
蓄電池及び蓄電池の製造方法
【課題】極板1の集電体6にこの集電体6の作製ロットを示す刻印7を施すことにより、極板1や活物質が原因で早期不良になった場合の不良原因の解明を容易にすることができる蓄電池及び蓄電池の製造方法を提供する。
【解決手段】集電体6に活物質を保持させた極板1を備えた蓄電池において、この極板1の集電体6の上額6c又は下額6dに当該集電体6の作製ロットを示す刻印7が施された構成とする。また、この集電体6に刻印7を施す工程を備えた構成とする。
【解決手段】集電体6に活物質を保持させた極板1を備えた蓄電池において、この極板1の集電体6の上額6c又は下額6dに当該集電体6の作製ロットを示す刻印7が施された構成とする。また、この集電体6に刻印7を施す工程を備えた構成とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、集電体に活物質を保持させた極板を備えた蓄電池及びこの蓄電池の製造方法に関するものである。
【背景技術】
【0002】
鉛蓄電池は、集電体に活物質を保持させた正負極の極板を用いて組み立てられる。そして、この組み立て工程のロット番号等の情報をラベルに印字して鉛蓄電池の蓋に貼り付ける等してロット管理を行うようにしている。
【0003】
ところが、極板は、鋳造やエキスパンド加工、打ち抜き加工等によって集電体を作製する工程と、この集電体に活物質を保持させる工程とが連続して行われない場合がある。また、この極板は、集電体に保持させた活物質を熟成させ乾燥させるために、数日の期間をおいてから組み立て工程で使用される場合もある。しかも、極板は、集電体に保持させる活物質の組成を変更することも多い。つまり、活物質は、鉛粉と所定の添加剤を希硫酸で混練してペースト状としたものを集電体の格子部に充填するものであり、これら鉛粉と添加剤と希硫酸の混合比を、鉛蓄電池の寿命性能や容量等を考慮して適宜変更する場合がある。
【0004】
このため、鉛蓄電池が早期不良によって返品されて来たとしても、従来は、組み立て工程のロットは蓋に貼り付けたラベル等から容易に判断できるが、極板の作製時期等を知ることができないという問題があった。即ち、鉛蓄電池の不良の原因が組み立て工程にある場合や溶接不良等のように分解して目視で直ぐに分かる原因であれば、組み立て工程のロット管理だけでも十分であるが、この鉛蓄電池が使用開始から数ヶ月で不良となる早期不良は、集電体の腐食による断線や活物質の剥離等のように極板に原因があることが多い。しかし、この鉛蓄電池の組み立て工程の同一ロットで使用された極板の集電体の作製工程のロットや活物質を保持させる工程のロットが異なると、これら集電体や活物質に不良の原因がある場合に、この原因を解明することが困難になる。
【0005】
なお、鉛蓄電池の極板における集電体の格子部のマス目に小骨を形成することにより、そのマス目位置に対応する符号を当該集電体に付するようにしたものが従来からあった(例えば、特許文献1参照。)。しかしながら、このような方法は、鋳造又は打ち抜きによって作製される集電体にしか適用できず、エキスパンド加工によって作製される集電体に符号を付することはできない。しかも、鋳造又は打ち抜きによる場合も、集電体の作製ロットごとに異なるマス目に小骨が形成されるように、鋳型や金型を変更又は修正しなければならず、この手間が極めて面倒なものになるという問題があった。
【特許文献1】実開昭59−12472号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
本発明は、極板の基材として用いる集電体に極板作製情報を示すマーキングを施すことにより、極板や活物質が原因で蓄電池が早期不良になった場合に不良原因の解明が困難になるという問題を解決しようとするものである。
【課題を解決するための手段】
【0007】
請求項1の蓄電池は、集電体に活物質を保持させた極板を備えた蓄電池において、この極板の集電体に極板作製情報を示すマーキングが施されたことを特徴とする。
【0008】
請求項2の蓄電池は、前記集電体が格子部の上端に上額とこの上額からさらに突出した耳部を備えると共に、この格子部の下端に下額を備えたものであり、前記極板作製情報を示すマーキングがこれら上額又は下額に施されたことを特徴とする。
【0009】
請求項3の蓄電池の製造方法は、鉛又は鉛合金を圧延して鉛シート材を得る工程と、この鉛シート材をエキスパンド加工又は打ち抜き加工して格子部を備えた集電体を得る工程と、この集電体に極板作製情報を示すマーキングを施す工程と、このマーキングを施した集電体に活物質を保持させて極板を得る工程とを備え、この極板を用いて蓄電池を製造することを特徴とする。
【0010】
請求項4の蓄電池の製造方法は、鉛又は鉛合金を圧延して鉛シート材を得る工程と、この鉛シート材をエキスパンド加工又は打ち抜き加工すると共に極板作製情報を示すマーキングを施して格子部を備えた集電体を得る工程と、このマーキングを施した集電体に活物質を保持させて極板を得る工程とを備え、この極板を用いて蓄電池を製造することを特徴とする。
【0011】
請求項5の蓄電池の製造方法は、溶融させた鉛又は鉛合金を鋳造して集電体を得る工程と、この集電体に極板作製情報を示すマーキングを施す工程と、このマーキングを施した集電体に活物質を保持させて極板を得る工程とを備え、この極板を用いて蓄電池を製造することを特徴とする。
【0012】
請求項6の蓄電池の製造方法は、溶融させた鉛又は鉛合金を鋳造すると共に、この鋳造の際に極板作製情報を示すマーキングを施して集電体を得る工程と、このマーキングを施した集電体に活物質を保持させて極板を得る工程とを備え、この極板を用いて蓄電池を製造することを特徴とする。
【発明の効果】
【0013】
請求項1の発明によれば、蓄電池の極板の集電体にマーキングされた極板作製情報により、この集電体の作製工程のロットや活物質を保持させる工程のロット等が分かるので、早期不良により蓄電池が返品されたような場合でも、極板に起因する不良の原因を容易に解明することができるようになる。
【0014】
本発明において、極板作製情報とは、集電体の作製時期若しくは作製工程のロット、又は、この集電体に活物質を保持させた時期若しくは活物質を保持させた工程のロットを識別することができる符号(文字、図形又は記号)を含む情報をいい、集電体の一連の作製工程又は活物質の一連の保持工程が特定し得るものをいう。なお、この極板の集電体には、従来から製品情報が付されることはある。ただし、この製品番号は、当該極板がどの型の蓄電池に使用されるものであるかを知ることができる情報にすぎず、作製工程まで特定することはできないので、早期不良の原因を解明するための情報とはなり得ない。
【0015】
また、マーキングとは、極板作製情報の符号が目視によって認識できるように、集電体の表面にこの符号を刻印したり、レーザーや耐酸性塗料等によって印字する行為をいう。なお、このようにして集電体にマーキングされた符号は、蓄電池の使用に伴い腐食して見えなくなるおそれがあるが、早期不良の原因解明に用いるものであるため、使用を開始してから十分な期間が経過すれば、このマーキングが消えても支障はない。
【0016】
請求項2の発明によれば、極板作製情報を示すマーキングが集電体の上額か下額に施される。集電体の格子部は、桟が細いためにマーキングが小さくなりすぎるだけでなく、刻印等によるマーキングの場合には、窪み部分を起点として腐食が進行し桟が断線するおそれがある。このため、マーキングは、多少の腐食では断線のおそれのない十分に幅広の上額や下額に施すことが好ましい。また、上額の場合、耳部に近い部分が腐食すると、充放電電流の流れが阻害されるので、この耳部からできるだけ離れた位置にマーキングを施すことが好ましい。
【0017】
請求項3の発明によれば、エキスパンド加工や打ち抜き加工により作製される集電体にマーキングを施すことができる。
【0018】
請求項4の発明によれば、集電体をエキスパンド加工や打ち抜き加工する際にマーキングを施すことができるので、この集電体の作製後に改めてマーキングを施す工程を追加する必要がなくなる。エキスパンド加工の場合には、鉛シート材を連続的に搬送しながら加工を行うので、この鉛シート材を搬送する搬送装置を利用して刻印等を施すことができる。また、打ち抜き加工の場合には、鉛シート材を打ち抜くプレス工程で同時に刻印等を施すことができる。
【0019】
請求項5の発明によれば、鋳造により作製される集電体にマーキングを施すことができる。
【0020】
請求項6の発明によれば、集電体を鋳造する際にマーキングを施すことができるので、この集電体の作製後に改めてマーキングを施す工程を追加する必要がなくなる。鋳造の際にマーキングを施すには、例えば鋳型に極板作製情報の符号を表す凹部又は凸部を形成した部分を組み込むようにすればよい。
【発明を実施するための最良の形態】
【0021】
以下、本発明の最良の実施形態について図1〜図4を参照して説明する。
【0022】
本実施形態は、従来例と同様に、鉛蓄電池について説明する。この鉛蓄電池は、図2に示すように、正負極の極板1を交互にセパレータ2を介して積層した発電要素3を電槽4内の隔壁で区切った各セルに収納する。各発電要素3の極板1は、上方に突出した耳部6aを正負極ごとにストラップ5に溶接している。また、これらの発電要素3の正負のストラップ5は、電槽4に収納後に直列に接続される。そして、この電槽4の上端開口部に図示しない蓋を嵌め込んで封止し、両端の発電要素3の正負極のストラップ5から突出した極柱をこの蓋に埋め込まれた端子に溶接することにより、鉛蓄電池の組み立てが完了する。
【0023】
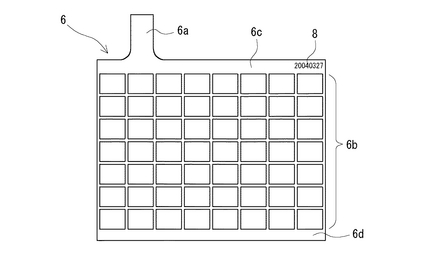
上記極板1は、図1に示すような集電体6の格子部6bに活物質を充填したものである。図1に示す集電体6は、ロータリ方式のエキスパンド加工により作製したものであり、長尺な鉛シートに多数のスリットを千鳥状に形成し、この鉛シートを幅方向の両側から引き広げることにより各スリットをマス目に展開して格子部6bを形成する。そして、長尺な鉛シートの中央部を耳部6aを残して打ち抜くと共に、所定長さごとに切断することにより1枚ずつの集電体6となる。鉛シートは、鉛や鉛合金を圧延して長尺な薄い板状としたものである。従って、この集電体6は、桟によって囲まれた多数のマス目が網の目状に形成された格子部6bの上端部に、ある程度の幅を有する上額6cが設けられると共に、この上額6cの左側の端部付近からさらに上方に向けて耳部6aが突出している。この上額6cは、下方の格子部6bの各桟を通って流れる電流を耳部6aに集電するためのものであるため、充放電電流を流れ易くするためにある程度の幅を備えている。また、この集電体6は、格子部6bの下端部に比較的狭い幅の下額6dが設けられている。この下額6dは、鉛シートを引き広げてスリットを展開するためのものであり、充放電電流はほとんど流れないので幅は狭くてよい。
【0024】
上記集電体6は、上額6cにおける耳部6aから離れた右端部に極板作製情報を示す刻印7が施されている。極板作製情報は、ここでは集電体6をロータリ方式のエキスパンド加工により作製したロット番号を表す数字からなる情報である。刻印7は、鉛シートの中央部を耳部6aを残して打ち抜く際や各集電体6ごとに切断する際に、この鉛シートを搬送する搬送ローラの一部に取り付けられた刻印器によってシート面を窪ませることによって形成される。
【0025】
なお、上記刻印7は、例えば鉛シートにスリットを形成する前に形成することも可能であるが、本実施形態では、上額6cにおける耳部6aから離れた端部に正確に形成するために、この耳部6aの形成位置や集電体6の切断位置との同期が取り易いように、これらと同じ工程で形成するようにしている。また、この刻印7は、鉛シートを集電体6ごとに切断した後に個々に形成することも可能である。ただし、このためには、集電体6に活物質を充填する工程の前又は後に、別個に刻印工程を設ける必要が生じる。
【0026】
上記製造方法によって作製された集電体6に活物質を充填して極板1を作製すると、鉛蓄電池が早期不良によって返品されて来たとしても、この鉛蓄電池を分解して極板1の集電体6に形成された刻印7を確認することにより、この集電体6の作製工程のロットを知ることができるようになる。このため、鉛蓄電池の組み立て工程のロットとはかかわりなく、例えば集電体6の作製工程のロットが共通するものに早期不良が多く発生していれば、そのロットのロータリ方式のエキスパンド加工に問題があったと推測することができ、これによって早期不良の原因を迅速に解明することができるようになる。
【0027】
なお、上記実施形態では、集電体6の作製工程のロット番号の刻印7を施す場合を示したが、この集電体6の一連の作製工程が特定できる極板作製情報であればよいので、例えば作製日付の刻印7を施すようにしてもよい。また、集電体6の作製工程を特定するための刻印7に限らず、この集電体6に活物質を充填する工程のロット番号や日付等のように活物質充填工程を特定するための刻印7を施すこともできる。さらに、ロット番号と日付の組み合わせであってもよく、例えば集電体6の作製工程と活物質充填工程の双方のロット番号を組み合わせることもできる。
【0028】
また、上記実施形態では、集電体6の上額6cにおける耳部6aから離れた位置に刻印7を施す場合を示したが、この刻印7を起点として腐食が進行するおそれがなく、充放電電流の流れを阻害する心配もなければ、耳部6aに近い位置に形成することもできる。さらに、この刻印7は、集電体6の下額6dに形成することもできる。下額6dは、多少幅が狭くなるが、充放電電流がほとんど流れないので、腐食による弊害が生じないという利点がある。刻印7の大きさは、目視で認識できる必要があるので、腐食による識別性の低下も考慮して1文字が2mm角以上であることが好ましい。
【0029】
また、上記実施形態では、ロータリ方式のエキスパンド加工により作製した集電体6について説明したが、他の方法によって作製した集電体6にも同様に実施可能である。集電体6を作製する他の方法としては、レシプロ方式のエキスパンド加工、鋳造、打ち抜き加工等によるものがあり、いずれの場合にも集電体6の作製後に刻印7を施すことは可能である。さらに、レシプロ方式による集電体6の場合には、ロータリ方式の場合と同様に、鉛シートの搬送の際に、搬送ローラ等を利用して刻印7を施すこともできる。もっとも、このレシプロ方式の集電体6は、図3に示すように、格子部6bの下方に下額が設けられないので、刻印7は、上額6cにのみ形成されることになる。
【0030】
また、上記実施形態では、集電体6の上額6cや下額6dに刻印7を施す場合を示したが、極板作製情報を示す数字が目視で認識できるマーキングが施されていればよいので、凹状の刻印7とは逆に上額6cや下額6dの表面から極板作製情報を示す数字を凸状に盛り上げるようにすることもできる。例えば、図4に示す集電体6は、溶融させた鉛や鉛合金を鋳造して作製した集電体6であり、鋳型における上額6cに対応する位置に、極板作製情報を示す数字の窪みが生じるような部分を組み込むことにより、この鋳造時に凸状のマーキング8を形成することができる。ただし、このような鋳造による集電体6であっても、凸状の鋳型部分を用いて、鋳造時に凹状のマーキング8を形成することもできる。さらに、マーキング8は、このような表面の凹凸に限らず、耐酸性塗料等を用いた印字によって行うこともできる。即ち、このマーキング8は、電池特性に害を与えることなく、かつ、少なくとも早期不良が発生し得る期間にわたって消失することなく、集電体6の表面に表れ目視で確認できるものであればよい。従って、集電体6の上額6cや下額6dに極板作製情報を示す数字を印字したラベルを貼り付けたり、このラベルを無地にしてレーザで部分的に焼くことにより印字を行うようなものであってもよい。
【0031】
また、上記実施形態では、極板作製情報を示す数字のマーキング8を施す場合を示したが、数字に限らない一般の文字や図形若しくは記号又はこれらの符号の組み合わせを用いてマーキング8を施すこともできる。さらに、例えば日付を数字で表す場合、年月日の区切り記号を使わないとしても、西暦年の4桁(又は末尾2桁)と月と日の2桁ずつを合わせて合計8桁(6桁)の数字が必要となるが、ユリウス日等のように特定の日付からの通算の日数で表すようにすれば、30年弱の期間の日付を4桁の十進数で表すことができる(9999日/365日=約27年)。
【0032】
また、上記実施形態では、鉛蓄電池の極板1の集電体6について説明したが、他の蓄電池の極板の集電体にも同様のマーキングを施すことはできる。しかも、この集電体のいずれかの部位にマーキングが施されていればよいので、格子部が形成されず上額や下額のない集電体にも同様にマーキングを施すことができる。そして、この集電体や極板の作製工程と蓄電池の組み立て工程とが常に同じラインで連続して行われることがなければ、この集電体のマーキングを早期不良の原因解明に役立てることができる。
【図面の簡単な説明】
【0033】
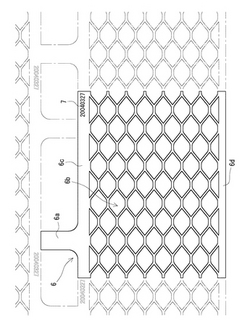
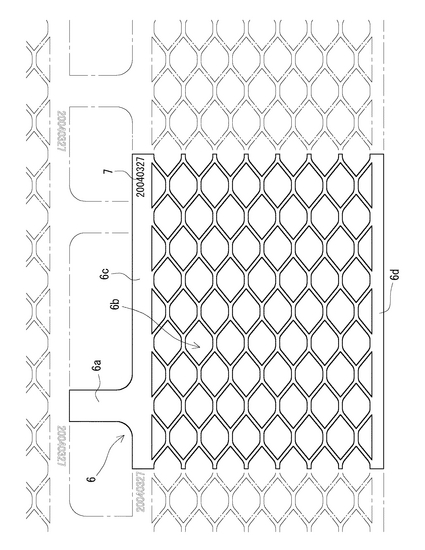
【図1】本発明の一実施形態を示すものであって、ロータリ方式のエキスパンド加工により作製された集電体を示す平面図である。
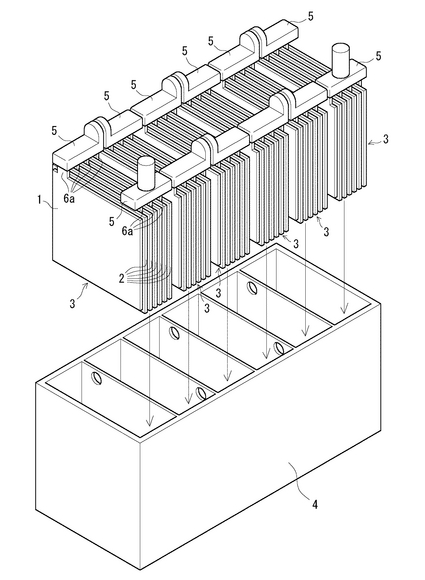
【図2】本発明の一実施形態を示すものであって、鉛蓄電池の構造を示す組み立て斜視図である。
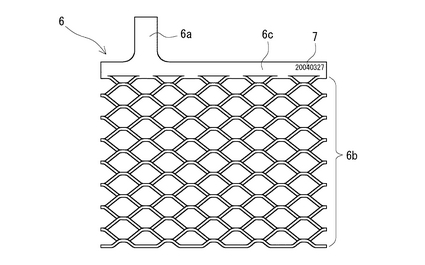
【図3】本発明の一実施形態を示すものであって、レシプロ方式のエキスパンド加工により作製された集電体を示す平面図である。
【図4】本発明の一実施形態を示すものであって、鋳造により作製された集電体を示す平面図である。
【符号の説明】
【0034】
1 極板
6 集電体
6a 耳部
6b 格子部
6c 上額
6d 下額
7 刻印
8 マーキング
【技術分野】
【0001】
本発明は、集電体に活物質を保持させた極板を備えた蓄電池及びこの蓄電池の製造方法に関するものである。
【背景技術】
【0002】
鉛蓄電池は、集電体に活物質を保持させた正負極の極板を用いて組み立てられる。そして、この組み立て工程のロット番号等の情報をラベルに印字して鉛蓄電池の蓋に貼り付ける等してロット管理を行うようにしている。
【0003】
ところが、極板は、鋳造やエキスパンド加工、打ち抜き加工等によって集電体を作製する工程と、この集電体に活物質を保持させる工程とが連続して行われない場合がある。また、この極板は、集電体に保持させた活物質を熟成させ乾燥させるために、数日の期間をおいてから組み立て工程で使用される場合もある。しかも、極板は、集電体に保持させる活物質の組成を変更することも多い。つまり、活物質は、鉛粉と所定の添加剤を希硫酸で混練してペースト状としたものを集電体の格子部に充填するものであり、これら鉛粉と添加剤と希硫酸の混合比を、鉛蓄電池の寿命性能や容量等を考慮して適宜変更する場合がある。
【0004】
このため、鉛蓄電池が早期不良によって返品されて来たとしても、従来は、組み立て工程のロットは蓋に貼り付けたラベル等から容易に判断できるが、極板の作製時期等を知ることができないという問題があった。即ち、鉛蓄電池の不良の原因が組み立て工程にある場合や溶接不良等のように分解して目視で直ぐに分かる原因であれば、組み立て工程のロット管理だけでも十分であるが、この鉛蓄電池が使用開始から数ヶ月で不良となる早期不良は、集電体の腐食による断線や活物質の剥離等のように極板に原因があることが多い。しかし、この鉛蓄電池の組み立て工程の同一ロットで使用された極板の集電体の作製工程のロットや活物質を保持させる工程のロットが異なると、これら集電体や活物質に不良の原因がある場合に、この原因を解明することが困難になる。
【0005】
なお、鉛蓄電池の極板における集電体の格子部のマス目に小骨を形成することにより、そのマス目位置に対応する符号を当該集電体に付するようにしたものが従来からあった(例えば、特許文献1参照。)。しかしながら、このような方法は、鋳造又は打ち抜きによって作製される集電体にしか適用できず、エキスパンド加工によって作製される集電体に符号を付することはできない。しかも、鋳造又は打ち抜きによる場合も、集電体の作製ロットごとに異なるマス目に小骨が形成されるように、鋳型や金型を変更又は修正しなければならず、この手間が極めて面倒なものになるという問題があった。
【特許文献1】実開昭59−12472号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
本発明は、極板の基材として用いる集電体に極板作製情報を示すマーキングを施すことにより、極板や活物質が原因で蓄電池が早期不良になった場合に不良原因の解明が困難になるという問題を解決しようとするものである。
【課題を解決するための手段】
【0007】
請求項1の蓄電池は、集電体に活物質を保持させた極板を備えた蓄電池において、この極板の集電体に極板作製情報を示すマーキングが施されたことを特徴とする。
【0008】
請求項2の蓄電池は、前記集電体が格子部の上端に上額とこの上額からさらに突出した耳部を備えると共に、この格子部の下端に下額を備えたものであり、前記極板作製情報を示すマーキングがこれら上額又は下額に施されたことを特徴とする。
【0009】
請求項3の蓄電池の製造方法は、鉛又は鉛合金を圧延して鉛シート材を得る工程と、この鉛シート材をエキスパンド加工又は打ち抜き加工して格子部を備えた集電体を得る工程と、この集電体に極板作製情報を示すマーキングを施す工程と、このマーキングを施した集電体に活物質を保持させて極板を得る工程とを備え、この極板を用いて蓄電池を製造することを特徴とする。
【0010】
請求項4の蓄電池の製造方法は、鉛又は鉛合金を圧延して鉛シート材を得る工程と、この鉛シート材をエキスパンド加工又は打ち抜き加工すると共に極板作製情報を示すマーキングを施して格子部を備えた集電体を得る工程と、このマーキングを施した集電体に活物質を保持させて極板を得る工程とを備え、この極板を用いて蓄電池を製造することを特徴とする。
【0011】
請求項5の蓄電池の製造方法は、溶融させた鉛又は鉛合金を鋳造して集電体を得る工程と、この集電体に極板作製情報を示すマーキングを施す工程と、このマーキングを施した集電体に活物質を保持させて極板を得る工程とを備え、この極板を用いて蓄電池を製造することを特徴とする。
【0012】
請求項6の蓄電池の製造方法は、溶融させた鉛又は鉛合金を鋳造すると共に、この鋳造の際に極板作製情報を示すマーキングを施して集電体を得る工程と、このマーキングを施した集電体に活物質を保持させて極板を得る工程とを備え、この極板を用いて蓄電池を製造することを特徴とする。
【発明の効果】
【0013】
請求項1の発明によれば、蓄電池の極板の集電体にマーキングされた極板作製情報により、この集電体の作製工程のロットや活物質を保持させる工程のロット等が分かるので、早期不良により蓄電池が返品されたような場合でも、極板に起因する不良の原因を容易に解明することができるようになる。
【0014】
本発明において、極板作製情報とは、集電体の作製時期若しくは作製工程のロット、又は、この集電体に活物質を保持させた時期若しくは活物質を保持させた工程のロットを識別することができる符号(文字、図形又は記号)を含む情報をいい、集電体の一連の作製工程又は活物質の一連の保持工程が特定し得るものをいう。なお、この極板の集電体には、従来から製品情報が付されることはある。ただし、この製品番号は、当該極板がどの型の蓄電池に使用されるものであるかを知ることができる情報にすぎず、作製工程まで特定することはできないので、早期不良の原因を解明するための情報とはなり得ない。
【0015】
また、マーキングとは、極板作製情報の符号が目視によって認識できるように、集電体の表面にこの符号を刻印したり、レーザーや耐酸性塗料等によって印字する行為をいう。なお、このようにして集電体にマーキングされた符号は、蓄電池の使用に伴い腐食して見えなくなるおそれがあるが、早期不良の原因解明に用いるものであるため、使用を開始してから十分な期間が経過すれば、このマーキングが消えても支障はない。
【0016】
請求項2の発明によれば、極板作製情報を示すマーキングが集電体の上額か下額に施される。集電体の格子部は、桟が細いためにマーキングが小さくなりすぎるだけでなく、刻印等によるマーキングの場合には、窪み部分を起点として腐食が進行し桟が断線するおそれがある。このため、マーキングは、多少の腐食では断線のおそれのない十分に幅広の上額や下額に施すことが好ましい。また、上額の場合、耳部に近い部分が腐食すると、充放電電流の流れが阻害されるので、この耳部からできるだけ離れた位置にマーキングを施すことが好ましい。
【0017】
請求項3の発明によれば、エキスパンド加工や打ち抜き加工により作製される集電体にマーキングを施すことができる。
【0018】
請求項4の発明によれば、集電体をエキスパンド加工や打ち抜き加工する際にマーキングを施すことができるので、この集電体の作製後に改めてマーキングを施す工程を追加する必要がなくなる。エキスパンド加工の場合には、鉛シート材を連続的に搬送しながら加工を行うので、この鉛シート材を搬送する搬送装置を利用して刻印等を施すことができる。また、打ち抜き加工の場合には、鉛シート材を打ち抜くプレス工程で同時に刻印等を施すことができる。
【0019】
請求項5の発明によれば、鋳造により作製される集電体にマーキングを施すことができる。
【0020】
請求項6の発明によれば、集電体を鋳造する際にマーキングを施すことができるので、この集電体の作製後に改めてマーキングを施す工程を追加する必要がなくなる。鋳造の際にマーキングを施すには、例えば鋳型に極板作製情報の符号を表す凹部又は凸部を形成した部分を組み込むようにすればよい。
【発明を実施するための最良の形態】
【0021】
以下、本発明の最良の実施形態について図1〜図4を参照して説明する。
【0022】
本実施形態は、従来例と同様に、鉛蓄電池について説明する。この鉛蓄電池は、図2に示すように、正負極の極板1を交互にセパレータ2を介して積層した発電要素3を電槽4内の隔壁で区切った各セルに収納する。各発電要素3の極板1は、上方に突出した耳部6aを正負極ごとにストラップ5に溶接している。また、これらの発電要素3の正負のストラップ5は、電槽4に収納後に直列に接続される。そして、この電槽4の上端開口部に図示しない蓋を嵌め込んで封止し、両端の発電要素3の正負極のストラップ5から突出した極柱をこの蓋に埋め込まれた端子に溶接することにより、鉛蓄電池の組み立てが完了する。
【0023】
上記極板1は、図1に示すような集電体6の格子部6bに活物質を充填したものである。図1に示す集電体6は、ロータリ方式のエキスパンド加工により作製したものであり、長尺な鉛シートに多数のスリットを千鳥状に形成し、この鉛シートを幅方向の両側から引き広げることにより各スリットをマス目に展開して格子部6bを形成する。そして、長尺な鉛シートの中央部を耳部6aを残して打ち抜くと共に、所定長さごとに切断することにより1枚ずつの集電体6となる。鉛シートは、鉛や鉛合金を圧延して長尺な薄い板状としたものである。従って、この集電体6は、桟によって囲まれた多数のマス目が網の目状に形成された格子部6bの上端部に、ある程度の幅を有する上額6cが設けられると共に、この上額6cの左側の端部付近からさらに上方に向けて耳部6aが突出している。この上額6cは、下方の格子部6bの各桟を通って流れる電流を耳部6aに集電するためのものであるため、充放電電流を流れ易くするためにある程度の幅を備えている。また、この集電体6は、格子部6bの下端部に比較的狭い幅の下額6dが設けられている。この下額6dは、鉛シートを引き広げてスリットを展開するためのものであり、充放電電流はほとんど流れないので幅は狭くてよい。
【0024】
上記集電体6は、上額6cにおける耳部6aから離れた右端部に極板作製情報を示す刻印7が施されている。極板作製情報は、ここでは集電体6をロータリ方式のエキスパンド加工により作製したロット番号を表す数字からなる情報である。刻印7は、鉛シートの中央部を耳部6aを残して打ち抜く際や各集電体6ごとに切断する際に、この鉛シートを搬送する搬送ローラの一部に取り付けられた刻印器によってシート面を窪ませることによって形成される。
【0025】
なお、上記刻印7は、例えば鉛シートにスリットを形成する前に形成することも可能であるが、本実施形態では、上額6cにおける耳部6aから離れた端部に正確に形成するために、この耳部6aの形成位置や集電体6の切断位置との同期が取り易いように、これらと同じ工程で形成するようにしている。また、この刻印7は、鉛シートを集電体6ごとに切断した後に個々に形成することも可能である。ただし、このためには、集電体6に活物質を充填する工程の前又は後に、別個に刻印工程を設ける必要が生じる。
【0026】
上記製造方法によって作製された集電体6に活物質を充填して極板1を作製すると、鉛蓄電池が早期不良によって返品されて来たとしても、この鉛蓄電池を分解して極板1の集電体6に形成された刻印7を確認することにより、この集電体6の作製工程のロットを知ることができるようになる。このため、鉛蓄電池の組み立て工程のロットとはかかわりなく、例えば集電体6の作製工程のロットが共通するものに早期不良が多く発生していれば、そのロットのロータリ方式のエキスパンド加工に問題があったと推測することができ、これによって早期不良の原因を迅速に解明することができるようになる。
【0027】
なお、上記実施形態では、集電体6の作製工程のロット番号の刻印7を施す場合を示したが、この集電体6の一連の作製工程が特定できる極板作製情報であればよいので、例えば作製日付の刻印7を施すようにしてもよい。また、集電体6の作製工程を特定するための刻印7に限らず、この集電体6に活物質を充填する工程のロット番号や日付等のように活物質充填工程を特定するための刻印7を施すこともできる。さらに、ロット番号と日付の組み合わせであってもよく、例えば集電体6の作製工程と活物質充填工程の双方のロット番号を組み合わせることもできる。
【0028】
また、上記実施形態では、集電体6の上額6cにおける耳部6aから離れた位置に刻印7を施す場合を示したが、この刻印7を起点として腐食が進行するおそれがなく、充放電電流の流れを阻害する心配もなければ、耳部6aに近い位置に形成することもできる。さらに、この刻印7は、集電体6の下額6dに形成することもできる。下額6dは、多少幅が狭くなるが、充放電電流がほとんど流れないので、腐食による弊害が生じないという利点がある。刻印7の大きさは、目視で認識できる必要があるので、腐食による識別性の低下も考慮して1文字が2mm角以上であることが好ましい。
【0029】
また、上記実施形態では、ロータリ方式のエキスパンド加工により作製した集電体6について説明したが、他の方法によって作製した集電体6にも同様に実施可能である。集電体6を作製する他の方法としては、レシプロ方式のエキスパンド加工、鋳造、打ち抜き加工等によるものがあり、いずれの場合にも集電体6の作製後に刻印7を施すことは可能である。さらに、レシプロ方式による集電体6の場合には、ロータリ方式の場合と同様に、鉛シートの搬送の際に、搬送ローラ等を利用して刻印7を施すこともできる。もっとも、このレシプロ方式の集電体6は、図3に示すように、格子部6bの下方に下額が設けられないので、刻印7は、上額6cにのみ形成されることになる。
【0030】
また、上記実施形態では、集電体6の上額6cや下額6dに刻印7を施す場合を示したが、極板作製情報を示す数字が目視で認識できるマーキングが施されていればよいので、凹状の刻印7とは逆に上額6cや下額6dの表面から極板作製情報を示す数字を凸状に盛り上げるようにすることもできる。例えば、図4に示す集電体6は、溶融させた鉛や鉛合金を鋳造して作製した集電体6であり、鋳型における上額6cに対応する位置に、極板作製情報を示す数字の窪みが生じるような部分を組み込むことにより、この鋳造時に凸状のマーキング8を形成することができる。ただし、このような鋳造による集電体6であっても、凸状の鋳型部分を用いて、鋳造時に凹状のマーキング8を形成することもできる。さらに、マーキング8は、このような表面の凹凸に限らず、耐酸性塗料等を用いた印字によって行うこともできる。即ち、このマーキング8は、電池特性に害を与えることなく、かつ、少なくとも早期不良が発生し得る期間にわたって消失することなく、集電体6の表面に表れ目視で確認できるものであればよい。従って、集電体6の上額6cや下額6dに極板作製情報を示す数字を印字したラベルを貼り付けたり、このラベルを無地にしてレーザで部分的に焼くことにより印字を行うようなものであってもよい。
【0031】
また、上記実施形態では、極板作製情報を示す数字のマーキング8を施す場合を示したが、数字に限らない一般の文字や図形若しくは記号又はこれらの符号の組み合わせを用いてマーキング8を施すこともできる。さらに、例えば日付を数字で表す場合、年月日の区切り記号を使わないとしても、西暦年の4桁(又は末尾2桁)と月と日の2桁ずつを合わせて合計8桁(6桁)の数字が必要となるが、ユリウス日等のように特定の日付からの通算の日数で表すようにすれば、30年弱の期間の日付を4桁の十進数で表すことができる(9999日/365日=約27年)。
【0032】
また、上記実施形態では、鉛蓄電池の極板1の集電体6について説明したが、他の蓄電池の極板の集電体にも同様のマーキングを施すことはできる。しかも、この集電体のいずれかの部位にマーキングが施されていればよいので、格子部が形成されず上額や下額のない集電体にも同様にマーキングを施すことができる。そして、この集電体や極板の作製工程と蓄電池の組み立て工程とが常に同じラインで連続して行われることがなければ、この集電体のマーキングを早期不良の原因解明に役立てることができる。
【図面の簡単な説明】
【0033】
【図1】本発明の一実施形態を示すものであって、ロータリ方式のエキスパンド加工により作製された集電体を示す平面図である。
【図2】本発明の一実施形態を示すものであって、鉛蓄電池の構造を示す組み立て斜視図である。
【図3】本発明の一実施形態を示すものであって、レシプロ方式のエキスパンド加工により作製された集電体を示す平面図である。
【図4】本発明の一実施形態を示すものであって、鋳造により作製された集電体を示す平面図である。
【符号の説明】
【0034】
1 極板
6 集電体
6a 耳部
6b 格子部
6c 上額
6d 下額
7 刻印
8 マーキング
【特許請求の範囲】
【請求項1】
集電体に活物質を保持させた極板を備えた蓄電池において、
この極板の集電体に極板作製情報を示すマーキングが施されたことを特徴とする蓄電池。
【請求項2】
前記集電体が格子部の上端に上額とこの上額からさらに突出した耳部を備えると共に、この格子部の下端に下額を備えたものであり、前記極板作製情報を示すマーキングがこれら上額又は下額に施されたことを特徴とする請求項1に記載の蓄電池。
【請求項3】
鉛又は鉛合金を圧延して鉛シート材を得る工程と、
この鉛シート材をエキスパンド加工又は打ち抜き加工して格子部を備えた集電体を得る工程と、
この集電体に極板作製情報を示すマーキングを施す工程と、
このマーキングを施した集電体に活物質を保持させて極板を得る工程とを備え、
この極板を用いて蓄電池を製造することを特徴とする蓄電池の製造方法。
【請求項4】
鉛又は鉛合金を圧延して鉛シート材を得る工程と、
この鉛シート材をエキスパンド加工又は打ち抜き加工すると共に極板作製情報を示すマーキングを施して格子部を備えた集電体を得る工程と、
このマーキングを施した集電体に活物質を保持させて極板を得る工程とを備え、
この極板を用いて蓄電池を製造することを特徴とする蓄電池の製造方法。
【請求項5】
溶融させた鉛又は鉛合金を鋳造して集電体を得る工程と、
この集電体に極板作製情報を示すマーキングを施す工程と、
このマーキングを施した集電体に活物質を保持させて極板を得る工程とを備え、
この極板を用いて蓄電池を製造することを特徴とする蓄電池の製造方法。
【請求項6】
溶融させた鉛又は鉛合金を鋳造すると共に、この鋳造の際に極板作製情報を示すマーキングを施して集電体を得る工程と、
このマーキングを施した集電体に活物質を保持させて極板を得る工程とを備え、
この極板を用いて蓄電池を製造することを特徴とする蓄電池の製造方法。
【請求項1】
集電体に活物質を保持させた極板を備えた蓄電池において、
この極板の集電体に極板作製情報を示すマーキングが施されたことを特徴とする蓄電池。
【請求項2】
前記集電体が格子部の上端に上額とこの上額からさらに突出した耳部を備えると共に、この格子部の下端に下額を備えたものであり、前記極板作製情報を示すマーキングがこれら上額又は下額に施されたことを特徴とする請求項1に記載の蓄電池。
【請求項3】
鉛又は鉛合金を圧延して鉛シート材を得る工程と、
この鉛シート材をエキスパンド加工又は打ち抜き加工して格子部を備えた集電体を得る工程と、
この集電体に極板作製情報を示すマーキングを施す工程と、
このマーキングを施した集電体に活物質を保持させて極板を得る工程とを備え、
この極板を用いて蓄電池を製造することを特徴とする蓄電池の製造方法。
【請求項4】
鉛又は鉛合金を圧延して鉛シート材を得る工程と、
この鉛シート材をエキスパンド加工又は打ち抜き加工すると共に極板作製情報を示すマーキングを施して格子部を備えた集電体を得る工程と、
このマーキングを施した集電体に活物質を保持させて極板を得る工程とを備え、
この極板を用いて蓄電池を製造することを特徴とする蓄電池の製造方法。
【請求項5】
溶融させた鉛又は鉛合金を鋳造して集電体を得る工程と、
この集電体に極板作製情報を示すマーキングを施す工程と、
このマーキングを施した集電体に活物質を保持させて極板を得る工程とを備え、
この極板を用いて蓄電池を製造することを特徴とする蓄電池の製造方法。
【請求項6】
溶融させた鉛又は鉛合金を鋳造すると共に、この鋳造の際に極板作製情報を示すマーキングを施して集電体を得る工程と、
このマーキングを施した集電体に活物質を保持させて極板を得る工程とを備え、
この極板を用いて蓄電池を製造することを特徴とする蓄電池の製造方法。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2006−32223(P2006−32223A)
【公開日】平成18年2月2日(2006.2.2)
【国際特許分類】
【出願番号】特願2004−211989(P2004−211989)
【出願日】平成16年7月20日(2004.7.20)
【出願人】(000004282)日本電池株式会社 (48)
【Fターム(参考)】
【公開日】平成18年2月2日(2006.2.2)
【国際特許分類】
【出願日】平成16年7月20日(2004.7.20)
【出願人】(000004282)日本電池株式会社 (48)
【Fターム(参考)】
[ Back to top ]