
蒸着材の製造方法及び該方法により製造された蒸着材
【課題】プラズマ式の蒸着法により蒸着膜を成膜する際、特に蒸着材の昇華が始まる初期段階において、従来よりも低エネルギーでの成膜を実現し得る蒸着材の製造方法及び該方法により製造された蒸着材を提供する。
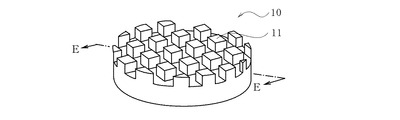
【解決手段】蒸着材10の表面に突起11を1又は2以上形成する第5工程を含み、突起11の蒸着材10表面から最大高さが1〜5mmであって、突起11の蒸着材10表面から突出する部分の最大幅が1〜5mmであることを特徴とする。
【解決手段】蒸着材10の表面に突起11を1又は2以上形成する第5工程を含み、突起11の蒸着材10表面から最大高さが1〜5mmであって、突起11の蒸着材10表面から突出する部分の最大幅が1〜5mmであることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、蒸着膜を成膜する際に用いられる蒸着材を製造する方法及び該方法により製造された蒸着材に関する。更に詳しくは、反応性プラズマ蒸着法により蒸着膜を成膜する際、従来よりも低エネルギーで蒸着膜を成膜し得る蒸着材の製造方法及び該方法により製造された蒸着材に関するものである。
【背景技術】
【0002】
これまで、LCD(Liquid Crystal Display)や、有機EL、プラズマディスプレイパネル、薄膜太陽電池等の透明電極には、透明で導電性のあるITO(錫ドープ酸化インジウム)を透明導電材料として用い、これによって形成された透明導電膜が一般的に利用されてきた。ITOは、透明性に優れ、低抵抗であるという利点を有する一方、インジウムが非常に高価なことからITOにより形成される透明導電膜を利用すると、その太陽電池等も必然的に高価なものになってしまうという問題があった。またインジウムの資源枯渇の問題も指摘されている。更にITO膜は耐久性に問題があり、熱処理により抵抗増加を生じたり、還元剤やエッチングの際の酸性薬品により変質したりする問題点が指摘されている。このような点から、近年では、ITOに代わる透明導電材料としてZnOが注目され、これによって形成されるZnO膜が太陽電池の分野等において広く利用されつつある。
【0003】
一方、このような透明導電膜の成膜方法には、真空にした容器の中で膜形成材料を何らかの方法で気化させ、近傍に置いた基材上に堆積させて薄膜を形成する物理蒸着法(以下、PVD法という)が利用されている。PVD法には、真空蒸着法、分子線蒸着法、イオンプレーティング、電子ビーム蒸着法又はスパッタリング法等があり、中でも、基材を加熱せずに成膜が可能である等の理由から反応性プラズマ蒸着法(以下、RPD法という。)が注目を集めている。RPD法のようなプラズマ式の蒸着法では、プラズマ発生電極に高電圧を印加して、Ar等のガスを電離してプラズマを発生させている。そして、発生させたプラズマ放電をハース(hearth)に導き、ハースに載置された膜形性材料(蒸着材)を加熱し蒸着材を蒸着又は昇華させてイオン化する。イオン化した膜形成材料は、プラズマによって加速して基材の表面に蒸着するというものである。プラズマ式の蒸着法は、低温成膜が可能であることや、成膜速度が速いこと、また、基材との密着性が高い薄膜を形成できること等の点から他の成膜方法に比べて優れるが、プラズマを発生させるために高い電圧を印加させるため、電力を伝える各種部材が損耗するといった課題も残っている。このような問題を解決するため、例えば放電を開始する電圧を低減させ、プラズマ放電の発生に必要な印加電圧を低減させ得る真空成膜装置が開示されている(例えば、特許文献1参照。)。この特許文献1に係る真空成膜装置では、プラズマ放電を発生させる電圧を低減させることにより、熱による温度上昇やイオン衝撃の発生を抑制して基材の損傷を軽減することができるとともに、プラズマ放電電極等の電力を伝える部材に対する電気的な負担を軽減することができ、その損耗を防ぐことができるとしている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2004−91861号公報(段落[0010]〜段落[00]13)
【発明の概要】
【発明が解決しようとする課題】
【0005】
また、プラズマ式の蒸着法において、蒸着材の昇華が始まるまでは、昇華を開始させるために高エネルギーのプラズマを蒸着材に照射する必要がある。蒸着材の昇華が一端開始されれば、これが起点となって昇華が活性し連鎖的な昇華がおこるため、昇華が一端開始された後は初期段階よりも低エネルギーで成膜することができる。ところが、蒸着材の昇華が始まる初期段階においては、高エネルギーのプラズマを蒸着材に照射する必要がある。このように初期段階において、高エネルギーのプラズマを蒸着材に照射することが原因となり、蒸着材が割れるといった問題が生じる。また、プラズマ放電の電流値が高くなると、蒸着材料の一部がイオン化される前に基材に衝突し、これが原因となって基材がダメージを受けたり、成膜される蒸着膜の導電性が悪化するといった問題も生じている。
【0006】
本発明の目的は、プラズマ式の蒸着法により蒸着膜を成膜する際、特に蒸着材の昇華が始まる初期段階において、従来よりも低エネルギーでの成膜を実現し得る蒸着材を製造する方法及び該方法により製造された蒸着材を提供することにある。
【課題を解決するための手段】
【0007】
本発明の第1の観点は、金属酸化物粉末と、バインダと、有機溶媒とを混合してスラリーを調製する第1工程と、スラリーを噴霧乾燥して混合造粒粉末を得る第2工程と、混合造粒粉末を型に入れ、加圧成形して円板状の成形体を形成する第3工程と、成形体を焼成して焼結体を得る第4工程とを含む、プラズマ蒸着法により蒸着膜を成膜するための蒸着材の製造方法において、蒸着材の表面に突起を1又は2以上形成する第5工程を含み、突起の蒸着材表面から最大高さが1〜5mmであって、突起の蒸着材表面から突出する部分の最大幅が1〜5mmであることを特徴とする。
【0008】
本発明の第2の観点は、第1の観点に基づく発明であって、更に第3工程において第5工程で形成される突起の数に相応した数の凹部を成形体の表面に形成し、第5工程が、第3工程に続いて、押し出し成形により成形体と同一組成の細長い棒状の成形物を形成し、細長い棒状の成形物を所定の長さに切断して細棒体を得る工程と、成形体の表面に形成された凹部に細棒体の下部を挿入して成形体の表面に突状物を設ける工程とを含み、第4工程において成形体の表面に設けられた突状物を焼成する工程とを含むことを特徴とする。
【0009】
本発明の第3の観点は、第1の観点に基づく発明であって、更に第3工程において第5工程で形成される突起の数に相応した数の凹部を成形体の表面に形成し、第5工程が、第3工程に続いて、成形体の形成に用いた粉末と同一組成の混合造粒粉末を、凹部の開口部に相応した半径を有する円錐状又は半球状の雌型の金型に詰めて成形することにより、円錐体又は半球体を得る工程と、成形体の表面に形成された凹部に円錐体又は球状体の基部を挿入して成形体の表面に突状物を設ける工程とを含み、第4工程において成形体の表面に設けられた突状物を焼成する工程とを含むことを特徴とする。
【0010】
本発明の第4の観点は、第1の観点に基づく発明であって、更に第3工程において第5工程で形成される突起の数に相応した数の凹部を成形体の表面に形成し、第5工程が、成形体を焼成して得られた焼結体と同一組成の焼結体を粉砕して、凹部の開口部より小さく凹部の深さより大きい粉砕物を得る工程と、成形体の表面に形成された凹部に粉砕物の一部を挿入して成形体の表面に突状物を設ける工程とを含み、第4工程において突状物が設けられた成形体を焼成する工程とを含むことを特徴とする。
【0011】
本発明の第5の観点は、第1の観点に基づく発明であって、更に第5工程が、第4工程で成形体を焼成して焼結体を得た後に、焼結体の表面に機械研削処理又は化学浸食処理を施すことにより蒸着材の表面に突起を形成する工程であることを特徴とする。
【0012】
本発明の第6の観点は、第1ないし第5の観点の方法により製造された蒸着材である。
【発明の効果】
【0013】
本発明の第1の観点の方法では、蒸着材の表面に突起を1又は2以上形成する第5工程を含み、この突起は蒸着材表面から最大高さが1〜5mmであって、突起の蒸着材表面から突出する部分の最大幅が1〜5mmであるように形成される。そのため、この方法で得られた蒸着材を、反応性プラズマ蒸着法による蒸着膜の成膜に用いれば、特に蒸着材の昇華が始まる初期段階において、従来よりも低エネルギーでの成膜が可能になる。
【0014】
本発明の第6の観点の蒸着材は、本発明の製造方法によってその表面に、蒸着材表面から高さが1〜5mmであって、突起の蒸着材表面から突出する部分の幅が1〜5mmである1又は2以上の突起を有するため、反応性プラズマ蒸着法による蒸着膜の成膜の際、特に蒸着材の昇華が始まる初期段階において、従来よりも低エネルギーでの成膜を可能にする。
【図面の簡単な説明】
【0015】
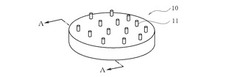
【図1】本発明第1実施形態による蒸着材を示す斜視図である。
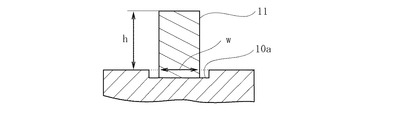
【図2】図1のA−A線断面図である。
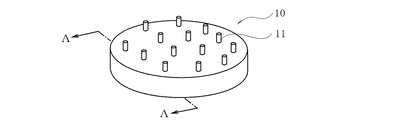
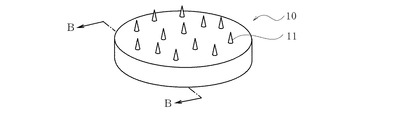
【図3】本発明第2実施形態による蒸着材を示す斜視図である。
【図4】図3のB−B線断面図である。
【図5】本発明第2実施形態による蒸着材の別の例を示す斜視図である。
【図6】図5のC−C線断面図である。
【図7】本発明第3実施形態による蒸着材を示す斜視図である。
【図8】図7のD−D線断面図である。
【図9】本発明第4実施形態による蒸着材を示す斜視図である。
【図10】図9のE−E線断面図である。
【図11】一般的な押し出し成形機の断面模式図である。
【図12】図11の押し出し成形機に用いられる金型を示す斜視図である。
【図13】プラズマ放電電流と放電時間との関係を示す図である。
【図14】RPD装置の主要部を示す概略断面図である。
【発明を実施するための形態】
【0016】
次に本発明を実施するための形態を図面に基づいて説明する。
【0017】
本発明は、RPD法により蒸着膜を成膜する際に好適に用いることができる蒸着材の製造方法及びこの方法によって得られた蒸着材である。一般に、RPD法とは、通常の蒸着装置にプラズマビーム発生器を設置してアーク放電を起こし、アークプラズマ中を通過する昇華した粒子をイオン化し加速して陰極に蒸着する方法であり、通常の蒸着法に比べて高速の成膜が可能となる。通常の蒸着法の飛来粒子の運動エネルギーは0.1eV、スパッタリング法のそれは100eV程度であるのに対して、RPD法のそれは数十eVであり、蒸着法とスパッタリング法の中間に属する。従って、RPD法は通常の蒸着法に比べ基材との密着性が良好な薄膜を形成することができ、またスパッタリング法に比べ高密度、低欠陥な成膜が可能であり基材温度を上げなくても結晶性の良い膜が得られる。
【0018】
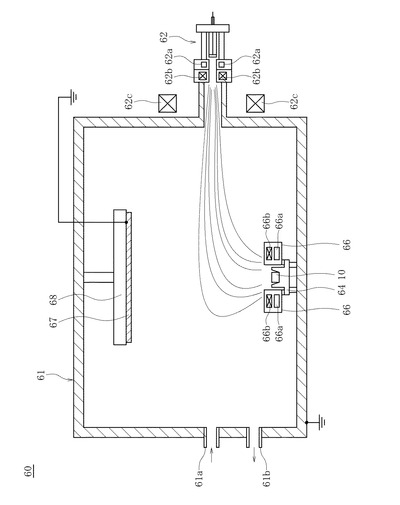
図14に示すように、このRPD法に用いられる装置60は、真空チャンバ61とチャンバ61側壁に設けられたプラズマビーム発生器62とを備える。チャンバ61は導電性部材で構成され接地されている。チャンバ61内の底部には、蒸着材10を載置するハース64と、ハース64側にプラズマビームを導くプラズマビームコントローラ66が設けられる。プラズマビームコントローラ66は、ハース64と同心でハース64を囲む環状形状を有し、磁界を形成するために、その内部に磁石66aやコイル66bが配置されている。チャンバ61内の上部には、ハース64と対向するように配置された、基材67を保持する基材ホルダ68が設けられる。基材ホルダ68は導電性部材で構成され、図示しないバイアス制御手段を介して接地されている。なお、基材ホルダ68は、複数の基材をチャンバ内に搬送可能な構成としてもよい。またチャンバ61の側壁にはアルゴンガス等を導入及び排出するガス導入口61a及びガス排出口61bがそれぞれ設けられる。プラズマビーム発生器62は圧力勾配型であり、発生したプラズマビームを収束させる磁石62aやコイル62bが配置され、熱電子放出素子としてLaB6及びTaが用いられる。また、このプラズマビーム発生器62の周囲にはプラズマビームをチャンバ61内に導くビームガイド用のステアリングコイル62cが設置されている。なお、プラズマビーム発生器62は2基以上用いてもよい。例えば、プラズマビーム発生器を3基用いる場合は、2基を共蒸着用に用い、残りの1基をプラズマアシスト用として用いることもできる。
【0019】
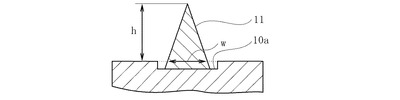
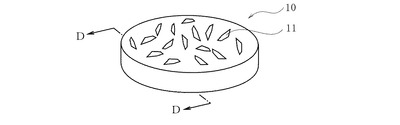
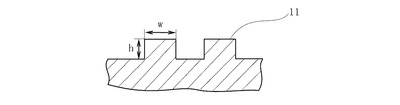
本発明の蒸着材10は、図1〜図10に示すように、蒸着材10の表面に突起11を1又は2以上有し、この突起11は蒸着材10表面からの最大高さhが1〜5mmであって、突起11の蒸着材10表面から突出する部分の最大幅wが1〜5mmの範囲にある。このため、上記RPD法により蒸着膜を成膜する際、特に蒸着材10の昇華が始まる初期段階において、従来よりも低エネルギーでの成膜を実現させ得る。プラズマ式の蒸着原理は、チャンバ内においてプラズマ状態になっているアルゴンガス等の電子が、導電性の高い物質又は領域に集中して移動することを利用するものである。即ち、プラズマ状態になっている電子が蒸着材の表面に衝突することにより蒸着材の昇華が始まるが、従来の蒸着材では、蒸着材の表面が平面であるため、プラズマが蒸着材の表面に当たっても、蒸着材内部へ熱拡散してしまうことから、昇華が始まる初期段階において非常に高いエネルギーが必要であった。
【0020】
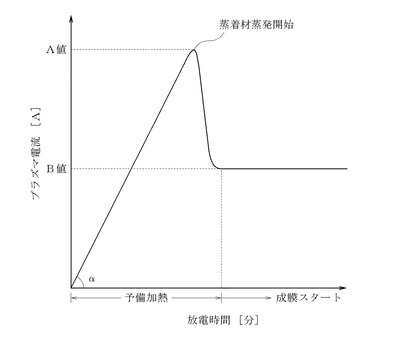
例えば、図13に示すように、先ず、蒸着材の昇華を促進するため、初期段階においてプラズマ放電電流を一定勾配αでA値まで増加させる必要がある。このとき、従来の蒸着材を用いた場合、A値は60アンペア程度必要となる。このため、高エネルギー又は急激な加熱により蒸着材に割れが生じたり、或いは基材や膜にダメージを与えていた。一方、本発明の蒸着材は、蒸着材の表面に所定サイズ及び所定個数の突起が形成されているため、この蒸着材が有する突起にプラズマの集中的な照射がおこる。このため、従来の蒸着材を用いた場合に比べ、初期段階において低いエネルギーとすることができる。即ち、本発明の蒸着材を用いれば、上記A値を40アンペア以下に抑えることができる。
【0021】
次に、本発明の蒸着材の製造方法について説明する。この蒸着材10は、表面に昇華を促進するための上記突起が形成されれば、蒸着材の成分等については、特に限定されず、従来公知の蒸着材と同材料にて製造することができる。従来の蒸着材としては、例えば、ZnO純度が98%以上のZnO粉末から作られたZnOのペレットからなり、Ga等の元素を含む透明導電膜を成膜するために用いられるZnO蒸着材がその一例として挙げられる。このZnO蒸着材を例に挙げ、以下、本発明の蒸着材の製造方法について詳細に説明する。
【0022】
先ず、金属酸化物粉末としてZnO粉末及びGa2O3粉末を用意し、この金属酸化物粉末と、バインダと、有機溶媒とを混合して、濃度が好ましくは30〜75質量%、更に好ましくは40〜65質量%のスラリーを調製する(第1工程)。スラリーの濃度を30〜75質量%に限定したのは、75質量%を越えると上記スラリーが非水系であるため、安定した混合造粒が難しく、30質量%未満では均一な組織を有する緻密なZnO焼結体が得られ難いからである。ZnO粉末は、純度が98%以上の高純度ZnO粉末であることが好ましく、98.4%以上であることが更に好ましい。ZnO粉末の純度が98%以上であれば、不純物の影響による導電率の低下を抑えることができるからである。ZnO粉末の平均粒径は0.1〜5.0μmの範囲内にあることが好ましい。0.1μm未満では、粉末が細かすぎて凝集するため、粉末のハンドリングが悪くなり、高濃度スラリーを調製し難い傾向があり、5.0μmを越えると、微細構造の制御が難しく、緻密なペレットが得られ難い傾向があるからである。
【0023】
Ga2O3粉末は、製造後の蒸着材に含まれるGa元素が所定の割合で含まれるように添加する。Ga2O3粉末を添加する場合は、Ga元素の濃度が多結晶ZnO蒸着材となったときに0.1〜15質量%の範囲になるように添加混合されるのが好ましい。Ga2O3粉末は、その平均粒径が0.01〜1μmの範囲内のものを使用することが好ましい。0.01〜1μmの範囲内のものを使用すれば、Ga2O3粉末を均一に分散するのに好適であるからである。この実施の形態ではZnO粉末以外の金属酸化物粉末として、Ga2O3粉末を添加するが、Ga2O3粉末以外では、Y2O3粉末、La2O3粉末、Sc2O3粉末、CeO2又はCe2O3粉末、Pr6O12粉末、Nd2O3粉末、Pm2O3粉末、Sm2O3粉末等が挙げられる。CeO2粉末を添加する場合は、Ce存在量の偏在の防止とZnOマトリックスとの反応性及びCe化合物の純度を考慮した場合、1次粒子径がナノスケールの酸化セリウム粒子を添加することが好ましい。なお、本明細書において平均粒径とは、レーザー回折・散乱法(マイクロトラック法)に従い、日機装社製(FRA型)を用い、分散媒としてヘキサメタりん酸Naを使用し、1回の測定時間を30秒として3回測定した値を平均化したものである。
【0024】
バインダとしてはポリエチレングリコールやポリビニールブチラール等を、有機溶媒としてはエタノールやプロパノール等を用いることが好ましい。バインダは0.2〜5.0質量%添加することが好ましい。
【0025】
金属酸化物粉末とバインダと有機溶媒との湿式混合、特に金属酸化物粉末と分散媒である有機溶媒との湿式混合は、湿式ボールミル又は撹拌ミルにより行われる。湿式ボールミルでは、ZrO2製ボールを用いる場合には、直径5〜10mmの多数のZrO2製ボールを用いて8〜24時間、好ましくは20〜24時間湿式混合される。ZrO2製ボールの直径を5〜10mmと限定したのは、5mm未満では混合が不十分となることからであり、10mmを越えると不純物が増える不具合があるからである。また混合時間が最長24時間と長いのは、長時間連続混合しても不純物の発生が少ないからである。
【0026】
次に、上記スラリーを噴霧乾燥して、好ましくは平均粒径が50〜250μm、更に好ましくは50〜200μmの混合造粒粉末を得る(第2工程)。噴霧乾燥はスプレードライヤを用いて行われることが好ましい。
【0027】
次に、この造粒粉末を型に入れ、加圧成形して円柱状の成形体を得る(第3工程)。型は一軸プレス装置又は冷間静水圧成形装置(CIP(Cold Isostatic Press)成形装置)が用いられる。一軸プレス装置では、造粒粉末を750〜2000kg/cm2(735.5〜1961.3MPa)、好ましくは1000〜1500kg/cm2(980.7〜1471.0MPa)の圧力で一軸加圧成形し、CIP成形装置では、造粒粉末を1000〜3000kg/cm2(980.7〜2942.0MPa)、好ましくは1500〜2000kg/cm2(1471.0〜1961.3MPa)の圧力でCIP成形する。圧力を上記範囲に限定したのは、成形体の密度を高めるとともに焼結後の変形を防止し、後加工を不要にするためである。
【0028】
本発明の製造方法では、この第3工程において、後述の本発明第4実施形態を除き、後述する第5工程で形成される突起の数に相応した数の凹部を成形体の表面に形成する。図2,図4,図6及び図8に示すように、この凹部10aは、突起11を蒸着材10表面に固定するものであり、例えば、造粒粉末を作製する時に用いたバインダを接着剤として突起11を凹部10aに固定する方法で形成することができる。
【0029】
成形体を得た後、通常は、この成形体を所定の温度で焼成し焼結体を得る(第4工程)。本発明の製造方法では、上記第3工程に続いて、以下の第1〜第4実施形態に示すいずれかの工程を経ることにより、蒸着材の表面に、蒸着材表面から最大高さhが1〜5mmであって、突起の蒸着材表面から突出する部分の最大幅wが1〜5mmである突起を1又は2以上形成される(第5工程)。最大高さhを上記範囲としたのは、下限値未満では蒸着材の昇華を促進する効果が十分に得られず、一方、上限値を越えると突起部分に割れが発生する場合があるからである。また、最大幅wを上記範囲としたのは、下限値未満では蒸着材の支持ができない等の不具合が生じ、一方、上限値を越えると蒸着材の昇華を促進する効果が十分に得られないからである。
【0030】
本発明の第1実施形態では、先ず、上記第3工程において凹部10aを成形体の表面に形成した後、押し出し成形により、上記成形体と同一組成の細長い棒状の成形物を形成する。そして、この細長い棒状の成形物を、後述の焼成により形成される突起11の最大高さhが上記範囲内になるように、所定の長さに切断して細棒体を得る。押し出し成形については、特に限定されないが、例えば図11に示すような押し出し成形機40を用いることができる。この押し出し成形機40は、先端に軸方向へ向けて設けたノズル47と、他端側の周壁に供給口42が形成された円筒状の胴体部43と、一部が突出する状態で胴体部43内に収容され、成形材料31を供給口42側からノズル47側へ搬送するスクリュー46と、胴体部43の他端に取り付けられ、スクリュー46を回転させる駆動部44とで構成されている。また、成形材料31を供給口14へ供給できるように取り付けられたホッパー41を備える。ノズル47は、図12に示すように、所定の直径にて開口する開口部47aを有する。先ず、成形材料31として上記第2工程で得られた混合造粒粉末をホッパー41に充填する。次に、駆動部44でスクリュー46を回転させ、成形材料31を供給口42側からノズル47側へスクリュー46で、加圧しながら搬送することにより、細長い棒状の成形物32がノズル47から押し出される。そして、押し出し成形された成形物32をカッター48で所定の長さに切断することにより、細棒体が得られる。
【0031】
このようにして得られた細棒体の下部を、第3工程において成形体の表面に形成された凹部10aに挿入して成形体の表面に突状物を設ける。具体的には、造粒粉末を作製する時に用いたバインダを接着剤として突起を凹部10aに固定する方法で行うのが好ましい。
【0032】
そして、成形体の表面に設けられた突状物を焼成する。この第5工程における突状物の焼成は、成形体を焼成し焼結体を得る第4工程において同時に行われる。焼結は大気、不活性ガス、真空又は還元ガス雰囲気中で1000℃以上、好ましくは1200〜1400℃の温度で1〜10時間、好ましくは2〜5時間行う。これにより所望のZnOを主成分とするペレットが得られる。ペレットの相対密度は90%以上であることが好ましく、95%以上であることが更に好ましい。相対密度が90%以上であれば、成膜時のスプラッシュを低減できるからである。
【0033】
また、突起11を除いたペレットの大きさは、直径が5〜50mmであって、厚さが2〜30mmであることが好ましい。このペレットの直径を5〜50mmとするのは安定かつ高速な成膜の実施のためであり、その直径が5mm未満ではスプラッシュ等が発生する不具合があり、50mmを越えるとハース(蒸着材溜)への充填率が低下することに起因する蒸着における膜の不均一及び成膜速度の低下をもたらす不具合がある。また、その厚さを2〜30mmとするのは安定かつ高速な成膜の実施のためであり、その厚さが2mm未満ではスプラッシュ等が発生する不具合があり、30mmを越えるとハース(蒸着材溜)への充填率が低下することに起因する蒸着における膜の不均一及び成膜速度の低下をもたらす不具合がある。また、このZnOのペレットは、多結晶体であっても単結晶体であってもよい。
【0034】
以上の工程により、図1及び図2に示すように、蒸着材10の表面に、蒸着材10表面から最大高さh、即ち高さが1〜5mmであって、突起11の蒸着材10表面から突出する部分の最大幅w、即ち直径が1〜5mmである円柱状の突起11を1又は2以上有するZnO蒸着材を製造することができる。
【0035】
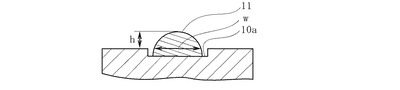
本発明の第2実施形態では、上記第3工程において凹部10aを成形体の表面に形成した後、上記第3工程にて成形体の形成に用いた粉末と同一組成の混合造粒粉末を、上記凹部10aの開口部に相応した半径を有する円錐状又は半球状の雌型の金型に詰めて成形することにより、円錐体又は半球体を得る。このとき、好ましくは1000〜3000kg/cm2(980.7〜2942.0MPa)の圧力で加圧することにより、突起11の密度を高めるとともに焼結後の変形を防止し、後加工を不要にする。
【0036】
このようにして得られた円錐体又は球状体を金型から取り出し、この円錐体又は球状体の基部を、第3工程において成形体の表面に形成された凹部10aに挿入して成形体の表面に突状物を設ける。具体的には、造粒粉末を作製する時に用いたバインダを接着剤として突起を凹部10aに固定する方法で行うのが好ましい。
【0037】
そして、成形体の表面に設けられた突状物を焼成する。この第5工程における突状物の焼成は、上述の第1実施形態と同様、成形体を焼成し焼結体を得る第4工程において同時に行われ、第1実施形態と同条件で行うことができる。また、突起11を除いたペレットの好ましい大きさは、上記第1実施形態と同様である。
【0038】
以上の工程により、図3及び図4又は図5及び図6に示すように、蒸着材10の表面に、蒸着材10表面から最大高さh、即ち高さが1〜5mmであって、突起11の蒸着材10表面から突出する部分の最大幅w、即ち突出する部分の最大径が1〜5mmである円錐状又は半球状の突起11を1又は2以上有するZnO蒸着材を製造することができる。
【0039】
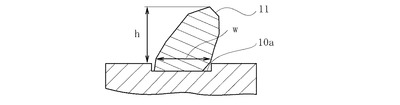
本発明の第3実施形態では、上記第3工程において凹部10aを成形体の表面に形成した後、上記第3工程で得られる成形体を焼成して得られた焼結体と同一組成の焼結体を粉砕して、凹部の開口部より小さく凹部の深さより大きい粉砕物を得る。粉砕物を得るために用いられる焼結体は、第3工程で得られる成形体と同一材料、同一条件にて形成された成形体を、上記第4工程における条件と同じ条件で焼成し得られた焼結体である。焼結体の粉砕は、石臼式摩砕機、気流式粉砕機又は衝撃式粉砕機にて行うのが好ましい。
【0040】
このようにして得られた粉砕物の基部を、第3工程において成形体の表面に形成された凹部10aに挿入して成形体の表面に突状物を設ける。具体的には、瞬間接着剤を用いた方法で行うのが好ましい。
【0041】
そして、第4工程において、表面に突状物が設けられた成形体を焼成する。ここでの焼成は、第1実施形態と同一条件で行うことができる。この形態における突状物は、焼成が一度行われ、既に焼結体となっているため、成形体の焼結と、突状物と成形体との接合を主な目的とするものである。また、突起11を除いたペレットの好ましい大きさは、上記第1実施形態と同様である。
【0042】
以上の工程により、図7及び図8に示すように、蒸着材10の表面に、蒸着材10表面から最大高さhが1〜5mmであって、突起11の蒸着材10表面から突出する部分の最大幅wが1〜5mmである突起11を1又は2以上有するZnO蒸着材を製造することができる。
【0043】
本発明の第4実施形態では、上述の第1〜第3実施形態と異なり、この第3工程において、成形体の表面に凹部を設ける必要はないが、後工程の表面処理を考慮して、第3工程において形成される成形体の厚さを第1〜第3実施形態における成形体よりも厚く形成する必要がある。
【0044】
この実施の形態では、通常の蒸着材の製造工程と同様、第3工程に続いて成形体を所定の温度で焼成し焼結体を得る(第4工程)。
【0045】
第4工程に続いて、この焼結体の表面に機械研削処理又は化学浸食処理を施すことにより蒸着材の表面に突起を形成する(第5工程)。機械研削処理には、旋盤・フライス加工、レーザー加工又は水圧式加工を好適に用いることができる。また、化学浸食処理には、酸アルカリ処理を好適に用いることができる。
【0046】
以上の工程により、図9及び図10に示すように、蒸着材10の表面に、蒸着材10表面から最大高さhが1〜5mmであって、突起11の蒸着材10表面から突出する部分の最大幅wが1〜5mmである突起11を1又は2以上有するZnO蒸着材を製造することができる。
【0047】
次に、本発明により製造された蒸着材及び上記RPD装置を用いて、RPD法により蒸着膜を成膜する成膜工程について説明する。
【0048】
先ず、図14に示すRPD装置60において、本発明により製造された蒸着材10をハース64に装填し、基材ホルダ68に基材67を装着する。基材67としては、ガラス基材、半導体ウェーハ、樹脂フィルム等が例示される。次に、図示しないターボ分子ポンプによりチャンバ61内を真空引きする。その後、Arガスをガス供給口61aからチャンバ11内に供給し、チャンバ61内の全圧を5×10-3〜3×10-2Paに制御する。また、必要に応じて酸素ガスを混合しても良い。またバイアス制御手段を稼働させ、基材ホルダ68に所定のバイアス電圧を印加して、基材ホルダ68をチャンバ61に対し負の電位に保持する。次に、プラズマビーム発生器62からアーク放電を行い、プラズマビームコントローラ66により磁界を発生させ、アークプラズマをハース64に装填した蒸着材10側へと導く。
【0049】
そして、プラズマビーム発生器62からアーク放電を行う際、図13に示すように、プラズマ放電電流を一定勾配αでA値まで増加させることにより蒸着材10の昇華を開始させる。このように、蒸着材10の昇華が開始するまで一定勾配αでプラズマ放電電流を増加させるのは、初期段階の昇華を促進するための高エネルギーを投入する必要があるためであるが、本発明の蒸着材を用いることにより、A値を30〜40アンペアの範囲とすることができる。これは本発明の蒸着材を用いれば、蒸着材が有する突起にプラズマの集中的な照射がおこるため、従来よりも低エネルギーで昇華を開始させることができるからである。これにより、高エネルギーの投入又は急激な加熱による蒸着材の割れを防止することができ、蒸着材の割れによって生じていた成膜速度の変動や割れ端面から発生するスプラッシュの発生を解消することができる。また、基材や膜へのダメージも低減できる。
【0050】
続いてA値よりも低い電流値であるB値まで低下させて基材67へ蒸着膜の成膜を継続する。ここでB値まで電流値を低下させても安定成膜が行われるのは、一度蒸着材表面から蒸発又は昇華が行われると表面が活性状態となり、少ない電流でも蒸発又は昇華が可能となるためである。B値としてはA値よりも低い電流値である10〜80アンペアの範囲内で選択される。B値を上記範囲内としたのは、下限値未満では蒸発又は昇華が停止してしまって成膜されず、上限値を越えると安定した成膜を維持することができない、また成膜速度の制御が困難になる等の不具合を生じるためである。
【0051】
蒸着材10はアークプラズマに晒され昇華すると同時にプラズマ中でイオン化し、イオン化した蒸着材料は、バイアス電圧による電界によって加速され、基材67に向かい、高エネルギーで基材67表面に蒸着する。
【0052】
以上、本発明の蒸着材を用いることにより、特に蒸着材の昇華が始まる初期段階において、従来よりも低エネルギーでの成膜を実現し得る。これにより、成膜工程における低エネルギー化が図られるとともに、高エネルギーの投入又は急激な加熱による蒸着材の割れを防止することができ、蒸着材の割れによって生じていた成膜速度の変動や割れ端面から発生するスプラッシュの発生を解消することができる。また、基材や膜へのダメージも低減できる。
【実施例】
【0053】
次に本発明の実施例を比較例とともに詳しく説明する。
【0054】
<実施例1>
先ず、純度が99.7%の高純度ZnO粉末と、純度が99.5%の高純度Ga2O3粉末と、バインダと、有機溶媒とを用意した。これらを混合して、濃度が30質量%のスラリーを調製した。このとき、ZnO粉末は平均粒径が2μm、Ga2O3粉末は平均粒径が1.5μmのものを使用した。また、Ga2O3粉末は、形成後の蒸着材に含まれるGa元素が、5質量%含まれるように添加した。これらをボールミルによる湿式混合により、濃度30質量%のスラリーを調製した。
【0055】
次に、調製したスラリーをスプレードライヤを用いて噴霧乾燥し、平均粒径が200μmの混合造粒粉末を得た後、この造粒粉末を所定の型に入れて一軸プレス装置によりプレス成形した。そして、得られた成形体の表面に、プレスにより凹部を形成した。
【0056】
次に、上記得られた混合造粒粉末の一部を、成形体の表面に形成した凹部の開口部に相応した半径を有する円錐状の雌型の金型に詰め、50MPaの圧力で加圧した。得られた円錐体を金型から取り出し、この円錐体の基部を、造粒粉末を作製する時に用いたバインダを接着剤として上記凹部に挿入接着し、成形体の表面に突状物を設けた。
【0057】
最後に、突状物が設けられた成形体を大気雰囲気中1300℃の温度で5時間焼結させることにより、蒸着材表面から高さが3mmであって、突起の蒸着材表面から突出する部分の最大径が2mmである円錐状の突起を33個有するZnO蒸着材を得た。また、このZnO蒸着材の突起を除いた厚さ及び直径は、それぞれ20mm、30mmであった。
【0058】
<実施例2>
成形体の表面に突状物を形成する際に、押し出し成形により形成した成形物を切断して得られた細棒体を用いたこと以外は、実施例1と同様に、ZnO蒸着材を得た。このZnO蒸着材は、蒸着材表面から高さが3mmであって、直径が2mmである円柱状の突起を33個有する蒸着材であった。
【0059】
<実施例3>
成形体の表面に突状物を形成する際に、半球状の雌型の金型を用いて形成した半球体を用いたこと以外は、実施例1と同様に、ZnO蒸着材を得た。このZnO蒸着材は、蒸着材表面から高さが3mmであって、突起の蒸着材表面から突出する部分の最大径が3mmである半球状の突起を33個有する蒸着材であった。
【0060】
<実施例4>
成形体の表面に突状物を形成する際に、この成形体を焼成して得られた焼結体と同一組成の成形体を粉砕して得られた粉砕物を用いたこと以外は、実施例1と同様に、ZnO蒸着材を得た。このZnO蒸着材は、蒸着材表面から最大高さが3〜4mmの範囲の所定値であって、蒸着材表面から突出する部分の最大幅が2mmである突起を33個有する蒸着材であった。
【0061】
<実施例5>
先ず、実施例1と同様に、混合造粒粉末を得た。次に混合造粒粉末を所定の型に入れて一軸プレス装置によりプレス成形して成形体を形成し、この成形体を大気雰囲気中1300℃の温度で5時間焼結させることにより、厚さ及び直径がそれぞれ30mm、20mmの焼結体を得た。
【0062】
この焼結体の表面にフライス加工装置及び旋盤装置を用いて、蒸着材表面から最大高さが3mmであって、蒸着材表面から突出する部分の最大幅が2mmである突起を33個有するZnO蒸着材を得た。
【0063】
<実施例6>
焼結体の表面に機械研削処理を施す代わりに、酸によるエッチング処理(化学浸食処理)を施したこと以外は、実施例5と同様に、ZnO蒸着材を得た。このZnO蒸着材は、蒸着材表面から最大高さが3mmであって、蒸着材表面から突出する部分の最大幅が2mmである突起を33個有するZnO蒸着材であった。
【0064】
<比較例1>
焼結体の表面に機械研削処理を施さなかったこと以外は、実施例5と同様に、ZnO蒸着材を得た。即ち、この蒸着材は突起が形成されていないものである。
【0065】
<比較例2>
比較例1と同様に、ZnO蒸着材を得た。即ち、この蒸着材には突起が形成されていないものである。
【0066】
<比較試験及び評価>
実施例1〜6及び比較例1,2で得られた蒸着材、及び図14に示すRPD装置を用い、ガラス基材に蒸着膜を成膜した。その際、図13に示すように、プラズマ放電電流は、一定勾配αを5アンペア/分に設定し、蒸着材の昇華が開始するA値まで上昇させた。続いて20アンペア(B値)まで低下させ、以降B値に固定して蒸着膜の成膜を行った。
【0067】
蒸着材の昇華が開始したプラズマ放電電流のA値、蒸着材の割れの有無、異常放電の発生の有無、及び蒸着膜の導電率を評価した。これらの結果を以下の表1に示す。突起の個数は蒸着材の表面から突出するすべての個数をいう。蒸着材の割れの有無は、目視により評価した。また、異常放電の発生の有無は、B値の電流に対して±50%以上の電流値の増減がある場合を「あり」と評価した。更に、導電率は、三菱化学社製のロレスタ(HP型、MCP−T410、プローブは直列1.5mmピッチ)を用い、雰囲気が25℃の所謂常温において定電流印加による4端子4探針法により測定した。
【0068】
【表1】

表1から明らかなように、実施例1〜6の蒸着材を用いて成膜した場合、蒸着材の昇華が開始するプラズマ放電電流のA値を、比較例1,2の蒸着材を用いた場合に比べて、大幅に低下させ得ることが確認できる。また、低エネルギーによる成膜が可能であったことから、実施例1〜6では異常放電も発生せず、蒸着材にも割れが生じなかった。更に、低エネルギーによる成膜により、膜に与えるダメージも少なく、比較例1,2に比べて高い導電率の蒸着膜を成膜することができた。
【符号の説明】
【0069】
10 蒸着材
11 突起
【技術分野】
【0001】
本発明は、蒸着膜を成膜する際に用いられる蒸着材を製造する方法及び該方法により製造された蒸着材に関する。更に詳しくは、反応性プラズマ蒸着法により蒸着膜を成膜する際、従来よりも低エネルギーで蒸着膜を成膜し得る蒸着材の製造方法及び該方法により製造された蒸着材に関するものである。
【背景技術】
【0002】
これまで、LCD(Liquid Crystal Display)や、有機EL、プラズマディスプレイパネル、薄膜太陽電池等の透明電極には、透明で導電性のあるITO(錫ドープ酸化インジウム)を透明導電材料として用い、これによって形成された透明導電膜が一般的に利用されてきた。ITOは、透明性に優れ、低抵抗であるという利点を有する一方、インジウムが非常に高価なことからITOにより形成される透明導電膜を利用すると、その太陽電池等も必然的に高価なものになってしまうという問題があった。またインジウムの資源枯渇の問題も指摘されている。更にITO膜は耐久性に問題があり、熱処理により抵抗増加を生じたり、還元剤やエッチングの際の酸性薬品により変質したりする問題点が指摘されている。このような点から、近年では、ITOに代わる透明導電材料としてZnOが注目され、これによって形成されるZnO膜が太陽電池の分野等において広く利用されつつある。
【0003】
一方、このような透明導電膜の成膜方法には、真空にした容器の中で膜形成材料を何らかの方法で気化させ、近傍に置いた基材上に堆積させて薄膜を形成する物理蒸着法(以下、PVD法という)が利用されている。PVD法には、真空蒸着法、分子線蒸着法、イオンプレーティング、電子ビーム蒸着法又はスパッタリング法等があり、中でも、基材を加熱せずに成膜が可能である等の理由から反応性プラズマ蒸着法(以下、RPD法という。)が注目を集めている。RPD法のようなプラズマ式の蒸着法では、プラズマ発生電極に高電圧を印加して、Ar等のガスを電離してプラズマを発生させている。そして、発生させたプラズマ放電をハース(hearth)に導き、ハースに載置された膜形性材料(蒸着材)を加熱し蒸着材を蒸着又は昇華させてイオン化する。イオン化した膜形成材料は、プラズマによって加速して基材の表面に蒸着するというものである。プラズマ式の蒸着法は、低温成膜が可能であることや、成膜速度が速いこと、また、基材との密着性が高い薄膜を形成できること等の点から他の成膜方法に比べて優れるが、プラズマを発生させるために高い電圧を印加させるため、電力を伝える各種部材が損耗するといった課題も残っている。このような問題を解決するため、例えば放電を開始する電圧を低減させ、プラズマ放電の発生に必要な印加電圧を低減させ得る真空成膜装置が開示されている(例えば、特許文献1参照。)。この特許文献1に係る真空成膜装置では、プラズマ放電を発生させる電圧を低減させることにより、熱による温度上昇やイオン衝撃の発生を抑制して基材の損傷を軽減することができるとともに、プラズマ放電電極等の電力を伝える部材に対する電気的な負担を軽減することができ、その損耗を防ぐことができるとしている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2004−91861号公報(段落[0010]〜段落[00]13)
【発明の概要】
【発明が解決しようとする課題】
【0005】
また、プラズマ式の蒸着法において、蒸着材の昇華が始まるまでは、昇華を開始させるために高エネルギーのプラズマを蒸着材に照射する必要がある。蒸着材の昇華が一端開始されれば、これが起点となって昇華が活性し連鎖的な昇華がおこるため、昇華が一端開始された後は初期段階よりも低エネルギーで成膜することができる。ところが、蒸着材の昇華が始まる初期段階においては、高エネルギーのプラズマを蒸着材に照射する必要がある。このように初期段階において、高エネルギーのプラズマを蒸着材に照射することが原因となり、蒸着材が割れるといった問題が生じる。また、プラズマ放電の電流値が高くなると、蒸着材料の一部がイオン化される前に基材に衝突し、これが原因となって基材がダメージを受けたり、成膜される蒸着膜の導電性が悪化するといった問題も生じている。
【0006】
本発明の目的は、プラズマ式の蒸着法により蒸着膜を成膜する際、特に蒸着材の昇華が始まる初期段階において、従来よりも低エネルギーでの成膜を実現し得る蒸着材を製造する方法及び該方法により製造された蒸着材を提供することにある。
【課題を解決するための手段】
【0007】
本発明の第1の観点は、金属酸化物粉末と、バインダと、有機溶媒とを混合してスラリーを調製する第1工程と、スラリーを噴霧乾燥して混合造粒粉末を得る第2工程と、混合造粒粉末を型に入れ、加圧成形して円板状の成形体を形成する第3工程と、成形体を焼成して焼結体を得る第4工程とを含む、プラズマ蒸着法により蒸着膜を成膜するための蒸着材の製造方法において、蒸着材の表面に突起を1又は2以上形成する第5工程を含み、突起の蒸着材表面から最大高さが1〜5mmであって、突起の蒸着材表面から突出する部分の最大幅が1〜5mmであることを特徴とする。
【0008】
本発明の第2の観点は、第1の観点に基づく発明であって、更に第3工程において第5工程で形成される突起の数に相応した数の凹部を成形体の表面に形成し、第5工程が、第3工程に続いて、押し出し成形により成形体と同一組成の細長い棒状の成形物を形成し、細長い棒状の成形物を所定の長さに切断して細棒体を得る工程と、成形体の表面に形成された凹部に細棒体の下部を挿入して成形体の表面に突状物を設ける工程とを含み、第4工程において成形体の表面に設けられた突状物を焼成する工程とを含むことを特徴とする。
【0009】
本発明の第3の観点は、第1の観点に基づく発明であって、更に第3工程において第5工程で形成される突起の数に相応した数の凹部を成形体の表面に形成し、第5工程が、第3工程に続いて、成形体の形成に用いた粉末と同一組成の混合造粒粉末を、凹部の開口部に相応した半径を有する円錐状又は半球状の雌型の金型に詰めて成形することにより、円錐体又は半球体を得る工程と、成形体の表面に形成された凹部に円錐体又は球状体の基部を挿入して成形体の表面に突状物を設ける工程とを含み、第4工程において成形体の表面に設けられた突状物を焼成する工程とを含むことを特徴とする。
【0010】
本発明の第4の観点は、第1の観点に基づく発明であって、更に第3工程において第5工程で形成される突起の数に相応した数の凹部を成形体の表面に形成し、第5工程が、成形体を焼成して得られた焼結体と同一組成の焼結体を粉砕して、凹部の開口部より小さく凹部の深さより大きい粉砕物を得る工程と、成形体の表面に形成された凹部に粉砕物の一部を挿入して成形体の表面に突状物を設ける工程とを含み、第4工程において突状物が設けられた成形体を焼成する工程とを含むことを特徴とする。
【0011】
本発明の第5の観点は、第1の観点に基づく発明であって、更に第5工程が、第4工程で成形体を焼成して焼結体を得た後に、焼結体の表面に機械研削処理又は化学浸食処理を施すことにより蒸着材の表面に突起を形成する工程であることを特徴とする。
【0012】
本発明の第6の観点は、第1ないし第5の観点の方法により製造された蒸着材である。
【発明の効果】
【0013】
本発明の第1の観点の方法では、蒸着材の表面に突起を1又は2以上形成する第5工程を含み、この突起は蒸着材表面から最大高さが1〜5mmであって、突起の蒸着材表面から突出する部分の最大幅が1〜5mmであるように形成される。そのため、この方法で得られた蒸着材を、反応性プラズマ蒸着法による蒸着膜の成膜に用いれば、特に蒸着材の昇華が始まる初期段階において、従来よりも低エネルギーでの成膜が可能になる。
【0014】
本発明の第6の観点の蒸着材は、本発明の製造方法によってその表面に、蒸着材表面から高さが1〜5mmであって、突起の蒸着材表面から突出する部分の幅が1〜5mmである1又は2以上の突起を有するため、反応性プラズマ蒸着法による蒸着膜の成膜の際、特に蒸着材の昇華が始まる初期段階において、従来よりも低エネルギーでの成膜を可能にする。
【図面の簡単な説明】
【0015】
【図1】本発明第1実施形態による蒸着材を示す斜視図である。
【図2】図1のA−A線断面図である。
【図3】本発明第2実施形態による蒸着材を示す斜視図である。
【図4】図3のB−B線断面図である。
【図5】本発明第2実施形態による蒸着材の別の例を示す斜視図である。
【図6】図5のC−C線断面図である。
【図7】本発明第3実施形態による蒸着材を示す斜視図である。
【図8】図7のD−D線断面図である。
【図9】本発明第4実施形態による蒸着材を示す斜視図である。
【図10】図9のE−E線断面図である。
【図11】一般的な押し出し成形機の断面模式図である。
【図12】図11の押し出し成形機に用いられる金型を示す斜視図である。
【図13】プラズマ放電電流と放電時間との関係を示す図である。
【図14】RPD装置の主要部を示す概略断面図である。
【発明を実施するための形態】
【0016】
次に本発明を実施するための形態を図面に基づいて説明する。
【0017】
本発明は、RPD法により蒸着膜を成膜する際に好適に用いることができる蒸着材の製造方法及びこの方法によって得られた蒸着材である。一般に、RPD法とは、通常の蒸着装置にプラズマビーム発生器を設置してアーク放電を起こし、アークプラズマ中を通過する昇華した粒子をイオン化し加速して陰極に蒸着する方法であり、通常の蒸着法に比べて高速の成膜が可能となる。通常の蒸着法の飛来粒子の運動エネルギーは0.1eV、スパッタリング法のそれは100eV程度であるのに対して、RPD法のそれは数十eVであり、蒸着法とスパッタリング法の中間に属する。従って、RPD法は通常の蒸着法に比べ基材との密着性が良好な薄膜を形成することができ、またスパッタリング法に比べ高密度、低欠陥な成膜が可能であり基材温度を上げなくても結晶性の良い膜が得られる。
【0018】
図14に示すように、このRPD法に用いられる装置60は、真空チャンバ61とチャンバ61側壁に設けられたプラズマビーム発生器62とを備える。チャンバ61は導電性部材で構成され接地されている。チャンバ61内の底部には、蒸着材10を載置するハース64と、ハース64側にプラズマビームを導くプラズマビームコントローラ66が設けられる。プラズマビームコントローラ66は、ハース64と同心でハース64を囲む環状形状を有し、磁界を形成するために、その内部に磁石66aやコイル66bが配置されている。チャンバ61内の上部には、ハース64と対向するように配置された、基材67を保持する基材ホルダ68が設けられる。基材ホルダ68は導電性部材で構成され、図示しないバイアス制御手段を介して接地されている。なお、基材ホルダ68は、複数の基材をチャンバ内に搬送可能な構成としてもよい。またチャンバ61の側壁にはアルゴンガス等を導入及び排出するガス導入口61a及びガス排出口61bがそれぞれ設けられる。プラズマビーム発生器62は圧力勾配型であり、発生したプラズマビームを収束させる磁石62aやコイル62bが配置され、熱電子放出素子としてLaB6及びTaが用いられる。また、このプラズマビーム発生器62の周囲にはプラズマビームをチャンバ61内に導くビームガイド用のステアリングコイル62cが設置されている。なお、プラズマビーム発生器62は2基以上用いてもよい。例えば、プラズマビーム発生器を3基用いる場合は、2基を共蒸着用に用い、残りの1基をプラズマアシスト用として用いることもできる。
【0019】
本発明の蒸着材10は、図1〜図10に示すように、蒸着材10の表面に突起11を1又は2以上有し、この突起11は蒸着材10表面からの最大高さhが1〜5mmであって、突起11の蒸着材10表面から突出する部分の最大幅wが1〜5mmの範囲にある。このため、上記RPD法により蒸着膜を成膜する際、特に蒸着材10の昇華が始まる初期段階において、従来よりも低エネルギーでの成膜を実現させ得る。プラズマ式の蒸着原理は、チャンバ内においてプラズマ状態になっているアルゴンガス等の電子が、導電性の高い物質又は領域に集中して移動することを利用するものである。即ち、プラズマ状態になっている電子が蒸着材の表面に衝突することにより蒸着材の昇華が始まるが、従来の蒸着材では、蒸着材の表面が平面であるため、プラズマが蒸着材の表面に当たっても、蒸着材内部へ熱拡散してしまうことから、昇華が始まる初期段階において非常に高いエネルギーが必要であった。
【0020】
例えば、図13に示すように、先ず、蒸着材の昇華を促進するため、初期段階においてプラズマ放電電流を一定勾配αでA値まで増加させる必要がある。このとき、従来の蒸着材を用いた場合、A値は60アンペア程度必要となる。このため、高エネルギー又は急激な加熱により蒸着材に割れが生じたり、或いは基材や膜にダメージを与えていた。一方、本発明の蒸着材は、蒸着材の表面に所定サイズ及び所定個数の突起が形成されているため、この蒸着材が有する突起にプラズマの集中的な照射がおこる。このため、従来の蒸着材を用いた場合に比べ、初期段階において低いエネルギーとすることができる。即ち、本発明の蒸着材を用いれば、上記A値を40アンペア以下に抑えることができる。
【0021】
次に、本発明の蒸着材の製造方法について説明する。この蒸着材10は、表面に昇華を促進するための上記突起が形成されれば、蒸着材の成分等については、特に限定されず、従来公知の蒸着材と同材料にて製造することができる。従来の蒸着材としては、例えば、ZnO純度が98%以上のZnO粉末から作られたZnOのペレットからなり、Ga等の元素を含む透明導電膜を成膜するために用いられるZnO蒸着材がその一例として挙げられる。このZnO蒸着材を例に挙げ、以下、本発明の蒸着材の製造方法について詳細に説明する。
【0022】
先ず、金属酸化物粉末としてZnO粉末及びGa2O3粉末を用意し、この金属酸化物粉末と、バインダと、有機溶媒とを混合して、濃度が好ましくは30〜75質量%、更に好ましくは40〜65質量%のスラリーを調製する(第1工程)。スラリーの濃度を30〜75質量%に限定したのは、75質量%を越えると上記スラリーが非水系であるため、安定した混合造粒が難しく、30質量%未満では均一な組織を有する緻密なZnO焼結体が得られ難いからである。ZnO粉末は、純度が98%以上の高純度ZnO粉末であることが好ましく、98.4%以上であることが更に好ましい。ZnO粉末の純度が98%以上であれば、不純物の影響による導電率の低下を抑えることができるからである。ZnO粉末の平均粒径は0.1〜5.0μmの範囲内にあることが好ましい。0.1μm未満では、粉末が細かすぎて凝集するため、粉末のハンドリングが悪くなり、高濃度スラリーを調製し難い傾向があり、5.0μmを越えると、微細構造の制御が難しく、緻密なペレットが得られ難い傾向があるからである。
【0023】
Ga2O3粉末は、製造後の蒸着材に含まれるGa元素が所定の割合で含まれるように添加する。Ga2O3粉末を添加する場合は、Ga元素の濃度が多結晶ZnO蒸着材となったときに0.1〜15質量%の範囲になるように添加混合されるのが好ましい。Ga2O3粉末は、その平均粒径が0.01〜1μmの範囲内のものを使用することが好ましい。0.01〜1μmの範囲内のものを使用すれば、Ga2O3粉末を均一に分散するのに好適であるからである。この実施の形態ではZnO粉末以外の金属酸化物粉末として、Ga2O3粉末を添加するが、Ga2O3粉末以外では、Y2O3粉末、La2O3粉末、Sc2O3粉末、CeO2又はCe2O3粉末、Pr6O12粉末、Nd2O3粉末、Pm2O3粉末、Sm2O3粉末等が挙げられる。CeO2粉末を添加する場合は、Ce存在量の偏在の防止とZnOマトリックスとの反応性及びCe化合物の純度を考慮した場合、1次粒子径がナノスケールの酸化セリウム粒子を添加することが好ましい。なお、本明細書において平均粒径とは、レーザー回折・散乱法(マイクロトラック法)に従い、日機装社製(FRA型)を用い、分散媒としてヘキサメタりん酸Naを使用し、1回の測定時間を30秒として3回測定した値を平均化したものである。
【0024】
バインダとしてはポリエチレングリコールやポリビニールブチラール等を、有機溶媒としてはエタノールやプロパノール等を用いることが好ましい。バインダは0.2〜5.0質量%添加することが好ましい。
【0025】
金属酸化物粉末とバインダと有機溶媒との湿式混合、特に金属酸化物粉末と分散媒である有機溶媒との湿式混合は、湿式ボールミル又は撹拌ミルにより行われる。湿式ボールミルでは、ZrO2製ボールを用いる場合には、直径5〜10mmの多数のZrO2製ボールを用いて8〜24時間、好ましくは20〜24時間湿式混合される。ZrO2製ボールの直径を5〜10mmと限定したのは、5mm未満では混合が不十分となることからであり、10mmを越えると不純物が増える不具合があるからである。また混合時間が最長24時間と長いのは、長時間連続混合しても不純物の発生が少ないからである。
【0026】
次に、上記スラリーを噴霧乾燥して、好ましくは平均粒径が50〜250μm、更に好ましくは50〜200μmの混合造粒粉末を得る(第2工程)。噴霧乾燥はスプレードライヤを用いて行われることが好ましい。
【0027】
次に、この造粒粉末を型に入れ、加圧成形して円柱状の成形体を得る(第3工程)。型は一軸プレス装置又は冷間静水圧成形装置(CIP(Cold Isostatic Press)成形装置)が用いられる。一軸プレス装置では、造粒粉末を750〜2000kg/cm2(735.5〜1961.3MPa)、好ましくは1000〜1500kg/cm2(980.7〜1471.0MPa)の圧力で一軸加圧成形し、CIP成形装置では、造粒粉末を1000〜3000kg/cm2(980.7〜2942.0MPa)、好ましくは1500〜2000kg/cm2(1471.0〜1961.3MPa)の圧力でCIP成形する。圧力を上記範囲に限定したのは、成形体の密度を高めるとともに焼結後の変形を防止し、後加工を不要にするためである。
【0028】
本発明の製造方法では、この第3工程において、後述の本発明第4実施形態を除き、後述する第5工程で形成される突起の数に相応した数の凹部を成形体の表面に形成する。図2,図4,図6及び図8に示すように、この凹部10aは、突起11を蒸着材10表面に固定するものであり、例えば、造粒粉末を作製する時に用いたバインダを接着剤として突起11を凹部10aに固定する方法で形成することができる。
【0029】
成形体を得た後、通常は、この成形体を所定の温度で焼成し焼結体を得る(第4工程)。本発明の製造方法では、上記第3工程に続いて、以下の第1〜第4実施形態に示すいずれかの工程を経ることにより、蒸着材の表面に、蒸着材表面から最大高さhが1〜5mmであって、突起の蒸着材表面から突出する部分の最大幅wが1〜5mmである突起を1又は2以上形成される(第5工程)。最大高さhを上記範囲としたのは、下限値未満では蒸着材の昇華を促進する効果が十分に得られず、一方、上限値を越えると突起部分に割れが発生する場合があるからである。また、最大幅wを上記範囲としたのは、下限値未満では蒸着材の支持ができない等の不具合が生じ、一方、上限値を越えると蒸着材の昇華を促進する効果が十分に得られないからである。
【0030】
本発明の第1実施形態では、先ず、上記第3工程において凹部10aを成形体の表面に形成した後、押し出し成形により、上記成形体と同一組成の細長い棒状の成形物を形成する。そして、この細長い棒状の成形物を、後述の焼成により形成される突起11の最大高さhが上記範囲内になるように、所定の長さに切断して細棒体を得る。押し出し成形については、特に限定されないが、例えば図11に示すような押し出し成形機40を用いることができる。この押し出し成形機40は、先端に軸方向へ向けて設けたノズル47と、他端側の周壁に供給口42が形成された円筒状の胴体部43と、一部が突出する状態で胴体部43内に収容され、成形材料31を供給口42側からノズル47側へ搬送するスクリュー46と、胴体部43の他端に取り付けられ、スクリュー46を回転させる駆動部44とで構成されている。また、成形材料31を供給口14へ供給できるように取り付けられたホッパー41を備える。ノズル47は、図12に示すように、所定の直径にて開口する開口部47aを有する。先ず、成形材料31として上記第2工程で得られた混合造粒粉末をホッパー41に充填する。次に、駆動部44でスクリュー46を回転させ、成形材料31を供給口42側からノズル47側へスクリュー46で、加圧しながら搬送することにより、細長い棒状の成形物32がノズル47から押し出される。そして、押し出し成形された成形物32をカッター48で所定の長さに切断することにより、細棒体が得られる。
【0031】
このようにして得られた細棒体の下部を、第3工程において成形体の表面に形成された凹部10aに挿入して成形体の表面に突状物を設ける。具体的には、造粒粉末を作製する時に用いたバインダを接着剤として突起を凹部10aに固定する方法で行うのが好ましい。
【0032】
そして、成形体の表面に設けられた突状物を焼成する。この第5工程における突状物の焼成は、成形体を焼成し焼結体を得る第4工程において同時に行われる。焼結は大気、不活性ガス、真空又は還元ガス雰囲気中で1000℃以上、好ましくは1200〜1400℃の温度で1〜10時間、好ましくは2〜5時間行う。これにより所望のZnOを主成分とするペレットが得られる。ペレットの相対密度は90%以上であることが好ましく、95%以上であることが更に好ましい。相対密度が90%以上であれば、成膜時のスプラッシュを低減できるからである。
【0033】
また、突起11を除いたペレットの大きさは、直径が5〜50mmであって、厚さが2〜30mmであることが好ましい。このペレットの直径を5〜50mmとするのは安定かつ高速な成膜の実施のためであり、その直径が5mm未満ではスプラッシュ等が発生する不具合があり、50mmを越えるとハース(蒸着材溜)への充填率が低下することに起因する蒸着における膜の不均一及び成膜速度の低下をもたらす不具合がある。また、その厚さを2〜30mmとするのは安定かつ高速な成膜の実施のためであり、その厚さが2mm未満ではスプラッシュ等が発生する不具合があり、30mmを越えるとハース(蒸着材溜)への充填率が低下することに起因する蒸着における膜の不均一及び成膜速度の低下をもたらす不具合がある。また、このZnOのペレットは、多結晶体であっても単結晶体であってもよい。
【0034】
以上の工程により、図1及び図2に示すように、蒸着材10の表面に、蒸着材10表面から最大高さh、即ち高さが1〜5mmであって、突起11の蒸着材10表面から突出する部分の最大幅w、即ち直径が1〜5mmである円柱状の突起11を1又は2以上有するZnO蒸着材を製造することができる。
【0035】
本発明の第2実施形態では、上記第3工程において凹部10aを成形体の表面に形成した後、上記第3工程にて成形体の形成に用いた粉末と同一組成の混合造粒粉末を、上記凹部10aの開口部に相応した半径を有する円錐状又は半球状の雌型の金型に詰めて成形することにより、円錐体又は半球体を得る。このとき、好ましくは1000〜3000kg/cm2(980.7〜2942.0MPa)の圧力で加圧することにより、突起11の密度を高めるとともに焼結後の変形を防止し、後加工を不要にする。
【0036】
このようにして得られた円錐体又は球状体を金型から取り出し、この円錐体又は球状体の基部を、第3工程において成形体の表面に形成された凹部10aに挿入して成形体の表面に突状物を設ける。具体的には、造粒粉末を作製する時に用いたバインダを接着剤として突起を凹部10aに固定する方法で行うのが好ましい。
【0037】
そして、成形体の表面に設けられた突状物を焼成する。この第5工程における突状物の焼成は、上述の第1実施形態と同様、成形体を焼成し焼結体を得る第4工程において同時に行われ、第1実施形態と同条件で行うことができる。また、突起11を除いたペレットの好ましい大きさは、上記第1実施形態と同様である。
【0038】
以上の工程により、図3及び図4又は図5及び図6に示すように、蒸着材10の表面に、蒸着材10表面から最大高さh、即ち高さが1〜5mmであって、突起11の蒸着材10表面から突出する部分の最大幅w、即ち突出する部分の最大径が1〜5mmである円錐状又は半球状の突起11を1又は2以上有するZnO蒸着材を製造することができる。
【0039】
本発明の第3実施形態では、上記第3工程において凹部10aを成形体の表面に形成した後、上記第3工程で得られる成形体を焼成して得られた焼結体と同一組成の焼結体を粉砕して、凹部の開口部より小さく凹部の深さより大きい粉砕物を得る。粉砕物を得るために用いられる焼結体は、第3工程で得られる成形体と同一材料、同一条件にて形成された成形体を、上記第4工程における条件と同じ条件で焼成し得られた焼結体である。焼結体の粉砕は、石臼式摩砕機、気流式粉砕機又は衝撃式粉砕機にて行うのが好ましい。
【0040】
このようにして得られた粉砕物の基部を、第3工程において成形体の表面に形成された凹部10aに挿入して成形体の表面に突状物を設ける。具体的には、瞬間接着剤を用いた方法で行うのが好ましい。
【0041】
そして、第4工程において、表面に突状物が設けられた成形体を焼成する。ここでの焼成は、第1実施形態と同一条件で行うことができる。この形態における突状物は、焼成が一度行われ、既に焼結体となっているため、成形体の焼結と、突状物と成形体との接合を主な目的とするものである。また、突起11を除いたペレットの好ましい大きさは、上記第1実施形態と同様である。
【0042】
以上の工程により、図7及び図8に示すように、蒸着材10の表面に、蒸着材10表面から最大高さhが1〜5mmであって、突起11の蒸着材10表面から突出する部分の最大幅wが1〜5mmである突起11を1又は2以上有するZnO蒸着材を製造することができる。
【0043】
本発明の第4実施形態では、上述の第1〜第3実施形態と異なり、この第3工程において、成形体の表面に凹部を設ける必要はないが、後工程の表面処理を考慮して、第3工程において形成される成形体の厚さを第1〜第3実施形態における成形体よりも厚く形成する必要がある。
【0044】
この実施の形態では、通常の蒸着材の製造工程と同様、第3工程に続いて成形体を所定の温度で焼成し焼結体を得る(第4工程)。
【0045】
第4工程に続いて、この焼結体の表面に機械研削処理又は化学浸食処理を施すことにより蒸着材の表面に突起を形成する(第5工程)。機械研削処理には、旋盤・フライス加工、レーザー加工又は水圧式加工を好適に用いることができる。また、化学浸食処理には、酸アルカリ処理を好適に用いることができる。
【0046】
以上の工程により、図9及び図10に示すように、蒸着材10の表面に、蒸着材10表面から最大高さhが1〜5mmであって、突起11の蒸着材10表面から突出する部分の最大幅wが1〜5mmである突起11を1又は2以上有するZnO蒸着材を製造することができる。
【0047】
次に、本発明により製造された蒸着材及び上記RPD装置を用いて、RPD法により蒸着膜を成膜する成膜工程について説明する。
【0048】
先ず、図14に示すRPD装置60において、本発明により製造された蒸着材10をハース64に装填し、基材ホルダ68に基材67を装着する。基材67としては、ガラス基材、半導体ウェーハ、樹脂フィルム等が例示される。次に、図示しないターボ分子ポンプによりチャンバ61内を真空引きする。その後、Arガスをガス供給口61aからチャンバ11内に供給し、チャンバ61内の全圧を5×10-3〜3×10-2Paに制御する。また、必要に応じて酸素ガスを混合しても良い。またバイアス制御手段を稼働させ、基材ホルダ68に所定のバイアス電圧を印加して、基材ホルダ68をチャンバ61に対し負の電位に保持する。次に、プラズマビーム発生器62からアーク放電を行い、プラズマビームコントローラ66により磁界を発生させ、アークプラズマをハース64に装填した蒸着材10側へと導く。
【0049】
そして、プラズマビーム発生器62からアーク放電を行う際、図13に示すように、プラズマ放電電流を一定勾配αでA値まで増加させることにより蒸着材10の昇華を開始させる。このように、蒸着材10の昇華が開始するまで一定勾配αでプラズマ放電電流を増加させるのは、初期段階の昇華を促進するための高エネルギーを投入する必要があるためであるが、本発明の蒸着材を用いることにより、A値を30〜40アンペアの範囲とすることができる。これは本発明の蒸着材を用いれば、蒸着材が有する突起にプラズマの集中的な照射がおこるため、従来よりも低エネルギーで昇華を開始させることができるからである。これにより、高エネルギーの投入又は急激な加熱による蒸着材の割れを防止することができ、蒸着材の割れによって生じていた成膜速度の変動や割れ端面から発生するスプラッシュの発生を解消することができる。また、基材や膜へのダメージも低減できる。
【0050】
続いてA値よりも低い電流値であるB値まで低下させて基材67へ蒸着膜の成膜を継続する。ここでB値まで電流値を低下させても安定成膜が行われるのは、一度蒸着材表面から蒸発又は昇華が行われると表面が活性状態となり、少ない電流でも蒸発又は昇華が可能となるためである。B値としてはA値よりも低い電流値である10〜80アンペアの範囲内で選択される。B値を上記範囲内としたのは、下限値未満では蒸発又は昇華が停止してしまって成膜されず、上限値を越えると安定した成膜を維持することができない、また成膜速度の制御が困難になる等の不具合を生じるためである。
【0051】
蒸着材10はアークプラズマに晒され昇華すると同時にプラズマ中でイオン化し、イオン化した蒸着材料は、バイアス電圧による電界によって加速され、基材67に向かい、高エネルギーで基材67表面に蒸着する。
【0052】
以上、本発明の蒸着材を用いることにより、特に蒸着材の昇華が始まる初期段階において、従来よりも低エネルギーでの成膜を実現し得る。これにより、成膜工程における低エネルギー化が図られるとともに、高エネルギーの投入又は急激な加熱による蒸着材の割れを防止することができ、蒸着材の割れによって生じていた成膜速度の変動や割れ端面から発生するスプラッシュの発生を解消することができる。また、基材や膜へのダメージも低減できる。
【実施例】
【0053】
次に本発明の実施例を比較例とともに詳しく説明する。
【0054】
<実施例1>
先ず、純度が99.7%の高純度ZnO粉末と、純度が99.5%の高純度Ga2O3粉末と、バインダと、有機溶媒とを用意した。これらを混合して、濃度が30質量%のスラリーを調製した。このとき、ZnO粉末は平均粒径が2μm、Ga2O3粉末は平均粒径が1.5μmのものを使用した。また、Ga2O3粉末は、形成後の蒸着材に含まれるGa元素が、5質量%含まれるように添加した。これらをボールミルによる湿式混合により、濃度30質量%のスラリーを調製した。
【0055】
次に、調製したスラリーをスプレードライヤを用いて噴霧乾燥し、平均粒径が200μmの混合造粒粉末を得た後、この造粒粉末を所定の型に入れて一軸プレス装置によりプレス成形した。そして、得られた成形体の表面に、プレスにより凹部を形成した。
【0056】
次に、上記得られた混合造粒粉末の一部を、成形体の表面に形成した凹部の開口部に相応した半径を有する円錐状の雌型の金型に詰め、50MPaの圧力で加圧した。得られた円錐体を金型から取り出し、この円錐体の基部を、造粒粉末を作製する時に用いたバインダを接着剤として上記凹部に挿入接着し、成形体の表面に突状物を設けた。
【0057】
最後に、突状物が設けられた成形体を大気雰囲気中1300℃の温度で5時間焼結させることにより、蒸着材表面から高さが3mmであって、突起の蒸着材表面から突出する部分の最大径が2mmである円錐状の突起を33個有するZnO蒸着材を得た。また、このZnO蒸着材の突起を除いた厚さ及び直径は、それぞれ20mm、30mmであった。
【0058】
<実施例2>
成形体の表面に突状物を形成する際に、押し出し成形により形成した成形物を切断して得られた細棒体を用いたこと以外は、実施例1と同様に、ZnO蒸着材を得た。このZnO蒸着材は、蒸着材表面から高さが3mmであって、直径が2mmである円柱状の突起を33個有する蒸着材であった。
【0059】
<実施例3>
成形体の表面に突状物を形成する際に、半球状の雌型の金型を用いて形成した半球体を用いたこと以外は、実施例1と同様に、ZnO蒸着材を得た。このZnO蒸着材は、蒸着材表面から高さが3mmであって、突起の蒸着材表面から突出する部分の最大径が3mmである半球状の突起を33個有する蒸着材であった。
【0060】
<実施例4>
成形体の表面に突状物を形成する際に、この成形体を焼成して得られた焼結体と同一組成の成形体を粉砕して得られた粉砕物を用いたこと以外は、実施例1と同様に、ZnO蒸着材を得た。このZnO蒸着材は、蒸着材表面から最大高さが3〜4mmの範囲の所定値であって、蒸着材表面から突出する部分の最大幅が2mmである突起を33個有する蒸着材であった。
【0061】
<実施例5>
先ず、実施例1と同様に、混合造粒粉末を得た。次に混合造粒粉末を所定の型に入れて一軸プレス装置によりプレス成形して成形体を形成し、この成形体を大気雰囲気中1300℃の温度で5時間焼結させることにより、厚さ及び直径がそれぞれ30mm、20mmの焼結体を得た。
【0062】
この焼結体の表面にフライス加工装置及び旋盤装置を用いて、蒸着材表面から最大高さが3mmであって、蒸着材表面から突出する部分の最大幅が2mmである突起を33個有するZnO蒸着材を得た。
【0063】
<実施例6>
焼結体の表面に機械研削処理を施す代わりに、酸によるエッチング処理(化学浸食処理)を施したこと以外は、実施例5と同様に、ZnO蒸着材を得た。このZnO蒸着材は、蒸着材表面から最大高さが3mmであって、蒸着材表面から突出する部分の最大幅が2mmである突起を33個有するZnO蒸着材であった。
【0064】
<比較例1>
焼結体の表面に機械研削処理を施さなかったこと以外は、実施例5と同様に、ZnO蒸着材を得た。即ち、この蒸着材は突起が形成されていないものである。
【0065】
<比較例2>
比較例1と同様に、ZnO蒸着材を得た。即ち、この蒸着材には突起が形成されていないものである。
【0066】
<比較試験及び評価>
実施例1〜6及び比較例1,2で得られた蒸着材、及び図14に示すRPD装置を用い、ガラス基材に蒸着膜を成膜した。その際、図13に示すように、プラズマ放電電流は、一定勾配αを5アンペア/分に設定し、蒸着材の昇華が開始するA値まで上昇させた。続いて20アンペア(B値)まで低下させ、以降B値に固定して蒸着膜の成膜を行った。
【0067】
蒸着材の昇華が開始したプラズマ放電電流のA値、蒸着材の割れの有無、異常放電の発生の有無、及び蒸着膜の導電率を評価した。これらの結果を以下の表1に示す。突起の個数は蒸着材の表面から突出するすべての個数をいう。蒸着材の割れの有無は、目視により評価した。また、異常放電の発生の有無は、B値の電流に対して±50%以上の電流値の増減がある場合を「あり」と評価した。更に、導電率は、三菱化学社製のロレスタ(HP型、MCP−T410、プローブは直列1.5mmピッチ)を用い、雰囲気が25℃の所謂常温において定電流印加による4端子4探針法により測定した。
【0068】
【表1】
表1から明らかなように、実施例1〜6の蒸着材を用いて成膜した場合、蒸着材の昇華が開始するプラズマ放電電流のA値を、比較例1,2の蒸着材を用いた場合に比べて、大幅に低下させ得ることが確認できる。また、低エネルギーによる成膜が可能であったことから、実施例1〜6では異常放電も発生せず、蒸着材にも割れが生じなかった。更に、低エネルギーによる成膜により、膜に与えるダメージも少なく、比較例1,2に比べて高い導電率の蒸着膜を成膜することができた。
【符号の説明】
【0069】
10 蒸着材
11 突起
【特許請求の範囲】
【請求項1】
金属酸化物粉末と、バインダと、有機溶媒とを混合してスラリーを調製する第1工程と、前記スラリーを噴霧乾燥して混合造粒粉末を得る第2工程と、前記混合造粒粉末を型に入れ、加圧成形して円板状の成形体を形成する第3工程と、前記成形体を焼成して焼結体を得る第4工程とを含む、プラズマ蒸着法により蒸着膜を成膜するための蒸着材の製造方法において、
前記蒸着材の表面に突起を1又は2以上形成する第5工程を含み、
前記突起の蒸着材表面から最大高さが1〜5mmであって、前記突起の蒸着材表面から突出する部分の最大幅が1〜5mmである
ことを特徴とする蒸着材の製造方法。
【請求項2】
第3工程において第5工程で形成される突起の数に相応した数の凹部を成形体の表面に形成し、
第5工程が、第3工程に続いて、押し出し成形により前記成形体と同一組成の細長い棒状の成形物を形成し、前記細長い棒状の成形物を所定の長さに切断して細棒体を得る工程と、前記成形体の表面に形成された凹部に前記細棒体の下部を挿入して前記成形体の表面に突状物を設ける工程とを含み、
第4工程において前記成形体の表面に設けられた前記突状物を焼成する工程と
を含む請求項1記載の蒸着材の製造方法。
【請求項3】
第3工程において第5工程で形成される突起の数に相応した数の凹部を成形体の表面に形成し、
第5工程が、第3工程に続いて、前記成形体の形成に用いた粉末と同一組成の混合造粒粉末を、前記凹部の開口部に相応した半径を有する円錐状又は半球状の雌型の金型に詰めて成形することにより、円錐体又は半球体を得る工程と、前記成形体の表面に形成された凹部に前記円錐体又は球状体の基部を挿入して前記成形体の表面に突状物を設ける工程とを含み、
第4工程において前記成形体の表面に設けられた前記突状物を焼成する工程と
を含む請求項1記載の蒸着材の製造方法。
【請求項4】
第3工程において第5工程で形成される突起の数に相応した数の凹部を成形体の表面に形成し、
第5工程が、第3工程に続いて、前記成形体を焼成して得られた焼結体と同一組成の焼結体を粉砕して、前記凹部の開口部より小さく前記凹部の深さより大きい粉砕物を得る工程と、前記成形体の表面に形成された凹部に前記粉砕物の一部を挿入して前記成形体の表面に突状物を設ける工程とを含み、
第4工程において前記突状物が設けられた前記成形体を焼成する工程と
を含む請求項1記載の蒸着材の製造方法。
【請求項5】
第5工程が、第4工程で成形体を焼成して焼結体を得た後に、前記焼結体の表面に機械研削処理又は化学浸食処理を施すことにより蒸着材の表面に突起を形成する工程である請求項1記載の蒸着材の製造方法。
【請求項6】
請求項1ないし5いずれか1項に記載の方法により製造された蒸着材。
【請求項1】
金属酸化物粉末と、バインダと、有機溶媒とを混合してスラリーを調製する第1工程と、前記スラリーを噴霧乾燥して混合造粒粉末を得る第2工程と、前記混合造粒粉末を型に入れ、加圧成形して円板状の成形体を形成する第3工程と、前記成形体を焼成して焼結体を得る第4工程とを含む、プラズマ蒸着法により蒸着膜を成膜するための蒸着材の製造方法において、
前記蒸着材の表面に突起を1又は2以上形成する第5工程を含み、
前記突起の蒸着材表面から最大高さが1〜5mmであって、前記突起の蒸着材表面から突出する部分の最大幅が1〜5mmである
ことを特徴とする蒸着材の製造方法。
【請求項2】
第3工程において第5工程で形成される突起の数に相応した数の凹部を成形体の表面に形成し、
第5工程が、第3工程に続いて、押し出し成形により前記成形体と同一組成の細長い棒状の成形物を形成し、前記細長い棒状の成形物を所定の長さに切断して細棒体を得る工程と、前記成形体の表面に形成された凹部に前記細棒体の下部を挿入して前記成形体の表面に突状物を設ける工程とを含み、
第4工程において前記成形体の表面に設けられた前記突状物を焼成する工程と
を含む請求項1記載の蒸着材の製造方法。
【請求項3】
第3工程において第5工程で形成される突起の数に相応した数の凹部を成形体の表面に形成し、
第5工程が、第3工程に続いて、前記成形体の形成に用いた粉末と同一組成の混合造粒粉末を、前記凹部の開口部に相応した半径を有する円錐状又は半球状の雌型の金型に詰めて成形することにより、円錐体又は半球体を得る工程と、前記成形体の表面に形成された凹部に前記円錐体又は球状体の基部を挿入して前記成形体の表面に突状物を設ける工程とを含み、
第4工程において前記成形体の表面に設けられた前記突状物を焼成する工程と
を含む請求項1記載の蒸着材の製造方法。
【請求項4】
第3工程において第5工程で形成される突起の数に相応した数の凹部を成形体の表面に形成し、
第5工程が、第3工程に続いて、前記成形体を焼成して得られた焼結体と同一組成の焼結体を粉砕して、前記凹部の開口部より小さく前記凹部の深さより大きい粉砕物を得る工程と、前記成形体の表面に形成された凹部に前記粉砕物の一部を挿入して前記成形体の表面に突状物を設ける工程とを含み、
第4工程において前記突状物が設けられた前記成形体を焼成する工程と
を含む請求項1記載の蒸着材の製造方法。
【請求項5】
第5工程が、第4工程で成形体を焼成して焼結体を得た後に、前記焼結体の表面に機械研削処理又は化学浸食処理を施すことにより蒸着材の表面に突起を形成する工程である請求項1記載の蒸着材の製造方法。
【請求項6】
請求項1ないし5いずれか1項に記載の方法により製造された蒸着材。
【図1】

【図2】
【図3】
【図4】
【図5】

【図6】
【図7】
【図8】
【図9】
【図10】
【図11】

【図12】

【図13】
【図14】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【公開番号】特開2011−111654(P2011−111654A)
【公開日】平成23年6月9日(2011.6.9)
【国際特許分類】
【出願番号】特願2009−269489(P2009−269489)
【出願日】平成21年11月27日(2009.11.27)
【出願人】(000006264)三菱マテリアル株式会社 (4,417)
【Fターム(参考)】
【公開日】平成23年6月9日(2011.6.9)
【国際特許分類】
【出願日】平成21年11月27日(2009.11.27)
【出願人】(000006264)三菱マテリアル株式会社 (4,417)
【Fターム(参考)】
[ Back to top ]