
蒸着用二軸配向ポリエステルフィルムおよびガスバリアフィルム
【課題】
優れた酸素遮断性能、水蒸気遮断性能、耐水密着性を有する蒸着用二軸配向ポリエステルフィルムおよびガスバリアフィルムを提供する。
【解決手段】
上記課題は、少なくとも片面に金属および/または金属酸化物からなる層が積層される態様で用いられる二軸配向ポリエステルフィルムであって、金属および/または金属酸化物からなる層が積層される面のSRa(中心面平均粗さ)が10nm以上25nm以下であり、かつSPc(山数)が250個以上500個以下であり、150℃・30分における幅方向の熱収縮率が0.1%以上2.0%以下である蒸着用二軸配向ポリエステルフィルムによって解決される。
優れた酸素遮断性能、水蒸気遮断性能、耐水密着性を有する蒸着用二軸配向ポリエステルフィルムおよびガスバリアフィルムを提供する。
【解決手段】
上記課題は、少なくとも片面に金属および/または金属酸化物からなる層が積層される態様で用いられる二軸配向ポリエステルフィルムであって、金属および/または金属酸化物からなる層が積層される面のSRa(中心面平均粗さ)が10nm以上25nm以下であり、かつSPc(山数)が250個以上500個以下であり、150℃・30分における幅方向の熱収縮率が0.1%以上2.0%以下である蒸着用二軸配向ポリエステルフィルムによって解決される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は蒸着用二軸配向ポリエステルフィルムおよびガスバリアフィルムに関するものである。特に食品、医薬品および電子部品等の包装材料や太陽電池用バックシート部材などの工業材料に好適に用いられる蒸着用二軸配向ポリエステルフィルムおよびガスバリアフィルムに関するものである。
【背景技術】
【0002】
ポリエステルフィルムの代表例であるポリエチレンテレフタレート二軸配向フィルムは、良好な機械強度、熱的特性、湿度特性、その他多くの優れた特性から、工業材料、磁気記録材料、光学材料、情報通信材料、包装材料など幅広い分野において使用されている。
【0003】
しかしながら、ポリエチレンテレフタレート二軸配向フィルムは酸素や水蒸気等のガス透過性が大きいため、一般食品、レトルト処理食品および医薬品等の製品の包装に使用した場合、長期間の保存により製品に変質・劣化を生じさせることがある。
【0004】
そのためポリエステル系樹脂フィルム等の熱可塑性樹脂フィルムの一方の面に、真空蒸着法等の物理気相成長法を用いて、例えば、酸化アルミニウムや酸化珪素等の無機酸化物の蒸着膜を設けた蒸着フィルムなども提案されている。
【0005】
これら無機酸化物蒸着薄膜層を有するガスバリア性フィルムは、透明であるため内容物視認性を有しており、また電子レンジを利用した調理にも対応することができるという利点を有するが、そのガスバリア性は基材である熱可塑性樹脂フィルムの表面粗さや熱収縮性等に大きく依存し不安定である。
【0006】
そこで従来から、基材フィルムの表面粗さや熱収縮性を規定した基材を用いたガスバリアフィルムを製造することが広く知られている。
【0007】
例えば、特許文献1では表面粗さを規定したポリエチレンテレフタレート二軸配向フィルムを基材として用いており、より平滑な表面ほどガスバリア性の高いガスバリアフィルムを製造できるとしている。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開平11−320794号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
しかし実際の蒸着工程では複数の工程ロール(搬送ロール)を経由する必要があり、平滑なだけの表面では工程ロールとの摩擦により、ガスバリア層にクラックが入ってしまいガスバリア性が劣化して不十分である。
【0010】
本発明の課題は上記した従来技術の問題点を解消することにある。すなわち、実際の大型蒸着機内の複数ある工程ロールを経ても酸素および水蒸気などのガスバリア性に優れた蒸着用二軸配向ポリエステルフィルムおよびガスバリアフィルムを提供することにある。
【課題を解決するための手段】
【0011】
少なくとも片面に金属および/または金属酸化物からなる層が積層される態様で用いられる二軸配向ポリエステルフィルムであって、
金属および/または金属酸化物からなる層が積層される面のSRa(中心面平均粗さ)が10nm以上25nm以下であり、かつSPc(山数)が250個以上500個以下であり、150℃・30分における幅方向の熱収縮率が0.1%以上2.0%以下である蒸着用二軸配向ポリエステルフィルム。
【発明の効果】
【0012】
本発明の蒸着用二軸配向ポリエステルフィルムは、金属および/または金属酸化物からなる層が積層されることにより、優れた酸素バリア性および水蒸気バリア性を有するガスバリアフィルムが得られるため、一般食品や医薬品等の包装材料用途や太陽電池バックシートなどの工業材料用途として好適に使用することが出来る。
【図面の簡単な説明】
【0013】
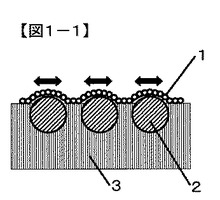
【図1−1】本発明のフィルムを蒸着せしめた直後のフィルム(蒸着ポリエステルフィルム)の表面模式図(断面図)
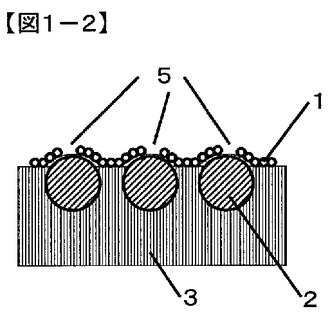
【図1−2】図1−1の蒸着ポリエステルフィルムを搬送ロールに接触せしめた直後のフィルムの表面模式図(断面図)
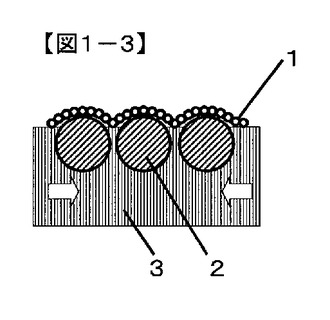
【図1−3】図1−2の蒸着ポリエステルフィルムのクラックが、熱収縮によって消失したことを示す模式図(断面図)
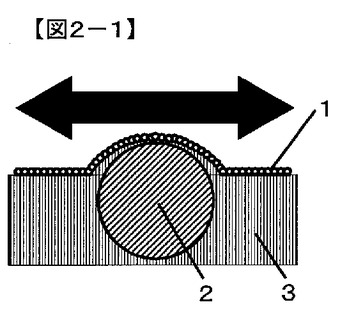
【図2−1】従来のフィルムを蒸着せしめた直後のフィルム(蒸着ポリエステルフィルム)の表面模式図(断面図)
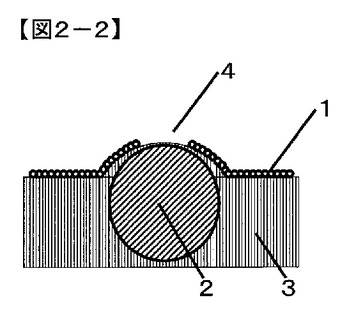
【図2−2】図2−1の蒸着ポリエステルフィルムを搬送ロールに接触せしめた直後のフィルムの表面模式図(断面図)
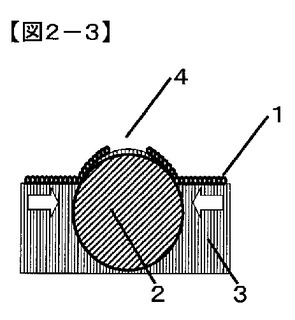
【図2−3】図2−2の蒸着ポリエステルフィルムのクラックが、熱収縮によっても消失しないことを示す模式図(断面図)
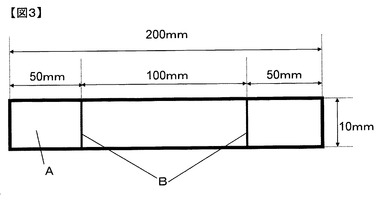
【図3】熱収縮率測定用サンプルを説明するための図である。
【発明を実施するための形態】
【0014】
本発明のポリエステルフィルムとはポリエステル樹脂を用いてフィルムに成形したものである。
【0015】
ここで、ポリエステル樹脂は、主鎖中の主要な結合をエステル結合とする高分子化合物の総称であって、通常、ジカルボン酸成分とグリコール成分を重縮合反応させることによって得ることができる。
【0016】
ここで使用されるジカルボン酸成分は、主としてテレフタル酸である。本発明の効果を阻害しない限りにおいて、他のジカルボン酸成分、例えば、ナフタレンジカルボン酸、イソフタル酸、ジフェニルジカルボン酸、ジフェニルスルホンジカルボン酸、ジフェノキシエタンジカルボン酸、5−ナトリウムスルホイソフタル酸、フタル酸等の芳香族ジカルボン酸、シュウ酸、コハク酸、アジピン酸、セバシン酸、ダイマー酸、マレイン酸、フマル酸等の脂肪族ジカルボン酸、シクロヘキシンジカルボン酸等の脂環族ジカルボン酸、p−オキシ安息香酸等のオキシカルボン酸等を併用することができる。
【0017】
一方、グリコール成分は、主としてエタンジオールである。本発明の効果を阻害しない限りにおいて、他のグリコール成分、例えば、プロパンジオール、ペンタンジオール、ヘキサンジオール、ネオペンチルグリコール等の脂肪族グリコール、シクロヘキサンジメタノール等の脂環族グリコール、ビスフェノールA、ビスフェノールS等の芳香族グリコール等を併用することができる。
【0018】
さらに、ポリエチレングリコール、ポリテトラメチレングリコール等のポリエーテルを共重合してもよい。なお、これらのジカルボン酸成分、グリコール成分は2種類以上を併用してもよく、2種類以上のポリエステルをブレンドして使用しても良い。さらに2層以上に共押出し積層フィルムとして使用しても良い。
【0019】
ポリエステルの重合触媒としては、例えば、アルカリ金属化合物、アルカリ土類金属化合物、亜鉛化合物、鉛化合物、マンガン化合物、コバルト化合物、アルミニウム化合物、アンチモン化合物およびチタン化合物等が挙げられ、中でもゲルマニウム化合物、アンチモン化合物およびチタン化合物が特に好ましく用いられる。また、ポリエステルを製造する際にリン化合物等の着色防止剤を使用することができる。
【0020】
高温、減圧下で重縮合反応せしめたポリエステルは、さらに、その融点以下の温度で減圧下または不活性ガス雰囲気下で固相重合反応せしめ、アセトアルデヒドの含有量を減少させたり、所定の固有粘度、カルボキシル末端基量に調製したりすることができる。
【0021】
本発明において、蒸着後のバリア性、取扱い性、およびラミネート、印刷などの加工性の観点からの平均粒子径0.01〜5μmの粒子を含有することが好ましい。粒子はフィルム添加用の公知の粒子であればよく、たとえば、内部粒子、無機粒子、有機粒子が好ましい。
【0022】
無機粒子としては、例えば、湿式および乾式シリカ、コロイダルシリカ、ケイ酸アルミ、酸化チタン、炭酸カルシウム、リン酸カルシウム、硫酸バリウム、酸化アルミ、マイカ、カオリン、クレーなど、有機粒子としては、スチレン、シリコーン、アクリル酸類、メタクリル酸類、ポリエステル類、ジビニル化合物などを構成成分とする粒子を使用することができる。なかでも、湿式および乾式シリカ、アルミナなどの無機粒子およびスチレン、シリコーン、アクリル酸、メタクリル酸、ポリエステル、ジビニルベンゼンなどを構成成分とする粒子を使用することが好ましい。さらに、これらの内部粒子、無機粒子および有機粒子は二種以上を併用してもよい。
【0023】
また、本発明の効果を妨げない範囲において、基材フィルムには、例えば、帯電防止剤、熱安定剤、酸化防止剤、結晶核剤、耐候剤、紫外線吸収剤、顔料および染料などを含有することが可能である。
【0024】
本発明の蒸着用二軸配向ポリエステルフィルムは、属および/または金属酸化物からなる層が積層される面のSRaが10nm以上25nm以下、なおかつSPcが250個以上500個以下である必要がある。好ましくはSRaが10nm以上20nm以下、なおかつSPcが250個以上400個以下、さらに好ましくはSRaが12nm以上18nm以下、なおかつSPcが280個以上350個以下である。
【0025】
ここでSRaとは3次元表面粗さのパラメーターで、表面粗さ曲線をサインカーブで近似した際の中心面における平均粗さを意味し、中心面平均粗さと定義する。中心面平均粗さは、JIS−B0601−1994に記載されている2次元粗さパラメーターの中心線平均粗さ(Ra)を三次元に拡張したもので、表面形状曲面と中心面で囲まれた部分の体積を測定面積で割ったものである。中心面をXY面,縦方向をZ軸とし、測定された表面形状曲線をf(x、y)とする時,式(1)で定義される。ここで、LxはX方向測定長、LyはY方向測定長である。
【0026】
【数1】

【0027】
より具体的には、高精度微細形状測定器(3次元表面粗さ計)(小坂研究所製、ET−4000A)を用いて、後述する条件で触針法により測定を行い、その測定データを三次元表面粗さ解析プログラム(小坂研究所製、TDA−22)を用いて解析することにより得られる値である。
【0028】
また、SPcは3次元表面粗さのパラメーターで山数のことである。前述の中心面に平行でかつ中心面からの距離が5nmである平面を中心面の上に設け、その面よりも高い位置に頂点が存在するピークを山として計測したものである。本発明では0.2mm2 当たりの山数を計測した数値をSPcとする。
【0029】
より具体的には上述したSRaと同様に高精度微細形状測定器により測定を行ったデータを三次元表面粗さ解析プログラムを用いて解析することにより得られる値である。詳しい測定条件等は後述する。
【0030】
SRaが10nm未満、もしくはSPcが250個未満である場合は後述する蒸着工程において、多数の搬送ロールとの摩擦により蒸着膜にクラックが入り、バリア性が低下する。SRaが25nmを超える、もしくはSPcが500個を超える場合はフィルムの平滑性が損なわれ、均一で緻密な蒸着膜を形成することが出来ず、蒸着後のバリア性が悪化する。
【0031】
SRaおよびSPcを上記好ましい範囲とするためには、フィルムに粒子を添加することによって達成することはできる。具体的には、添加する粒子の粒径、添加量、および粒子種類を調整することで達成できる。より詳しくは、異なる粒径を有する無機粒子および/または有機粒子を混合して用いることでSRaおよびSPcを上記好ましい範囲とすることができる。その添加量や混合比率は粒子種類や粒径により異なるため、一概には規定することはできないが、例えば、平均粒子径2.1μmの粒子Aと平均粒子径0.4μmの粒子Bを用いてSRaとSPcを調整しようとする場合、粒子の添加量(目安)は下式によって示される。なお、下式によって得られる粒子の添加量は目安値ではあるが、最終的に僅かな微調整を行うことで、比較的精度良くSRaおよびSPcを調整できる。
SRa(nm)≒−18.8+18.4×粒子A添加量(重量%)×100/2+1.6×粒子B添加量(重量%)×100
SPc(nm)≒−164.7+154.0×粒子A添加量(重量%)×100/2+36.2×粒子B添加量(重量%)×100。
【0032】
本発明の蒸着用二軸配向ポリエステルフィルムはガスバリア性の観点から、ポリエチレンテレフタレートを用いてなるフィルム中のジエチレングリコール(以下、DEGと称する場合がある)量が、ポリエステルフィルム全体に対して0.01重量%以上1.2重量%以下であることが好ましい。
【0033】
ジエチレングリコールは一般にポリエステル製造の際に副生するが、ジエチレングリコール量を0.01重量%未満とすると重合工程が煩雑となり、コストアップの要因となることがある。また、ジエチレングリコール量が1.2重量%を超えるとフィルム中の非晶部位が増加し、非晶部位には緻密な蒸着層を形成することが難しいため、好ましくない。ジエチレングリコール量が少ないほどガスバリア性が向上するため、より好ましくは0.3重量%以上1.0重量%以下、さらに好ましくは0.35重量%以上0.9重量%以下である。
【0034】
ジエチレングリコール量を減少させるには、重合時間を短縮したり、重合触媒として使用されるアンチモン化合物、ゲルマニウム化合物、チタン化合物などの量を限定する方法、液層重合と固層重合を組み合わせる方法、アルカリ成分を含有させる方法などが挙げられる。
【0035】
本発明の蒸着用二軸配向ポリエステルフィルムは、150℃で30分間の熱処理をした時の幅方向の熱収縮率が0.1〜2.0%であることが必要である。好ましくは0.3〜1.8%、より好ましくは0.5〜1.5%である。詳しくは後述するが、蒸着直後の蒸着ポリエステルフィルムの蒸着層には多数の蒸着欠陥が発生している。その欠陥の多くは蒸着工程での搬送ロールとの摩擦によるクラックである。ポリエステルフィルムの幅方向の熱収縮率が上記好ましい範囲であれば、蒸着工程や、その後の印刷工程、粘着剤塗布工程、ラミネート工程などで受ける熱によってポリエステルフィルムが収縮することにより、蒸着層も収縮し、クラックの発生していない蒸着層では蒸着膜が緻密になることでバリア性が向上し、さらに蒸着層のクラック部分ではクラック自体が修復されることでバリア性が向上する。熱収縮率が0.1%未満であった場合、前述のバリア性向上効果が発揮されないばかりか、それぞれの加工工程でフィルムにシワが発生したり、フィルムの走行性が不安定になり、加工性が悪化するという問題が生じることがある。熱収縮率が2.0%を越える場合はポリエステルフィルムの収縮に伴う蒸着層の収縮が大きすぎるため、蒸着層に新たにクラックが発生しバリア性が低下することがある。さらに高温における熱寸法安定性が悪化し、加工後に印刷ピッチズレ、或いはそれぞれの加工工程でフィルムにシワが発生することがある。
【0036】
熱収縮率を上記好ましい範囲とするためには、熱固定温度と弛緩処理率を制御することで達成できる。具体的には、熱固定温度は190℃から240℃とすることが好ましく、弛緩処理率は0%から10%とすることが好ましい。
【0037】
本発明の蒸着用二軸配向ポリステルフィルムは、通常、連続式真空蒸着機によって金属および/または金属酸化物が蒸着される。より詳しくは、蒸着用ポリステルフィルムは、連続式真空蒸着機内に導かれた後、蒸着され、搬送ロールによって、連続式真空蒸着機の外に送り出される。
【0038】
本発明では、蒸着用二軸配向ポリエステルフィルムのSRaを10nm以上25nm以下とし、なおかつSPcを250個以上500個以下とし、さらに150℃で30分間の熱処理をした時の幅方向の熱収縮率を0.1〜2.0%でとすることにより、蒸着後のガスバリアフィルム(蒸着ポリエステルフィルム)のバリア性を飛躍的に向上させることができる。
【0039】
本発明の蒸着用二軸配向ポリエステルフィルムを用いたガスバリアフィルム(蒸着ポリエステルフィルム)が優れたガスバリア性を有する理由を、従来技術と比較しながら以下に述べる。
【0040】
(1)従来技術(従来のフィルム)
従来は、平滑な表面がガスバリア性向上に適しているとされており、フィルム中への添加の粒子量は少ないフィルムが提案されてきた。ただし、製膜性やスリット適性付与のために、ある程度の表面粗さが必要となるため、現実的には、粒径の大きな粒子を少量添加したフィルムが用いられている。
【0041】
このようなフィルムを蒸着機内にて蒸着すると、図2−1にて示されるような蒸着ポリエステルフィルムが得られる。そして、蒸着ポリエステルフィルムは、搬送ロールによって連続式真空蒸着機の外に送り出されるのであるが、図2−1にて示されるようなフィルムを、ロールによって搬送しようとすると、搬送ロールとフィルム(の突起部分)との間で摩擦が生じる(なお、図2−1や図1−1において、黒色矢印は摩擦の発生を示す)。ここで、図2−1にて示されるようなフィルムは、粒子が少量しか添加されていないので、粒子に起因する突起の数も少ない。そのため、一つの突起に大きな摩擦力がかかることとなり、巨大欠陥(クラック)が生じることとなる(図2−2)。このクラックが、ガスバリア性を低下せしめる原因となる。
【0042】
(2)本発明のフィルム
一方、本発明のポリエステルフィルムは、図1−1に示すように多数の微小な表面突起を有している。そのため、搬送ロールから受ける摩擦や応力を分散することが出来る。それゆえ、図1−2にて示すように蒸着膜欠陥が生じたとしても、極めて微小なクラックの発生にとどめることができる。
【0043】
そして、フィルムへの蒸着は高温下で施されることから、連続式真空蒸着機の内部の温度も一般に高温となる。そして、本発明のフィルムは一定の熱収縮性を有していることから、搬送ロールとの接触によって、微小なクラックが発生したとしても、図1−3にて示されるようにフィルムが熱収縮することによって修復される(なお、図1−3や図2−3において、白色矢印はフィルムの熱収縮を示す)。これによって、本発明のフィルムを用いた蒸着フィルムは優れたガスバリア性を具えることができる。
【0044】
なお、図2−1にて示されるような従来のフィルムでは、発生するクラックが大きすぎるため、フィルムが収縮したとしても、そのクラックを十分に修復することができない(図2−3)。それゆえ、従来のフィルムでは、ガスバリア性を向上できなかったのである。
【0045】
以下に、本発明の蒸着用二軸配向ポリエステルフィルムの製造方法を具体的に説明するが、本発明は以下の製造方法に限られるものではない。まず、本発明のポリエステルフィルムで使用するポリエチレンテレフタレートを用いてなるポリエステル樹脂は、市販されているポリエチレンテレフタレート樹脂をそのまま用いることができるが、以下のように重縮合反応を経て製造し、使用してもよい。
【0046】
テレフタル酸ジメチル100重量部とエチレングリコール70重量部の混合物に0.09重量部の酢酸マグネシウムと0.03重量部の三酸化アンチモンとを添加して、徐々に加熱し、最終的に220℃でメタノールを留出させながらエステル交換反応を行い、ポリエチレンテレフタレートの前駆体を合成する。ついで、該前駆体に0.02重量部のリン酸85%水溶液を添加し、重縮合反応釜に移行する。重縮合反応釜で加熱昇温しながら反応系を徐々に減圧して1hPaの減圧下、290℃で重縮合反応を行い、所望の分子量であるポリエチレンテレフタレート樹脂を得ることができる。なお、粒子を添加する場合には、エチレングリコールに粒子を分散させたスラリーを所定の粒子濃度となるように重縮合反応釜に添加して、重縮合反応を行うことが好ましい。
【0047】
ポリエステル樹脂中のジエチレングリコール量を減少させるには、重合時間を短縮したり、重合触媒として使用されるアンチモン化合物、ゲルマニウム化合物、チタン化合物などの量を限定する方法、液相重合と固相重合を組み合わせる方法、アルカリ成分を含有させる方法などが挙げられるが、特に限定されるものではない。例えば、水酸化カリウムを含有させDEG量を調節する場合、添加する量をテレフタル酸ジメチル100重量部に対して0.01重量部以上0.10重量部以下とすることでDEG量が0.01重量%以上1.5重量%以下のポリエチレンテレフタレート樹脂を得ることができる。
【0048】
次に本発明に係るポリエステルフィルムの製造方法について説明するが、かかる例に限定されるものではない。乾燥したポリエステル樹脂チップを押出機に供給し、該ポリエステル樹脂の融点以上の温度に加熱し溶融する。次いで、溶融したポリエステル樹脂をスリット状の吐出口を有するTダイから溶融シートとして押し出し、冷却ロールに密着固化してキャストフィルム(未配向フィルム(未延伸フィルム))を得る。溶融シートと冷却ロールの密着性を向上させるには、通常、静電印加密着法および/または液面塗布密着法を採用することが好ましい。
【0049】
該キャストフィルムは更に二軸に延伸される。
【0050】
まず、好ましくは、ポリエステル樹脂のガラス転移温度以上、例えば40〜130℃に加熱したロール群でMD(フィルム長手)方向に2.3〜7倍延伸し、一軸配向フィルム(一軸延伸フィルム)を得る。
次いでTD(フィルム幅)方向に好ましくは45〜130℃で3〜7倍に延伸する。なお、一方向の延伸を2段階以上で行う方法を用いることができるが、その場合も最終的な延伸倍率が上記範囲に入ることが好ましい。また、前記キャストフィルムを、面積倍率が6〜30倍になるように同時二軸延伸することも可能である。ここで、面積倍率とはMD延伸倍率にTD延伸倍率を乗じたものを意味する。この場合、易接着層を形成する塗液の塗布は同時二軸延伸前に行なう(すなわち、キャストフィルムに塗布する)ことが好ましい。
【0051】
これにより本発明の蒸着用二軸配向ポリエステルフィルム(二軸延伸フィルム)が得られる。
【0052】
また、かくして得られたフィルムを引き続きインラインおよび/またはオフラインで熱固定することが好ましい。さらに、必要に応じ熱固定を行う前または後に再度MDおよび/またはTD方向に延伸してもよい。熱固定温度は180〜250℃、好ましくは190〜240℃であり、熱処理時間は通常1秒〜5分である。
【0053】
また、この熱固定工程において、熱収縮特性を調整することができる。また、熱固定後のフィルムの冷却速度も熱収縮特性に影響する。例えば、熱固定後、フィルムを急冷あるいは徐冷、あるいは中間冷却ゾーンを設けることで熱収縮応力を調整することができる。また、特に特定の熱収縮特性を付与するために、熱固定時あるいはその後の徐冷ゾーンにおいてMD方向および/またはTD方向に、上述した条件で弛緩することが好ましい。
【0054】
フィルムには必要に応じコーティングを施すこともできる。本発明の場合、フィルムに塗布層を設けることにより、特に蒸着層やインク層との接着性を向上できる。塗液には防爆性や環境汚染の点で水溶解、乳化または懸濁したものが用いられる。塗布層は結晶配向完了後の二軸延伸フィルムに塗布する方法あるいは結晶配向完了前のフィルムに塗布した後延伸する方法があるが、本発明の効果をより顕著に発現させるためには後者の方法が特に好ましい。塗布する方法は特に限定されないが、ロールコーター、グラビアコーター、リバースコーター、キスコーター、バーコーター等を用いて塗布するのが好ましい。また、塗布する前に必要に応じて塗布面に空気中その他種々の雰囲気中でコロナ放電処理を施しておいてもよい。
【0055】
また、本発明における塗布層には、必要に応じて消泡剤、塗布性架橋剤、増粘剤、有機系潤滑剤、無機系粒子、酸化防止剤、紫外線吸収剤、発砲剤、染料、顔料等を含有せしめてもよい。
【0056】
また、本発明の蒸着用二軸配向ポリエステルフィルムは金属および/または金属酸化物からなる層が積層され、ガスバリアフィルムとして使用することが好ましい。金属または金属酸化物としては、周期表2族であるマグネシウム、カルシウム、バリウム、4族であるチタン、ジルコニウム、13族であるアルミニウム、インジウム、14族のケイ素、ゲルマニウム、スズおよびこれらの酸化物を挙げることができる。これらの中でも、特にアルミニウム、ケイ素およびその酸化物が好ましい。また、これらの金属およびその酸化物は複数を組み合わせて金属および/または金属酸化物からなる層を形成しても良い。
【0057】
かかる金属および/または金属酸化物からなる層の積層方法としては、蒸着法やスパッタリング法、イオンプレーティング法、プラズマ気相成長法(CVD)等で形成することができる。ただし、生産性を考慮すれば、現時点では真空蒸着法が最も優れている。真空蒸着法による真空蒸着装置の加熱手段としては、電子線加熱方式、抵抗加熱方式および誘導加熱方式が好ましい。また、金属および/または金属酸化物からなる層の厚みとしては、一般的には2〜300nmの範囲であることが好ましく、より好ましくは3〜100nmの範囲であり、さらに好ましくは5〜50nmの範囲である。膜厚が300nmを超えると、蒸着薄膜のフレキシビリティ(柔軟)性が低下し、製膜後(後加工工程等において)の折り曲げ、引っ張りなどの外力で、薄膜に亀裂やピンホール等を生じる恐れがあり、ガスバリア性が著しく損なわれることがある。また、透明性が低下したり着色したりするだけでなく、生産性を著しく低下させることがある。一方、2nm未満の膜厚では、透明性は良いが均一な膜が得られにくく、膜厚が十分でないことがあり、ガスバリア性の機能を十分に発現することができないことがある。
【0058】
本発明の蒸着用二軸配向ポリエステルフィルムおよびガスバリアフィルムは、食品、医薬品および電子部品等の包装材料や工業材料に好適に用いられる。特に、食品および医薬品の包装材料には、内容物の変質を防ぐために、酸素透過率や水蒸気透過率が小さく耐水密着性の優れているフィルムが好適に用いられることから、本発明の蒸着用二軸配向ポリエステルフィルムおよびガスバリアフィルムは有用である。
【0059】
<特性の評価方法>
本発明で用いた特性の評価方法は、下記のとおりである。
【0060】
(1) ガスバリアフィルムの酸素透過率(O2TR)
ガスバリアフィルムの酸素透過率を温度23℃、湿度0%RHの条件で、米国、モコン(MOCON)社製の酸素透過率測定装置(機種名、“オキシトラン”(登録商標)(“OXTRAN ”2/20))を使用して、JIS K7126(2000年版)に記載のB法(等圧法)に基づいて測定した。また、測定は2回行い、2つの測定値の平均値を各実施例と比較例における酸素透過率の値とした。各実施例・比較例について、2枚の試験片で行った結果を酸素透過率の値とした。
【0061】
(2) ガスバリアフィルムの水蒸気透過率(MVTR)
ガスバリアフィルムの水蒸気透過率を温度40℃、湿度90%RHの条件で、米国、モコン(MOCON)社製の水蒸気透過率透過率測定装置(機種名、“パ−マトラン”(登録商標)W3/31)を使用してJIS K7129(2000年版)に記載のB法(赤外センサー法)に基づいて測定した。また、測定は2回行い、2つの測定値の平均値を各実施例と比較例における水蒸気透過率の値とした。各実施例・比較例について、2枚の試験片で行った結果を水蒸気透過率の値とした。
【0062】
(3)フィルム厚み
マイクロメーター(商品名:μ−mate、ソニー株式会社製)を用い、二軸配向ポリエステルフィルムの厚みを10箇所測定し、平均値を求めた。
【0063】
(4)熱収縮率
蒸着用二軸配向ポリエステルフィルムから、フィルム幅方向の長さが200mm、フィルム長手方向の長さが10mmとなるように長方形のサンプルを採取する(図3)。
次いで、図3に示すように、サンプルに標線を記入する。標線間の長さは100mmとする。
次いで、サンプルの一方の短辺に重さ1gの錘を付す。
次いで、予め雰囲気温度を150℃としたオーブンに、サンプルを吊るす。このとき、錘を付した短辺が下方向に、錘を付さなかった短辺が上方向になるように吊るすものとする。
サンプルをオーブン内にて30分間加熱した後、オーブンから取り出し、標線間の長さ(mm)を計測する。
フィルムの収縮率を、下式に基づき、算出する。
熱収縮率(%)=100−100×[150℃・30分加熱後の標線間の長さ](mm)/100(mm)。
【0064】
(5)中心面面粗さ(SRa)、山数(SPc)
蒸着用二軸配向ポリエステルフィルムの蒸着層が設けられる側の表面を高精度微細形状測定器(3次元表面粗さ計)(小坂研究所製、ET−4000A)を用いて次の条件で触針法により測定を行った。その測定データから、三次元表面粗さ解析プログラム(小坂研究所製、TDA−22)を用いてSRaおよびSPcを求めた。
触針:先端半径0.5(μmR)、径2.0(μm)、ダイヤモンド製
測定力(針圧):100(μN)
測定方向:フィルム長手方向
X測定長さ:0.5(mm)
X送り速さ(測定速度):0.1(mm/s)
Y送りピッチ(測定間隔):5(μm)
Yライン数(測定本数):81(本)
Z倍率(縦倍率):20000(倍)
低域カットオフ(うねりカットオフ値):0.25(mm)
高域カットオフ(粗さカットオフ値):R+W(mm)
ここで、カットオフ値R+Wとはカットオフしないことを意味する。
位相特性(フィルタ方式):2CRノーマル型
総サンプル点数上限:90601(ポイント)
極性:ノーマル
Xピッチ下限:1(μm)
レベリング(傾斜補正):無し
基準面積:0.2(mm2)。
【実施例】
【0065】
次に、実施例を挙げて、具体的に本発明の蒸着用二軸配向ポリエステルフィルムおよびガスバリアフィルムについて説明する。実施例中で「部」とは、特に注釈のない限り「重量部」であることを意味する。
【0066】
[ポリエステルの製造]
蒸着用二軸配向ポリエステルフィルムを構成する熱可塑性樹脂たるポリエステル樹脂は以下のように準備した。
【0067】
(1)ポリエステル樹脂
テレフタル酸ジメチル100重量部、およびエチレングリコール61重量部の混合物に、0.04重量部の酢酸マグネシウム、0.02重量部の三酸化アンチモンを添加して、徐々に昇温し、最終的には220℃でメタノールを留出させながらエステル交換反応を行う。ついで、該エステル交換反応生成物に、0.020重量部のリン酸85%水溶液を添加した後、重縮合反応釜に移行する。さらに、加熱昇温しながら反応系を徐々に減圧して1hPaの減圧下、290℃で常法により重縮合反応を行い、ジエチレングリコール量1.2重量%、固有粘度0.65であり、なおかつ酸成分の95モル%以上がテレフタル酸からなり、グリコール成分の95モル%以上がエチレングリコールからなるポリエチレンテレフタレート樹脂(以下、「PET」ということもある)を作製した。
【0068】
(2)粒子マスター1
上記(1)のポリエステルを製造する際、エステル交換反応後にレーザ回折/散乱式粒度分布測定装置LA−700(株式会社堀場製作所製)によって測定されるメジアン径(平均粒子径)2.1μmの凝集シリカ粒子のエチレングリコールスラリーを添加してから重縮合反応を行い、粒子濃度2.0重量%の粒子マスターを得た。
【0069】
(3)粒子マスター2
上記(1)のポリエステルを製造する際、エステル交換反応後にメジアン径0.4μmの凝集シリカ粒子のエチレングリコールスラリーを添加してから重縮合反応を行い、粒子濃度1.0重量%の粒子マスターを得た。
【0070】
次に本発明を実施例に基づいて説明するが必ずしもこれに限定されるものではない。
【0071】
(実施例1)
ポリエチレンテレフタレート樹脂を91.2重量部、粒子マスター1を0.8重量部、粒子マスター2を8.0重量部の割合で混合して使用した。
ポリエチレンテレフタレート樹脂と粒子マスター1と粒子マスター2の混合物を真空乾燥した後、押出機に供給して、280℃で溶融押出し、8μmカットのステンレス繊維焼結フィルター(FSS)で濾過した後、T字型口金からシート状に押出し、これを表面温度25℃の冷却ドラムに静電密着法で冷却固化せしめた。このようにして得られた未延伸(未配向)PETフィルムを、125℃に2秒間加熱した後、MD方向に130℃にて4.7倍に延伸して1軸配向フィルムとした。この1軸配向フィルムを105℃で2秒間予熱し、次いで110℃に加熱しつつTD方向に3.3倍に延伸した。このフィルムを240℃の熱風中に導き入れ、2秒間MD方向、TD方向に弛緩させずに熱処理した後、170℃で幅方向にTD延伸後のフィルム幅に対して8.0%の弛緩処理を施し冷却した。最終的に室温まで冷却した後、20W・min/m2の処理強度でコロナ放電処理を行い、これを巻取り機に導いて巻き上げてミルロールとした。このようにして最終的に厚み12μmの蒸着用二軸配向ポリエステルフィルムを得た。
【0072】
次いで、得られたポリエステルフィルムに、搬送ロールを有する連続式真空蒸着機を用いて、酸化アルミニウムを蒸着層厚さ15nmに蒸着してガスバリアフィルム(蒸着ポリエステルフィルム)を得た。
【0073】
(実施例2〜16)
表1に示すポリエチレンテレフタレート樹脂と粒子マスター1と粒子マスター2の混合比率および熱固定温度と弛緩処理率として、その他の条件は実施例1と同様の条件とし、厚さ12μmの蒸着用二軸配向ポリエステルフィルムを得た。
【0074】
次いで、得られたポリエステルフィルムに、搬送ロールを有する連続式真空蒸着機を用いて、酸化アルミニウムを蒸着層厚さ15nmに蒸着してガスバリアフィルムを得た。
【0075】
(比較例1〜22)
表2に示すポリエチレンテレフタレート樹脂と粒子マスター1と粒子マスター2の混合比率および熱固定温度と弛緩処理率として、その他の条件は実施例1と同様の条件とし、厚さ12μmの蒸着用二軸配向ポリエステルフィルムを得た。
【0076】
次いで、得られたポリエステルフィルムに、搬送ロールを有する連続式真空蒸着機を用いて、酸化アルミニウムを蒸着層厚さ15nmに蒸着してガスバリアフィルムを得た。
【0077】
実施例1〜17の特性を表1に、比較例1〜22の特性を表2に示す。
【0078】
【表1】
【0079】
【表2】
【産業上の利用可能性】
【0080】
本発明の蒸着用二軸配向ポリエステルフィルムおよびガスバリアフィルムは、食品包装用や太陽電池バックシートなどの工業材料用等に使用するガスバリア性フィルムとして各種バリアフィルムに応用することができ有用である。
【符号の説明】
【0081】
1:蒸着層
2:フィルム中の粒子
3:フィルム
4:重大な蒸着層欠陥(巨大クラック)
5:軽微な蒸着層欠陥(微小クラック)
A:熱収縮率測定用サンプル
B:標線
【技術分野】
【0001】
本発明は蒸着用二軸配向ポリエステルフィルムおよびガスバリアフィルムに関するものである。特に食品、医薬品および電子部品等の包装材料や太陽電池用バックシート部材などの工業材料に好適に用いられる蒸着用二軸配向ポリエステルフィルムおよびガスバリアフィルムに関するものである。
【背景技術】
【0002】
ポリエステルフィルムの代表例であるポリエチレンテレフタレート二軸配向フィルムは、良好な機械強度、熱的特性、湿度特性、その他多くの優れた特性から、工業材料、磁気記録材料、光学材料、情報通信材料、包装材料など幅広い分野において使用されている。
【0003】
しかしながら、ポリエチレンテレフタレート二軸配向フィルムは酸素や水蒸気等のガス透過性が大きいため、一般食品、レトルト処理食品および医薬品等の製品の包装に使用した場合、長期間の保存により製品に変質・劣化を生じさせることがある。
【0004】
そのためポリエステル系樹脂フィルム等の熱可塑性樹脂フィルムの一方の面に、真空蒸着法等の物理気相成長法を用いて、例えば、酸化アルミニウムや酸化珪素等の無機酸化物の蒸着膜を設けた蒸着フィルムなども提案されている。
【0005】
これら無機酸化物蒸着薄膜層を有するガスバリア性フィルムは、透明であるため内容物視認性を有しており、また電子レンジを利用した調理にも対応することができるという利点を有するが、そのガスバリア性は基材である熱可塑性樹脂フィルムの表面粗さや熱収縮性等に大きく依存し不安定である。
【0006】
そこで従来から、基材フィルムの表面粗さや熱収縮性を規定した基材を用いたガスバリアフィルムを製造することが広く知られている。
【0007】
例えば、特許文献1では表面粗さを規定したポリエチレンテレフタレート二軸配向フィルムを基材として用いており、より平滑な表面ほどガスバリア性の高いガスバリアフィルムを製造できるとしている。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開平11−320794号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
しかし実際の蒸着工程では複数の工程ロール(搬送ロール)を経由する必要があり、平滑なだけの表面では工程ロールとの摩擦により、ガスバリア層にクラックが入ってしまいガスバリア性が劣化して不十分である。
【0010】
本発明の課題は上記した従来技術の問題点を解消することにある。すなわち、実際の大型蒸着機内の複数ある工程ロールを経ても酸素および水蒸気などのガスバリア性に優れた蒸着用二軸配向ポリエステルフィルムおよびガスバリアフィルムを提供することにある。
【課題を解決するための手段】
【0011】
少なくとも片面に金属および/または金属酸化物からなる層が積層される態様で用いられる二軸配向ポリエステルフィルムであって、
金属および/または金属酸化物からなる層が積層される面のSRa(中心面平均粗さ)が10nm以上25nm以下であり、かつSPc(山数)が250個以上500個以下であり、150℃・30分における幅方向の熱収縮率が0.1%以上2.0%以下である蒸着用二軸配向ポリエステルフィルム。
【発明の効果】
【0012】
本発明の蒸着用二軸配向ポリエステルフィルムは、金属および/または金属酸化物からなる層が積層されることにより、優れた酸素バリア性および水蒸気バリア性を有するガスバリアフィルムが得られるため、一般食品や医薬品等の包装材料用途や太陽電池バックシートなどの工業材料用途として好適に使用することが出来る。
【図面の簡単な説明】
【0013】
【図1−1】本発明のフィルムを蒸着せしめた直後のフィルム(蒸着ポリエステルフィルム)の表面模式図(断面図)
【図1−2】図1−1の蒸着ポリエステルフィルムを搬送ロールに接触せしめた直後のフィルムの表面模式図(断面図)
【図1−3】図1−2の蒸着ポリエステルフィルムのクラックが、熱収縮によって消失したことを示す模式図(断面図)
【図2−1】従来のフィルムを蒸着せしめた直後のフィルム(蒸着ポリエステルフィルム)の表面模式図(断面図)
【図2−2】図2−1の蒸着ポリエステルフィルムを搬送ロールに接触せしめた直後のフィルムの表面模式図(断面図)
【図2−3】図2−2の蒸着ポリエステルフィルムのクラックが、熱収縮によっても消失しないことを示す模式図(断面図)
【図3】熱収縮率測定用サンプルを説明するための図である。
【発明を実施するための形態】
【0014】
本発明のポリエステルフィルムとはポリエステル樹脂を用いてフィルムに成形したものである。
【0015】
ここで、ポリエステル樹脂は、主鎖中の主要な結合をエステル結合とする高分子化合物の総称であって、通常、ジカルボン酸成分とグリコール成分を重縮合反応させることによって得ることができる。
【0016】
ここで使用されるジカルボン酸成分は、主としてテレフタル酸である。本発明の効果を阻害しない限りにおいて、他のジカルボン酸成分、例えば、ナフタレンジカルボン酸、イソフタル酸、ジフェニルジカルボン酸、ジフェニルスルホンジカルボン酸、ジフェノキシエタンジカルボン酸、5−ナトリウムスルホイソフタル酸、フタル酸等の芳香族ジカルボン酸、シュウ酸、コハク酸、アジピン酸、セバシン酸、ダイマー酸、マレイン酸、フマル酸等の脂肪族ジカルボン酸、シクロヘキシンジカルボン酸等の脂環族ジカルボン酸、p−オキシ安息香酸等のオキシカルボン酸等を併用することができる。
【0017】
一方、グリコール成分は、主としてエタンジオールである。本発明の効果を阻害しない限りにおいて、他のグリコール成分、例えば、プロパンジオール、ペンタンジオール、ヘキサンジオール、ネオペンチルグリコール等の脂肪族グリコール、シクロヘキサンジメタノール等の脂環族グリコール、ビスフェノールA、ビスフェノールS等の芳香族グリコール等を併用することができる。
【0018】
さらに、ポリエチレングリコール、ポリテトラメチレングリコール等のポリエーテルを共重合してもよい。なお、これらのジカルボン酸成分、グリコール成分は2種類以上を併用してもよく、2種類以上のポリエステルをブレンドして使用しても良い。さらに2層以上に共押出し積層フィルムとして使用しても良い。
【0019】
ポリエステルの重合触媒としては、例えば、アルカリ金属化合物、アルカリ土類金属化合物、亜鉛化合物、鉛化合物、マンガン化合物、コバルト化合物、アルミニウム化合物、アンチモン化合物およびチタン化合物等が挙げられ、中でもゲルマニウム化合物、アンチモン化合物およびチタン化合物が特に好ましく用いられる。また、ポリエステルを製造する際にリン化合物等の着色防止剤を使用することができる。
【0020】
高温、減圧下で重縮合反応せしめたポリエステルは、さらに、その融点以下の温度で減圧下または不活性ガス雰囲気下で固相重合反応せしめ、アセトアルデヒドの含有量を減少させたり、所定の固有粘度、カルボキシル末端基量に調製したりすることができる。
【0021】
本発明において、蒸着後のバリア性、取扱い性、およびラミネート、印刷などの加工性の観点からの平均粒子径0.01〜5μmの粒子を含有することが好ましい。粒子はフィルム添加用の公知の粒子であればよく、たとえば、内部粒子、無機粒子、有機粒子が好ましい。
【0022】
無機粒子としては、例えば、湿式および乾式シリカ、コロイダルシリカ、ケイ酸アルミ、酸化チタン、炭酸カルシウム、リン酸カルシウム、硫酸バリウム、酸化アルミ、マイカ、カオリン、クレーなど、有機粒子としては、スチレン、シリコーン、アクリル酸類、メタクリル酸類、ポリエステル類、ジビニル化合物などを構成成分とする粒子を使用することができる。なかでも、湿式および乾式シリカ、アルミナなどの無機粒子およびスチレン、シリコーン、アクリル酸、メタクリル酸、ポリエステル、ジビニルベンゼンなどを構成成分とする粒子を使用することが好ましい。さらに、これらの内部粒子、無機粒子および有機粒子は二種以上を併用してもよい。
【0023】
また、本発明の効果を妨げない範囲において、基材フィルムには、例えば、帯電防止剤、熱安定剤、酸化防止剤、結晶核剤、耐候剤、紫外線吸収剤、顔料および染料などを含有することが可能である。
【0024】
本発明の蒸着用二軸配向ポリエステルフィルムは、属および/または金属酸化物からなる層が積層される面のSRaが10nm以上25nm以下、なおかつSPcが250個以上500個以下である必要がある。好ましくはSRaが10nm以上20nm以下、なおかつSPcが250個以上400個以下、さらに好ましくはSRaが12nm以上18nm以下、なおかつSPcが280個以上350個以下である。
【0025】
ここでSRaとは3次元表面粗さのパラメーターで、表面粗さ曲線をサインカーブで近似した際の中心面における平均粗さを意味し、中心面平均粗さと定義する。中心面平均粗さは、JIS−B0601−1994に記載されている2次元粗さパラメーターの中心線平均粗さ(Ra)を三次元に拡張したもので、表面形状曲面と中心面で囲まれた部分の体積を測定面積で割ったものである。中心面をXY面,縦方向をZ軸とし、測定された表面形状曲線をf(x、y)とする時,式(1)で定義される。ここで、LxはX方向測定長、LyはY方向測定長である。
【0026】
【数1】
【0027】
より具体的には、高精度微細形状測定器(3次元表面粗さ計)(小坂研究所製、ET−4000A)を用いて、後述する条件で触針法により測定を行い、その測定データを三次元表面粗さ解析プログラム(小坂研究所製、TDA−22)を用いて解析することにより得られる値である。
【0028】
また、SPcは3次元表面粗さのパラメーターで山数のことである。前述の中心面に平行でかつ中心面からの距離が5nmである平面を中心面の上に設け、その面よりも高い位置に頂点が存在するピークを山として計測したものである。本発明では0.2mm2 当たりの山数を計測した数値をSPcとする。
【0029】
より具体的には上述したSRaと同様に高精度微細形状測定器により測定を行ったデータを三次元表面粗さ解析プログラムを用いて解析することにより得られる値である。詳しい測定条件等は後述する。
【0030】
SRaが10nm未満、もしくはSPcが250個未満である場合は後述する蒸着工程において、多数の搬送ロールとの摩擦により蒸着膜にクラックが入り、バリア性が低下する。SRaが25nmを超える、もしくはSPcが500個を超える場合はフィルムの平滑性が損なわれ、均一で緻密な蒸着膜を形成することが出来ず、蒸着後のバリア性が悪化する。
【0031】
SRaおよびSPcを上記好ましい範囲とするためには、フィルムに粒子を添加することによって達成することはできる。具体的には、添加する粒子の粒径、添加量、および粒子種類を調整することで達成できる。より詳しくは、異なる粒径を有する無機粒子および/または有機粒子を混合して用いることでSRaおよびSPcを上記好ましい範囲とすることができる。その添加量や混合比率は粒子種類や粒径により異なるため、一概には規定することはできないが、例えば、平均粒子径2.1μmの粒子Aと平均粒子径0.4μmの粒子Bを用いてSRaとSPcを調整しようとする場合、粒子の添加量(目安)は下式によって示される。なお、下式によって得られる粒子の添加量は目安値ではあるが、最終的に僅かな微調整を行うことで、比較的精度良くSRaおよびSPcを調整できる。
SRa(nm)≒−18.8+18.4×粒子A添加量(重量%)×100/2+1.6×粒子B添加量(重量%)×100
SPc(nm)≒−164.7+154.0×粒子A添加量(重量%)×100/2+36.2×粒子B添加量(重量%)×100。
【0032】
本発明の蒸着用二軸配向ポリエステルフィルムはガスバリア性の観点から、ポリエチレンテレフタレートを用いてなるフィルム中のジエチレングリコール(以下、DEGと称する場合がある)量が、ポリエステルフィルム全体に対して0.01重量%以上1.2重量%以下であることが好ましい。
【0033】
ジエチレングリコールは一般にポリエステル製造の際に副生するが、ジエチレングリコール量を0.01重量%未満とすると重合工程が煩雑となり、コストアップの要因となることがある。また、ジエチレングリコール量が1.2重量%を超えるとフィルム中の非晶部位が増加し、非晶部位には緻密な蒸着層を形成することが難しいため、好ましくない。ジエチレングリコール量が少ないほどガスバリア性が向上するため、より好ましくは0.3重量%以上1.0重量%以下、さらに好ましくは0.35重量%以上0.9重量%以下である。
【0034】
ジエチレングリコール量を減少させるには、重合時間を短縮したり、重合触媒として使用されるアンチモン化合物、ゲルマニウム化合物、チタン化合物などの量を限定する方法、液層重合と固層重合を組み合わせる方法、アルカリ成分を含有させる方法などが挙げられる。
【0035】
本発明の蒸着用二軸配向ポリエステルフィルムは、150℃で30分間の熱処理をした時の幅方向の熱収縮率が0.1〜2.0%であることが必要である。好ましくは0.3〜1.8%、より好ましくは0.5〜1.5%である。詳しくは後述するが、蒸着直後の蒸着ポリエステルフィルムの蒸着層には多数の蒸着欠陥が発生している。その欠陥の多くは蒸着工程での搬送ロールとの摩擦によるクラックである。ポリエステルフィルムの幅方向の熱収縮率が上記好ましい範囲であれば、蒸着工程や、その後の印刷工程、粘着剤塗布工程、ラミネート工程などで受ける熱によってポリエステルフィルムが収縮することにより、蒸着層も収縮し、クラックの発生していない蒸着層では蒸着膜が緻密になることでバリア性が向上し、さらに蒸着層のクラック部分ではクラック自体が修復されることでバリア性が向上する。熱収縮率が0.1%未満であった場合、前述のバリア性向上効果が発揮されないばかりか、それぞれの加工工程でフィルムにシワが発生したり、フィルムの走行性が不安定になり、加工性が悪化するという問題が生じることがある。熱収縮率が2.0%を越える場合はポリエステルフィルムの収縮に伴う蒸着層の収縮が大きすぎるため、蒸着層に新たにクラックが発生しバリア性が低下することがある。さらに高温における熱寸法安定性が悪化し、加工後に印刷ピッチズレ、或いはそれぞれの加工工程でフィルムにシワが発生することがある。
【0036】
熱収縮率を上記好ましい範囲とするためには、熱固定温度と弛緩処理率を制御することで達成できる。具体的には、熱固定温度は190℃から240℃とすることが好ましく、弛緩処理率は0%から10%とすることが好ましい。
【0037】
本発明の蒸着用二軸配向ポリステルフィルムは、通常、連続式真空蒸着機によって金属および/または金属酸化物が蒸着される。より詳しくは、蒸着用ポリステルフィルムは、連続式真空蒸着機内に導かれた後、蒸着され、搬送ロールによって、連続式真空蒸着機の外に送り出される。
【0038】
本発明では、蒸着用二軸配向ポリエステルフィルムのSRaを10nm以上25nm以下とし、なおかつSPcを250個以上500個以下とし、さらに150℃で30分間の熱処理をした時の幅方向の熱収縮率を0.1〜2.0%でとすることにより、蒸着後のガスバリアフィルム(蒸着ポリエステルフィルム)のバリア性を飛躍的に向上させることができる。
【0039】
本発明の蒸着用二軸配向ポリエステルフィルムを用いたガスバリアフィルム(蒸着ポリエステルフィルム)が優れたガスバリア性を有する理由を、従来技術と比較しながら以下に述べる。
【0040】
(1)従来技術(従来のフィルム)
従来は、平滑な表面がガスバリア性向上に適しているとされており、フィルム中への添加の粒子量は少ないフィルムが提案されてきた。ただし、製膜性やスリット適性付与のために、ある程度の表面粗さが必要となるため、現実的には、粒径の大きな粒子を少量添加したフィルムが用いられている。
【0041】
このようなフィルムを蒸着機内にて蒸着すると、図2−1にて示されるような蒸着ポリエステルフィルムが得られる。そして、蒸着ポリエステルフィルムは、搬送ロールによって連続式真空蒸着機の外に送り出されるのであるが、図2−1にて示されるようなフィルムを、ロールによって搬送しようとすると、搬送ロールとフィルム(の突起部分)との間で摩擦が生じる(なお、図2−1や図1−1において、黒色矢印は摩擦の発生を示す)。ここで、図2−1にて示されるようなフィルムは、粒子が少量しか添加されていないので、粒子に起因する突起の数も少ない。そのため、一つの突起に大きな摩擦力がかかることとなり、巨大欠陥(クラック)が生じることとなる(図2−2)。このクラックが、ガスバリア性を低下せしめる原因となる。
【0042】
(2)本発明のフィルム
一方、本発明のポリエステルフィルムは、図1−1に示すように多数の微小な表面突起を有している。そのため、搬送ロールから受ける摩擦や応力を分散することが出来る。それゆえ、図1−2にて示すように蒸着膜欠陥が生じたとしても、極めて微小なクラックの発生にとどめることができる。
【0043】
そして、フィルムへの蒸着は高温下で施されることから、連続式真空蒸着機の内部の温度も一般に高温となる。そして、本発明のフィルムは一定の熱収縮性を有していることから、搬送ロールとの接触によって、微小なクラックが発生したとしても、図1−3にて示されるようにフィルムが熱収縮することによって修復される(なお、図1−3や図2−3において、白色矢印はフィルムの熱収縮を示す)。これによって、本発明のフィルムを用いた蒸着フィルムは優れたガスバリア性を具えることができる。
【0044】
なお、図2−1にて示されるような従来のフィルムでは、発生するクラックが大きすぎるため、フィルムが収縮したとしても、そのクラックを十分に修復することができない(図2−3)。それゆえ、従来のフィルムでは、ガスバリア性を向上できなかったのである。
【0045】
以下に、本発明の蒸着用二軸配向ポリエステルフィルムの製造方法を具体的に説明するが、本発明は以下の製造方法に限られるものではない。まず、本発明のポリエステルフィルムで使用するポリエチレンテレフタレートを用いてなるポリエステル樹脂は、市販されているポリエチレンテレフタレート樹脂をそのまま用いることができるが、以下のように重縮合反応を経て製造し、使用してもよい。
【0046】
テレフタル酸ジメチル100重量部とエチレングリコール70重量部の混合物に0.09重量部の酢酸マグネシウムと0.03重量部の三酸化アンチモンとを添加して、徐々に加熱し、最終的に220℃でメタノールを留出させながらエステル交換反応を行い、ポリエチレンテレフタレートの前駆体を合成する。ついで、該前駆体に0.02重量部のリン酸85%水溶液を添加し、重縮合反応釜に移行する。重縮合反応釜で加熱昇温しながら反応系を徐々に減圧して1hPaの減圧下、290℃で重縮合反応を行い、所望の分子量であるポリエチレンテレフタレート樹脂を得ることができる。なお、粒子を添加する場合には、エチレングリコールに粒子を分散させたスラリーを所定の粒子濃度となるように重縮合反応釜に添加して、重縮合反応を行うことが好ましい。
【0047】
ポリエステル樹脂中のジエチレングリコール量を減少させるには、重合時間を短縮したり、重合触媒として使用されるアンチモン化合物、ゲルマニウム化合物、チタン化合物などの量を限定する方法、液相重合と固相重合を組み合わせる方法、アルカリ成分を含有させる方法などが挙げられるが、特に限定されるものではない。例えば、水酸化カリウムを含有させDEG量を調節する場合、添加する量をテレフタル酸ジメチル100重量部に対して0.01重量部以上0.10重量部以下とすることでDEG量が0.01重量%以上1.5重量%以下のポリエチレンテレフタレート樹脂を得ることができる。
【0048】
次に本発明に係るポリエステルフィルムの製造方法について説明するが、かかる例に限定されるものではない。乾燥したポリエステル樹脂チップを押出機に供給し、該ポリエステル樹脂の融点以上の温度に加熱し溶融する。次いで、溶融したポリエステル樹脂をスリット状の吐出口を有するTダイから溶融シートとして押し出し、冷却ロールに密着固化してキャストフィルム(未配向フィルム(未延伸フィルム))を得る。溶融シートと冷却ロールの密着性を向上させるには、通常、静電印加密着法および/または液面塗布密着法を採用することが好ましい。
【0049】
該キャストフィルムは更に二軸に延伸される。
【0050】
まず、好ましくは、ポリエステル樹脂のガラス転移温度以上、例えば40〜130℃に加熱したロール群でMD(フィルム長手)方向に2.3〜7倍延伸し、一軸配向フィルム(一軸延伸フィルム)を得る。
次いでTD(フィルム幅)方向に好ましくは45〜130℃で3〜7倍に延伸する。なお、一方向の延伸を2段階以上で行う方法を用いることができるが、その場合も最終的な延伸倍率が上記範囲に入ることが好ましい。また、前記キャストフィルムを、面積倍率が6〜30倍になるように同時二軸延伸することも可能である。ここで、面積倍率とはMD延伸倍率にTD延伸倍率を乗じたものを意味する。この場合、易接着層を形成する塗液の塗布は同時二軸延伸前に行なう(すなわち、キャストフィルムに塗布する)ことが好ましい。
【0051】
これにより本発明の蒸着用二軸配向ポリエステルフィルム(二軸延伸フィルム)が得られる。
【0052】
また、かくして得られたフィルムを引き続きインラインおよび/またはオフラインで熱固定することが好ましい。さらに、必要に応じ熱固定を行う前または後に再度MDおよび/またはTD方向に延伸してもよい。熱固定温度は180〜250℃、好ましくは190〜240℃であり、熱処理時間は通常1秒〜5分である。
【0053】
また、この熱固定工程において、熱収縮特性を調整することができる。また、熱固定後のフィルムの冷却速度も熱収縮特性に影響する。例えば、熱固定後、フィルムを急冷あるいは徐冷、あるいは中間冷却ゾーンを設けることで熱収縮応力を調整することができる。また、特に特定の熱収縮特性を付与するために、熱固定時あるいはその後の徐冷ゾーンにおいてMD方向および/またはTD方向に、上述した条件で弛緩することが好ましい。
【0054】
フィルムには必要に応じコーティングを施すこともできる。本発明の場合、フィルムに塗布層を設けることにより、特に蒸着層やインク層との接着性を向上できる。塗液には防爆性や環境汚染の点で水溶解、乳化または懸濁したものが用いられる。塗布層は結晶配向完了後の二軸延伸フィルムに塗布する方法あるいは結晶配向完了前のフィルムに塗布した後延伸する方法があるが、本発明の効果をより顕著に発現させるためには後者の方法が特に好ましい。塗布する方法は特に限定されないが、ロールコーター、グラビアコーター、リバースコーター、キスコーター、バーコーター等を用いて塗布するのが好ましい。また、塗布する前に必要に応じて塗布面に空気中その他種々の雰囲気中でコロナ放電処理を施しておいてもよい。
【0055】
また、本発明における塗布層には、必要に応じて消泡剤、塗布性架橋剤、増粘剤、有機系潤滑剤、無機系粒子、酸化防止剤、紫外線吸収剤、発砲剤、染料、顔料等を含有せしめてもよい。
【0056】
また、本発明の蒸着用二軸配向ポリエステルフィルムは金属および/または金属酸化物からなる層が積層され、ガスバリアフィルムとして使用することが好ましい。金属または金属酸化物としては、周期表2族であるマグネシウム、カルシウム、バリウム、4族であるチタン、ジルコニウム、13族であるアルミニウム、インジウム、14族のケイ素、ゲルマニウム、スズおよびこれらの酸化物を挙げることができる。これらの中でも、特にアルミニウム、ケイ素およびその酸化物が好ましい。また、これらの金属およびその酸化物は複数を組み合わせて金属および/または金属酸化物からなる層を形成しても良い。
【0057】
かかる金属および/または金属酸化物からなる層の積層方法としては、蒸着法やスパッタリング法、イオンプレーティング法、プラズマ気相成長法(CVD)等で形成することができる。ただし、生産性を考慮すれば、現時点では真空蒸着法が最も優れている。真空蒸着法による真空蒸着装置の加熱手段としては、電子線加熱方式、抵抗加熱方式および誘導加熱方式が好ましい。また、金属および/または金属酸化物からなる層の厚みとしては、一般的には2〜300nmの範囲であることが好ましく、より好ましくは3〜100nmの範囲であり、さらに好ましくは5〜50nmの範囲である。膜厚が300nmを超えると、蒸着薄膜のフレキシビリティ(柔軟)性が低下し、製膜後(後加工工程等において)の折り曲げ、引っ張りなどの外力で、薄膜に亀裂やピンホール等を生じる恐れがあり、ガスバリア性が著しく損なわれることがある。また、透明性が低下したり着色したりするだけでなく、生産性を著しく低下させることがある。一方、2nm未満の膜厚では、透明性は良いが均一な膜が得られにくく、膜厚が十分でないことがあり、ガスバリア性の機能を十分に発現することができないことがある。
【0058】
本発明の蒸着用二軸配向ポリエステルフィルムおよびガスバリアフィルムは、食品、医薬品および電子部品等の包装材料や工業材料に好適に用いられる。特に、食品および医薬品の包装材料には、内容物の変質を防ぐために、酸素透過率や水蒸気透過率が小さく耐水密着性の優れているフィルムが好適に用いられることから、本発明の蒸着用二軸配向ポリエステルフィルムおよびガスバリアフィルムは有用である。
【0059】
<特性の評価方法>
本発明で用いた特性の評価方法は、下記のとおりである。
【0060】
(1) ガスバリアフィルムの酸素透過率(O2TR)
ガスバリアフィルムの酸素透過率を温度23℃、湿度0%RHの条件で、米国、モコン(MOCON)社製の酸素透過率測定装置(機種名、“オキシトラン”(登録商標)(“OXTRAN ”2/20))を使用して、JIS K7126(2000年版)に記載のB法(等圧法)に基づいて測定した。また、測定は2回行い、2つの測定値の平均値を各実施例と比較例における酸素透過率の値とした。各実施例・比較例について、2枚の試験片で行った結果を酸素透過率の値とした。
【0061】
(2) ガスバリアフィルムの水蒸気透過率(MVTR)
ガスバリアフィルムの水蒸気透過率を温度40℃、湿度90%RHの条件で、米国、モコン(MOCON)社製の水蒸気透過率透過率測定装置(機種名、“パ−マトラン”(登録商標)W3/31)を使用してJIS K7129(2000年版)に記載のB法(赤外センサー法)に基づいて測定した。また、測定は2回行い、2つの測定値の平均値を各実施例と比較例における水蒸気透過率の値とした。各実施例・比較例について、2枚の試験片で行った結果を水蒸気透過率の値とした。
【0062】
(3)フィルム厚み
マイクロメーター(商品名:μ−mate、ソニー株式会社製)を用い、二軸配向ポリエステルフィルムの厚みを10箇所測定し、平均値を求めた。
【0063】
(4)熱収縮率
蒸着用二軸配向ポリエステルフィルムから、フィルム幅方向の長さが200mm、フィルム長手方向の長さが10mmとなるように長方形のサンプルを採取する(図3)。
次いで、図3に示すように、サンプルに標線を記入する。標線間の長さは100mmとする。
次いで、サンプルの一方の短辺に重さ1gの錘を付す。
次いで、予め雰囲気温度を150℃としたオーブンに、サンプルを吊るす。このとき、錘を付した短辺が下方向に、錘を付さなかった短辺が上方向になるように吊るすものとする。
サンプルをオーブン内にて30分間加熱した後、オーブンから取り出し、標線間の長さ(mm)を計測する。
フィルムの収縮率を、下式に基づき、算出する。
熱収縮率(%)=100−100×[150℃・30分加熱後の標線間の長さ](mm)/100(mm)。
【0064】
(5)中心面面粗さ(SRa)、山数(SPc)
蒸着用二軸配向ポリエステルフィルムの蒸着層が設けられる側の表面を高精度微細形状測定器(3次元表面粗さ計)(小坂研究所製、ET−4000A)を用いて次の条件で触針法により測定を行った。その測定データから、三次元表面粗さ解析プログラム(小坂研究所製、TDA−22)を用いてSRaおよびSPcを求めた。
触針:先端半径0.5(μmR)、径2.0(μm)、ダイヤモンド製
測定力(針圧):100(μN)
測定方向:フィルム長手方向
X測定長さ:0.5(mm)
X送り速さ(測定速度):0.1(mm/s)
Y送りピッチ(測定間隔):5(μm)
Yライン数(測定本数):81(本)
Z倍率(縦倍率):20000(倍)
低域カットオフ(うねりカットオフ値):0.25(mm)
高域カットオフ(粗さカットオフ値):R+W(mm)
ここで、カットオフ値R+Wとはカットオフしないことを意味する。
位相特性(フィルタ方式):2CRノーマル型
総サンプル点数上限:90601(ポイント)
極性:ノーマル
Xピッチ下限:1(μm)
レベリング(傾斜補正):無し
基準面積:0.2(mm2)。
【実施例】
【0065】
次に、実施例を挙げて、具体的に本発明の蒸着用二軸配向ポリエステルフィルムおよびガスバリアフィルムについて説明する。実施例中で「部」とは、特に注釈のない限り「重量部」であることを意味する。
【0066】
[ポリエステルの製造]
蒸着用二軸配向ポリエステルフィルムを構成する熱可塑性樹脂たるポリエステル樹脂は以下のように準備した。
【0067】
(1)ポリエステル樹脂
テレフタル酸ジメチル100重量部、およびエチレングリコール61重量部の混合物に、0.04重量部の酢酸マグネシウム、0.02重量部の三酸化アンチモンを添加して、徐々に昇温し、最終的には220℃でメタノールを留出させながらエステル交換反応を行う。ついで、該エステル交換反応生成物に、0.020重量部のリン酸85%水溶液を添加した後、重縮合反応釜に移行する。さらに、加熱昇温しながら反応系を徐々に減圧して1hPaの減圧下、290℃で常法により重縮合反応を行い、ジエチレングリコール量1.2重量%、固有粘度0.65であり、なおかつ酸成分の95モル%以上がテレフタル酸からなり、グリコール成分の95モル%以上がエチレングリコールからなるポリエチレンテレフタレート樹脂(以下、「PET」ということもある)を作製した。
【0068】
(2)粒子マスター1
上記(1)のポリエステルを製造する際、エステル交換反応後にレーザ回折/散乱式粒度分布測定装置LA−700(株式会社堀場製作所製)によって測定されるメジアン径(平均粒子径)2.1μmの凝集シリカ粒子のエチレングリコールスラリーを添加してから重縮合反応を行い、粒子濃度2.0重量%の粒子マスターを得た。
【0069】
(3)粒子マスター2
上記(1)のポリエステルを製造する際、エステル交換反応後にメジアン径0.4μmの凝集シリカ粒子のエチレングリコールスラリーを添加してから重縮合反応を行い、粒子濃度1.0重量%の粒子マスターを得た。
【0070】
次に本発明を実施例に基づいて説明するが必ずしもこれに限定されるものではない。
【0071】
(実施例1)
ポリエチレンテレフタレート樹脂を91.2重量部、粒子マスター1を0.8重量部、粒子マスター2を8.0重量部の割合で混合して使用した。
ポリエチレンテレフタレート樹脂と粒子マスター1と粒子マスター2の混合物を真空乾燥した後、押出機に供給して、280℃で溶融押出し、8μmカットのステンレス繊維焼結フィルター(FSS)で濾過した後、T字型口金からシート状に押出し、これを表面温度25℃の冷却ドラムに静電密着法で冷却固化せしめた。このようにして得られた未延伸(未配向)PETフィルムを、125℃に2秒間加熱した後、MD方向に130℃にて4.7倍に延伸して1軸配向フィルムとした。この1軸配向フィルムを105℃で2秒間予熱し、次いで110℃に加熱しつつTD方向に3.3倍に延伸した。このフィルムを240℃の熱風中に導き入れ、2秒間MD方向、TD方向に弛緩させずに熱処理した後、170℃で幅方向にTD延伸後のフィルム幅に対して8.0%の弛緩処理を施し冷却した。最終的に室温まで冷却した後、20W・min/m2の処理強度でコロナ放電処理を行い、これを巻取り機に導いて巻き上げてミルロールとした。このようにして最終的に厚み12μmの蒸着用二軸配向ポリエステルフィルムを得た。
【0072】
次いで、得られたポリエステルフィルムに、搬送ロールを有する連続式真空蒸着機を用いて、酸化アルミニウムを蒸着層厚さ15nmに蒸着してガスバリアフィルム(蒸着ポリエステルフィルム)を得た。
【0073】
(実施例2〜16)
表1に示すポリエチレンテレフタレート樹脂と粒子マスター1と粒子マスター2の混合比率および熱固定温度と弛緩処理率として、その他の条件は実施例1と同様の条件とし、厚さ12μmの蒸着用二軸配向ポリエステルフィルムを得た。
【0074】
次いで、得られたポリエステルフィルムに、搬送ロールを有する連続式真空蒸着機を用いて、酸化アルミニウムを蒸着層厚さ15nmに蒸着してガスバリアフィルムを得た。
【0075】
(比較例1〜22)
表2に示すポリエチレンテレフタレート樹脂と粒子マスター1と粒子マスター2の混合比率および熱固定温度と弛緩処理率として、その他の条件は実施例1と同様の条件とし、厚さ12μmの蒸着用二軸配向ポリエステルフィルムを得た。
【0076】
次いで、得られたポリエステルフィルムに、搬送ロールを有する連続式真空蒸着機を用いて、酸化アルミニウムを蒸着層厚さ15nmに蒸着してガスバリアフィルムを得た。
【0077】
実施例1〜17の特性を表1に、比較例1〜22の特性を表2に示す。
【0078】
【表1】
【0079】
【表2】
【産業上の利用可能性】
【0080】
本発明の蒸着用二軸配向ポリエステルフィルムおよびガスバリアフィルムは、食品包装用や太陽電池バックシートなどの工業材料用等に使用するガスバリア性フィルムとして各種バリアフィルムに応用することができ有用である。
【符号の説明】
【0081】
1:蒸着層
2:フィルム中の粒子
3:フィルム
4:重大な蒸着層欠陥(巨大クラック)
5:軽微な蒸着層欠陥(微小クラック)
A:熱収縮率測定用サンプル
B:標線
【特許請求の範囲】
【請求項1】
少なくとも片面に金属および/または金属酸化物からなる層が積層される態様で用いられる二軸配向ポリエステルフィルムであって、
金属および/または金属酸化物からなる層が積層される面のSRa(中心面平均粗さ)が10nm以上25nm以下であり、かつSPc(山数)が250個以上500個以下であり、150℃・30分における幅方向の熱収縮率が0.1%以上2.0%以下である蒸着用二軸配向ポリエステルフィルム。
【請求項2】
請求項1に記載の蒸着用二軸配向ポリエステルフィルムの少なくとも片面に金属および/または金属酸化物からなる層が積層されたガスバリアフィルム。
【請求項1】
少なくとも片面に金属および/または金属酸化物からなる層が積層される態様で用いられる二軸配向ポリエステルフィルムであって、
金属および/または金属酸化物からなる層が積層される面のSRa(中心面平均粗さ)が10nm以上25nm以下であり、かつSPc(山数)が250個以上500個以下であり、150℃・30分における幅方向の熱収縮率が0.1%以上2.0%以下である蒸着用二軸配向ポリエステルフィルム。
【請求項2】
請求項1に記載の蒸着用二軸配向ポリエステルフィルムの少なくとも片面に金属および/または金属酸化物からなる層が積層されたガスバリアフィルム。
【図1−1】

【図1−2】
【図1−3】
【図2−1】
【図2−2】
【図2−3】
【図3】
【図1−2】
【図1−3】
【図2−1】
【図2−2】
【図2−3】
【図3】
【公開番号】特開2011−212857(P2011−212857A)
【公開日】平成23年10月27日(2011.10.27)
【国際特許分類】
【出願番号】特願2010−80700(P2010−80700)
【出願日】平成22年3月31日(2010.3.31)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
【公開日】平成23年10月27日(2011.10.27)
【国際特許分類】
【出願日】平成22年3月31日(2010.3.31)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
[ Back to top ]