
蓋体の取付構造
【課題】円形の開口部から奥行き方向の距離を充分に確保できない場合であっても、係止爪を充分に撓ませて確実に装着することができる蓋体の取付構造を提供する。
【解決手段】車両1に形成された円形の開口部10を閉塞する蓋体40の取付構造であって、蓋体40は、開口部10を覆う円形蓋部42及び円形蓋部42の裏面に一体的に形成された係止爪44a,44bを備え、係止爪44a,44bは、円形蓋部42の裏面から開口部10に向かって突出する基部と、基部の先端部から円周方向に延びる撓み部と、撓み部の先端に形成された係止部と、からなり、開口部10の縁部に係止部を係止させることにより取り付ける。
【解決手段】車両1に形成された円形の開口部10を閉塞する蓋体40の取付構造であって、蓋体40は、開口部10を覆う円形蓋部42及び円形蓋部42の裏面に一体的に形成された係止爪44a,44bを備え、係止爪44a,44bは、円形蓋部42の裏面から開口部10に向かって突出する基部と、基部の先端部から円周方向に延びる撓み部と、撓み部の先端に形成された係止部と、からなり、開口部10の縁部に係止部を係止させることにより取り付ける。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、車両の一部に形成された開口部を閉塞する蓋体の取付構造に関する。
【背景技術】
【0002】
自動車に取り付けられる樹脂成形品には、他の部品(牽引フック、カメラ、ドア開閉用鍵)等を取り付けるために円形の開口部を設けるものがある。これらの円形開口部は、上述した部品を取り付けない時や不使用時には、見栄え向上のために、蓋体により閉塞されるようになっている(特許文献1)。
【0003】
特許文献1に開示された蓋体は、蓋体裏面から突出した係止爪を撓ませて、樹脂成形品の開口部のフランジ部に係止させるものである。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2006−188082号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1に開示された蓋体は、係止爪の長さ(奥行き方向の空間)を充分に確保できない場合には、係止爪の撓み代が小さくなり、挿入力が大きくなるという問題があった。また、係止爪が折れたり亀裂が発生したりするおそれもある。
【0006】
本発明は、このような事情に鑑みてなされたもので、円形の開口部から奥行き方向の距離を充分に確保できない場合であっても、係止爪を充分に撓ませて確実に装着することができる蓋体の取付構造を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記課題を解決するために、本発明では以下の手段を採用する。
本発明に係る蓋体の取付構造は、車両に形成された円形の開口部を閉塞する蓋体の取付構造であって、前記蓋体は、前記開口部を覆う円形蓋部及び前記円形蓋部の裏面に一体的に形成された係止爪を備え、前記係止爪は、前記円形蓋部の裏面から前記開口部に向かって突出する基部と、前記基部の先端部から円周方向に延びる撓み部と、前記撓み部の先端に形成された係止部と、からなり、前記開口部の縁部に前記係止部を係止させることにより取り付けることを特徴とする。
【0008】
また、前記係止爪を、少なくとも2つ以上有することを特徴とする。
【0009】
また、前記開口部の縁部に、前記係止部が嵌まる切り欠き部が形成され、前記係止部と前記切り欠き部とにより、前記蓋体の回転方向の位置を固定する位置決め部をなすことを特徴とする。
【0010】
また、前記位置決め部が前記開口部及び前記円形蓋部の円周上に不均等な間隔で複数箇所に配置されることを特徴とする。
【発明の効果】
【0011】
本発明によれば、円形の開口部から奥行き方向の距離を充分に確保できない場合であっても、蓋部に設けた係止爪を充分に撓ませることができるので、開口部に蓋体を確実に装着することができる。
【図面の簡単な説明】
【0012】
【図1】本実施形態に係る実施形態に係る蓋体の取付構造を示す斜視図である。
【図2】開口部を示す図である。
【図3】蓋体を示す斜視図である。
【図4】蓋体を示す三面図である。
【図5】開口部に蓋体を挿入する際の動作を示す図である。
【発明を実施するための形態】
【0013】
本発明の実施形態に係る蓋体の取付構造を、図面を参照して説明する。
なお、本実施形態で使用される図面は、説明のために各構成要素の縮尺を適宜変更して記載している。
【0014】
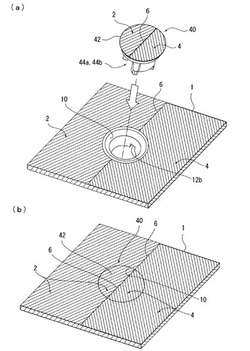
図1は、本実施形態に係る蓋体40の取付構造を示す斜視図である。
樹脂により成形されたフィニッシャー等の車両1には、円形の開口部10が形成されている。開口部10の裏面側には、内径が奥行き方向に向かって徐々に小さくなるテーパ形の円筒14が開口部10の縁部に突設されている。
そして、この開口部10は、樹脂により成形された円形状の蓋体40によって閉塞されるようになっている。
【0015】
車両1の表面には、A色2とB色4からなる2色模様が塗布されており、2色模様の境界線6は、開口部10の中心O1を通るように配置されている(図2参照)。また、開口部10を閉塞する蓋体40の表面にも、A色2とB色4からなる2色模様が塗布されている。
蓋体40が開口部10に装着された状態では、蓋体40の表面に配置される2色の境界線6が開口部10周縁における車両1の境界線6に一致した状態となる。
【0016】
図2は、開口部を示す図であり、(a)は開口部を裏面から見た斜視図、(b)は下面図、(c)は(b)のB−O1−B断面図である。
【0017】
車両1の一部には、円形の開口部10が形成される。車両1の裏面には、開口部10に一致してテーパ状の円筒14が突出して一体成形される。つまり、開口部10は、奥行き方向(裏面側)に向けて、内径が徐々に小さくなるように形成される。
そして、開口部10の下端縁、すなわち円筒14の端面には、位置決め部となる2つの切り欠き凹部12a,12bが円周上に不均等な間隔で形成される。
【0018】
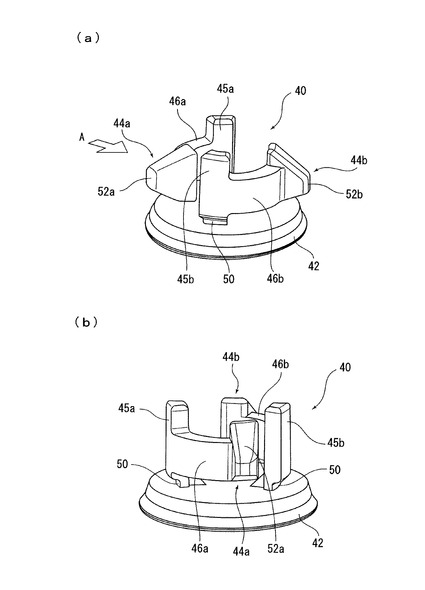
図3は、蓋体を示す斜視図であり、(b)は(a)のA矢視図である。
図4は、蓋体を示す三面図であり、(a)は下面図、(b)は側面図、(c)は平面図である。
【0019】
蓋体40は、円板形の円形蓋部42と、円形蓋部42の裏面に一体的に成形された弾性変形可能な2つの係止爪44a,44bとから構成されている。
円形蓋部42は、開口部10を閉塞する部位である。
2つの係止爪44a,44bは、開口部10の円筒14に形成された切り欠き凹部12a,12bに勘合して、円形蓋部42を開口部10に保持するものである。また、後述するように、2つの係止爪44a,44bは、開口部10に対する円形蓋部42の回転方向の位置も保持(拘束)するものである。
【0020】
係止爪44a,44bは、柱状の基部45a,45bと、基部45a,45bの先端付近から円周方向に延びる撓み部46a,46bと、撓み部46a,46bの先端(自由端)から半径方向外側に向けて突出する突出部52a,52bと、が一体成形されたものである。
【0021】
基部45a,45bは、円形蓋部42の裏面に対して垂直に配置されている。基部45a,45bの高さは、必要最小限に抑えられている。
基部45a,45bは、それぞれ、円形蓋部42の中心O2から同一半径の円周上に配置される。この半径は、開口部10の円筒14の内径よりも小さい。したがって、基部45a,45bは、開口部10に挿入された際には、開口部10の円筒14に接触しないようになっている。
なお、基部45a,45bは、同一半径の円周上において、不均等な間隔で配置されている。
【0022】
基部45a,45bは概ね四角柱形であり、この基部45a,45bの内面には補強リブ47が一体的に架橋されている。補強リブ47を設けることにより、蓋体40を開口部10に嵌め込む際に、基部45a,45bが破損、変形することを防止する。
また、基部45a,45bの根元には、夫々薄肉部50を設けてあり係止爪44a,44bに必要な樹脂材料を節約している。これは、蓋体40を金型により射出成形する際に、蓋体40が金型内部で冷却固化する時に円形蓋部42から係止爪44a,44bに流れる樹脂材料の量を極小化するためである。そうすることで、凝縮に伴う円形蓋部42の表面の特定部分42aにヒケが発生することを防止することができる。
【0023】
撓み部46a,46bは、基部45a,45bの先端付近から円形蓋部42の円周方向に延びる湾曲した帯板状の部位である。撓み部46a,46bは、基部45a,45bよりも薄く形成されており、半径方向に変形可能となっている。また、撓み部46a,46bは、円周方向の長さが十分に長く形成されている。このため、撓み部46a,46bは、半径方向に十分な撓み量を得ることができる。したがって、撓み部46a,46bは、開口部10に挿入された際には、半径方向内側に撓んで折れたり亀裂が発生したりすることがない。
突出部52a,52bは、撓み部46a,46bの自由端に配置されることにより、撓み部46a,46bの変形に伴って半径方向内側に移動可能である。また、突出部52a,52bは、側面視略三角形又は略台形に形成されており、開口部10の円筒14の端面に形成された凹部12a,12bに嵌まり込むようになっている。
そして、突出部52a,52bは、開口部10に挿入された際には、開口部10の円筒14に接触することで半径方向内側に移動して、撓み部46a,46bを変形させる。その後、円筒14の凹部12a,12bに嵌まり込む際に、撓み部46a,46bの変形が回復するに伴って半径方向外側に移動する。
【0024】
このように、蓋体40を開口部10に挿入すると、円形蓋部42が開口部10を閉塞する。また、2つの係止爪44a,44b(撓み部46a,46b)が円筒14を通過する際に内径方向に変形する。そして、係止爪44a,44bの先端(突出部52a,52b)が円筒14の凹部12a,12bに嵌まり込んで、係止爪44a,44bの変形が回復する。
突出部52a,52bが円筒14の凹部12a,12bに嵌まり込むことにより、蓋体40は開口部10から抜け出なくなる。つまり、蓋体40は開口部10に固定(拘束)される。
なお、突出部52a,52bと凹部12a,12bの回転方向の位置が一義的に設定されており、開口部10に対する蓋体40の回転方向の位置が固定(位置決め)される。
【0025】
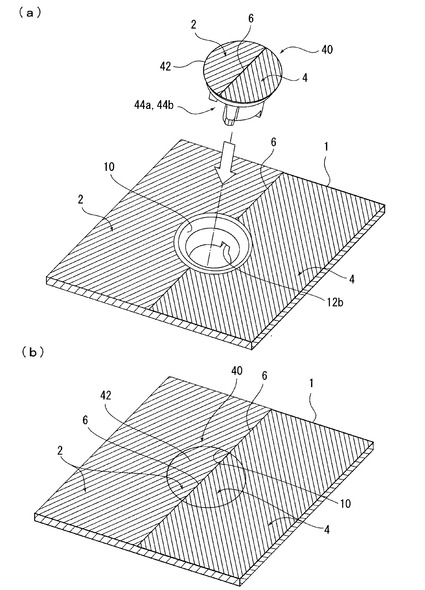
次に、開口部10に蓋体40を挿入する際の動作について図5を参照して説明する。
図5は、開口部10に蓋体40を挿入する際の動作を示す図である。
【0026】
まず、図5(a)に示すように、蓋体40の裏面に設けた2つの係止爪44a,44bを、車両1に形成された開口部10の円筒14に挿入する。
2つの係止爪44a,44bの突出部52a,52bが円筒14の内周面に接触すると、半径方向内側に移動し始める。つまり、撓み部46a,46bが基部45a,45bを支点として、半径方向内側に変形し始める。
蓋体40の押し込み量が大きくなるにしたがって、突出部52a,52bの移動量および撓み部46a,46bの変形量は大きくなる。
【0027】
そして、蓋体40の円形蓋部42が開口部10を完全に覆い隠すまで、蓋体40を開口部10に向けて押し込む。これにより、突出部52a,52bは、図5(b)において破線で示す位置まで移動する。この位置は、突出部52a,52bが円筒14の切り欠き凹部12a,12bに挿入可能な位置である。
しかし、突出部52a,52bと切り欠き凹部12a,12bの円周方向の位置が一致していないので、突出部52a,52bが円筒14の内周面に接触しているに過ぎない。このため、蓋体40は、開口部10に対して固定されていない状態である。
【0028】
次に、親指等の腹部で蓋体40の円形蓋部42を押圧しつつ蓋体40を円周方向に回転させる。
そして、図5(b)において実線で示すように、突出部52a,52bと切り欠き凹部12a,12bの円周方向の位置が一致させる。そうすると、突出部52a,52bが撓み部46a,46bの復元力により切り欠き凹部12a,12bに挿入(勘合)する。
【0029】
こうして、図5(c)に示すように、開口部10が円形蓋部42により閉塞されると同時に、円形蓋部42の裏面に設けた係止爪44a,44b(突出部52a,52b)が円筒14の端面に形成した切り欠き凹部12a,12bに嵌合する。
この状態においては、蓋体40は、開口部10から抜け出ることがなく、円周方向に回転することもできなくなる。
こうして、蓋体40は、開口部10に対して装着される。
【0030】
そして、上述したように、切り欠き凹部12a,12bと突出部52a,52bは、それぞれ円周方向において不均等な間隔で配置されている。すなわち、円周方向において、切り欠き凹部12aと突出部52aの位置および切り欠き凹部12aと突出部52aの位置が、一義的に一致するようになっている。つまり、切り欠き凹部12aに対する突出部52aの勘合と、切り欠き凹部12bに対する突出部52bの勘合が同時に行われるようになっている。
その一方で、切り欠き凹部12aに対して突出部52bが勘合し、切り欠き凹部12bに対して突出部52aが勘合することが不可能となっている。
したがって、蓋体40は、開口部10に対して円周方向の位置が一義的に位置決めされる。言い換えれば、切り欠き凹部12a,12bと突出部52a,52bは、蓋体40の円周方向の位置決め部として機能する。
【0031】
こうして、図1(b)に示すように、蓋体40が開口部10に装着された状態では、蓋体40の表面における配色と開口部10の周縁における配色が一致した状態となる。また、蓋体40の境界線6と開口部10の周縁の境界線6が一致する。
【0032】
以上、説明したように、蓋体40の取付構造によれば、開口部10から奥行き方向の距離を充分に確保できない場合であっても、蓋体40に設けた係止爪44a,44b(撓み部46a,46b)を充分に撓ませることができるので、開口部10に蓋体40を確実に装着することができる。特に、撓み部46a,46bが円周方向に延びていることから挿入時に半径方向内側に無理なく撓むことができ、折れたり亀裂が生じたりする恐れがない。
【0033】
また、開口部10の切り欠き凹部12a,12bに対して係止爪44a,44bの突出部52a,52bが嵌り込むため、蓋体40の円周方向(回転方向)の位置を確実に固定することができる。
また、切り欠き凹部12a,12b及び突出部52a,52bの円周方向(回転方向)の位置を不均等な間隔で配置したので、開口部10に対する蓋体40の円周方向(回転方向)の位置を一義的に位置決めすることができる。
【0034】
なお、上述して実施形態では、係止爪を2つ設ける場合について説明したが、これに限らない。係止爪は少なくとも2つ以上あれば、開口部に対して蓋体を固定することができる。したがって、係止爪は3つ以上であってもよい。
【0035】
上述して実施形態では、開口部10の周囲と蓋体40に2色模様が塗布される場合について説明したが、これに限らない。
車両のフィニッシャー等は、通常は平坦な面ではなく湾曲または屈曲した曲面で形成されている。このような曲面部位に開口部が形成される場合は、開口部を閉塞した蓋体は、開口部の周囲の曲面に表面形状が正確に一致しないと、開口部の周囲と蓋体の間に段差が生じて美観が損なわれることになる。したがって、開口部の周辺の面状態と蓋体の面状態を一致させる場合であってもよい。
【符号の説明】
【0036】
1…車両、 10…開口部、 12a,12b…切り欠き凹部(位置決め部)、 40…蓋体、 42…円形蓋部、 44a,44b…係止爪、 45a,45b…基部、 46a,46b…撓み部、 52a,52b…突出部(係止部、位置決め部)
【技術分野】
【0001】
本発明は、車両の一部に形成された開口部を閉塞する蓋体の取付構造に関する。
【背景技術】
【0002】
自動車に取り付けられる樹脂成形品には、他の部品(牽引フック、カメラ、ドア開閉用鍵)等を取り付けるために円形の開口部を設けるものがある。これらの円形開口部は、上述した部品を取り付けない時や不使用時には、見栄え向上のために、蓋体により閉塞されるようになっている(特許文献1)。
【0003】
特許文献1に開示された蓋体は、蓋体裏面から突出した係止爪を撓ませて、樹脂成形品の開口部のフランジ部に係止させるものである。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2006−188082号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1に開示された蓋体は、係止爪の長さ(奥行き方向の空間)を充分に確保できない場合には、係止爪の撓み代が小さくなり、挿入力が大きくなるという問題があった。また、係止爪が折れたり亀裂が発生したりするおそれもある。
【0006】
本発明は、このような事情に鑑みてなされたもので、円形の開口部から奥行き方向の距離を充分に確保できない場合であっても、係止爪を充分に撓ませて確実に装着することができる蓋体の取付構造を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記課題を解決するために、本発明では以下の手段を採用する。
本発明に係る蓋体の取付構造は、車両に形成された円形の開口部を閉塞する蓋体の取付構造であって、前記蓋体は、前記開口部を覆う円形蓋部及び前記円形蓋部の裏面に一体的に形成された係止爪を備え、前記係止爪は、前記円形蓋部の裏面から前記開口部に向かって突出する基部と、前記基部の先端部から円周方向に延びる撓み部と、前記撓み部の先端に形成された係止部と、からなり、前記開口部の縁部に前記係止部を係止させることにより取り付けることを特徴とする。
【0008】
また、前記係止爪を、少なくとも2つ以上有することを特徴とする。
【0009】
また、前記開口部の縁部に、前記係止部が嵌まる切り欠き部が形成され、前記係止部と前記切り欠き部とにより、前記蓋体の回転方向の位置を固定する位置決め部をなすことを特徴とする。
【0010】
また、前記位置決め部が前記開口部及び前記円形蓋部の円周上に不均等な間隔で複数箇所に配置されることを特徴とする。
【発明の効果】
【0011】
本発明によれば、円形の開口部から奥行き方向の距離を充分に確保できない場合であっても、蓋部に設けた係止爪を充分に撓ませることができるので、開口部に蓋体を確実に装着することができる。
【図面の簡単な説明】
【0012】
【図1】本実施形態に係る実施形態に係る蓋体の取付構造を示す斜視図である。
【図2】開口部を示す図である。
【図3】蓋体を示す斜視図である。
【図4】蓋体を示す三面図である。
【図5】開口部に蓋体を挿入する際の動作を示す図である。
【発明を実施するための形態】
【0013】
本発明の実施形態に係る蓋体の取付構造を、図面を参照して説明する。
なお、本実施形態で使用される図面は、説明のために各構成要素の縮尺を適宜変更して記載している。
【0014】
図1は、本実施形態に係る蓋体40の取付構造を示す斜視図である。
樹脂により成形されたフィニッシャー等の車両1には、円形の開口部10が形成されている。開口部10の裏面側には、内径が奥行き方向に向かって徐々に小さくなるテーパ形の円筒14が開口部10の縁部に突設されている。
そして、この開口部10は、樹脂により成形された円形状の蓋体40によって閉塞されるようになっている。
【0015】
車両1の表面には、A色2とB色4からなる2色模様が塗布されており、2色模様の境界線6は、開口部10の中心O1を通るように配置されている(図2参照)。また、開口部10を閉塞する蓋体40の表面にも、A色2とB色4からなる2色模様が塗布されている。
蓋体40が開口部10に装着された状態では、蓋体40の表面に配置される2色の境界線6が開口部10周縁における車両1の境界線6に一致した状態となる。
【0016】
図2は、開口部を示す図であり、(a)は開口部を裏面から見た斜視図、(b)は下面図、(c)は(b)のB−O1−B断面図である。
【0017】
車両1の一部には、円形の開口部10が形成される。車両1の裏面には、開口部10に一致してテーパ状の円筒14が突出して一体成形される。つまり、開口部10は、奥行き方向(裏面側)に向けて、内径が徐々に小さくなるように形成される。
そして、開口部10の下端縁、すなわち円筒14の端面には、位置決め部となる2つの切り欠き凹部12a,12bが円周上に不均等な間隔で形成される。
【0018】
図3は、蓋体を示す斜視図であり、(b)は(a)のA矢視図である。
図4は、蓋体を示す三面図であり、(a)は下面図、(b)は側面図、(c)は平面図である。
【0019】
蓋体40は、円板形の円形蓋部42と、円形蓋部42の裏面に一体的に成形された弾性変形可能な2つの係止爪44a,44bとから構成されている。
円形蓋部42は、開口部10を閉塞する部位である。
2つの係止爪44a,44bは、開口部10の円筒14に形成された切り欠き凹部12a,12bに勘合して、円形蓋部42を開口部10に保持するものである。また、後述するように、2つの係止爪44a,44bは、開口部10に対する円形蓋部42の回転方向の位置も保持(拘束)するものである。
【0020】
係止爪44a,44bは、柱状の基部45a,45bと、基部45a,45bの先端付近から円周方向に延びる撓み部46a,46bと、撓み部46a,46bの先端(自由端)から半径方向外側に向けて突出する突出部52a,52bと、が一体成形されたものである。
【0021】
基部45a,45bは、円形蓋部42の裏面に対して垂直に配置されている。基部45a,45bの高さは、必要最小限に抑えられている。
基部45a,45bは、それぞれ、円形蓋部42の中心O2から同一半径の円周上に配置される。この半径は、開口部10の円筒14の内径よりも小さい。したがって、基部45a,45bは、開口部10に挿入された際には、開口部10の円筒14に接触しないようになっている。
なお、基部45a,45bは、同一半径の円周上において、不均等な間隔で配置されている。
【0022】
基部45a,45bは概ね四角柱形であり、この基部45a,45bの内面には補強リブ47が一体的に架橋されている。補強リブ47を設けることにより、蓋体40を開口部10に嵌め込む際に、基部45a,45bが破損、変形することを防止する。
また、基部45a,45bの根元には、夫々薄肉部50を設けてあり係止爪44a,44bに必要な樹脂材料を節約している。これは、蓋体40を金型により射出成形する際に、蓋体40が金型内部で冷却固化する時に円形蓋部42から係止爪44a,44bに流れる樹脂材料の量を極小化するためである。そうすることで、凝縮に伴う円形蓋部42の表面の特定部分42aにヒケが発生することを防止することができる。
【0023】
撓み部46a,46bは、基部45a,45bの先端付近から円形蓋部42の円周方向に延びる湾曲した帯板状の部位である。撓み部46a,46bは、基部45a,45bよりも薄く形成されており、半径方向に変形可能となっている。また、撓み部46a,46bは、円周方向の長さが十分に長く形成されている。このため、撓み部46a,46bは、半径方向に十分な撓み量を得ることができる。したがって、撓み部46a,46bは、開口部10に挿入された際には、半径方向内側に撓んで折れたり亀裂が発生したりすることがない。
突出部52a,52bは、撓み部46a,46bの自由端に配置されることにより、撓み部46a,46bの変形に伴って半径方向内側に移動可能である。また、突出部52a,52bは、側面視略三角形又は略台形に形成されており、開口部10の円筒14の端面に形成された凹部12a,12bに嵌まり込むようになっている。
そして、突出部52a,52bは、開口部10に挿入された際には、開口部10の円筒14に接触することで半径方向内側に移動して、撓み部46a,46bを変形させる。その後、円筒14の凹部12a,12bに嵌まり込む際に、撓み部46a,46bの変形が回復するに伴って半径方向外側に移動する。
【0024】
このように、蓋体40を開口部10に挿入すると、円形蓋部42が開口部10を閉塞する。また、2つの係止爪44a,44b(撓み部46a,46b)が円筒14を通過する際に内径方向に変形する。そして、係止爪44a,44bの先端(突出部52a,52b)が円筒14の凹部12a,12bに嵌まり込んで、係止爪44a,44bの変形が回復する。
突出部52a,52bが円筒14の凹部12a,12bに嵌まり込むことにより、蓋体40は開口部10から抜け出なくなる。つまり、蓋体40は開口部10に固定(拘束)される。
なお、突出部52a,52bと凹部12a,12bの回転方向の位置が一義的に設定されており、開口部10に対する蓋体40の回転方向の位置が固定(位置決め)される。
【0025】
次に、開口部10に蓋体40を挿入する際の動作について図5を参照して説明する。
図5は、開口部10に蓋体40を挿入する際の動作を示す図である。
【0026】
まず、図5(a)に示すように、蓋体40の裏面に設けた2つの係止爪44a,44bを、車両1に形成された開口部10の円筒14に挿入する。
2つの係止爪44a,44bの突出部52a,52bが円筒14の内周面に接触すると、半径方向内側に移動し始める。つまり、撓み部46a,46bが基部45a,45bを支点として、半径方向内側に変形し始める。
蓋体40の押し込み量が大きくなるにしたがって、突出部52a,52bの移動量および撓み部46a,46bの変形量は大きくなる。
【0027】
そして、蓋体40の円形蓋部42が開口部10を完全に覆い隠すまで、蓋体40を開口部10に向けて押し込む。これにより、突出部52a,52bは、図5(b)において破線で示す位置まで移動する。この位置は、突出部52a,52bが円筒14の切り欠き凹部12a,12bに挿入可能な位置である。
しかし、突出部52a,52bと切り欠き凹部12a,12bの円周方向の位置が一致していないので、突出部52a,52bが円筒14の内周面に接触しているに過ぎない。このため、蓋体40は、開口部10に対して固定されていない状態である。
【0028】
次に、親指等の腹部で蓋体40の円形蓋部42を押圧しつつ蓋体40を円周方向に回転させる。
そして、図5(b)において実線で示すように、突出部52a,52bと切り欠き凹部12a,12bの円周方向の位置が一致させる。そうすると、突出部52a,52bが撓み部46a,46bの復元力により切り欠き凹部12a,12bに挿入(勘合)する。
【0029】
こうして、図5(c)に示すように、開口部10が円形蓋部42により閉塞されると同時に、円形蓋部42の裏面に設けた係止爪44a,44b(突出部52a,52b)が円筒14の端面に形成した切り欠き凹部12a,12bに嵌合する。
この状態においては、蓋体40は、開口部10から抜け出ることがなく、円周方向に回転することもできなくなる。
こうして、蓋体40は、開口部10に対して装着される。
【0030】
そして、上述したように、切り欠き凹部12a,12bと突出部52a,52bは、それぞれ円周方向において不均等な間隔で配置されている。すなわち、円周方向において、切り欠き凹部12aと突出部52aの位置および切り欠き凹部12aと突出部52aの位置が、一義的に一致するようになっている。つまり、切り欠き凹部12aに対する突出部52aの勘合と、切り欠き凹部12bに対する突出部52bの勘合が同時に行われるようになっている。
その一方で、切り欠き凹部12aに対して突出部52bが勘合し、切り欠き凹部12bに対して突出部52aが勘合することが不可能となっている。
したがって、蓋体40は、開口部10に対して円周方向の位置が一義的に位置決めされる。言い換えれば、切り欠き凹部12a,12bと突出部52a,52bは、蓋体40の円周方向の位置決め部として機能する。
【0031】
こうして、図1(b)に示すように、蓋体40が開口部10に装着された状態では、蓋体40の表面における配色と開口部10の周縁における配色が一致した状態となる。また、蓋体40の境界線6と開口部10の周縁の境界線6が一致する。
【0032】
以上、説明したように、蓋体40の取付構造によれば、開口部10から奥行き方向の距離を充分に確保できない場合であっても、蓋体40に設けた係止爪44a,44b(撓み部46a,46b)を充分に撓ませることができるので、開口部10に蓋体40を確実に装着することができる。特に、撓み部46a,46bが円周方向に延びていることから挿入時に半径方向内側に無理なく撓むことができ、折れたり亀裂が生じたりする恐れがない。
【0033】
また、開口部10の切り欠き凹部12a,12bに対して係止爪44a,44bの突出部52a,52bが嵌り込むため、蓋体40の円周方向(回転方向)の位置を確実に固定することができる。
また、切り欠き凹部12a,12b及び突出部52a,52bの円周方向(回転方向)の位置を不均等な間隔で配置したので、開口部10に対する蓋体40の円周方向(回転方向)の位置を一義的に位置決めすることができる。
【0034】
なお、上述して実施形態では、係止爪を2つ設ける場合について説明したが、これに限らない。係止爪は少なくとも2つ以上あれば、開口部に対して蓋体を固定することができる。したがって、係止爪は3つ以上であってもよい。
【0035】
上述して実施形態では、開口部10の周囲と蓋体40に2色模様が塗布される場合について説明したが、これに限らない。
車両のフィニッシャー等は、通常は平坦な面ではなく湾曲または屈曲した曲面で形成されている。このような曲面部位に開口部が形成される場合は、開口部を閉塞した蓋体は、開口部の周囲の曲面に表面形状が正確に一致しないと、開口部の周囲と蓋体の間に段差が生じて美観が損なわれることになる。したがって、開口部の周辺の面状態と蓋体の面状態を一致させる場合であってもよい。
【符号の説明】
【0036】
1…車両、 10…開口部、 12a,12b…切り欠き凹部(位置決め部)、 40…蓋体、 42…円形蓋部、 44a,44b…係止爪、 45a,45b…基部、 46a,46b…撓み部、 52a,52b…突出部(係止部、位置決め部)
【特許請求の範囲】
【請求項1】
車両に形成された円形の開口部を閉塞する蓋体の取付構造であって、
前記蓋体は、前記開口部を覆う円形蓋部及び前記円形蓋部の裏面に一体的に形成された係止爪を備え、
前記係止爪は、
前記円形蓋部の裏面から前記開口部に向かって突出する基部と、
前記基部の先端部から円周方向に延びる撓み部と、
前記撓み部の先端に形成された係止部と、
からなり、
前記開口部の縁部に前記係止部を係止させることにより取り付けることを特徴とする蓋体の取付構造。
【請求項2】
前記係止爪を、少なくとも2つ以上有することを特徴とする請求項1に記載の蓋体の取付構造。
【請求項3】
前記開口部の縁部に、前記係止部が嵌まる切り欠き部が形成され、
前記係止部と前記切り欠き部とにより、前記蓋体の回転方向の位置を固定する位置決め部をなすことを特徴とする請求項1又は2に記載の蓋体の取付構造。
【請求項4】
前記位置決め部が前記開口部及び前記円形蓋部の円周上に不均等な間隔で複数箇所に配置されることを特徴とする請求項3に記載の蓋体の取付構造。
【請求項1】
車両に形成された円形の開口部を閉塞する蓋体の取付構造であって、
前記蓋体は、前記開口部を覆う円形蓋部及び前記円形蓋部の裏面に一体的に形成された係止爪を備え、
前記係止爪は、
前記円形蓋部の裏面から前記開口部に向かって突出する基部と、
前記基部の先端部から円周方向に延びる撓み部と、
前記撓み部の先端に形成された係止部と、
からなり、
前記開口部の縁部に前記係止部を係止させることにより取り付けることを特徴とする蓋体の取付構造。
【請求項2】
前記係止爪を、少なくとも2つ以上有することを特徴とする請求項1に記載の蓋体の取付構造。
【請求項3】
前記開口部の縁部に、前記係止部が嵌まる切り欠き部が形成され、
前記係止部と前記切り欠き部とにより、前記蓋体の回転方向の位置を固定する位置決め部をなすことを特徴とする請求項1又は2に記載の蓋体の取付構造。
【請求項4】
前記位置決め部が前記開口部及び前記円形蓋部の円周上に不均等な間隔で複数箇所に配置されることを特徴とする請求項3に記載の蓋体の取付構造。
【図1】


【図2】

【図3】
【図4】

【図5】

【図2】
【図3】
【図4】
【図5】
【公開番号】特開2012−201296(P2012−201296A)
【公開日】平成24年10月22日(2012.10.22)
【国際特許分類】
【出願番号】特願2011−69580(P2011−69580)
【出願日】平成23年3月28日(2011.3.28)
【出願人】(504136889)株式会社ファルテック (57)
【Fターム(参考)】
【公開日】平成24年10月22日(2012.10.22)
【国際特許分類】
【出願日】平成23年3月28日(2011.3.28)
【出願人】(504136889)株式会社ファルテック (57)
【Fターム(参考)】
[ Back to top ]