問題ないことが確認された。
【0038】
【表4】
【0039】
【表5】
【0040】
<実験2>
次に、表5の実施例1〜3で用いた速硬性セメント組成物(表2のB〜D)を用い、実際のコンクリート製品製造設備を用いて、製造試験を行った。
コンクリート製品の成型では、図3及び表6に示すJIS A 5372のケーブルトラフのK164の規格の製品(肉厚23〜25mm)を製造した。
本実験で用いた材料を表7に、コンクリート配合を表8に示す。
【0041】
【表6】
【0042】
【表7】
【0043】
【表8】
【0044】
コンクリート製品の成型では、型枠振動台を使用した。コンクリートのフレッシュ性状としては、練り上がり温度、スランプ、空気量を測定した。
常圧蒸気養生パターンは、前記図2と同じとした。尚、型枠脱型はコンクリート打込み成型後1.5時間で実施し、脱型直後に散水を行って製品全体を十分に冷却した後に、試験体のひび割れや角欠けの有無を確認した。少しでも角欠けやひび割れの認められたものは×、角欠けやひび割れの全く認められなかったものを○として評価した。また、製品と同一配合・同一養生条件で製作したφ10cm×h20cmの円柱型試験体を用いて、脱型直後(材齢2時間)と材齢14日での圧縮強度を測定した。尚、脱型後〜材齢14日までの試験体養生条件は、封緘養生とした。
【0045】
コンクリートの試験結果を表9に示す。
製造作業可使時間は十分に確保でき、型枠への流動性・充填性も問題ないことが確認できた。
材齢2時間での圧縮強度は、本発明の製品では脱型に必要な圧縮強度15N/mm2以上を確保できていることが確認できた。また、材齢14日での圧縮強度も62〜65N/mm2と十分な強度が確保できた。また、本発明の製品ではひび割れや角欠け等が生じることがなく、十分な脱型強度と耐ひび割れ性を有していることが確認できた。
【0046】
【表9】
【0047】
<実験3>
前記実施例6のコンクリート製品に関し、連続製造試験を行った。製造サイクルを図4に示す。尚、蒸気養生条件は図2と同一とした。
常圧蒸気養生時間を大幅に短縮することができたため、型枠の回転率を従来の2〜3倍である7回転/日と、極めて高いコンクリート製品の製造効率を実現できた。また、製造した製品には、ひび割れや角欠けは全く認められず、問題ない事を確認した。
【技術分野】
【0001】
本発明は、蒸気養生を用いる薄肉コンクリート製品の製造において、製品の製造作業可使時間を確保しながらセメントの凝結を大幅に促進して、製造効率を大幅に向上させる技術に関する。
【背景技術】
【0002】
従来、コンクリート製品の製造には、型枠にコンクリートを打設して成型したコンクリート製品をできるだけ短時間に脱型できる強度に到達させて、型枠の回転率を向上させ、製造効率向上と早期出荷を目的に促進養生を実施しているのが一般的である。促進養生には、常圧蒸気養生が一般に広く実施されている。
【0003】
一方、高温高圧蒸気養生(オートクレーブ養生)を実施しているコンクリート製品工場もあるが、高強度のコンクリート杭製品などの製造に用いられ、型枠の早期脱型の目的としては実施されていない。高温高圧蒸気養生とは、常圧蒸気養生を実施したコンクリート製品を二次養生として、温度180〜190℃、圧力10〜11気圧程度の圧力養生室で高温高圧蒸気養生(オートクレーブ養生)を実施して、高温高圧条件下の水和反応により、トベルモライトという安定した強度の高い水和物を生成し高強度のコンクリート製品を製造する養生方法である。高温高圧蒸気養生は前養生として常圧蒸気養生を必要としており、2種の養生工程を経る必要があるため、型枠の早期脱型目的には適していない。
【0004】
常圧蒸気養生とは、コンクリートを打設して仕上げ作業を終了したコンクリート製品を、ピット式や棚式の養生槽や養生室に入れて、この養生槽や養生室内にボイラーによって発生させた水蒸気を通気し、コンクリートを常圧状態で加温加湿させ、セメントの水和反応を促進してコンクリートの初期強度発現を早め、早期に型枠を脱型できる強度に到達させて型枠の回転率を高める方法である。
【0005】
具体的には、コンクリート製品成型後にコンクリートの練り上がり温度に合わせて、約2〜5時間の前置き養生した後、20℃/時間以下の昇温速度で約2時間程度蒸気によって加熱昇温し、65℃程度の最高温度に達してから2〜3時間最高温度を保持して、その後蒸気の通気止めて降温させ、脱型強度が得られてから型枠を脱型する工程からなる。標準的な蒸気養生パターンの例を図1に示す。
このような方法では、型枠回転率は1〜3回転/日と、1日に1つの型枠で製品を1〜3体しか製造することができず、納期短縮時や少ない型枠での製造効率拡大時においては、製造効率の改善が望まれている。
【0006】
そこで、コンクリート製品製造における型枠回転率を増加し、型枠脱型まで常圧蒸気養生時間を短縮するために、昇温速度を過度に速める方法や最高温度を過度に高くする方法がある。また、セメント量を増加して富配合とする方法や、速硬セメント等の水硬性の高いセメントを使用する方法が、また、硬化促進剤として塩化物、亜硝酸塩、ロダン酸塩などを混和剤として使用し、コンクリートの凝結硬化を速める方法などが考えられている。
さらに、カルシウムアルミネート系の速硬性セメント組成物を用いて型枠回転率を上げる技術が提案されている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平09−25148号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかし、前記のような型枠回転率を増加する従来技術では、4回転/日程度までが最大限度であった。さらに、これらの方法では、初期のセメントの水和反応を大幅に促進させた結果、脱型後の強度増進が不足して長期強度が低下するという課題があった。また、単に凝結促進剤のみを添加するだけでは、製造作業可使時間が短くなるといった問題があった。
また、カルシウムアルミネート系の速硬性セメント組成物を利用した場合、前記の従来技術よりも多い型枠回転率を得ることが可能となるが、回転率を上げようとして速硬セメントの水和速度を上げすぎると、コンクリート製品の温度上昇が過大となり、脱型後に製品表面と内部温度に差が出て、内部拘束ひび割れが生じる虞があった。このためエトリンガイト等の発熱量の大きいカルシウムアルミネート系水和物の生成速度をある程度抑制してやる必要があるため、4回転/日を超えるような型枠回転率の実現は困難であった。特に、セグメント等の大型コンクリート製品を蒸気養生で製造する場合には、発熱速度の抑制が欠かせず、製品表面と内部温度に差が出ないよう注意する必要があった。
【0009】
従って本発明は、ケーブルトラフなどの蒸気養生を用いる薄肉コンクリート製品の製造において、脱型直後のひび割れ等の問題を生じることなく、常圧蒸気養生時間を大幅に短縮して、型枠の回転率を従来の2〜3倍である7回転/日と、極めて高い製造効率を実現して、少ない型枠を効率良く使用して短期間に多くの製品を製造することを課題とする。
【課題を解決するための手段】
【0010】
一般のコンクリート製品では、早期に急速に発熱する速硬性セメント組成物を用いた場合、コンクリート製品の温度が上昇し、内部と表面の温度差が大きくなり、内部拘束ひび割れが生じる虞があった。特に、蒸気養生で製品を養生する場合、内外の温度差がさらに激しくなるため、養生終了後の脱型直後にひび割れを生じる虞が高かった。むしろ、発熱が緩やかに生じるよう調整した速硬性セメント組成物のほうがひび割れを生じる虞が小さかった。
しかしながら、薄肉コンクリート製品用に用いる場合、コンクリートが薄いため、内外の温度差が生じ難く、内部拘束ひび割れの危険性が小さくなる。特に蒸気養生で製品を短時間で回転させようとする場合、脱型時までの発熱量が大きく、脱型後の発熱量が小さくなるように調整した速硬性セメント組成物を用いれば、蒸気養生中の発熱量は大きいが、脱型後の温度変化が小さい結果となるため、速やかに冷却され、ひび割れを生じる虞が小さくなるため好ましいことを見出した。また、この場合、反応速度の大きい速硬性セメント組成物を用いることが可能となるため、常圧蒸気養生時間を大幅に短縮して、型枠の回転率を7回転/日とすることが可能となることを見出し、本発明を完成した。
【0011】
すなわち、本発明は、早強ポルトランドセメント50質量%、カルシウムアルミネート、硫酸カルシウム及び凝結調整剤を含有し、注水後3時間時点と12時間時点の積算発熱量の比が0.65〜0.90であることを特徴とする、厚さ40mm以下の蒸気養生薄肉製品用速硬性セメント組成物を提供するものである。
また、本発明は上記の速硬性セメント組成物と骨材と水を含有することを特徴とする、厚さ40mm以下の蒸気養生薄肉製品用速硬性モルタル又はコンクリート組成物を提供するものである。
さらに、本発明は上記の速硬性モルタル又はコンクリート組成物を厚さ40mm以下となるよう型枠内に打設して蒸気養生を行い、養生終了直後に脱型し、散水することを特徴とする、蒸気養生薄肉製品の製造方法を提供するものである。
【発明の効果】
【0012】
本発明によれば、ケーブルトラフなどの蒸気養生を用いる薄肉コンクリート製品の製造において、脱型直後のひび割れ等の問題を生じることなく、常圧蒸気養生時間を大幅に短縮して、型枠の回転率を従来の2〜3倍である7回転/日と、極めて高い製造効率を実現して、少ない型枠を効率良く使用して短期間に多くの製品を製造することが可能となる。
【図面の簡単な説明】
【0013】
【図1】標準的な蒸気養生パターンを示す図である。
【図2】実験1における蒸気養生パターンを示す図である。
【図3】実験2におけるケーブルトラフの形状を示す図である。
【図4】実験3におけるコンクリート製品製造サイクルを示す図である。
【発明を実施するための形態】
【0014】
本発明は、厚さ40mm以下の蒸気養生薄肉製品に適用される。
40mmを超える厚さを有する製品では、早期に急速に発熱する速硬性セメント組成物を用いた場合、コンクリート製品の温度が上昇し、内部と表面の温度差が大きくなり、内部拘束ひび割れが生じる虞がある。特に、蒸気養生で製品を養生する場合、内外の温度差がさらに激しくなるため、養生終了後の脱型直後にひび割れを生じる虞が高かいので好ましくない。より好ましい蒸気養生薄肉製品の厚さは35mm以下であり、さらに好ましくは30mm以下である。なお、蒸気養生薄肉製品の厚さの下限値は特に限定されないが、3mm以上が好ましい。
本発明を厚さ40mm以下の蒸気養生薄肉製品に適用した場合、コンクリートが薄いため、内外の温度差が生じ難く、内部拘束ひび割れの危険性が小さい。特に蒸気養生で製品を短時間で回転させようとする場合、脱型時までの発熱量が大きく、脱型後の発熱量が小さいよう調整した速硬性セメント組成物を用いれば、蒸気養生中の発熱量は大きいが、脱型後の温度変化が小さい結果となるため、速やかに冷却され、ひび割れを生じる虞が小さくなるため好ましい。また、この場合、反応速度の大きい速硬性セメント組成物を用いることが可能となるため、常圧蒸気養生時間を大幅に短縮して、型枠の回転率を7回転/日とすることが可能となる。
【0015】
本発明の速硬性セメント組成物は、早強ポルトランドセメントを50質量%以上、カルシウムアルミネート、硫酸カルシウム及び凝結調整剤を含有する。
【0016】
本発明の速硬性セメント組成物中には早強ポルトランドセメントを50質量%以上含有する。普通・中庸熱・低熱ポルトランドセメントや混合セメントを多量用いた場合、水和発熱速度が不足して、7回転/日の型枠回転率を得られない虞があるため好ましくない。早強ポルトランドセメントとしては、JIS R 5210で規定されている早強ポルトランドセメントであれば、いずれのものでも構わない。また、速硬性セメント組成物中の早強ポルトランドセメントの含有量は、50質量%以上である。50質量%未満の場合、カルシウムイオンの供給量が不足し、カルシウムアルミネートの発熱速度が遅延し過ぎるため好ましくない。好ましい早強ポルトランドセメントの含有量は50〜90質量%であり、さらに好ましくは50〜85質量%である。
【0017】
また、早強ポルトランドセメントと組合せて用いられる速硬成分は、カルシウムアルミネート及び硫酸カルシウムである。硫酸カルシウムを用いることにより、エトリンガイトが生成して水和反応が促進され、素早い発熱速度を得ることが可能となる。さらに、凝結調整剤を用いることにより、水和発熱速度の制御・最適化が可能となり、かつ、製品の型枠への成型に必要な可使時間の確保が可能となるため好ましい。
【0018】
カルシウムアルミネートとしては、化学成分として主にCaOとAl2O3を含有しているものであれば、いずれのものでも構わない。反応速度の点より、CaO・Al2O3、12CaO・7Al2O3、3CaO・Al2O3等が含有されていることが好ましく、結晶質・非晶質のいずれのものでも構わない。また、本発明に不具合を及ぼさない範囲で、Fe2O3、SiО2、TiО2、SO3、Na2O、MgO等の不純物が含まれていても構わない。
カルシウムアルミネートは、本発明速硬性セメント組成物中に2〜25質量%含有するのが好ましく、5〜20質量%含有するのがより好ましく、5〜18質量%含有するのがさらに好ましい。
【0019】
硫酸カルシウムとしては、二水石膏・半水石膏・無水石膏のいずれも好適に用いることができるが、発熱速度の制御が容易である点より、無水石膏がより好ましい。硫酸カルシウムは、本発明速硬性セメント組成物中に2〜25質量%含有するのが好ましく、5〜20質量%含有するのがより好ましく、5〜18質量%含有するのがさらに好ましい。
【0020】
本発明速硬性セメント組成物には、発熱速度を制御するため凝結調整剤が用いられる。凝結調整剤としては、カルシウムアルミネートの水和反応を促進・遅延するものであればいずれのものも用いることができる。例えば、促進剤としてはアルカリ金属炭酸塩、アルカリ金属硫酸塩、アルカリ金属硝酸塩等を、遅延剤としてはオキシカルボン酸塩、リン酸塩、ホウ酸塩、ケイフッ化物等を挙げることができる。凝結調整剤は、本発明速硬性セメント組成物中に0.1〜4質量%含有するのが好ましく、0.1〜3質量%含有するのがより好ましく、0.2〜2質量%含有するのがさらに好ましい。
【0021】
また、本発明の速硬性セメント組成物には、上記成分以外に普通ポルトランドセメント、中庸熱ポルトランドセメント、低熱ポルトランドセメント、混合セメントを配合することができる。これらの早強セメント以外のポルトランドセメントの含有量は、0〜18質量%が好ましい。また、例えば、減水剤、消泡剤、AE剤、膨張材、繊維、顔料、保水剤、ポゾラン反応性物質、高炉スラグ微粉末、珪石粉、石灰石微粉末、フライアッシュなどを配合することもできる。
【0022】
また、本発明の速硬性セメント組成物の水和発熱量は、注水後3時間時点と12時間時点の積算発熱量の比が0.65〜0.90の範囲内であることが重要である。比の値が0.90を超える場合、発熱速度が速過ぎて製品温度が過剰となり、脱型後の強度の伸びを阻害する虞があるため好ましくない。また、比の値が0.65未満である場合、脱型後も水和発熱が継続的に生じることとなり、脱型後に製品の表面と内部の温度差によるひび割れ発生の虞が高くなるため、好ましくない。より好ましい該発熱量の比は、0.65〜0.85であり、さらに好ましくは0.7〜0.85である。
尚、本発明における水和発熱量とは、以下の手法にて簡易的な断熱条件下で温度の経時変化を測定し、積算発熱量に換算したものである。
(1)速硬性セメント1000gと水500gを1000rpmのハンドミキサで2分間混合する。
(2)上記(1)の混練物1200gを分取し、魔法瓶中に入れ、熱電対を用いて温度の経時変化を測定する。
【0023】
本発明の速硬性モルタル又はコンクリート組成物は、上記の速硬性セメント組成物と骨材を含有する。骨材としては、例えば、砕石、砕砂、川砂利、川砂、海砂、陸砂、再生骨材、スラグ骨材、軽量骨材等を挙げることができる。速硬性セメント組成物と骨材との配合割合は、製品の種類により異なるが、通常速硬セメント組成物100質量部に対して骨材100〜700質量部が好ましい。
【0024】
本発明の速硬性モルタル又はコンクリート組成物は、本発明の効果を損なわないものであれば、上記以外の成分を含有することができる。このような成分として、例えば、減水剤、消泡剤、AE剤、膨張材、繊維、顔料、保水剤、ポゾラン反応性物質、高炉スラグ微粉末、石膏、珪石粉、石灰石微粉末、フライアッシュなどが挙げられる。
【0025】
本発明のモルタル又はコンクリートの練り混ぜ時に使用する水の種類は、特に限定されない。水道水、河川水、地下水等の任意の水を用いることができる。水の配合量は限定されないが、強度発現性の点より、速硬性セメント組成物100質量部に対し20〜80質量部が適当である。
【0026】
本発明の速硬性モルタル又はコンクリート組成物を用いて蒸気養生薄肉製品を製造するには、当該速硬性モルタル又はコンクリート組成物を厚さ40mm以下となるよう型枠内に打設して蒸気養生を行い、養生終了直後に脱型し、散水することにより実施できる。
【0027】
本発明において、速硬性モルタル又はコンクリートを製造する設備としては、一般にモルタル又はコンクリートの製造に使用されている任意のミキサを使用することができる。
また、練混ぜ方法や練混ぜ時間も一般に使用されている任意の方法、時間を適用することができる。
【0028】
本発明において、速硬性セメント組成物や速硬性コンクリートを型枠に打込み成型する製造設備は、一般にモルタル又はコンクリートの製造に使用されている打込み用投入機や振動装置等、任意の設備を使用することができる。
【0029】
本発明において、促進養生として常圧蒸気養生を実施する設備としては、一般にモルタル又はコンクリートの製造に使用されているピット式や棚式の養生槽や養生室等の、任意の設備を使用することができる。
【0030】
本発明においては、常圧蒸気養生における前置き養生時間は、一般に約2〜5時間実施されるのに対して、約0.5時間以内とすることができる。また、最高温度は一般に実施されている65℃程度の温度で良い。最高温度保持時間も一般に約2時間実施されるのに対して、1時間以内とすることができる。
【0031】
本発明において、脱型直後の製品には、散水を行うことがより好ましい。本発明のコンクリート製品は厚さが40mm以下と薄いため、十分な散水を行うことにより、コンクリート製品の躯体温度を下げることができると共に、水分も補給され、脱型後のドライアウト等に伴うひび割れ発生を防止することが可能となる。厚さ40mmを超えるコンクリート製品に、脱型直後に散水すると、製品の表面部分のみ温度が降下し、内部温度が高いままとなる虞が高く、かえってひび割れ発生の危険性が高くなるため好ましくない。
【実施例】
【0032】
以下、本発明の実施例について具体的に説明する。以下の実施例で%は、質量%を示す。
【0033】
(実験1)
使用した材料を表1に、速硬性セメント組成物の配合と注水後3時間時点と12時間時点の積算発熱量の比を表2に、コンクリート配合を表3に示す。
コンクリートの配合は表3の一定とし、表2の速硬性セメント組成物A〜Mを各々使用し、コンクリート13種類を練混ぜた。尚、コンクリートの練混ぜには、100リットルパン型水平強制練りミキサを使用し、2分間練り混ぜて50リットルのコンクリートを製造した。尚、高性能減水剤は、スランプ10.0±2.5cmとなるよう適宜調整した。
【0034】
【表1】
【0035】
【表2】
【0036】
【表3】
【0037】
次に、前記コンクリートを表4のサイズに成型し、蒸気養生を行った。常圧蒸気養生パターンを図2に示す。型枠脱型は、コンクリート打込み成型後1.5時間で実施し、脱型直後に散水を行って製品全体を十分に冷却した後に、試験体のひび割れや角欠けの有無を確認した。少しでも角欠けやひび割れの認められたものは×、角欠けやひび割れの全く認められなかったものを○として評価した。
表5に試験結果を示す。本発明の製品にはひび割れや角欠けは無く、問題ないことが確認された。
【0038】
【表4】
【0039】
【表5】
【0040】
<実験2>
次に、表5の実施例1〜3で用いた速硬性セメント組成物(表2のB〜D)を用い、実際のコンクリート製品製造設備を用いて、製造試験を行った。
コンクリート製品の成型では、図3及び表6に示すJIS A 5372のケーブルトラフのK164の規格の製品(肉厚23〜25mm)を製造した。
本実験で用いた材料を表7に、コンクリート配合を表8に示す。
【0041】
【表6】
【0042】
【表7】
【0043】
【表8】
【0044】
コンクリート製品の成型では、型枠振動台を使用した。コンクリートのフレッシュ性状としては、練り上がり温度、スランプ、空気量を測定した。
常圧蒸気養生パターンは、前記図2と同じとした。尚、型枠脱型はコンクリート打込み成型後1.5時間で実施し、脱型直後に散水を行って製品全体を十分に冷却した後に、試験体のひび割れや角欠けの有無を確認した。少しでも角欠けやひび割れの認められたものは×、角欠けやひび割れの全く認められなかったものを○として評価した。また、製品と同一配合・同一養生条件で製作したφ10cm×h20cmの円柱型試験体を用いて、脱型直後(材齢2時間)と材齢14日での圧縮強度を測定した。尚、脱型後〜材齢14日までの試験体養生条件は、封緘養生とした。
【0045】
コンクリートの試験結果を表9に示す。
製造作業可使時間は十分に確保でき、型枠への流動性・充填性も問題ないことが確認できた。
材齢2時間での圧縮強度は、本発明の製品では脱型に必要な圧縮強度15N/mm2以上を確保できていることが確認できた。また、材齢14日での圧縮強度も62〜65N/mm2と十分な強度が確保できた。また、本発明の製品ではひび割れや角欠け等が生じることがなく、十分な脱型強度と耐ひび割れ性を有していることが確認できた。
【0046】
【表9】
【0047】
<実験3>
前記実施例6のコンクリート製品に関し、連続製造試験を行った。製造サイクルを図4に示す。尚、蒸気養生条件は図2と同一とした。
常圧蒸気養生時間を大幅に短縮することができたため、型枠の回転率を従来の2〜3倍である7回転/日と、極めて高いコンクリート製品の製造効率を実現できた。また、製造した製品には、ひび割れや角欠けは全く認められず、問題ない事を確認した。
【特許請求の範囲】
【請求項1】
早強ポルトランドセメント50質量%以上、カルシウムアルミネート、硫酸カルシウム及び凝結調整剤を含有し、注水後3時間時点と12時間時点の積算発熱量の比が0.65〜0.90であることを特徴とする、厚さ40mm以下の蒸気養生薄肉製品用速硬性セメント組成物。
【請求項2】
請求項1記載の速硬性セメント組成物と骨材を含有することを特徴とする、厚さ40mm以下の蒸気養生薄肉製品用速硬性モルタル又はコンクリート組成物。
【請求項3】
請求項2記載の速硬性モルタル又はコンクリート組成物を厚さ40mm以下となるよう型枠内に打設して蒸気養生を行い、養生終了直後に脱型し、散水することを特徴とする、蒸気養生薄肉製品の製造方法。
【請求項1】
早強ポルトランドセメント50質量%以上、カルシウムアルミネート、硫酸カルシウム及び凝結調整剤を含有し、注水後3時間時点と12時間時点の積算発熱量の比が0.65〜0.90であることを特徴とする、厚さ40mm以下の蒸気養生薄肉製品用速硬性セメント組成物。
【請求項2】
請求項1記載の速硬性セメント組成物と骨材を含有することを特徴とする、厚さ40mm以下の蒸気養生薄肉製品用速硬性モルタル又はコンクリート組成物。
【請求項3】
請求項2記載の速硬性モルタル又はコンクリート組成物を厚さ40mm以下となるよう型枠内に打設して蒸気養生を行い、養生終了直後に脱型し、散水することを特徴とする、蒸気養生薄肉製品の製造方法。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2011−213513(P2011−213513A)
【公開日】平成23年10月27日(2011.10.27)
【国際特許分類】
【出願番号】特願2010−81776(P2010−81776)
【出願日】平成22年3月31日(2010.3.31)
【出願人】(593020832)株式会社アゲオ (2)
【出願人】(595109959)株式会社クレオ (1)
【出願人】(501173461)太平洋マテリアル株式会社 (307)
【Fターム(参考)】
【公開日】平成23年10月27日(2011.10.27)
【国際特許分類】
【出願日】平成22年3月31日(2010.3.31)
【出願人】(593020832)株式会社アゲオ (2)
【出願人】(595109959)株式会社クレオ (1)
【出願人】(501173461)太平洋マテリアル株式会社 (307)
【Fターム(参考)】
[ Back to top ]