
蓄電装置及び車両
【課題】締結部材の本数を増やすことなく、シール性の高い蓄電装置を提供する。
【解決手段】アッパーケース102とロアケース104とにより形成され、蓄電体を収容するケース100と、前記ケース100が浸水する際に水位の上昇に伴って浮力により上昇するフロート4と、前記フロートの浮力を、前記アッパーケース102と前記ロアケース104のうち一方が他方を押圧する押圧力に変換する変換部材2とを備える蓄電装置。
【解決手段】アッパーケース102とロアケース104とにより形成され、蓄電体を収容するケース100と、前記ケース100が浸水する際に水位の上昇に伴って浮力により上昇するフロート4と、前記フロートの浮力を、前記アッパーケース102と前記ロアケース104のうち一方が他方を押圧する押圧力に変換する変換部材2とを備える蓄電装置。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、蓄電装置を構成するケースのシール性に関する技術である。
【背景技術】
【0002】
充放電可能な二次電池を動力源として搭載したハイブリッド自動車(Hybrid Vehicle)や電気自動車(Electric Vehicle)が知られている。ハイブリッド自動車や電気自動車に用いられる車両用二次電池は、ロアケース及びアッパーケースにより構成されたケース内に収容されている。ロアケース及びアッパーケースの接触面には、外部から水が流入するのを防止するためにシール部材が施されている。
【0003】
特許文献1には、車両に搭載されるバッテリの搭載構造が開示されている。このバッテリ搭載構造では、バッテリ搭載トレイが車両用骨格フレームに対してシール部材を介してボルトやナットなどの締結手段により固定されることで、シール性が確保された水密構造となっており、バッテリ搭載トレイ内に水が浸入することを防止している。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2009−248708号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
バッテリケースのシール性を高める方法として、ロアケース及びアッパーケースを互いに連結固定する締結部材の本数を増やす方法が考えられる。多数の締結部材を用いてシール性を高めることにより、ケース内への水の浸入を防ぐことはできるが、バッテリの回収時にケースを開ける作業が煩雑となる。
【0006】
そこで、本発明は、締結部材の本数を増やすことなく、シール性の高い蓄電装置を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記課題を解決するために、本願発明に係る蓄電装置は、(1)アッパーケースとロアケースとにより形成され、蓄電体を収容するケースと、前記ケースが浸水する際に水位の上昇に伴って浮力により上昇するフロートと、前記フロートの浮力を、前記アッパーケースと前記ロアケースのうち一方が他方を押圧する押圧力に変換する変換部材とを備えることを特徴とする。
【0008】
(2)上記(1)の構成において、前記変換部材は、前記フロートの浮力を前記アッパーケースが前記ロアケースを押圧する押圧力に変換することができる。
【0009】
(3)上記(2)の構成において、前記変換部材は、一端部が前記ロアケースの外面に固定され、他端部が前記受け部に当接するフック状部材であり、前記フック状部材は、前記他端部よりも高い位置に頂点部を有し、前記一端部から前記頂点部に近づく程前記ケースから離間し、前記頂点部から前記他端部に近づく程前記ケースに接近する屈曲形状に形成されており、前記フロートは、前記フック状部材における前記頂点部と前記他端部との間に形成されている。(3)の構成によれば、フロートが浸水時に上昇し、前記フック状部材の前記他端部を介してアッパーケースをロアケースに押し付けることができる。
【0010】
(4)上記(3)の構成において、前記変換部材は、前記アッパーケース及び前記ロアケースのシール位置を包囲するように、前記ケースの全周にわたって連続的に形成することができる。(4)の構成によれば、前記アッパーケース及び前記ロアケースの密着面全体を押圧することが可能となり、よりシール性を高めることができる。
【0011】
(5)上記(4)の構成において、前記フロートは、前記変換部材の全周にわたって連続的に形成することができる。(5)の構成によれば、前記アッパーケース及び前記ロアケースの密着面における密着力のバラツキを抑制できる。
【0012】
(6)上記(4)の構成において、前記フロートは、互いに独立する複数の独立フロート部から構成することができる。(6)の構成によれば、一部の前記独立フロートがフロートとして機能しなくなっても、残りの前記独立フロートにより前記アッパーケース及び前記ロアケースを密着させる密着力を得ることができる。
【0013】
(7)上記(2)乃至(6)の構成において、前記変換部材は、前記フロートの上昇により弾性変形しながら、前記受け部を介して前記アッパーケースを前記ロアケースに押し付けることができる。(7)の構成によれば、フロートの浮力を前記アッパーケースを押圧する押圧力に確実に変換することができる。
【0014】
(8)上記(2)乃至(7)の構成において、前記フロートは、前記変換部材を挟んで前記ケースに対向する位置に形成することができる。(8)の構成によれば、フロートによる浮力をより確実に得ることができる。
【0015】
(9)上記(1)乃至(8)の蓄電装置は、シール性が高められているため、車体の外側底部に配置することができる。
【発明の効果】
【0016】
本発明によれば、締結部材の本数を増やすことなく、シール性の高い蓄電装置を提供することができる。
【図面の簡単な説明】
【0017】
【図1】蓄電装置を搭載した車両を車幅方向から視た図である
【図2】バッテリの平面図(Z矢視図)である。
【図3】図2のバッテリをA−A´面で切断したシール補強部材の断面図であり、バッテリが浸水する前の状態を示す。
【図4】図3に対応する図であり、バッテリが浸水した後の状態を示す。
【図5】第2実施形態に係るシール補強部材1’の斜視図である。
【図6】独立フロートの製造方法を有効に実施するための製造装置の概略斜視図である。
【図7】第3の実施形態に係るシール補強部材の断面図である。
【発明を実施するための形態】
【0018】
以下、各実施形態にかかる蓄電装置について説明する。
【0019】
(第1の実施形態)
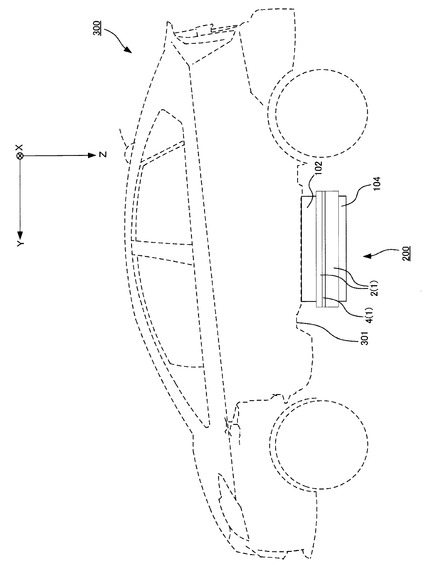
図1は、蓄電装置を搭載した車両を車幅方向から視た図であり、蓄電装置以外の要素を点線で図示する。車両300は、バッテリ200を備える。車両300は、バッテリ200の電力によってモータを駆動し、このモータの駆動力により車輪を回転させる電気自動車であってもよい。車両300は、バッテリ200の電力によってモータを駆動し、このモータの駆動力により車輪を回転させる第1の駆動経路と、内燃機関で得られた駆動力により車輪を回転させる第2の駆動経路とを動力源として兼用するハイブリッド自動車であってもよい。
【0020】
バッテリ200は、フロアパネル301の下面、すなわち、フロアパネル301の車両外側の外面に固定される。バッテリ200は、バッテリケース100と、図示しない複数の単電池を備える。これらの単電池は、電気的に接続されており、バッテリケース100の内部に収容されている。単電池は、リチウムイオン電池、ニッケル水素電池などの二次電池であってもよい。
【0021】
本実施形態に係るバッテリ200は、フロアパネル301の車両外部に固定されるため、降雨などの際に、バッテリ200の一部又は全部が浸水するおそれがある。そこで、本実施形態に係るバッテリ200は、下記のシール補強部材を備える。図1乃至図3を参照しながら、バッテリ200及びシール補強部材1について説明する。図2は、バッテリの平面図(Z矢視図)である。図3は、図2のバッテリをA−A´面で切断したシール補強部材の断面図であり、バッテリが浸水する前の状態を示す。図4は、図3に対応する図であり、バッテリが浸水した後の状態を示す。X軸、Y軸及びZ軸は互いに異なる直交する三軸である。
【0022】
これらの図を参照して、本実施形態に係るバッテリケース100は、シール補強部材1と、締結部材106とを備える。バッテリケース100は、アッパーケース102と、ロアケース104とを含む。アッパーケース102の上面は、フロアパネル301の車両外側の面に固定される。固定方法は、締結部材を用いた締結手段であってもよい。アッパーケース102がフロアパネル301に固定されることにより、バッテリ200は車両300の底面に吊り持ち支持される。
【0023】
アッパーケース102は、有底筒形状に形成されており、Z軸方向視において矩形の開口部を備える。アッパーケース102の開口部の縁には、X―Y面方向に沿って延びるフランジ部102Fが形成されている。ロアケース104は、有底筒形状に形成されており、Z軸方向視において矩形の開口部を備える。ロアケース104の開口部の縁には、X―Y面方向に沿って延びるフランジ部104Fが形成されている。アッパーケース102のフランジ部102F及びロアケース104のフランジ部104Fは、これらのアッパーケース104及びロアケース104を一体化してバッテリケース100を構成する際に、締結部材106により互いに連結固定される。
【0024】
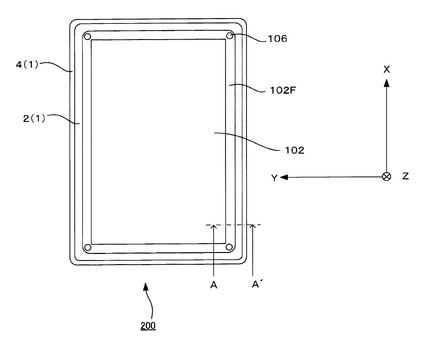
図2に図示するように、締結部材106は、平面視(Z軸方向視)において、フランジ部102F及びフランジ部104Fの四隅に締結される。本実施形態では、後述するように、バッテリケース100のシール性がシール補強部材1により高められるため、締結部材106の本数を少なくすることができる。これにより、コストが削減され、バッテリの交換作業が容易化される。
【0025】
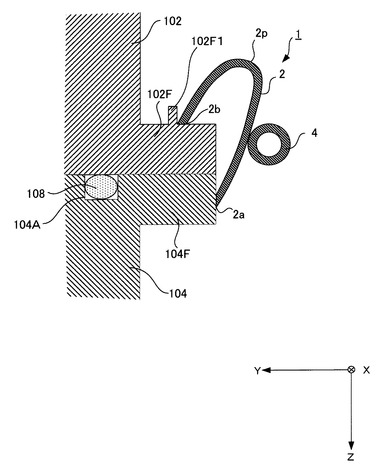
図3に図示するように、ロアケース104は、アッパーケース102と密着する面にシール部材収容部104Aを備える。シール部材収容部104Aは、ロアケース104における前記密着面の全周にわたって形成される。シール部材収容部104Aには、シール部材108が収容される。シール部材108は、シール部材収容部104AよりもZ軸方向の寸法が大きく設定されている。アッパーケース102及びロアケース104が一体化されると、アッパーケース102が当接することによりシール部材108はZ軸方向に弾性変形しながら圧縮される。これにより、アッパーケース102及びロアケース104の間のシール性が確保される。
【0026】
アッパーケース102及びロアケース104の境界部分であるシール位置には、シール補強部材1が設けられる。シール補強部材1は、バッテリ200の浸水時に、アッパーケース102及びロアケース104の密着力を高めることにより、シール性を向上させる。以下、シール補強部材1の構成について詳細に説明する。
【0027】
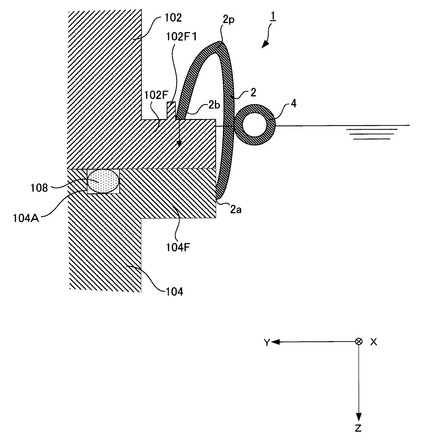
シール補強部材1は、浮力変換部材2とフロート4とを含み、フランジ部102F、104Fの外周に沿って配置されることにより、アッパーケース102及びロアケース104のシール位置を包囲する。浮力変換部材2は、フック状に形成されている。浮力変換部材2の一端部に位置する固定端2aはロアケース104の外面に固定され、他端部に位置する押圧端2bはアッパーケース102のフランジ部102Fの上面に当接する。押圧端2bは、アッパーケース102のフランジ部102Fに形成された当接部102F1に当接する。当接部102F1は、フランジ部102Fの外周全周にわたって形成されており、浮力変換部材2がバッテリケース100に接近するのを禁止する。
【0028】
浮力変換部材2の固定端2aと押圧端2bとの間には頂点部2pが形成されており、この頂点部2pは押圧端2bよりも高い位置に形成されている。浮力変換部材2は、固定端2aから頂点部2pに近づく程バッテリケース100から離間し、頂点部2pから押圧端2bに近づく程バッテリケース100に接近する屈曲形状に形成されている。上述の構成によれば、浮力変換部材2における固定端2aと頂点部2pとの間の領域に、浮力変換部材2を押し上げる力を付与することにより、押圧端2bを下方に押し下げる押下力を発生させることができる。
【0029】
浮力変換部材2は、弾性材料であってもよい。当該弾性材料は、エチレン−プロピレン−ジエンゴム(EPDM)であってもよい。また、浮力変換部材2は、射出成型により製造することができる。
【0030】
浮力変換部材2の側面(Y軸方向とは反対方向の外面)にはフロート4が配置される。フロート4は、バッテリケース100の周囲が浸水した際に、浮力によって上動する。フロート4は、浮力変換部材2の固定端2aと頂点部2pの間に位置し、浮力変換部材2をはさんでバッテリケース100と対向する。浮力変換部材2は、平面視において、バッテリケース100を包囲するように形成されている。これにより、フランジ部102Fの全周に亘ってアッパーケース102をロアケース104に押し付けることができる。
【0031】
フロート4は、内部に空気が充填された中空構造であってもよい。フロート4は、浮力変換部材2と同じ材料で形成してもよい。フロート4及び浮力変換部材2が同じ材料で形成される場合、これらを一体的に射出成型により製造することができる。これにより、製造効率を高めることができる。図3及び図4に図示するように、フロート4は、その断面形状が円形に形成されている。
【0032】
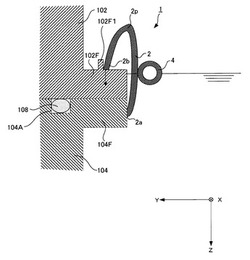
次に、バッテリケース100の浸水時における、シール補強部材1の動作を説明する。図3の非浸水状態から図4の浸水状態に移行すると、水位の上昇に伴ってシール補強部材1のフロート4が上昇する。この際、浮力変換部材2の固定端2aがロアケース104(フランジ部104F)に固定されているため、フロート4の動きが規制される。そのため、フロート4は、浮力変換部材2をバッテリケース100に接近させる方向に弾性変形させながら上昇する。
【0033】
ここで、浮力変換部材2の押圧端2bは、当接部102F1によって水平方向の移動が規制されているため、より効果的にフランジ部102Fに対する押下力を得ることができる。これにより、アッパーケース102及びロアケース104の密着力が高まり、浸水時のバッテリケース100のシール性を非浸水時と比べて高めることができる。
【0034】
以上のような本実施形態のシール補強部材1を備えるバッテリケース100によれば、浸水時にフロート4の浮力を利用してアッパーケース102及びロアケース104の密着力を高めてシール性を向上させることができる。
【0035】
また、上述したように、浮力変換部材2の押圧端2bは、アッパーケース102に対して当接しているだけであり固定はされていない。そのため、浮力変換部材2をバッテリケース100から離間する方向に弾性変形させることにより、フランジ部102Fから容易に退避させることができる。浮力変換部材2をフランジ部102Fから退避させた状態で、締結部材106による締結を解除することにより、アッパーケース102を簡単にロアケース104から取り外すことができる。これにより、バッテリ交換が容易となる。
【0036】
さらに、上述したように、本実施形態では、シール補強部材1によりバッテリ200のシール性が高められているため、締結部材106の本数を少なくできる。したがって、バッテリの交換時に締結を解除すべき締結部材106の本数が少なくなるため、より一層バッテリの交換作業を容易化できる。
【0037】
(第2の実施形態)
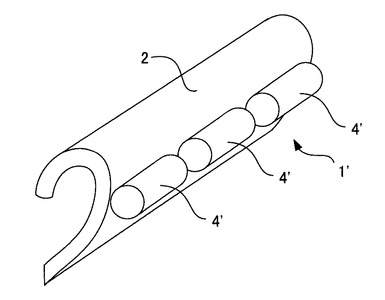
次に、図5を参照しながら、第2の実施形態について説明する。図5は、第2実施形態に係るシール補強部材1’の斜視図であり、説明を容易にするためにシール補強部材1´の一部を切断して部分的に図示している。第2の実施形態では、フロートが複数に分割されている。なお、第1の実施形態と同一の機能を有する構成要素については、同一符号を付すことにより詳細な説明を省略する。
【0038】
浮力変換部材2は第1の実施形態と同様の構成である。独立フロート4’は、浮力変換部材2が延びる方向に沿って複数に分割されている。複数個に分割することで、フロート内の空気の偏りによる押圧力のバラつきが抑制され、フランジ部102F及び104Fの密着面における密着力のバラツキを抑制できる。
【0039】
また、第1の実施形態におけるフロート4では、フロート4が浮力変換部材2に沿って連続的に形成されているため、外的な要因によりフロート4の一部が破損した場合には、そこから水が流入し、フロート4が機能しなくなるおそれがある。これに対して、本実施形態では、それぞれ独立した独立フロート4’を有するため、一部の独立フロート4’がフロートとして機能しなくなっても、他の独立フロート4’によりシール補強部材1’の機能を維持することができる。
【0040】
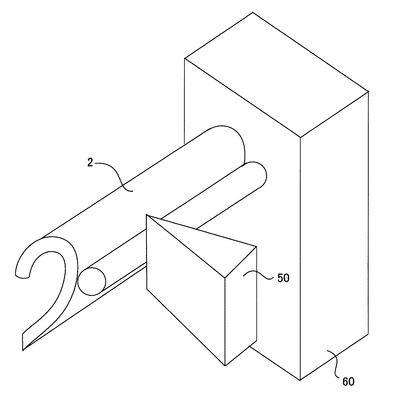
次に、本実施形態の独立フロート4’の製造方法について詳細に説明する。図6は、独立フロート4’の製造方法を有効に実施する製造装置の概略斜視図である。同図を参照して、押出成型機60は、シール補強部材1´の母材となる実施形態1のシール補強部材1を押出成形法により成型する。押出成形機60の押出出口近傍には、チョッパ50が位置する。チョッパ50は、図示しない駆動装置から伝達される駆動力により、押出成形機60から押し出されるフロート4の押出経路に対して進退可能である。チョッパ50は、先端部が尖ったテーパー状に形成されており、図示しない加熱装置により昇温される。
【0041】
最初に、フロート4の押出経路にチョッパ50を進入させ、チョッパ50の先端部をフロート4に押し当てる。次に、チョッパ50の先端部をフロート4に押し当てた状態で、チョッパ50を加熱して、フロート4を部分的に熱溶融させる。このとき、一時的にフロート4には穴部が形成されるが、熱溶融したフロート4の素材によりこの穴部は直ちに塞がれる。穴部が塞がれると、チョッパ50は直ちに押出経路から退避する。チョッパ50を所定周期で押出経路に進退させることにより、複数の独立したフロート4´を得ることができる。上述の方法によれば、浮力変換部材2の成型と並行して、独立フロート4’を得ることができる。これにより、製造効率を高めることができる。
【0042】
なお、本実施形態の独立フロート4’は、第1の実施形態で示したフロート4を部分的に熱溶融させることにより形成したが、これに限られるものではなく、独立した複数のフロートを予め準備しておき、これらのフロートを浮力変換部材2の外面に沿って、配列することによりフロート群を形成してもよい。
【0043】
(第3の実施形態)
次に、第3の実施形態について説明する。第3の実施形態は、フロート4の浮力をアッパーケース102がロアケース104を押圧する押圧力に変換する浮力変換部材の構成が実施形態1と相違する。以下の説明では、実施形態1との相違点を中心に説明し、他の構成については同一符号を付すことにより詳細な説明を省略する。
【0044】
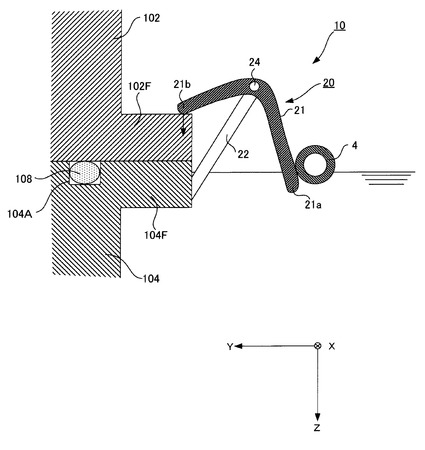
図7は、第3の実施形態に係るシール補強部材の断面図であり、図4に対応するものである。第3の実施形態に係るシール補強部材10は、シーソの原理を利用することにより、アッパーケース102をロアケース104に対して押圧する。シール補強部材10は、浮力変換部材20及びフロート4を含む。
【0045】
浮力変換部材20は、押圧部材21、支持部材22及び回転軸24を含む。支持部材22は、ロアケース104のフランジ部104Fに固定され、バッテリケース100から離間するように上斜方向に延びている。回転軸24は、支持部材22の上端部に形成されている。押圧部材21は、中央部が折れ曲がった形状に形成されており、一端部に位置する押圧端21bがアッパーケース102のフランジ部102Fに当接し、他端部に位置する下方端21aにはフロート4が形成されている。押圧部材21の曲げ部は、回転軸24に対して回転可能に支持されている。
【0046】
次に、バッテリケース100の浸水時における、シール補強部材10の動作を説明する。水位の上昇に伴ってシール補強部材10のフロート4が上昇する。フロート4が上昇すると、押圧部材21は回転軸24を中心として時計周り反対方向に回転し、押圧端21bが押し下げられる。押圧端21bが押し下げられることにより、フランジ部102Fがフランジ部104Fに押圧される。これにより、アッパーケース102及びロアケース104の密着力が高まり、浸水時のバッテリケース100のシール性を非浸水時と比べて高めることができる。
【0047】
(変形例1)
上述の実施形態1では、押圧部2の押圧端2bが水平方向に位置ずれを起こすのを防止するために、突状の当接部102F1をフランジ部102Fに形成したが、本発明はこれに限られるものではなく、他の構成であってもよい。当該他の構成は、フランジ部102Fに対してバッテリケース100の周方向に延びる溝部を形成し、当該溝部内に押圧端2bを圧入する構成であってもよい。
【0048】
(変形例2)
上述の実施形態1乃至3では、アッパーケース102をロアケース104に押圧する構成としたが、本発明はこれに限られるものではなく、ロアケース104をアッパーケース102に押圧する構成であってもよい。
【0049】
(変形例3)
上述の実施形態では、フロート4(4´)の断面形状を円形としたが、本発明はこれに限られるものではなく、他の形状であってもよい。当該他の形状は、角形などの多角形であってもよい。さらに、上述の実施形態では、フロート4(4´)を中空構造としたが、本発明はこれに限られるものではなく、浮力を発生させることができれば他のフロートであってもよい。当該他のフロートは、発泡スチロールのような軽量材料であってもよい。
【0050】
(変形例4)
フロート4(4´)は、アッパーケース102とロアケース104のシール位置よりも下方に配置してもよい。フロート4(4´)をシール位置よりも下方に配置することにより、水位がシール位置の高さに達する前から、浮力を発生させることができる。これにより、水位がシール位置に達する前に、アッパーケース102及びロアケース104の密着力を高めることができる。
【0051】
(変形例5)
上述の実施形態では、フランジ部102F及びフランジ部104Fを有するバッテリケース100について説明したが、本発明はこれに限られるものではなく、フランジ部を有しないバッテリケースに対しても本発明は適用することができる。この場合、バッテリケース100の外面に浮力変換部材2の押圧端2aが当接する突起などを設けることにより、アッパーケース102をロアケース104に押圧することができる。
【符号の説明】
【0052】
1,1’,10 シール補強部材 2,20 浮力変換部材 4,4’ フロート
100 バッテリケース 102 アッパーケース 104 ロアケース
102F,104F フランジ部 106 締結部材
【技術分野】
【0001】
本発明は、蓄電装置を構成するケースのシール性に関する技術である。
【背景技術】
【0002】
充放電可能な二次電池を動力源として搭載したハイブリッド自動車(Hybrid Vehicle)や電気自動車(Electric Vehicle)が知られている。ハイブリッド自動車や電気自動車に用いられる車両用二次電池は、ロアケース及びアッパーケースにより構成されたケース内に収容されている。ロアケース及びアッパーケースの接触面には、外部から水が流入するのを防止するためにシール部材が施されている。
【0003】
特許文献1には、車両に搭載されるバッテリの搭載構造が開示されている。このバッテリ搭載構造では、バッテリ搭載トレイが車両用骨格フレームに対してシール部材を介してボルトやナットなどの締結手段により固定されることで、シール性が確保された水密構造となっており、バッテリ搭載トレイ内に水が浸入することを防止している。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2009−248708号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
バッテリケースのシール性を高める方法として、ロアケース及びアッパーケースを互いに連結固定する締結部材の本数を増やす方法が考えられる。多数の締結部材を用いてシール性を高めることにより、ケース内への水の浸入を防ぐことはできるが、バッテリの回収時にケースを開ける作業が煩雑となる。
【0006】
そこで、本発明は、締結部材の本数を増やすことなく、シール性の高い蓄電装置を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記課題を解決するために、本願発明に係る蓄電装置は、(1)アッパーケースとロアケースとにより形成され、蓄電体を収容するケースと、前記ケースが浸水する際に水位の上昇に伴って浮力により上昇するフロートと、前記フロートの浮力を、前記アッパーケースと前記ロアケースのうち一方が他方を押圧する押圧力に変換する変換部材とを備えることを特徴とする。
【0008】
(2)上記(1)の構成において、前記変換部材は、前記フロートの浮力を前記アッパーケースが前記ロアケースを押圧する押圧力に変換することができる。
【0009】
(3)上記(2)の構成において、前記変換部材は、一端部が前記ロアケースの外面に固定され、他端部が前記受け部に当接するフック状部材であり、前記フック状部材は、前記他端部よりも高い位置に頂点部を有し、前記一端部から前記頂点部に近づく程前記ケースから離間し、前記頂点部から前記他端部に近づく程前記ケースに接近する屈曲形状に形成されており、前記フロートは、前記フック状部材における前記頂点部と前記他端部との間に形成されている。(3)の構成によれば、フロートが浸水時に上昇し、前記フック状部材の前記他端部を介してアッパーケースをロアケースに押し付けることができる。
【0010】
(4)上記(3)の構成において、前記変換部材は、前記アッパーケース及び前記ロアケースのシール位置を包囲するように、前記ケースの全周にわたって連続的に形成することができる。(4)の構成によれば、前記アッパーケース及び前記ロアケースの密着面全体を押圧することが可能となり、よりシール性を高めることができる。
【0011】
(5)上記(4)の構成において、前記フロートは、前記変換部材の全周にわたって連続的に形成することができる。(5)の構成によれば、前記アッパーケース及び前記ロアケースの密着面における密着力のバラツキを抑制できる。
【0012】
(6)上記(4)の構成において、前記フロートは、互いに独立する複数の独立フロート部から構成することができる。(6)の構成によれば、一部の前記独立フロートがフロートとして機能しなくなっても、残りの前記独立フロートにより前記アッパーケース及び前記ロアケースを密着させる密着力を得ることができる。
【0013】
(7)上記(2)乃至(6)の構成において、前記変換部材は、前記フロートの上昇により弾性変形しながら、前記受け部を介して前記アッパーケースを前記ロアケースに押し付けることができる。(7)の構成によれば、フロートの浮力を前記アッパーケースを押圧する押圧力に確実に変換することができる。
【0014】
(8)上記(2)乃至(7)の構成において、前記フロートは、前記変換部材を挟んで前記ケースに対向する位置に形成することができる。(8)の構成によれば、フロートによる浮力をより確実に得ることができる。
【0015】
(9)上記(1)乃至(8)の蓄電装置は、シール性が高められているため、車体の外側底部に配置することができる。
【発明の効果】
【0016】
本発明によれば、締結部材の本数を増やすことなく、シール性の高い蓄電装置を提供することができる。
【図面の簡単な説明】
【0017】
【図1】蓄電装置を搭載した車両を車幅方向から視た図である
【図2】バッテリの平面図(Z矢視図)である。
【図3】図2のバッテリをA−A´面で切断したシール補強部材の断面図であり、バッテリが浸水する前の状態を示す。
【図4】図3に対応する図であり、バッテリが浸水した後の状態を示す。
【図5】第2実施形態に係るシール補強部材1’の斜視図である。
【図6】独立フロートの製造方法を有効に実施するための製造装置の概略斜視図である。
【図7】第3の実施形態に係るシール補強部材の断面図である。
【発明を実施するための形態】
【0018】
以下、各実施形態にかかる蓄電装置について説明する。
【0019】
(第1の実施形態)
図1は、蓄電装置を搭載した車両を車幅方向から視た図であり、蓄電装置以外の要素を点線で図示する。車両300は、バッテリ200を備える。車両300は、バッテリ200の電力によってモータを駆動し、このモータの駆動力により車輪を回転させる電気自動車であってもよい。車両300は、バッテリ200の電力によってモータを駆動し、このモータの駆動力により車輪を回転させる第1の駆動経路と、内燃機関で得られた駆動力により車輪を回転させる第2の駆動経路とを動力源として兼用するハイブリッド自動車であってもよい。
【0020】
バッテリ200は、フロアパネル301の下面、すなわち、フロアパネル301の車両外側の外面に固定される。バッテリ200は、バッテリケース100と、図示しない複数の単電池を備える。これらの単電池は、電気的に接続されており、バッテリケース100の内部に収容されている。単電池は、リチウムイオン電池、ニッケル水素電池などの二次電池であってもよい。
【0021】
本実施形態に係るバッテリ200は、フロアパネル301の車両外部に固定されるため、降雨などの際に、バッテリ200の一部又は全部が浸水するおそれがある。そこで、本実施形態に係るバッテリ200は、下記のシール補強部材を備える。図1乃至図3を参照しながら、バッテリ200及びシール補強部材1について説明する。図2は、バッテリの平面図(Z矢視図)である。図3は、図2のバッテリをA−A´面で切断したシール補強部材の断面図であり、バッテリが浸水する前の状態を示す。図4は、図3に対応する図であり、バッテリが浸水した後の状態を示す。X軸、Y軸及びZ軸は互いに異なる直交する三軸である。
【0022】
これらの図を参照して、本実施形態に係るバッテリケース100は、シール補強部材1と、締結部材106とを備える。バッテリケース100は、アッパーケース102と、ロアケース104とを含む。アッパーケース102の上面は、フロアパネル301の車両外側の面に固定される。固定方法は、締結部材を用いた締結手段であってもよい。アッパーケース102がフロアパネル301に固定されることにより、バッテリ200は車両300の底面に吊り持ち支持される。
【0023】
アッパーケース102は、有底筒形状に形成されており、Z軸方向視において矩形の開口部を備える。アッパーケース102の開口部の縁には、X―Y面方向に沿って延びるフランジ部102Fが形成されている。ロアケース104は、有底筒形状に形成されており、Z軸方向視において矩形の開口部を備える。ロアケース104の開口部の縁には、X―Y面方向に沿って延びるフランジ部104Fが形成されている。アッパーケース102のフランジ部102F及びロアケース104のフランジ部104Fは、これらのアッパーケース104及びロアケース104を一体化してバッテリケース100を構成する際に、締結部材106により互いに連結固定される。
【0024】
図2に図示するように、締結部材106は、平面視(Z軸方向視)において、フランジ部102F及びフランジ部104Fの四隅に締結される。本実施形態では、後述するように、バッテリケース100のシール性がシール補強部材1により高められるため、締結部材106の本数を少なくすることができる。これにより、コストが削減され、バッテリの交換作業が容易化される。
【0025】
図3に図示するように、ロアケース104は、アッパーケース102と密着する面にシール部材収容部104Aを備える。シール部材収容部104Aは、ロアケース104における前記密着面の全周にわたって形成される。シール部材収容部104Aには、シール部材108が収容される。シール部材108は、シール部材収容部104AよりもZ軸方向の寸法が大きく設定されている。アッパーケース102及びロアケース104が一体化されると、アッパーケース102が当接することによりシール部材108はZ軸方向に弾性変形しながら圧縮される。これにより、アッパーケース102及びロアケース104の間のシール性が確保される。
【0026】
アッパーケース102及びロアケース104の境界部分であるシール位置には、シール補強部材1が設けられる。シール補強部材1は、バッテリ200の浸水時に、アッパーケース102及びロアケース104の密着力を高めることにより、シール性を向上させる。以下、シール補強部材1の構成について詳細に説明する。
【0027】
シール補強部材1は、浮力変換部材2とフロート4とを含み、フランジ部102F、104Fの外周に沿って配置されることにより、アッパーケース102及びロアケース104のシール位置を包囲する。浮力変換部材2は、フック状に形成されている。浮力変換部材2の一端部に位置する固定端2aはロアケース104の外面に固定され、他端部に位置する押圧端2bはアッパーケース102のフランジ部102Fの上面に当接する。押圧端2bは、アッパーケース102のフランジ部102Fに形成された当接部102F1に当接する。当接部102F1は、フランジ部102Fの外周全周にわたって形成されており、浮力変換部材2がバッテリケース100に接近するのを禁止する。
【0028】
浮力変換部材2の固定端2aと押圧端2bとの間には頂点部2pが形成されており、この頂点部2pは押圧端2bよりも高い位置に形成されている。浮力変換部材2は、固定端2aから頂点部2pに近づく程バッテリケース100から離間し、頂点部2pから押圧端2bに近づく程バッテリケース100に接近する屈曲形状に形成されている。上述の構成によれば、浮力変換部材2における固定端2aと頂点部2pとの間の領域に、浮力変換部材2を押し上げる力を付与することにより、押圧端2bを下方に押し下げる押下力を発生させることができる。
【0029】
浮力変換部材2は、弾性材料であってもよい。当該弾性材料は、エチレン−プロピレン−ジエンゴム(EPDM)であってもよい。また、浮力変換部材2は、射出成型により製造することができる。
【0030】
浮力変換部材2の側面(Y軸方向とは反対方向の外面)にはフロート4が配置される。フロート4は、バッテリケース100の周囲が浸水した際に、浮力によって上動する。フロート4は、浮力変換部材2の固定端2aと頂点部2pの間に位置し、浮力変換部材2をはさんでバッテリケース100と対向する。浮力変換部材2は、平面視において、バッテリケース100を包囲するように形成されている。これにより、フランジ部102Fの全周に亘ってアッパーケース102をロアケース104に押し付けることができる。
【0031】
フロート4は、内部に空気が充填された中空構造であってもよい。フロート4は、浮力変換部材2と同じ材料で形成してもよい。フロート4及び浮力変換部材2が同じ材料で形成される場合、これらを一体的に射出成型により製造することができる。これにより、製造効率を高めることができる。図3及び図4に図示するように、フロート4は、その断面形状が円形に形成されている。
【0032】
次に、バッテリケース100の浸水時における、シール補強部材1の動作を説明する。図3の非浸水状態から図4の浸水状態に移行すると、水位の上昇に伴ってシール補強部材1のフロート4が上昇する。この際、浮力変換部材2の固定端2aがロアケース104(フランジ部104F)に固定されているため、フロート4の動きが規制される。そのため、フロート4は、浮力変換部材2をバッテリケース100に接近させる方向に弾性変形させながら上昇する。
【0033】
ここで、浮力変換部材2の押圧端2bは、当接部102F1によって水平方向の移動が規制されているため、より効果的にフランジ部102Fに対する押下力を得ることができる。これにより、アッパーケース102及びロアケース104の密着力が高まり、浸水時のバッテリケース100のシール性を非浸水時と比べて高めることができる。
【0034】
以上のような本実施形態のシール補強部材1を備えるバッテリケース100によれば、浸水時にフロート4の浮力を利用してアッパーケース102及びロアケース104の密着力を高めてシール性を向上させることができる。
【0035】
また、上述したように、浮力変換部材2の押圧端2bは、アッパーケース102に対して当接しているだけであり固定はされていない。そのため、浮力変換部材2をバッテリケース100から離間する方向に弾性変形させることにより、フランジ部102Fから容易に退避させることができる。浮力変換部材2をフランジ部102Fから退避させた状態で、締結部材106による締結を解除することにより、アッパーケース102を簡単にロアケース104から取り外すことができる。これにより、バッテリ交換が容易となる。
【0036】
さらに、上述したように、本実施形態では、シール補強部材1によりバッテリ200のシール性が高められているため、締結部材106の本数を少なくできる。したがって、バッテリの交換時に締結を解除すべき締結部材106の本数が少なくなるため、より一層バッテリの交換作業を容易化できる。
【0037】
(第2の実施形態)
次に、図5を参照しながら、第2の実施形態について説明する。図5は、第2実施形態に係るシール補強部材1’の斜視図であり、説明を容易にするためにシール補強部材1´の一部を切断して部分的に図示している。第2の実施形態では、フロートが複数に分割されている。なお、第1の実施形態と同一の機能を有する構成要素については、同一符号を付すことにより詳細な説明を省略する。
【0038】
浮力変換部材2は第1の実施形態と同様の構成である。独立フロート4’は、浮力変換部材2が延びる方向に沿って複数に分割されている。複数個に分割することで、フロート内の空気の偏りによる押圧力のバラつきが抑制され、フランジ部102F及び104Fの密着面における密着力のバラツキを抑制できる。
【0039】
また、第1の実施形態におけるフロート4では、フロート4が浮力変換部材2に沿って連続的に形成されているため、外的な要因によりフロート4の一部が破損した場合には、そこから水が流入し、フロート4が機能しなくなるおそれがある。これに対して、本実施形態では、それぞれ独立した独立フロート4’を有するため、一部の独立フロート4’がフロートとして機能しなくなっても、他の独立フロート4’によりシール補強部材1’の機能を維持することができる。
【0040】
次に、本実施形態の独立フロート4’の製造方法について詳細に説明する。図6は、独立フロート4’の製造方法を有効に実施する製造装置の概略斜視図である。同図を参照して、押出成型機60は、シール補強部材1´の母材となる実施形態1のシール補強部材1を押出成形法により成型する。押出成形機60の押出出口近傍には、チョッパ50が位置する。チョッパ50は、図示しない駆動装置から伝達される駆動力により、押出成形機60から押し出されるフロート4の押出経路に対して進退可能である。チョッパ50は、先端部が尖ったテーパー状に形成されており、図示しない加熱装置により昇温される。
【0041】
最初に、フロート4の押出経路にチョッパ50を進入させ、チョッパ50の先端部をフロート4に押し当てる。次に、チョッパ50の先端部をフロート4に押し当てた状態で、チョッパ50を加熱して、フロート4を部分的に熱溶融させる。このとき、一時的にフロート4には穴部が形成されるが、熱溶融したフロート4の素材によりこの穴部は直ちに塞がれる。穴部が塞がれると、チョッパ50は直ちに押出経路から退避する。チョッパ50を所定周期で押出経路に進退させることにより、複数の独立したフロート4´を得ることができる。上述の方法によれば、浮力変換部材2の成型と並行して、独立フロート4’を得ることができる。これにより、製造効率を高めることができる。
【0042】
なお、本実施形態の独立フロート4’は、第1の実施形態で示したフロート4を部分的に熱溶融させることにより形成したが、これに限られるものではなく、独立した複数のフロートを予め準備しておき、これらのフロートを浮力変換部材2の外面に沿って、配列することによりフロート群を形成してもよい。
【0043】
(第3の実施形態)
次に、第3の実施形態について説明する。第3の実施形態は、フロート4の浮力をアッパーケース102がロアケース104を押圧する押圧力に変換する浮力変換部材の構成が実施形態1と相違する。以下の説明では、実施形態1との相違点を中心に説明し、他の構成については同一符号を付すことにより詳細な説明を省略する。
【0044】
図7は、第3の実施形態に係るシール補強部材の断面図であり、図4に対応するものである。第3の実施形態に係るシール補強部材10は、シーソの原理を利用することにより、アッパーケース102をロアケース104に対して押圧する。シール補強部材10は、浮力変換部材20及びフロート4を含む。
【0045】
浮力変換部材20は、押圧部材21、支持部材22及び回転軸24を含む。支持部材22は、ロアケース104のフランジ部104Fに固定され、バッテリケース100から離間するように上斜方向に延びている。回転軸24は、支持部材22の上端部に形成されている。押圧部材21は、中央部が折れ曲がった形状に形成されており、一端部に位置する押圧端21bがアッパーケース102のフランジ部102Fに当接し、他端部に位置する下方端21aにはフロート4が形成されている。押圧部材21の曲げ部は、回転軸24に対して回転可能に支持されている。
【0046】
次に、バッテリケース100の浸水時における、シール補強部材10の動作を説明する。水位の上昇に伴ってシール補強部材10のフロート4が上昇する。フロート4が上昇すると、押圧部材21は回転軸24を中心として時計周り反対方向に回転し、押圧端21bが押し下げられる。押圧端21bが押し下げられることにより、フランジ部102Fがフランジ部104Fに押圧される。これにより、アッパーケース102及びロアケース104の密着力が高まり、浸水時のバッテリケース100のシール性を非浸水時と比べて高めることができる。
【0047】
(変形例1)
上述の実施形態1では、押圧部2の押圧端2bが水平方向に位置ずれを起こすのを防止するために、突状の当接部102F1をフランジ部102Fに形成したが、本発明はこれに限られるものではなく、他の構成であってもよい。当該他の構成は、フランジ部102Fに対してバッテリケース100の周方向に延びる溝部を形成し、当該溝部内に押圧端2bを圧入する構成であってもよい。
【0048】
(変形例2)
上述の実施形態1乃至3では、アッパーケース102をロアケース104に押圧する構成としたが、本発明はこれに限られるものではなく、ロアケース104をアッパーケース102に押圧する構成であってもよい。
【0049】
(変形例3)
上述の実施形態では、フロート4(4´)の断面形状を円形としたが、本発明はこれに限られるものではなく、他の形状であってもよい。当該他の形状は、角形などの多角形であってもよい。さらに、上述の実施形態では、フロート4(4´)を中空構造としたが、本発明はこれに限られるものではなく、浮力を発生させることができれば他のフロートであってもよい。当該他のフロートは、発泡スチロールのような軽量材料であってもよい。
【0050】
(変形例4)
フロート4(4´)は、アッパーケース102とロアケース104のシール位置よりも下方に配置してもよい。フロート4(4´)をシール位置よりも下方に配置することにより、水位がシール位置の高さに達する前から、浮力を発生させることができる。これにより、水位がシール位置に達する前に、アッパーケース102及びロアケース104の密着力を高めることができる。
【0051】
(変形例5)
上述の実施形態では、フランジ部102F及びフランジ部104Fを有するバッテリケース100について説明したが、本発明はこれに限られるものではなく、フランジ部を有しないバッテリケースに対しても本発明は適用することができる。この場合、バッテリケース100の外面に浮力変換部材2の押圧端2aが当接する突起などを設けることにより、アッパーケース102をロアケース104に押圧することができる。
【符号の説明】
【0052】
1,1’,10 シール補強部材 2,20 浮力変換部材 4,4’ フロート
100 バッテリケース 102 アッパーケース 104 ロアケース
102F,104F フランジ部 106 締結部材
【特許請求の範囲】
【請求項1】
アッパーケースとロアケースとにより形成され、蓄電体を収容するケースと、
前記ケースが浸水する際に水位の上昇に伴って浮力により上昇するフロートと、
前記フロートの浮力を、前記アッパーケースと前記ロアケースのうち一方が他方を押圧する押圧力に変換する変換部材とを備えることを特徴とする蓄電装置。
【請求項2】
前記変換部材は、前記フロートの浮力を前記アッパーケースが前記ロアケースを押圧する押圧力に変換する。
【請求項3】
前記アッパーケースは、前記変換部材から力を受ける受け部を備え、
前記変換部材は、一端部が前記ロアケースの外面に固定され、他端部が前記受け部に当接するフック状部材であり、
前記フック状部材は、前記他端部よりも高い位置に頂点部を有し、前記一端部から前記頂点部に近づく程前記ケースから離間し、前記頂点部から前記他端部に近づく程前記ケースに接近する屈曲形状に形成されており、
前記フロートは、前記フック状部材における前記頂点部と前記他端部との間に形成されていることを特徴とする請求項2に記載の蓄電装置。
【請求項4】
前記変換部材は、前記アッパーケース及び前記ロアケースのシール位置を包囲するように、前記ケースの全周にわたって連続的に形成されていることを特徴とする請求項3に記載の蓄電装置。
【請求項5】
前記フロートは、前記変換部材の全周にわたって連続的に形成されていることを特徴とする請求項4に記載の蓄電装置。
【請求項6】
前記フロートは、互いに独立する複数の独立フロート部から構成されることを特徴とする請求項4に記載の蓄電装置。
【請求項7】
前記変換部材は、前記フロートの上昇により弾性変形しながら、前記受け部を介して前記アッパーケースを前記ロアケースに押し付けることを特徴とする請求項2乃至6のうちいずれか一つに記載の蓄電装置。
【請求項8】
前記フロートは、前記変換部材を挟んで前記ケースに対向する位置に形成されていることを特徴とする請求項2乃至7のうちいずれか一つに記載の蓄電装置。
【請求項9】
請求項1乃至8のうちいずれか一つに記載の蓄電装置を車体の外側底部に配置したことを特徴とする車両。
【請求項1】
アッパーケースとロアケースとにより形成され、蓄電体を収容するケースと、
前記ケースが浸水する際に水位の上昇に伴って浮力により上昇するフロートと、
前記フロートの浮力を、前記アッパーケースと前記ロアケースのうち一方が他方を押圧する押圧力に変換する変換部材とを備えることを特徴とする蓄電装置。
【請求項2】
前記変換部材は、前記フロートの浮力を前記アッパーケースが前記ロアケースを押圧する押圧力に変換する。
【請求項3】
前記アッパーケースは、前記変換部材から力を受ける受け部を備え、
前記変換部材は、一端部が前記ロアケースの外面に固定され、他端部が前記受け部に当接するフック状部材であり、
前記フック状部材は、前記他端部よりも高い位置に頂点部を有し、前記一端部から前記頂点部に近づく程前記ケースから離間し、前記頂点部から前記他端部に近づく程前記ケースに接近する屈曲形状に形成されており、
前記フロートは、前記フック状部材における前記頂点部と前記他端部との間に形成されていることを特徴とする請求項2に記載の蓄電装置。
【請求項4】
前記変換部材は、前記アッパーケース及び前記ロアケースのシール位置を包囲するように、前記ケースの全周にわたって連続的に形成されていることを特徴とする請求項3に記載の蓄電装置。
【請求項5】
前記フロートは、前記変換部材の全周にわたって連続的に形成されていることを特徴とする請求項4に記載の蓄電装置。
【請求項6】
前記フロートは、互いに独立する複数の独立フロート部から構成されることを特徴とする請求項4に記載の蓄電装置。
【請求項7】
前記変換部材は、前記フロートの上昇により弾性変形しながら、前記受け部を介して前記アッパーケースを前記ロアケースに押し付けることを特徴とする請求項2乃至6のうちいずれか一つに記載の蓄電装置。
【請求項8】
前記フロートは、前記変換部材を挟んで前記ケースに対向する位置に形成されていることを特徴とする請求項2乃至7のうちいずれか一つに記載の蓄電装置。
【請求項9】
請求項1乃至8のうちいずれか一つに記載の蓄電装置を車体の外側底部に配置したことを特徴とする車両。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2012−146434(P2012−146434A)
【公開日】平成24年8月2日(2012.8.2)
【国際特許分類】
【出願番号】特願2011−2806(P2011−2806)
【出願日】平成23年1月11日(2011.1.11)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
【公開日】平成24年8月2日(2012.8.2)
【国際特許分類】
【出願日】平成23年1月11日(2011.1.11)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
[ Back to top ]