
蒸着材用酸化マグネシウム粉末および蒸着材用成型物
【課題】 均質性の高い酸化マグネシウム膜を安定して効率よく成膜できる蒸着材を効率よく、しかも低コストで製造するための材料および方法の提供、および前記酸化マグネシウム蒸着材の製造原料となる酸化マグネシウム粉末を提供すること。
【解決手段】 BET法による比表面積が3〜5m2/gの範囲にある多結晶酸化マグネシウム粉末を蒸着材の材料とすることにより、蒸着材成型物の生産効率の向上と蒸着時のスプラッシュ防止を図る。
【解決手段】 BET法による比表面積が3〜5m2/gの範囲にある多結晶酸化マグネシウム粉末を蒸着材の材料とすることにより、蒸着材成型物の生産効率の向上と蒸着時のスプラッシュ防止を図る。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、種々の蒸着法により、酸化マグネシウムを含む膜を形成させるための蒸着材として主要材料である、酸化マグネシウム粉末およびその成型物に関するものである。
【背景技術】
【0002】
酸化マグネシウムは、例えば、AC型プラズマディスプレイパネル(以下“AC型PDP”と称する)のようなガス放電式ディスプレイにおける誘電体層のMgO保護膜形成のための蒸着材の原料、光学材料のコーティング膜の蒸着材の原料および蒸着塗料等のプライマーコート蒸着材の原料等として用いられる。
酸化マグネシウム膜は耐スパッタ性に優れ、かつ仕事関数が小さく二次電子放出係数が大きいので、特にAC型PDPの誘電体層表面の保護層としては、特許文献1に記載されているように古くから公知であったが、TFT(薄膜トランジスタ)の量産技術が向上したことにより、プラズマディスプレイパネルが実用化されるようになったことから膜の形成方法、原料である酸化マグネシウムそのものの特性などについて種々の改良がなされるようになった。
酸化マグネシウム膜の形成方法は、スクリーン印刷法、真空蒸着法、電子ビーム蒸着法(以下“EB蒸着法”と称する)またはイオンプレーティング法が有効であることが特許文献1〜3等に記載されていが、最近では、EB蒸着法またはイオンプレーティング法が広く利用されている。
【0003】
前記成膜法における蒸着源として、従来より電融マグネシウムに代表される酸化マグネシウム単結晶体が多用されてきた。しかし、電融マグネシウムは非常に高価であり、その純度は、原料の純度に大きく左右されるうえ、必要な他の添加物を配合できないため、最近では、気相法酸化マグネシウム粉末を焼結させて得た酸化マグネシウムの多結晶焼結体ペレットの使用が特許文献4〜7等に提案されている。
【0004】
特許文献4の記載によれば、上記ペレットは通常以下のようなプロセスで作製される。
(1)マグネシウムスラリーの調製
酸化マグネシウム粉末とバインダを適当な分散媒に分散させてマグネシウムスラリーを作製する。酸化マグネシウム粉末の製法については、気相酸化反応法等があるが蒸着源の原料としては、不純物を含まない高純度の酸化マグネシウム粉末が適しているとされる。バインダはポリエチレングリコール、ポリビニルアルコール、ポリビニルブチラール等の水溶性ポリマーを用いる。分散媒としては、水またはエタノール等の有機溶媒が用いられる。
(2)湿式混合・粉砕
上記マグネシウムスラリーを、必要ならばさらに他の物質を添加して混合する。混合は、ミキサーあるいは湿式ボールミル、攪拌ミル等の湿式粉砕機を用いて行うことができる。
(3)スプレー乾燥
次工程の成型が安定して行われるように、混合物(スラリー)をスプレー乾燥して、平均粒径が200〜300μmの造粒粉末を得る。
(4)打錠
造粒粉末を打錠機あるいはプレス成型機を用いて、1〜2t/cm2の圧力で所定の形状に成型する。
(5)焼成
成型体をさらに脱脂、焼成してペレット状の蒸着材を得る。脱脂を、350〜600℃で行ったのち1,500〜1,700℃で焼成を行う。
【0005】
上記プロセスは、EB蒸着装置等に、ペレットで蒸着源を供給する方法であるが、酸化マグネシウム粉末または造粒粉を打錠、ペレット化せず、そのままイオンプレーティング装置等に供給して成膜することも可能である。
あるいは、酸化マグネシウム粉末をアクリル樹脂、水溶化剤、助溶剤に分散させ、スクリーン印刷法により誘電体表面に印刷し、これを焼成することにより酸化マグネシウム膜を成膜する方法によっても可能である。
【0006】
特許文献4には、さらにAC型PDPの酸化マグネシウム膜に関する発明が開示されている。当該文献によれば、高純度かつ高密度の多結晶焼結体ペレットを蒸着材として用いて、EB蒸着法により、膜特性の向上したAC型PDPの酸化マグネシウム膜を効率的に成膜できるとの記載がある。なお、この公報の実施例では、純度99.98%の酸化マグネシウム粉末を用いて純度99.9%以上の酸化マグネシウム焼結体ペレットを作製している。この高純度の酸化マグネシウム焼結体ペレットを蒸着材として使用することにより、EB蒸着の際の蒸着材飛散が少なく、よって成膜速度が大きく、しかも膜厚均一性に優れた酸化マグネシウム保護膜を作製している。
【0007】
特許文献5には、蒸着材の原料である酸化マグネシウム粉末として平均粒径50μm以上の粉末または顆粒粉を使用することにより、造粒粉をプレス成形して成形体とする際に、表面に凹凸を形成する方法が開示されている。当該文献によれば、蒸着材の表面粗さ(Ra)を1.0μm〜10μmの範囲に設定するか、または、蒸着材の実表面積を200mm2〜1,200mm2の範囲に設定するか、または、実表面積/外形体積の比の値を8m−1〜30m−1の範囲に設定するか、または、比表面積の値を20cm2/g〜100cm2/gの範囲に設定することが可能となり、これにより、蒸発速度が大きくなって成膜速度が上昇し、結果として、1パネルあたりにかかる成膜時間を短縮することができるため、生産性を向上して生産コストの低減が可能になることが教示されている。
【0008】
特許文献6には、平均結晶粒径が1〜500μmであって、焼結体ペレット内に0.1〜500μm程度の丸みを帯びた気孔を有するMgOの焼結体からなる多結晶ペレットを蒸着材とすることにより、膜密度、膜厚分布、屈折率、耐スパッタ性、放電特性(放電電圧、放電応答性等)、絶縁性等において優れたMgO膜を作製できることが記載されている。
また、当該文献には、そのような多結晶ペレットを作製する方法について以下のように開示されている。すなわち、純度が99.0%以上で、平均粒径が0.1〜10μmのMgO粉末を原料として用い、次にこの粉末とバインダと有機溶媒とを混合して濃度が45〜75重量%のスラリーを調製し、このスラリーに空気等の気体を吹込んで混入し混ガススラリーとし、混ガススラリーを噴霧乾燥して平均粒径が50〜300μmの造粒粉末を得、さらに造粒粉末を所定の型に入れて所定の圧力で成形し、成形体を所定の温度で焼結することによって前記多結晶ペレットが得られる。
【0009】
特許文献7には、純度が99.98質量%より高く、比表面積が5〜10m2/gの範囲にあり、一次粒子の形状が立方体である酸化マグネシウム粉末から、電子ビーム蒸着法により酸化マグネシウム膜を成膜する方法が開示されている。当該文献によれば、このような酸化マグネシウム粉末から作製した蒸着材は表面に微細な突起を有するので電子ビームからみた見かけの表面積が大きくなるので、蒸着における蒸発速度が大きくなり、生産効率が上がることが記載されている。
【0010】
特許文献8には、MgO純度が99.5%以上かつ相対密度が97%以上の多結晶MgOの焼結体ペレットからなる多結晶MgO蒸着材が開示されている。当該文献によれば、その請求項1に記載された多結晶MgO蒸着材では、高純度かつ高密度の多結晶MgO蒸着材を用いてAC型PDP等のMgO膜を成膜すると、スプラッシュ(蒸着材飛散)が極めて少なく高速で安定した成膜ができることおよび膜厚分布を向上できるので、均一な膜質を有するMgO膜を得ることができることが開示されている。
【0011】
EB蒸着法やイオンプレーティング法等によって酸化マグネシウム膜を形成する際、その膜の特性は蒸着条件のみならずその蒸着源である酸化マグネシウム蒸着材の特性に大きく影響される。さらに酸化マグネシウム蒸着材の特性は、原料である酸化マグネシウム粉末の特性および蒸着材の作製条件に左右される。
酸化マグネシウム膜のピンホール発生防止、剥離防止、膜の緻密性の向上、および膜質の均一性確保のためには、酸化マグネシウム蒸着材の純度の向上およびスプラッシュの防止が必要である。
酸化マグネシウム蒸着材の純度は、原料である酸化マグネシウム粉末の純度に大きく依存するので、前記特許文献4および8において開示されているように、高純度の酸化マグネシウム粉末を使用することによって、蒸着材の純度は保証される。
【0012】
膜の緻密性の向上は、前記酸化マグネシウム粉末の純度の向上と共に、例えば特許文献2に開示されているように、Ba−Sr−Gd複合アルコキシド溶液をバインダとして用いることによっても達成できるが、Ba等は毒性が強く、Gdは高価であるため実用的な方法とはいえない。
成膜効率を上げて生産性を向上させるためにはスプラッシュを防止して蒸着効率を上げる、あるいは特許文献5あるいは7に記載されているような方法で、蒸着材の表面積を増大させて蒸発速度を上げる必要がある。また、スプラッシュの防止には、特許文献3、6および8に記載されているようにペレットの場合にはペレットサイズの大型化が有効であるが、打錠障害すなわちキャッピング(はがれ)やチッピング(破片化)等が発生しやすいため径がφ5mm以上のペレットは作製が困難である。
【0013】
一方、成膜の生産性を向上させるためには、蒸着材自体の表面積を増大させるとともに、ペレットの場合には、打錠障害が起こりにくいことによってペレットサイズの大型化が可能な酸化マグネシウム粉末が要求される。
しかしながら、蒸着用ペレットに関しては、依然として打錠障害により歩留まりが悪く、また、スプラッシュのために、蒸着材の量に対する実際に蒸着された酸化マグネシウムの量は50%に満たないのが現状である。また、通常、酸化マグネシウムは、経時的に水和して水酸化マグネシウムに変化して生産効率の低下を引き起こす。したがって、生産性が高く、スプラッシュの起こりにくい蒸着材の開発が望まれている。
【0014】
特許文献7に開示された、比表面積が5〜10m2/gの範囲にあり、一次粒子の形状が立方体である酸化マグネシウム粉末は、比較的小さい比表面積ではあるものの、本発明者の知見によれば、比表面積が5〜10m2/gの範囲の酸化マグネシウム粉末は、バインダと混合してスラリーにした際に粘度が高くなり、湿式混合以降の作業性が非常に悪い。粘度を下げるためには、スラリー中の酸化マグネシウム濃度を必要以上に下げなければならず、その結果、蒸着材の生産効率が下がるという欠点がある。
さらに、均質性の高い酸化マグネシウム膜を作製するために必要な高純度の酸化マグネシウムを得る方法について、特許文献4、5、6および8には何ら記載されておらず、特許文献7は、気相酸化反応法という非常に製造コストの高い方法である。
【特許文献1】特開昭52−20762号公報
【特許文献2】特開平7−220640号公報
【特許文献3】特開2003−31136号公報
【特許文献4】特許第3331584号公報
【特許文献5】特開2004−43956号公報
【特許文献6】特開2005−97724号公報
【特許文献7】特開2004−84017号公報
【特許文献8】特開平10−291854号公報
【発明の開示】
【発明が解決しようとする課題】
【0015】
本発明の第一の目的は、均質性の高い酸化マグネシウム膜を安定して効率よく成膜できる成膜材料を提供することにある。
【0016】
第二の目的は、蒸着材(ペレット、顆粒、粉末等)を効率よく、しかも低コストで行うことができる方法を提供することにある。
【課題を解決するための手段】
【0017】
本発明者は、酸化マグネシウム粉末を用いて多結晶焼結体蒸着材を製造し、その生産効率および出来上がった多結晶焼結体ペレットの特性を調べた。その結果、BET法による比表面積が3〜5m2/gの範囲にある酸化マグネシウム粉末を材料として用いることにより、スプラッシュを起こすことなく、効率よく高純度の酸化マグネシウム蒸着膜を成膜でき、さらに蒸着材成型物の製造を効率よく行うことができることが判明した。
【0018】
本発明者は、まず塩化マグネシウムを原料として、高純度水酸化マグネシウムを合成し、得られた高純度水酸化マグネシウムを焼成することにより、高純度かつ高耐水和性の多結晶酸化マグネシウム粉末を得た。さらに公知の方法に基いて、高純度かつ高耐水和性の多結晶酸化マグネシウム蒸着材を得た。
すなわち、塩化マグネシウムを原料として水熱処理によりBET法による比表面積が20m2/g以下の水酸化マグネシウムを合成し、さらに焼成することによりBET比表面積が3〜5m2/gの範囲にある酸化マグネシウムを合成し、得られた酸化マグネシウムとバインダおよび有機溶媒を湿式混合したのち、スプレー乾燥して造粒し、造粒物をペレットまたは顆粒に成型し、さらに焼成して高純度かつ高耐水和性の酸化マグネシウム蒸着材を得た。
【0019】
本発明の酸化マグネシウム蒸着材用粉末は、高純度であり、BET比表面積が3〜5m2/gの範囲にあるため、上記湿式混合したスラリー粘度が蒸着材作製の作業に最適であり、また打錠不良を発生しにくいため生産効率が高い。さらに、本発明の酸化マグネシウム蒸着材用粉末は耐水和性が高いので水酸化マグネシウムに変化することが少なく高純度を保つため、これを用いて作製した蒸着材は、蒸着の際にスプラッシュを起こしにくい。
【発明の効果】
【0020】
本発明によれば、均質性の高い酸化マグネシウム膜を安定して効率よく成膜できる蒸着材が提供される。
また、蒸着材(ペレット、顆粒、粉末等)が効率よく、しかも低コストで製造できる方法が提供される。
【発明を実施するための最良の形態】
【0021】
本発明の酸化マグネシウム粉末およびそれを用いた蒸着材の製造方法を以下に具体的に説明する。
【0022】
(i)酸化マグネシウムの合成
塩化マグネシウムと水酸化ナトリウムを、塩化マグネシウムに対し水酸化ナトリウムを0.5〜0.95当量で、約145℃において水熱反応させ、濾過、水洗、乾燥してBET比表面積が20m2/g未満の水酸化マグネシウムを得る。得られた水酸化マグネシウムを約1,100〜1,600℃で約2時間焼成した後、ハンマーミル等で粉砕して、BET比表面積が3〜5m2/g、嵩密度(見掛比重)が1.5〜2.0ml/gの酸化マグネシウム粉末を得る。酸化マグネシウム粉末は、その累積50%粒子径(平均粒子径)が1〜2μmの範囲であることが好ましい。より好ましい範囲は1.1〜1.5μmである。また酸化マグネシウム粉末は高純度であることが望ましく、具体的には重量で99%以上、好ましくは99.5%以上、より好ましくは99.8%以上であることが望ましい。
【0023】
(ii)酸化マグネシウム蒸着材の作製
(i)で得られた酸化マグネシウム粉末と、ポリエチレングリコール、ポリビニルブチラールまたはBa−Sr−Gd複合アルコキシド溶液等のバインダを、エタノール、プロパノール等の有機溶媒に分散させる。このときの酸化マグネシウム濃度は、スラリー濃度が一定になるように30〜60%の範囲で調製することが好ましい。ただし、酸化マグネシウム濃度を高くするとスラリー粘度が高くなり作業効率が悪くなり、酸化マグネシウム濃度を低くするとスラリー粘度は低くなるが蒸着の生産効率が悪くなる。このスラリーをボールミル等で湿式混合・粉砕し、さらにスプレードライヤーで噴霧乾燥して造粒する。
次に、造粒物をプレス成型機でペレット状に成型加工する。このときの打錠圧は、1〜2t/cm2の範囲が好ましい。
最後に、ペレットを600℃で2時間脱脂し、さらに1,650℃で2時間焼成し酸化マグネシウム蒸着材を得る。
最後に行う焼成は、粒子間に結合を形成させ、気孔を除いてペレットに強度を与えるために必要な工程であり、(i)において行った焼成温度より高温で、しかも酸化マグネシウムの融点未満、すなわち1,600℃〜2,800℃の温度、好ましくは1,600℃〜2,000℃の温度で行う。
【0024】
本発明の酸化マグネシウム粉末から作製される酸化マグネシウム蒸着材ペレットは、打錠の際の試料量を800mgとして、打錠直後の平均サイズが約φ20×t2.2mm程度であり、脱脂、焼成することにより約φ14×t1.5mm程度、重量が770〜790mgに収縮するが、生産効率の面から、脱脂、焼成による体積収縮率は40%以内であることが好ましい。
(i)で得られた酸化マグネシウム粉末または上記スプレードライヤーで噴霧乾燥した造粒物を、ローラコンパクター等でロール締めし、さらに粉砕することにより顆粒状の酸化マグネシウムを得ることができる。本発明の酸化マグネシウム粉末をもとに作製した顆粒状の酸化マグネシウムは、1.3〜1.5ml/g程度の嵩密度を示し、このような顆粒状酸化マグネシウムは、酸化マグネシウム粉末よりハンドリングが容易であり、生産性向上のためにも有効である。
また、イオンプレーティングの場合は、スプレードライヤーで噴霧乾燥して得た酸化マグネシウム粉末をそのまま蒸着源とすることもできる。
【0025】
本発明の酸化マグネシウム粉末を用いて酸化マグネシウム蒸着材を作製することにより、蒸着材製造過程において、酸化マグネシウムが水和して水酸化マグネシウムに変化しスプラッシュの原因となることがなく、粘度が上昇してボールミルからの取り出し等の作業性を悪くすることがなく、ペレットのキャッピングやチッピングによって歩留まりが悪化することがない。
また、本発明の方法によれば、気相酸化反応法による酸化マグネシウムや電融マグネシアを用いる方法と異なり、低コストで高純度の酸化マグネシウム蒸着材が得られる。
さらに、本発明の方法で作製された酸化マグネシウム蒸着材は、高純度であり前述のように水和して水酸化マグネシウムに変化しにくいので、成膜工程において、スプラッシュが発生せず、均一な酸化マグネシウム膜を形成させることができる。
【0026】
本発明の酸化マグネシウム粉末のBET比表面積は、3〜5m2/gの範囲であることが好ましい。BET比表面積が上記範囲であれば、前記スラリーの酸化マグネシウム濃度を60%程度に高くしても、粘度は一定以下に保たれるので、蒸着材の生産効率および成膜の効率が高く維持される。最適な実施態様では酸化マグネシウム粉末のBET比表面積は、3.5〜4.5m2/gである。BET比表面積が3m2/g未満であれば、前記打錠不良を起こしやすく、また、酸化マグネシウムの焼結密度が低くなるので生産効率が低い。BET比表面積が5m2/gを越えると、スラリー粘度が高くなり作業性が悪い。また、酸化マグネシウムが水酸化マグネシウムに変化してスプラッシュの原因になりやすい。
上記BET比表面積が3〜5m2/gの酸化マグネシウム粉末を得るためには、水酸化マグネシウムを焼成する際の温度を約1,100〜1,600℃に設定することが肝要である。焼成温度が1,100℃未満以下であると、生成する酸化マグネシウム粉末のBET比表面積は5m2/gを超え、1,600℃を超える温度で焼成するとBET比表面積は3m2/g未満になる。
【0027】
かくして本発明によれば、下記酸化マグネシウム蒸着材用粉末、その成型物およびその製造方法が提供される。
(1)BET比表面積が3〜5m2/gの範囲である酸化マグネシウム粉末よりなる蒸着材用酸化マグネシウム粉末。
(2)BET比表面積が3〜5m2/gの範囲である酸化マグネシウム粉末を加圧成型し、焼成して得られる酸化マグネシウム蒸着材用成型物。
(3)BET比表面積が3〜5m2/gの範囲である酸化マグネシウム粉末を加圧成型し、次いで焼成することを特徴とする酸化マグネシウム蒸着材用成型物の製造方法。
【実施例】
【0028】
以下、本発明を実施例により具体的に説明するが、本発明はこれら実施例に限定されるものではない。また、以下用いた全ての薬品は、特に記すもの以外和光純薬製の一級試薬を使用した。
【0029】
実施例1 酸化マグネシウム粉末の調製
1.5mol/Lの塩化マグネシウム水溶液(液温15℃)5Lに、10mol/LのNaOHを塩化マグネシウムに対し、0.9当量に相当する1.35Lを約10分間で全量加えた。得られたサスペンジョンをオートクレーブに入れ、145℃で2時間水熱処理した。水熱処理後、水で十分洗浄し、105℃で24時間乾燥して水酸化マグネシウムを得た。
【0030】
実施例1−1
上記水酸化マグネシウムを1,380℃で2時間焼成した後、ハンマーミルで粉砕して、BET比表面積が3.7m2/gの酸化マグネシウム粉末を得た。生成した酸化マグネシウム粉末の諸特性を表1に示す。
【0031】
実施例1−2
上記水酸化マグネシウムを1,350℃で2時間焼成した後、ハンマーミルで粉砕して、BET比表面積が4.4m2/gの酸化マグネシウム粉末を得た。生成した酸化マグネシウム粉末の諸特性を表1に示す。
【0032】
実施例1−3
上記水酸化マグネシウムを1,300℃で2時間焼成した後、ハンマーミルで粉砕して、BET比表面積が3.7m2/gの酸化マグネシウム粉末を得た。生成した酸化マグネシウム粉末の諸特性を表1に示す。
【0033】
実施例1−4
上記水酸化マグネシウムを1,280℃で2時間焼成した後、ハンマーミルで粉砕して、BET比表面積が4.1m2/gの酸化マグネシウム粉末を得た。生成した酸化マグネシウム粉末の諸特性を表1に示す。
【0034】
比較例1−1
上記水酸化マグネシウムを890℃で2時間焼成した後、ハンマーミルで粉砕して、BET比表面積が8.0m2/gの酸化マグネシウム粉末を得た。生成した酸化マグネシウム粉末の諸特性を表1に示す。
【0035】
比較例1−2
上記水酸化マグネシウムを950℃で2時間焼成した後、ハンマーミルで粉砕して、BET比表面積が7.1m2/gの酸化マグネシウム粉末を得た。生成した酸化マグネシウム粉末の諸特性を表1に示す。
【0036】
比較例1−3
上記水酸化マグネシウムを1,000℃で2時間焼成した後、ハンマーミルで粉砕して、BET比表面積が5.7m2/gの酸化マグネシウム粉末を得た。生成した酸化マグネシウム粉末の諸特性を表1に示す。
【0037】
比較例1−4
上記水酸化マグネシウムを1,650℃で2時間焼成した後、ハンマーミルで粉砕して、BET比表面積が2.1m2/gの酸化マグネシウム粉末を得た。生成した酸化マグネシウム粉末の諸特性を表1に示す。
【0038】
【表1】

【0039】
実施例2 酸化マグネシウム蒸着材成型物の作製
実施例1−1〜1−4および比較例1−1〜1−4で得られたそれぞれの酸化マグネシウム粉末とポリエチレングリコールを、酸化マグネシウム濃度が30wt%になるようにしてエタノールに分散させてスラリーとし、このスラリー 100kgをボールミル(ボール:φ2mm ZrO2ボール)で湿式混合・粉砕したのち、スプレードライヤー(回転円盤方式アトマイザー:回転速度 15,000rpm)で噴霧乾燥して造粒した。
さらに、造粒物を打錠機(D−8/エステック)でペレット状(φ20×t2.2mm)に成型加工した。このときの打錠圧は、1t/cm2であった。
最後に、ペレットを600℃で2時間脱脂し、さらに1,650℃で2時間焼成し酸化マグネシウム蒸着材成型物(φ14×t1.5mm)を得た。
【0040】
実施例2−1
実施例1−1の酸化マグネシウム粉末を上記方法で、酸化マグネシウム蒸着材成型物を作製した。
【0041】
実施例2−2
実施例1−2の酸化マグネシウム粉末を上記方法で、酸化マグネシウム蒸着材成型物を作製した。
【0042】
実施例2−3
実施例1−3の酸化マグネシウム粉末を上記方法で、酸化マグネシウム蒸着材成型物を作製した。
【0043】
実施例2−4
実施例1−4の酸化マグネシウム粉末を上記方法で、酸化マグネシウム蒸着材成型物を作製した。
【0044】
比較例2−1
比較例1−1の酸化マグネシウム粉末を上記方法で、酸化マグネシウム蒸着材成型物を作製した。
【0045】
比較例2−2
比較例1−2の酸化マグネシウム粉末を上記方法で、酸化マグネシウム蒸着材成型物を作製した。
【0046】
比較例2−3
比較例1−3の酸化マグネシウム粉末を上記方法で、酸化マグネシウム蒸着材成型物を作製した。
【0047】
比較例2−4
比較例1−4の酸化マグネシウム粉末を上記方法で、酸化マグネシウム蒸着材成型物を作製した。
【0048】
最初に調製したスラリー中の、酸化マグネシウム重量(30kg)に対する、得られた造粒物の重量を測定した結果を表2に示す。
本発明比較例の、BET比表面積が大きい酸化マグネシウム粉末を用いて蒸着材を作製する場合は、湿式混合・粉砕の工程で粘度上昇してハンドリングが困難になり、酸化マグネシウムの回収率(酸化マグネシウムの利用率)が低くなることが多い。さらに、続く噴霧乾燥の工程においては、高粘度の酸化マグネシウムにより、ノズルのつまり等を防ぐために、あるいは圧損が大きいため、乾燥機が過大な設備になる等多大な製造コストが要求される。
造粒物を打錠機でペレット状に1,000個成型加工したときの、打錠不良発生数を表2に示す。
【0049】
【表2】
【0050】
BET比表面積が小さい比較例の酸化マグネシウム粉末を用いて作製した蒸着材では打錠不良発生数が大きい。
【0051】
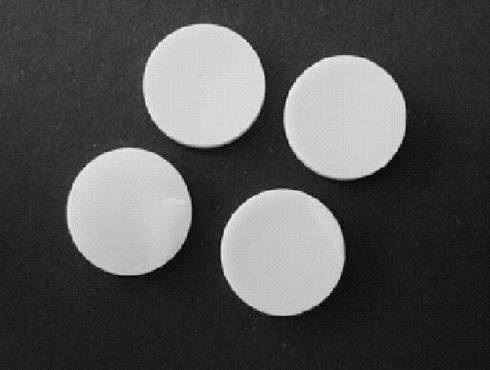
実施例2−1で作製した蒸着材の写真を図1として示す。本発明の酸化マグネシウム粉末を用いて作製した蒸着材では打錠不良はみられない。
比較例2−4で作製した蒸着材の写真を図2として示す。BET比表面積が小さい比較例の酸化マグネシウム粉末を用いて作製した蒸着材では明らかなチッピングが見られる。
表2に示す結果から、本発明の蒸着材用酸化マグネシウム粉末を用いて蒸着材成型物を作製することにより、φ20×t2mmという大型の蒸着材成型物であるにもかかわらず、蒸着材のキャッピングやチッピング等の打錠不良がなく、しかも酸化マグネシウムの利用効率が高いので、蒸着材成型物の生産効率が高いことがわかる。
【0052】
また、本発明の蒸着材用酸化マグネシウム粉末を用いることにより、φ20×t2mmという大型の酸化マグネシウム蒸着材成型物(ペレット)が安定して製作できるため、EB蒸着法やイオンプレーティング法により成膜する際に、スプラッシュがなく、膜圧、膜質の均一な酸化マグネシウム蒸着膜を効率よく安定して成膜することができる。
【0053】
分析、テストの方法および装置の説明
分析、テストの方法および装置を以下に説明する。
(1)粒度分布の分析
方法:0.2%のヘキサメタリン酸ナトリウムに試料粉末を添加し(濃度:wt1%)、超音波で3分間分散させ、粒子径を測定した。
装置:LA−910(HORIBA)
(2)BET比表面積の測定
方法:3点法による
装置:NOVA2000高速比表面積/細孔分布測定装置(ユアサ アイオニクス)
(3)不純物濃度の分析
方法:ICPによる
装置:ICP発光分光分析装置 SPS1500 RV(セイコー電子工業)
(4)粘度測定
方法:酸化マグネシウム濃度を30wt%にしてB型粘度計により測定した
装置:プログラマブルデジタル粘度計 DV−II+(BROOKFIELD社製)
スピンドル2を使用 回転速度12rpm 20秒測定
(5)吸油量の測定
方法:JISK5101に準拠した方法で行った
(6)ロール締めの方法
方法:ローラコンパクターを用いる
装置:ローラコンパクター WP−300×300V(ターボ工業)
(7)嵩密度(見掛比重)の測定
方法:JISK6220に準拠した方法で行った
【図面の簡単な説明】
【0054】
【図1】実施例2−1で作製した蒸着材成型物の写真である。
【図2】比較例2−4で作製した蒸着材成型物の写真である。
【技術分野】
【0001】
本発明は、種々の蒸着法により、酸化マグネシウムを含む膜を形成させるための蒸着材として主要材料である、酸化マグネシウム粉末およびその成型物に関するものである。
【背景技術】
【0002】
酸化マグネシウムは、例えば、AC型プラズマディスプレイパネル(以下“AC型PDP”と称する)のようなガス放電式ディスプレイにおける誘電体層のMgO保護膜形成のための蒸着材の原料、光学材料のコーティング膜の蒸着材の原料および蒸着塗料等のプライマーコート蒸着材の原料等として用いられる。
酸化マグネシウム膜は耐スパッタ性に優れ、かつ仕事関数が小さく二次電子放出係数が大きいので、特にAC型PDPの誘電体層表面の保護層としては、特許文献1に記載されているように古くから公知であったが、TFT(薄膜トランジスタ)の量産技術が向上したことにより、プラズマディスプレイパネルが実用化されるようになったことから膜の形成方法、原料である酸化マグネシウムそのものの特性などについて種々の改良がなされるようになった。
酸化マグネシウム膜の形成方法は、スクリーン印刷法、真空蒸着法、電子ビーム蒸着法(以下“EB蒸着法”と称する)またはイオンプレーティング法が有効であることが特許文献1〜3等に記載されていが、最近では、EB蒸着法またはイオンプレーティング法が広く利用されている。
【0003】
前記成膜法における蒸着源として、従来より電融マグネシウムに代表される酸化マグネシウム単結晶体が多用されてきた。しかし、電融マグネシウムは非常に高価であり、その純度は、原料の純度に大きく左右されるうえ、必要な他の添加物を配合できないため、最近では、気相法酸化マグネシウム粉末を焼結させて得た酸化マグネシウムの多結晶焼結体ペレットの使用が特許文献4〜7等に提案されている。
【0004】
特許文献4の記載によれば、上記ペレットは通常以下のようなプロセスで作製される。
(1)マグネシウムスラリーの調製
酸化マグネシウム粉末とバインダを適当な分散媒に分散させてマグネシウムスラリーを作製する。酸化マグネシウム粉末の製法については、気相酸化反応法等があるが蒸着源の原料としては、不純物を含まない高純度の酸化マグネシウム粉末が適しているとされる。バインダはポリエチレングリコール、ポリビニルアルコール、ポリビニルブチラール等の水溶性ポリマーを用いる。分散媒としては、水またはエタノール等の有機溶媒が用いられる。
(2)湿式混合・粉砕
上記マグネシウムスラリーを、必要ならばさらに他の物質を添加して混合する。混合は、ミキサーあるいは湿式ボールミル、攪拌ミル等の湿式粉砕機を用いて行うことができる。
(3)スプレー乾燥
次工程の成型が安定して行われるように、混合物(スラリー)をスプレー乾燥して、平均粒径が200〜300μmの造粒粉末を得る。
(4)打錠
造粒粉末を打錠機あるいはプレス成型機を用いて、1〜2t/cm2の圧力で所定の形状に成型する。
(5)焼成
成型体をさらに脱脂、焼成してペレット状の蒸着材を得る。脱脂を、350〜600℃で行ったのち1,500〜1,700℃で焼成を行う。
【0005】
上記プロセスは、EB蒸着装置等に、ペレットで蒸着源を供給する方法であるが、酸化マグネシウム粉末または造粒粉を打錠、ペレット化せず、そのままイオンプレーティング装置等に供給して成膜することも可能である。
あるいは、酸化マグネシウム粉末をアクリル樹脂、水溶化剤、助溶剤に分散させ、スクリーン印刷法により誘電体表面に印刷し、これを焼成することにより酸化マグネシウム膜を成膜する方法によっても可能である。
【0006】
特許文献4には、さらにAC型PDPの酸化マグネシウム膜に関する発明が開示されている。当該文献によれば、高純度かつ高密度の多結晶焼結体ペレットを蒸着材として用いて、EB蒸着法により、膜特性の向上したAC型PDPの酸化マグネシウム膜を効率的に成膜できるとの記載がある。なお、この公報の実施例では、純度99.98%の酸化マグネシウム粉末を用いて純度99.9%以上の酸化マグネシウム焼結体ペレットを作製している。この高純度の酸化マグネシウム焼結体ペレットを蒸着材として使用することにより、EB蒸着の際の蒸着材飛散が少なく、よって成膜速度が大きく、しかも膜厚均一性に優れた酸化マグネシウム保護膜を作製している。
【0007】
特許文献5には、蒸着材の原料である酸化マグネシウム粉末として平均粒径50μm以上の粉末または顆粒粉を使用することにより、造粒粉をプレス成形して成形体とする際に、表面に凹凸を形成する方法が開示されている。当該文献によれば、蒸着材の表面粗さ(Ra)を1.0μm〜10μmの範囲に設定するか、または、蒸着材の実表面積を200mm2〜1,200mm2の範囲に設定するか、または、実表面積/外形体積の比の値を8m−1〜30m−1の範囲に設定するか、または、比表面積の値を20cm2/g〜100cm2/gの範囲に設定することが可能となり、これにより、蒸発速度が大きくなって成膜速度が上昇し、結果として、1パネルあたりにかかる成膜時間を短縮することができるため、生産性を向上して生産コストの低減が可能になることが教示されている。
【0008】
特許文献6には、平均結晶粒径が1〜500μmであって、焼結体ペレット内に0.1〜500μm程度の丸みを帯びた気孔を有するMgOの焼結体からなる多結晶ペレットを蒸着材とすることにより、膜密度、膜厚分布、屈折率、耐スパッタ性、放電特性(放電電圧、放電応答性等)、絶縁性等において優れたMgO膜を作製できることが記載されている。
また、当該文献には、そのような多結晶ペレットを作製する方法について以下のように開示されている。すなわち、純度が99.0%以上で、平均粒径が0.1〜10μmのMgO粉末を原料として用い、次にこの粉末とバインダと有機溶媒とを混合して濃度が45〜75重量%のスラリーを調製し、このスラリーに空気等の気体を吹込んで混入し混ガススラリーとし、混ガススラリーを噴霧乾燥して平均粒径が50〜300μmの造粒粉末を得、さらに造粒粉末を所定の型に入れて所定の圧力で成形し、成形体を所定の温度で焼結することによって前記多結晶ペレットが得られる。
【0009】
特許文献7には、純度が99.98質量%より高く、比表面積が5〜10m2/gの範囲にあり、一次粒子の形状が立方体である酸化マグネシウム粉末から、電子ビーム蒸着法により酸化マグネシウム膜を成膜する方法が開示されている。当該文献によれば、このような酸化マグネシウム粉末から作製した蒸着材は表面に微細な突起を有するので電子ビームからみた見かけの表面積が大きくなるので、蒸着における蒸発速度が大きくなり、生産効率が上がることが記載されている。
【0010】
特許文献8には、MgO純度が99.5%以上かつ相対密度が97%以上の多結晶MgOの焼結体ペレットからなる多結晶MgO蒸着材が開示されている。当該文献によれば、その請求項1に記載された多結晶MgO蒸着材では、高純度かつ高密度の多結晶MgO蒸着材を用いてAC型PDP等のMgO膜を成膜すると、スプラッシュ(蒸着材飛散)が極めて少なく高速で安定した成膜ができることおよび膜厚分布を向上できるので、均一な膜質を有するMgO膜を得ることができることが開示されている。
【0011】
EB蒸着法やイオンプレーティング法等によって酸化マグネシウム膜を形成する際、その膜の特性は蒸着条件のみならずその蒸着源である酸化マグネシウム蒸着材の特性に大きく影響される。さらに酸化マグネシウム蒸着材の特性は、原料である酸化マグネシウム粉末の特性および蒸着材の作製条件に左右される。
酸化マグネシウム膜のピンホール発生防止、剥離防止、膜の緻密性の向上、および膜質の均一性確保のためには、酸化マグネシウム蒸着材の純度の向上およびスプラッシュの防止が必要である。
酸化マグネシウム蒸着材の純度は、原料である酸化マグネシウム粉末の純度に大きく依存するので、前記特許文献4および8において開示されているように、高純度の酸化マグネシウム粉末を使用することによって、蒸着材の純度は保証される。
【0012】
膜の緻密性の向上は、前記酸化マグネシウム粉末の純度の向上と共に、例えば特許文献2に開示されているように、Ba−Sr−Gd複合アルコキシド溶液をバインダとして用いることによっても達成できるが、Ba等は毒性が強く、Gdは高価であるため実用的な方法とはいえない。
成膜効率を上げて生産性を向上させるためにはスプラッシュを防止して蒸着効率を上げる、あるいは特許文献5あるいは7に記載されているような方法で、蒸着材の表面積を増大させて蒸発速度を上げる必要がある。また、スプラッシュの防止には、特許文献3、6および8に記載されているようにペレットの場合にはペレットサイズの大型化が有効であるが、打錠障害すなわちキャッピング(はがれ)やチッピング(破片化)等が発生しやすいため径がφ5mm以上のペレットは作製が困難である。
【0013】
一方、成膜の生産性を向上させるためには、蒸着材自体の表面積を増大させるとともに、ペレットの場合には、打錠障害が起こりにくいことによってペレットサイズの大型化が可能な酸化マグネシウム粉末が要求される。
しかしながら、蒸着用ペレットに関しては、依然として打錠障害により歩留まりが悪く、また、スプラッシュのために、蒸着材の量に対する実際に蒸着された酸化マグネシウムの量は50%に満たないのが現状である。また、通常、酸化マグネシウムは、経時的に水和して水酸化マグネシウムに変化して生産効率の低下を引き起こす。したがって、生産性が高く、スプラッシュの起こりにくい蒸着材の開発が望まれている。
【0014】
特許文献7に開示された、比表面積が5〜10m2/gの範囲にあり、一次粒子の形状が立方体である酸化マグネシウム粉末は、比較的小さい比表面積ではあるものの、本発明者の知見によれば、比表面積が5〜10m2/gの範囲の酸化マグネシウム粉末は、バインダと混合してスラリーにした際に粘度が高くなり、湿式混合以降の作業性が非常に悪い。粘度を下げるためには、スラリー中の酸化マグネシウム濃度を必要以上に下げなければならず、その結果、蒸着材の生産効率が下がるという欠点がある。
さらに、均質性の高い酸化マグネシウム膜を作製するために必要な高純度の酸化マグネシウムを得る方法について、特許文献4、5、6および8には何ら記載されておらず、特許文献7は、気相酸化反応法という非常に製造コストの高い方法である。
【特許文献1】特開昭52−20762号公報
【特許文献2】特開平7−220640号公報
【特許文献3】特開2003−31136号公報
【特許文献4】特許第3331584号公報
【特許文献5】特開2004−43956号公報
【特許文献6】特開2005−97724号公報
【特許文献7】特開2004−84017号公報
【特許文献8】特開平10−291854号公報
【発明の開示】
【発明が解決しようとする課題】
【0015】
本発明の第一の目的は、均質性の高い酸化マグネシウム膜を安定して効率よく成膜できる成膜材料を提供することにある。
【0016】
第二の目的は、蒸着材(ペレット、顆粒、粉末等)を効率よく、しかも低コストで行うことができる方法を提供することにある。
【課題を解決するための手段】
【0017】
本発明者は、酸化マグネシウム粉末を用いて多結晶焼結体蒸着材を製造し、その生産効率および出来上がった多結晶焼結体ペレットの特性を調べた。その結果、BET法による比表面積が3〜5m2/gの範囲にある酸化マグネシウム粉末を材料として用いることにより、スプラッシュを起こすことなく、効率よく高純度の酸化マグネシウム蒸着膜を成膜でき、さらに蒸着材成型物の製造を効率よく行うことができることが判明した。
【0018】
本発明者は、まず塩化マグネシウムを原料として、高純度水酸化マグネシウムを合成し、得られた高純度水酸化マグネシウムを焼成することにより、高純度かつ高耐水和性の多結晶酸化マグネシウム粉末を得た。さらに公知の方法に基いて、高純度かつ高耐水和性の多結晶酸化マグネシウム蒸着材を得た。
すなわち、塩化マグネシウムを原料として水熱処理によりBET法による比表面積が20m2/g以下の水酸化マグネシウムを合成し、さらに焼成することによりBET比表面積が3〜5m2/gの範囲にある酸化マグネシウムを合成し、得られた酸化マグネシウムとバインダおよび有機溶媒を湿式混合したのち、スプレー乾燥して造粒し、造粒物をペレットまたは顆粒に成型し、さらに焼成して高純度かつ高耐水和性の酸化マグネシウム蒸着材を得た。
【0019】
本発明の酸化マグネシウム蒸着材用粉末は、高純度であり、BET比表面積が3〜5m2/gの範囲にあるため、上記湿式混合したスラリー粘度が蒸着材作製の作業に最適であり、また打錠不良を発生しにくいため生産効率が高い。さらに、本発明の酸化マグネシウム蒸着材用粉末は耐水和性が高いので水酸化マグネシウムに変化することが少なく高純度を保つため、これを用いて作製した蒸着材は、蒸着の際にスプラッシュを起こしにくい。
【発明の効果】
【0020】
本発明によれば、均質性の高い酸化マグネシウム膜を安定して効率よく成膜できる蒸着材が提供される。
また、蒸着材(ペレット、顆粒、粉末等)が効率よく、しかも低コストで製造できる方法が提供される。
【発明を実施するための最良の形態】
【0021】
本発明の酸化マグネシウム粉末およびそれを用いた蒸着材の製造方法を以下に具体的に説明する。
【0022】
(i)酸化マグネシウムの合成
塩化マグネシウムと水酸化ナトリウムを、塩化マグネシウムに対し水酸化ナトリウムを0.5〜0.95当量で、約145℃において水熱反応させ、濾過、水洗、乾燥してBET比表面積が20m2/g未満の水酸化マグネシウムを得る。得られた水酸化マグネシウムを約1,100〜1,600℃で約2時間焼成した後、ハンマーミル等で粉砕して、BET比表面積が3〜5m2/g、嵩密度(見掛比重)が1.5〜2.0ml/gの酸化マグネシウム粉末を得る。酸化マグネシウム粉末は、その累積50%粒子径(平均粒子径)が1〜2μmの範囲であることが好ましい。より好ましい範囲は1.1〜1.5μmである。また酸化マグネシウム粉末は高純度であることが望ましく、具体的には重量で99%以上、好ましくは99.5%以上、より好ましくは99.8%以上であることが望ましい。
【0023】
(ii)酸化マグネシウム蒸着材の作製
(i)で得られた酸化マグネシウム粉末と、ポリエチレングリコール、ポリビニルブチラールまたはBa−Sr−Gd複合アルコキシド溶液等のバインダを、エタノール、プロパノール等の有機溶媒に分散させる。このときの酸化マグネシウム濃度は、スラリー濃度が一定になるように30〜60%の範囲で調製することが好ましい。ただし、酸化マグネシウム濃度を高くするとスラリー粘度が高くなり作業効率が悪くなり、酸化マグネシウム濃度を低くするとスラリー粘度は低くなるが蒸着の生産効率が悪くなる。このスラリーをボールミル等で湿式混合・粉砕し、さらにスプレードライヤーで噴霧乾燥して造粒する。
次に、造粒物をプレス成型機でペレット状に成型加工する。このときの打錠圧は、1〜2t/cm2の範囲が好ましい。
最後に、ペレットを600℃で2時間脱脂し、さらに1,650℃で2時間焼成し酸化マグネシウム蒸着材を得る。
最後に行う焼成は、粒子間に結合を形成させ、気孔を除いてペレットに強度を与えるために必要な工程であり、(i)において行った焼成温度より高温で、しかも酸化マグネシウムの融点未満、すなわち1,600℃〜2,800℃の温度、好ましくは1,600℃〜2,000℃の温度で行う。
【0024】
本発明の酸化マグネシウム粉末から作製される酸化マグネシウム蒸着材ペレットは、打錠の際の試料量を800mgとして、打錠直後の平均サイズが約φ20×t2.2mm程度であり、脱脂、焼成することにより約φ14×t1.5mm程度、重量が770〜790mgに収縮するが、生産効率の面から、脱脂、焼成による体積収縮率は40%以内であることが好ましい。
(i)で得られた酸化マグネシウム粉末または上記スプレードライヤーで噴霧乾燥した造粒物を、ローラコンパクター等でロール締めし、さらに粉砕することにより顆粒状の酸化マグネシウムを得ることができる。本発明の酸化マグネシウム粉末をもとに作製した顆粒状の酸化マグネシウムは、1.3〜1.5ml/g程度の嵩密度を示し、このような顆粒状酸化マグネシウムは、酸化マグネシウム粉末よりハンドリングが容易であり、生産性向上のためにも有効である。
また、イオンプレーティングの場合は、スプレードライヤーで噴霧乾燥して得た酸化マグネシウム粉末をそのまま蒸着源とすることもできる。
【0025】
本発明の酸化マグネシウム粉末を用いて酸化マグネシウム蒸着材を作製することにより、蒸着材製造過程において、酸化マグネシウムが水和して水酸化マグネシウムに変化しスプラッシュの原因となることがなく、粘度が上昇してボールミルからの取り出し等の作業性を悪くすることがなく、ペレットのキャッピングやチッピングによって歩留まりが悪化することがない。
また、本発明の方法によれば、気相酸化反応法による酸化マグネシウムや電融マグネシアを用いる方法と異なり、低コストで高純度の酸化マグネシウム蒸着材が得られる。
さらに、本発明の方法で作製された酸化マグネシウム蒸着材は、高純度であり前述のように水和して水酸化マグネシウムに変化しにくいので、成膜工程において、スプラッシュが発生せず、均一な酸化マグネシウム膜を形成させることができる。
【0026】
本発明の酸化マグネシウム粉末のBET比表面積は、3〜5m2/gの範囲であることが好ましい。BET比表面積が上記範囲であれば、前記スラリーの酸化マグネシウム濃度を60%程度に高くしても、粘度は一定以下に保たれるので、蒸着材の生産効率および成膜の効率が高く維持される。最適な実施態様では酸化マグネシウム粉末のBET比表面積は、3.5〜4.5m2/gである。BET比表面積が3m2/g未満であれば、前記打錠不良を起こしやすく、また、酸化マグネシウムの焼結密度が低くなるので生産効率が低い。BET比表面積が5m2/gを越えると、スラリー粘度が高くなり作業性が悪い。また、酸化マグネシウムが水酸化マグネシウムに変化してスプラッシュの原因になりやすい。
上記BET比表面積が3〜5m2/gの酸化マグネシウム粉末を得るためには、水酸化マグネシウムを焼成する際の温度を約1,100〜1,600℃に設定することが肝要である。焼成温度が1,100℃未満以下であると、生成する酸化マグネシウム粉末のBET比表面積は5m2/gを超え、1,600℃を超える温度で焼成するとBET比表面積は3m2/g未満になる。
【0027】
かくして本発明によれば、下記酸化マグネシウム蒸着材用粉末、その成型物およびその製造方法が提供される。
(1)BET比表面積が3〜5m2/gの範囲である酸化マグネシウム粉末よりなる蒸着材用酸化マグネシウム粉末。
(2)BET比表面積が3〜5m2/gの範囲である酸化マグネシウム粉末を加圧成型し、焼成して得られる酸化マグネシウム蒸着材用成型物。
(3)BET比表面積が3〜5m2/gの範囲である酸化マグネシウム粉末を加圧成型し、次いで焼成することを特徴とする酸化マグネシウム蒸着材用成型物の製造方法。
【実施例】
【0028】
以下、本発明を実施例により具体的に説明するが、本発明はこれら実施例に限定されるものではない。また、以下用いた全ての薬品は、特に記すもの以外和光純薬製の一級試薬を使用した。
【0029】
実施例1 酸化マグネシウム粉末の調製
1.5mol/Lの塩化マグネシウム水溶液(液温15℃)5Lに、10mol/LのNaOHを塩化マグネシウムに対し、0.9当量に相当する1.35Lを約10分間で全量加えた。得られたサスペンジョンをオートクレーブに入れ、145℃で2時間水熱処理した。水熱処理後、水で十分洗浄し、105℃で24時間乾燥して水酸化マグネシウムを得た。
【0030】
実施例1−1
上記水酸化マグネシウムを1,380℃で2時間焼成した後、ハンマーミルで粉砕して、BET比表面積が3.7m2/gの酸化マグネシウム粉末を得た。生成した酸化マグネシウム粉末の諸特性を表1に示す。
【0031】
実施例1−2
上記水酸化マグネシウムを1,350℃で2時間焼成した後、ハンマーミルで粉砕して、BET比表面積が4.4m2/gの酸化マグネシウム粉末を得た。生成した酸化マグネシウム粉末の諸特性を表1に示す。
【0032】
実施例1−3
上記水酸化マグネシウムを1,300℃で2時間焼成した後、ハンマーミルで粉砕して、BET比表面積が3.7m2/gの酸化マグネシウム粉末を得た。生成した酸化マグネシウム粉末の諸特性を表1に示す。
【0033】
実施例1−4
上記水酸化マグネシウムを1,280℃で2時間焼成した後、ハンマーミルで粉砕して、BET比表面積が4.1m2/gの酸化マグネシウム粉末を得た。生成した酸化マグネシウム粉末の諸特性を表1に示す。
【0034】
比較例1−1
上記水酸化マグネシウムを890℃で2時間焼成した後、ハンマーミルで粉砕して、BET比表面積が8.0m2/gの酸化マグネシウム粉末を得た。生成した酸化マグネシウム粉末の諸特性を表1に示す。
【0035】
比較例1−2
上記水酸化マグネシウムを950℃で2時間焼成した後、ハンマーミルで粉砕して、BET比表面積が7.1m2/gの酸化マグネシウム粉末を得た。生成した酸化マグネシウム粉末の諸特性を表1に示す。
【0036】
比較例1−3
上記水酸化マグネシウムを1,000℃で2時間焼成した後、ハンマーミルで粉砕して、BET比表面積が5.7m2/gの酸化マグネシウム粉末を得た。生成した酸化マグネシウム粉末の諸特性を表1に示す。
【0037】
比較例1−4
上記水酸化マグネシウムを1,650℃で2時間焼成した後、ハンマーミルで粉砕して、BET比表面積が2.1m2/gの酸化マグネシウム粉末を得た。生成した酸化マグネシウム粉末の諸特性を表1に示す。
【0038】
【表1】
【0039】
実施例2 酸化マグネシウム蒸着材成型物の作製
実施例1−1〜1−4および比較例1−1〜1−4で得られたそれぞれの酸化マグネシウム粉末とポリエチレングリコールを、酸化マグネシウム濃度が30wt%になるようにしてエタノールに分散させてスラリーとし、このスラリー 100kgをボールミル(ボール:φ2mm ZrO2ボール)で湿式混合・粉砕したのち、スプレードライヤー(回転円盤方式アトマイザー:回転速度 15,000rpm)で噴霧乾燥して造粒した。
さらに、造粒物を打錠機(D−8/エステック)でペレット状(φ20×t2.2mm)に成型加工した。このときの打錠圧は、1t/cm2であった。
最後に、ペレットを600℃で2時間脱脂し、さらに1,650℃で2時間焼成し酸化マグネシウム蒸着材成型物(φ14×t1.5mm)を得た。
【0040】
実施例2−1
実施例1−1の酸化マグネシウム粉末を上記方法で、酸化マグネシウム蒸着材成型物を作製した。
【0041】
実施例2−2
実施例1−2の酸化マグネシウム粉末を上記方法で、酸化マグネシウム蒸着材成型物を作製した。
【0042】
実施例2−3
実施例1−3の酸化マグネシウム粉末を上記方法で、酸化マグネシウム蒸着材成型物を作製した。
【0043】
実施例2−4
実施例1−4の酸化マグネシウム粉末を上記方法で、酸化マグネシウム蒸着材成型物を作製した。
【0044】
比較例2−1
比較例1−1の酸化マグネシウム粉末を上記方法で、酸化マグネシウム蒸着材成型物を作製した。
【0045】
比較例2−2
比較例1−2の酸化マグネシウム粉末を上記方法で、酸化マグネシウム蒸着材成型物を作製した。
【0046】
比較例2−3
比較例1−3の酸化マグネシウム粉末を上記方法で、酸化マグネシウム蒸着材成型物を作製した。
【0047】
比較例2−4
比較例1−4の酸化マグネシウム粉末を上記方法で、酸化マグネシウム蒸着材成型物を作製した。
【0048】
最初に調製したスラリー中の、酸化マグネシウム重量(30kg)に対する、得られた造粒物の重量を測定した結果を表2に示す。
本発明比較例の、BET比表面積が大きい酸化マグネシウム粉末を用いて蒸着材を作製する場合は、湿式混合・粉砕の工程で粘度上昇してハンドリングが困難になり、酸化マグネシウムの回収率(酸化マグネシウムの利用率)が低くなることが多い。さらに、続く噴霧乾燥の工程においては、高粘度の酸化マグネシウムにより、ノズルのつまり等を防ぐために、あるいは圧損が大きいため、乾燥機が過大な設備になる等多大な製造コストが要求される。
造粒物を打錠機でペレット状に1,000個成型加工したときの、打錠不良発生数を表2に示す。
【0049】
【表2】
【0050】
BET比表面積が小さい比較例の酸化マグネシウム粉末を用いて作製した蒸着材では打錠不良発生数が大きい。
【0051】
実施例2−1で作製した蒸着材の写真を図1として示す。本発明の酸化マグネシウム粉末を用いて作製した蒸着材では打錠不良はみられない。
比較例2−4で作製した蒸着材の写真を図2として示す。BET比表面積が小さい比較例の酸化マグネシウム粉末を用いて作製した蒸着材では明らかなチッピングが見られる。
表2に示す結果から、本発明の蒸着材用酸化マグネシウム粉末を用いて蒸着材成型物を作製することにより、φ20×t2mmという大型の蒸着材成型物であるにもかかわらず、蒸着材のキャッピングやチッピング等の打錠不良がなく、しかも酸化マグネシウムの利用効率が高いので、蒸着材成型物の生産効率が高いことがわかる。
【0052】
また、本発明の蒸着材用酸化マグネシウム粉末を用いることにより、φ20×t2mmという大型の酸化マグネシウム蒸着材成型物(ペレット)が安定して製作できるため、EB蒸着法やイオンプレーティング法により成膜する際に、スプラッシュがなく、膜圧、膜質の均一な酸化マグネシウム蒸着膜を効率よく安定して成膜することができる。
【0053】
分析、テストの方法および装置の説明
分析、テストの方法および装置を以下に説明する。
(1)粒度分布の分析
方法:0.2%のヘキサメタリン酸ナトリウムに試料粉末を添加し(濃度:wt1%)、超音波で3分間分散させ、粒子径を測定した。
装置:LA−910(HORIBA)
(2)BET比表面積の測定
方法:3点法による
装置:NOVA2000高速比表面積/細孔分布測定装置(ユアサ アイオニクス)
(3)不純物濃度の分析
方法:ICPによる
装置:ICP発光分光分析装置 SPS1500 RV(セイコー電子工業)
(4)粘度測定
方法:酸化マグネシウム濃度を30wt%にしてB型粘度計により測定した
装置:プログラマブルデジタル粘度計 DV−II+(BROOKFIELD社製)
スピンドル2を使用 回転速度12rpm 20秒測定
(5)吸油量の測定
方法:JISK5101に準拠した方法で行った
(6)ロール締めの方法
方法:ローラコンパクターを用いる
装置:ローラコンパクター WP−300×300V(ターボ工業)
(7)嵩密度(見掛比重)の測定
方法:JISK6220に準拠した方法で行った
【図面の簡単な説明】
【0054】
【図1】実施例2−1で作製した蒸着材成型物の写真である。
【図2】比較例2−4で作製した蒸着材成型物の写真である。
【特許請求の範囲】
【請求項1】
BET比表面積が3〜5m2/gの範囲である酸化マグネシウム粉末よりなる蒸着材用酸化マグネシウム粉末。
【請求項2】
BET比表面積が3〜5m2/gの範囲である酸化マグネシウム粉末を加圧成型し、焼成して得られる酸化マグネシウム蒸着材用成型物。
【請求項3】
BET比表面積が3〜5m2/gの範囲である酸化マグネシウム粉末を加圧成型し、次いで焼成することを特徴とする酸化マグネシウム蒸着材用成型物の製造方法。
【請求項1】
BET比表面積が3〜5m2/gの範囲である酸化マグネシウム粉末よりなる蒸着材用酸化マグネシウム粉末。
【請求項2】
BET比表面積が3〜5m2/gの範囲である酸化マグネシウム粉末を加圧成型し、焼成して得られる酸化マグネシウム蒸着材用成型物。
【請求項3】
BET比表面積が3〜5m2/gの範囲である酸化マグネシウム粉末を加圧成型し、次いで焼成することを特徴とする酸化マグネシウム蒸着材用成型物の製造方法。
【図1】

【図2】

【図2】
【公開番号】特開2007−56299(P2007−56299A)
【公開日】平成19年3月8日(2007.3.8)
【国際特許分類】
【出願番号】特願2005−241676(P2005−241676)
【出願日】平成17年8月23日(2005.8.23)
【出願人】(000162489)協和化学工業株式会社 (66)
【Fターム(参考)】
【公開日】平成19年3月8日(2007.3.8)
【国際特許分類】
【出願日】平成17年8月23日(2005.8.23)
【出願人】(000162489)協和化学工業株式会社 (66)
【Fターム(参考)】
[ Back to top ]