
蓄電デバイス用セパレータ
【課題】 本発明は、セパレータが駆動用電解液を含浸状態で電極と捲回もしくは積層することができる湿紙状態の引っ張り強度を有したセパレータを提供する。
【解決手段】 少なくとも1層が合成繊維を含有する2層以上の繊維層を積層してなる蓄電デバイス用セパレータであって、前記繊維層の少なくとも1層に熱硬化型樹脂を含有し、含浸塗布された該熱硬化型樹脂が融着されて半硬化状態乃至硬化状態であり、湿紙状態の引っ張り強度が3N/15mm以上である蓄電デバイス用セパレータである。前記熱硬化型樹脂がフェノール樹脂、エポキシ樹脂から選ばれた少なくとも1種からなることが好ましい。
【解決手段】 少なくとも1層が合成繊維を含有する2層以上の繊維層を積層してなる蓄電デバイス用セパレータであって、前記繊維層の少なくとも1層に熱硬化型樹脂を含有し、含浸塗布された該熱硬化型樹脂が融着されて半硬化状態乃至硬化状態であり、湿紙状態の引っ張り強度が3N/15mm以上である蓄電デバイス用セパレータである。前記熱硬化型樹脂がフェノール樹脂、エポキシ樹脂から選ばれた少なくとも1種からなることが好ましい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、蓄電デバイス用セパレータに関するものであり、特に、リチウムイオン二次電池、ポリマーリチウム二次電池、電気二重層キャパシタ又はアルミニウム電解コンデンサ用などの蓄電デバイス用セパレータ(以下、「セパレータ」という。)に関する。
【背景技術】
【0002】
近年、産業用、民生用のいずれにおいても電気・電子機器の増加している上に、ハイブリッド自動車が実用化されたことにより、それらに搭載される蓄電デバイス、例えば、リチウムイオン二次電池、ポリマーリチウム二次電池、アルミニウム電解コンデンサ、電機二重層キャパシタなどの需要が著しく増加している。電気・電子機器は長寿命化、高機能化が日進月歩で進行しており、蓄電デバイス用セパレータにおいても長寿命化、高機能化が要求されており、過酷な環境下での使用も増えている。
【0003】
リチウムイオン二次電池は、活物質とリチウム含有酸化物とポリフッ化ビニリデン等のバインダーを1−メチル−2−ピロリドンで混合しアルミニウム製集電体上にシート化した正極と、リチウムイオンを吸蔵放出し得る炭素質材料とポリフッ化ビニリデン等のバインダーを1−メチル−2−ピロリドンで混合し銅製集電体上にシート化した負極と、ポリエチレンやポリプロピレン等により成る多孔質電解質膜とを、正極、電解質膜、負極の順に捲回もしくは積層した電極体に駆動用電解液を含浸し、アルミニウムケースにより封止した構造のものである。
【0004】
電気二重層キャパシタは、活性炭と導電剤及びバインダーを混錬したものをアルミニウム製正極、負極各集電体の両面に貼り付け、セルロース等により成るセパレータを介して捲回もしくは積層した電極体に駆動用電解液を含浸し、アルミニウムケースと封止体により梱包して短絡しないように正極リードと負極リードを封止体に貫通させ外部に引き出した構造のものである。
【0005】
従来、前記リチウムイオン二次電池のセパレータとしてはポリエチレン、ポリプロピレン等の多孔質膜が使用されており、電気二重層キャパシタのセパレータとしては、セルロースパルプから成る紙や、セルロース繊維から成る不織布が使用されている。
一般に、従来の蓄電デバイスは、正極、セパレータ、負極の順に捲回もしくは積層した電極体を、注液孔を有するケース等に気密封止し、注液孔から駆動用電解液を一定量注液した後、減圧状態で前記注液孔部分を封口して組み立てられる(例えば、特許文献1参照)。
このように正極、セパレータ、負極の順に捲回もしくは積層した電極体を、注液孔を有するケース等に気密封止し、注液孔から駆動用電解液を一定量注液した後、減圧状態で前記注液孔部分を封口する方法では、蓄電デバイスの生産効率が悪いという問題を有していた。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平10−64769号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、セパレータが駆動用電解液を含浸状態で電極と捲回もしくは積層することができる湿紙状態の引っ張り強度を有したセパレータを提供する。
【課題を解決するための手段】
【0008】
本発明の蓄電デバイス用セパレータは、少なくとも1層が合成繊維を含有する2層以上の繊維層を積層してなる蓄電デバイス用セパレータであって、前記繊維層の少なくとも1層に熱硬化型樹脂を含有し、含浸塗布された該熱硬化型樹脂が融着されて半硬化状態乃至硬化状態であり、湿紙状態の引っ張り強度が3N/15mm以上であることを特徴とする。
また、前記熱硬化型樹脂がフェノール樹脂、エポキシ樹脂から選ばれた少なくとも1種からなることが好ましい。
また、前記合成繊維が、ポリエチレンテレフタレート、ポリブチレンテレフタレート、全芳香族ポリアミド、全芳香族ポリエステル、半芳香族ポリアミド、ポリフェニレンサルファイド、ポリパラフェニレンベンゾビスオキサゾール、ポリエチレン、ポリプロピレン、アラミド、ポリアリレートから選ばれる少なくとも1種以上であることが好ましい。
また、前記合成繊維の繊維径が5μm以下、繊維長が10mm以下であることが好ましい。
【0009】
また、前記繊維層が、2つ以上のヘッドを有する傾斜ワイヤー抄紙機を用い、抄紙ネット上で重ねて抄き合わせてなることが好ましい。
また、前記繊維層が、第1のフローボックス内の吃水線と抄紙ネットとの交差部近傍に第2のフローボックス下部が位置する構造を持つ複数層を同時に形成できる多槽傾斜型湿式抄紙機を使用し、抄紙ネット上で重ねて抄き合わせてなることが好ましい。
また、前記蓄電デバイスが、リチウムイオン二次電池、ポリマーリチウム二次電池、電気二重層キャパシタ、アルミニウム電解コンデンサのいずれかであることが好ましい。
【発明の効果】
【0010】
本発明は、セパレータが駆動用電解液を含浸状態で電極と捲回もしくは積層することができる湿紙状態の引っ張り強度を有したセパレータを提供する。
本発明のセパレータは、駆動用電解液を含浸状態で電極と捲回もしくは積層することができる湿紙状態の引っ張り強度を有し、薄膜で、有機溶剤やイオン性液体存在下での高温環境下での耐久性に、非常に優れている。従って、本発明のセパレータは、電気二重層キャパシタのような蓄電デバイスに好適に用いられ、電極間の短絡防止や自己放電の抑制に優れる。
【図面の簡単な説明】
【0011】
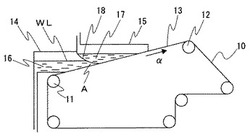
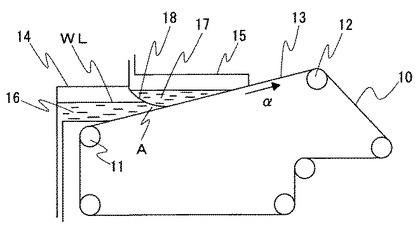
【図1】本発明にかかる多槽傾斜型湿式抄紙機の構成を示す断面図である。
【発明を実施するための形態】
【0012】
本発明は、抄紙後の乾燥状態のセパレータに熱硬化型樹脂を含浸塗布後、該熱硬化型樹脂を熱処理により半硬化乃至硬化させることにより繊維間の結合が強化されるため、湿紙の引っ張り強度が向上する。例えば、エーテル類、ケトン類、ラクトン類、ニトリル類、アミン類、アミド類、硫黄化合物、ハロゲン化炭化水素類、エステル類、カーボネート類、ニトロ化合物、リン酸エステル系化合物、スルホラン系炭化水素類などおよびこれらの混合溶媒などに電解質塩を溶解させた駆動用電解液を含浸状態で電極と捲回もしくは積層することが出きる湿紙状態の引っ張り強度が3N/15mm以上、好ましくは5N/15mmであるセパレータを提供することができる。
本発明でいう湿紙状態の引っ張り強度とは、プロピレンカーボネートに1mol/Lとなるようにテトラエチルアンモニウムテトラフルオロボレートを溶解したものにセパレータを15秒間浸責した後、取り出して25℃の環境下で30秒間放置し、放置後のセパレータをJIS C 2111に準じて引っ張り強度を測定した値をいう。
【0013】
また、繊維が熱硬化型樹脂により被覆されるため、有機溶剤やイオン性液体、更には高温条件に対する耐久性が高くなり、長期間高温雰囲気下で使用され続けても劣化しにくい高温長期使用時の耐久性に優れたセパレータを提供することができる。
【0014】
前記熱硬化型樹脂としては、フェノール樹脂、エポキシ樹脂から選ばれた少なくとも1種からなることが好ましい。
フェノール樹脂としては、フェノール成分がp−t−ブチルフェノール、ビスフェノールA、クレゾールよりなる群から選択された1種又はそれ以上よりなる、p−t−ブチルフェノール型、ビスフェノールA型、クレゾール型、またはそれらの共縮合型のレゾール型フェノール樹脂乃至クレゾール型フェノール樹脂などから選択される少なくとも1種を用いることができる。
【0015】
また、エポキシ樹脂としては、ビスフェノールAグリシジルエーテル型エポキシ化合物、ビスフェノールS型およびビスフェノールF型ノボラックグリシジルエーテルタイプおよびフェノールノボラックタイプのエポキシ樹脂、ダイマー酸グリシジルエステル、ポリオキシアルキレングリコールのグリシジルエーテル等などから選択される少なくとも1種を用いることができる。
【0016】
熱硬化型樹脂は、セパレータに含有させる全繊維100質量部に対して5質量部から200質量部含有させることが好ましく、特に好ましくは、10質量部から100質量部である。5質量部未満では、湿紙状態での引っ張り強度が3N/15mm未満となり、200質量部超では、熱硬化型樹脂により空孔が埋まりセパレータがフィルム化してしまう。
熱硬化型樹脂を含浸塗布する時に用いる溶媒として、熱硬化型樹脂を溶解する有機溶剤であれば、いずれも使用できるが、沸点150℃以下の有機溶剤が好ましい。
【0017】
本発明に使用される合成繊維は、ポリエチレンテレフタレート、ポリブチレンテレフタレート、全芳香族ポリアミド、全芳香族ポリエステル、半芳香族ポリアミド、ポリフェニレンサルファイド、ポリパラフェニレンベンゾビスオキサゾール、ポリエチレン、ポリプロピレン、アラミド、ポリアリレートから選ばれた少なくとも1種以上の樹脂よりなるものが好ましく使用されるが、必ずしもこれらに限定されるものではなく、耐熱性が高く、駆動用電解液に用いる有機溶剤やイオン性液体に対して溶解しないものであれば、いずれのものも用いることができる。該合成繊維を含有する繊維層を積層することによって、有機溶剤やイオン性液体に対する耐久性が高くなり、長期間高温雰囲気下で使用され続けても劣化しにくくなる。
【0018】
本発明において、前記合成繊維を含有する繊維層、およびその繊維層と積層される繊維層に用いられる他の繊維は、前記合成繊維の中から選択しても良く、また、前記以外の他の合成繊維あるいは天然パルプからなるセルロース繊維等のいずれも用いることができる。これらの合成繊維およびセルロース繊維等は、電解液の保持性を良くするため、また、均一な繊維層を形成するために叩解可能であることが好ましい。
【0019】
本発明において、合成繊維の繊維径は5μm以下、繊維長は10mm以下が好ましく、特に好ましくは繊維径が3μm以下、繊維長が3mm以下である。繊維径が5μm以上、繊維長が10mm以上の場合は、薄膜化した際に貫通孔ができる可能性が高くなり、内部短絡の原因となりやすい。
【0020】
本発明において、繊維層の細孔径は、バブルポイント法による平均孔径が0.1μm〜15μmであることが好ましく、より好ましくは0.1μm〜5.0μmの範囲である。平均孔径が0.1μmより小さいと、イオン伝導性が低下し、内部抵抗が高くなりやすい。また、セパレータの製造の際に水が抜けにくいため、製造しにくくなる。15μmを超えると、薄膜化した場合に内部短絡を生じやすくなる。尚、バブルポイント法による孔径の測定は、西華産業社製のポロメーターを使用すればよい。
【0021】
本発明のセパレータの厚さは、50μm以下であることが好ましい。セパレータの厚さが50μmを超えると、蓄電デバイスの薄型化に不利になると同時に、一定のセル体積に入れられる電極材の量が少なくなり、容量が小さくなってしまうばかりでなく、抵抗が高くなり好ましくない。
また、本発明のセパレータの密度は、0.20g/cm3〜0.75g/cm3であることが好ましい。0.20g/cm3未満であると、セパレータの空隙部分が過多となり、短絡の発生や、耐自己放電性が悪化しやすいなどの不具合を生じやすい。一方、密度が0.75g/cm3より大きいと、セパレータを構成する材料の詰まり方が過多となるために、イオン移動が阻害され抵抗が高くなりやすい。
【0022】
本発明のセパレータの空隙率は、30%〜90%の範囲にあることが、短絡を防止することと抵抗が高くなるのを抑えることを両立させるために好ましい。
ここでいう空隙率は、坪量M(g/cm2)、厚さT(μm)、密度D(g/cm3)を用いて次式により求められる。
空隙率(%)=[1−(M/T)/D]×100
【0023】
以上説明したように、本発明のセパレータは、繊維層を2層以上積層した積層構造を有し、かつ、少なくとも1層が上記した耐熱性を有する合成繊維を含有する繊維層からなり、熱硬化型樹脂を含有し、含浸塗布された該熱硬化型樹脂が、熱処理による半硬化状態乃至硬化状態であるため、繊維間の結合が強化され、湿紙の引っ張り強度が向上するので、駆動用電解液を含浸状態で電極と捲回もしくは積層することができ、リチウムイオン二次電池、リチウムイオンキャパシタ、ポリマー電池及び電気二重層キャパシタなどの蓄電デバイスに好適に使用することができる。なお、本発明のセパレータを用いて蓄電デバイスを組み立てる場合、正極、負極、電解液など蓄電デバイスを構成する材料は、従来周知のものなら如何なるものでも使用することができる。
【0024】
次に、本発明のセパレータの製造方法について説明するが、これのみに限定されるものではなく、他の方法でも本発明のセパレータを製造することは可能である。
先ず、繊維径5μm以下、繊維長5mm以下に裁断もしくは叩解された1種類以上の合成繊維を、水に分散する。本発明に用いる繊維は、非常に微細なために離解工程では均一に分散しにくいため、パルパーやアジテータのような分散装置や、超音波分散装置を用いることによって、良好な分散が可能である。また、この分散工程で使用する水は、イオン性不純物をできるだけ少なくするために、イオン交換水を用いた方が好ましい。次に、上記と同一の合成繊維又は異種繊維を上記とは別のパルパーやアジテータのような分散装置で水に分散する。叩解は、一般的な叩解機であるボールミル、ビーター、ランペルミル、PFIミル、SDR(シングルディスクリファイナー)、DDR(ダブルディスクリファイナー)、高圧ホモジナイザー、ホモミクサー、あるいはその他のリファイナー等を使用して叩解することができる。
【0025】
上記で得られた繊維の分散体を、長網式、短網式、円網式、傾斜式などの湿式抄紙機を適用し、抄造する。連続したワイヤーメッシュ状の脱水パートで脱水する。湿式抄紙機の中で、2つのヘッドを有する傾斜ワイヤー抄紙機を用いると、2層以上の繊維層を重ね抄き合わせする場合、繊維層間の境界もできにくく、また、ピンホールのない均一なセパレータが得られる。重ね抄き合わせした後、多筒式やヤンキー式ドライヤー等の乾燥パートを通すことによって乾燥状態のセパレータを得ることができる。この抄紙後の乾紙状態のセパレータに目標強度に応じて希釈した熱硬化型樹脂溶液を含浸塗布する。塗布方式としてはダイレクトロールコーター、ディップコーター、スプレーコーター、キッスロールコーター等の塗布方式で浸漬され、多筒式やヤンキー式ドライヤー等の乾燥パートを通すことによって乾燥させて、セパレータを製作する。
【0026】
なお、熱硬化型樹脂溶液の含浸塗布は、セパレータに紙断やシワが発生しやすいため、フェルト又はカンバス上、あるいは、通気性の良いキャリアー上で噴霧塗布することがより好ましい。従い、塗布方式としては、スプレーコーターが好適である。
【0027】
特に、抄造方法として、第1のフローボックス内の吃水線と抄紙ネットとの交差部近傍に第2のフローボックス下部が位置する構造を持つ複数層を同時に形成できる多槽傾斜型湿式抄紙機を使用し、抄紙ネット上で繊維層を重ねて抄き合わせてなる方法が、繊維層どうしの繊維が積層間で絡み合い剥離しがたくなっているので更に好ましい。また、多槽傾斜型湿式抄紙機で得られたセパレータは、繊維層間の境界もできにくく、ピンホールのない均一なセパレータが得られる。
【0028】
このような多槽傾斜型湿式抄紙機としては、図1のような構成を有する。図1に示したように、抄紙ネット10は、複数のガイドローラーによって矢印a方向に走行される。ガイドローラー11からガイドローラー12の間の傾斜した抄紙ネット10を傾斜走行部13という。本発明においては、第1のフローボックス14内の吃水線WLと傾斜走行部13との交差部近傍Aに第2のフローボックス15の下部が位置する。該交差部近傍Aでは、第1のフローボックス14内の繊維を含む分散体16と第2のフローボックス15内の繊維を含む分散体17が、隔壁18を隔てて隣接している。交差部近傍Aにおける隔壁18と傾斜走行部13との間は、間隙を有し、抄紙ネット10の走行にともない第1のフローボックス14から流れ出された分散体16は、この間隙を通って第2のフローボックス15内の分散体17と混合されるものである。
【実施例1】
【0029】
繊維径2.5μm、繊維長6mmのポリエチレンテレフタレート繊維をイオン交換水に0.05質量%の濃度でパルパー内に投入し30分間分散し、繊維の分散体Aを作製した。次に、繊維径0.2μm、繊維長0.6mmにフィブリル化された全芳香族ポリアミドと、繊維径0.5μm、繊維長1mmにフィブリル化された溶剤紡糸セルロースを質量比で1対1の割合で混合し、イオン交換水に0.05質量%の濃度で上記とは別のパルパー内に投入し30分間分散し、繊維の分散体Bを作製した。
上記分散体Aを、JIS P8222に規定する標準型手抄き装置を用いて抄造し、湿紙シートを得た。さらに、該シート上に分散体Bを抄造した。その後、得られた湿体シートを手抄き装置から取り出し、ヤンキードライヤーにて130℃で乾燥した後に、乾燥繊維質量100質量部に対し、乾燥後の塗布量が20質量部になるようにp−t−ブチルフェノール型レゾールフェノール樹脂のエタノール溶液を噴霧して含浸塗布し、ヤンキードライヤーにて150℃で乾燥して本発明のセパレータを得た。
得られたセパレータは、熱硬化型樹脂が半硬化状態乃至硬化状態で、物性は、密度は0.43g/cm3、空隙率は73%、セパレータの厚さは29μmであった。
【実施例2】
【0030】
実施例1において、p−t−ブチルフェノール型レゾールフェノール樹脂をビスフェノールS型ノボラックグリシジルエーテルタイプエポキシ樹脂に変更した以外は同様にして本発明のセパレータを得た
得られたセパレータは、熱硬化型樹脂が半硬化状態乃至硬化状態で、物性は、密度は0.41g/cm3、空隙率は73%、セパレータの厚さは30μmであった。
【実施例3】
【0031】
実施例1において、p−t−ブチルフェノール型レゾールフェノール樹脂の噴霧塗布量を10質量部に変更した以外は同様にして本発明のセパレータを得た。
得られたセパレータは、熱硬化型樹脂が半硬化状態乃至硬化状態で、物性は、密度は0.42g/cm3、空隙率は72%、セパレータの厚さは31μmであった。
【実施例4】
【0032】
実施例1において、p−t−ブチルフェノール型レゾールフェノール樹脂の噴霧塗布量を60質量部に変更した以外は同様にして本発明のセパレータを得た。
得られたセパレータは、熱硬化型樹脂が半硬化状態乃至硬化状態で、物性は、密度は0.40g/cm3、空隙率は71%、セパレータの厚さは32μmであった。
【実施例5】
【0033】
実施例1において、p−t−ブチルフェノール型レゾールフェノール樹脂の噴霧塗布量を150質量部に変更した以外は同様にして本発明のセパレータを得た。
得られたセパレータは、熱硬化型樹脂が半硬化状態乃至硬化状態で、物性は、密度は0.40g/cm3、空隙率は73%、セパレータの厚さは31μmであった。
【実施例6】
【0034】
繊維径2.5μm、繊維長6mmのポリエチレンテレフタレート繊維と繊維径0.2μm、繊維長0.6mmにフィブリル化された全芳香族ポリアミドを質量比で1対1の割合で混合し、イオン交換水に0.05質量%の濃度でパルパー内に投入し30分間分散し、繊維の分散体Eを作製した。次に、繊維径0.5μm、繊維長1mmにフィブリル化された溶剤紡糸セルロースをイオン交換水に0.05質量%の濃度で上記とは別のパルパー内に投入し30分間分散し、繊維の分散体Fを作製した。
上記分散体Eを、JIS P8222に規定する標準型手抄き装置を用いて抄造し、湿紙シートを得た。さらに、該シート上に分散体Fを抄造した。その後、得られた湿体シートを手抄き装置から取り出し、ヤンキードライヤーにて130℃で乾燥した後に、乾燥繊維質量100質量部に対し、乾燥後の塗布量が20質量部になるようにp−t−ブチルフェノール型レゾールフェノール樹脂のエタノール溶液を噴霧して含浸塗布し、ヤンキードライヤーにて150℃で乾燥して本発明のセパレータを得た。
得られたセパレータは、熱硬化型樹脂が半硬化状態乃至硬化状態で、物性は、密度は0.39g/cm3、空隙率は74%、セパレータの厚さは20μmであった。
【実施例7】
【0035】
繊維径2.5μm、繊維長6mmのポリエチレンテレフタレート繊維と繊維径0.8μm、繊維長1.5mmにフィブリル化されたポリフェニレンサルファイドを質量比で1対1の割合で混合し、イオン交換水に0.05質量%の濃度でパルパー内に投入し30分間分散し、繊維の分散体Gを作製した。次に、繊維径0.5μm、繊維長1mmにフィブリル化された溶剤紡糸セルロースをイオン交換水に0.05質量%の濃度で上記とは別のパルパー内に投入し30分間分散し、繊維の分散体Hを作製した。
上記分散体Gを、JIS P8222に規定する標準型手抄き装置を用いて抄造し、湿紙シートを得た。さらに、該シート上に分散体Hを抄造した。その後、得られた湿体シートを手抄き装置から取り出し、ヤンキードライヤーにて130℃で乾燥した後に、乾燥繊維質量100質量部に対し、乾燥後の塗布量が20質量部になるようにp−t−ブチルフェノール型レゾールフェノール樹脂のエタノール溶液を噴霧して含浸塗布し、ヤンキードライヤーにて150℃で乾燥して本発明のセパレータを得た。
得られたセパレータは、熱硬化型樹脂が半硬化状態乃至硬化状態で、物性は、密度は0.40g/cm3、空隙率は73%、セパレータの厚さは31μmであった。
【実施例8】
【0036】
繊維径0.2μm、繊維長0.6mmにフィブリル化された、全芳香族ポリエステル繊維をイオン交換水に0.05質量%の濃度でパルパー内に投入し30分間分散し、繊維の分散体Iを作製した。次に、繊維径0.5μm、繊維長1mmにフィブリル化された溶剤紡糸セルロースをイオン交換水に0.05質量%の濃度で上記とは別のパルパー内に投入し30分間分散し、繊維の分散体Jを作製した。
上記分散体Iを、JIS P8222に規定する標準型手抄き装置を用いて抄造し、湿紙シートを得た。さらに、該シート上に分散体Jを抄造した。その後、得られた湿体シートを手抄き装置から取り出し、ヤンキードライヤーにて130℃で乾燥した後に、乾燥繊維質量100質量部に対し、乾燥後の塗布量が20質量部になるようにp−t−ブチルフェノール型レゾールフェノール樹脂のエタノール溶液を噴霧して含浸塗布し、ヤンキードライヤーにて150℃で乾燥して本発明のセパレータを得た。
得られたセパレータは、熱硬化型樹脂が半硬化状態乃至硬化状態で、物性は、密度は0.39g/cm3、空隙率は72%、セパレータの厚さは30μmであった。
【実施例9】
【0037】
繊維径0.2μm、繊維長0.6mmにフィブリル化された、全芳香族ポリエステル繊維をイオン交換水に0.05質量%の濃度でパルパー内に投入し30分間分散し、繊維の分散体Kを作製した。次に、繊維径0.2μm、繊維長0.6mmにフィブリル化された全芳香族ポリアミドと、繊維径0.5μm、繊維長1mmにフィブリル化された溶剤紡糸セルロースを質量比で1対1の割合で混合し、イオン交換水に0.05質量%の濃度で上記とは別のパルパー内に投入し30分間分散し、繊維の分散体Lを作製した。
上記分散体Kを、JIS P8222に規定する標準型手抄き装置を用いて抄造し、湿紙シートを得た。さらに、該シート上に分散体Lを抄造した。その後、得られた湿体シートを手抄き装置から取り出し、ヤンキードライヤーにて130℃で乾燥した後に、乾燥繊維質量100質量部に対し、乾燥後の塗布量が20質量部になるようにp−t−ブチルフェノール型レゾールフェノール樹脂のエタノール溶液を噴霧して含浸塗布し、ヤンキードライヤーにて150℃で乾燥して本発明のセパレータを得た。
得られたセパレータは、熱硬化型樹脂が半硬化状態乃至硬化状態で、物性は、密度は0.40g/cm3、空隙率は72%、セパレータの厚さは30μmであった。
【実施例10】
【0038】
繊維径0.5μm、繊維長5mmポリエチレンテレフタレート繊維をイオン交換水に0.05質量%の濃度でパルパー内に投入し30分間分散し、繊維の分散体Mを作製した。次に、繊維径0.2μm、繊維長0.6mmにフィブリル化された全芳香族ポリアミドと、繊維径0.5μm、繊維長1mmにフィブリル化された溶剤紡糸セルロースを質量比で1対1の割合で混合し、イオン交換水に0.05質量%の濃度で上記とは別のパルパー内に投入し30分間分散し、繊維の分散体Nを作製した。
上記分散体Mを、JIS P8222に規定する標準型手抄き装置を用いて抄造し、湿紙シートを得た。さらに、該シート上に分散体Nを抄造した。その後、得られた湿体シートを手抄き装置から取り出し、ヤンキードライヤーにて130℃で乾燥した後に、乾燥繊維質量100質量部に対し、乾燥後の塗布量が20質量部になるようにp−t−ブチルフェノール型レゾールフェノール樹脂のエタノール溶液を噴霧して含浸塗布し、ヤンキードライヤーにて150℃で乾燥して本発明のセパレータを得た。
得られたセパレータは、熱硬化型樹脂が半硬化状態乃至硬化状態で、物性は、密度は0.42g/cm3、空隙率は73%、セパレータの厚さは32μmであった。
【実施例11】
【0039】
繊維径2.5μm、繊維長6mmのポリエチレンテレフタレート繊維をイオン交換水に0.05質量%の濃度でパルパー内に投入し30分間分散し、繊維の分散体Rを作製した。次に、繊維径0.6μm、繊維長1.5mmにフィブリル化された全芳香族ポリアミドをイオン交換水に0.05質量%の濃度でパルパー内に投入し30分間分散し、繊維の分散体Sを作製した。
さらに、繊維径0.5μm、繊維長1mmにフィブリル化された溶剤紡糸セルロースをイオン交換水に0.05質量%の濃度で上記とは別のパルパー内に投入し30分間分散し、繊維の分散体Tを作製した。
上記分散体Rを、JIS P8222に規定する標準型手抄き装置を用いて抄造し、湿紙シートを得た。さらに、該シート上に分散体Sを抄造した。その後、該シート上に分散体Tを抄造した。得られた湿体シートを手抄き装置から取り出し、ヤンキードライヤーにて130℃で乾燥した後に、乾燥繊維質量100質量部に対し、乾燥後の塗布量が20質量部になるようにp−t−ブチルフェノール型レゾールフェノール樹脂のエタノール溶液を噴霧して含浸塗布し、ヤンキードライヤーにて150℃で乾燥して本発明のセパレータを得た。
得られたセパレータは、熱硬化型樹脂が半硬化状態乃至硬化状態で、物性は、密度は0.39g/cm3、空隙率は73%、セパレータの厚さは37μmであった。
【実施例12】
【0040】
繊維径2.5μm、繊維長6mmのポリエチレンテレフタレート繊維からなる繊維と、繊維径0.2μm、繊維長0.6mmにフィブリル化された全芳香族ポリアミドからなる繊維と、繊維径0.5μm、繊維長1mmにフィブリル化された溶剤紡糸セルロースからなる繊維を、各々25:60:15の質量比率でイオン交換水に0.05質量%の濃度でパルパー内に投入し30分間分散し、分散体Uを作製した。
上記分散体Uを、図1の多槽傾斜型湿式抄紙機における第1のフローボックス14と第2のフローボックス15の両者に供給し、抄紙ネット10を走行させ傾斜走行部13に各フローボックスから流し出した。このように、同一繊維組成の繊維層を順次積層させた湿体シートを抄造し、ヤンキードライヤーにて130℃で乾燥した後に、乾燥繊維質量100質量部に対し、乾燥後の塗布量が20質量部になるようにp−t−ブチルフェノール型レゾールフェノール樹脂のエタノール溶液を噴霧して含浸塗布し、ヤンキードライヤーにて150℃で乾燥してピンホールのない本発明のセパレータを得た。
得られたセパレータは、熱硬化型樹脂が半硬化状態乃至硬化状態で、物性は、密度は0.46g/cm3、空隙率は70%、セパレータの厚さは21μmであった。
【実施例13】
【0041】
繊維径2.5μm、繊維長6mmのポリエチレンテレフタレート繊維からなる繊維をイオン交換水に0.05質量%の濃度でパルパー内に投入し30分間分散し、分散体Vを作製した。繊維径0.2μm、繊維長0.6mmにフィブリル化された全芳香族ポリアミドからなる繊維と、繊維径0.5μm、繊維長1mmにフィブリル化された溶剤紡糸セルロースからなる繊維を、各々80:20の質量比率でイオン交換水に0.05質量%の濃度でパルパー内に投入し30分間分散し、分散体Wを作製した。
上記分散体Vを、図1における多槽傾斜型湿式抄紙機の第1のフローボックス14に供給し、上記分散体Wを第2のフローボックス15に供給した。次に抄紙ネット10を走行させ傾斜走行部13に各フローボックスから分散体を流し出した。このように、繊維種の異なる繊維層を順次積層させた湿体シートを抄造し、ヤンキードライヤーにて130℃で乾燥した後に、乾燥繊維質量100質量部に対し、乾燥後の塗布量が20質量部になるようにp−t−ブチルフェノール型レゾールフェノール樹脂のエタノール溶液を噴霧して含浸塗布し、ヤンキードライヤーにて150℃で乾燥してピンホールがなく、表裏で繊維種の異なる本発明のセパレータを得た。
得られたセパレータは、熱硬化型樹脂が半硬化状態乃至硬化状態で、物性は、密度は0.47g/cm3、空隙率は69%、セパレータの厚さは20μmであった。
【0042】
(比較例1)
繊維径2.5μm、繊維長6mmのポリエチレンテレフタレート繊維をイオン交換水に0.05質量%の濃度でパルパー内に投入し30分間分散し、繊維の分散体aを作製した。次に、繊維径0.2μm、繊維長0.6mmにフィブリル化された全芳香族ポリアミドと、繊維径0.5μm、繊維長1mmにフィブリル化された溶剤紡糸セルロースを質量比で1対1の割合で混合し、イオン交換水に0.05質量%の濃度で上記とは別のパルパー内に投入し30分間分散し、繊維の分散体bを作製した。
上記分散体aを、JIS P8222に規定する標準型手抄き装置を用いて抄造し、湿紙シートを得た。さらに、該シート上に分散体bを抄造した。その後、得られた湿体シートを手抄き装置から取り出した後に、ヤンキードライヤーにて130℃で乾燥して比較用セパレータを得た。
得られた比較用セパレータの物性は、密度は0.41g/cm3、空隙率は69%、厚さは29μmであった。
【0043】
(比較例2)
繊維径2.5μm、繊維長6mmのポリエチレンテレフタレート繊維をイオン交換水に0.05質量%の濃度でパルパー内に投入し30分間分散し、繊維の分散体cを作製した。次に、繊維径0.2μm、繊維長0.6mmにフィブリル化された全芳香族ポリアミドと、繊維径0.5μm、繊維長1mmにフィブリル化された溶剤紡糸セルロースを質量比で1対1の割合で混合し、イオン交換水に0.05質量%の濃度で上記とは別のパルパー内に投入し30分間分散し、繊維の分散体dを作製した。
上記分散体cを、JIS P8222に規定する標準型手抄き装置を用いて抄造し、湿紙シートを得た。さらに、該シート上に分散体dを抄造した。その後、得られた湿体シートを手抄き装置から取り出し、ヤンキードライヤーにて130℃で乾燥した後に、乾燥繊維質量100質量部に対し、乾燥後の塗布量が1質量部になるようにp−t−ブチルフェノール型レゾールフェノール樹脂のエタノール溶液を噴霧して含浸塗布し、ヤンキードライヤーにて150℃で乾燥して比較用セパレータを得た。
得られた比較用セパレータの物性は、密度は0.40g/cm3、空隙率は72%、厚さは30μmであった。
【0044】
(比較例3)
繊維径2.5μm、繊維長6mmのポリエチレンテレフタレート繊維をイオン交換水に0.05質量%の濃度でパルパー内に投入し30分間分散し、繊維の分散体eを作製した。次に、繊維径0.2μm、繊維長0.6mmにフィブリル化された全芳香族ポリアミドと、繊維径0.5μm、繊維長1mmにフィブリル化された溶剤紡糸セルロースを質量比で1対1の割合で混合し、イオン交換水に0.05質量%の濃度で上記とは別のパルパー内に投入し30分間分散し、繊維の分散体fを作製した。
上記分散体eを、JIS P8222に規定する標準型手抄き装置を用いて抄造し、湿紙シートを得た。さらに、該シート上に分散体fを抄造した。その後、得られた湿体シートを手抄き装置から取り出し、ヤンキードライヤーにて130℃で乾燥した後に、乾燥繊維質量100質量部に対し、乾燥後の塗布量が250質量部になるようにp−t−ブチルフェノール型レゾールフェノール樹脂のエタノール溶液を噴霧して含浸塗布し、ヤンキードライヤーにて150℃で乾燥して比較用セパレータを得た。
得られたセパレータはフィルム化してしまっていた。
【0045】
(比較例4)
繊維径0.5μm、繊維長1mmにフィブリル化された溶剤紡糸セルロースをイオン交換水に0.05質量%の濃度でパルパー内に投入し30分間分散し、繊維の分散体g作製した。
上記分散体gを、JIS P8222に規定する標準型手抄き装置を用いて抄造し、目付量6g/cm2の湿紙シートを得た。その後、得られた湿体シートを手抄き装置から取り出し、ヤンキードライヤーにて130℃で乾燥した後に、乾燥繊維質量100質量部に対し、乾燥後の塗布量が20質量部になるようにp−t−ブチルフェノール型レゾールフェノール樹脂のエタノール溶液を噴霧して含浸塗布し、ヤンキードライヤーにて150℃で乾燥して比較用セパレータを得た。
得られた比較用セパレータの物性は、密度は0.42g/cm3、空隙率は73%、厚さは32μmであった。
【0046】
実施例1〜13及び比較例1〜4で得られたセパレータにおいて下記評価を行い、セパレータとしての特性を評価した。なお、それぞれのセパレータについて、厚さ、密度、空隙率の物性値を表1に示す
【0047】
【表1】

【0048】
<電気二重層キャパシタの組み立てと放電容量および電圧保持性の評価>
実施例1〜13及び比較例1、2、4のセパレータについて、正極、負極の電極を用いて電気二重層キャパシタを組み立てて、各々100個ずつ捲回型セルを作製した。なお、捲回型セルの作製においては、電極として電気二重層キャパシタ用の活性炭電極(宝泉株式会社製)を用いた。また、電解液としてプロピレンカーボネートに、1mol/Lとなるようにテトラエチルアンモニウムテトラフルオロボレート(キシダ化学株式会社製)を溶解したものを用いた。
作製された捲回型セルについて、初期放電容量、2000時間試験後の放電容量、4000時間試験後の放電容量についてLCRメーターで測定した。また、各々のセルについて、2000時間試験後に2.5Vにて充電した後に、電気回路を開放して24時間後の保持電圧を調べた。なお、試験条件は、80℃、2.5V印加で行った。
得られた結果を表2に示す。
【0049】
【表2】
【0050】
表2の結果から明らかなように、本発明のセパレータを用いた電気二重層キャパシタは、80℃、2.5V電圧印加試験後も十分な放電容量を維持していることが確認できた。これに対して、比較例4のセパレータを用いた電気二重層キャパシタは、放電容量の低下が非常に大きく、特性が著しく劣るものであった。
【0051】
<セパレータの湿紙状態の引っ張り強度比較>
実施例1〜13及び比較例1、2、4のセパレータを用いて次のように湿紙状態の引っ張り強度を測定した。プロピレンカーボネートに1mol/Lとなるようにテトラエチルアンモニウムテトラフルオロボレート(キシダ化学株式会社製)を溶解したものにセパレータを15秒間浸責した後、取り出して25℃の環境下で30秒間放置し、放置後のセパレータをJIS C 2111に準じて引っ張り強度を測定した。
得られた結果を表3に示す。
【0052】
【表3】
【0053】
表3の結果から明らかなように、本発明のセパレータは、湿紙状態での引っ張り強度が向上しており、蓄電デバイスの組立に有効である。
表2、表3の結果から明らかなように、本発明のセパレータを用いた電気二重層キャパシタは、80℃、2.5Vによる4000時間試験後も7.8F以上の十分な放電容量を維持し、且つ2.26V以上の電圧を保持しており、湿紙状態の引っ張り強度も向上しており、優れた性能を有することが確認された。これに対して、比較例4のセパレータを用いた電気二重層キャパシタは、放電容量の低下が大きく、電圧保持性能も非常に悪く、著しく劣るものであった。また、比較例1及び2のセパレータは、湿紙状態における引っ張り強度が測定不可能なほど低いものであった。
【符号の説明】
【0054】
10 抄紙ネット
11 ガイドローラー
12 ガイドローラー
13 傾斜走行部
14 第1のフローボックス
15 第2のフローボックス
16 分散体
17 分散体
18 隔壁
【技術分野】
【0001】
本発明は、蓄電デバイス用セパレータに関するものであり、特に、リチウムイオン二次電池、ポリマーリチウム二次電池、電気二重層キャパシタ又はアルミニウム電解コンデンサ用などの蓄電デバイス用セパレータ(以下、「セパレータ」という。)に関する。
【背景技術】
【0002】
近年、産業用、民生用のいずれにおいても電気・電子機器の増加している上に、ハイブリッド自動車が実用化されたことにより、それらに搭載される蓄電デバイス、例えば、リチウムイオン二次電池、ポリマーリチウム二次電池、アルミニウム電解コンデンサ、電機二重層キャパシタなどの需要が著しく増加している。電気・電子機器は長寿命化、高機能化が日進月歩で進行しており、蓄電デバイス用セパレータにおいても長寿命化、高機能化が要求されており、過酷な環境下での使用も増えている。
【0003】
リチウムイオン二次電池は、活物質とリチウム含有酸化物とポリフッ化ビニリデン等のバインダーを1−メチル−2−ピロリドンで混合しアルミニウム製集電体上にシート化した正極と、リチウムイオンを吸蔵放出し得る炭素質材料とポリフッ化ビニリデン等のバインダーを1−メチル−2−ピロリドンで混合し銅製集電体上にシート化した負極と、ポリエチレンやポリプロピレン等により成る多孔質電解質膜とを、正極、電解質膜、負極の順に捲回もしくは積層した電極体に駆動用電解液を含浸し、アルミニウムケースにより封止した構造のものである。
【0004】
電気二重層キャパシタは、活性炭と導電剤及びバインダーを混錬したものをアルミニウム製正極、負極各集電体の両面に貼り付け、セルロース等により成るセパレータを介して捲回もしくは積層した電極体に駆動用電解液を含浸し、アルミニウムケースと封止体により梱包して短絡しないように正極リードと負極リードを封止体に貫通させ外部に引き出した構造のものである。
【0005】
従来、前記リチウムイオン二次電池のセパレータとしてはポリエチレン、ポリプロピレン等の多孔質膜が使用されており、電気二重層キャパシタのセパレータとしては、セルロースパルプから成る紙や、セルロース繊維から成る不織布が使用されている。
一般に、従来の蓄電デバイスは、正極、セパレータ、負極の順に捲回もしくは積層した電極体を、注液孔を有するケース等に気密封止し、注液孔から駆動用電解液を一定量注液した後、減圧状態で前記注液孔部分を封口して組み立てられる(例えば、特許文献1参照)。
このように正極、セパレータ、負極の順に捲回もしくは積層した電極体を、注液孔を有するケース等に気密封止し、注液孔から駆動用電解液を一定量注液した後、減圧状態で前記注液孔部分を封口する方法では、蓄電デバイスの生産効率が悪いという問題を有していた。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平10−64769号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、セパレータが駆動用電解液を含浸状態で電極と捲回もしくは積層することができる湿紙状態の引っ張り強度を有したセパレータを提供する。
【課題を解決するための手段】
【0008】
本発明の蓄電デバイス用セパレータは、少なくとも1層が合成繊維を含有する2層以上の繊維層を積層してなる蓄電デバイス用セパレータであって、前記繊維層の少なくとも1層に熱硬化型樹脂を含有し、含浸塗布された該熱硬化型樹脂が融着されて半硬化状態乃至硬化状態であり、湿紙状態の引っ張り強度が3N/15mm以上であることを特徴とする。
また、前記熱硬化型樹脂がフェノール樹脂、エポキシ樹脂から選ばれた少なくとも1種からなることが好ましい。
また、前記合成繊維が、ポリエチレンテレフタレート、ポリブチレンテレフタレート、全芳香族ポリアミド、全芳香族ポリエステル、半芳香族ポリアミド、ポリフェニレンサルファイド、ポリパラフェニレンベンゾビスオキサゾール、ポリエチレン、ポリプロピレン、アラミド、ポリアリレートから選ばれる少なくとも1種以上であることが好ましい。
また、前記合成繊維の繊維径が5μm以下、繊維長が10mm以下であることが好ましい。
【0009】
また、前記繊維層が、2つ以上のヘッドを有する傾斜ワイヤー抄紙機を用い、抄紙ネット上で重ねて抄き合わせてなることが好ましい。
また、前記繊維層が、第1のフローボックス内の吃水線と抄紙ネットとの交差部近傍に第2のフローボックス下部が位置する構造を持つ複数層を同時に形成できる多槽傾斜型湿式抄紙機を使用し、抄紙ネット上で重ねて抄き合わせてなることが好ましい。
また、前記蓄電デバイスが、リチウムイオン二次電池、ポリマーリチウム二次電池、電気二重層キャパシタ、アルミニウム電解コンデンサのいずれかであることが好ましい。
【発明の効果】
【0010】
本発明は、セパレータが駆動用電解液を含浸状態で電極と捲回もしくは積層することができる湿紙状態の引っ張り強度を有したセパレータを提供する。
本発明のセパレータは、駆動用電解液を含浸状態で電極と捲回もしくは積層することができる湿紙状態の引っ張り強度を有し、薄膜で、有機溶剤やイオン性液体存在下での高温環境下での耐久性に、非常に優れている。従って、本発明のセパレータは、電気二重層キャパシタのような蓄電デバイスに好適に用いられ、電極間の短絡防止や自己放電の抑制に優れる。
【図面の簡単な説明】
【0011】
【図1】本発明にかかる多槽傾斜型湿式抄紙機の構成を示す断面図である。
【発明を実施するための形態】
【0012】
本発明は、抄紙後の乾燥状態のセパレータに熱硬化型樹脂を含浸塗布後、該熱硬化型樹脂を熱処理により半硬化乃至硬化させることにより繊維間の結合が強化されるため、湿紙の引っ張り強度が向上する。例えば、エーテル類、ケトン類、ラクトン類、ニトリル類、アミン類、アミド類、硫黄化合物、ハロゲン化炭化水素類、エステル類、カーボネート類、ニトロ化合物、リン酸エステル系化合物、スルホラン系炭化水素類などおよびこれらの混合溶媒などに電解質塩を溶解させた駆動用電解液を含浸状態で電極と捲回もしくは積層することが出きる湿紙状態の引っ張り強度が3N/15mm以上、好ましくは5N/15mmであるセパレータを提供することができる。
本発明でいう湿紙状態の引っ張り強度とは、プロピレンカーボネートに1mol/Lとなるようにテトラエチルアンモニウムテトラフルオロボレートを溶解したものにセパレータを15秒間浸責した後、取り出して25℃の環境下で30秒間放置し、放置後のセパレータをJIS C 2111に準じて引っ張り強度を測定した値をいう。
【0013】
また、繊維が熱硬化型樹脂により被覆されるため、有機溶剤やイオン性液体、更には高温条件に対する耐久性が高くなり、長期間高温雰囲気下で使用され続けても劣化しにくい高温長期使用時の耐久性に優れたセパレータを提供することができる。
【0014】
前記熱硬化型樹脂としては、フェノール樹脂、エポキシ樹脂から選ばれた少なくとも1種からなることが好ましい。
フェノール樹脂としては、フェノール成分がp−t−ブチルフェノール、ビスフェノールA、クレゾールよりなる群から選択された1種又はそれ以上よりなる、p−t−ブチルフェノール型、ビスフェノールA型、クレゾール型、またはそれらの共縮合型のレゾール型フェノール樹脂乃至クレゾール型フェノール樹脂などから選択される少なくとも1種を用いることができる。
【0015】
また、エポキシ樹脂としては、ビスフェノールAグリシジルエーテル型エポキシ化合物、ビスフェノールS型およびビスフェノールF型ノボラックグリシジルエーテルタイプおよびフェノールノボラックタイプのエポキシ樹脂、ダイマー酸グリシジルエステル、ポリオキシアルキレングリコールのグリシジルエーテル等などから選択される少なくとも1種を用いることができる。
【0016】
熱硬化型樹脂は、セパレータに含有させる全繊維100質量部に対して5質量部から200質量部含有させることが好ましく、特に好ましくは、10質量部から100質量部である。5質量部未満では、湿紙状態での引っ張り強度が3N/15mm未満となり、200質量部超では、熱硬化型樹脂により空孔が埋まりセパレータがフィルム化してしまう。
熱硬化型樹脂を含浸塗布する時に用いる溶媒として、熱硬化型樹脂を溶解する有機溶剤であれば、いずれも使用できるが、沸点150℃以下の有機溶剤が好ましい。
【0017】
本発明に使用される合成繊維は、ポリエチレンテレフタレート、ポリブチレンテレフタレート、全芳香族ポリアミド、全芳香族ポリエステル、半芳香族ポリアミド、ポリフェニレンサルファイド、ポリパラフェニレンベンゾビスオキサゾール、ポリエチレン、ポリプロピレン、アラミド、ポリアリレートから選ばれた少なくとも1種以上の樹脂よりなるものが好ましく使用されるが、必ずしもこれらに限定されるものではなく、耐熱性が高く、駆動用電解液に用いる有機溶剤やイオン性液体に対して溶解しないものであれば、いずれのものも用いることができる。該合成繊維を含有する繊維層を積層することによって、有機溶剤やイオン性液体に対する耐久性が高くなり、長期間高温雰囲気下で使用され続けても劣化しにくくなる。
【0018】
本発明において、前記合成繊維を含有する繊維層、およびその繊維層と積層される繊維層に用いられる他の繊維は、前記合成繊維の中から選択しても良く、また、前記以外の他の合成繊維あるいは天然パルプからなるセルロース繊維等のいずれも用いることができる。これらの合成繊維およびセルロース繊維等は、電解液の保持性を良くするため、また、均一な繊維層を形成するために叩解可能であることが好ましい。
【0019】
本発明において、合成繊維の繊維径は5μm以下、繊維長は10mm以下が好ましく、特に好ましくは繊維径が3μm以下、繊維長が3mm以下である。繊維径が5μm以上、繊維長が10mm以上の場合は、薄膜化した際に貫通孔ができる可能性が高くなり、内部短絡の原因となりやすい。
【0020】
本発明において、繊維層の細孔径は、バブルポイント法による平均孔径が0.1μm〜15μmであることが好ましく、より好ましくは0.1μm〜5.0μmの範囲である。平均孔径が0.1μmより小さいと、イオン伝導性が低下し、内部抵抗が高くなりやすい。また、セパレータの製造の際に水が抜けにくいため、製造しにくくなる。15μmを超えると、薄膜化した場合に内部短絡を生じやすくなる。尚、バブルポイント法による孔径の測定は、西華産業社製のポロメーターを使用すればよい。
【0021】
本発明のセパレータの厚さは、50μm以下であることが好ましい。セパレータの厚さが50μmを超えると、蓄電デバイスの薄型化に不利になると同時に、一定のセル体積に入れられる電極材の量が少なくなり、容量が小さくなってしまうばかりでなく、抵抗が高くなり好ましくない。
また、本発明のセパレータの密度は、0.20g/cm3〜0.75g/cm3であることが好ましい。0.20g/cm3未満であると、セパレータの空隙部分が過多となり、短絡の発生や、耐自己放電性が悪化しやすいなどの不具合を生じやすい。一方、密度が0.75g/cm3より大きいと、セパレータを構成する材料の詰まり方が過多となるために、イオン移動が阻害され抵抗が高くなりやすい。
【0022】
本発明のセパレータの空隙率は、30%〜90%の範囲にあることが、短絡を防止することと抵抗が高くなるのを抑えることを両立させるために好ましい。
ここでいう空隙率は、坪量M(g/cm2)、厚さT(μm)、密度D(g/cm3)を用いて次式により求められる。
空隙率(%)=[1−(M/T)/D]×100
【0023】
以上説明したように、本発明のセパレータは、繊維層を2層以上積層した積層構造を有し、かつ、少なくとも1層が上記した耐熱性を有する合成繊維を含有する繊維層からなり、熱硬化型樹脂を含有し、含浸塗布された該熱硬化型樹脂が、熱処理による半硬化状態乃至硬化状態であるため、繊維間の結合が強化され、湿紙の引っ張り強度が向上するので、駆動用電解液を含浸状態で電極と捲回もしくは積層することができ、リチウムイオン二次電池、リチウムイオンキャパシタ、ポリマー電池及び電気二重層キャパシタなどの蓄電デバイスに好適に使用することができる。なお、本発明のセパレータを用いて蓄電デバイスを組み立てる場合、正極、負極、電解液など蓄電デバイスを構成する材料は、従来周知のものなら如何なるものでも使用することができる。
【0024】
次に、本発明のセパレータの製造方法について説明するが、これのみに限定されるものではなく、他の方法でも本発明のセパレータを製造することは可能である。
先ず、繊維径5μm以下、繊維長5mm以下に裁断もしくは叩解された1種類以上の合成繊維を、水に分散する。本発明に用いる繊維は、非常に微細なために離解工程では均一に分散しにくいため、パルパーやアジテータのような分散装置や、超音波分散装置を用いることによって、良好な分散が可能である。また、この分散工程で使用する水は、イオン性不純物をできるだけ少なくするために、イオン交換水を用いた方が好ましい。次に、上記と同一の合成繊維又は異種繊維を上記とは別のパルパーやアジテータのような分散装置で水に分散する。叩解は、一般的な叩解機であるボールミル、ビーター、ランペルミル、PFIミル、SDR(シングルディスクリファイナー)、DDR(ダブルディスクリファイナー)、高圧ホモジナイザー、ホモミクサー、あるいはその他のリファイナー等を使用して叩解することができる。
【0025】
上記で得られた繊維の分散体を、長網式、短網式、円網式、傾斜式などの湿式抄紙機を適用し、抄造する。連続したワイヤーメッシュ状の脱水パートで脱水する。湿式抄紙機の中で、2つのヘッドを有する傾斜ワイヤー抄紙機を用いると、2層以上の繊維層を重ね抄き合わせする場合、繊維層間の境界もできにくく、また、ピンホールのない均一なセパレータが得られる。重ね抄き合わせした後、多筒式やヤンキー式ドライヤー等の乾燥パートを通すことによって乾燥状態のセパレータを得ることができる。この抄紙後の乾紙状態のセパレータに目標強度に応じて希釈した熱硬化型樹脂溶液を含浸塗布する。塗布方式としてはダイレクトロールコーター、ディップコーター、スプレーコーター、キッスロールコーター等の塗布方式で浸漬され、多筒式やヤンキー式ドライヤー等の乾燥パートを通すことによって乾燥させて、セパレータを製作する。
【0026】
なお、熱硬化型樹脂溶液の含浸塗布は、セパレータに紙断やシワが発生しやすいため、フェルト又はカンバス上、あるいは、通気性の良いキャリアー上で噴霧塗布することがより好ましい。従い、塗布方式としては、スプレーコーターが好適である。
【0027】
特に、抄造方法として、第1のフローボックス内の吃水線と抄紙ネットとの交差部近傍に第2のフローボックス下部が位置する構造を持つ複数層を同時に形成できる多槽傾斜型湿式抄紙機を使用し、抄紙ネット上で繊維層を重ねて抄き合わせてなる方法が、繊維層どうしの繊維が積層間で絡み合い剥離しがたくなっているので更に好ましい。また、多槽傾斜型湿式抄紙機で得られたセパレータは、繊維層間の境界もできにくく、ピンホールのない均一なセパレータが得られる。
【0028】
このような多槽傾斜型湿式抄紙機としては、図1のような構成を有する。図1に示したように、抄紙ネット10は、複数のガイドローラーによって矢印a方向に走行される。ガイドローラー11からガイドローラー12の間の傾斜した抄紙ネット10を傾斜走行部13という。本発明においては、第1のフローボックス14内の吃水線WLと傾斜走行部13との交差部近傍Aに第2のフローボックス15の下部が位置する。該交差部近傍Aでは、第1のフローボックス14内の繊維を含む分散体16と第2のフローボックス15内の繊維を含む分散体17が、隔壁18を隔てて隣接している。交差部近傍Aにおける隔壁18と傾斜走行部13との間は、間隙を有し、抄紙ネット10の走行にともない第1のフローボックス14から流れ出された分散体16は、この間隙を通って第2のフローボックス15内の分散体17と混合されるものである。
【実施例1】
【0029】
繊維径2.5μm、繊維長6mmのポリエチレンテレフタレート繊維をイオン交換水に0.05質量%の濃度でパルパー内に投入し30分間分散し、繊維の分散体Aを作製した。次に、繊維径0.2μm、繊維長0.6mmにフィブリル化された全芳香族ポリアミドと、繊維径0.5μm、繊維長1mmにフィブリル化された溶剤紡糸セルロースを質量比で1対1の割合で混合し、イオン交換水に0.05質量%の濃度で上記とは別のパルパー内に投入し30分間分散し、繊維の分散体Bを作製した。
上記分散体Aを、JIS P8222に規定する標準型手抄き装置を用いて抄造し、湿紙シートを得た。さらに、該シート上に分散体Bを抄造した。その後、得られた湿体シートを手抄き装置から取り出し、ヤンキードライヤーにて130℃で乾燥した後に、乾燥繊維質量100質量部に対し、乾燥後の塗布量が20質量部になるようにp−t−ブチルフェノール型レゾールフェノール樹脂のエタノール溶液を噴霧して含浸塗布し、ヤンキードライヤーにて150℃で乾燥して本発明のセパレータを得た。
得られたセパレータは、熱硬化型樹脂が半硬化状態乃至硬化状態で、物性は、密度は0.43g/cm3、空隙率は73%、セパレータの厚さは29μmであった。
【実施例2】
【0030】
実施例1において、p−t−ブチルフェノール型レゾールフェノール樹脂をビスフェノールS型ノボラックグリシジルエーテルタイプエポキシ樹脂に変更した以外は同様にして本発明のセパレータを得た
得られたセパレータは、熱硬化型樹脂が半硬化状態乃至硬化状態で、物性は、密度は0.41g/cm3、空隙率は73%、セパレータの厚さは30μmであった。
【実施例3】
【0031】
実施例1において、p−t−ブチルフェノール型レゾールフェノール樹脂の噴霧塗布量を10質量部に変更した以外は同様にして本発明のセパレータを得た。
得られたセパレータは、熱硬化型樹脂が半硬化状態乃至硬化状態で、物性は、密度は0.42g/cm3、空隙率は72%、セパレータの厚さは31μmであった。
【実施例4】
【0032】
実施例1において、p−t−ブチルフェノール型レゾールフェノール樹脂の噴霧塗布量を60質量部に変更した以外は同様にして本発明のセパレータを得た。
得られたセパレータは、熱硬化型樹脂が半硬化状態乃至硬化状態で、物性は、密度は0.40g/cm3、空隙率は71%、セパレータの厚さは32μmであった。
【実施例5】
【0033】
実施例1において、p−t−ブチルフェノール型レゾールフェノール樹脂の噴霧塗布量を150質量部に変更した以外は同様にして本発明のセパレータを得た。
得られたセパレータは、熱硬化型樹脂が半硬化状態乃至硬化状態で、物性は、密度は0.40g/cm3、空隙率は73%、セパレータの厚さは31μmであった。
【実施例6】
【0034】
繊維径2.5μm、繊維長6mmのポリエチレンテレフタレート繊維と繊維径0.2μm、繊維長0.6mmにフィブリル化された全芳香族ポリアミドを質量比で1対1の割合で混合し、イオン交換水に0.05質量%の濃度でパルパー内に投入し30分間分散し、繊維の分散体Eを作製した。次に、繊維径0.5μm、繊維長1mmにフィブリル化された溶剤紡糸セルロースをイオン交換水に0.05質量%の濃度で上記とは別のパルパー内に投入し30分間分散し、繊維の分散体Fを作製した。
上記分散体Eを、JIS P8222に規定する標準型手抄き装置を用いて抄造し、湿紙シートを得た。さらに、該シート上に分散体Fを抄造した。その後、得られた湿体シートを手抄き装置から取り出し、ヤンキードライヤーにて130℃で乾燥した後に、乾燥繊維質量100質量部に対し、乾燥後の塗布量が20質量部になるようにp−t−ブチルフェノール型レゾールフェノール樹脂のエタノール溶液を噴霧して含浸塗布し、ヤンキードライヤーにて150℃で乾燥して本発明のセパレータを得た。
得られたセパレータは、熱硬化型樹脂が半硬化状態乃至硬化状態で、物性は、密度は0.39g/cm3、空隙率は74%、セパレータの厚さは20μmであった。
【実施例7】
【0035】
繊維径2.5μm、繊維長6mmのポリエチレンテレフタレート繊維と繊維径0.8μm、繊維長1.5mmにフィブリル化されたポリフェニレンサルファイドを質量比で1対1の割合で混合し、イオン交換水に0.05質量%の濃度でパルパー内に投入し30分間分散し、繊維の分散体Gを作製した。次に、繊維径0.5μm、繊維長1mmにフィブリル化された溶剤紡糸セルロースをイオン交換水に0.05質量%の濃度で上記とは別のパルパー内に投入し30分間分散し、繊維の分散体Hを作製した。
上記分散体Gを、JIS P8222に規定する標準型手抄き装置を用いて抄造し、湿紙シートを得た。さらに、該シート上に分散体Hを抄造した。その後、得られた湿体シートを手抄き装置から取り出し、ヤンキードライヤーにて130℃で乾燥した後に、乾燥繊維質量100質量部に対し、乾燥後の塗布量が20質量部になるようにp−t−ブチルフェノール型レゾールフェノール樹脂のエタノール溶液を噴霧して含浸塗布し、ヤンキードライヤーにて150℃で乾燥して本発明のセパレータを得た。
得られたセパレータは、熱硬化型樹脂が半硬化状態乃至硬化状態で、物性は、密度は0.40g/cm3、空隙率は73%、セパレータの厚さは31μmであった。
【実施例8】
【0036】
繊維径0.2μm、繊維長0.6mmにフィブリル化された、全芳香族ポリエステル繊維をイオン交換水に0.05質量%の濃度でパルパー内に投入し30分間分散し、繊維の分散体Iを作製した。次に、繊維径0.5μm、繊維長1mmにフィブリル化された溶剤紡糸セルロースをイオン交換水に0.05質量%の濃度で上記とは別のパルパー内に投入し30分間分散し、繊維の分散体Jを作製した。
上記分散体Iを、JIS P8222に規定する標準型手抄き装置を用いて抄造し、湿紙シートを得た。さらに、該シート上に分散体Jを抄造した。その後、得られた湿体シートを手抄き装置から取り出し、ヤンキードライヤーにて130℃で乾燥した後に、乾燥繊維質量100質量部に対し、乾燥後の塗布量が20質量部になるようにp−t−ブチルフェノール型レゾールフェノール樹脂のエタノール溶液を噴霧して含浸塗布し、ヤンキードライヤーにて150℃で乾燥して本発明のセパレータを得た。
得られたセパレータは、熱硬化型樹脂が半硬化状態乃至硬化状態で、物性は、密度は0.39g/cm3、空隙率は72%、セパレータの厚さは30μmであった。
【実施例9】
【0037】
繊維径0.2μm、繊維長0.6mmにフィブリル化された、全芳香族ポリエステル繊維をイオン交換水に0.05質量%の濃度でパルパー内に投入し30分間分散し、繊維の分散体Kを作製した。次に、繊維径0.2μm、繊維長0.6mmにフィブリル化された全芳香族ポリアミドと、繊維径0.5μm、繊維長1mmにフィブリル化された溶剤紡糸セルロースを質量比で1対1の割合で混合し、イオン交換水に0.05質量%の濃度で上記とは別のパルパー内に投入し30分間分散し、繊維の分散体Lを作製した。
上記分散体Kを、JIS P8222に規定する標準型手抄き装置を用いて抄造し、湿紙シートを得た。さらに、該シート上に分散体Lを抄造した。その後、得られた湿体シートを手抄き装置から取り出し、ヤンキードライヤーにて130℃で乾燥した後に、乾燥繊維質量100質量部に対し、乾燥後の塗布量が20質量部になるようにp−t−ブチルフェノール型レゾールフェノール樹脂のエタノール溶液を噴霧して含浸塗布し、ヤンキードライヤーにて150℃で乾燥して本発明のセパレータを得た。
得られたセパレータは、熱硬化型樹脂が半硬化状態乃至硬化状態で、物性は、密度は0.40g/cm3、空隙率は72%、セパレータの厚さは30μmであった。
【実施例10】
【0038】
繊維径0.5μm、繊維長5mmポリエチレンテレフタレート繊維をイオン交換水に0.05質量%の濃度でパルパー内に投入し30分間分散し、繊維の分散体Mを作製した。次に、繊維径0.2μm、繊維長0.6mmにフィブリル化された全芳香族ポリアミドと、繊維径0.5μm、繊維長1mmにフィブリル化された溶剤紡糸セルロースを質量比で1対1の割合で混合し、イオン交換水に0.05質量%の濃度で上記とは別のパルパー内に投入し30分間分散し、繊維の分散体Nを作製した。
上記分散体Mを、JIS P8222に規定する標準型手抄き装置を用いて抄造し、湿紙シートを得た。さらに、該シート上に分散体Nを抄造した。その後、得られた湿体シートを手抄き装置から取り出し、ヤンキードライヤーにて130℃で乾燥した後に、乾燥繊維質量100質量部に対し、乾燥後の塗布量が20質量部になるようにp−t−ブチルフェノール型レゾールフェノール樹脂のエタノール溶液を噴霧して含浸塗布し、ヤンキードライヤーにて150℃で乾燥して本発明のセパレータを得た。
得られたセパレータは、熱硬化型樹脂が半硬化状態乃至硬化状態で、物性は、密度は0.42g/cm3、空隙率は73%、セパレータの厚さは32μmであった。
【実施例11】
【0039】
繊維径2.5μm、繊維長6mmのポリエチレンテレフタレート繊維をイオン交換水に0.05質量%の濃度でパルパー内に投入し30分間分散し、繊維の分散体Rを作製した。次に、繊維径0.6μm、繊維長1.5mmにフィブリル化された全芳香族ポリアミドをイオン交換水に0.05質量%の濃度でパルパー内に投入し30分間分散し、繊維の分散体Sを作製した。
さらに、繊維径0.5μm、繊維長1mmにフィブリル化された溶剤紡糸セルロースをイオン交換水に0.05質量%の濃度で上記とは別のパルパー内に投入し30分間分散し、繊維の分散体Tを作製した。
上記分散体Rを、JIS P8222に規定する標準型手抄き装置を用いて抄造し、湿紙シートを得た。さらに、該シート上に分散体Sを抄造した。その後、該シート上に分散体Tを抄造した。得られた湿体シートを手抄き装置から取り出し、ヤンキードライヤーにて130℃で乾燥した後に、乾燥繊維質量100質量部に対し、乾燥後の塗布量が20質量部になるようにp−t−ブチルフェノール型レゾールフェノール樹脂のエタノール溶液を噴霧して含浸塗布し、ヤンキードライヤーにて150℃で乾燥して本発明のセパレータを得た。
得られたセパレータは、熱硬化型樹脂が半硬化状態乃至硬化状態で、物性は、密度は0.39g/cm3、空隙率は73%、セパレータの厚さは37μmであった。
【実施例12】
【0040】
繊維径2.5μm、繊維長6mmのポリエチレンテレフタレート繊維からなる繊維と、繊維径0.2μm、繊維長0.6mmにフィブリル化された全芳香族ポリアミドからなる繊維と、繊維径0.5μm、繊維長1mmにフィブリル化された溶剤紡糸セルロースからなる繊維を、各々25:60:15の質量比率でイオン交換水に0.05質量%の濃度でパルパー内に投入し30分間分散し、分散体Uを作製した。
上記分散体Uを、図1の多槽傾斜型湿式抄紙機における第1のフローボックス14と第2のフローボックス15の両者に供給し、抄紙ネット10を走行させ傾斜走行部13に各フローボックスから流し出した。このように、同一繊維組成の繊維層を順次積層させた湿体シートを抄造し、ヤンキードライヤーにて130℃で乾燥した後に、乾燥繊維質量100質量部に対し、乾燥後の塗布量が20質量部になるようにp−t−ブチルフェノール型レゾールフェノール樹脂のエタノール溶液を噴霧して含浸塗布し、ヤンキードライヤーにて150℃で乾燥してピンホールのない本発明のセパレータを得た。
得られたセパレータは、熱硬化型樹脂が半硬化状態乃至硬化状態で、物性は、密度は0.46g/cm3、空隙率は70%、セパレータの厚さは21μmであった。
【実施例13】
【0041】
繊維径2.5μm、繊維長6mmのポリエチレンテレフタレート繊維からなる繊維をイオン交換水に0.05質量%の濃度でパルパー内に投入し30分間分散し、分散体Vを作製した。繊維径0.2μm、繊維長0.6mmにフィブリル化された全芳香族ポリアミドからなる繊維と、繊維径0.5μm、繊維長1mmにフィブリル化された溶剤紡糸セルロースからなる繊維を、各々80:20の質量比率でイオン交換水に0.05質量%の濃度でパルパー内に投入し30分間分散し、分散体Wを作製した。
上記分散体Vを、図1における多槽傾斜型湿式抄紙機の第1のフローボックス14に供給し、上記分散体Wを第2のフローボックス15に供給した。次に抄紙ネット10を走行させ傾斜走行部13に各フローボックスから分散体を流し出した。このように、繊維種の異なる繊維層を順次積層させた湿体シートを抄造し、ヤンキードライヤーにて130℃で乾燥した後に、乾燥繊維質量100質量部に対し、乾燥後の塗布量が20質量部になるようにp−t−ブチルフェノール型レゾールフェノール樹脂のエタノール溶液を噴霧して含浸塗布し、ヤンキードライヤーにて150℃で乾燥してピンホールがなく、表裏で繊維種の異なる本発明のセパレータを得た。
得られたセパレータは、熱硬化型樹脂が半硬化状態乃至硬化状態で、物性は、密度は0.47g/cm3、空隙率は69%、セパレータの厚さは20μmであった。
【0042】
(比較例1)
繊維径2.5μm、繊維長6mmのポリエチレンテレフタレート繊維をイオン交換水に0.05質量%の濃度でパルパー内に投入し30分間分散し、繊維の分散体aを作製した。次に、繊維径0.2μm、繊維長0.6mmにフィブリル化された全芳香族ポリアミドと、繊維径0.5μm、繊維長1mmにフィブリル化された溶剤紡糸セルロースを質量比で1対1の割合で混合し、イオン交換水に0.05質量%の濃度で上記とは別のパルパー内に投入し30分間分散し、繊維の分散体bを作製した。
上記分散体aを、JIS P8222に規定する標準型手抄き装置を用いて抄造し、湿紙シートを得た。さらに、該シート上に分散体bを抄造した。その後、得られた湿体シートを手抄き装置から取り出した後に、ヤンキードライヤーにて130℃で乾燥して比較用セパレータを得た。
得られた比較用セパレータの物性は、密度は0.41g/cm3、空隙率は69%、厚さは29μmであった。
【0043】
(比較例2)
繊維径2.5μm、繊維長6mmのポリエチレンテレフタレート繊維をイオン交換水に0.05質量%の濃度でパルパー内に投入し30分間分散し、繊維の分散体cを作製した。次に、繊維径0.2μm、繊維長0.6mmにフィブリル化された全芳香族ポリアミドと、繊維径0.5μm、繊維長1mmにフィブリル化された溶剤紡糸セルロースを質量比で1対1の割合で混合し、イオン交換水に0.05質量%の濃度で上記とは別のパルパー内に投入し30分間分散し、繊維の分散体dを作製した。
上記分散体cを、JIS P8222に規定する標準型手抄き装置を用いて抄造し、湿紙シートを得た。さらに、該シート上に分散体dを抄造した。その後、得られた湿体シートを手抄き装置から取り出し、ヤンキードライヤーにて130℃で乾燥した後に、乾燥繊維質量100質量部に対し、乾燥後の塗布量が1質量部になるようにp−t−ブチルフェノール型レゾールフェノール樹脂のエタノール溶液を噴霧して含浸塗布し、ヤンキードライヤーにて150℃で乾燥して比較用セパレータを得た。
得られた比較用セパレータの物性は、密度は0.40g/cm3、空隙率は72%、厚さは30μmであった。
【0044】
(比較例3)
繊維径2.5μm、繊維長6mmのポリエチレンテレフタレート繊維をイオン交換水に0.05質量%の濃度でパルパー内に投入し30分間分散し、繊維の分散体eを作製した。次に、繊維径0.2μm、繊維長0.6mmにフィブリル化された全芳香族ポリアミドと、繊維径0.5μm、繊維長1mmにフィブリル化された溶剤紡糸セルロースを質量比で1対1の割合で混合し、イオン交換水に0.05質量%の濃度で上記とは別のパルパー内に投入し30分間分散し、繊維の分散体fを作製した。
上記分散体eを、JIS P8222に規定する標準型手抄き装置を用いて抄造し、湿紙シートを得た。さらに、該シート上に分散体fを抄造した。その後、得られた湿体シートを手抄き装置から取り出し、ヤンキードライヤーにて130℃で乾燥した後に、乾燥繊維質量100質量部に対し、乾燥後の塗布量が250質量部になるようにp−t−ブチルフェノール型レゾールフェノール樹脂のエタノール溶液を噴霧して含浸塗布し、ヤンキードライヤーにて150℃で乾燥して比較用セパレータを得た。
得られたセパレータはフィルム化してしまっていた。
【0045】
(比較例4)
繊維径0.5μm、繊維長1mmにフィブリル化された溶剤紡糸セルロースをイオン交換水に0.05質量%の濃度でパルパー内に投入し30分間分散し、繊維の分散体g作製した。
上記分散体gを、JIS P8222に規定する標準型手抄き装置を用いて抄造し、目付量6g/cm2の湿紙シートを得た。その後、得られた湿体シートを手抄き装置から取り出し、ヤンキードライヤーにて130℃で乾燥した後に、乾燥繊維質量100質量部に対し、乾燥後の塗布量が20質量部になるようにp−t−ブチルフェノール型レゾールフェノール樹脂のエタノール溶液を噴霧して含浸塗布し、ヤンキードライヤーにて150℃で乾燥して比較用セパレータを得た。
得られた比較用セパレータの物性は、密度は0.42g/cm3、空隙率は73%、厚さは32μmであった。
【0046】
実施例1〜13及び比較例1〜4で得られたセパレータにおいて下記評価を行い、セパレータとしての特性を評価した。なお、それぞれのセパレータについて、厚さ、密度、空隙率の物性値を表1に示す
【0047】
【表1】
【0048】
<電気二重層キャパシタの組み立てと放電容量および電圧保持性の評価>
実施例1〜13及び比較例1、2、4のセパレータについて、正極、負極の電極を用いて電気二重層キャパシタを組み立てて、各々100個ずつ捲回型セルを作製した。なお、捲回型セルの作製においては、電極として電気二重層キャパシタ用の活性炭電極(宝泉株式会社製)を用いた。また、電解液としてプロピレンカーボネートに、1mol/Lとなるようにテトラエチルアンモニウムテトラフルオロボレート(キシダ化学株式会社製)を溶解したものを用いた。
作製された捲回型セルについて、初期放電容量、2000時間試験後の放電容量、4000時間試験後の放電容量についてLCRメーターで測定した。また、各々のセルについて、2000時間試験後に2.5Vにて充電した後に、電気回路を開放して24時間後の保持電圧を調べた。なお、試験条件は、80℃、2.5V印加で行った。
得られた結果を表2に示す。
【0049】
【表2】
【0050】
表2の結果から明らかなように、本発明のセパレータを用いた電気二重層キャパシタは、80℃、2.5V電圧印加試験後も十分な放電容量を維持していることが確認できた。これに対して、比較例4のセパレータを用いた電気二重層キャパシタは、放電容量の低下が非常に大きく、特性が著しく劣るものであった。
【0051】
<セパレータの湿紙状態の引っ張り強度比較>
実施例1〜13及び比較例1、2、4のセパレータを用いて次のように湿紙状態の引っ張り強度を測定した。プロピレンカーボネートに1mol/Lとなるようにテトラエチルアンモニウムテトラフルオロボレート(キシダ化学株式会社製)を溶解したものにセパレータを15秒間浸責した後、取り出して25℃の環境下で30秒間放置し、放置後のセパレータをJIS C 2111に準じて引っ張り強度を測定した。
得られた結果を表3に示す。
【0052】
【表3】
【0053】
表3の結果から明らかなように、本発明のセパレータは、湿紙状態での引っ張り強度が向上しており、蓄電デバイスの組立に有効である。
表2、表3の結果から明らかなように、本発明のセパレータを用いた電気二重層キャパシタは、80℃、2.5Vによる4000時間試験後も7.8F以上の十分な放電容量を維持し、且つ2.26V以上の電圧を保持しており、湿紙状態の引っ張り強度も向上しており、優れた性能を有することが確認された。これに対して、比較例4のセパレータを用いた電気二重層キャパシタは、放電容量の低下が大きく、電圧保持性能も非常に悪く、著しく劣るものであった。また、比較例1及び2のセパレータは、湿紙状態における引っ張り強度が測定不可能なほど低いものであった。
【符号の説明】
【0054】
10 抄紙ネット
11 ガイドローラー
12 ガイドローラー
13 傾斜走行部
14 第1のフローボックス
15 第2のフローボックス
16 分散体
17 分散体
18 隔壁
【特許請求の範囲】
【請求項1】
少なくとも1層が合成繊維を含有する2層以上の繊維層を積層してなる蓄電デバイス用セパレータであって、前記繊維層の少なくとも1層に熱硬化型樹脂を含有し、含浸塗布された該熱硬化型樹脂が融着されて半硬化状態乃至硬化状態であり、湿紙状態の引っ張り強度が3N/15mm以上であることを特徴とする蓄電デバイス用セパレータ。
【請求項2】
前記熱硬化型樹脂がフェノール樹脂、エポキシ樹脂から選ばれた少なくとも1種からなることを特徴とする請求項1に記載の蓄電デバイス用セパレータ。
【請求項3】
前記合成繊維が、ポリエチレンテレフタレート、ポリブチレンテレフタレート、全芳香族ポリアミド、全芳香族ポリエステル、半芳香族ポリアミド、ポリフェニレンサルファイド、ポリパラフェニレンベンゾビスオキサゾール、ポリエチレン、ポリプロピレン、アラミド、ポリアリレートから選ばれる少なくとも1種以上であることを特徴とする請求項1または2に記載の蓄電デバイス用セパレータ。
【請求項4】
前記合成繊維の繊維径が5μm以下、繊維長が10mm以下であることを特徴とする請求項1乃至3のいずれかに記載の蓄電デバイス用セパレータ。
【請求項5】
前記繊維層が、2つ以上のヘッドを有する傾斜ワイヤー抄紙機を用い、抄紙ネット上で重ねて抄き合わせてなることを特徴とする請求項1乃至4のいずれかに記載の蓄電デバイス用セパレータ。
【請求項6】
前記繊維層が、第1のフローボックス内の吃水線と抄紙ネットとの交差部近傍に第2のフローボックス下部が位置する構造を持つ複数層を同時に形成できる多槽傾斜型湿式抄紙機を使用し、抄紙ネット上で重ねて抄き合わせてなることを特徴とする請求項1乃至5のいずれかに記載の蓄電デバイス用セパレータ。
【請求項7】
前記蓄電デバイスが、リチウムイオン二次電池、ポリマーリチウム二次電池、電気二重層キャパシタ、アルミニウム電解コンデンサのいずれかであることを特徴とする請求項1乃至6のいずれかに記載の蓄電デバイス用セパレータ。
【請求項1】
少なくとも1層が合成繊維を含有する2層以上の繊維層を積層してなる蓄電デバイス用セパレータであって、前記繊維層の少なくとも1層に熱硬化型樹脂を含有し、含浸塗布された該熱硬化型樹脂が融着されて半硬化状態乃至硬化状態であり、湿紙状態の引っ張り強度が3N/15mm以上であることを特徴とする蓄電デバイス用セパレータ。
【請求項2】
前記熱硬化型樹脂がフェノール樹脂、エポキシ樹脂から選ばれた少なくとも1種からなることを特徴とする請求項1に記載の蓄電デバイス用セパレータ。
【請求項3】
前記合成繊維が、ポリエチレンテレフタレート、ポリブチレンテレフタレート、全芳香族ポリアミド、全芳香族ポリエステル、半芳香族ポリアミド、ポリフェニレンサルファイド、ポリパラフェニレンベンゾビスオキサゾール、ポリエチレン、ポリプロピレン、アラミド、ポリアリレートから選ばれる少なくとも1種以上であることを特徴とする請求項1または2に記載の蓄電デバイス用セパレータ。
【請求項4】
前記合成繊維の繊維径が5μm以下、繊維長が10mm以下であることを特徴とする請求項1乃至3のいずれかに記載の蓄電デバイス用セパレータ。
【請求項5】
前記繊維層が、2つ以上のヘッドを有する傾斜ワイヤー抄紙機を用い、抄紙ネット上で重ねて抄き合わせてなることを特徴とする請求項1乃至4のいずれかに記載の蓄電デバイス用セパレータ。
【請求項6】
前記繊維層が、第1のフローボックス内の吃水線と抄紙ネットとの交差部近傍に第2のフローボックス下部が位置する構造を持つ複数層を同時に形成できる多槽傾斜型湿式抄紙機を使用し、抄紙ネット上で重ねて抄き合わせてなることを特徴とする請求項1乃至5のいずれかに記載の蓄電デバイス用セパレータ。
【請求項7】
前記蓄電デバイスが、リチウムイオン二次電池、ポリマーリチウム二次電池、電気二重層キャパシタ、アルミニウム電解コンデンサのいずれかであることを特徴とする請求項1乃至6のいずれかに記載の蓄電デバイス用セパレータ。
【図1】

【公開番号】特開2010−231897(P2010−231897A)
【公開日】平成22年10月14日(2010.10.14)
【国際特許分類】
【出願番号】特願2009−75051(P2009−75051)
【出願日】平成21年3月25日(2009.3.25)
【出願人】(000153591)株式会社巴川製紙所 (457)
【Fターム(参考)】
【公開日】平成22年10月14日(2010.10.14)
【国際特許分類】
【出願日】平成21年3月25日(2009.3.25)
【出願人】(000153591)株式会社巴川製紙所 (457)
【Fターム(参考)】
[ Back to top ]