
蓋材
【課題】 本発明は、電子レンジ適性及び廃棄適性に優れ、さらに金属探知器により探知されず、且つ、デッドホールド性に優れた蓋材を提供することを目的とする。
【解決手段】 紙層、ホットメルト樹脂層、樹脂フィルム層、接着剤層、及びシーラント層をこの順に有する積層体からなる蓋材であって、紙層と樹脂フィルム層とは、ホットメルト樹脂層を介してホットメルトラミネート法により積層されており、該積層体は、アルミニウムよりなる層を有しないことを特徴とする蓋材を提供する。
【解決手段】 紙層、ホットメルト樹脂層、樹脂フィルム層、接着剤層、及びシーラント層をこの順に有する積層体からなる蓋材であって、紙層と樹脂フィルム層とは、ホットメルト樹脂層を介してホットメルトラミネート法により積層されており、該積層体は、アルミニウムよりなる層を有しないことを特徴とする蓋材を提供する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、カップ形状の包装容器に対して用いられる蓋材に関し、特に、紙を基材とし、且つアルミニウムよりなる層を構成要素として含まない積層体からなり、デッドホールド性、電子レンジ適性及び廃棄適性に優れ、金属探知器により探知されない蓋材、及び該蓋材を用いた包装体に関する。
【背景技術】
【0002】
即席麺等の包装体は、その使用に際して、蓋材を一部開封し、湯戻しのために包装体に熱湯を注ぎ、蓋材を戻して再封する。したがって、該包装体に用いられる蓋材には、通常の蓋材に求められる内容物保護性等の機能に加えて、開封時に開封口を塞がないように湾曲形状を保持し、次いで再封時に開封以前の平滑形状に戻ってそれを保持することを可能にする、塑性変形性及び形状保持性すなわちデッドホールド性が要求される。
【0003】
従来、これらの要求を満たす蓋材として、アルミニウム等の金属よりなる層を含む積層体が使用されてきた(特許文献1)。
【0004】
しかしながら、アルミニウム等の金属よりなる層を含む蓋材は、金属探知器により探知されるため、該蓋材を使用した包装体には、誤混入した金属異物を検出するための金属探知器を適用できないという問題があった。また、金属箔を含む蓋材を用いた包装体を電子レンジで調理すると、金属箔の外周縁でスパークが生じ得るという問題があった。さらに、該蓋材は廃棄適性に劣り、使用済の蓋材を焼却処分する際には、焼却炉にアルミニウム等の金属が付着し、焼却炉の寿命を縮めるという問題があった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2001−287317号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、上記の問題点を解決し、層構成中にアルミニウム等の金属よりなる層を有しないため、電子レンジ適性に優れ、すなわち電子レンジでの調理に適用可能であり、廃棄適性に優れ、すなわち焼却時に金属廃棄物を出さず、さらに金属探知器により探知されず、且つ、デッドホールド性に優れた蓋材、及び該蓋材を用いた包装体を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明者らは、種々研究の結果、少なくとも、紙層、ホットメルト樹脂層、樹脂フィルム層、接着剤層、及びシーラント層をこの順に有する積層体からなる蓋材であって、紙層と樹脂フィルム層とは、ホットメルト樹脂層を介してホットメルトラミネート法により積層されており、該積層体は、アルミニウムよりなる層を有しないことを特徴とする蓋材が、上述の目的を達成することを見出した。
【0008】
そして、本発明は、以下の点を特徴とする。
1.少なくとも、紙層、ホットメルト樹脂層、樹脂フィルム層、接着剤層、及びシーラント層をこの順に有する積層体からなる蓋材であって、紙層と樹脂フィルム層とは、ホットメルト樹脂層を介してホットメルトラミネート法により積層されており、該積層体は、アルミニウムよりなる層を有しないことを特徴とする、上記蓋材。
2.前記ホットメルト樹脂層が、エチレン酢酸ビニル共重合体、エチレンメタアクリル酸共重合体、エチレンメタアクリル酸メチル共重合体、天然もしくは合成ゴム、オレフィン樹脂、ポリウレタン樹脂、ポリアミド樹脂、またはこれらの混合物を含むホットメルト樹脂組成物からなる層であることを特徴とする、上記1記載の蓋材。
3.前記ホットメルト樹脂層の厚さが、1〜20μmであることを特徴とする、上記1又は2に記載の蓋材。
4.前記樹脂フィルム層と前記接着剤層との間に、更に、保香性及びガスバリア性を有する内容物保護層を有する、上記1〜3のいずれかに記載の蓋材。
5.前記ホットメルト樹脂層が、ドット状、ストライプ状、又は格子状に部分的に形成されることを特徴とする、上記1〜4のいずれかに記載の蓋材。
【発明の効果】
【0009】
本発明の蓋材は、例えば容器に湯を注ぐ際等に一部開封し、湾曲させた場合に、その湾曲開封した状態を保持することができ、さらに、蓋材を元の平滑状態に戻して再封した場合に、その平滑再封状態を保持することができ、すわなち、優れたデッドホールド性を示す。
【0010】
また、本発明の蓋材を構成する積層体は、層構成中にアルミニウム箔等の金属箔を有しないため、電子レンジ適性及び廃棄適性に優れ、さらに金属探知器による異物混入検査の適用が可能である。
【図面の簡単な説明】
【0011】
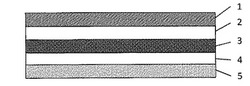
【図1】本発明の蓋材を構成する積層体の層構成について、その一例を示す概略的断面図である。
【発明を実施するための形態】
【0012】
上記の本発明について以下に更に詳しく説明する。
<1>本発明の蓋材を構成する積層体の層構成
図1は、本発明において用いられる積層体の層構成の一例を示す概略的断面図である。
本発明において、該積層体は、図1に示すように、紙層(1)、ホットメルト樹脂層(2)、樹脂フィルム層(3)、接着剤層(4)、シーラント層(5)の5層を基本の層構成とし、ここで紙層(1)と樹脂フィルム層(3)とは、ホットメルト樹脂層(2)を介してホットメルトラミネート法により積層されている。
【0013】
また、ホットメルト樹脂層(2)は、貼合面の全体に設けられていても、部分的に、例えばドット状、ストライプ状、または格子状等に設けられていてもよい。
また、必要に応じて、紙層のホットメルト樹脂層と隣接していない側の表面に、場合により印刷層を設け、ポリプロピレンフィルム等の任意の表面保護層を設けてもよい。
【0014】
さらに、樹脂フィルム層(3)と接着剤層(4)との間に、遮光性を担う層、またはポリエチレン樹脂からなる層であって蓋材と容器との密着を補強するクッション層、保香性及びガスバリア性を有する内容物保護層等を設けてもよい。
【0015】
以下、本発明において使用する樹脂名は、業界において慣用されるものを用いる。
【0016】
<2>紙層
本発明の蓋材を構成する紙層としては、所望の剛性等に応じて任意の紙を使用することができ、例えば上質紙、模造紙、アート紙、コート紙、純白ロール紙、特殊両更クラフト紙、晒クラフト紙等のほか、耐水性を高めたラベル用紙、コップ原紙等を使用することができる。紙層の厚さは、米坪量で50〜200g/m2の範囲であり、より好ましくは75〜120g/m2である。米坪量が50g/m2未満では厚みが薄すぎて蓋材の剛性が不足する。また、米坪量が200g/m2を超える場合は、蓋材の剛性が高くなりすぎると共に、コスト高や加工適性の問題が懸念される。
【0017】
<3>ホットメルト樹脂層
本発明において、ホットメルト樹脂層は、ホットメルト樹脂組成物からなる層であって、紙層と樹脂フィルム層とをホットメルトラミネートにより接着する層である。
【0018】
ホットメルト樹脂組成物は、加熱溶融により液状として適用し、冷却により固化して接着力を発揮する熱可塑性樹脂からなる常温(23℃)固形の接着剤である。主成分として熱可塑性樹脂を含有し、これに改質剤としてワックス類、粘着付与剤、可塑剤、安定剤、酸化防止剤、紫外線吸収剤、帯電防止剤、染料、顔料、着色剤、無機充填剤、難燃剤、滑剤、強化材、加工助剤、スリップ剤、粘着防止剤、剥離剤等の任意の添加剤を適宜に配合した、溶媒非含有の100%固形分の混合樹脂である。
【0019】
本発明において、ホットメルト樹脂組成物からなる層は、塑性変形し、蓋材を湾曲させると、それに伴い変形し、その変形した状態を保持する。
【0020】
上記ホットメルト樹脂組成物の主成分となる熱可塑性樹脂としては、エチレン−酢酸ビニル共重合体(EVA)、エチレンメタアクリル酸共重合体(EMAA)、エチレンメタアクリル酸メチル共重合体(EMMA)等のエチレン共重合体、天然もしくは合成ゴム、ポリプロピレンとエチレン等との共重合体等のオレフィン樹脂、ポリウレタン樹脂、ポリアミド樹脂またはこれらの混合物等が使用される。本発明の蓋材として加工性、物性等の観点から特に好適には、EVA、EMAA、EMMA等のエチレン共重合体、天然もしくは合成ゴム、オレフィン樹脂、またはこれらの混合物が挙げられる。
【0021】
EVA、EMAA、EMMA等のエチレン共重合体としては、任意の単量体成分比からなるものを使用することができるが、好適には、エチレン単量体成分とその他の単量体成分とのモル比は、55:45〜95:5である。この範囲を外れると、熱可塑性が損なわれ得る。
【0022】
また、エチレン共重合体は、グラフト化等の周知の方法により変性されていてもよい。
【0023】
天然もしくは合成ゴムとしては、ブタジエン−スチレン共重合体、イソプレン−スチレン共重合体、ポリイソプレン、ポリブタジエン、ポリクロロプレンゴム、ポリイソブチレンゴム、エチレンプロピレンジエンゴム、ポリウレタンゴム等が挙げられる。
【0024】
蓋材の用途に応じて、任意のホットメルト樹脂組成物を使用することができるが、本発明の一態様において、ホットメルト樹脂組成物は、EVA等のエチレン共重合体及びワックスを含むものであり、これは、即席麺用容器の蓋材等として良好なデッドホールド性と共に高い接着力を示す。このホットメルト樹脂組成物は、より好適には、(a)50〜90質量%のエチレン酢酸ビニル共重合体、及び(b)10〜50質量%のワックス、を含む組成物である。該組成物は、必要に応じて、組成物全体の0〜15質量%となる量で、可塑剤、安定剤、酸化防止剤、紫外線吸収剤、帯電防止剤、染料、顔料、着色剤、無機充填剤、難燃剤、滑剤、強化材、加工助剤、スリップ剤、粘着防止剤、剥離剤からなる群より選択される1種またはそれ以上の任意の添加剤を含んでもよい。
【0025】
ワックスとしては、常温(23℃)で固体であって加熱により低粘度な液体となる任意のワックスを使用することができ、例えばカルナウバワックス等の植物系ワックス、みつろう等の動物系ワックス、モンタンワックス等の鉱物系ワックス、パラフィンワックス、マイクロクリスタリンワックス等の石油ワックス、シリコーン樹脂、スチレン系モノマーとその他のビニル系モノマーとの共重合体等の合成ワックス、及びこれらの誘導体である各種変性ワックス、例えば酸化ワックス、ポリエチレン等の相溶性の良い合成樹脂をブレンドした配合ワックス等が挙げられる。これらのワックスは、単独で用いても、2種以上を混合して用いてもよい。好ましくは、パラフィンワックス、マイクロクリスタリンワックスである。
【0026】
本発明の別の一態様において、ホットメルト樹脂組成物は、天然若しくは合成ゴム及び粘着付与剤を含むものであり、これは、デッドホールド性と共に好適な初期接着性を示す。このホットメルト樹脂組成物は、より好適には、(a)50〜90質量%の天然もしくは合成ゴム、及び(b)10〜50質量%の粘着付与剤を含む組成物である。該組成物は、必要に応じて、組成物全体の0〜15質量%となる量で、可塑剤、安定剤、酸化防止剤、紫外線吸収剤、帯電防止剤、染料、顔料、着色剤、無機充填剤、難燃剤、滑剤、強化材、加工助剤、スリップ剤、粘着防止剤、剥離剤からなる群より選択される1種またはそれ以上の任意の添加剤を含んでもよい。
【0027】
粘着付与剤としては、初期接着性を高めるためにホットメルト接着剤に添加することが知られる任意の樹脂であって、例えば、脂肪族炭化水素樹脂、水素化された脂肪族炭化水素樹脂、水素化された芳香族炭化水素樹脂、ポリテルペン樹脂、天然もしくは改質されたロジン、またはそのグリセロールエステルもしくはペンタエリスリトールエステル等が挙げられる。
【0028】
本発明において、ホットメルト樹脂層は、1〜20μm、より好ましくは5〜10μmの厚みに形成される。1μmより薄いと、紙が元の状態に戻ろうとするのを抑えることができず、十分なデッドホールド性が得られない。一方、20μmより厚いと、製造及び加工が困難となり、またコスト高となるため好ましくない。
塗工手段としては、ホットメルト接着剤を塗工する任意の手段を使用してよい。
【0029】
また、本発明において、ホットメルト樹脂層は、貼合面の全体にべた塗りで設けられていても、部分的に、例えばドット状、ストライプ状、または格子状等にパターン塗工で設けられていてもよい。ホットメルト樹脂層を全体に設けることにより、紙層と樹脂フィルム層との良好な接着強度を得ることができる。一方、ホットメルト樹脂層を部分的に設けることにより、デッドホールド性を確保したままコストを削減することができる。
【0030】
<4>樹脂フィルム層
本発明の蓋材を構成する樹脂フィルム層は、蓋材に強度を与えたり、各種のバリア性を付与したりするために積層される樹脂フィルムからなる層である。
【0031】
樹脂フィルムとしては、蓋材の用途に応じて任意の機能性フィルムを使用することができる。このようなフィルムとしては、延伸または無延伸の、ポリエチレンテレフタレート(PET)フィルム、ポリプロピレン(PP)フィルム、ポリアミド(PA)フィルム、ポリ塩化ビニル(PVC)フィルム、ポリエチレン(PE)フィルム、ポリブチレンテレフタレート(PBT)フィルム、ポリカーボネート(PC)フィルム、ポリスチレン(PS)フィルム、普通セロファン(PT)、ポリビニルアルコール(PVA)フィルム、エチレン−ビニルアルコール共重合体(EVOH)フィルム、エチレン−酢酸ビニル共重合体ケン化物からなるフィルム等が挙げられる。また、蓋材の水蒸気バリア性及び酸素ガスバリア性を向上させるために、前述のフィルム表面に、無機酸化物(酸化珪素、酸化アルミニウム等)を蒸着で設けた蒸着フィルムを使用することもできる。
【0032】
上記樹脂フィルム層は、ドライラミネート、サンドイッチラミネートまたは押出ラミネート等のラミネート法により2枚以上の樹脂フィルムを積層した多層樹脂フィルムからなってもよい。
樹脂フィルム層の厚さとしては、5〜50μm、より好ましくは6〜20μmである。樹脂フィルム層が厚すぎると、積層体のデッドホールド性が損なわれる。
【0033】
<5>接着剤層
本発明の蓋材を構成する積層体において、樹脂フィルム層とシーラント層とが、接着剤層を介して積層される。この積層は、樹脂フィルム層の貼合面上に接着剤層としてアンカーコート剤を塗工し、その上に、シーラント層を形成する樹脂を押出コーティングすることにより行われる。あるいは、一方の貼合面上に、接着剤層としてドライラミネート用接着剤を塗工し、その上に、もう一方の貼合面を重ね合せてドライラミネートすることにより行ってもよい。塗工手段としては、サイズプレスロールコーターやグラビアロールコーター等を用いるロールコーティング、スプレーコーティング、刷毛によるコーティング等の任意の手段を用いることができる。
【0034】
接着剤層を形成するアンカーコート剤としては、ポリエチレンイミン系、ポリブタジエン系、有機チタン系、またはイソシアネート系の任意のアンカーコート剤を使用することができる。また、接着剤層を形成するドライラミネート用接着剤としては、ウレタン系接着剤を好適に使用することができる。
【0035】
接着剤層の厚さとしては、アンカーコート剤を用いるときは、0.001〜0.5g/m2(乾燥時)、より好ましくは0.01〜0.3g/m2(乾燥時)であり、ドライラミネート用接着剤を用いるときは、0.5〜10g/m2(乾燥時)、より好ましくは1.0〜5.0g/m2(乾燥時)である。これより薄いと十分な接着強度が得られず、また厚すぎても、かかったコストに見合う効果は得られない。
【0036】
<6>シーラント層
本発明の蓋材を構成する積層体において、シーラント層は、蓋材として使用する際に最内層を形成する層である。
【0037】
本発明において、シーラント層は、例えば、ヒートシール性に優れる直鎖低密度ポリエチレン(LLDPE)、低密度ポリエチレン(LDPE)、高密度ポリエチレン(HDPE)、無延伸ポリプロピレン(CPP)等のポリオレフィン樹脂、またはエチレン−酢酸ビニル共重合体(EVA)、エチレン−アクリル酸共重合体(EAA)、エチレン−メタアクリル酸共重合体(EMAA)等のエチレン共重合体樹脂からなる層である。低温シール性及びイージーピール性を向上させるために、これらの樹脂中に、ポリスチレン、ポリブテン等の不相溶性樹脂を任意の量で混合してもよい。
【0038】
シーラント層を形成するには、上記樹脂フィルム層の貼合面上に塗工されたアンカーコート剤からなる接着剤層上に、シーラント層を構成する樹脂を溶融押出コーティングすることにより行われる。または、上記のシーラント層を構成する樹脂からなるシーラントフィルムを用いて、ドライラミネート用接着剤からなる接着剤層を介して、樹脂フィルム層とドライラミネートしてもよい。
【0039】
シーラント層の厚さとしては、10〜100μm、好ましくは30〜50μmである。これより薄いと十分な接着強度が得られず、また厚すぎても、かかったコストに見合う効果は得られない。
【0040】
<7>蓋材
本発明の蓋材は、カップ形状の包装容器、特に食品の包装容器、特にカップラーメンやカップ焼きそば等のインスタント食品、菓子、ゼリー等の内容物を密封するための包装容器の蓋材として好適に使用することができる。また、アルミニウムよりなる層を有しないので、電子レンジを用いて調理する即席食品の包装容器にも適用可能である。
【0041】
本発明の蓋材を包装容器に適用して、内容物を充填した包装体を製造するには、熱可塑性樹脂層を最表層に有する包装容器の開口部に、本発明の蓋材を、そのシーラント層の面が接するように重ね合せ、ヒートシールすることによって行うことができる。
【0042】
次に本発明について、実施例を挙げて具体的に説明する。
【実施例】
【0043】
[実施例1]
EVA及びマイクロクリスタリンワックスを含むホットメルト樹脂組成物(東洋アドレ(株)製、トヨメルトR671)を加熱溶融し、PETフィルム(東洋紡(株)製、E5202、厚さ12μm)の一方の面に、厚さ10μmで塗工し、米坪量が74g/m2のコート紙(大王製紙(株)製)をホットメルトラミネートした。
【0044】
次いで、得られた積層フィルムのPETフィルムの面上に、ポリエチレンイミン系アンカーコート剤((株)日本触媒性エポミン(R)P1000)を塗工量0.1g/m2(乾燥時)で塗工し、その上に、ポリエチレン樹脂(ジェイフィルム(株)製SMX Y03)を溶融押出コーティング法によりコーティングしてシーラント層を設け、本発明の蓋材を構成する積層体を製造した。
【0045】
得られた積層体を、直径100mmの円形で、外周の一部につまみ片を設けた形状に打ち抜き、本発明の蓋材を得た。これを、最表層に低密度ポリエチレン樹脂層(厚さ20μm)を有する紙カップのフランジに、リングシーラーで、160℃、0.7秒間、圧力2.9kgf/cm2でヒートシールした。得られた包装体は、良好な密封性を有していた。また、つまみ片を容器フランジに対して角度135°で引っ張って蓋の半分を開封したところ、本発明の蓋材は湾曲開封形状を保持し、容器フランジ上の開封点(つまみ片があった位置)から開封方向に水平距離で30mmの位置まで、蓋材と容器フランジとは接触していなかった。さらに、蓋材を元に戻して再封したところ、該蓋材は、平滑状態で開口部を再封したまま保持された。すなわち、本発明の蓋材は、良好なデッドホールド性を示した。
【0046】
[実施例2]
ホットメルト樹脂組成物の塗工量を厚さ3μmとした以外は、実施例1と同様にして、本発明の蓋材及びそれを用いた包装体を製造した。得られた包装体は、良好な密封性を有していた。また、つまみ片を容器フランジに対して角度135°で引っ張って蓋の半分を開封したところ、本発明の蓋材は湾曲開封形状を保持し、開封点から開封方向に水平距離で25mmの位置まで、蓋材と容器フランジとは接触していなかった。さらに、蓋材を元に戻して再封したところ、再封平滑状態を保持し、良好なデッドホールド性を示した。
【0047】
[実施例3]
ホットメルト樹脂組成物の塗工量を厚さ20μmとした以外は、実施例1と同様にして、本発明の蓋材及びそれを用いた包装体を製造した。得られた包装体は、良好な密封性を有していた。また、つまみ片を容器フランジに対して角度135°で引っ張って蓋の半分を開封したところ、本発明の蓋材は湾曲開封形状を保持し、開封点から開封方向に水平距離で30mmの位置まで、蓋材と容器フランジとは接触していなかった。さらに、蓋材を元に戻して再封したところ、再封平滑状態を保持し、良好なデッドホールド性を示した。
【0048】
[比較例1]
PETフィルムとコート紙とを、ホットメルトラミネートの代わりに、2液硬化型のポリウレタン系接着剤(三井化学(株)製、主剤:タケラックA969/硬化剤:タケネートA5、固形分2.5g/m2)を用いてドライラミネートした以外は、実施例1と同様にして、蓋材及びそれを用いた包装体を製造した。得られた包装体の蓋を半分開封したところ、デッドホールド性は発現せず、開封点(0mm)の位置で、蓋材と容器フランジとが接触し、蓋材が開口部を塞いだ。
【産業上の利用可能性】
【0049】
本発明に係る蓋材は、上記のような特徴を有するので、蓋材を大きく開封して、容器内に粉末スープや具材などを投入する必要のある即席食品のカップ容器に装着する蓋材として好適に適用可能となる。また、アルミニウムよりなる層を備えていないので、電子レンジを用いて調理する即席食品にも適用可能な蓋材となる。
【符号の説明】
【0050】
1.紙層
2.ホットメルト樹脂層
3.樹脂フィルム層
4.接着剤層
5.シーラント層
【技術分野】
【0001】
本発明は、カップ形状の包装容器に対して用いられる蓋材に関し、特に、紙を基材とし、且つアルミニウムよりなる層を構成要素として含まない積層体からなり、デッドホールド性、電子レンジ適性及び廃棄適性に優れ、金属探知器により探知されない蓋材、及び該蓋材を用いた包装体に関する。
【背景技術】
【0002】
即席麺等の包装体は、その使用に際して、蓋材を一部開封し、湯戻しのために包装体に熱湯を注ぎ、蓋材を戻して再封する。したがって、該包装体に用いられる蓋材には、通常の蓋材に求められる内容物保護性等の機能に加えて、開封時に開封口を塞がないように湾曲形状を保持し、次いで再封時に開封以前の平滑形状に戻ってそれを保持することを可能にする、塑性変形性及び形状保持性すなわちデッドホールド性が要求される。
【0003】
従来、これらの要求を満たす蓋材として、アルミニウム等の金属よりなる層を含む積層体が使用されてきた(特許文献1)。
【0004】
しかしながら、アルミニウム等の金属よりなる層を含む蓋材は、金属探知器により探知されるため、該蓋材を使用した包装体には、誤混入した金属異物を検出するための金属探知器を適用できないという問題があった。また、金属箔を含む蓋材を用いた包装体を電子レンジで調理すると、金属箔の外周縁でスパークが生じ得るという問題があった。さらに、該蓋材は廃棄適性に劣り、使用済の蓋材を焼却処分する際には、焼却炉にアルミニウム等の金属が付着し、焼却炉の寿命を縮めるという問題があった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2001−287317号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、上記の問題点を解決し、層構成中にアルミニウム等の金属よりなる層を有しないため、電子レンジ適性に優れ、すなわち電子レンジでの調理に適用可能であり、廃棄適性に優れ、すなわち焼却時に金属廃棄物を出さず、さらに金属探知器により探知されず、且つ、デッドホールド性に優れた蓋材、及び該蓋材を用いた包装体を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明者らは、種々研究の結果、少なくとも、紙層、ホットメルト樹脂層、樹脂フィルム層、接着剤層、及びシーラント層をこの順に有する積層体からなる蓋材であって、紙層と樹脂フィルム層とは、ホットメルト樹脂層を介してホットメルトラミネート法により積層されており、該積層体は、アルミニウムよりなる層を有しないことを特徴とする蓋材が、上述の目的を達成することを見出した。
【0008】
そして、本発明は、以下の点を特徴とする。
1.少なくとも、紙層、ホットメルト樹脂層、樹脂フィルム層、接着剤層、及びシーラント層をこの順に有する積層体からなる蓋材であって、紙層と樹脂フィルム層とは、ホットメルト樹脂層を介してホットメルトラミネート法により積層されており、該積層体は、アルミニウムよりなる層を有しないことを特徴とする、上記蓋材。
2.前記ホットメルト樹脂層が、エチレン酢酸ビニル共重合体、エチレンメタアクリル酸共重合体、エチレンメタアクリル酸メチル共重合体、天然もしくは合成ゴム、オレフィン樹脂、ポリウレタン樹脂、ポリアミド樹脂、またはこれらの混合物を含むホットメルト樹脂組成物からなる層であることを特徴とする、上記1記載の蓋材。
3.前記ホットメルト樹脂層の厚さが、1〜20μmであることを特徴とする、上記1又は2に記載の蓋材。
4.前記樹脂フィルム層と前記接着剤層との間に、更に、保香性及びガスバリア性を有する内容物保護層を有する、上記1〜3のいずれかに記載の蓋材。
5.前記ホットメルト樹脂層が、ドット状、ストライプ状、又は格子状に部分的に形成されることを特徴とする、上記1〜4のいずれかに記載の蓋材。
【発明の効果】
【0009】
本発明の蓋材は、例えば容器に湯を注ぐ際等に一部開封し、湾曲させた場合に、その湾曲開封した状態を保持することができ、さらに、蓋材を元の平滑状態に戻して再封した場合に、その平滑再封状態を保持することができ、すわなち、優れたデッドホールド性を示す。
【0010】
また、本発明の蓋材を構成する積層体は、層構成中にアルミニウム箔等の金属箔を有しないため、電子レンジ適性及び廃棄適性に優れ、さらに金属探知器による異物混入検査の適用が可能である。
【図面の簡単な説明】
【0011】
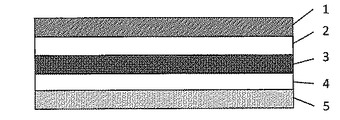
【図1】本発明の蓋材を構成する積層体の層構成について、その一例を示す概略的断面図である。
【発明を実施するための形態】
【0012】
上記の本発明について以下に更に詳しく説明する。
<1>本発明の蓋材を構成する積層体の層構成
図1は、本発明において用いられる積層体の層構成の一例を示す概略的断面図である。
本発明において、該積層体は、図1に示すように、紙層(1)、ホットメルト樹脂層(2)、樹脂フィルム層(3)、接着剤層(4)、シーラント層(5)の5層を基本の層構成とし、ここで紙層(1)と樹脂フィルム層(3)とは、ホットメルト樹脂層(2)を介してホットメルトラミネート法により積層されている。
【0013】
また、ホットメルト樹脂層(2)は、貼合面の全体に設けられていても、部分的に、例えばドット状、ストライプ状、または格子状等に設けられていてもよい。
また、必要に応じて、紙層のホットメルト樹脂層と隣接していない側の表面に、場合により印刷層を設け、ポリプロピレンフィルム等の任意の表面保護層を設けてもよい。
【0014】
さらに、樹脂フィルム層(3)と接着剤層(4)との間に、遮光性を担う層、またはポリエチレン樹脂からなる層であって蓋材と容器との密着を補強するクッション層、保香性及びガスバリア性を有する内容物保護層等を設けてもよい。
【0015】
以下、本発明において使用する樹脂名は、業界において慣用されるものを用いる。
【0016】
<2>紙層
本発明の蓋材を構成する紙層としては、所望の剛性等に応じて任意の紙を使用することができ、例えば上質紙、模造紙、アート紙、コート紙、純白ロール紙、特殊両更クラフト紙、晒クラフト紙等のほか、耐水性を高めたラベル用紙、コップ原紙等を使用することができる。紙層の厚さは、米坪量で50〜200g/m2の範囲であり、より好ましくは75〜120g/m2である。米坪量が50g/m2未満では厚みが薄すぎて蓋材の剛性が不足する。また、米坪量が200g/m2を超える場合は、蓋材の剛性が高くなりすぎると共に、コスト高や加工適性の問題が懸念される。
【0017】
<3>ホットメルト樹脂層
本発明において、ホットメルト樹脂層は、ホットメルト樹脂組成物からなる層であって、紙層と樹脂フィルム層とをホットメルトラミネートにより接着する層である。
【0018】
ホットメルト樹脂組成物は、加熱溶融により液状として適用し、冷却により固化して接着力を発揮する熱可塑性樹脂からなる常温(23℃)固形の接着剤である。主成分として熱可塑性樹脂を含有し、これに改質剤としてワックス類、粘着付与剤、可塑剤、安定剤、酸化防止剤、紫外線吸収剤、帯電防止剤、染料、顔料、着色剤、無機充填剤、難燃剤、滑剤、強化材、加工助剤、スリップ剤、粘着防止剤、剥離剤等の任意の添加剤を適宜に配合した、溶媒非含有の100%固形分の混合樹脂である。
【0019】
本発明において、ホットメルト樹脂組成物からなる層は、塑性変形し、蓋材を湾曲させると、それに伴い変形し、その変形した状態を保持する。
【0020】
上記ホットメルト樹脂組成物の主成分となる熱可塑性樹脂としては、エチレン−酢酸ビニル共重合体(EVA)、エチレンメタアクリル酸共重合体(EMAA)、エチレンメタアクリル酸メチル共重合体(EMMA)等のエチレン共重合体、天然もしくは合成ゴム、ポリプロピレンとエチレン等との共重合体等のオレフィン樹脂、ポリウレタン樹脂、ポリアミド樹脂またはこれらの混合物等が使用される。本発明の蓋材として加工性、物性等の観点から特に好適には、EVA、EMAA、EMMA等のエチレン共重合体、天然もしくは合成ゴム、オレフィン樹脂、またはこれらの混合物が挙げられる。
【0021】
EVA、EMAA、EMMA等のエチレン共重合体としては、任意の単量体成分比からなるものを使用することができるが、好適には、エチレン単量体成分とその他の単量体成分とのモル比は、55:45〜95:5である。この範囲を外れると、熱可塑性が損なわれ得る。
【0022】
また、エチレン共重合体は、グラフト化等の周知の方法により変性されていてもよい。
【0023】
天然もしくは合成ゴムとしては、ブタジエン−スチレン共重合体、イソプレン−スチレン共重合体、ポリイソプレン、ポリブタジエン、ポリクロロプレンゴム、ポリイソブチレンゴム、エチレンプロピレンジエンゴム、ポリウレタンゴム等が挙げられる。
【0024】
蓋材の用途に応じて、任意のホットメルト樹脂組成物を使用することができるが、本発明の一態様において、ホットメルト樹脂組成物は、EVA等のエチレン共重合体及びワックスを含むものであり、これは、即席麺用容器の蓋材等として良好なデッドホールド性と共に高い接着力を示す。このホットメルト樹脂組成物は、より好適には、(a)50〜90質量%のエチレン酢酸ビニル共重合体、及び(b)10〜50質量%のワックス、を含む組成物である。該組成物は、必要に応じて、組成物全体の0〜15質量%となる量で、可塑剤、安定剤、酸化防止剤、紫外線吸収剤、帯電防止剤、染料、顔料、着色剤、無機充填剤、難燃剤、滑剤、強化材、加工助剤、スリップ剤、粘着防止剤、剥離剤からなる群より選択される1種またはそれ以上の任意の添加剤を含んでもよい。
【0025】
ワックスとしては、常温(23℃)で固体であって加熱により低粘度な液体となる任意のワックスを使用することができ、例えばカルナウバワックス等の植物系ワックス、みつろう等の動物系ワックス、モンタンワックス等の鉱物系ワックス、パラフィンワックス、マイクロクリスタリンワックス等の石油ワックス、シリコーン樹脂、スチレン系モノマーとその他のビニル系モノマーとの共重合体等の合成ワックス、及びこれらの誘導体である各種変性ワックス、例えば酸化ワックス、ポリエチレン等の相溶性の良い合成樹脂をブレンドした配合ワックス等が挙げられる。これらのワックスは、単独で用いても、2種以上を混合して用いてもよい。好ましくは、パラフィンワックス、マイクロクリスタリンワックスである。
【0026】
本発明の別の一態様において、ホットメルト樹脂組成物は、天然若しくは合成ゴム及び粘着付与剤を含むものであり、これは、デッドホールド性と共に好適な初期接着性を示す。このホットメルト樹脂組成物は、より好適には、(a)50〜90質量%の天然もしくは合成ゴム、及び(b)10〜50質量%の粘着付与剤を含む組成物である。該組成物は、必要に応じて、組成物全体の0〜15質量%となる量で、可塑剤、安定剤、酸化防止剤、紫外線吸収剤、帯電防止剤、染料、顔料、着色剤、無機充填剤、難燃剤、滑剤、強化材、加工助剤、スリップ剤、粘着防止剤、剥離剤からなる群より選択される1種またはそれ以上の任意の添加剤を含んでもよい。
【0027】
粘着付与剤としては、初期接着性を高めるためにホットメルト接着剤に添加することが知られる任意の樹脂であって、例えば、脂肪族炭化水素樹脂、水素化された脂肪族炭化水素樹脂、水素化された芳香族炭化水素樹脂、ポリテルペン樹脂、天然もしくは改質されたロジン、またはそのグリセロールエステルもしくはペンタエリスリトールエステル等が挙げられる。
【0028】
本発明において、ホットメルト樹脂層は、1〜20μm、より好ましくは5〜10μmの厚みに形成される。1μmより薄いと、紙が元の状態に戻ろうとするのを抑えることができず、十分なデッドホールド性が得られない。一方、20μmより厚いと、製造及び加工が困難となり、またコスト高となるため好ましくない。
塗工手段としては、ホットメルト接着剤を塗工する任意の手段を使用してよい。
【0029】
また、本発明において、ホットメルト樹脂層は、貼合面の全体にべた塗りで設けられていても、部分的に、例えばドット状、ストライプ状、または格子状等にパターン塗工で設けられていてもよい。ホットメルト樹脂層を全体に設けることにより、紙層と樹脂フィルム層との良好な接着強度を得ることができる。一方、ホットメルト樹脂層を部分的に設けることにより、デッドホールド性を確保したままコストを削減することができる。
【0030】
<4>樹脂フィルム層
本発明の蓋材を構成する樹脂フィルム層は、蓋材に強度を与えたり、各種のバリア性を付与したりするために積層される樹脂フィルムからなる層である。
【0031】
樹脂フィルムとしては、蓋材の用途に応じて任意の機能性フィルムを使用することができる。このようなフィルムとしては、延伸または無延伸の、ポリエチレンテレフタレート(PET)フィルム、ポリプロピレン(PP)フィルム、ポリアミド(PA)フィルム、ポリ塩化ビニル(PVC)フィルム、ポリエチレン(PE)フィルム、ポリブチレンテレフタレート(PBT)フィルム、ポリカーボネート(PC)フィルム、ポリスチレン(PS)フィルム、普通セロファン(PT)、ポリビニルアルコール(PVA)フィルム、エチレン−ビニルアルコール共重合体(EVOH)フィルム、エチレン−酢酸ビニル共重合体ケン化物からなるフィルム等が挙げられる。また、蓋材の水蒸気バリア性及び酸素ガスバリア性を向上させるために、前述のフィルム表面に、無機酸化物(酸化珪素、酸化アルミニウム等)を蒸着で設けた蒸着フィルムを使用することもできる。
【0032】
上記樹脂フィルム層は、ドライラミネート、サンドイッチラミネートまたは押出ラミネート等のラミネート法により2枚以上の樹脂フィルムを積層した多層樹脂フィルムからなってもよい。
樹脂フィルム層の厚さとしては、5〜50μm、より好ましくは6〜20μmである。樹脂フィルム層が厚すぎると、積層体のデッドホールド性が損なわれる。
【0033】
<5>接着剤層
本発明の蓋材を構成する積層体において、樹脂フィルム層とシーラント層とが、接着剤層を介して積層される。この積層は、樹脂フィルム層の貼合面上に接着剤層としてアンカーコート剤を塗工し、その上に、シーラント層を形成する樹脂を押出コーティングすることにより行われる。あるいは、一方の貼合面上に、接着剤層としてドライラミネート用接着剤を塗工し、その上に、もう一方の貼合面を重ね合せてドライラミネートすることにより行ってもよい。塗工手段としては、サイズプレスロールコーターやグラビアロールコーター等を用いるロールコーティング、スプレーコーティング、刷毛によるコーティング等の任意の手段を用いることができる。
【0034】
接着剤層を形成するアンカーコート剤としては、ポリエチレンイミン系、ポリブタジエン系、有機チタン系、またはイソシアネート系の任意のアンカーコート剤を使用することができる。また、接着剤層を形成するドライラミネート用接着剤としては、ウレタン系接着剤を好適に使用することができる。
【0035】
接着剤層の厚さとしては、アンカーコート剤を用いるときは、0.001〜0.5g/m2(乾燥時)、より好ましくは0.01〜0.3g/m2(乾燥時)であり、ドライラミネート用接着剤を用いるときは、0.5〜10g/m2(乾燥時)、より好ましくは1.0〜5.0g/m2(乾燥時)である。これより薄いと十分な接着強度が得られず、また厚すぎても、かかったコストに見合う効果は得られない。
【0036】
<6>シーラント層
本発明の蓋材を構成する積層体において、シーラント層は、蓋材として使用する際に最内層を形成する層である。
【0037】
本発明において、シーラント層は、例えば、ヒートシール性に優れる直鎖低密度ポリエチレン(LLDPE)、低密度ポリエチレン(LDPE)、高密度ポリエチレン(HDPE)、無延伸ポリプロピレン(CPP)等のポリオレフィン樹脂、またはエチレン−酢酸ビニル共重合体(EVA)、エチレン−アクリル酸共重合体(EAA)、エチレン−メタアクリル酸共重合体(EMAA)等のエチレン共重合体樹脂からなる層である。低温シール性及びイージーピール性を向上させるために、これらの樹脂中に、ポリスチレン、ポリブテン等の不相溶性樹脂を任意の量で混合してもよい。
【0038】
シーラント層を形成するには、上記樹脂フィルム層の貼合面上に塗工されたアンカーコート剤からなる接着剤層上に、シーラント層を構成する樹脂を溶融押出コーティングすることにより行われる。または、上記のシーラント層を構成する樹脂からなるシーラントフィルムを用いて、ドライラミネート用接着剤からなる接着剤層を介して、樹脂フィルム層とドライラミネートしてもよい。
【0039】
シーラント層の厚さとしては、10〜100μm、好ましくは30〜50μmである。これより薄いと十分な接着強度が得られず、また厚すぎても、かかったコストに見合う効果は得られない。
【0040】
<7>蓋材
本発明の蓋材は、カップ形状の包装容器、特に食品の包装容器、特にカップラーメンやカップ焼きそば等のインスタント食品、菓子、ゼリー等の内容物を密封するための包装容器の蓋材として好適に使用することができる。また、アルミニウムよりなる層を有しないので、電子レンジを用いて調理する即席食品の包装容器にも適用可能である。
【0041】
本発明の蓋材を包装容器に適用して、内容物を充填した包装体を製造するには、熱可塑性樹脂層を最表層に有する包装容器の開口部に、本発明の蓋材を、そのシーラント層の面が接するように重ね合せ、ヒートシールすることによって行うことができる。
【0042】
次に本発明について、実施例を挙げて具体的に説明する。
【実施例】
【0043】
[実施例1]
EVA及びマイクロクリスタリンワックスを含むホットメルト樹脂組成物(東洋アドレ(株)製、トヨメルトR671)を加熱溶融し、PETフィルム(東洋紡(株)製、E5202、厚さ12μm)の一方の面に、厚さ10μmで塗工し、米坪量が74g/m2のコート紙(大王製紙(株)製)をホットメルトラミネートした。
【0044】
次いで、得られた積層フィルムのPETフィルムの面上に、ポリエチレンイミン系アンカーコート剤((株)日本触媒性エポミン(R)P1000)を塗工量0.1g/m2(乾燥時)で塗工し、その上に、ポリエチレン樹脂(ジェイフィルム(株)製SMX Y03)を溶融押出コーティング法によりコーティングしてシーラント層を設け、本発明の蓋材を構成する積層体を製造した。
【0045】
得られた積層体を、直径100mmの円形で、外周の一部につまみ片を設けた形状に打ち抜き、本発明の蓋材を得た。これを、最表層に低密度ポリエチレン樹脂層(厚さ20μm)を有する紙カップのフランジに、リングシーラーで、160℃、0.7秒間、圧力2.9kgf/cm2でヒートシールした。得られた包装体は、良好な密封性を有していた。また、つまみ片を容器フランジに対して角度135°で引っ張って蓋の半分を開封したところ、本発明の蓋材は湾曲開封形状を保持し、容器フランジ上の開封点(つまみ片があった位置)から開封方向に水平距離で30mmの位置まで、蓋材と容器フランジとは接触していなかった。さらに、蓋材を元に戻して再封したところ、該蓋材は、平滑状態で開口部を再封したまま保持された。すなわち、本発明の蓋材は、良好なデッドホールド性を示した。
【0046】
[実施例2]
ホットメルト樹脂組成物の塗工量を厚さ3μmとした以外は、実施例1と同様にして、本発明の蓋材及びそれを用いた包装体を製造した。得られた包装体は、良好な密封性を有していた。また、つまみ片を容器フランジに対して角度135°で引っ張って蓋の半分を開封したところ、本発明の蓋材は湾曲開封形状を保持し、開封点から開封方向に水平距離で25mmの位置まで、蓋材と容器フランジとは接触していなかった。さらに、蓋材を元に戻して再封したところ、再封平滑状態を保持し、良好なデッドホールド性を示した。
【0047】
[実施例3]
ホットメルト樹脂組成物の塗工量を厚さ20μmとした以外は、実施例1と同様にして、本発明の蓋材及びそれを用いた包装体を製造した。得られた包装体は、良好な密封性を有していた。また、つまみ片を容器フランジに対して角度135°で引っ張って蓋の半分を開封したところ、本発明の蓋材は湾曲開封形状を保持し、開封点から開封方向に水平距離で30mmの位置まで、蓋材と容器フランジとは接触していなかった。さらに、蓋材を元に戻して再封したところ、再封平滑状態を保持し、良好なデッドホールド性を示した。
【0048】
[比較例1]
PETフィルムとコート紙とを、ホットメルトラミネートの代わりに、2液硬化型のポリウレタン系接着剤(三井化学(株)製、主剤:タケラックA969/硬化剤:タケネートA5、固形分2.5g/m2)を用いてドライラミネートした以外は、実施例1と同様にして、蓋材及びそれを用いた包装体を製造した。得られた包装体の蓋を半分開封したところ、デッドホールド性は発現せず、開封点(0mm)の位置で、蓋材と容器フランジとが接触し、蓋材が開口部を塞いだ。
【産業上の利用可能性】
【0049】
本発明に係る蓋材は、上記のような特徴を有するので、蓋材を大きく開封して、容器内に粉末スープや具材などを投入する必要のある即席食品のカップ容器に装着する蓋材として好適に適用可能となる。また、アルミニウムよりなる層を備えていないので、電子レンジを用いて調理する即席食品にも適用可能な蓋材となる。
【符号の説明】
【0050】
1.紙層
2.ホットメルト樹脂層
3.樹脂フィルム層
4.接着剤層
5.シーラント層
【特許請求の範囲】
【請求項1】
少なくとも、紙層、ホットメルト樹脂層、樹脂フィルム層、接着剤層、及びシーラント層をこの順に有する積層体からなる蓋材であって、
該紙層と該樹脂フィルム層とは、ホットメルト樹脂層を介してホットメルトラミネート法により積層されており、
該積層体は、アルミニウムよりなる層を有しないことを特徴とする、上記蓋材。
【請求項2】
前記ホットメルト樹脂層が、エチレン酢酸ビニル共重合体、エチレンメタアクリル酸共重合体、エチレンメタアクリル酸メチル共重合体、天然もしくは合成ゴム、オレフィン樹脂、ポリウレタン樹脂、ポリアミド樹脂、またはこれらの混合物を含むホットメルト樹脂組成物からなる層であることを特徴とする、請求項1に記載の蓋材。
【請求項3】
前記ホットメルト樹脂層の厚さが、1〜20μmであることを特徴とする、請求項1又は2に記載の蓋材。
【請求項4】
前記樹脂フィルム層と前記接着剤層との間に、更に、保香性及びガスバリア性を有する内容物保護層を有する、請求項1〜3のいずれか1項に記載の蓋材。
【請求項5】
前記ホットメルト樹脂層が、ドット状、ストライプ状、又は格子状に部分的に形成されることを特徴とする、請求項1〜4のいずれか1項に記載の蓋材。
【請求項1】
少なくとも、紙層、ホットメルト樹脂層、樹脂フィルム層、接着剤層、及びシーラント層をこの順に有する積層体からなる蓋材であって、
該紙層と該樹脂フィルム層とは、ホットメルト樹脂層を介してホットメルトラミネート法により積層されており、
該積層体は、アルミニウムよりなる層を有しないことを特徴とする、上記蓋材。
【請求項2】
前記ホットメルト樹脂層が、エチレン酢酸ビニル共重合体、エチレンメタアクリル酸共重合体、エチレンメタアクリル酸メチル共重合体、天然もしくは合成ゴム、オレフィン樹脂、ポリウレタン樹脂、ポリアミド樹脂、またはこれらの混合物を含むホットメルト樹脂組成物からなる層であることを特徴とする、請求項1に記載の蓋材。
【請求項3】
前記ホットメルト樹脂層の厚さが、1〜20μmであることを特徴とする、請求項1又は2に記載の蓋材。
【請求項4】
前記樹脂フィルム層と前記接着剤層との間に、更に、保香性及びガスバリア性を有する内容物保護層を有する、請求項1〜3のいずれか1項に記載の蓋材。
【請求項5】
前記ホットメルト樹脂層が、ドット状、ストライプ状、又は格子状に部分的に形成されることを特徴とする、請求項1〜4のいずれか1項に記載の蓋材。
【図1】


【公開番号】特開2012−210963(P2012−210963A)
【公開日】平成24年11月1日(2012.11.1)
【国際特許分類】
【出願番号】特願2011−77331(P2011−77331)
【出願日】平成23年3月31日(2011.3.31)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
【公開日】平成24年11月1日(2012.11.1)
【国際特許分類】
【出願日】平成23年3月31日(2011.3.31)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
[ Back to top ]