
蓄電デバイス用集電体材料およびその製造方法、蓄電デバイス用電極、ならびに、蓄電デバイス
【課題】従来と同程度の厚さで、従来よりも高い容量の蓄電デバイスをより安価に製造することを可能とする蓄電デバイス用集電体材料の提供。
【解決手段】
厚みが15μm以下で、200℃における抗張力(引張強さ)が500MPa以上であり、幅10mmにおける0.2%ひずみが生じるときの荷重が50N以上であり、幅10mmにおける破断荷重が70N以上であり、かつ電位範囲が0〜4.2Vvs.Li+/Liである金属箔を用いる蓄電デバイス用集電体材料。
【解決手段】
厚みが15μm以下で、200℃における抗張力(引張強さ)が500MPa以上であり、幅10mmにおける0.2%ひずみが生じるときの荷重が50N以上であり、幅10mmにおける破断荷重が70N以上であり、かつ電位範囲が0〜4.2Vvs.Li+/Liである金属箔を用いる蓄電デバイス用集電体材料。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、蓄電デバイス用集電体材料およびその製造方法、蓄電デバイス用電極、ならびに、蓄電デバイスに関する。本件明細書において、「蓄電デバイス」とは、リチウムイオン二次電池、ナトリウムイオン二次電池、ナトリウム硫黄二次電池、リチウム硫黄二次電池などの二次電池、電気二重層キャパシタ、リチウムイオンキャパシタなどのキャパシタなど、充電および放電が可能なデバイスを意味する。
【背景技術】
【0002】
リチウムイオン二次電池などのアルカリ金属イオン二次電池は、リチウム、ナトリウムなどのアルカリ金属を含む正極と、該金属イオンを吸蔵し得る物質を含む負極とが電解質の存在下でセパレータを介して配置されており、二次電池では負極でイオン化した金属イオンが電解質中で両極間を移動することにより充放電が行われる。なお、二次電池には、鉛蓄電池、ニッカド電池、ニッケル水素電池なども含まれるが、以下、リチウムイオン二次電池、ナトリウムイオン二次電池、ナトリウム硫黄二次電池およびリチウム硫黄二次電池のことを単に「二次電池」と表記する。
【0003】
例えば、リチウムイオン二次電池では、以下の化学式(1)〜(3)に示す充放電反応により、二次電池として機能する。以下の化学式(1)はポリアニオン系正極活物質を用いた場合の、正極における充放電反応を示す。次に、化学式(2)及び(3)は、合金系活物質を用いた負極の主な充放電反応を示す。本発明のリチウムイオン二次電池は、実用化されているカーボン負極よりも充放電容量とサイクル寿命特性が良好で、且つ高出力が可能な電池となる。なお、化学式(1)には、簡便な表現を用いたが、実際には、LiFePO4⇔XFePO4+1-XLiFePO4+XLi++Xe−となる二相分離反応、さらに正確には、LiFePO4⇔XLiαFePO4+1-XLi1-βFePO4+XLi++Xe−となるような部分的に固溶領域を有する反応であるものと推定されている。
[正極]
(1)LiFePO4⇔Li1−xFePO4+XLi++Xe−
[負極]
(2)XLi++Si+Xe−⇔LixSi
(3)XLi++SnCu+Xe−⇔LixSnCu
【0004】
非特許文献1に記載されるように、リチウムイオン二次電池で用いる正極および負極に用いる集電体は、工業的に使用し易く、電池として作動させる電位範囲(2.5〜4.2V)で、酸化溶解しない安定な材料であること、更には、過充電または過放電の状態となった場合でも溶解、再析出しないことが求められる。そのために、正極には、表面が酸化アルミニウム(Al2O3)の緻密な不働態皮膜で被覆されたアルミニウム(Al、以下アルミニウムと記載)箔が用いられ、負極には、銅(Cu)箔が用いられている。二次電池としては、例えば、正極としてアルミニウム箔にコバルト酸リチウムなどの正極活物質を塗布したものが用いられ、負極として銅箔に黒鉛などの負極活物質を塗布したものが用いられる。
【0005】
電気二重層キャパシタは、正極および負極が電解質の存在下でセパレータを介して配置されている点は、二次電池と同様であるが、電気二重層キャパシタでは、電解液と電極の界面に極めて短い距離を隔てて電荷が配向する現象を利用して充放電が行われる。電気二重層キャパシタとしては、電極として、例えば、アルミニウム箔などの集電体材料に活性炭などの活物質を塗布したものが用いられる。また、リチウムイオンキャパシタは、上記したリチウムイオン二次電池用の負極と電気二重層キャパシタ用の正極が電解質の存在下でセパレータを介して配置されており、ハイブリッドキャパシタとも呼ばれる。リチウムイオンキャパシタは、電気二重層キャパシタに比べて、セル電圧が増加する、蓄電容量が増加する、などのメリットがある。
【0006】
従来、集電体の強度を向上させる方法として様々な方法が検討されている。
【0007】
非特許文献2では、集電体材料に用いられる銅(Cu)箔は、通常、10μm厚さのものが使用されるが、35μmと比較的厚いものを使用することも検討されている。
【0008】
特許文献1には、集電体材料の引張強度に着目し、銅95質量%以上と、鉄、ニッケル、クロム、リン、錫および亜鉛のうちの一種以上の元素0.01〜5質量%を含有する「二次電池用銅合金箔製集電体」に関する発明が開示されている。
【0009】
双極(バイポーラ)型電池は、集電体の片面に正極活物質層を形成させ、別の面に負極活物質層を形成させ電池を構成したものであるが、この電池の耐久信頼性を向上させる手段として、特許文献2には、正極側金属層、負極側金属層、ならびに前記正極側金属層と前記負極側金属層との間に配置され、前記正極側金属層のヤング率および前記負極側金属層のヤング率の1/100000〜1/2のヤング率を有する中間層を備える集電体と、前記集電体の前記正極側金属層の側に電気的に結合した正極と、前記集電体の前記負極側金属層の側に電気的に結合した負極と、を含む「双極型電池用電極」に関する発明が記載されている。
【0010】
特許文献3には、多孔質集電体上に電極活物質薄膜層が形成されてなる電極を用いることにより、表面積を大きくして、高速充放電時の性能を向上させた非水電解質二次電池に関する発明が開示されている。
【0011】
特許文献4には、交番電界エッチングにより粗面化されたステンレス鋼箔集電体の一方の面に正極活物質層が、他方の面に負極活物質層が形成されたバイポーラ型電極を用いるリチウムイオン二次電池に関する発明が開示されている。
【0012】
特許文献5には、所定の化学組成を有するステンレス鋼を集電箔に用いるバイポーラ電池に関する発明が開示されている。
【先行技術文献】
【特許文献】
【0013】
【特許文献1】特開平11−339811号公報
【特許文献2】特開2008−140552号公報
【特許文献3】特開2005−78991号公報
【特許文献4】特開2010−33768号公報
【特許文献5】特開2007−242424号公報
【非特許文献】
【0014】
【非特許文献1】リチウム二次電池部材の高容量・高出力化と安全性向上、2008年12月26日、技術情報協会、195〜220頁
【非特許文献2】第50回電池討論会要旨集 2C07、平成21年11月30日、(社)電気化学会電池技術委員会 編集・発行、186頁
【非特許文献3】アルミニウムの表面酸化皮膜が有機電解液中でのアノード酸化に及ぼす効果、表面技術 Vol.61 No.4、2010年4月、表面技術協会、38頁
【非特許文献4】リチウムイオン電池用有機電解液中でのアルミニウムの陽分極挙動、表面技術 Vol.52 No.8、2001年8月、表面技術協会、57頁
【非特許文献5】高速充放電リチウムイオン二次電池の開発、FBテクニカルニュース No.64、古河電池株式会社、2008年11月、3頁
【発明の概要】
【発明が解決しようとする課題】
【0015】
二次電池の正極に関して、正極活物質としてコバルト酸リチウム(LiCoO2)を用いた正極は、比較的導電性が高いことから、様々な用途の二次電池に利用されているが、コバルトは、将来、供給不足が不安視されており、近年、リン酸鉄リチウム(LiFePO4)に代表されるポリアニオン系正極活物質が注目され、実用化されている。しかし、ポリアニオン系正極活物質は、コバルト酸リチウムに比べて、導電率が低いことから、この活物質を用いる場合には、その表面に導電性を付与する改質を行うこと、および、集電体材料に塗布・乾燥した後、高いプレス圧でプレス加工を実施して、粒子間および粒子と集電体間の接触を増やし、抵抗を低くし、高入出力特性を得ることが必要となる。
【0016】
このため、集電体材料には、高いプレス圧を負荷しても変形しないこと、および、プレス後に集電体と正極活物質合剤層がはく離しないことが重要である。また、高いプレス圧でのプレス加工を実施すると、機械的強度が低い集電体では、しわが発生したり、穴が空いたりすることがあるが、バイポーラ型の二次電池またはキャパシタの電極の集電体に穴が存在すると、そこを通して電解液同士が接触し、デバイスが作動しなくなるという問題がある。また、バイポーラ型ではない通常の二次電池の場合でも、電極にしわや穴があることは電極面内の均一性を損なうことになり、サイクル劣化や電池の内部短絡などによる性能低下を生じ得る。よって、正極用集電体には、高い引張強度を有することが求められる。
【0017】
ポリアニオン系正極活物質は、従来のコバルト酸リチウムなどの遷移金属酸化物系正極材料に比べて、耐熱性が高いという特徴を有している。従来のリチウムイオン二次電池では、正極活物質として、LiCoO2、LiNiO2、LiNi0.5Mn0.5O2、LiNi0.8Co0.2O2、LiNi0.8Co0.15Al0.05O2、LiMn2O4、LiNi1/3Mn1/3Co1/3O2、LiMnO3‐Li(NiCoMn)O2、LiNi0.5Mn1.5O4等に代表される酸化物系材料が主に用いられてきた。
【0018】
これらの酸化物系材料は、高温時に酸素を放出して分解するため、耐熱性の観点で課題があった。特に、Mn系やCo系に比べてNi系ではより酸素発生温度が低く、LiCoO2が220℃、LiNiO2が150〜220℃、LiMn2O4が290℃で、それぞれ酸素を発生する。
【0019】
18650型(直径18mm、長さ65mm)円筒形電池が加熱された場合には、正極から最大2000ccの酸素ガスが放出される計算になり、これが負極または電解液の燃焼に使われると大きな爆発力となり危険である。しかし、ポリアニオン系正極活物質であれば、全ての酸素が共有結合でリンやシリコン、ホウ素や硫黄などと結合したオキソ酸陰イオンとなっているため結合が強く、酸素の解離温度が高くなり、安全性に優れる。
【0020】
このようにポリアニオン系正極活物質を使えば、従来に比べてより電池の耐熱性を高めた安全性に優れる電池を提供することができる。また、後述する二次電池用の負極の場合と同じように、バインダにポリイミドを用いる際は、イミド化に高温熱処理を要し、耐熱性が必要となる。よって、正極用集電体には、高い引張強度を有するとともに、耐熱性を有することが求められる。
【0021】
一方、二次電池の負極に関して、例えば、スズ(Sn)、珪素(Si)等の元素、またはこれらの窒化物、酸化物等は合金系負極と呼ばれ、炭素よりはるかに大きいリチウム吸蔵量を有することが知られており、これらの高容量活物質を負極活物質として使用することが検討されている。しかし、これらの活物質は、高容量であるがゆえに吸蔵時の体積膨張および放出時の体積収縮の差が大きく、その体積変化は大きいものでは従来材料に比べて約4倍にもなり、従来の集電体材料では電極そのものが瓦解することがある。
【0022】
特に体積変化の大きな材料を用いる際には、体積変化時の電極の瓦解を防止する目的で密着性の高いポリイミドなどのバインダが用いられる。密着性の高いバインダを用いた電極は、膨張収縮の大きな活物質層と集電体との間の密着性も高まるため、膨張収縮時には集電体にも大きな応力がかかり、集電体が破壊され得る。従来の集電体を厚くして強度を高めることで、スズ系や珪素系などの合金系負極用集電体とすることもできるが、その場合には、電極の総厚が増大し、電池の体積エネルギー密度が低下して、高容量である合金系容量の強みが活かされないという問題が生じる。よって、負極用集電体にもより高い引張強度を有することが求められる。
【0023】
密着性の高いポリイミドバインダは、ポリイミド前駆体として電極スラリーに混合され、集電体に電極スラリーを塗工した後、200℃以上の温度に加熱する熱処理を実施することでイミド化(重合固化、重合、キュアとも表現される)して、強靭な電極を形成する。従来の銅箔やアルミニウム箔の集電体では、イミド化のための熱処理によって強度が低下してしまう。よって、負極用集電体にもより高い引張強度を有することとともに、耐熱性を有することが求められる。
【0024】
例えば、電気二重層キャパシタの正極用集電体と負極用集電体およびリチウムイオンキャパシタの正極用集電体には、アルミニウム箔が用いられている。キャパシタを製造する際には、通常、その途中に塗工工程、プレス工程および捲回工程などがある。いずれの工程でも、集電体箔に張力をかけながら該工程で処理を行うが、その際、強度の弱い集電体を用いると、張力に耐えられずにしわや変形が生じ、均質な活物質層の形成が困難になるという問題がある。よって、キャパシタ用集電体にもより高い引張強度を有することが求められる。
【0025】
キャパシタの正極には活性炭が使われるが、活性炭は表面積が非常に大きいため、水分を吸着しやすい。キャパシタ用電極の水分除去は、キャパシタの性能を大きく左右する重要な要素であるが、上記した理由により、活性炭の完全な水分除去は難しい。高温で乾燥させれば水分は除去できるが、その際、アルミニウム箔集電体も高温に曝され、その強度が低下する。よって、キャパシタ用集電体にもより高い引張強さ(「抗張力」ともいう。)を有することとともに、耐熱性を有することが求められる。また、リチウムイオンキャパシタでは、二次電池用負極と同様の負極が用いられるため、リチウムイオン二次電池用負極と同じ理由により、リチウムイオンキャパシタ負極用集電体にもより高い引張強度を有することとともに、耐熱性を有することが求められる。
【0026】
非特許文献2に記載される技術のように、厚さ35μmの銅箔を使用すると、容量に寄与しない集電体の割合が、汎用品よりも3.5倍に増え、体積エネルギー密度が低下し、高容量である合金系容量の強みが活かされないという問題がある。また、電池のエネルギー密度に関して、従来の銅箔は密度が8.96g/cm3と重く、重量エネルギー密度を増加させることが困難であるが、例えば、ステンレス鋼(SUS304)箔の密度は7.93g/cm3と銅箔に比べて軽いため、電池の軽量化にも有利である。
【0027】
特許文献1では、銅合金箔を用いると、導電率もある程度高く、集電体材料の厚みが8〜25μmで、引張強さを500MPa以上にでき、特に、この集電体材料にカーボン等の炭素系材料を塗布した負極を用いるリチウムイオン二次電池に用いると良好とされている。しかし、銅合金箔を用いると、材料コストが高くなるという問題がある。また、一般にポリイミド樹脂系バインダを重合固化するときの温度が200℃以上になるが、銅合金箔の強度は、200℃で10分間保持するだけで、引張強度は500MPa未満に低下する。
【0028】
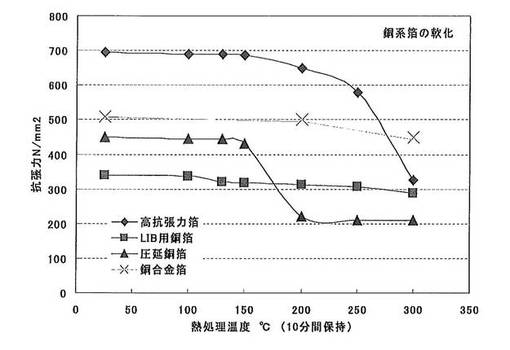
図1は、熱処理温度による10μm厚みの銅系箔の抗張力の変化(軟化)を示す図であり、縦軸は抗張力(N/mm2、すなわち、MPa)、横軸は熱処理温度(°C)を意味する。図1に示すように、高抗張力銅箔(◆)の場合、抗張力は、室温で700MPaという高い値を示すが、200℃以上の温度に曝されると、徐々に低下し、300℃では300MPa程度まで低下する。圧延銅箔(▲)の場合、抗張力は、室温で450MPaであるが、200℃以上で、200MPaまで低下する。LIB用銅箔(■)の場合、抗張力は、もともと、室温でも340MPaと低く、350℃では300MPaである。銅合金箔(×)の場合、抗張力は、室温で500MPaと高いが、200℃以上の熱処理を実施すると、450MPa程度まで低下する。このように、銅系箔では、200℃以上の熱処理を実施すると、抗張力を500MPa以上とすることは難しい。
【0029】
特許文献2に記載の発明では、請求項2および3ならびに段落0023において、集電体の中間層がアルミニウム、銅、ステンレス鋼などを含む金属または導電性高分子であり、前期中間層の両面に特定のヤング率の金属層を有する集電体を用いれば、耐久信頼性に優れたバイポーラ電池が得られるとしている。しかし、特許文献2の段落0008、0015によれば、耐久信頼性とは、振動などに起因する応力を吸収する特性を意味し、金属層のヤング率が低いことが好ましい、すなわち、強度は高くないのが良いこととされ、その実施例には厚さ30μmと厚い「波型の形状を有するステンレス箔」が例示されているに過ぎず、また、耐熱性に関しては全く考慮されていない。
【0030】
特許文献3において、実施例で評価しているのは厚さ50μmのアルミニウム箔を用いた例であるが、アルミニウム箔では、高温の処理後に高い強度を保つことができない。また、この発明のように、多孔質な集電体を用いると、孔のあいた体積部分に応じて強度が低下し、孔の割合(多孔度)にもよるが、厚さは50μm以上を必要とする。つまり活物質層を集電体へ塗工する際やプレスする際には、集電体箔に張力をかけながら該工程で処理を行うが、その際、強度の弱い集電体を用いると、張力に耐えられずにしわや変形が生じ、均質な活物質層の形成が困難になるという問題がある。
【0031】
特許文献4において、実施例で評価しているのは厚さ50μmのステンレス合金を用いた例であるが、容量に寄与しない集電体の厚さが厚すぎて、体積エネルギー密度が低下するという問題、すなわち一定の容積をもつ電池に占める活物質の割合が低下するために、一定容積の持つ電池のエネルギー密度が低下してしまうという問題がある。
【0032】
特許文献5では、耐食性の観点からステンレス鋼の化学組成を調整することとしているが、高容量の活物質を用いた場合の充放電に伴う電極層の膨張収縮を起因とする集電体の破損、穴あきなどの問題について全く考慮されていない。集電体として用いるステンレス鋼箔は圧延により製造されるために、表面にはサブミクロンサイズ以下の凹凸はあるものの金属光沢のある平滑面である。このまま、活物質合剤を塗布しても剥離しないだけの十分な密着を維持した活物質合剤層を形成することは困難である。
【0033】
本発明は、このような従来技術の問題点を解決するためになされたものであり、電極作製時および電池作動の温度範囲において高い、弾性限(0.2%のひずみが生じるときの応力で代用される。)、抗張力(引張強さ)と破断荷重を有しており、かつ、電解質と接触した状態で充放電を繰り返しても電気化学的に安定である蓄電デバイス用集電体材料およびその製造方法、蓄電デバイス用電極、ならびに、蓄電デバイスを提供することを目的とする。
【課題を解決するための手段】
【0034】
本発明は、下記の(1)〜(11)に示す蓄電デバイス用集電体材料、下記の(12)および(13)に示す蓄電デバイス用電極、下記の(14)〜(16)に示す蓄電デバイス用集電体材料の製造方法、下記の(17)〜(19)に示す蓄電デバイスを要旨とする。
【0035】
(1)厚みが15μm以下で、200℃における抗張力が500MPa以上であり、幅10mmにおける0.2%ひずみが生じるときの荷重が50N以上であり、幅10mmにおける破断荷重が70N以上であり、かつ集電体として機能する電位範囲が0〜4.2Vvs.Li+/Liである金属箔を用いる蓄電デバイス用集電体材料。
【0036】
(2)前記金属箔が、チタン、クロム、ジルコニウム、ハフニウム、タンタル、ニオブ、タングステン、もしくは、これらの合金、または、これらのうち少なくとも1種類を含む、ニッケル基合金、鉄−ニッケル合金、鉄―クロム合金、鉄−クロム−ニッケル合金、クロム−モリブデン−ニッケル合金、もしくは、ニッケル−銅合金からなる箔である、上記(1)の蓄電デバイス用集電体材料。
【0037】
(3)前記金属箔が、ステンレス鋼からなる箔である、上記(1)の蓄電デバイス用集電体材料。
【0038】
(4)前記金属箔の表面粗さが10点平均表面粗さRzで0.5〜5.0μmである上記(1)〜(3)のいずれかの蓄電デバイス用集電体材料。
【0039】
(5)前記金属箔の表面を改質材料で覆った蓄電デバイス用集電体材料であって、該改質材料が炭素材料からなり、その厚みが該金属箔の厚みの25%以下であり、その表面粗さが10点平均表面粗さRzで0.5〜5.0μmである上記(1)〜(3)のいずれかの蓄電デバイス用集電体材料。
【0040】
(6)前記金属箔の表面を改質材料で覆った蓄電デバイス用集電体材料であって、該改質材料が炭素およびポリイミド系樹脂の混合物からなり、その厚みが該金属箔の厚みの25%以下であり、その表面粗さが10点平均表面粗さRzで0.5〜5.0μmである、上記(1)〜(3)のいずれかの蓄電デバイス用集電体材料。
【0041】
(7)前記金属箔の表面を改質材料で覆った蓄電デバイス用集電体材料であって、該改質材料がニッケルからなり、その厚みが該金属箔の厚みの25%以下であり、その表面粗さが10点平均表面粗さRzで0.5〜5.0μmである、上記(1)〜(3)のいずれかの蓄電デバイス用集電体材料。
【0042】
(8)表面粗さを10点平均表面粗さRzで0.5〜5.0μmに調整した金属箔の表面を改質材料で覆った上記(1)〜(7)のいずれかの蓄電デバイス用集電体材料。
【0043】
(9)上記(1)〜(8)のいずれかの蓄電デバイス用集電体材料であって、その表面において、正極活物質または負極活物質で覆われない領域の一部または全てが、平均厚さ0.5μm〜5.0μmであり、かつ短期的耐熱性が200℃以上である耐熱絶縁層で覆われた、蓄電デバイス用集電体材料。
【0044】
(10)前記耐熱絶縁層が、ポリイミド系樹脂、ポリアミドイミド系樹脂、ふっ素樹脂(PTFE、PVDF、PFA)、エポキシ樹脂、ポリフェニレンサルファイド(PPS)、ポリアリレート(PAR)、ポリサルフォン(PSF)、ポリエーテルサルフォン(PES)、ポリエーテルイミド(PEI)、ポリアミドイミド(PAI)、ポリエーテルエーテルケトン(PEEK)、液晶ポリエステル(LCP)、シリコーン樹脂、メタ系アラミド樹脂、セラミックおよびガラスから選択される少なくとも1種類を含む上記(9)の蓄電デバイス用集電体材料。
【0045】
(11)前記耐熱絶縁層が、ポリイミド系樹脂である、上記(9)に記載の蓄電デバイス用集電体材料。
(12)上記(1)〜(11)のいずれかの集電体材料と正極活物質とで構成され、正極容量密度が1〜5mAh/cm2である、蓄電デバイス用電極。
【0046】
(13)上記(1)〜(11)のいずれかの集電体材料と負極活物質とで構成され、負極容量密度が2〜10mAh/cm2である、蓄電デバイス用電極。
【0047】
(14)上記(1)〜(11)のいずれかの蓄電デバイス用集電体材料の表面粗さを10点平均表面粗さRzで0.5〜5.0μmに調整した後に、活物質を塗布、乾燥させる、蓄電デバイス用電極の製造方法。
【0048】
(15)集電体表面に負極活物質層を形成させるに際し、塗布後に、200℃以上の熱処理を行う上記(14)の蓄電デバイス用電極の製造方法。
【0049】
(16)集電体表面に正極活物質層を形成させるに際し、塗布、乾燥後に、線圧で0.29〜1.47N/mmのプレス加工を行う上記(14)の蓄電デバイス用電極の製造方法。
【0050】
(17)上記(12)の蓄電デバイス用電極を正極とし、上記(13)の蓄電デバイス用電極を負極として用いた、蓄電デバイス。
【0051】
(18)バイポーラ型蓄電デバイスである、上記(17)の蓄電デバイス。
【0052】
(19)ポリマ電解質を用いた、上記(17)または(18)の蓄電デバイス。
【発明の効果】
【0053】
本発明の蓄電デバイス用集電体材料は、200℃において500MPa以上という高い引張強度を有しているため、従来と同程度の厚さで、スズ(Sn)、珪素(Si)等の高容量の負極活物質を用いた負極を製造することが可能となる。また、高いプレス圧でのプレス加工を実施できるので、LiFePO4に代表されるポリアニオン系正極活物質を用いた正極を製造することも可能となる。このため、従来と同程度の厚さで、従来よりも高い容量の蓄電デバイスをより安価に製造することが可能となる。本発明の蓄電デバイス用集電体材料は、特に、バイポーラ型の蓄電デバイスに用いるのに最適である。
【図面の簡単な説明】
【0054】
【図1】熱処理温度による10μm厚みの銅系箔の引張強度の変化(軟化)を示す図
【図2】従来型の代表的な電池構成の模式図
【図3】表面改質層および耐熱絶縁層を適用した本発明の電池構成の一例を示す模式図
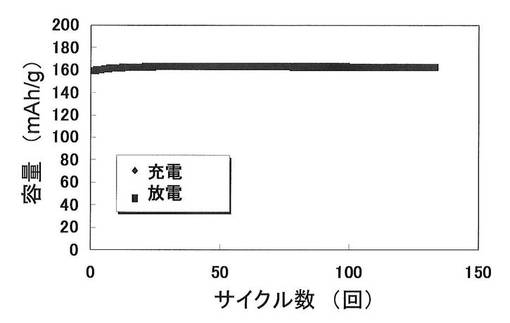
【図4】本発明例1を用いたSiO/Li半電池のサイクル特性図
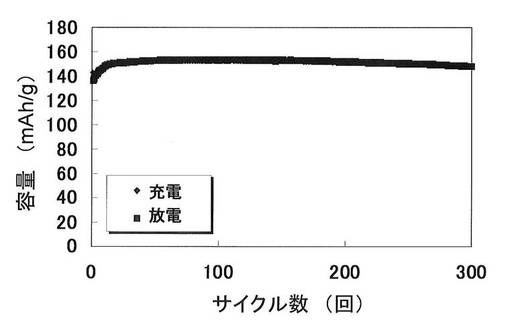
【図5】本発明例1を用いたLiFePO4/Li半電池のサイクル特性図
【図6】本発明例3を用いたLiFePO4/Li半電池のサイクル特性図
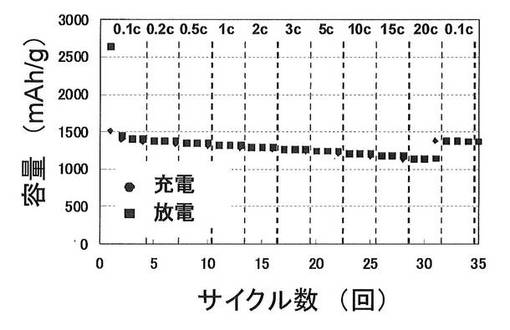
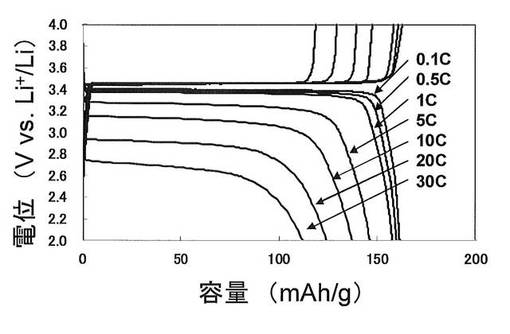
【図7】本発明例1の集電体を用いたSiO/Li半電池の高率放電特性を示す図
【図8】本発明例1の集電体を用いたLiFePO4/Li半電池の高率放電特性を示す図
【図9】本発明例3の集電体を用いたLiFePO4/Li半電池の高率放電特性を示す図
【図10】比較例1の集電体を用いたLiFePO4/Li半電池の高率放電特性を示す図
【図11】本発明例1の集電体を用いたLiFePO4/SiO全電池の充放電試験結果を示す図
【図12】本発明例1の集電体を用いた高熱安全性試験用電池の100℃高温下での充放電試験結果を示す図
【発明を実施するための形態】
【0055】
1.蓄電デバイス用集電体材料
本発明の蓄電デバイス用集電体材料は、厚みが15μm以下で、200℃における抗張力(引張強さ)が500MPa以上であり、幅10mmにおける0.2%ひずみが生じるときの荷重が50N以上であり、幅10mmにおける破断荷重が70N以上であり、かつ電位範囲が0〜4.2Vvs.Li+/Liである金属箔を用いるものである。
【0056】
(a)厚み:15μm以下
前述のように、蓄電デバイス用集電体材料の強度を確保するために厚みを大きくすることも可能ではあるが、厚みを大きくすることは、容量に寄与しない集電体の割合が増加し、限られたスペースの中では、活物質の塗布体積が減り、高い容量を得ることが困難となる。このため、蓄電デバイス用集電体材料の厚みが15μm以下であることが必要である。蓄電デバイス用集電体材料の厚みは、以下に示す引張強度および抗張力を満足する限りにおいては薄いことが好ましく、12μm以下であることが好ましい。さらには、10μm以下であることが好ましい。
【0057】
(b)200℃における抗張力:500MPa以上
例えば、負極において、高容量の合金系活物質は、Li吸蔵時に、体積が大きく変化する。このまま充放電を繰返すと、活物質が微粉化することがある。また、集電体から活物質が剥離して、低サイクル数で放電容量が低下することがある。これを抑制するために、結着性の大きなポリイミド樹脂をバインダとして用いることが有効である。ポリイミド樹脂をバインダとした合剤を集電体上に、重合固化するには、200℃では数時間、300℃では10分間以上の加熱処理が必要である。よって、この加熱処理を行った後であっても高い抗張力を有している材料であれば、充放電時の負極活物質の大きな体積変化が生じても、集電体の破壊が生じず、サイクル劣化を抑制することができる。
【0058】
このため、本発明においては、200℃における抗張力を500MPa以上とした。なお、電池の使用最高温度は、ポリイミド樹脂の分解する550℃を超える温度で使用することができないので、実用上、550℃が最高温度になる。よって、550℃においても引張強さが500MPa以上であることが好ましい。
【0059】
幅10mmにおける0.2%ひずみが生じるときの荷重:50N以上
幅10mmにおける破断荷重:70N以上
電極の充放電反応で、高容量を維持するためには、活物質層の構造変化に伴う体積変化に対応して、集電体として集電機能が損なわれないことが重要である。高容量でのサイクルを維持できず、劣化を起こすものは、集電体材料の弾性領域で活物質の変化に対応できず、集電体にしわなどの塑性変形だけでなく破壊が生じている。厚みが15μm以下で幅10mmにおける試料サイズで、明瞭な弾性限界値が読み取れないとき、0.2%ひずみが生じるときの値を指標値として用いる。Siなどの高容量活物質が大きな体積変化を生じる場合の集電体の変形または破壊について調べた結果、0.2%ひずみが生じるときの荷重が50N未満であるか、破断荷重が70N未満の場合、集電体に変形または破断が発生する。よって、厚さ15μm以下、幅10mmの試験片を用いた試験において、0.2%ひずみが生じるときの荷重が50N以上であり、破断荷重は70N以上であることとした。
【0060】
(c)金属箔の材質
本発明の蓄電デバイス用集電体材料は、集電体として機能する電位範囲が0〜4.2Vvs.Li+/Liであることが必要である。これは、電解液中で、リチウム二次電池用またはキャパシタの作動電位範囲内で、酸化腐触したり、充放電を繰返すと溶解再析出して、デンドライトが成長し、電極間の短絡を起こさないようにすることができる。また、集電体材料自体がリチウムやナトリウムと合金化反応する、つまり活物質材料になり得るものであると、集電体自体が劣化して電池性能が急激に低下する。よって、集電体として機能する電位範囲が0〜4.2Vvs.Li+/Liであることを必須の要件とした。
【0061】
上記の条件を満足する金属箔としては、チタン、クロム、ジルコニウム、ハフニウム、タンタル、ニオブ、タングステン、もしくは、これらの合金、これらのうち少なくとも1種類を含む、ニッケル基合金、鉄−ニッケル合金、鉄―クロム合金、鉄−クロム−ニッケル合金、クロム−モリブデン−ニッケル合金、もしくは、ニッケル−銅合金、または、ステンレス鋼からなる箔が挙げられる。
【0062】
チタン、クロム、ジルコニウム、ハフニウム、タンタル、ニオブおよびタングステンは、アノード酸化(陽極酸化)により金属表面がその金属の酸化物の皮膜で一様に覆われて優れた耐食性を示し、その酸化皮膜が電流を一方方向にのみ流して逆方向には流し難い整流機能を有する。このため、これらの金属は、バルブ金属と呼ばれる。他にバルブメタル、弁金属などとも言われる。また上記の他にビスマス、アンチモンもバルブ金属に属するが、これらはリチウムと合金化するために負極側の集電体としては使用することができない。
【0063】
金、白金、パラジウム、銀などの貴金属は、標準酸化還元電位がそれぞれ4.545、4.233、3.96、3.844Vvs.Li+/Liであり、過電圧を加味すると電位的には集電体として機能すると考えられるが、高価であって産業的に使用することが困難であるだけでなく、負極側の集電体としたときに、Liと合金化するなどの問題がある。また、貴金属は一般的に触媒活性が高く、表面で電解液の分解が起こりやすいという問題もある。
【0064】
一方、上述したバルブ金属とバルブ金属を含む合金およびステンレス鋼は、標準酸化還元電位を基準とする安定領域、すなわち、バルクの安定領域が、上述の貴金属よりも電位的に卑側にあるため、電圧を高めると溶解し集電体として機能しないように考えられる。しかし、実際には、自然酸化皮膜(広義の不動態皮膜)が存在するために溶解せずに機能することができる。例えば、バリア型被膜を有するアルミニウム、タンタルなどは、アノード分極下で定電流を加えると酸化皮膜が成長するに従い電圧が上昇し、ついにはブレークダウン電位(Ebd)に達して絶縁破壊が起こることがある。また、クロム、ステンレス鋼などは、数nmの極薄い狭義の不動態皮膜を有しており不動態電位領域より貴側になると過不動態領域になり、表面皮膜(水和オキシ水酸化クロムを主成分とする酸化皮膜)中のCr3+がCr6+に酸化され、CrO4陰イオンとして溶出し皮膜が破壊されることがある。電位範囲的には、ブレークダウン電位より卑側または不動態領域で使用すれば、バルク部分と表面皮膜を破壊することなく集電体として使用することができ得る。
【0065】
自然酸化皮膜は、通常、水分中の酸素を由来として生成する皮膜であるが、リチウムイオン二次電池などの電解液には、非水系の溶媒が用いられるため、その電解液中において酸化皮膜が成長することはほとんど無いと考えられる。この点、非特許文献3では、非水溶媒系電解液中のアルミニウム集電体の表面にはAl2O3ではなく、Alと溶質であるフッ素系電解質が反応することによって生じたAlF3が存在していることが示さている。ただし、非特許文献4に示されているように非水電解液中で生成する皮膜は、電解質の種類によっても変化するので、それらの組合せには注意を要する。さらに溶媒や溶質の種類によっては、皮膜の安定電位領域よりも狭い安定電位領域を持つものも存在するため、目的に応じた組合せで使用することが必要である。上述したバルブ金属と合金およびステンレス鋼の中でも特にステンレス鋼の皮膜は、多くの組合せにおいて比較的に安定性が高く、安定電位領域も広いため集電体として使用するには好ましい。
【0066】
上述した表面皮膜は、TiO2などの導電性を有するものもあるが、電気的に絶縁性であるものが多い。表面に絶縁体被膜を有するにも関わらず、集電体として使用することのできる理由は諸説あるが、今のところ次の2つの説が有力とされている。
【0067】
(1)表面欠陥説
絶縁体の集電体不動態皮膜に炭素粉末が接触することによって不動態皮膜の欠陥が活性化されて通電する。このことを非特許文献5では以下のように解析されている。正極活物質のほとんどはp型半導体であり、電極反応を円滑に進めるためには正極活物質と集電体および電極層に含まれる導電助剤との間にフェルミレベルを合わせてオーミックコンタクトを取る必要がある。このためには仕事関数の大きな材料が必要で、それには貴金属が向いている。仕事関数の小さな材料を用いた場合はショットキーバリアが生成し電子移動を妨げることになる。しかし、貴金属では上述したようにコストや触媒活性の高さから使い難い。一方、炭素は仕事関数が4.8〜5.0とされており、比較的大きく、正極活物質とオーミックコンタクトをとりやすい。また、炭素は、アニオンを自らへ引き寄せることで、正極活物質側に点欠陥を生成し活性な状態にしていると考えられる。
【0068】
(2)トンネル効果説
エネルギー的に通常は超えることのできない領域を粒子が一定の確率で通り抜けることのできる現象を、量子力学の分野では、トンネル効果と呼んでいる。電気的絶縁体を挟んで電気伝導体を10nm以下程度に接近させると良好な電子伝導が生じる。自然酸化被膜は数〜10nmであるため、良好に電流が流れることが説明できる。また、上述のAlF3被膜も5〜10nmの絶縁性膜であるため、同様にトンネル効果説が適用でき得ると考えられる。
【0069】
正極活物質としての硫黄系活物質は、高容量であるが、CuまたはNiとは容易に反応して硫化銅または硫化ニッケルを生成する。これに対して、上述した金属箔は、硫黄と反応しがたい物質であるため、特に、硫黄系の活物質を用いる場合の集電体材料として用いることが好ましい。
【0070】
例えば、ナトリウムイオンを用いるバイポーラ電池であれば、負極電位がリチウムイオンを用いる場合と比べて高くなるので通常の銅箔を使う必要はなく、Sn系、Sb系などの負極に、アルミニウム集電体を用いれば充放電可能な電池を作製できる。しかし、上記のように、バイポーラ電池またはバイポーラキャパシタ用の電極では、集電体に穴のないことが必須条件であり、機械的強度の低いアルミニウム箔集電体などを用いた場合には電極のプレス工程で集電体箔が変形して穴が空くことがある。アルミニウム箔に替えて上記の金属箔を用いることで、プレス工程後にも変形や穴のない電極が製造できる。また、アルミニウム箔は、加熱時に強度が低下するので、そもそも、耐熱性電池の作製が困難となる。さらに、前述のように、アルミニウム箔は、ポリイミド前駆体をイミド化する熱処理時に、強度が低下する。アルミニウム箔に替えて上記の金属箔を用いることで、熱処理後にも強度低下の無い電極が製造できる。
【0071】
このうち、特に、ステンレス鋼からなる箔を用いるのが好ましい。ステンレス鋼は、様々な環境下での高耐食性に優れ、特に、厚みが15μm以下であっても、200℃における引張強さが500MPa以上で、かつ、幅10mmにおける0.2%ひずみが生じるときの荷重が50N以上であり、幅10mmにおける破断荷重が70N以上であり、かつ電位範囲が0〜4.2Vvs.Li+/Liである金属箔を比較的低コストで入手できるからである。例えば、ステンレス鋼箔を集電体として用いたバイポーラ電池であれば、耐食性に優れるため、電解液として非水電解液だけでなく、ゲル電解質、ポリマ電解質を用いることができる。また、ステンレス鋼箔は、正負極どちらの集電体としても使用できるので、集電体を正負極で共用することができる。なお、ステンレス鋼は、電気抵抗がアルミニウム、銅などよりも高いという問題があるが、実用上、電極の集電性を損なうことはない。例えば、バイポーラ電池のセルの場合、箔の面で集電するために抵抗の影響はほとんどなく、この点は、実用上大きな問題とはならない。
【0072】
ここで、アルミニウム箔、銅箔などの金属箔では、高い抗張力を示すものでも350MPa程度であり、集電体としての十分な強度が得られないだけでなく、活物質と集電体との結着性を上げるために種々の樹脂が用いられるが、ポリイミド系樹脂での重合固化が200℃以上であると、更に軟化し、集電体金属箔に塗布した後、塗布面が湾曲する現象が発生して、電極の生産性が著しく低下してしまうことがある。ところが、ステンレス鋼箔を初めとする上記の高強度金属箔は、塗工後の乾燥工程、ポリイミド樹脂の重合固化(キュア)時の熱処理工程を経ても、抗張力の低下はなく、塗布面が湾曲する現象が発生し難い。また、高強度金属箔は、負極として用いる時に大きなプレス圧力が必要な活物質を採用するときに有用である。特に、ステンレス鋼箔は、銅箔と比べても酸化・硫化され難いというメリットもある。また、LiPF6などFを含む電解質を用いる場合、Fが水分と接触し、高腐食性のフッ化水素酸(HF)となる。この点、アルミニウム箔であれば、HFで腐触されるが、ステンレス鋼箔であれば、腐食され難い。
【0073】
なお、ステンレス鋼の種類には特に制約はないが、例えば、オーステナイト系鋼(SUS201、SUS202、SUS301、SUS302、SUS303、SUS304、SUS305、SUS309、SUS310、SUS312、SUS315、SUS316、SUS317、SUS310、SUS321、SUS347、SUS384など)、マルテンサイト系鋼(SUS403、SUS405、SUS410、SUS420、SUS431など)、フェライト系鋼(SUS405、SUS409、SUS410、SUS430、SUS436、SUS443、SUS444、SUS445など)、析出硬化型鋼(SUS630、SUS631など)、2相系鋼(SUS329など)などを用いることができる。特に、オーステナイト系ステンレス鋼を用いるのが好ましく、中でも、汎用のSUS304、SUS316またはSUS310が安価に利用できる。
【0074】
15μm以下の厚みの箔材料としては、冷間圧延したままの鋼材(硬質材)と焼鈍した鋼材(焼鈍材)のSUS304がある。厚みが10〜11μmの硬質材のSUS304は、抗張力は1600〜1730MPaあり、幅10mmにおける、0.2%ひずみが生じるときの荷重は70.5〜77.6Nであり、破断荷重が173.4〜190.7Nある。厚みが10〜11μmの焼鈍材のSUS304は、抗張力は726〜794MPaあり、幅10mmにおける、0.2%ひずみが生じるときの荷重は54.5〜59.9Nであり、破断荷重が72.6〜79.9Nある。
【0075】
なお、引張強さ(抗張力)および伸びは、10mm幅にした箔材料を試験片として、インテスコ社製引張試験機(IM20)を用い、チャック間距離50mm、降下速度50mm/minの条件で、試験片を破断するまで引張り、破断伸びから「伸び(%)」を求め、また、引張強さ(TS)を測定した。SUS304では、7.93g/cm3を、密度値とした。
【0076】
(d)金属箔の表面粗さ:10点平均表面粗さRzで0.5〜5.0μm
活物質層(活物質を含んだ合剤層)の厚さは、正極で1〜5mA/cm2の正極容量密度を得るためには5〜100μmの範囲とし、負極で2〜10mAh/cm2の負極容量密度を得るためには5〜100μmの範囲とすることが好ましい。そして、金属箔の表面粗さRzが0.5μm未満の集電体の場合、活物質層と集電体との密着性が不十分となり、高容量活物質を用いる電極の場合、充放電時に活物質層が剥離するなどの問題が生じる恐れがある。一方、金属箔の表面粗さRzが5.0μmを超える場合、活物質層と金属箔との密着力は大きくなるものの、活物質粒子の粒径および集電体表面の凹部のサイズが近くなり、集電体表面の凹部に活物質粒子が埋まる場所と活物質が存在しない場所ができやすく、電極面内の微小領域での不均一が生じる。このため、特定箇所への電流集中が起こり、電池性能が劣化するなどという問題がある。さらに、例えば、厚みが10μmの金属箔の表面粗さを下記のように改質材料で覆うことにより調整する場合、改質材料で覆った後の金属箔の表面粗さRzが5.0μmを超えると、改質材料の層および金属箔の全厚みが15μmを超え、電池全体に占める容量に寄与しない部分の体積が増えるので望ましくない。
【0077】
金属箔表面の粗さは、金属箔表面粗さを調整しても良いし、炭素、アルミニウム、チタン、バナジウム、クロム、マンガン、鉄、コバルト、ニッケル、銅、ジルコニウム、ニオブ、モリブデン、タンタル、タングステン、白金、金、クロムーニッケル合金、クロム−鉄合金、鉄ーニッケル合金、鉄―クロム合金、鉄−クロム−ニッケル合金、或いはアルミニウム、チタン、バナジウム、クロム、マンガン、鉄、コバルト、ニッケル、銅、ジルコニウム、ニオブ、モリブデン、タンタル、タングステンなどの酸化物で金属箔表面を覆うことによって調整してもよい。これらの材料は、金属箔の表面粗さの調整とともに、集電体としての機能を改善し、リチウム二次電池、キャパシタなどの蓄電デバイスの作動電位における酸化腐触の防止、充放電の繰返しにより還元析出物がデンドライト状に成長するのを防止する効果を有する。
【0078】
例えば、改質処理を施していないステンレス鋼箔の場合、表面に不働体皮膜が形成されているものの、充放電サイクルに伴い徐々に抵抗が増幅する。これに対して、炭素コート、ニッケル(Ni)メッキなどにより改質材料で表面を覆うことにより、この問題を克服できる。また、ショットブラスティング、エッチングなどにより、ステンレス鋼箔の表面を粗化して、一度、表面の不働態皮膜を除去するか、薄くしたのちに、改質材料で覆うのがよい。これにより抵抗が下がり、電池の性能向上に寄与することができる。なお、粗化は、表面粗さを10点平均表面粗さRzで0.5〜5.0μmに調整するのがよい。
【0079】
なお、改質材料は、基本的に容量に寄与しないため、できる限り薄いことが好ましく、金属箔表面を改質材料で覆う場合には、改質材料層の厚さを、金属箔の厚さの25%以下にする必要がある。金属の表面を改質材料で覆う場合、その層の構造は、単層でもよいし、別の改質材料との積層でもよい。また、複数の改質材料を均一または不均一に複合したものであってもよい。
【0080】
ここで、改質材料として、炭素を用いるのが好ましい。これは、炭素材料は、電解液に対して経時安定性に優れ、電極特性を良好に維持するからである。また、炭素材料は、正負両極の電位(一般的なリチウムイオン二次電池の電位領域は0〜4.2Vvs.Li+/Liである。)にも耐えることができる。炭素材料としては、黒鉛、カーボンブラック、ケッチェンブラック、アセチレンブラックなどの鎖状微細炭素、カーボンファイバー、カーボンナノチューブ、ハードカーボン、ソフトカーボンなどを用いることができる。改質材料としては、炭素とポリイミド系樹脂の混合物を用いるのがさらに好ましい。上記のように、炭素材料は優れているが、密着性に劣る場合がある。よって、集電体表面に炭素材料とポリイミド樹脂の混合物を塗布し、200℃以上に加熱してポリイミド樹脂を固化重合すると、炭素材料を集電体表面に強固に被覆することができる。この被覆は高い耐熱性を有する。
【0081】
改質材料としては、ニッケルを用いるのも好ましい。ニッケルは、導電性に優れ、耐腐食性が高く耐電解液性に優れているからである。
【0082】
2.蓄電デバイス用電極
(a)正極容量密度:1〜5mAh/cm2
上記1で説明した蓄電デバイス用集電体材料を用いて、1〜5mAh/cm2の正極容量密度を有する電極を得ることが好ましい。このときの正極材料として、LiFePO4に代表されるポリアニオン系正極活物質を用いるのが好ましい。ポリアニオン系正極活物質は、導電率が低いため、プレス圧を高くし、粒子間および粒子と集電体間の接触を増やすことにより高い性能(低抵抗で高入出力)が得られやすい。
【0083】
ポリアニオン系活物質としては、例えば、LiMPO4(M=Ni、Co、Mn、Fe)、LiM2(SO4)3(M=V、Ti、Fe)、LiM2(XO4)3(M=Fe、Mn、Ti、V、Nb、X=S、P、Mo、W、As、Si)、LiMVO4(M=Mn、Ni、Co)、Li2MSiO4(M=Ni、Co、Mn、Fe)、LiMBO3(M=Ni、Co、Mn、Fe)、LiTi2(PO)3、Fe2(SO4)3、Fe(Mo4)3、Fe2(SO4)2、Li3Fe2(PO4)3、Li3V2(PO4)3、Li3Fe2(AsO4)3、TiNb(PO4)3、LiFeNb(PO4)3、Li2FeTi(PO4)3、Fe4(P2O7)3、LiFeP2O7、TiP2O7、LiVP2O7、MoP2O7、Mo2P2O11、MoOPO4、VOPO4、LiVOPO4、VOSO4、VOAsO4、Li2VOSiO4、LiVMoO6、VBO3、Fe2(WO4)3などが挙げられる。LiVPO4F、Li2CoPO4F、などのフッ素導入ポリアニオン、LiFe2(SO4)2(PO4)、Li2Fe2(SO4)(PO4)などの混合ポリアニオン系の活物質も含まれる。これらに導電性を高める目的で異種元素(Mo、W、Nb、Alなど)をドーピングしたもの、遷移金属部分を2種類以上(M=FeMn、NiCoなど)にしたものも含まれる。また、上記の内で、LiをNaに変えた場合に、充放電によりNaの吸蔵放出が可能な場合も含まれる。
【0084】
(b)負極容量密度:2〜10mAh/cm2
上記1で説明した蓄電デバイス用集電体材料を用いて、2〜10mAh/cm2の負極容量密度を有する電極を得ることが好ましい。このときに用いる負極活物質としては、Liの吸蔵放出を行う、Al、Sn、Zn、Pb、Ag、Bi、In、Si、Ge、Cd、GaもしくはSb、または、これらのうち一種以上が含まれる合金材料が挙げられる。また、SiOx、SnOx(x=0〜1.6)、ZnO、Bi2O3、In2O3、ITO(In2O3とSnO2の化合物で、割合は質量比で、約9:1)、さらに、これらの酸化物に異種元素をドープした材料も含まれる。例えば、フッ素ドープ酸化スズ(FTO)、アルミニウムドープ酸化亜鉛(AZO)、アンチモンドープ酸化スズ(ATO)、また、これらの元素の硫化物、SiS2、SnS、SnS2などがあり、また、CuSn、FeSn、FeSi、TiSi、SnC2O4−Si、SnC2O4−SiOx、SnCuOxなどの負極活物質がある。
【0085】
例えば、電極容量密度1〜3mAh/cm2で本発明の正極または負極を得た場合、超高出力用途や長寿命用途に向いており、電極容量密度1〜5mAh/cm2では、高容量用途や高出力用途に向いている。なお、電極容量密度は、例えば、充放電サイクル容量試験等により測定することができる他、活物質塗布重量から容量を計算し、その値を電極面積で割ることにより求めることができる。
【0086】
(c)その他
正極または負極の活物質層には、例えば、必要に応じて導電性を付与するための導電助剤を含有させてもよい。例えば、溶媒(N−メチル−2−ピロリドン(NMP)、水、アルコール、キシレン、トルエン、その他非水電解液に使われる有機溶媒等)を用いてスラリー状の正極または負極活物質含有組成物(合剤)とし、この組成物を集電体表面に塗布、乾燥し、更にプレスすることで集電体表面に、所望の厚みと密度に制御した正極または負極活物質含有層を形成し、蓄電デバイス用電極(正極または負極)とすることができる。
【0087】
導電助剤としては、炭素材料を含む場合には、炭素材料の種類(構造等)は特に限定されない。例えば、アセチレンブラック(AB)、ケッチェンブラック(KB)、黒鉛、カーボンファイバー、カーボンチューブ、ハードカーボン、ソフトカーボン、非晶質炭素等の炭素材料を、1種単独で用いてもよいし、または2種以上を併用してもよい。より好ましくは、複合粉末中に導電性の三次元網目構造を形成できるものが好ましい。導電性の高い三次元網目構造が形成されていれば、リチウム二次電池用の正極または負極材料として充分な集電効果が得られるとともに、Li吸蔵時の活物質層(特に合金成分)の体積膨張を効果的に抑制できる。また、バインダも通常用いられているポリイミド系樹脂材料などを用いることができる。
【0088】
3.蓄電デバイス用電極の製造方法
本発明の蓄電デバイス用集電体材料の製造方法は、特に制約はないが、特に、厚みが15μm以下で、200℃における抗張力が500MPa以上であり、幅10mmにおける0.2%ひずみが生じるときの荷重が50N以上であり、幅10mmにおける破断荷重が70N以上である金属箔を用意し、その表面粗さを10点平均表面粗さRzで0.5〜5.0μmに調整した後に、活物質を塗布、乾燥させるのが好ましい。金属箔の表面粗さをこのような範囲に制約する理由が、充放電時に活物質層が剥離するのを防止することにあることは前述のとおりである。
【0089】
なお、集電体表面への負極活物質の塗布後に、200℃以上の熱処理が行われる。また、集電体表面への正極活物質層の塗布、乾燥後に、線圧で0.29〜1.47N/mmのプレス加工を行われる。このため、厚みが15μm以下であっても、200℃における抗張力が500MPa以上であり、幅10mmにおける0.2%ひずみが生じるときの荷重が50N以上であり、幅10mmにおける破断荷重が70N以上である金属箔を用いる必要がある。
【0090】
金属箔表面自体の粗さを調整する場合には、酸化、サンドブラスト、ブラッシング、ケミカルエッチング、など公知の方法を採用することができる。金属箔表面を改質材料で覆う前に粗化処理を行う場合にも、これらの方法を採用すればよい。また、金属箔表面の粗さの調整を、金属箔表面を改質材料で覆うことによって行う場合には、例えば、以下の方法がある。なお、以下の方法は、金属箔と改質材料の構造に合わせて、適時、選択すればよい。
【0091】
(a)電気めっき、無電界めっきなどのめっきにより、金属箔表面に改質材料を析出被覆する。なお、電気泳動法も広義の電気めっきに該当する。
【0092】
(b)スパッタリング、蒸着などの物理めっきにより、改質用材料を気相化して、集電体表面に積層化する。
【0093】
(c)改質材料を粉末にして、これを結着剤、粘度調節剤などと混練して塗料化し、スクリーン、ドクターブレード、コータ、グラビア、凸版、凹版の各種印刷技術、ディッピング技術、スピンコート技術によって金属箔上で塗膜化し、粘度調節剤を除去する。これらは、例えば、スラリー法、ペースト法、ディッピング法、スピンコート法と呼ばれる方法である。
【0094】
(d)改質材料を粉末にして、ガスなどの流体中に分散させながら、金属箔表面に機械的に堆積させる。いわゆる、エアロゾルデポジション法である。
【0095】
(e)改質材料をフィルム上で膜にして、金属箔上にそのフィルムを載せ、フィルムだけを取り除き、改質材料を金属箔表面に機械的に転写させる。
【0096】
(f)酸化、プラズマ、サンドブラスト、ブラッシングによって、金属箔表面に酸化物層などを形成する。
【0097】
(g)改質材料を箔にして、金属箔と合わせてロール間を通して圧着して、金属箔表面に改質材料をクラッドさせる。いわゆる、圧着法である。
【0098】
4.蓄電デバイス
(a)蓄電デバイスの種類
上記の正極または負極を搭載した蓄電デバイスとしては、リチウムイオン二次電池、リチウムイオンキャパシタ、ナトリウムイオン二次電池、ナトリウムイオンキャパシタ、ナトリウム硫黄二次電池、リチウム硫黄二次電池などがある。また、これらの蓄電デバイスには、電解液、ゲル電解質、ポリマ電解質など様々な電解質を用いたものが含まれる。また、これらの蓄電デバイスには、バイポーラ型の蓄電デバイスが含まれる。
【0099】
上記の正極または負極を搭載したリチウム二次電池を作製する場合には、公知のリチウム二次電池の電池要素(正極、セパレーター、電解液等)を用いて、常法に従って、角型、円筒型、コイン型等のリチウム二次電池に組み立てればよい。
【0100】
本発明の蓄電デバイス用集電体材料は、バイポーラ型蓄電デバイスにおける電極の集電体に用いるのに特に有用である。上記の正極活物質と負極活物質を集電体の片面ずつに形成するとバイポーラ電極(双極式電極)を形成することができる。このバイポーラ電極に用いられる集電体には、表裏面それぞれに別の活物質が塗工されるため、通常の電極に用いられる集電体に比べて、乾燥時またはプレス時に、裏表の膨張率の差から反りやしわが発生し易い。本発明の蓄電デバイス用集電体材料は高い強度を有するので、バイポーラ電極に用いた場合でも、このような問題が生じ難い。
【0101】
前述のように、バイポーラ電池またはバイポーラキャパシタ用の電極では集電体に穴のないことが必須であり、本発明の集電体材料は高い強度を有するため、プレス工程後にも変形や穴のない電極が製造できる。このため、各層からの電解液の滲み出しを防止するためのパッキンを簡易的なものにでき、電池またはキャパシタの製造工程を大幅に簡略できる。特に、ポリマ電解質を組み合わせると、簡便な構造で高電圧化が可能という効果をもつバイポーラ型電池にすることができる。
【0102】
セパレータとしては、公知のリチウム二次電池に用いられるポリオレフィン系の微多孔などが使用できる。また耐熱性が必要な場合は、アラミド、ポリイミド(PI)、ポリアミドイミド(PAI)、ポリエステル(ポリエチレンテレフタラート(PET))、エチレン‐ビニルアルコール共重合体(EVOH)又はガラス繊維からなる群から選択される少なくとも一種からなる、微多孔膜又は不織布からなるものが使用できる。
【0103】
このように、本発明に係る蓄電デバイス用集電体材料は、製造時および使用時において想定される高温の環境においても、十分に高い強度を有するため、高容量の活物質を用いる場合でも穴が発生することがなく、大容量な合金系負極が可能になり、また、従来のものよりも薄い集電体を作製できるので、体積当たりの電池のエネルギー密度(体積エネルギー密度)を大きくすることができる。
【0104】
(b)電解質
本発明のリチウム二次電池の電解質は、リチウムイオンを含有する必要があることから、リチウム二次電池で用いられるものであれば特に限定されないが、その電解質塩としては、リチウム塩が好適である。このリチウム塩としては、具体的には、ヘキサフルオロリン酸リチウム、過塩素酸リチウム、テトラフルオロホウ酸リチウム、トリフルオロメタンスルホン酸リチウム及びトリフルオロメタンスルホン酸イミドリチウムよりなる群から選択される少なくとも1種を用いることができる。上記リチウム塩は、電気的陰性度が高く、イオン化しやすいことから、充放電サイクル特性に優れ、二次電池の充放電容量を向上させることができる。
【0105】
上記電解質の溶媒としては、プロピレンカーボネート(PC)、エチレンカーボネート(EC)、ジメチルカーボネート(DMC)、ジエチルカーボネート(DEC)、γ−ブチロラクトン、2−メチルテトラヒドロフラン、1,3−ジオキソラン、4−メチル−1,3−ジオキソラン、1,2−ジメトキシエタン、1,2−ジエトキシエタン、ジエチルエーテル、スルホラン、メチルスルホラン、ニトロメタン、N,N−ジメチルホルムアミド、ジメチルスルホキシドよりなる群から選択される少なくとも1種を用いることができ、特に、プロピレンカーボネート単体、エチレンカーボネートとジエチルカーボネートとの混合物、又はγ−ブチロラクトン単体が好適である。なお、上記エチレンカーボネートとジエチルカーボネートとの混合物の混合比は、エチレンカーボネート及びジエチルカーボネートともに10〜90vol.%の範囲で任意に調整することができる。
【0106】
従来のアルミニウム箔の集電体に対して強力な腐食性を有するものの、電池の耐熱性を求めて、電解質としてLiTFSIを用いることがある。例えば、LiTFSIにPC電解液を使用した場合に、アルミニウム箔が腐食する問題がある。この腐食機構は、TFSIアニオンがアルミニウムと反応し、1電子を放出した結果、アルミニウム箔表面にAl(TFSI)3が生成されて、Alが脱離する。その結果、アルミニウム箔に抜け穴があくものと推定されている。この解決として、LiTFSIとアルミニウム箔の関係を良好にするために、LiPF6の配合が有効とされている。しかしながら、電池の耐熱性を求めてLiTFSIを用いているのに、耐熱性の低いLiPF6を添加することは矛盾する。そこで、耐食性の高いステンレス鋼箔材料を集電体として用いると、TFSIアニオンにも腐食され難く、LiTFSI塩を電解質とした電解液を使うことが可能となる。
【0107】
本発明の集電体を用いることにより、耐熱性の高い電極を作製することができ、そのことにより従来の蓄電池よりも高い温度(例えばリチウムイオン二次電池の場合60℃以上)でも安定に作動させることが可能になり得る。しかし、高温の状態にある電池が何らかの原因、例えば、圧壊や電池内部に存在する金属異物またはセパレータの収縮などが原因で短絡するなどの不具合が生じた場合に、室温で作動している電池に比べてより急激に反応が促進されて発熱・発火・爆発する恐れがある。このようなリスクを回避すべく、より安全性の高い集電体の構造を提供する。
【0108】
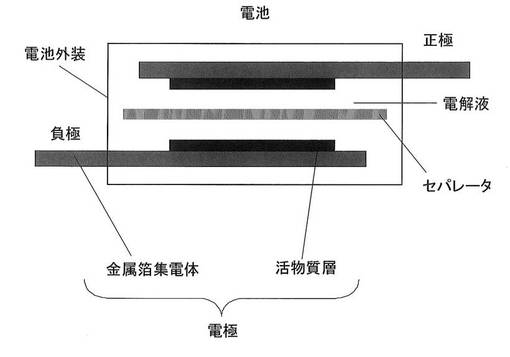
図2の従来型のリチウムイオン二次電池の構造の模式図に示されるように、蓄電池の電極には集電体表面に正極活物質または負極活物質で覆われる部分と覆われない部分が存在する。活物質層が存在する領域は、セパレータを介して正極活物質と負極活物質とが対向する構造となる。一方、活物質層が存在しない領域は、セパレータを介して正負両極の集電体が対抗する状態となる。ただし、活物質層が通常電極の中央部に位置するのに対し、活物質層が存在しない領域は電極の周辺部に位置している。
【0109】
ここで、電池全体が高温になった場合にセパレータが収縮することがある。セパレータはその中央部に向かって収縮するため、電極の周辺部(活物質層が存在しない領域)において、それまでセパレータで隔てられていた正負極の電極が接触することがある。そして、活物質層が存在する領域での短絡は、活物質層が電気抵抗を持つため急激に大電流が流れることをある程度抑制できるが、活物質層のない領域では金属同士が短絡することになるため、急激に大電流が生じるのを防止できなくなる。
【0110】
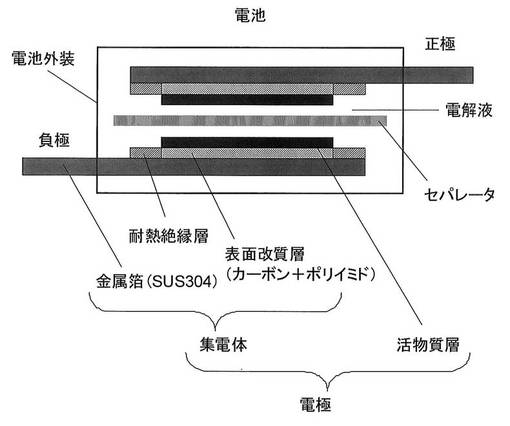
このとき、図3に示すように、集電体表面の活物質層のない領域を電気絶縁性かつ耐熱性の高い状態にしておくことで安全性を高めることができる。この耐熱絶縁層としては、例えば、耐熱樹脂、セラミックまたはガラスの被膜が使用できる。
【0111】
耐熱絶縁層の厚さとしては、平均厚さ0.5μm〜5.0μmが好ましい。薄過ぎると絶縁性の機能を十分に発揮できないことがあり、厚すぎると周辺部が活物質層より厚くなることがあり電極構造として適さないことがある。
【0112】
ここで、耐熱性とは、短期的耐熱性が200℃以上であるとする。耐熱性はより高いことが好ましい。短期的耐熱性は熱に対する形状安定性の観点からは、結晶性材料の場合は融点が、非晶性材料の場合はガラス転移点(Tg)が目安となる。さらに応力が加わる場合には、JIS K7191で定められている荷重たわみ温度(熱変形温度とも呼ばれる)が目安となる。
【0113】
耐熱絶縁層が耐熱樹脂の場合、その材料は、ポリイミド系樹脂、ポリアミドイミド系樹脂、ふっ素樹脂(PTFE、PVDF、PFA)、エポキシ樹脂、ポリフェニレンサルファイド(PPS)、ポリアリレート(PAR)、ポリサルフォン(PSF)、ポリエーテルサルフォン(PES)、ポリエーテルイミド(PEI)、ポリアミドイミド(PAI)、ポリエーテルエーテルケトン(PEEK)、液晶ポリエステル(LCP)、シリコーン樹脂およびメタ系アラミド樹脂のいずれかであることが好ましく、またはこれらの混合物でも目的に適う。これらの中で、ポリイミド系樹脂は耐熱性が高いため特に好ましい。
【0114】
また、耐熱絶縁層には、耐熱樹脂以外にもセラミックまたはガラスを使用することもでき、さらに耐熱樹脂とセラミックまたはガラスを混ぜて使うこともできる。セラミックまたはガラス材料としては、代表的な物としてアルミナ、ジルコニア、炭化ケイ素、窒化ケイ素、SiOX(X=1.7〜2.0)などが挙げられるが、他にも数多くの材料があり、これらの材料に限定されるものではない。また、上述した耐熱樹脂にカーボン粉末が混ざった状態のものを用いても、金属と比べて電気抵抗が増すため、安全性向上への効果がある。
【0115】
電極面内で活物質層の無い領域に上述した耐熱絶縁被膜を形成することで、電極および電池の安全性の向上に寄与する。被膜の形成法としては、一般的な方法を用いることが可能である。例えば、スクリーン、ドクターブレード、スラリーコート、グラビア、凸版、凹版の各種印刷技術、ディッピング、スピンコートなどのインク状材料を使う方法や、蒸着、スパッタなどの成膜技術を使うことができる。
【実施例1】
【0116】
まず、本発明の蓄電デバイス用集電体材料を用いた場合には、箔の変形、破壊などが発生しないことを確認するための予備的実験を行った。
【0117】
この試験では、Siを負極活物質として用い、負極活物質80mass%、KB5mass%、ポリイミド樹脂バインダ15mass%を混合してスラリー状の合剤を調製した。厚さ10μmのステンレス鋼(SUS304)箔の片面に、AB:PI(固形分)=50:50質量%で、厚さ1μmの改質材料を塗布し、真空で200℃×5時間の熱処理を行い、乾燥させて集電体を製造した。その後、先に調製した合材を集電体上に塗工し、真空で200℃×5時間の熱処理を行い、φ11mmに打ち抜いて電極とした。この電極と、対極にLi金属箔、電解液としてLiPF6+EC/DEC(1:1vol)を用いて、CR2032型コインセルを作製した。
【0118】
電極試験の条件は、0−1Vvs.Li+/Liの電位範囲で、0.1C率(3000mAh/g換算)の定電流充電/定電流放電を繰り返した。その結果、10サイクル後でも、ステンレス鋼箔には変形、破壊がなく、合金活物質層も微粉化や脱落もなく、正常な電極として維持できていることが確認された。
【実施例2】
【0119】
次に、各種の金属箔を用いた電池を作製し、電池としての特性を評価する試験を行った。
【0120】
<集電体材料の作製>
本発明例1は、厚さ11μmのステンレス鋼(SUS304)箔の表面を厚さ1μmのポリイミドバインダを用いたカーボン膜で覆い、表面粗さを10点平均表面粗さRzで0.5μmに調整した集電体を用いた例である。この例では、200℃における抗張力(引張強さ)が1730MPaであり、幅10mmにおける、0.2%ひずみが生じるときの荷重が77.6Nであり、かつ破断荷重が191NであるSUS304硬質材を用いた。このステンレス鋼箔に、市販の芳香族ポリイミド(PI)の前駆体と、カーボン粉末としてアセチレンブラック(AB、電気化学工業社製デンカブラック)を、固形分質量比が1:1となるように混合し、そこへ粘度調整用としてNMP溶媒を少量添加した後、自公転式ミキサー(シンキー製ARE−310)で混練し、組成物を得た。この組成物を、ステンレス鋼箔上へ1〜2μmの厚さになるように塗工し、大気中80℃で20分間乾燥後、減圧下(1kPa)200℃で5時間以上保持してイミド化させ、ステンレス鋼箔にポリイミドを用いてカーボンコートをした。
【0121】
本発明例2は、厚さ11μmのステンレス鋼(SUS304)箔の表面を厚さ2μmのNi膜で覆い、表面粗さを10点平均表面粗さRzで1.5μmに調整した集電体を用いた例である。この例では、200℃における抗張力(引張強さ)が720MPaであり、幅10mmにおける、0.2%ひずみが生じるときの荷重が60.0Nであり、かつ破断荷重が79.9NであるSUS304焼鈍材を用いた。このステンレス鋼箔に、水酸化ナトリウム(50g/l)水溶液中で、液温は室温、3A/dm2で30秒間の陰極電解で脱脂を行い、次に、室温中、硫酸(50g/l)水溶液中で、液温は室温、5A/dm2で30秒間の陰極電解で酸洗を行った。次に、43℃、硫酸ニッケル六水塩(90g/l)とアンモニア(17g/l)の浴中で、pH6.0、液温43℃、23A/dm2で15秒間の陰極電解を行い、同じ浴中で、2.5A/dm2で20秒間の陰極電解で被覆処理を行い、ステンレス鋼箔にNiコートをした。
【0122】
本発明例3は、厚さ11μmのステンレス鋼(SUS304)箔の表面を厚さ1μmのカーボン膜で覆った以外は、本発明例1と同様のSUS304を用いた例である。この例では、このステンレス鋼箔に、炭化水素ガス(ブタンガス)を10mL/分の量で流通させた熱CVD装置(高砂工業製)の中で、650℃で4分間のカーボンコート処理を行い、ステンレス鋼箔にカーボンコートをした。
【0123】
本発明例4は、本発明例1と同じ厚さ11μmのステンレス鋼(SUS304)箔を用い、その表面粗さを10点平均表面粗さRzで3.5μmに調整した集電体を用いた。この例では、産総研内製のサンドブラスト装置を用いて、このステンレス鋼箔に、7分間のサンドブラスト処理を施した。
【0124】
本発明例5は、厚さ18μmのニッケル-クロム合金箔の表面に、本発明例1と同様にして厚さ1μmのポリイミドバインダを用いたカーボン膜で覆った。表面粗さを10点平均表面粗さRzで0.5μmに調整した集電体を用いた例である。
【0125】
本発明例6は、本発明例1と同じ厚さ11μmのステンレス鋼(SUS304)箔を用い、その表面粗さを10点平均表面粗さRzで0.5μmに調整した集電体を用いた。この例では、ステンレス鋼を第二塩化鉄溶液中で表面エッチング処理して乾燥させた直後に、ステンレス鋼の表面に本発明例1と同様にして厚さ1μmのポリイミドバインダを用いたカーボン膜で覆った。
【0126】
比較例1は、厚さ18μmのアルミニウム箔を比較例1として用いた。
【0127】
比較例2は、厚さ20μmの銅合金箔を比較例2として用いた。
【0128】
<電池の作製>
LiFePO4を正極活物質として用い、正極活物質88mass%、KB7mass%、ポリイミド樹脂バインダ5mass%を混合してスラリー状の正極合剤を調製した。また、SiOを負極活物質として用い、負極活物質80mass%、KB5mass%、ポリイミド樹脂バインダ15mass%を混合してスラリー状の負極合剤を調製した。本発明例1〜6および比較例1および2で得られた集電体上に、正極と負極合剤を塗布し、乾燥後、ロールプレス機により、表面改質した箔材料と塗膜とを密着接合させ、次いで、加熱処理(減圧中、200℃、5時間以上)して試験電極を得た。セパレータとしてガラスフィルター、電解液として1mol/lのLiPF6/EC:DEC(1:1 vol.%)を具備したコインセル(CR2032)を作製した。なお、以下に記載するサイクル寿命特性と高率放電特性は、LiFePO4正極と、SiO負極を別々に評価するため、対極に金属リチウム(0.5mm厚)を用いた、いわゆる半電池にて評価した。また、以下に記載する全電池試験および高熱安全性試験では、LiFePO4正極とSiO負極とをセパレータを介して組み立てた、いわゆる全電池にて評価を行った。
【0129】
<電池の物性評価>
(a)サイクル寿命特性
作製した電池を0.1〜0.2C率で充放電試験した結果を表1に示す。なお、正極と負極の容量密度は、それぞれ1.0と2.5mAh/cm2であり、カットオフ電位は、正極の評価では4−2V、負極の評価では0−1Vと設定した。
なお、ここにいう「充電」および「放電」は、全電池にした際の定義に従い表記した。すなわち、LiFePO4の場合は正極に用いるため、Liを放出する側を充電、吸蔵する側を放電とした。また、SiOの場合は負極に用いるので、Liを放出する側を放電、吸蔵する側を充電とした。対極をLiとした半電池の場合もこの定義を用いた。
【0130】
【表1】

【0131】
表1から明らかなように、各実施例の表面改質した集電体を用いた電極から構成された電池は、SiO/Li半電池の0.1C率(1500mAh/g換算)充放電100サイクル目の放電容量が1450mAh/g以上の高い値を示した。また、LiFePO4/Li半電池の0.2C率(160mAh/g換算)充放電100サイクル目の放電容量が154mAh/g以上の高い値を示した。さらに、比較例1の集電体を用いた例と比較して、各実施例から構成した電池は劣化しにくく、容量維持率が良好であることがわかる。中でも、実施例2の本発明例1の集電体を用いたSiO/Li電池では、100サイクル目の放電容量維持率が97%を超える非常に高い値を示した。
【0132】
100サイクル目の放電容量維持率は、いずれも97.5以上と高く、サイクル寿命が充分であることが判る。なお、容量維持率は、100サイクル目の容量維持率は「(100サイクル目の放電容量/初期放電容量)×100」により算出することができる。
【0133】
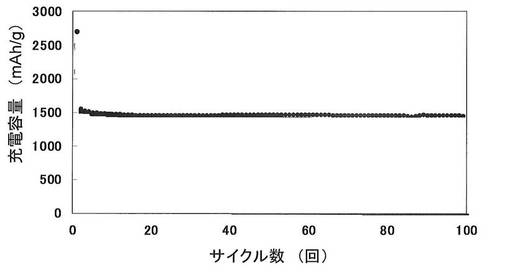
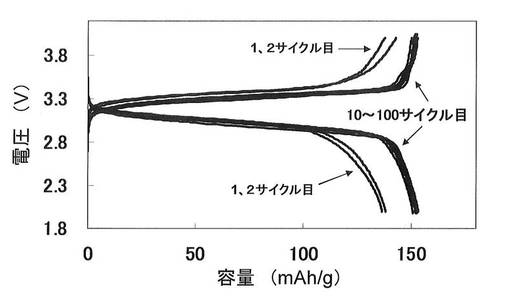
一例として、本発明例1を用いたSiO/Li半電池と、本発明例1を用いたLiFePO4/Li半電池および本発明例3のLiFePO4/Li半電池のサイクル特性図を図4〜6に示す。図4〜6に示すように、100サイクル後でも、高い放電容量を維持していることがわかる。
【0134】
(b)高率放電特性
本発明例1〜6ならびに比較例1および2の集電体を用いて作製したSiO/Li半電池、およびLiFePO4/Li半電池を0.1〜20C率で放電した結果を表2に示す。なお、正極と負極の容量密度は、それぞれ1.0と2.5mAh/cm2であり、カットオフ電位は、正極の評価では4−2V、負極の評価では0−1Vと設定した。
【0135】
【表2】
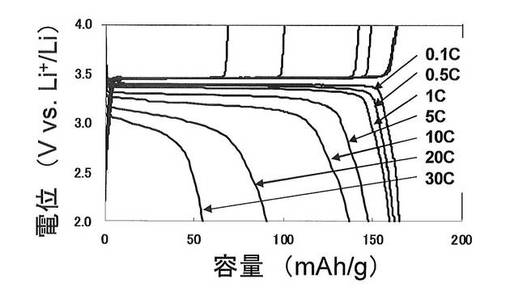
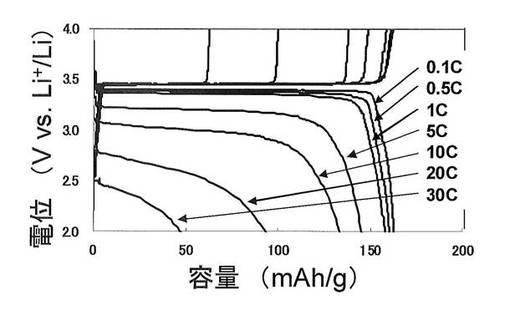
【0136】
表2から明らかなように、本発明の電池では放電レート10C率(6分間放電)でも大きな容量を維持ししており、高率放電特性が良好であることがわかる。また、これらの高率放電曲線の一部を図7〜10に示す。図7〜10からも明らかなように、本発明例1および3の電極材料から構成されたLiFePO4/Li試験セルについては、放電レートを20C率(3分間放電)でも89mAh/g以上の容量を維持しており、高率放電が可能であることが判る。特に、本発明例1の集電体を用いた試験セルについては、20C率(3分間放電)でも118mAh/g以上の容量を維持しており、極めて高い電流での放電が可能であることがわかる。一方、比較例1の電極材料から構成された試験セルについては、高率放電時の分極が大きく、抵抗が高いことが分かる。
【0137】
(c)全電池試験
本発明例1の集電体を用いてLiFePO4を正極とし、SiOを負極とし、ガラスフィルターをセパレータとし、1mol/lのLiPF6/EC:DEC(1:1vol.%)を電解液として具備した正極規制のラミネートセルを作製した。なお、正極と負極の容量比(N/P比)は1.5である。
【0138】
SiO負極にあらかじめリチウムドープして作製した全電池の充放電曲線を図11に示す。なお、負極の容量密度は2.5mAh/cm2であり、正極の容量密度は1.0mAh/cm2であり、カットオフ電位は、4.0−2.0Vと設定した。
【0139】
図11に示すように、LiFePO4正極とリチウムドープしたSiO負極を用いた全電池は良好に充放電することが確認できた。
【0140】
(d)高熱安全性試験(100℃駆動試験)
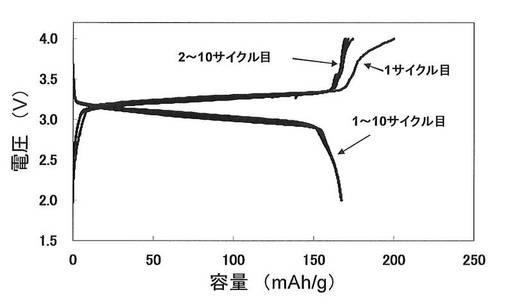
本発明例1の集電体を用いて耐熱性の高い活物質(LiFePO4、SiO)と、耐熱性の高いバインダ(PI)と、耐熱性の高いセパレータ(PI不織布)、および耐熱性の高い電解液(1.5mol/L LiBF4+プロピレンカーボネート/γ-ブチロラクトン(1:2体積比))を使用したLiFePO4/SiO全電池を作製し、100℃の高温条件下で充放電作動させた。なお、負極の容量密度は2.5mAh/cm2であり、正極の容量密度は1.0mAh/cm2であり、カットオフ電位は、4.0−2.0Vと設定した。充放電曲線を図12に示す。
【0141】
図12に示すように、従来技術では80℃程度を超える温度域では充放電が困難であったが、本発明の技術を用いることで100℃の高温下においても、可逆的に安定に充放電作動させることができ、耐熱性に優れる電池を実現することができた。
【0142】
(e)高熱安全性試験(140℃満充電保存試験)
本発明例1の集電体で、後にLiFePO4正極層とSiO負極層を塗工する領域および電池外装の外部へ電流端子として引き出すリード部分のそれぞれを避けた領域に、市販の芳香族ポリイミド(PI)の前駆体とNMP溶媒の混合液体を乾燥後の厚さが1μmとなるように塗工した後、大気中80℃で20分間乾燥後、減圧下(1kPa)250℃で5時間保持してイミド化させ、電極層の周辺部にポリイミドの耐熱絶縁被膜を形成させた。このとき、ポリイミドバインダを用いたカーボン膜は、LiFePO4正極層とSiO負極層を塗工する領域のみにコートした。この集電体に耐熱性の高いバインダ(PI)を用いたLiFePO4正極層とSiO負極層を設けて正負極を作製し、これらと汎用のポリエチレン製微多孔膜セパレータを用いて全電池を作製した。
【0143】
さらに比較用として、上記全電池で耐熱絶縁層がないだけの全電池を作製した。なお、どちらの電池も正極の容量密度は1.0mAh/cm2であり、負極の容量密度は2.5mAh/cm2であった。それぞれの電池を30℃環境下で電圧4.2Vまで電流値0.1C率(10時間)で満充電させた後、周囲温度を140℃にして高温保存中の電圧挙動を監視した。
【0144】
耐熱絶縁層を設けたLiFePO4/SiO全電池では、140℃で72時間保存後でも初期電圧に対して74%の電圧を維持していた。それに対して、耐熱絶縁層を設けない電池では、140℃保存後わずか1時間で電圧がゼロになった。この電池を分解したところ、セパレータが収縮して電極周辺部での短絡していることが確認された。
【0145】
高強度かつ高耐熱性の集電体に表面改質を施し、さらに電極層周辺部に耐熱絶縁層を設けることで、高温環境に強く安全性の高い電池を実現することが可能となった。
【産業上の利用可能性】
【0146】
本発明の蓄電デバイス用集電体材料は、350℃において500MPa以上という高い引張強度を有しているため、従来と同程度の厚さで、スズ(Sn)、珪素(Si)等の高容量の負極活物質を用いた負極を製造することが可能となる。また、高いプレス圧でのプレス加工を実施できるので、LiFePO4に代表されるポリアニオン系正極活物質を用いた正極を製造することも可能となる。さらに、高温での強度低下がない集電体を用いることで、安全性の高い電池を製造することも可能となる。このため、従来と同程度の厚さで、従来よりも高い容量の蓄電デバイスをより安価に製造することが可能となる。本発明の蓄電デバイス用集電体材料は、特に、バイポーラ型の蓄電デバイスに用いるのに最適である。
【技術分野】
【0001】
本発明は、蓄電デバイス用集電体材料およびその製造方法、蓄電デバイス用電極、ならびに、蓄電デバイスに関する。本件明細書において、「蓄電デバイス」とは、リチウムイオン二次電池、ナトリウムイオン二次電池、ナトリウム硫黄二次電池、リチウム硫黄二次電池などの二次電池、電気二重層キャパシタ、リチウムイオンキャパシタなどのキャパシタなど、充電および放電が可能なデバイスを意味する。
【背景技術】
【0002】
リチウムイオン二次電池などのアルカリ金属イオン二次電池は、リチウム、ナトリウムなどのアルカリ金属を含む正極と、該金属イオンを吸蔵し得る物質を含む負極とが電解質の存在下でセパレータを介して配置されており、二次電池では負極でイオン化した金属イオンが電解質中で両極間を移動することにより充放電が行われる。なお、二次電池には、鉛蓄電池、ニッカド電池、ニッケル水素電池なども含まれるが、以下、リチウムイオン二次電池、ナトリウムイオン二次電池、ナトリウム硫黄二次電池およびリチウム硫黄二次電池のことを単に「二次電池」と表記する。
【0003】
例えば、リチウムイオン二次電池では、以下の化学式(1)〜(3)に示す充放電反応により、二次電池として機能する。以下の化学式(1)はポリアニオン系正極活物質を用いた場合の、正極における充放電反応を示す。次に、化学式(2)及び(3)は、合金系活物質を用いた負極の主な充放電反応を示す。本発明のリチウムイオン二次電池は、実用化されているカーボン負極よりも充放電容量とサイクル寿命特性が良好で、且つ高出力が可能な電池となる。なお、化学式(1)には、簡便な表現を用いたが、実際には、LiFePO4⇔XFePO4+1-XLiFePO4+XLi++Xe−となる二相分離反応、さらに正確には、LiFePO4⇔XLiαFePO4+1-XLi1-βFePO4+XLi++Xe−となるような部分的に固溶領域を有する反応であるものと推定されている。
[正極]
(1)LiFePO4⇔Li1−xFePO4+XLi++Xe−
[負極]
(2)XLi++Si+Xe−⇔LixSi
(3)XLi++SnCu+Xe−⇔LixSnCu
【0004】
非特許文献1に記載されるように、リチウムイオン二次電池で用いる正極および負極に用いる集電体は、工業的に使用し易く、電池として作動させる電位範囲(2.5〜4.2V)で、酸化溶解しない安定な材料であること、更には、過充電または過放電の状態となった場合でも溶解、再析出しないことが求められる。そのために、正極には、表面が酸化アルミニウム(Al2O3)の緻密な不働態皮膜で被覆されたアルミニウム(Al、以下アルミニウムと記載)箔が用いられ、負極には、銅(Cu)箔が用いられている。二次電池としては、例えば、正極としてアルミニウム箔にコバルト酸リチウムなどの正極活物質を塗布したものが用いられ、負極として銅箔に黒鉛などの負極活物質を塗布したものが用いられる。
【0005】
電気二重層キャパシタは、正極および負極が電解質の存在下でセパレータを介して配置されている点は、二次電池と同様であるが、電気二重層キャパシタでは、電解液と電極の界面に極めて短い距離を隔てて電荷が配向する現象を利用して充放電が行われる。電気二重層キャパシタとしては、電極として、例えば、アルミニウム箔などの集電体材料に活性炭などの活物質を塗布したものが用いられる。また、リチウムイオンキャパシタは、上記したリチウムイオン二次電池用の負極と電気二重層キャパシタ用の正極が電解質の存在下でセパレータを介して配置されており、ハイブリッドキャパシタとも呼ばれる。リチウムイオンキャパシタは、電気二重層キャパシタに比べて、セル電圧が増加する、蓄電容量が増加する、などのメリットがある。
【0006】
従来、集電体の強度を向上させる方法として様々な方法が検討されている。
【0007】
非特許文献2では、集電体材料に用いられる銅(Cu)箔は、通常、10μm厚さのものが使用されるが、35μmと比較的厚いものを使用することも検討されている。
【0008】
特許文献1には、集電体材料の引張強度に着目し、銅95質量%以上と、鉄、ニッケル、クロム、リン、錫および亜鉛のうちの一種以上の元素0.01〜5質量%を含有する「二次電池用銅合金箔製集電体」に関する発明が開示されている。
【0009】
双極(バイポーラ)型電池は、集電体の片面に正極活物質層を形成させ、別の面に負極活物質層を形成させ電池を構成したものであるが、この電池の耐久信頼性を向上させる手段として、特許文献2には、正極側金属層、負極側金属層、ならびに前記正極側金属層と前記負極側金属層との間に配置され、前記正極側金属層のヤング率および前記負極側金属層のヤング率の1/100000〜1/2のヤング率を有する中間層を備える集電体と、前記集電体の前記正極側金属層の側に電気的に結合した正極と、前記集電体の前記負極側金属層の側に電気的に結合した負極と、を含む「双極型電池用電極」に関する発明が記載されている。
【0010】
特許文献3には、多孔質集電体上に電極活物質薄膜層が形成されてなる電極を用いることにより、表面積を大きくして、高速充放電時の性能を向上させた非水電解質二次電池に関する発明が開示されている。
【0011】
特許文献4には、交番電界エッチングにより粗面化されたステンレス鋼箔集電体の一方の面に正極活物質層が、他方の面に負極活物質層が形成されたバイポーラ型電極を用いるリチウムイオン二次電池に関する発明が開示されている。
【0012】
特許文献5には、所定の化学組成を有するステンレス鋼を集電箔に用いるバイポーラ電池に関する発明が開示されている。
【先行技術文献】
【特許文献】
【0013】
【特許文献1】特開平11−339811号公報
【特許文献2】特開2008−140552号公報
【特許文献3】特開2005−78991号公報
【特許文献4】特開2010−33768号公報
【特許文献5】特開2007−242424号公報
【非特許文献】
【0014】
【非特許文献1】リチウム二次電池部材の高容量・高出力化と安全性向上、2008年12月26日、技術情報協会、195〜220頁
【非特許文献2】第50回電池討論会要旨集 2C07、平成21年11月30日、(社)電気化学会電池技術委員会 編集・発行、186頁
【非特許文献3】アルミニウムの表面酸化皮膜が有機電解液中でのアノード酸化に及ぼす効果、表面技術 Vol.61 No.4、2010年4月、表面技術協会、38頁
【非特許文献4】リチウムイオン電池用有機電解液中でのアルミニウムの陽分極挙動、表面技術 Vol.52 No.8、2001年8月、表面技術協会、57頁
【非特許文献5】高速充放電リチウムイオン二次電池の開発、FBテクニカルニュース No.64、古河電池株式会社、2008年11月、3頁
【発明の概要】
【発明が解決しようとする課題】
【0015】
二次電池の正極に関して、正極活物質としてコバルト酸リチウム(LiCoO2)を用いた正極は、比較的導電性が高いことから、様々な用途の二次電池に利用されているが、コバルトは、将来、供給不足が不安視されており、近年、リン酸鉄リチウム(LiFePO4)に代表されるポリアニオン系正極活物質が注目され、実用化されている。しかし、ポリアニオン系正極活物質は、コバルト酸リチウムに比べて、導電率が低いことから、この活物質を用いる場合には、その表面に導電性を付与する改質を行うこと、および、集電体材料に塗布・乾燥した後、高いプレス圧でプレス加工を実施して、粒子間および粒子と集電体間の接触を増やし、抵抗を低くし、高入出力特性を得ることが必要となる。
【0016】
このため、集電体材料には、高いプレス圧を負荷しても変形しないこと、および、プレス後に集電体と正極活物質合剤層がはく離しないことが重要である。また、高いプレス圧でのプレス加工を実施すると、機械的強度が低い集電体では、しわが発生したり、穴が空いたりすることがあるが、バイポーラ型の二次電池またはキャパシタの電極の集電体に穴が存在すると、そこを通して電解液同士が接触し、デバイスが作動しなくなるという問題がある。また、バイポーラ型ではない通常の二次電池の場合でも、電極にしわや穴があることは電極面内の均一性を損なうことになり、サイクル劣化や電池の内部短絡などによる性能低下を生じ得る。よって、正極用集電体には、高い引張強度を有することが求められる。
【0017】
ポリアニオン系正極活物質は、従来のコバルト酸リチウムなどの遷移金属酸化物系正極材料に比べて、耐熱性が高いという特徴を有している。従来のリチウムイオン二次電池では、正極活物質として、LiCoO2、LiNiO2、LiNi0.5Mn0.5O2、LiNi0.8Co0.2O2、LiNi0.8Co0.15Al0.05O2、LiMn2O4、LiNi1/3Mn1/3Co1/3O2、LiMnO3‐Li(NiCoMn)O2、LiNi0.5Mn1.5O4等に代表される酸化物系材料が主に用いられてきた。
【0018】
これらの酸化物系材料は、高温時に酸素を放出して分解するため、耐熱性の観点で課題があった。特に、Mn系やCo系に比べてNi系ではより酸素発生温度が低く、LiCoO2が220℃、LiNiO2が150〜220℃、LiMn2O4が290℃で、それぞれ酸素を発生する。
【0019】
18650型(直径18mm、長さ65mm)円筒形電池が加熱された場合には、正極から最大2000ccの酸素ガスが放出される計算になり、これが負極または電解液の燃焼に使われると大きな爆発力となり危険である。しかし、ポリアニオン系正極活物質であれば、全ての酸素が共有結合でリンやシリコン、ホウ素や硫黄などと結合したオキソ酸陰イオンとなっているため結合が強く、酸素の解離温度が高くなり、安全性に優れる。
【0020】
このようにポリアニオン系正極活物質を使えば、従来に比べてより電池の耐熱性を高めた安全性に優れる電池を提供することができる。また、後述する二次電池用の負極の場合と同じように、バインダにポリイミドを用いる際は、イミド化に高温熱処理を要し、耐熱性が必要となる。よって、正極用集電体には、高い引張強度を有するとともに、耐熱性を有することが求められる。
【0021】
一方、二次電池の負極に関して、例えば、スズ(Sn)、珪素(Si)等の元素、またはこれらの窒化物、酸化物等は合金系負極と呼ばれ、炭素よりはるかに大きいリチウム吸蔵量を有することが知られており、これらの高容量活物質を負極活物質として使用することが検討されている。しかし、これらの活物質は、高容量であるがゆえに吸蔵時の体積膨張および放出時の体積収縮の差が大きく、その体積変化は大きいものでは従来材料に比べて約4倍にもなり、従来の集電体材料では電極そのものが瓦解することがある。
【0022】
特に体積変化の大きな材料を用いる際には、体積変化時の電極の瓦解を防止する目的で密着性の高いポリイミドなどのバインダが用いられる。密着性の高いバインダを用いた電極は、膨張収縮の大きな活物質層と集電体との間の密着性も高まるため、膨張収縮時には集電体にも大きな応力がかかり、集電体が破壊され得る。従来の集電体を厚くして強度を高めることで、スズ系や珪素系などの合金系負極用集電体とすることもできるが、その場合には、電極の総厚が増大し、電池の体積エネルギー密度が低下して、高容量である合金系容量の強みが活かされないという問題が生じる。よって、負極用集電体にもより高い引張強度を有することが求められる。
【0023】
密着性の高いポリイミドバインダは、ポリイミド前駆体として電極スラリーに混合され、集電体に電極スラリーを塗工した後、200℃以上の温度に加熱する熱処理を実施することでイミド化(重合固化、重合、キュアとも表現される)して、強靭な電極を形成する。従来の銅箔やアルミニウム箔の集電体では、イミド化のための熱処理によって強度が低下してしまう。よって、負極用集電体にもより高い引張強度を有することとともに、耐熱性を有することが求められる。
【0024】
例えば、電気二重層キャパシタの正極用集電体と負極用集電体およびリチウムイオンキャパシタの正極用集電体には、アルミニウム箔が用いられている。キャパシタを製造する際には、通常、その途中に塗工工程、プレス工程および捲回工程などがある。いずれの工程でも、集電体箔に張力をかけながら該工程で処理を行うが、その際、強度の弱い集電体を用いると、張力に耐えられずにしわや変形が生じ、均質な活物質層の形成が困難になるという問題がある。よって、キャパシタ用集電体にもより高い引張強度を有することが求められる。
【0025】
キャパシタの正極には活性炭が使われるが、活性炭は表面積が非常に大きいため、水分を吸着しやすい。キャパシタ用電極の水分除去は、キャパシタの性能を大きく左右する重要な要素であるが、上記した理由により、活性炭の完全な水分除去は難しい。高温で乾燥させれば水分は除去できるが、その際、アルミニウム箔集電体も高温に曝され、その強度が低下する。よって、キャパシタ用集電体にもより高い引張強さ(「抗張力」ともいう。)を有することとともに、耐熱性を有することが求められる。また、リチウムイオンキャパシタでは、二次電池用負極と同様の負極が用いられるため、リチウムイオン二次電池用負極と同じ理由により、リチウムイオンキャパシタ負極用集電体にもより高い引張強度を有することとともに、耐熱性を有することが求められる。
【0026】
非特許文献2に記載される技術のように、厚さ35μmの銅箔を使用すると、容量に寄与しない集電体の割合が、汎用品よりも3.5倍に増え、体積エネルギー密度が低下し、高容量である合金系容量の強みが活かされないという問題がある。また、電池のエネルギー密度に関して、従来の銅箔は密度が8.96g/cm3と重く、重量エネルギー密度を増加させることが困難であるが、例えば、ステンレス鋼(SUS304)箔の密度は7.93g/cm3と銅箔に比べて軽いため、電池の軽量化にも有利である。
【0027】
特許文献1では、銅合金箔を用いると、導電率もある程度高く、集電体材料の厚みが8〜25μmで、引張強さを500MPa以上にでき、特に、この集電体材料にカーボン等の炭素系材料を塗布した負極を用いるリチウムイオン二次電池に用いると良好とされている。しかし、銅合金箔を用いると、材料コストが高くなるという問題がある。また、一般にポリイミド樹脂系バインダを重合固化するときの温度が200℃以上になるが、銅合金箔の強度は、200℃で10分間保持するだけで、引張強度は500MPa未満に低下する。
【0028】
図1は、熱処理温度による10μm厚みの銅系箔の抗張力の変化(軟化)を示す図であり、縦軸は抗張力(N/mm2、すなわち、MPa)、横軸は熱処理温度(°C)を意味する。図1に示すように、高抗張力銅箔(◆)の場合、抗張力は、室温で700MPaという高い値を示すが、200℃以上の温度に曝されると、徐々に低下し、300℃では300MPa程度まで低下する。圧延銅箔(▲)の場合、抗張力は、室温で450MPaであるが、200℃以上で、200MPaまで低下する。LIB用銅箔(■)の場合、抗張力は、もともと、室温でも340MPaと低く、350℃では300MPaである。銅合金箔(×)の場合、抗張力は、室温で500MPaと高いが、200℃以上の熱処理を実施すると、450MPa程度まで低下する。このように、銅系箔では、200℃以上の熱処理を実施すると、抗張力を500MPa以上とすることは難しい。
【0029】
特許文献2に記載の発明では、請求項2および3ならびに段落0023において、集電体の中間層がアルミニウム、銅、ステンレス鋼などを含む金属または導電性高分子であり、前期中間層の両面に特定のヤング率の金属層を有する集電体を用いれば、耐久信頼性に優れたバイポーラ電池が得られるとしている。しかし、特許文献2の段落0008、0015によれば、耐久信頼性とは、振動などに起因する応力を吸収する特性を意味し、金属層のヤング率が低いことが好ましい、すなわち、強度は高くないのが良いこととされ、その実施例には厚さ30μmと厚い「波型の形状を有するステンレス箔」が例示されているに過ぎず、また、耐熱性に関しては全く考慮されていない。
【0030】
特許文献3において、実施例で評価しているのは厚さ50μmのアルミニウム箔を用いた例であるが、アルミニウム箔では、高温の処理後に高い強度を保つことができない。また、この発明のように、多孔質な集電体を用いると、孔のあいた体積部分に応じて強度が低下し、孔の割合(多孔度)にもよるが、厚さは50μm以上を必要とする。つまり活物質層を集電体へ塗工する際やプレスする際には、集電体箔に張力をかけながら該工程で処理を行うが、その際、強度の弱い集電体を用いると、張力に耐えられずにしわや変形が生じ、均質な活物質層の形成が困難になるという問題がある。
【0031】
特許文献4において、実施例で評価しているのは厚さ50μmのステンレス合金を用いた例であるが、容量に寄与しない集電体の厚さが厚すぎて、体積エネルギー密度が低下するという問題、すなわち一定の容積をもつ電池に占める活物質の割合が低下するために、一定容積の持つ電池のエネルギー密度が低下してしまうという問題がある。
【0032】
特許文献5では、耐食性の観点からステンレス鋼の化学組成を調整することとしているが、高容量の活物質を用いた場合の充放電に伴う電極層の膨張収縮を起因とする集電体の破損、穴あきなどの問題について全く考慮されていない。集電体として用いるステンレス鋼箔は圧延により製造されるために、表面にはサブミクロンサイズ以下の凹凸はあるものの金属光沢のある平滑面である。このまま、活物質合剤を塗布しても剥離しないだけの十分な密着を維持した活物質合剤層を形成することは困難である。
【0033】
本発明は、このような従来技術の問題点を解決するためになされたものであり、電極作製時および電池作動の温度範囲において高い、弾性限(0.2%のひずみが生じるときの応力で代用される。)、抗張力(引張強さ)と破断荷重を有しており、かつ、電解質と接触した状態で充放電を繰り返しても電気化学的に安定である蓄電デバイス用集電体材料およびその製造方法、蓄電デバイス用電極、ならびに、蓄電デバイスを提供することを目的とする。
【課題を解決するための手段】
【0034】
本発明は、下記の(1)〜(11)に示す蓄電デバイス用集電体材料、下記の(12)および(13)に示す蓄電デバイス用電極、下記の(14)〜(16)に示す蓄電デバイス用集電体材料の製造方法、下記の(17)〜(19)に示す蓄電デバイスを要旨とする。
【0035】
(1)厚みが15μm以下で、200℃における抗張力が500MPa以上であり、幅10mmにおける0.2%ひずみが生じるときの荷重が50N以上であり、幅10mmにおける破断荷重が70N以上であり、かつ集電体として機能する電位範囲が0〜4.2Vvs.Li+/Liである金属箔を用いる蓄電デバイス用集電体材料。
【0036】
(2)前記金属箔が、チタン、クロム、ジルコニウム、ハフニウム、タンタル、ニオブ、タングステン、もしくは、これらの合金、または、これらのうち少なくとも1種類を含む、ニッケル基合金、鉄−ニッケル合金、鉄―クロム合金、鉄−クロム−ニッケル合金、クロム−モリブデン−ニッケル合金、もしくは、ニッケル−銅合金からなる箔である、上記(1)の蓄電デバイス用集電体材料。
【0037】
(3)前記金属箔が、ステンレス鋼からなる箔である、上記(1)の蓄電デバイス用集電体材料。
【0038】
(4)前記金属箔の表面粗さが10点平均表面粗さRzで0.5〜5.0μmである上記(1)〜(3)のいずれかの蓄電デバイス用集電体材料。
【0039】
(5)前記金属箔の表面を改質材料で覆った蓄電デバイス用集電体材料であって、該改質材料が炭素材料からなり、その厚みが該金属箔の厚みの25%以下であり、その表面粗さが10点平均表面粗さRzで0.5〜5.0μmである上記(1)〜(3)のいずれかの蓄電デバイス用集電体材料。
【0040】
(6)前記金属箔の表面を改質材料で覆った蓄電デバイス用集電体材料であって、該改質材料が炭素およびポリイミド系樹脂の混合物からなり、その厚みが該金属箔の厚みの25%以下であり、その表面粗さが10点平均表面粗さRzで0.5〜5.0μmである、上記(1)〜(3)のいずれかの蓄電デバイス用集電体材料。
【0041】
(7)前記金属箔の表面を改質材料で覆った蓄電デバイス用集電体材料であって、該改質材料がニッケルからなり、その厚みが該金属箔の厚みの25%以下であり、その表面粗さが10点平均表面粗さRzで0.5〜5.0μmである、上記(1)〜(3)のいずれかの蓄電デバイス用集電体材料。
【0042】
(8)表面粗さを10点平均表面粗さRzで0.5〜5.0μmに調整した金属箔の表面を改質材料で覆った上記(1)〜(7)のいずれかの蓄電デバイス用集電体材料。
【0043】
(9)上記(1)〜(8)のいずれかの蓄電デバイス用集電体材料であって、その表面において、正極活物質または負極活物質で覆われない領域の一部または全てが、平均厚さ0.5μm〜5.0μmであり、かつ短期的耐熱性が200℃以上である耐熱絶縁層で覆われた、蓄電デバイス用集電体材料。
【0044】
(10)前記耐熱絶縁層が、ポリイミド系樹脂、ポリアミドイミド系樹脂、ふっ素樹脂(PTFE、PVDF、PFA)、エポキシ樹脂、ポリフェニレンサルファイド(PPS)、ポリアリレート(PAR)、ポリサルフォン(PSF)、ポリエーテルサルフォン(PES)、ポリエーテルイミド(PEI)、ポリアミドイミド(PAI)、ポリエーテルエーテルケトン(PEEK)、液晶ポリエステル(LCP)、シリコーン樹脂、メタ系アラミド樹脂、セラミックおよびガラスから選択される少なくとも1種類を含む上記(9)の蓄電デバイス用集電体材料。
【0045】
(11)前記耐熱絶縁層が、ポリイミド系樹脂である、上記(9)に記載の蓄電デバイス用集電体材料。
(12)上記(1)〜(11)のいずれかの集電体材料と正極活物質とで構成され、正極容量密度が1〜5mAh/cm2である、蓄電デバイス用電極。
【0046】
(13)上記(1)〜(11)のいずれかの集電体材料と負極活物質とで構成され、負極容量密度が2〜10mAh/cm2である、蓄電デバイス用電極。
【0047】
(14)上記(1)〜(11)のいずれかの蓄電デバイス用集電体材料の表面粗さを10点平均表面粗さRzで0.5〜5.0μmに調整した後に、活物質を塗布、乾燥させる、蓄電デバイス用電極の製造方法。
【0048】
(15)集電体表面に負極活物質層を形成させるに際し、塗布後に、200℃以上の熱処理を行う上記(14)の蓄電デバイス用電極の製造方法。
【0049】
(16)集電体表面に正極活物質層を形成させるに際し、塗布、乾燥後に、線圧で0.29〜1.47N/mmのプレス加工を行う上記(14)の蓄電デバイス用電極の製造方法。
【0050】
(17)上記(12)の蓄電デバイス用電極を正極とし、上記(13)の蓄電デバイス用電極を負極として用いた、蓄電デバイス。
【0051】
(18)バイポーラ型蓄電デバイスである、上記(17)の蓄電デバイス。
【0052】
(19)ポリマ電解質を用いた、上記(17)または(18)の蓄電デバイス。
【発明の効果】
【0053】
本発明の蓄電デバイス用集電体材料は、200℃において500MPa以上という高い引張強度を有しているため、従来と同程度の厚さで、スズ(Sn)、珪素(Si)等の高容量の負極活物質を用いた負極を製造することが可能となる。また、高いプレス圧でのプレス加工を実施できるので、LiFePO4に代表されるポリアニオン系正極活物質を用いた正極を製造することも可能となる。このため、従来と同程度の厚さで、従来よりも高い容量の蓄電デバイスをより安価に製造することが可能となる。本発明の蓄電デバイス用集電体材料は、特に、バイポーラ型の蓄電デバイスに用いるのに最適である。
【図面の簡単な説明】
【0054】
【図1】熱処理温度による10μm厚みの銅系箔の引張強度の変化(軟化)を示す図
【図2】従来型の代表的な電池構成の模式図
【図3】表面改質層および耐熱絶縁層を適用した本発明の電池構成の一例を示す模式図
【図4】本発明例1を用いたSiO/Li半電池のサイクル特性図
【図5】本発明例1を用いたLiFePO4/Li半電池のサイクル特性図
【図6】本発明例3を用いたLiFePO4/Li半電池のサイクル特性図
【図7】本発明例1の集電体を用いたSiO/Li半電池の高率放電特性を示す図
【図8】本発明例1の集電体を用いたLiFePO4/Li半電池の高率放電特性を示す図
【図9】本発明例3の集電体を用いたLiFePO4/Li半電池の高率放電特性を示す図
【図10】比較例1の集電体を用いたLiFePO4/Li半電池の高率放電特性を示す図
【図11】本発明例1の集電体を用いたLiFePO4/SiO全電池の充放電試験結果を示す図
【図12】本発明例1の集電体を用いた高熱安全性試験用電池の100℃高温下での充放電試験結果を示す図
【発明を実施するための形態】
【0055】
1.蓄電デバイス用集電体材料
本発明の蓄電デバイス用集電体材料は、厚みが15μm以下で、200℃における抗張力(引張強さ)が500MPa以上であり、幅10mmにおける0.2%ひずみが生じるときの荷重が50N以上であり、幅10mmにおける破断荷重が70N以上であり、かつ電位範囲が0〜4.2Vvs.Li+/Liである金属箔を用いるものである。
【0056】
(a)厚み:15μm以下
前述のように、蓄電デバイス用集電体材料の強度を確保するために厚みを大きくすることも可能ではあるが、厚みを大きくすることは、容量に寄与しない集電体の割合が増加し、限られたスペースの中では、活物質の塗布体積が減り、高い容量を得ることが困難となる。このため、蓄電デバイス用集電体材料の厚みが15μm以下であることが必要である。蓄電デバイス用集電体材料の厚みは、以下に示す引張強度および抗張力を満足する限りにおいては薄いことが好ましく、12μm以下であることが好ましい。さらには、10μm以下であることが好ましい。
【0057】
(b)200℃における抗張力:500MPa以上
例えば、負極において、高容量の合金系活物質は、Li吸蔵時に、体積が大きく変化する。このまま充放電を繰返すと、活物質が微粉化することがある。また、集電体から活物質が剥離して、低サイクル数で放電容量が低下することがある。これを抑制するために、結着性の大きなポリイミド樹脂をバインダとして用いることが有効である。ポリイミド樹脂をバインダとした合剤を集電体上に、重合固化するには、200℃では数時間、300℃では10分間以上の加熱処理が必要である。よって、この加熱処理を行った後であっても高い抗張力を有している材料であれば、充放電時の負極活物質の大きな体積変化が生じても、集電体の破壊が生じず、サイクル劣化を抑制することができる。
【0058】
このため、本発明においては、200℃における抗張力を500MPa以上とした。なお、電池の使用最高温度は、ポリイミド樹脂の分解する550℃を超える温度で使用することができないので、実用上、550℃が最高温度になる。よって、550℃においても引張強さが500MPa以上であることが好ましい。
【0059】
幅10mmにおける0.2%ひずみが生じるときの荷重:50N以上
幅10mmにおける破断荷重:70N以上
電極の充放電反応で、高容量を維持するためには、活物質層の構造変化に伴う体積変化に対応して、集電体として集電機能が損なわれないことが重要である。高容量でのサイクルを維持できず、劣化を起こすものは、集電体材料の弾性領域で活物質の変化に対応できず、集電体にしわなどの塑性変形だけでなく破壊が生じている。厚みが15μm以下で幅10mmにおける試料サイズで、明瞭な弾性限界値が読み取れないとき、0.2%ひずみが生じるときの値を指標値として用いる。Siなどの高容量活物質が大きな体積変化を生じる場合の集電体の変形または破壊について調べた結果、0.2%ひずみが生じるときの荷重が50N未満であるか、破断荷重が70N未満の場合、集電体に変形または破断が発生する。よって、厚さ15μm以下、幅10mmの試験片を用いた試験において、0.2%ひずみが生じるときの荷重が50N以上であり、破断荷重は70N以上であることとした。
【0060】
(c)金属箔の材質
本発明の蓄電デバイス用集電体材料は、集電体として機能する電位範囲が0〜4.2Vvs.Li+/Liであることが必要である。これは、電解液中で、リチウム二次電池用またはキャパシタの作動電位範囲内で、酸化腐触したり、充放電を繰返すと溶解再析出して、デンドライトが成長し、電極間の短絡を起こさないようにすることができる。また、集電体材料自体がリチウムやナトリウムと合金化反応する、つまり活物質材料になり得るものであると、集電体自体が劣化して電池性能が急激に低下する。よって、集電体として機能する電位範囲が0〜4.2Vvs.Li+/Liであることを必須の要件とした。
【0061】
上記の条件を満足する金属箔としては、チタン、クロム、ジルコニウム、ハフニウム、タンタル、ニオブ、タングステン、もしくは、これらの合金、これらのうち少なくとも1種類を含む、ニッケル基合金、鉄−ニッケル合金、鉄―クロム合金、鉄−クロム−ニッケル合金、クロム−モリブデン−ニッケル合金、もしくは、ニッケル−銅合金、または、ステンレス鋼からなる箔が挙げられる。
【0062】
チタン、クロム、ジルコニウム、ハフニウム、タンタル、ニオブおよびタングステンは、アノード酸化(陽極酸化)により金属表面がその金属の酸化物の皮膜で一様に覆われて優れた耐食性を示し、その酸化皮膜が電流を一方方向にのみ流して逆方向には流し難い整流機能を有する。このため、これらの金属は、バルブ金属と呼ばれる。他にバルブメタル、弁金属などとも言われる。また上記の他にビスマス、アンチモンもバルブ金属に属するが、これらはリチウムと合金化するために負極側の集電体としては使用することができない。
【0063】
金、白金、パラジウム、銀などの貴金属は、標準酸化還元電位がそれぞれ4.545、4.233、3.96、3.844Vvs.Li+/Liであり、過電圧を加味すると電位的には集電体として機能すると考えられるが、高価であって産業的に使用することが困難であるだけでなく、負極側の集電体としたときに、Liと合金化するなどの問題がある。また、貴金属は一般的に触媒活性が高く、表面で電解液の分解が起こりやすいという問題もある。
【0064】
一方、上述したバルブ金属とバルブ金属を含む合金およびステンレス鋼は、標準酸化還元電位を基準とする安定領域、すなわち、バルクの安定領域が、上述の貴金属よりも電位的に卑側にあるため、電圧を高めると溶解し集電体として機能しないように考えられる。しかし、実際には、自然酸化皮膜(広義の不動態皮膜)が存在するために溶解せずに機能することができる。例えば、バリア型被膜を有するアルミニウム、タンタルなどは、アノード分極下で定電流を加えると酸化皮膜が成長するに従い電圧が上昇し、ついにはブレークダウン電位(Ebd)に達して絶縁破壊が起こることがある。また、クロム、ステンレス鋼などは、数nmの極薄い狭義の不動態皮膜を有しており不動態電位領域より貴側になると過不動態領域になり、表面皮膜(水和オキシ水酸化クロムを主成分とする酸化皮膜)中のCr3+がCr6+に酸化され、CrO4陰イオンとして溶出し皮膜が破壊されることがある。電位範囲的には、ブレークダウン電位より卑側または不動態領域で使用すれば、バルク部分と表面皮膜を破壊することなく集電体として使用することができ得る。
【0065】
自然酸化皮膜は、通常、水分中の酸素を由来として生成する皮膜であるが、リチウムイオン二次電池などの電解液には、非水系の溶媒が用いられるため、その電解液中において酸化皮膜が成長することはほとんど無いと考えられる。この点、非特許文献3では、非水溶媒系電解液中のアルミニウム集電体の表面にはAl2O3ではなく、Alと溶質であるフッ素系電解質が反応することによって生じたAlF3が存在していることが示さている。ただし、非特許文献4に示されているように非水電解液中で生成する皮膜は、電解質の種類によっても変化するので、それらの組合せには注意を要する。さらに溶媒や溶質の種類によっては、皮膜の安定電位領域よりも狭い安定電位領域を持つものも存在するため、目的に応じた組合せで使用することが必要である。上述したバルブ金属と合金およびステンレス鋼の中でも特にステンレス鋼の皮膜は、多くの組合せにおいて比較的に安定性が高く、安定電位領域も広いため集電体として使用するには好ましい。
【0066】
上述した表面皮膜は、TiO2などの導電性を有するものもあるが、電気的に絶縁性であるものが多い。表面に絶縁体被膜を有するにも関わらず、集電体として使用することのできる理由は諸説あるが、今のところ次の2つの説が有力とされている。
【0067】
(1)表面欠陥説
絶縁体の集電体不動態皮膜に炭素粉末が接触することによって不動態皮膜の欠陥が活性化されて通電する。このことを非特許文献5では以下のように解析されている。正極活物質のほとんどはp型半導体であり、電極反応を円滑に進めるためには正極活物質と集電体および電極層に含まれる導電助剤との間にフェルミレベルを合わせてオーミックコンタクトを取る必要がある。このためには仕事関数の大きな材料が必要で、それには貴金属が向いている。仕事関数の小さな材料を用いた場合はショットキーバリアが生成し電子移動を妨げることになる。しかし、貴金属では上述したようにコストや触媒活性の高さから使い難い。一方、炭素は仕事関数が4.8〜5.0とされており、比較的大きく、正極活物質とオーミックコンタクトをとりやすい。また、炭素は、アニオンを自らへ引き寄せることで、正極活物質側に点欠陥を生成し活性な状態にしていると考えられる。
【0068】
(2)トンネル効果説
エネルギー的に通常は超えることのできない領域を粒子が一定の確率で通り抜けることのできる現象を、量子力学の分野では、トンネル効果と呼んでいる。電気的絶縁体を挟んで電気伝導体を10nm以下程度に接近させると良好な電子伝導が生じる。自然酸化被膜は数〜10nmであるため、良好に電流が流れることが説明できる。また、上述のAlF3被膜も5〜10nmの絶縁性膜であるため、同様にトンネル効果説が適用でき得ると考えられる。
【0069】
正極活物質としての硫黄系活物質は、高容量であるが、CuまたはNiとは容易に反応して硫化銅または硫化ニッケルを生成する。これに対して、上述した金属箔は、硫黄と反応しがたい物質であるため、特に、硫黄系の活物質を用いる場合の集電体材料として用いることが好ましい。
【0070】
例えば、ナトリウムイオンを用いるバイポーラ電池であれば、負極電位がリチウムイオンを用いる場合と比べて高くなるので通常の銅箔を使う必要はなく、Sn系、Sb系などの負極に、アルミニウム集電体を用いれば充放電可能な電池を作製できる。しかし、上記のように、バイポーラ電池またはバイポーラキャパシタ用の電極では、集電体に穴のないことが必須条件であり、機械的強度の低いアルミニウム箔集電体などを用いた場合には電極のプレス工程で集電体箔が変形して穴が空くことがある。アルミニウム箔に替えて上記の金属箔を用いることで、プレス工程後にも変形や穴のない電極が製造できる。また、アルミニウム箔は、加熱時に強度が低下するので、そもそも、耐熱性電池の作製が困難となる。さらに、前述のように、アルミニウム箔は、ポリイミド前駆体をイミド化する熱処理時に、強度が低下する。アルミニウム箔に替えて上記の金属箔を用いることで、熱処理後にも強度低下の無い電極が製造できる。
【0071】
このうち、特に、ステンレス鋼からなる箔を用いるのが好ましい。ステンレス鋼は、様々な環境下での高耐食性に優れ、特に、厚みが15μm以下であっても、200℃における引張強さが500MPa以上で、かつ、幅10mmにおける0.2%ひずみが生じるときの荷重が50N以上であり、幅10mmにおける破断荷重が70N以上であり、かつ電位範囲が0〜4.2Vvs.Li+/Liである金属箔を比較的低コストで入手できるからである。例えば、ステンレス鋼箔を集電体として用いたバイポーラ電池であれば、耐食性に優れるため、電解液として非水電解液だけでなく、ゲル電解質、ポリマ電解質を用いることができる。また、ステンレス鋼箔は、正負極どちらの集電体としても使用できるので、集電体を正負極で共用することができる。なお、ステンレス鋼は、電気抵抗がアルミニウム、銅などよりも高いという問題があるが、実用上、電極の集電性を損なうことはない。例えば、バイポーラ電池のセルの場合、箔の面で集電するために抵抗の影響はほとんどなく、この点は、実用上大きな問題とはならない。
【0072】
ここで、アルミニウム箔、銅箔などの金属箔では、高い抗張力を示すものでも350MPa程度であり、集電体としての十分な強度が得られないだけでなく、活物質と集電体との結着性を上げるために種々の樹脂が用いられるが、ポリイミド系樹脂での重合固化が200℃以上であると、更に軟化し、集電体金属箔に塗布した後、塗布面が湾曲する現象が発生して、電極の生産性が著しく低下してしまうことがある。ところが、ステンレス鋼箔を初めとする上記の高強度金属箔は、塗工後の乾燥工程、ポリイミド樹脂の重合固化(キュア)時の熱処理工程を経ても、抗張力の低下はなく、塗布面が湾曲する現象が発生し難い。また、高強度金属箔は、負極として用いる時に大きなプレス圧力が必要な活物質を採用するときに有用である。特に、ステンレス鋼箔は、銅箔と比べても酸化・硫化され難いというメリットもある。また、LiPF6などFを含む電解質を用いる場合、Fが水分と接触し、高腐食性のフッ化水素酸(HF)となる。この点、アルミニウム箔であれば、HFで腐触されるが、ステンレス鋼箔であれば、腐食され難い。
【0073】
なお、ステンレス鋼の種類には特に制約はないが、例えば、オーステナイト系鋼(SUS201、SUS202、SUS301、SUS302、SUS303、SUS304、SUS305、SUS309、SUS310、SUS312、SUS315、SUS316、SUS317、SUS310、SUS321、SUS347、SUS384など)、マルテンサイト系鋼(SUS403、SUS405、SUS410、SUS420、SUS431など)、フェライト系鋼(SUS405、SUS409、SUS410、SUS430、SUS436、SUS443、SUS444、SUS445など)、析出硬化型鋼(SUS630、SUS631など)、2相系鋼(SUS329など)などを用いることができる。特に、オーステナイト系ステンレス鋼を用いるのが好ましく、中でも、汎用のSUS304、SUS316またはSUS310が安価に利用できる。
【0074】
15μm以下の厚みの箔材料としては、冷間圧延したままの鋼材(硬質材)と焼鈍した鋼材(焼鈍材)のSUS304がある。厚みが10〜11μmの硬質材のSUS304は、抗張力は1600〜1730MPaあり、幅10mmにおける、0.2%ひずみが生じるときの荷重は70.5〜77.6Nであり、破断荷重が173.4〜190.7Nある。厚みが10〜11μmの焼鈍材のSUS304は、抗張力は726〜794MPaあり、幅10mmにおける、0.2%ひずみが生じるときの荷重は54.5〜59.9Nであり、破断荷重が72.6〜79.9Nある。
【0075】
なお、引張強さ(抗張力)および伸びは、10mm幅にした箔材料を試験片として、インテスコ社製引張試験機(IM20)を用い、チャック間距離50mm、降下速度50mm/minの条件で、試験片を破断するまで引張り、破断伸びから「伸び(%)」を求め、また、引張強さ(TS)を測定した。SUS304では、7.93g/cm3を、密度値とした。
【0076】
(d)金属箔の表面粗さ:10点平均表面粗さRzで0.5〜5.0μm
活物質層(活物質を含んだ合剤層)の厚さは、正極で1〜5mA/cm2の正極容量密度を得るためには5〜100μmの範囲とし、負極で2〜10mAh/cm2の負極容量密度を得るためには5〜100μmの範囲とすることが好ましい。そして、金属箔の表面粗さRzが0.5μm未満の集電体の場合、活物質層と集電体との密着性が不十分となり、高容量活物質を用いる電極の場合、充放電時に活物質層が剥離するなどの問題が生じる恐れがある。一方、金属箔の表面粗さRzが5.0μmを超える場合、活物質層と金属箔との密着力は大きくなるものの、活物質粒子の粒径および集電体表面の凹部のサイズが近くなり、集電体表面の凹部に活物質粒子が埋まる場所と活物質が存在しない場所ができやすく、電極面内の微小領域での不均一が生じる。このため、特定箇所への電流集中が起こり、電池性能が劣化するなどという問題がある。さらに、例えば、厚みが10μmの金属箔の表面粗さを下記のように改質材料で覆うことにより調整する場合、改質材料で覆った後の金属箔の表面粗さRzが5.0μmを超えると、改質材料の層および金属箔の全厚みが15μmを超え、電池全体に占める容量に寄与しない部分の体積が増えるので望ましくない。
【0077】
金属箔表面の粗さは、金属箔表面粗さを調整しても良いし、炭素、アルミニウム、チタン、バナジウム、クロム、マンガン、鉄、コバルト、ニッケル、銅、ジルコニウム、ニオブ、モリブデン、タンタル、タングステン、白金、金、クロムーニッケル合金、クロム−鉄合金、鉄ーニッケル合金、鉄―クロム合金、鉄−クロム−ニッケル合金、或いはアルミニウム、チタン、バナジウム、クロム、マンガン、鉄、コバルト、ニッケル、銅、ジルコニウム、ニオブ、モリブデン、タンタル、タングステンなどの酸化物で金属箔表面を覆うことによって調整してもよい。これらの材料は、金属箔の表面粗さの調整とともに、集電体としての機能を改善し、リチウム二次電池、キャパシタなどの蓄電デバイスの作動電位における酸化腐触の防止、充放電の繰返しにより還元析出物がデンドライト状に成長するのを防止する効果を有する。
【0078】
例えば、改質処理を施していないステンレス鋼箔の場合、表面に不働体皮膜が形成されているものの、充放電サイクルに伴い徐々に抵抗が増幅する。これに対して、炭素コート、ニッケル(Ni)メッキなどにより改質材料で表面を覆うことにより、この問題を克服できる。また、ショットブラスティング、エッチングなどにより、ステンレス鋼箔の表面を粗化して、一度、表面の不働態皮膜を除去するか、薄くしたのちに、改質材料で覆うのがよい。これにより抵抗が下がり、電池の性能向上に寄与することができる。なお、粗化は、表面粗さを10点平均表面粗さRzで0.5〜5.0μmに調整するのがよい。
【0079】
なお、改質材料は、基本的に容量に寄与しないため、できる限り薄いことが好ましく、金属箔表面を改質材料で覆う場合には、改質材料層の厚さを、金属箔の厚さの25%以下にする必要がある。金属の表面を改質材料で覆う場合、その層の構造は、単層でもよいし、別の改質材料との積層でもよい。また、複数の改質材料を均一または不均一に複合したものであってもよい。
【0080】
ここで、改質材料として、炭素を用いるのが好ましい。これは、炭素材料は、電解液に対して経時安定性に優れ、電極特性を良好に維持するからである。また、炭素材料は、正負両極の電位(一般的なリチウムイオン二次電池の電位領域は0〜4.2Vvs.Li+/Liである。)にも耐えることができる。炭素材料としては、黒鉛、カーボンブラック、ケッチェンブラック、アセチレンブラックなどの鎖状微細炭素、カーボンファイバー、カーボンナノチューブ、ハードカーボン、ソフトカーボンなどを用いることができる。改質材料としては、炭素とポリイミド系樹脂の混合物を用いるのがさらに好ましい。上記のように、炭素材料は優れているが、密着性に劣る場合がある。よって、集電体表面に炭素材料とポリイミド樹脂の混合物を塗布し、200℃以上に加熱してポリイミド樹脂を固化重合すると、炭素材料を集電体表面に強固に被覆することができる。この被覆は高い耐熱性を有する。
【0081】
改質材料としては、ニッケルを用いるのも好ましい。ニッケルは、導電性に優れ、耐腐食性が高く耐電解液性に優れているからである。
【0082】
2.蓄電デバイス用電極
(a)正極容量密度:1〜5mAh/cm2
上記1で説明した蓄電デバイス用集電体材料を用いて、1〜5mAh/cm2の正極容量密度を有する電極を得ることが好ましい。このときの正極材料として、LiFePO4に代表されるポリアニオン系正極活物質を用いるのが好ましい。ポリアニオン系正極活物質は、導電率が低いため、プレス圧を高くし、粒子間および粒子と集電体間の接触を増やすことにより高い性能(低抵抗で高入出力)が得られやすい。
【0083】
ポリアニオン系活物質としては、例えば、LiMPO4(M=Ni、Co、Mn、Fe)、LiM2(SO4)3(M=V、Ti、Fe)、LiM2(XO4)3(M=Fe、Mn、Ti、V、Nb、X=S、P、Mo、W、As、Si)、LiMVO4(M=Mn、Ni、Co)、Li2MSiO4(M=Ni、Co、Mn、Fe)、LiMBO3(M=Ni、Co、Mn、Fe)、LiTi2(PO)3、Fe2(SO4)3、Fe(Mo4)3、Fe2(SO4)2、Li3Fe2(PO4)3、Li3V2(PO4)3、Li3Fe2(AsO4)3、TiNb(PO4)3、LiFeNb(PO4)3、Li2FeTi(PO4)3、Fe4(P2O7)3、LiFeP2O7、TiP2O7、LiVP2O7、MoP2O7、Mo2P2O11、MoOPO4、VOPO4、LiVOPO4、VOSO4、VOAsO4、Li2VOSiO4、LiVMoO6、VBO3、Fe2(WO4)3などが挙げられる。LiVPO4F、Li2CoPO4F、などのフッ素導入ポリアニオン、LiFe2(SO4)2(PO4)、Li2Fe2(SO4)(PO4)などの混合ポリアニオン系の活物質も含まれる。これらに導電性を高める目的で異種元素(Mo、W、Nb、Alなど)をドーピングしたもの、遷移金属部分を2種類以上(M=FeMn、NiCoなど)にしたものも含まれる。また、上記の内で、LiをNaに変えた場合に、充放電によりNaの吸蔵放出が可能な場合も含まれる。
【0084】
(b)負極容量密度:2〜10mAh/cm2
上記1で説明した蓄電デバイス用集電体材料を用いて、2〜10mAh/cm2の負極容量密度を有する電極を得ることが好ましい。このときに用いる負極活物質としては、Liの吸蔵放出を行う、Al、Sn、Zn、Pb、Ag、Bi、In、Si、Ge、Cd、GaもしくはSb、または、これらのうち一種以上が含まれる合金材料が挙げられる。また、SiOx、SnOx(x=0〜1.6)、ZnO、Bi2O3、In2O3、ITO(In2O3とSnO2の化合物で、割合は質量比で、約9:1)、さらに、これらの酸化物に異種元素をドープした材料も含まれる。例えば、フッ素ドープ酸化スズ(FTO)、アルミニウムドープ酸化亜鉛(AZO)、アンチモンドープ酸化スズ(ATO)、また、これらの元素の硫化物、SiS2、SnS、SnS2などがあり、また、CuSn、FeSn、FeSi、TiSi、SnC2O4−Si、SnC2O4−SiOx、SnCuOxなどの負極活物質がある。
【0085】
例えば、電極容量密度1〜3mAh/cm2で本発明の正極または負極を得た場合、超高出力用途や長寿命用途に向いており、電極容量密度1〜5mAh/cm2では、高容量用途や高出力用途に向いている。なお、電極容量密度は、例えば、充放電サイクル容量試験等により測定することができる他、活物質塗布重量から容量を計算し、その値を電極面積で割ることにより求めることができる。
【0086】
(c)その他
正極または負極の活物質層には、例えば、必要に応じて導電性を付与するための導電助剤を含有させてもよい。例えば、溶媒(N−メチル−2−ピロリドン(NMP)、水、アルコール、キシレン、トルエン、その他非水電解液に使われる有機溶媒等)を用いてスラリー状の正極または負極活物質含有組成物(合剤)とし、この組成物を集電体表面に塗布、乾燥し、更にプレスすることで集電体表面に、所望の厚みと密度に制御した正極または負極活物質含有層を形成し、蓄電デバイス用電極(正極または負極)とすることができる。
【0087】
導電助剤としては、炭素材料を含む場合には、炭素材料の種類(構造等)は特に限定されない。例えば、アセチレンブラック(AB)、ケッチェンブラック(KB)、黒鉛、カーボンファイバー、カーボンチューブ、ハードカーボン、ソフトカーボン、非晶質炭素等の炭素材料を、1種単独で用いてもよいし、または2種以上を併用してもよい。より好ましくは、複合粉末中に導電性の三次元網目構造を形成できるものが好ましい。導電性の高い三次元網目構造が形成されていれば、リチウム二次電池用の正極または負極材料として充分な集電効果が得られるとともに、Li吸蔵時の活物質層(特に合金成分)の体積膨張を効果的に抑制できる。また、バインダも通常用いられているポリイミド系樹脂材料などを用いることができる。
【0088】
3.蓄電デバイス用電極の製造方法
本発明の蓄電デバイス用集電体材料の製造方法は、特に制約はないが、特に、厚みが15μm以下で、200℃における抗張力が500MPa以上であり、幅10mmにおける0.2%ひずみが生じるときの荷重が50N以上であり、幅10mmにおける破断荷重が70N以上である金属箔を用意し、その表面粗さを10点平均表面粗さRzで0.5〜5.0μmに調整した後に、活物質を塗布、乾燥させるのが好ましい。金属箔の表面粗さをこのような範囲に制約する理由が、充放電時に活物質層が剥離するのを防止することにあることは前述のとおりである。
【0089】
なお、集電体表面への負極活物質の塗布後に、200℃以上の熱処理が行われる。また、集電体表面への正極活物質層の塗布、乾燥後に、線圧で0.29〜1.47N/mmのプレス加工を行われる。このため、厚みが15μm以下であっても、200℃における抗張力が500MPa以上であり、幅10mmにおける0.2%ひずみが生じるときの荷重が50N以上であり、幅10mmにおける破断荷重が70N以上である金属箔を用いる必要がある。
【0090】
金属箔表面自体の粗さを調整する場合には、酸化、サンドブラスト、ブラッシング、ケミカルエッチング、など公知の方法を採用することができる。金属箔表面を改質材料で覆う前に粗化処理を行う場合にも、これらの方法を採用すればよい。また、金属箔表面の粗さの調整を、金属箔表面を改質材料で覆うことによって行う場合には、例えば、以下の方法がある。なお、以下の方法は、金属箔と改質材料の構造に合わせて、適時、選択すればよい。
【0091】
(a)電気めっき、無電界めっきなどのめっきにより、金属箔表面に改質材料を析出被覆する。なお、電気泳動法も広義の電気めっきに該当する。
【0092】
(b)スパッタリング、蒸着などの物理めっきにより、改質用材料を気相化して、集電体表面に積層化する。
【0093】
(c)改質材料を粉末にして、これを結着剤、粘度調節剤などと混練して塗料化し、スクリーン、ドクターブレード、コータ、グラビア、凸版、凹版の各種印刷技術、ディッピング技術、スピンコート技術によって金属箔上で塗膜化し、粘度調節剤を除去する。これらは、例えば、スラリー法、ペースト法、ディッピング法、スピンコート法と呼ばれる方法である。
【0094】
(d)改質材料を粉末にして、ガスなどの流体中に分散させながら、金属箔表面に機械的に堆積させる。いわゆる、エアロゾルデポジション法である。
【0095】
(e)改質材料をフィルム上で膜にして、金属箔上にそのフィルムを載せ、フィルムだけを取り除き、改質材料を金属箔表面に機械的に転写させる。
【0096】
(f)酸化、プラズマ、サンドブラスト、ブラッシングによって、金属箔表面に酸化物層などを形成する。
【0097】
(g)改質材料を箔にして、金属箔と合わせてロール間を通して圧着して、金属箔表面に改質材料をクラッドさせる。いわゆる、圧着法である。
【0098】
4.蓄電デバイス
(a)蓄電デバイスの種類
上記の正極または負極を搭載した蓄電デバイスとしては、リチウムイオン二次電池、リチウムイオンキャパシタ、ナトリウムイオン二次電池、ナトリウムイオンキャパシタ、ナトリウム硫黄二次電池、リチウム硫黄二次電池などがある。また、これらの蓄電デバイスには、電解液、ゲル電解質、ポリマ電解質など様々な電解質を用いたものが含まれる。また、これらの蓄電デバイスには、バイポーラ型の蓄電デバイスが含まれる。
【0099】
上記の正極または負極を搭載したリチウム二次電池を作製する場合には、公知のリチウム二次電池の電池要素(正極、セパレーター、電解液等)を用いて、常法に従って、角型、円筒型、コイン型等のリチウム二次電池に組み立てればよい。
【0100】
本発明の蓄電デバイス用集電体材料は、バイポーラ型蓄電デバイスにおける電極の集電体に用いるのに特に有用である。上記の正極活物質と負極活物質を集電体の片面ずつに形成するとバイポーラ電極(双極式電極)を形成することができる。このバイポーラ電極に用いられる集電体には、表裏面それぞれに別の活物質が塗工されるため、通常の電極に用いられる集電体に比べて、乾燥時またはプレス時に、裏表の膨張率の差から反りやしわが発生し易い。本発明の蓄電デバイス用集電体材料は高い強度を有するので、バイポーラ電極に用いた場合でも、このような問題が生じ難い。
【0101】
前述のように、バイポーラ電池またはバイポーラキャパシタ用の電極では集電体に穴のないことが必須であり、本発明の集電体材料は高い強度を有するため、プレス工程後にも変形や穴のない電極が製造できる。このため、各層からの電解液の滲み出しを防止するためのパッキンを簡易的なものにでき、電池またはキャパシタの製造工程を大幅に簡略できる。特に、ポリマ電解質を組み合わせると、簡便な構造で高電圧化が可能という効果をもつバイポーラ型電池にすることができる。
【0102】
セパレータとしては、公知のリチウム二次電池に用いられるポリオレフィン系の微多孔などが使用できる。また耐熱性が必要な場合は、アラミド、ポリイミド(PI)、ポリアミドイミド(PAI)、ポリエステル(ポリエチレンテレフタラート(PET))、エチレン‐ビニルアルコール共重合体(EVOH)又はガラス繊維からなる群から選択される少なくとも一種からなる、微多孔膜又は不織布からなるものが使用できる。
【0103】
このように、本発明に係る蓄電デバイス用集電体材料は、製造時および使用時において想定される高温の環境においても、十分に高い強度を有するため、高容量の活物質を用いる場合でも穴が発生することがなく、大容量な合金系負極が可能になり、また、従来のものよりも薄い集電体を作製できるので、体積当たりの電池のエネルギー密度(体積エネルギー密度)を大きくすることができる。
【0104】
(b)電解質
本発明のリチウム二次電池の電解質は、リチウムイオンを含有する必要があることから、リチウム二次電池で用いられるものであれば特に限定されないが、その電解質塩としては、リチウム塩が好適である。このリチウム塩としては、具体的には、ヘキサフルオロリン酸リチウム、過塩素酸リチウム、テトラフルオロホウ酸リチウム、トリフルオロメタンスルホン酸リチウム及びトリフルオロメタンスルホン酸イミドリチウムよりなる群から選択される少なくとも1種を用いることができる。上記リチウム塩は、電気的陰性度が高く、イオン化しやすいことから、充放電サイクル特性に優れ、二次電池の充放電容量を向上させることができる。
【0105】
上記電解質の溶媒としては、プロピレンカーボネート(PC)、エチレンカーボネート(EC)、ジメチルカーボネート(DMC)、ジエチルカーボネート(DEC)、γ−ブチロラクトン、2−メチルテトラヒドロフラン、1,3−ジオキソラン、4−メチル−1,3−ジオキソラン、1,2−ジメトキシエタン、1,2−ジエトキシエタン、ジエチルエーテル、スルホラン、メチルスルホラン、ニトロメタン、N,N−ジメチルホルムアミド、ジメチルスルホキシドよりなる群から選択される少なくとも1種を用いることができ、特に、プロピレンカーボネート単体、エチレンカーボネートとジエチルカーボネートとの混合物、又はγ−ブチロラクトン単体が好適である。なお、上記エチレンカーボネートとジエチルカーボネートとの混合物の混合比は、エチレンカーボネート及びジエチルカーボネートともに10〜90vol.%の範囲で任意に調整することができる。
【0106】
従来のアルミニウム箔の集電体に対して強力な腐食性を有するものの、電池の耐熱性を求めて、電解質としてLiTFSIを用いることがある。例えば、LiTFSIにPC電解液を使用した場合に、アルミニウム箔が腐食する問題がある。この腐食機構は、TFSIアニオンがアルミニウムと反応し、1電子を放出した結果、アルミニウム箔表面にAl(TFSI)3が生成されて、Alが脱離する。その結果、アルミニウム箔に抜け穴があくものと推定されている。この解決として、LiTFSIとアルミニウム箔の関係を良好にするために、LiPF6の配合が有効とされている。しかしながら、電池の耐熱性を求めてLiTFSIを用いているのに、耐熱性の低いLiPF6を添加することは矛盾する。そこで、耐食性の高いステンレス鋼箔材料を集電体として用いると、TFSIアニオンにも腐食され難く、LiTFSI塩を電解質とした電解液を使うことが可能となる。
【0107】
本発明の集電体を用いることにより、耐熱性の高い電極を作製することができ、そのことにより従来の蓄電池よりも高い温度(例えばリチウムイオン二次電池の場合60℃以上)でも安定に作動させることが可能になり得る。しかし、高温の状態にある電池が何らかの原因、例えば、圧壊や電池内部に存在する金属異物またはセパレータの収縮などが原因で短絡するなどの不具合が生じた場合に、室温で作動している電池に比べてより急激に反応が促進されて発熱・発火・爆発する恐れがある。このようなリスクを回避すべく、より安全性の高い集電体の構造を提供する。
【0108】
図2の従来型のリチウムイオン二次電池の構造の模式図に示されるように、蓄電池の電極には集電体表面に正極活物質または負極活物質で覆われる部分と覆われない部分が存在する。活物質層が存在する領域は、セパレータを介して正極活物質と負極活物質とが対向する構造となる。一方、活物質層が存在しない領域は、セパレータを介して正負両極の集電体が対抗する状態となる。ただし、活物質層が通常電極の中央部に位置するのに対し、活物質層が存在しない領域は電極の周辺部に位置している。
【0109】
ここで、電池全体が高温になった場合にセパレータが収縮することがある。セパレータはその中央部に向かって収縮するため、電極の周辺部(活物質層が存在しない領域)において、それまでセパレータで隔てられていた正負極の電極が接触することがある。そして、活物質層が存在する領域での短絡は、活物質層が電気抵抗を持つため急激に大電流が流れることをある程度抑制できるが、活物質層のない領域では金属同士が短絡することになるため、急激に大電流が生じるのを防止できなくなる。
【0110】
このとき、図3に示すように、集電体表面の活物質層のない領域を電気絶縁性かつ耐熱性の高い状態にしておくことで安全性を高めることができる。この耐熱絶縁層としては、例えば、耐熱樹脂、セラミックまたはガラスの被膜が使用できる。
【0111】
耐熱絶縁層の厚さとしては、平均厚さ0.5μm〜5.0μmが好ましい。薄過ぎると絶縁性の機能を十分に発揮できないことがあり、厚すぎると周辺部が活物質層より厚くなることがあり電極構造として適さないことがある。
【0112】
ここで、耐熱性とは、短期的耐熱性が200℃以上であるとする。耐熱性はより高いことが好ましい。短期的耐熱性は熱に対する形状安定性の観点からは、結晶性材料の場合は融点が、非晶性材料の場合はガラス転移点(Tg)が目安となる。さらに応力が加わる場合には、JIS K7191で定められている荷重たわみ温度(熱変形温度とも呼ばれる)が目安となる。
【0113】
耐熱絶縁層が耐熱樹脂の場合、その材料は、ポリイミド系樹脂、ポリアミドイミド系樹脂、ふっ素樹脂(PTFE、PVDF、PFA)、エポキシ樹脂、ポリフェニレンサルファイド(PPS)、ポリアリレート(PAR)、ポリサルフォン(PSF)、ポリエーテルサルフォン(PES)、ポリエーテルイミド(PEI)、ポリアミドイミド(PAI)、ポリエーテルエーテルケトン(PEEK)、液晶ポリエステル(LCP)、シリコーン樹脂およびメタ系アラミド樹脂のいずれかであることが好ましく、またはこれらの混合物でも目的に適う。これらの中で、ポリイミド系樹脂は耐熱性が高いため特に好ましい。
【0114】
また、耐熱絶縁層には、耐熱樹脂以外にもセラミックまたはガラスを使用することもでき、さらに耐熱樹脂とセラミックまたはガラスを混ぜて使うこともできる。セラミックまたはガラス材料としては、代表的な物としてアルミナ、ジルコニア、炭化ケイ素、窒化ケイ素、SiOX(X=1.7〜2.0)などが挙げられるが、他にも数多くの材料があり、これらの材料に限定されるものではない。また、上述した耐熱樹脂にカーボン粉末が混ざった状態のものを用いても、金属と比べて電気抵抗が増すため、安全性向上への効果がある。
【0115】
電極面内で活物質層の無い領域に上述した耐熱絶縁被膜を形成することで、電極および電池の安全性の向上に寄与する。被膜の形成法としては、一般的な方法を用いることが可能である。例えば、スクリーン、ドクターブレード、スラリーコート、グラビア、凸版、凹版の各種印刷技術、ディッピング、スピンコートなどのインク状材料を使う方法や、蒸着、スパッタなどの成膜技術を使うことができる。
【実施例1】
【0116】
まず、本発明の蓄電デバイス用集電体材料を用いた場合には、箔の変形、破壊などが発生しないことを確認するための予備的実験を行った。
【0117】
この試験では、Siを負極活物質として用い、負極活物質80mass%、KB5mass%、ポリイミド樹脂バインダ15mass%を混合してスラリー状の合剤を調製した。厚さ10μmのステンレス鋼(SUS304)箔の片面に、AB:PI(固形分)=50:50質量%で、厚さ1μmの改質材料を塗布し、真空で200℃×5時間の熱処理を行い、乾燥させて集電体を製造した。その後、先に調製した合材を集電体上に塗工し、真空で200℃×5時間の熱処理を行い、φ11mmに打ち抜いて電極とした。この電極と、対極にLi金属箔、電解液としてLiPF6+EC/DEC(1:1vol)を用いて、CR2032型コインセルを作製した。
【0118】
電極試験の条件は、0−1Vvs.Li+/Liの電位範囲で、0.1C率(3000mAh/g換算)の定電流充電/定電流放電を繰り返した。その結果、10サイクル後でも、ステンレス鋼箔には変形、破壊がなく、合金活物質層も微粉化や脱落もなく、正常な電極として維持できていることが確認された。
【実施例2】
【0119】
次に、各種の金属箔を用いた電池を作製し、電池としての特性を評価する試験を行った。
【0120】
<集電体材料の作製>
本発明例1は、厚さ11μmのステンレス鋼(SUS304)箔の表面を厚さ1μmのポリイミドバインダを用いたカーボン膜で覆い、表面粗さを10点平均表面粗さRzで0.5μmに調整した集電体を用いた例である。この例では、200℃における抗張力(引張強さ)が1730MPaであり、幅10mmにおける、0.2%ひずみが生じるときの荷重が77.6Nであり、かつ破断荷重が191NであるSUS304硬質材を用いた。このステンレス鋼箔に、市販の芳香族ポリイミド(PI)の前駆体と、カーボン粉末としてアセチレンブラック(AB、電気化学工業社製デンカブラック)を、固形分質量比が1:1となるように混合し、そこへ粘度調整用としてNMP溶媒を少量添加した後、自公転式ミキサー(シンキー製ARE−310)で混練し、組成物を得た。この組成物を、ステンレス鋼箔上へ1〜2μmの厚さになるように塗工し、大気中80℃で20分間乾燥後、減圧下(1kPa)200℃で5時間以上保持してイミド化させ、ステンレス鋼箔にポリイミドを用いてカーボンコートをした。
【0121】
本発明例2は、厚さ11μmのステンレス鋼(SUS304)箔の表面を厚さ2μmのNi膜で覆い、表面粗さを10点平均表面粗さRzで1.5μmに調整した集電体を用いた例である。この例では、200℃における抗張力(引張強さ)が720MPaであり、幅10mmにおける、0.2%ひずみが生じるときの荷重が60.0Nであり、かつ破断荷重が79.9NであるSUS304焼鈍材を用いた。このステンレス鋼箔に、水酸化ナトリウム(50g/l)水溶液中で、液温は室温、3A/dm2で30秒間の陰極電解で脱脂を行い、次に、室温中、硫酸(50g/l)水溶液中で、液温は室温、5A/dm2で30秒間の陰極電解で酸洗を行った。次に、43℃、硫酸ニッケル六水塩(90g/l)とアンモニア(17g/l)の浴中で、pH6.0、液温43℃、23A/dm2で15秒間の陰極電解を行い、同じ浴中で、2.5A/dm2で20秒間の陰極電解で被覆処理を行い、ステンレス鋼箔にNiコートをした。
【0122】
本発明例3は、厚さ11μmのステンレス鋼(SUS304)箔の表面を厚さ1μmのカーボン膜で覆った以外は、本発明例1と同様のSUS304を用いた例である。この例では、このステンレス鋼箔に、炭化水素ガス(ブタンガス)を10mL/分の量で流通させた熱CVD装置(高砂工業製)の中で、650℃で4分間のカーボンコート処理を行い、ステンレス鋼箔にカーボンコートをした。
【0123】
本発明例4は、本発明例1と同じ厚さ11μmのステンレス鋼(SUS304)箔を用い、その表面粗さを10点平均表面粗さRzで3.5μmに調整した集電体を用いた。この例では、産総研内製のサンドブラスト装置を用いて、このステンレス鋼箔に、7分間のサンドブラスト処理を施した。
【0124】
本発明例5は、厚さ18μmのニッケル-クロム合金箔の表面に、本発明例1と同様にして厚さ1μmのポリイミドバインダを用いたカーボン膜で覆った。表面粗さを10点平均表面粗さRzで0.5μmに調整した集電体を用いた例である。
【0125】
本発明例6は、本発明例1と同じ厚さ11μmのステンレス鋼(SUS304)箔を用い、その表面粗さを10点平均表面粗さRzで0.5μmに調整した集電体を用いた。この例では、ステンレス鋼を第二塩化鉄溶液中で表面エッチング処理して乾燥させた直後に、ステンレス鋼の表面に本発明例1と同様にして厚さ1μmのポリイミドバインダを用いたカーボン膜で覆った。
【0126】
比較例1は、厚さ18μmのアルミニウム箔を比較例1として用いた。
【0127】
比較例2は、厚さ20μmの銅合金箔を比較例2として用いた。
【0128】
<電池の作製>
LiFePO4を正極活物質として用い、正極活物質88mass%、KB7mass%、ポリイミド樹脂バインダ5mass%を混合してスラリー状の正極合剤を調製した。また、SiOを負極活物質として用い、負極活物質80mass%、KB5mass%、ポリイミド樹脂バインダ15mass%を混合してスラリー状の負極合剤を調製した。本発明例1〜6および比較例1および2で得られた集電体上に、正極と負極合剤を塗布し、乾燥後、ロールプレス機により、表面改質した箔材料と塗膜とを密着接合させ、次いで、加熱処理(減圧中、200℃、5時間以上)して試験電極を得た。セパレータとしてガラスフィルター、電解液として1mol/lのLiPF6/EC:DEC(1:1 vol.%)を具備したコインセル(CR2032)を作製した。なお、以下に記載するサイクル寿命特性と高率放電特性は、LiFePO4正極と、SiO負極を別々に評価するため、対極に金属リチウム(0.5mm厚)を用いた、いわゆる半電池にて評価した。また、以下に記載する全電池試験および高熱安全性試験では、LiFePO4正極とSiO負極とをセパレータを介して組み立てた、いわゆる全電池にて評価を行った。
【0129】
<電池の物性評価>
(a)サイクル寿命特性
作製した電池を0.1〜0.2C率で充放電試験した結果を表1に示す。なお、正極と負極の容量密度は、それぞれ1.0と2.5mAh/cm2であり、カットオフ電位は、正極の評価では4−2V、負極の評価では0−1Vと設定した。
なお、ここにいう「充電」および「放電」は、全電池にした際の定義に従い表記した。すなわち、LiFePO4の場合は正極に用いるため、Liを放出する側を充電、吸蔵する側を放電とした。また、SiOの場合は負極に用いるので、Liを放出する側を放電、吸蔵する側を充電とした。対極をLiとした半電池の場合もこの定義を用いた。
【0130】
【表1】
【0131】
表1から明らかなように、各実施例の表面改質した集電体を用いた電極から構成された電池は、SiO/Li半電池の0.1C率(1500mAh/g換算)充放電100サイクル目の放電容量が1450mAh/g以上の高い値を示した。また、LiFePO4/Li半電池の0.2C率(160mAh/g換算)充放電100サイクル目の放電容量が154mAh/g以上の高い値を示した。さらに、比較例1の集電体を用いた例と比較して、各実施例から構成した電池は劣化しにくく、容量維持率が良好であることがわかる。中でも、実施例2の本発明例1の集電体を用いたSiO/Li電池では、100サイクル目の放電容量維持率が97%を超える非常に高い値を示した。
【0132】
100サイクル目の放電容量維持率は、いずれも97.5以上と高く、サイクル寿命が充分であることが判る。なお、容量維持率は、100サイクル目の容量維持率は「(100サイクル目の放電容量/初期放電容量)×100」により算出することができる。
【0133】
一例として、本発明例1を用いたSiO/Li半電池と、本発明例1を用いたLiFePO4/Li半電池および本発明例3のLiFePO4/Li半電池のサイクル特性図を図4〜6に示す。図4〜6に示すように、100サイクル後でも、高い放電容量を維持していることがわかる。
【0134】
(b)高率放電特性
本発明例1〜6ならびに比較例1および2の集電体を用いて作製したSiO/Li半電池、およびLiFePO4/Li半電池を0.1〜20C率で放電した結果を表2に示す。なお、正極と負極の容量密度は、それぞれ1.0と2.5mAh/cm2であり、カットオフ電位は、正極の評価では4−2V、負極の評価では0−1Vと設定した。
【0135】
【表2】
【0136】
表2から明らかなように、本発明の電池では放電レート10C率(6分間放電)でも大きな容量を維持ししており、高率放電特性が良好であることがわかる。また、これらの高率放電曲線の一部を図7〜10に示す。図7〜10からも明らかなように、本発明例1および3の電極材料から構成されたLiFePO4/Li試験セルについては、放電レートを20C率(3分間放電)でも89mAh/g以上の容量を維持しており、高率放電が可能であることが判る。特に、本発明例1の集電体を用いた試験セルについては、20C率(3分間放電)でも118mAh/g以上の容量を維持しており、極めて高い電流での放電が可能であることがわかる。一方、比較例1の電極材料から構成された試験セルについては、高率放電時の分極が大きく、抵抗が高いことが分かる。
【0137】
(c)全電池試験
本発明例1の集電体を用いてLiFePO4を正極とし、SiOを負極とし、ガラスフィルターをセパレータとし、1mol/lのLiPF6/EC:DEC(1:1vol.%)を電解液として具備した正極規制のラミネートセルを作製した。なお、正極と負極の容量比(N/P比)は1.5である。
【0138】
SiO負極にあらかじめリチウムドープして作製した全電池の充放電曲線を図11に示す。なお、負極の容量密度は2.5mAh/cm2であり、正極の容量密度は1.0mAh/cm2であり、カットオフ電位は、4.0−2.0Vと設定した。
【0139】
図11に示すように、LiFePO4正極とリチウムドープしたSiO負極を用いた全電池は良好に充放電することが確認できた。
【0140】
(d)高熱安全性試験(100℃駆動試験)
本発明例1の集電体を用いて耐熱性の高い活物質(LiFePO4、SiO)と、耐熱性の高いバインダ(PI)と、耐熱性の高いセパレータ(PI不織布)、および耐熱性の高い電解液(1.5mol/L LiBF4+プロピレンカーボネート/γ-ブチロラクトン(1:2体積比))を使用したLiFePO4/SiO全電池を作製し、100℃の高温条件下で充放電作動させた。なお、負極の容量密度は2.5mAh/cm2であり、正極の容量密度は1.0mAh/cm2であり、カットオフ電位は、4.0−2.0Vと設定した。充放電曲線を図12に示す。
【0141】
図12に示すように、従来技術では80℃程度を超える温度域では充放電が困難であったが、本発明の技術を用いることで100℃の高温下においても、可逆的に安定に充放電作動させることができ、耐熱性に優れる電池を実現することができた。
【0142】
(e)高熱安全性試験(140℃満充電保存試験)
本発明例1の集電体で、後にLiFePO4正極層とSiO負極層を塗工する領域および電池外装の外部へ電流端子として引き出すリード部分のそれぞれを避けた領域に、市販の芳香族ポリイミド(PI)の前駆体とNMP溶媒の混合液体を乾燥後の厚さが1μmとなるように塗工した後、大気中80℃で20分間乾燥後、減圧下(1kPa)250℃で5時間保持してイミド化させ、電極層の周辺部にポリイミドの耐熱絶縁被膜を形成させた。このとき、ポリイミドバインダを用いたカーボン膜は、LiFePO4正極層とSiO負極層を塗工する領域のみにコートした。この集電体に耐熱性の高いバインダ(PI)を用いたLiFePO4正極層とSiO負極層を設けて正負極を作製し、これらと汎用のポリエチレン製微多孔膜セパレータを用いて全電池を作製した。
【0143】
さらに比較用として、上記全電池で耐熱絶縁層がないだけの全電池を作製した。なお、どちらの電池も正極の容量密度は1.0mAh/cm2であり、負極の容量密度は2.5mAh/cm2であった。それぞれの電池を30℃環境下で電圧4.2Vまで電流値0.1C率(10時間)で満充電させた後、周囲温度を140℃にして高温保存中の電圧挙動を監視した。
【0144】
耐熱絶縁層を設けたLiFePO4/SiO全電池では、140℃で72時間保存後でも初期電圧に対して74%の電圧を維持していた。それに対して、耐熱絶縁層を設けない電池では、140℃保存後わずか1時間で電圧がゼロになった。この電池を分解したところ、セパレータが収縮して電極周辺部での短絡していることが確認された。
【0145】
高強度かつ高耐熱性の集電体に表面改質を施し、さらに電極層周辺部に耐熱絶縁層を設けることで、高温環境に強く安全性の高い電池を実現することが可能となった。
【産業上の利用可能性】
【0146】
本発明の蓄電デバイス用集電体材料は、350℃において500MPa以上という高い引張強度を有しているため、従来と同程度の厚さで、スズ(Sn)、珪素(Si)等の高容量の負極活物質を用いた負極を製造することが可能となる。また、高いプレス圧でのプレス加工を実施できるので、LiFePO4に代表されるポリアニオン系正極活物質を用いた正極を製造することも可能となる。さらに、高温での強度低下がない集電体を用いることで、安全性の高い電池を製造することも可能となる。このため、従来と同程度の厚さで、従来よりも高い容量の蓄電デバイスをより安価に製造することが可能となる。本発明の蓄電デバイス用集電体材料は、特に、バイポーラ型の蓄電デバイスに用いるのに最適である。
【特許請求の範囲】
【請求項1】
厚みが15μm以下で、200℃における抗張力が500MPa以上であり、幅10mmにおける0.2%ひずみが生じるときの荷重が50N以上であり、幅10mmにおける破断荷重が70N以上であり、かつ集電体として機能する電位範囲が0〜4.2Vvs.Li+/Liである金属箔を用いることを特徴とする蓄電デバイス用集電体材料。
【請求項2】
前記金属箔が、チタン、クロム、ジルコニウム、ハフニウム、タンタル、ニオブ、タングステン、もしくは、これらの合金、または、これらのうち少なくとも1種類を含む、ニッケル基合金、鉄−ニッケル合金、鉄―クロム合金、鉄−クロム−ニッケル合金、クロム−モリブデン−ニッケル合金、もしくは、ニッケル−銅合金からなる箔であることを特徴とする請求項1に記載の蓄電デバイス用集電体材料。
【請求項3】
前記金属箔が、ステンレス鋼からなる箔であることを特徴とする請求項1に記載の蓄電デバイス用集電体材料。
【請求項4】
前記金属箔の表面粗さが10点平均表面粗さRzで0.5〜5.0μmであることを特徴とする請求項1から3までのいずれかに記載の蓄電デバイス用集電体材料。
【請求項5】
前記金属箔の表面を改質材料で覆った蓄電デバイス用集電体材料であって、
該改質材料が炭素材料からなり、
その厚みが該金属箔の厚みの25%以下であり、
その表面粗さが10点平均表面粗さRzで0.5〜5.0μmであることを特徴とする請求項1から3までのいずれかに記載の蓄電デバイス用集電体材料。
【請求項6】
前記金属箔の表面を改質材料で覆った蓄電デバイス用集電体材料であって、
該改質材料が炭素およびポリイミド系樹脂の混合物からなり、
その厚みが該金属箔の厚みの25%以下であり、
その表面粗さが10点平均表面粗さRzで0.5〜5.0μmであることを特徴とする請求項1から3までのいずれかに記載の蓄電デバイス用集電体材料。
【請求項7】
前記金属箔の表面を改質材料で覆った蓄電デバイス用集電体材料であって、
該改質材料がニッケルからなり、
その厚みが該金属箔の厚みの25%以下であり、
その表面粗さが10点平均表面粗さRzで0.5〜5.0μmであることを特徴とする請求項1から3までのいずれかに記載の蓄電デバイス用集電体材料。
【請求項8】
表面粗さを10点平均表面粗さRzで0.5〜5.0μmに調整した金属箔の表面を改質材料で覆ったことを特徴とする請求項5から7までのいずれかに記載の蓄電デバイス用集電体材料。
【請求項9】
請求項1から8までのいずれかに記載の蓄電デバイス用集電体材料であって、
その表面において、正極活物質または負極活物質で覆われない領域の一部または全てが、平均厚さ0.5μm〜5.0μmであり、かつ短期的耐熱性が200℃以上である耐熱絶縁層で覆われたことを特徴とする蓄電デバイス用集電体材料。
【請求項10】
前記耐熱絶縁層が、ポリイミド系樹脂、ポリアミドイミド系樹脂、ふっ素樹脂(PTFE、PVDF、PFA)、エポキシ樹脂、ポリフェニレンサルファイド(PPS)、ポリアリレート(PAR)、ポリサルフォン(PSF)、ポリエーテルサルフォン(PES)、ポリエーテルイミド(PEI)、ポリアミドイミド(PAI)、ポリエーテルエーテルケトン(PEEK)、液晶ポリエステル(LCP)、シリコーン樹脂、メタ系アラミド樹脂、セラミックおよびガラスから選択される少なくとも1種類を含むことを特徴とする請求項9に記載の蓄電デバイス用集電体材料。
【請求項11】
前記耐熱絶縁層が、ポリイミド系樹脂であることを特徴とする請求項9に記載の蓄電デバイス用集電体材料。
【請求項12】
請求項1から11までのいずれかに記載の集電体材料と正極活物質とで構成され、正極容量密度が1〜5mAh/cm2であることを特徴とする蓄電デバイス用電極。
【請求項13】
請求項1から11までのいずれかに記載の集電体材料と負極活物質とで構成され、負極容量密度が2〜10mAh/cm2であることを特徴とする蓄電デバイス用電極。
【請求項14】
請求項1から11までのいずれかに記載の蓄電デバイス用集電体材料の表面粗さを10点平均表面粗さRzで0.5〜5.0μmに調整した後に、活物質を塗布、乾燥させることを特徴とする蓄電デバイス用電極の製造方法。
【請求項15】
集電体表面に負極活物質層を形成させるに際し、塗布後に、200℃以上の熱処理を行うことを特徴とする請求項14に記載の蓄電デバイス用電極の製造方法。
【請求項16】
集電体表面に正極活物質層を形成させるに際し、塗布、乾燥後に、線圧で0.29〜1.47N/mmのプレス加工を行うことを特徴とする請求項14に記載の蓄電デバイス用電極の製造方法。
【請求項17】
請求項12に記載の蓄電デバイス用電極を正極とし、請求項13に記載の蓄電デバイス用電極を負極として用いたことを特徴とする蓄電デバイス。
【請求項18】
バイポーラ型蓄電デバイスであることを特徴とする請求項17に記載の蓄電デバイス。
【請求項19】
ポリマ電解質を用いたことを特徴とする請求項17または18に記載の蓄電デバイス。
【請求項1】
厚みが15μm以下で、200℃における抗張力が500MPa以上であり、幅10mmにおける0.2%ひずみが生じるときの荷重が50N以上であり、幅10mmにおける破断荷重が70N以上であり、かつ集電体として機能する電位範囲が0〜4.2Vvs.Li+/Liである金属箔を用いることを特徴とする蓄電デバイス用集電体材料。
【請求項2】
前記金属箔が、チタン、クロム、ジルコニウム、ハフニウム、タンタル、ニオブ、タングステン、もしくは、これらの合金、または、これらのうち少なくとも1種類を含む、ニッケル基合金、鉄−ニッケル合金、鉄―クロム合金、鉄−クロム−ニッケル合金、クロム−モリブデン−ニッケル合金、もしくは、ニッケル−銅合金からなる箔であることを特徴とする請求項1に記載の蓄電デバイス用集電体材料。
【請求項3】
前記金属箔が、ステンレス鋼からなる箔であることを特徴とする請求項1に記載の蓄電デバイス用集電体材料。
【請求項4】
前記金属箔の表面粗さが10点平均表面粗さRzで0.5〜5.0μmであることを特徴とする請求項1から3までのいずれかに記載の蓄電デバイス用集電体材料。
【請求項5】
前記金属箔の表面を改質材料で覆った蓄電デバイス用集電体材料であって、
該改質材料が炭素材料からなり、
その厚みが該金属箔の厚みの25%以下であり、
その表面粗さが10点平均表面粗さRzで0.5〜5.0μmであることを特徴とする請求項1から3までのいずれかに記載の蓄電デバイス用集電体材料。
【請求項6】
前記金属箔の表面を改質材料で覆った蓄電デバイス用集電体材料であって、
該改質材料が炭素およびポリイミド系樹脂の混合物からなり、
その厚みが該金属箔の厚みの25%以下であり、
その表面粗さが10点平均表面粗さRzで0.5〜5.0μmであることを特徴とする請求項1から3までのいずれかに記載の蓄電デバイス用集電体材料。
【請求項7】
前記金属箔の表面を改質材料で覆った蓄電デバイス用集電体材料であって、
該改質材料がニッケルからなり、
その厚みが該金属箔の厚みの25%以下であり、
その表面粗さが10点平均表面粗さRzで0.5〜5.0μmであることを特徴とする請求項1から3までのいずれかに記載の蓄電デバイス用集電体材料。
【請求項8】
表面粗さを10点平均表面粗さRzで0.5〜5.0μmに調整した金属箔の表面を改質材料で覆ったことを特徴とする請求項5から7までのいずれかに記載の蓄電デバイス用集電体材料。
【請求項9】
請求項1から8までのいずれかに記載の蓄電デバイス用集電体材料であって、
その表面において、正極活物質または負極活物質で覆われない領域の一部または全てが、平均厚さ0.5μm〜5.0μmであり、かつ短期的耐熱性が200℃以上である耐熱絶縁層で覆われたことを特徴とする蓄電デバイス用集電体材料。
【請求項10】
前記耐熱絶縁層が、ポリイミド系樹脂、ポリアミドイミド系樹脂、ふっ素樹脂(PTFE、PVDF、PFA)、エポキシ樹脂、ポリフェニレンサルファイド(PPS)、ポリアリレート(PAR)、ポリサルフォン(PSF)、ポリエーテルサルフォン(PES)、ポリエーテルイミド(PEI)、ポリアミドイミド(PAI)、ポリエーテルエーテルケトン(PEEK)、液晶ポリエステル(LCP)、シリコーン樹脂、メタ系アラミド樹脂、セラミックおよびガラスから選択される少なくとも1種類を含むことを特徴とする請求項9に記載の蓄電デバイス用集電体材料。
【請求項11】
前記耐熱絶縁層が、ポリイミド系樹脂であることを特徴とする請求項9に記載の蓄電デバイス用集電体材料。
【請求項12】
請求項1から11までのいずれかに記載の集電体材料と正極活物質とで構成され、正極容量密度が1〜5mAh/cm2であることを特徴とする蓄電デバイス用電極。
【請求項13】
請求項1から11までのいずれかに記載の集電体材料と負極活物質とで構成され、負極容量密度が2〜10mAh/cm2であることを特徴とする蓄電デバイス用電極。
【請求項14】
請求項1から11までのいずれかに記載の蓄電デバイス用集電体材料の表面粗さを10点平均表面粗さRzで0.5〜5.0μmに調整した後に、活物質を塗布、乾燥させることを特徴とする蓄電デバイス用電極の製造方法。
【請求項15】
集電体表面に負極活物質層を形成させるに際し、塗布後に、200℃以上の熱処理を行うことを特徴とする請求項14に記載の蓄電デバイス用電極の製造方法。
【請求項16】
集電体表面に正極活物質層を形成させるに際し、塗布、乾燥後に、線圧で0.29〜1.47N/mmのプレス加工を行うことを特徴とする請求項14に記載の蓄電デバイス用電極の製造方法。
【請求項17】
請求項12に記載の蓄電デバイス用電極を正極とし、請求項13に記載の蓄電デバイス用電極を負極として用いたことを特徴とする蓄電デバイス。
【請求項18】
バイポーラ型蓄電デバイスであることを特徴とする請求項17に記載の蓄電デバイス。
【請求項19】
ポリマ電解質を用いたことを特徴とする請求項17または18に記載の蓄電デバイス。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2013−101919(P2013−101919A)
【公開日】平成25年5月23日(2013.5.23)
【国際特許分類】
【出願番号】特願2012−223511(P2012−223511)
【出願日】平成24年10月5日(2012.10.5)
【出願人】(301021533)独立行政法人産業技術総合研究所 (6,529)
【出願人】(000239426)福田金属箔粉工業株式会社 (83)
【Fターム(参考)】
【公開日】平成25年5月23日(2013.5.23)
【国際特許分類】
【出願日】平成24年10月5日(2012.10.5)
【出願人】(301021533)独立行政法人産業技術総合研究所 (6,529)
【出願人】(000239426)福田金属箔粉工業株式会社 (83)
【Fターム(参考)】
[ Back to top ]