
蓬含有フィルム及びその製造方法
【課題】蓬の鮮度保持の効果を長時間使用或いは繰り返し使用によっても保つことができ、かつ蓬成分を確実に分散させて均一な蓬の薬効を生じさせ得る均等な構成材からなり、広く安定した用途に使用可能な蓬含有フィルムの製造方法の提供。
【解決手段】蓬の茎及び根を含む蓬樹材を原料とする蓬ペレットと、生分解性のデンプン化合物を主原料とする生分解ペレットと、熱可塑性樹脂材からなる樹脂ペレットとをそれぞれ形成するペレット形成工程と、得られた3種のペレット一粒当たりの異種同士の重量比が所定のものとなるように混合・攪拌して混合ペレットO1を形成する混合工程と、この混合ペレットを吸引してホッパー32に取り込む取り込み工程と、取り込んだ混合ペレットを押し出し機4に投入して加熱溶融させながら押し出して溶融樹脂O2を形成する加熱溶融工程と、得られた溶融樹脂を空冷インフレーション成形するインフレーション工程を具備する。
【解決手段】蓬の茎及び根を含む蓬樹材を原料とする蓬ペレットと、生分解性のデンプン化合物を主原料とする生分解ペレットと、熱可塑性樹脂材からなる樹脂ペレットとをそれぞれ形成するペレット形成工程と、得られた3種のペレット一粒当たりの異種同士の重量比が所定のものとなるように混合・攪拌して混合ペレットO1を形成する混合工程と、この混合ペレットを吸引してホッパー32に取り込む取り込み工程と、取り込んだ混合ペレットを押し出し機4に投入して加熱溶融させながら押し出して溶融樹脂O2を形成する加熱溶融工程と、得られた溶融樹脂を空冷インフレーション成形するインフレーション工程を具備する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、蓬成分をフィルム内に分散含有した包装用袋である蓬含有フィルム及びその製造方法に関する。
【背景技術】
【0002】
蓬は抗菌、消炎、鎮痛及び脱臭などの薬効を有することが知られ、蓬成分を含有するフィルム或いはシート地を食品保存用包装材として用いることで、鮮度保持の作用や菌・カビに対する抵抗作用が得られる。とくに通常のポリエチレン製フィルムと比べて鮮度保持効果が高く、生鮮食品の品質低下による商品ロスを軽減することができる。
【0003】
このような蓬含有シート材として従来、乾燥された蓬を粉碎して網目体で濾過選別し、幹と葉緑素などが除去された蓬の短柔毛を殺菌消毒すると共に表面と内部の水分含有量が平衡になるようにし、この蓬の短柔毛を、通常の制紙工程に準備される保管タンクに入れて水と均一に分散させながら、リファイナで供給して解離される長繊維パルプと混合されるようにし、これを抄紙して脱水乾燥する製法が開示される(特許文献1参照)。このようにしてできたシート材をパッドの内側に積層することで、高吸収性ポリマーパッドに代わる生理帯として使用することができる、とされる。
【0004】
またもぐさシートとして従来、乾燥状態で解繊したよもぎの葉に、熱溶融製合成樹脂の繊維又は粉末を混合した後、シート状となし、加熱固着させたものが開示される(特許文献2参照)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特許第3111377号公報
【特許文献2】実用新案公開平1−98636号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら上記従来の蓬含有シートやもぐさシートは、表面に露出した蓬成分によって薬効を得るものであるため、蓬の作用を長時間保つことができず、長時間或いは繰り返し使用のための鮮度保持フィルムに適さないものであった。
【0007】
特に上記蓬含有シートのパッドは、蓬成分を一旦水内に分散させるという工程上、水溶性成分を含むものとすることができない。このため水分蒸発による効果継続を一切期待できないものであった。
【0008】
また特に解繊させた蓬の葉は軽く薬効が比較的小さいため、上記もぐさシートのように、解繊させた蓬の葉と樹脂繊維或いは樹脂粉末との混合を均一に行うことは困難であり、蓬成分の分散が不均一となり、面状に均一な蓬の薬効を生じさせることが困難であった。
【0009】
そこで本発明では、蓬の鮮度保持の作用を長時間使用或いは繰り返し使用によっても保つことができ、かつ蓬成分を確実に分散させて均一な蓬の作用を生じさせ得る均等な構成材からなり、広く安定した用途に使用することのできる蓬含有フィルムの製造方法を提供することを課題とする。
【課題を解決するための手段】
【0010】
本発明は上記課題を解決すべく以下(1)〜(3)の手段を採用している。
【0011】
(1)本発明の蓬含有フィルムの製造方法は、
蓬の茎及び根を含む蓬樹材を原料とする蓬ペレットと、生分解性のデンプン化合物を主原料として10重量%以上含む生分解ペレットと、熱可塑性樹脂材からなる樹脂ペレットとをそれぞれ形成するペレット形成工程と、
得られた3種のペレット一粒当たりの異種同士の重量比が1.5以下のものとしてそれぞれ複数粒ずつ所定の重量比で混合・攪拌して混合ペレットを形成する混合工程と、
この混合ペレットを吸引してホッパーに取り込む取り込み工程と、
取り込んだ混合ペレットを押し出し機に投入して加熱溶融させながら押し出して溶融樹脂を形成する加熱溶融工程と、
得られた溶融樹脂を、縦方向のダイへ送り込んで空冷インフレーション成形し、対向する一対の安定板で挟み込んでチューブ体を形成するインフレーション工程と、得られたチューブ体を巻き取る巻取り工程とを具備することを特徴とする。
【0012】
(2)前記蓬含有フィルムの製造方法において、蓬ペレットと生分解ペレットと樹脂ペレットの比重の比が(0.9〜1.2):(0.9〜1.1):(0.9〜1.2)の範囲にあることが好ましい。
【0013】
(3)前記いずれか記載の蓬含有フィルムの製造方法において、蓬ペレットのペレット成形工程が、茎及び根を含む蓬樹材を含水率5%以下にまで乾燥させた乾燥蓬樹材5〜20重量%と、ポリエチレン樹脂80〜95重量%とからなる蓬混合材を造粒するものであることが好ましい。
【発明の効果】
【0014】
本発明の蓬含有フィルムの製造方法は上記手段を講じており、空冷インフレーション成形によって蓬の鮮度保持の効果を長時間使用或いは繰り返し使用によっても保つことができ、かつ空冷インフレーション成形前に所定のペレット工程と混合工程と取り込み工程を経て加熱溶融することで、蓬成分を確実に分散させることができ、これによって均一な蓬の薬効を生じさせ得る均等な構成材からなり、広く安定した用途に使用することのできる蓬含有フィルムを提供することができる。
【図面の簡単な説明】
【0015】
【図1】本発明の蓬含有フィルムの製造方法におけるペレット形成工程の一の装置例の説明図。
【図2】本発明のペレット形成工程の、図1とは異なる他の装置例の説明図。
【図3】本発明の蓬含有フィルムの製造方法における混合工程及び取り込み工程の工程説明図。
【図4】本発明の蓬含有フィルムの製造方法における混合工程からインフレーション工程までの工程説明図。
【図5】本発明の蓬含有フィルムの製造方法における混合工程以降の製造工程に用いる装置説明図。
【図6】本発明の蓬含有フィルムの一実施例の断面構造説明図。
【発明を実施するための形態】
【0016】
以下、本蓬含有フィルムの製造方法及びこれによって得られる蓬含有フィルムの実施形態を、実施例として示す各図と共に説明する。
【0017】
(蓬含有フィルムの製造方法)
本発明の蓬含有フィルムの製造方法は、以下の工程を順に具備する。
・蓬の茎及び根を含む蓬樹材を原料とする蓬ペレットと、生分解性のデンプン化合物を主原料として10重量%以上含む生分解ペレットと、熱可塑性樹脂材からなる樹脂ペレットとをそれぞれ形成するペレット形成工程(図1または図2)
・得られた3種のペレット一粒当たりの異種同士の重量比が1.5以下かつ体積比が2.0以下のものとしてそれぞれ複数粒ずつ所定の重量比で混合・攪拌して混合ペレットを形成する混合工程(図3左図)
・混合ペレットを吸引してホッパーに取り込む取り込み工程(図3右図)
・取り込んだ混合ペレットを押し出し機に投入して加熱溶融させながら押し出して溶融樹脂を形成する加熱溶融工程(図4)
・得られた溶融樹脂を、縦方向のダイへ送り込んでインフレーション成形し、対向する一対の安定板で挟み込んで長尺のチューブ体を形成するインフレーション工程(図4左)
・得られたチューブ体を巻き取り機によってロール状又はつづら状に巻き取る巻取り工程(図5)
インフレーション工程によって得られたチューブ体の両側部を、巻取り工程の前後においてナイフで切り開く切開工程を経ることで、一枚のシート状の蓬含有フィルムが得られる。適宜大きさにカットすることで、鮮度保持等のための保存シートや、食品加工等の衛生作業を行う際の作業台や床に敷くための敷設シート、或いは生鮮品をはじめとする各種商品の包装シートとして用いられる。
【0018】
また巻取り工程によって巻き取られたチューブ体から袋状のものに成袋することもできる。この場合、巻取り工程によって巻き取られたチューブ体を引き出して所定長さ毎に幅方向に亘る領域を融着して袋底部を形成し、袋底部に沿って切断するかミシン罫を入れる袋形成工程を経ることで、蓬含有フィルム製の袋体が連続的に形成される。この袋体は例えば、食品保存用袋や保存材収容袋として用いられる。以下、上記各工程及び各構成について詳述する。
【0019】
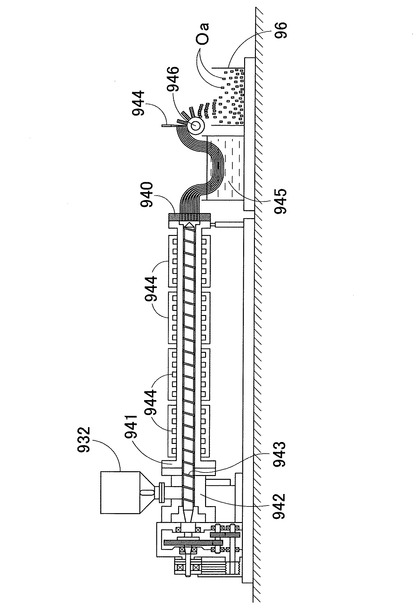
(蓬ペレットのペレット成形工程)
蓬ペレットのペレット成形工程は、茎及び根を含む蓬樹材を含水率5%以下にまで乾燥させた乾燥蓬樹材5〜20重量%と、ポリオレフィン樹脂80〜95重量%とからなる蓬混合材を造粒するものであることが好ましい。ポリオレフィン樹脂としては例えばLDPE(低密度ポリエチレン)、LLDPE(リニア低密度ポリエチレン)、HDPE(高密度ポリエチレン)といったエチレン重合樹脂のいずれかを用いることができる。蓬ペレットの造粒は、例えば図1に示すような側方可塑化押し出し機によって連続的に行われる。
【0020】
図1では固形の乾燥蓬樹材とポリオレフィン樹脂とを原料ホッパー932に投入して略均一に混合された蓬混合材とし、これを可塑化押し出し機へ供給して側方運搬中に可塑化溶融する。可塑化溶融された流体状の蓬混合材樹脂は、可塑化押し出し機の側方押し出し口先端に設けられた孔空きシャッター940を通ることでチューブ孔からチューブ状に形成され、分散溶液内で分散された後にローラー946で巻き取られ、カッター944によって所定長さのペレット形状に切断される。可塑化押し出し機は原料ホッパー932から樹脂を下方供給するホッパーグランド942と、その下方からシリンダ941内をシリンダ軸の方向に伸びて原料を送り出すスクリュー943と、スクリュー943を囲うシリンダ941の長さ方向に沿って備えられてシリンダ941を加熱する複数のヒーター944と、シリンダ941の端部に設けられた孔空きシャッター940とから構成される。
【0021】
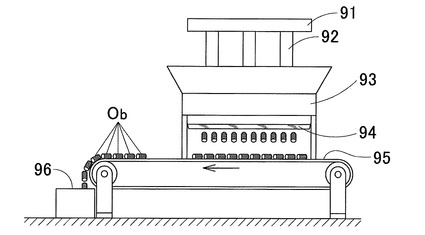
(生分解ペレットのペレット成形工程)
生分解ペレットのペレット成形工程は、分子量50〜200のグリコシド結合のでんぷん粉末を乳化剤溶液へ分散させ加熱した混練物を造粒後、乾燥させたものである。生分解ペレットの造粒は、例えば図2に示すような下方プレス押し出し機によって連続的に行われる。図2では固形の乾燥蓬樹材とポリオレフィン樹脂とが混合略均一に分散された蓬混合材とを可塑化した蓬混合流動材を下方プレス押し出し機によって下方に押し出した直後に水平カッター94によって水平方向へ切断し、コンベア95上に蓬ペレットOaを連続供給している。下方プレス押し出し機は、上部にホッパー口を、下部に排出口を有して内部空間内に蓬混合流動材を充填する貯留室93と、貯留室93のホッパー口に差し込まれ、上方板91下面から縦方向に連なる複数本のプレスバー92の先に形成されたプレス板と、貯留室93内の排出口下部に設けた孔空きシャッターとを具備し、貯留室93内の蓬混合流動材を、上方板91の垂直方向動作によって下方プレスして、排出口付近の孔空きシャッターのチューブ孔を通じて下方へ柱状に押し出し、押し出した複数本の柱状の蓬混合流動材を、水平カッターによって同時に切断して、所定長さの円柱状の蓬ペレットOaとして下方のコンベア95上へ連続供給し、コンベア95上で冷却運搬しながら、その運搬先に配したペレット貯留部96内へ投入する。
【0022】
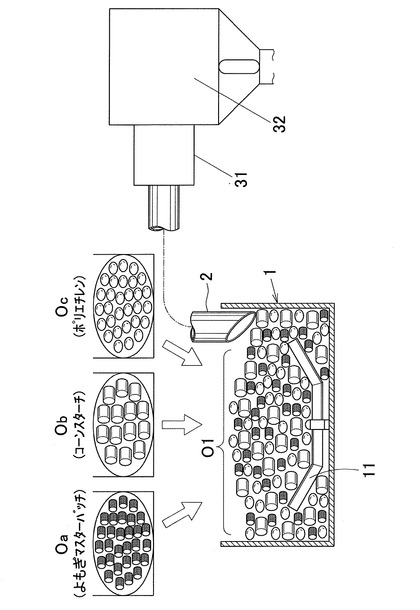
(混合工程及び取り込み工程)
混合工程では、得られた3種のペレットを所定の重量比で混合容器1内に投入し、投入した各種ペレットを、混合容器1の底部に設けられた屈曲棒状の攪拌羽根11の回転によって攪拌することで、混合ペレットO1を構成する(図3左図)。そして取り込み工程では、混合容器1の上方から垂直に差し込んだ吸引ノズル2によって、混合容器1内の混合ペレットを吸引機31で吸引し、ホッパー32内に取り込んでいる(図3右図)。
【0023】
(3種のペレット同士の各種比率)
得られた3種のペレット一粒当たりの異種同士の重量比は、生分解ペレット/蓬ペレット、蓬ペレット/樹脂ペレット、生分解/樹脂ペレットのいずれも1.5以下であり、体積比は、生分解ペレット/蓬ペレット、蓬ペレット/樹脂ペレット、生分解/樹脂ペレットのいずれも2.0以下である。また蓬ペレットと生分解ペレットと樹脂ペレットの比重の比が(0.9〜1.2):(0.9〜1.1):(0.9〜1.2)の範囲にある。
【0024】
そして蓬ペレットと生分解ペレットと樹脂ペレットの混合比率は、用途や繰り返し頻度或いはコストによって(1.5〜2):(0.5〜4):(4〜8)の範囲或いはそれ以外の範囲に適宜調整することができる。例えば蓬ペレットと生分解ペレットと樹脂ペレットの順に重量比2:4:4で混合すれば、水で洗い流した後も蓬の成分による作用が継続し、繰り返して使用可能なものとなる。また同比(1.5〜2):(0.5〜1):(7〜8)で混合すれば、使用開始から1週間乃至1か月までの初期期間において、蓬成分による十分な作用が得られ、かつコストパフォーマンスに優れた、使い捨て使用が可能なものとなる。
【0025】
(密閉保存による観察試験)
例えば蓬ペレットと生分解ペレットと樹脂ペレットの順に重量比2:4:4の割合で混合した試作フィルムA(重量換算による厚さ40μm、厚み計測定による厚さ70〜130μm)、及びポリエチレンフィルム(厚さ60μm)について、それぞれ24時間の水蒸気透過量を測定したところ、試作フィルムAでは水蒸気透過量12.5g/m2であるのに対し、ポリエチレンフィルムでは3.7g/m2であった。水蒸気透過量が60μmのLDPEフィルムのWVTの一般的数値7.5g/m2と比較しても、試作フィルムAは倍近い大きな水蒸気透過量となっており、一般のガス透過量も大きいことが当然に想定される。これは密閉保管時において、植物などから出るエチレンガスや水分を外部へ放出させ、密閉空間での蒸れ現象を抑制する作用に繋がる。
【0026】
実際に前記試作フィルムAとポリエチレンフィルムについて、それぞれ袋状に加工して12個の苺、4切れの桃、5つのさくらんぼをそれぞれ入れて密封したまま常温保存し、腐敗或いはカビ発生の個体数を経過観察した。その結果、ポリエチレンフィルムでは腐敗個体が2日目から生じ、4日目には過半数となり、5日目乃至6日目以降はすべてが腐敗個体となった。これに対して試作フィルムAでは腐敗個体が3日目から生じ、6日目乃至7日目に過半数となり、7日経過時点で4分の一以上が腐敗せずに残った。このことから本発明の試作フィルムでは、抗菌作用、抗カビ作用、植物の活性化の作用といった保存作用が生じているといえる。
【0027】
また、蓬ペレットと生分解ペレットと樹脂ペレットの順に重量比2:4:4の割合で混合した前記試作フィルムA、重量比1.5:1.5:7の割合で混合した試作フィルムB、並びに同重量比1:1:8の割合で混合して得られた試作フィルムCについて、それぞれ袋状に加工して10個以上の苺を入れて密封したまま常温保存し、カビの発生個体数を経過観察した。その結果、使用開始から1週間程度まではいずれも同程度の保存性能が生じていた。また1週間を超えて2週間経過までの間の保存性能に関しては、試作フィルムCが試作フィルムA,Bより劣り、1週間を超えてさらに1か月経過までの間の保存性能に関しては、試作フィルムBが試作フィルムAよりやや劣る結果となった。また桃の密閉常温保存を行ったところ、試作フィルムABCについてほぼ同様の傾向が見られた。このことから使用開始から少なくとも1週間までの間は、ABC共に、果物に対してほぼ同じ抗菌・防カビ・蒸れ減少抑制といった保管性能の初期作用が継続するといえる。また、蓬ペレットの重量比が1.5%〜2.0%以上であれば、果物の保存性を十分に発揮することができるといえる。
【0028】
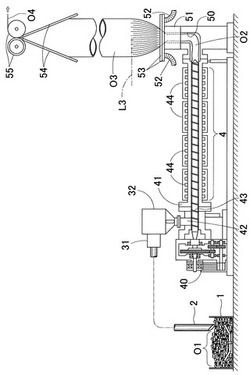
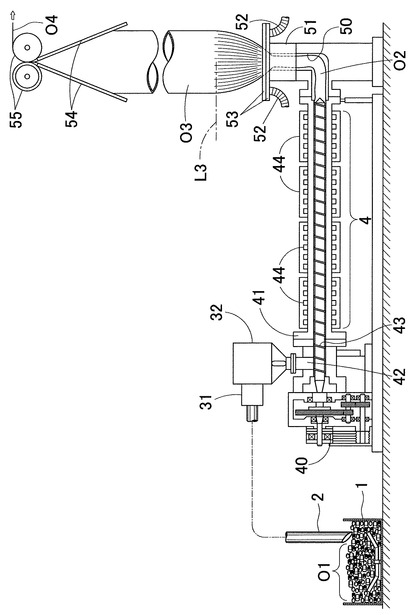
(加熱溶融工程およびインフレーション工程)
加熱溶融工程では、ホッパー32内に取り込んだ混合ペレットを押し出し機に投入して加熱溶融させながら押し出して溶融樹脂を形成しており、インフレーション工程では、得られた溶融樹脂を、縦方向のダイへ送り込み、対向する一対の安定板で挟み込んでチューブ体へインフレーション成形する(図4)。
【0029】
具体的には両端にフランジ構造を有し、水平方向に伸長した筒状のシリンダ41内に、水平方向に伸びるスクリュー43が回転可能に収納され、スクリュー43の基端側が、シリンダ41から突出し、減速機を有する動力部40に軸連結されて所定のトルクでスクリュー43に回転動力を与えるようになっている。またスクリュー43の基端側のシリンダ41から突出した部分はホッパーグランド42として、上方側がホッパー32と連通してホッパー32内の混合ペレットO1をスクリュー43表面であってシリンダ41の筒内に取り込むようにしてある。
【0030】
シリンダ41の外周部には長さ方向に沿って等間隔に4つのヒーター44が周着構成され、スクリュー43で運搬された混合ペレットO1を加熱溶融させて溶融樹脂O2を形成する。溶融樹脂O2はシリンダ41の先端の排出口から排出される。
【0031】
溶融樹脂O2は断面L字の誘導路50によって上方へ誘導され、ダイ51内のスリットを通って、ダイ51の先のフランジ53の周囲下部から接続された複数本の空気供給管52によって、チューブ状の溶融膜へとインフレーション成形され、フラストラインL3よりも上方で等幅のまま縦方向に連なる長尺のチューブ体O3となる。
【0032】
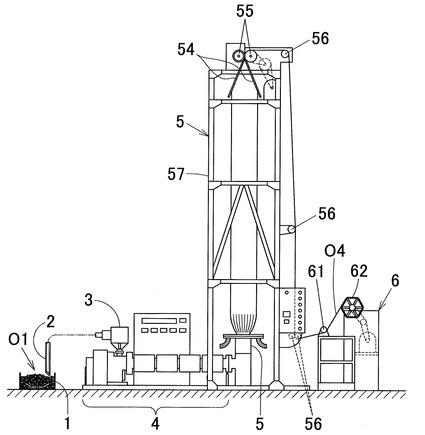
(巻取り工程)
巻取り工程では得られた長尺のチューブ体を巻き取る。具体的には空冷インフレーション器5を経て得られた長尺のチューブ体O3は、ダイ51の上方に伸びる枠体57の上部にて冷却した後に、対向して傾斜配置された安定板54間に挟み込まれる。安定板54は枠体57の上部に支持され、板の上部が近接するようにハの字状に配置される。安定板54間に挟み込まれたチューブ体O3は、安定板54の近接部の上部に対向して設けられたピンチロール55によって扁平チューブシートO4となり、図5に示す複数のガイドロール56によって下方へ誘導され、巻き取りダイス62を有する巻き取り機6によってロール状に巻き取られる。
【0033】
(乾式抄紙について)上記のようなインフレーション成形のほか、抄紙工程としてカード機等による乾式抄紙を採用することも可能である。
【0034】
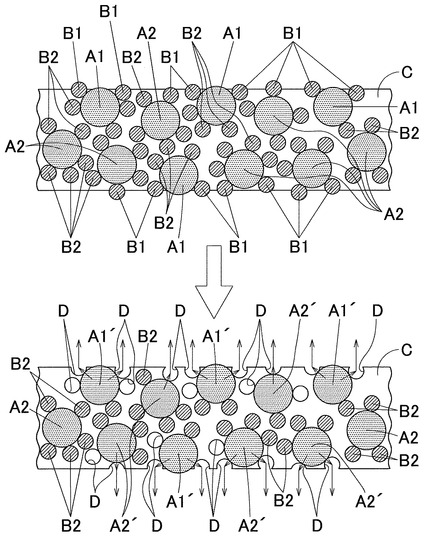
(蓬含有フィルムの構成)
上記製法によって得られた本発明の蓬含有フィルムは、空冷インフレーション成形機によって包装袋状に連続形成されたものであり、図6に示すように蓬成分はフィルム基材C内の表面及び内部へ分散し、一部が表面に露出した表面蓬成分A1と露出しない内部蓬成分A2とに分類される。この蓬成分の周りに、生分解樹脂成分B1,B2がランダムに付着分散している(図6上図)。生分解樹脂成分も同様に、一部が表面に露出した表面生分解成分B1と露出しない内部生分解成分B2とに分類される。
【0035】
繰り返し使用によって生分解樹脂成分Bは一部が生分解してフィルム構造から抜けおち。欠落部Dが構成される。この欠落部Dが表面に構成された蓬成分A1´,A2´の表面には欠落部Dによって新たな成分面が露出することとなり、図6下図のような繰り返し使用後或いは経時後の状態でも蓬成分による効能を発揮することができる。
【0036】
表面蓬成分同士は凝集することなく分散しているため、フィルム表面の接触面が面状ではなく点状となり、蓬成分の小さい接触面積によって抗菌・抗カビ作用を効果的に得ることができる。
【0037】
また生分解樹脂成分が生分解することでエチレンガスを吸着あるいは透過させることで、不活性ガスの充満による鮮度低下を抑えることができる。
【0038】
黒コウジカビ、アオカビ、大腸菌それぞれの培養シャーレ内に蓬フィルムをおいた培養試験を行ったところ、蓬フィルム部分だけ菌の繁殖がなく、蓬成分に含まれるクロロフィルやフラボノイドによる良質の強い抵抗作用が確認された。
【0039】
また生分解樹脂によって水分活性が低下することで菌の生育を抑え、包装内空気の蒸れの防止効果がある。
【産業上の利用可能性】
【0040】
本製造方法による蓬含有フィルムは、包装用シート、袋体のほか、下敷き用シート、清掃シート、表面保護シートといった抗菌機能を要求される各種シート材として使用される。また生鮮食品用容器として使用される食品の受け皿やカップ入り乾燥めんなどのカップ容器、使い捨て商品として使用されるコップ、皿などの食品容器表面のコート剤として使用されれば、脱石油製品の開発品となることで、自然環境対策の社会的要求にこたえることができる。
【0041】
本発明の構成は以上であるが、本処理システムは上述の実施例に限定されず、本発明の趣旨を逸脱しない範囲で、構成要素の抽出、一部構成要素の削除、代替構成への置換、対象物の変更、大きさや時間、運転速度の調整といった各種変更を行うことができる。本発明はこれらの変更後の製造方法、各製造設備からなるシステム、及び、成型前のチューブ体、熱溶融樹脂といった中間製造品を含む。
【符号の説明】
【0042】
32 ホッパー
4 押し出し機
40 動力部
41 シリンダ
42 ホッパーグランド
43 スクリュー
44 ヒーター
5 空冷インフレーション器
51 ダイ
52空気供給管
53 フランジ
54 安定板
56 ガイドロール
57 枠体
6 巻き取り機
L3 フラストライン
O1 混合ペレット
O2 溶融樹脂
O3 チューブ体
O4 扁平チューブシート
A1、A1´ 表面蓬成分
A2、A2´ 内部蓬成分
B1 表面生分解成分
B2 内部生分解成分
C フィルム基材
D 欠落部
【技術分野】
【0001】
本発明は、蓬成分をフィルム内に分散含有した包装用袋である蓬含有フィルム及びその製造方法に関する。
【背景技術】
【0002】
蓬は抗菌、消炎、鎮痛及び脱臭などの薬効を有することが知られ、蓬成分を含有するフィルム或いはシート地を食品保存用包装材として用いることで、鮮度保持の作用や菌・カビに対する抵抗作用が得られる。とくに通常のポリエチレン製フィルムと比べて鮮度保持効果が高く、生鮮食品の品質低下による商品ロスを軽減することができる。
【0003】
このような蓬含有シート材として従来、乾燥された蓬を粉碎して網目体で濾過選別し、幹と葉緑素などが除去された蓬の短柔毛を殺菌消毒すると共に表面と内部の水分含有量が平衡になるようにし、この蓬の短柔毛を、通常の制紙工程に準備される保管タンクに入れて水と均一に分散させながら、リファイナで供給して解離される長繊維パルプと混合されるようにし、これを抄紙して脱水乾燥する製法が開示される(特許文献1参照)。このようにしてできたシート材をパッドの内側に積層することで、高吸収性ポリマーパッドに代わる生理帯として使用することができる、とされる。
【0004】
またもぐさシートとして従来、乾燥状態で解繊したよもぎの葉に、熱溶融製合成樹脂の繊維又は粉末を混合した後、シート状となし、加熱固着させたものが開示される(特許文献2参照)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特許第3111377号公報
【特許文献2】実用新案公開平1−98636号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら上記従来の蓬含有シートやもぐさシートは、表面に露出した蓬成分によって薬効を得るものであるため、蓬の作用を長時間保つことができず、長時間或いは繰り返し使用のための鮮度保持フィルムに適さないものであった。
【0007】
特に上記蓬含有シートのパッドは、蓬成分を一旦水内に分散させるという工程上、水溶性成分を含むものとすることができない。このため水分蒸発による効果継続を一切期待できないものであった。
【0008】
また特に解繊させた蓬の葉は軽く薬効が比較的小さいため、上記もぐさシートのように、解繊させた蓬の葉と樹脂繊維或いは樹脂粉末との混合を均一に行うことは困難であり、蓬成分の分散が不均一となり、面状に均一な蓬の薬効を生じさせることが困難であった。
【0009】
そこで本発明では、蓬の鮮度保持の作用を長時間使用或いは繰り返し使用によっても保つことができ、かつ蓬成分を確実に分散させて均一な蓬の作用を生じさせ得る均等な構成材からなり、広く安定した用途に使用することのできる蓬含有フィルムの製造方法を提供することを課題とする。
【課題を解決するための手段】
【0010】
本発明は上記課題を解決すべく以下(1)〜(3)の手段を採用している。
【0011】
(1)本発明の蓬含有フィルムの製造方法は、
蓬の茎及び根を含む蓬樹材を原料とする蓬ペレットと、生分解性のデンプン化合物を主原料として10重量%以上含む生分解ペレットと、熱可塑性樹脂材からなる樹脂ペレットとをそれぞれ形成するペレット形成工程と、
得られた3種のペレット一粒当たりの異種同士の重量比が1.5以下のものとしてそれぞれ複数粒ずつ所定の重量比で混合・攪拌して混合ペレットを形成する混合工程と、
この混合ペレットを吸引してホッパーに取り込む取り込み工程と、
取り込んだ混合ペレットを押し出し機に投入して加熱溶融させながら押し出して溶融樹脂を形成する加熱溶融工程と、
得られた溶融樹脂を、縦方向のダイへ送り込んで空冷インフレーション成形し、対向する一対の安定板で挟み込んでチューブ体を形成するインフレーション工程と、得られたチューブ体を巻き取る巻取り工程とを具備することを特徴とする。
【0012】
(2)前記蓬含有フィルムの製造方法において、蓬ペレットと生分解ペレットと樹脂ペレットの比重の比が(0.9〜1.2):(0.9〜1.1):(0.9〜1.2)の範囲にあることが好ましい。
【0013】
(3)前記いずれか記載の蓬含有フィルムの製造方法において、蓬ペレットのペレット成形工程が、茎及び根を含む蓬樹材を含水率5%以下にまで乾燥させた乾燥蓬樹材5〜20重量%と、ポリエチレン樹脂80〜95重量%とからなる蓬混合材を造粒するものであることが好ましい。
【発明の効果】
【0014】
本発明の蓬含有フィルムの製造方法は上記手段を講じており、空冷インフレーション成形によって蓬の鮮度保持の効果を長時間使用或いは繰り返し使用によっても保つことができ、かつ空冷インフレーション成形前に所定のペレット工程と混合工程と取り込み工程を経て加熱溶融することで、蓬成分を確実に分散させることができ、これによって均一な蓬の薬効を生じさせ得る均等な構成材からなり、広く安定した用途に使用することのできる蓬含有フィルムを提供することができる。
【図面の簡単な説明】
【0015】
【図1】本発明の蓬含有フィルムの製造方法におけるペレット形成工程の一の装置例の説明図。
【図2】本発明のペレット形成工程の、図1とは異なる他の装置例の説明図。
【図3】本発明の蓬含有フィルムの製造方法における混合工程及び取り込み工程の工程説明図。
【図4】本発明の蓬含有フィルムの製造方法における混合工程からインフレーション工程までの工程説明図。
【図5】本発明の蓬含有フィルムの製造方法における混合工程以降の製造工程に用いる装置説明図。
【図6】本発明の蓬含有フィルムの一実施例の断面構造説明図。
【発明を実施するための形態】
【0016】
以下、本蓬含有フィルムの製造方法及びこれによって得られる蓬含有フィルムの実施形態を、実施例として示す各図と共に説明する。
【0017】
(蓬含有フィルムの製造方法)
本発明の蓬含有フィルムの製造方法は、以下の工程を順に具備する。
・蓬の茎及び根を含む蓬樹材を原料とする蓬ペレットと、生分解性のデンプン化合物を主原料として10重量%以上含む生分解ペレットと、熱可塑性樹脂材からなる樹脂ペレットとをそれぞれ形成するペレット形成工程(図1または図2)
・得られた3種のペレット一粒当たりの異種同士の重量比が1.5以下かつ体積比が2.0以下のものとしてそれぞれ複数粒ずつ所定の重量比で混合・攪拌して混合ペレットを形成する混合工程(図3左図)
・混合ペレットを吸引してホッパーに取り込む取り込み工程(図3右図)
・取り込んだ混合ペレットを押し出し機に投入して加熱溶融させながら押し出して溶融樹脂を形成する加熱溶融工程(図4)
・得られた溶融樹脂を、縦方向のダイへ送り込んでインフレーション成形し、対向する一対の安定板で挟み込んで長尺のチューブ体を形成するインフレーション工程(図4左)
・得られたチューブ体を巻き取り機によってロール状又はつづら状に巻き取る巻取り工程(図5)
インフレーション工程によって得られたチューブ体の両側部を、巻取り工程の前後においてナイフで切り開く切開工程を経ることで、一枚のシート状の蓬含有フィルムが得られる。適宜大きさにカットすることで、鮮度保持等のための保存シートや、食品加工等の衛生作業を行う際の作業台や床に敷くための敷設シート、或いは生鮮品をはじめとする各種商品の包装シートとして用いられる。
【0018】
また巻取り工程によって巻き取られたチューブ体から袋状のものに成袋することもできる。この場合、巻取り工程によって巻き取られたチューブ体を引き出して所定長さ毎に幅方向に亘る領域を融着して袋底部を形成し、袋底部に沿って切断するかミシン罫を入れる袋形成工程を経ることで、蓬含有フィルム製の袋体が連続的に形成される。この袋体は例えば、食品保存用袋や保存材収容袋として用いられる。以下、上記各工程及び各構成について詳述する。
【0019】
(蓬ペレットのペレット成形工程)
蓬ペレットのペレット成形工程は、茎及び根を含む蓬樹材を含水率5%以下にまで乾燥させた乾燥蓬樹材5〜20重量%と、ポリオレフィン樹脂80〜95重量%とからなる蓬混合材を造粒するものであることが好ましい。ポリオレフィン樹脂としては例えばLDPE(低密度ポリエチレン)、LLDPE(リニア低密度ポリエチレン)、HDPE(高密度ポリエチレン)といったエチレン重合樹脂のいずれかを用いることができる。蓬ペレットの造粒は、例えば図1に示すような側方可塑化押し出し機によって連続的に行われる。
【0020】
図1では固形の乾燥蓬樹材とポリオレフィン樹脂とを原料ホッパー932に投入して略均一に混合された蓬混合材とし、これを可塑化押し出し機へ供給して側方運搬中に可塑化溶融する。可塑化溶融された流体状の蓬混合材樹脂は、可塑化押し出し機の側方押し出し口先端に設けられた孔空きシャッター940を通ることでチューブ孔からチューブ状に形成され、分散溶液内で分散された後にローラー946で巻き取られ、カッター944によって所定長さのペレット形状に切断される。可塑化押し出し機は原料ホッパー932から樹脂を下方供給するホッパーグランド942と、その下方からシリンダ941内をシリンダ軸の方向に伸びて原料を送り出すスクリュー943と、スクリュー943を囲うシリンダ941の長さ方向に沿って備えられてシリンダ941を加熱する複数のヒーター944と、シリンダ941の端部に設けられた孔空きシャッター940とから構成される。
【0021】
(生分解ペレットのペレット成形工程)
生分解ペレットのペレット成形工程は、分子量50〜200のグリコシド結合のでんぷん粉末を乳化剤溶液へ分散させ加熱した混練物を造粒後、乾燥させたものである。生分解ペレットの造粒は、例えば図2に示すような下方プレス押し出し機によって連続的に行われる。図2では固形の乾燥蓬樹材とポリオレフィン樹脂とが混合略均一に分散された蓬混合材とを可塑化した蓬混合流動材を下方プレス押し出し機によって下方に押し出した直後に水平カッター94によって水平方向へ切断し、コンベア95上に蓬ペレットOaを連続供給している。下方プレス押し出し機は、上部にホッパー口を、下部に排出口を有して内部空間内に蓬混合流動材を充填する貯留室93と、貯留室93のホッパー口に差し込まれ、上方板91下面から縦方向に連なる複数本のプレスバー92の先に形成されたプレス板と、貯留室93内の排出口下部に設けた孔空きシャッターとを具備し、貯留室93内の蓬混合流動材を、上方板91の垂直方向動作によって下方プレスして、排出口付近の孔空きシャッターのチューブ孔を通じて下方へ柱状に押し出し、押し出した複数本の柱状の蓬混合流動材を、水平カッターによって同時に切断して、所定長さの円柱状の蓬ペレットOaとして下方のコンベア95上へ連続供給し、コンベア95上で冷却運搬しながら、その運搬先に配したペレット貯留部96内へ投入する。
【0022】
(混合工程及び取り込み工程)
混合工程では、得られた3種のペレットを所定の重量比で混合容器1内に投入し、投入した各種ペレットを、混合容器1の底部に設けられた屈曲棒状の攪拌羽根11の回転によって攪拌することで、混合ペレットO1を構成する(図3左図)。そして取り込み工程では、混合容器1の上方から垂直に差し込んだ吸引ノズル2によって、混合容器1内の混合ペレットを吸引機31で吸引し、ホッパー32内に取り込んでいる(図3右図)。
【0023】
(3種のペレット同士の各種比率)
得られた3種のペレット一粒当たりの異種同士の重量比は、生分解ペレット/蓬ペレット、蓬ペレット/樹脂ペレット、生分解/樹脂ペレットのいずれも1.5以下であり、体積比は、生分解ペレット/蓬ペレット、蓬ペレット/樹脂ペレット、生分解/樹脂ペレットのいずれも2.0以下である。また蓬ペレットと生分解ペレットと樹脂ペレットの比重の比が(0.9〜1.2):(0.9〜1.1):(0.9〜1.2)の範囲にある。
【0024】
そして蓬ペレットと生分解ペレットと樹脂ペレットの混合比率は、用途や繰り返し頻度或いはコストによって(1.5〜2):(0.5〜4):(4〜8)の範囲或いはそれ以外の範囲に適宜調整することができる。例えば蓬ペレットと生分解ペレットと樹脂ペレットの順に重量比2:4:4で混合すれば、水で洗い流した後も蓬の成分による作用が継続し、繰り返して使用可能なものとなる。また同比(1.5〜2):(0.5〜1):(7〜8)で混合すれば、使用開始から1週間乃至1か月までの初期期間において、蓬成分による十分な作用が得られ、かつコストパフォーマンスに優れた、使い捨て使用が可能なものとなる。
【0025】
(密閉保存による観察試験)
例えば蓬ペレットと生分解ペレットと樹脂ペレットの順に重量比2:4:4の割合で混合した試作フィルムA(重量換算による厚さ40μm、厚み計測定による厚さ70〜130μm)、及びポリエチレンフィルム(厚さ60μm)について、それぞれ24時間の水蒸気透過量を測定したところ、試作フィルムAでは水蒸気透過量12.5g/m2であるのに対し、ポリエチレンフィルムでは3.7g/m2であった。水蒸気透過量が60μmのLDPEフィルムのWVTの一般的数値7.5g/m2と比較しても、試作フィルムAは倍近い大きな水蒸気透過量となっており、一般のガス透過量も大きいことが当然に想定される。これは密閉保管時において、植物などから出るエチレンガスや水分を外部へ放出させ、密閉空間での蒸れ現象を抑制する作用に繋がる。
【0026】
実際に前記試作フィルムAとポリエチレンフィルムについて、それぞれ袋状に加工して12個の苺、4切れの桃、5つのさくらんぼをそれぞれ入れて密封したまま常温保存し、腐敗或いはカビ発生の個体数を経過観察した。その結果、ポリエチレンフィルムでは腐敗個体が2日目から生じ、4日目には過半数となり、5日目乃至6日目以降はすべてが腐敗個体となった。これに対して試作フィルムAでは腐敗個体が3日目から生じ、6日目乃至7日目に過半数となり、7日経過時点で4分の一以上が腐敗せずに残った。このことから本発明の試作フィルムでは、抗菌作用、抗カビ作用、植物の活性化の作用といった保存作用が生じているといえる。
【0027】
また、蓬ペレットと生分解ペレットと樹脂ペレットの順に重量比2:4:4の割合で混合した前記試作フィルムA、重量比1.5:1.5:7の割合で混合した試作フィルムB、並びに同重量比1:1:8の割合で混合して得られた試作フィルムCについて、それぞれ袋状に加工して10個以上の苺を入れて密封したまま常温保存し、カビの発生個体数を経過観察した。その結果、使用開始から1週間程度まではいずれも同程度の保存性能が生じていた。また1週間を超えて2週間経過までの間の保存性能に関しては、試作フィルムCが試作フィルムA,Bより劣り、1週間を超えてさらに1か月経過までの間の保存性能に関しては、試作フィルムBが試作フィルムAよりやや劣る結果となった。また桃の密閉常温保存を行ったところ、試作フィルムABCについてほぼ同様の傾向が見られた。このことから使用開始から少なくとも1週間までの間は、ABC共に、果物に対してほぼ同じ抗菌・防カビ・蒸れ減少抑制といった保管性能の初期作用が継続するといえる。また、蓬ペレットの重量比が1.5%〜2.0%以上であれば、果物の保存性を十分に発揮することができるといえる。
【0028】
(加熱溶融工程およびインフレーション工程)
加熱溶融工程では、ホッパー32内に取り込んだ混合ペレットを押し出し機に投入して加熱溶融させながら押し出して溶融樹脂を形成しており、インフレーション工程では、得られた溶融樹脂を、縦方向のダイへ送り込み、対向する一対の安定板で挟み込んでチューブ体へインフレーション成形する(図4)。
【0029】
具体的には両端にフランジ構造を有し、水平方向に伸長した筒状のシリンダ41内に、水平方向に伸びるスクリュー43が回転可能に収納され、スクリュー43の基端側が、シリンダ41から突出し、減速機を有する動力部40に軸連結されて所定のトルクでスクリュー43に回転動力を与えるようになっている。またスクリュー43の基端側のシリンダ41から突出した部分はホッパーグランド42として、上方側がホッパー32と連通してホッパー32内の混合ペレットO1をスクリュー43表面であってシリンダ41の筒内に取り込むようにしてある。
【0030】
シリンダ41の外周部には長さ方向に沿って等間隔に4つのヒーター44が周着構成され、スクリュー43で運搬された混合ペレットO1を加熱溶融させて溶融樹脂O2を形成する。溶融樹脂O2はシリンダ41の先端の排出口から排出される。
【0031】
溶融樹脂O2は断面L字の誘導路50によって上方へ誘導され、ダイ51内のスリットを通って、ダイ51の先のフランジ53の周囲下部から接続された複数本の空気供給管52によって、チューブ状の溶融膜へとインフレーション成形され、フラストラインL3よりも上方で等幅のまま縦方向に連なる長尺のチューブ体O3となる。
【0032】
(巻取り工程)
巻取り工程では得られた長尺のチューブ体を巻き取る。具体的には空冷インフレーション器5を経て得られた長尺のチューブ体O3は、ダイ51の上方に伸びる枠体57の上部にて冷却した後に、対向して傾斜配置された安定板54間に挟み込まれる。安定板54は枠体57の上部に支持され、板の上部が近接するようにハの字状に配置される。安定板54間に挟み込まれたチューブ体O3は、安定板54の近接部の上部に対向して設けられたピンチロール55によって扁平チューブシートO4となり、図5に示す複数のガイドロール56によって下方へ誘導され、巻き取りダイス62を有する巻き取り機6によってロール状に巻き取られる。
【0033】
(乾式抄紙について)上記のようなインフレーション成形のほか、抄紙工程としてカード機等による乾式抄紙を採用することも可能である。
【0034】
(蓬含有フィルムの構成)
上記製法によって得られた本発明の蓬含有フィルムは、空冷インフレーション成形機によって包装袋状に連続形成されたものであり、図6に示すように蓬成分はフィルム基材C内の表面及び内部へ分散し、一部が表面に露出した表面蓬成分A1と露出しない内部蓬成分A2とに分類される。この蓬成分の周りに、生分解樹脂成分B1,B2がランダムに付着分散している(図6上図)。生分解樹脂成分も同様に、一部が表面に露出した表面生分解成分B1と露出しない内部生分解成分B2とに分類される。
【0035】
繰り返し使用によって生分解樹脂成分Bは一部が生分解してフィルム構造から抜けおち。欠落部Dが構成される。この欠落部Dが表面に構成された蓬成分A1´,A2´の表面には欠落部Dによって新たな成分面が露出することとなり、図6下図のような繰り返し使用後或いは経時後の状態でも蓬成分による効能を発揮することができる。
【0036】
表面蓬成分同士は凝集することなく分散しているため、フィルム表面の接触面が面状ではなく点状となり、蓬成分の小さい接触面積によって抗菌・抗カビ作用を効果的に得ることができる。
【0037】
また生分解樹脂成分が生分解することでエチレンガスを吸着あるいは透過させることで、不活性ガスの充満による鮮度低下を抑えることができる。
【0038】
黒コウジカビ、アオカビ、大腸菌それぞれの培養シャーレ内に蓬フィルムをおいた培養試験を行ったところ、蓬フィルム部分だけ菌の繁殖がなく、蓬成分に含まれるクロロフィルやフラボノイドによる良質の強い抵抗作用が確認された。
【0039】
また生分解樹脂によって水分活性が低下することで菌の生育を抑え、包装内空気の蒸れの防止効果がある。
【産業上の利用可能性】
【0040】
本製造方法による蓬含有フィルムは、包装用シート、袋体のほか、下敷き用シート、清掃シート、表面保護シートといった抗菌機能を要求される各種シート材として使用される。また生鮮食品用容器として使用される食品の受け皿やカップ入り乾燥めんなどのカップ容器、使い捨て商品として使用されるコップ、皿などの食品容器表面のコート剤として使用されれば、脱石油製品の開発品となることで、自然環境対策の社会的要求にこたえることができる。
【0041】
本発明の構成は以上であるが、本処理システムは上述の実施例に限定されず、本発明の趣旨を逸脱しない範囲で、構成要素の抽出、一部構成要素の削除、代替構成への置換、対象物の変更、大きさや時間、運転速度の調整といった各種変更を行うことができる。本発明はこれらの変更後の製造方法、各製造設備からなるシステム、及び、成型前のチューブ体、熱溶融樹脂といった中間製造品を含む。
【符号の説明】
【0042】
32 ホッパー
4 押し出し機
40 動力部
41 シリンダ
42 ホッパーグランド
43 スクリュー
44 ヒーター
5 空冷インフレーション器
51 ダイ
52空気供給管
53 フランジ
54 安定板
56 ガイドロール
57 枠体
6 巻き取り機
L3 フラストライン
O1 混合ペレット
O2 溶融樹脂
O3 チューブ体
O4 扁平チューブシート
A1、A1´ 表面蓬成分
A2、A2´ 内部蓬成分
B1 表面生分解成分
B2 内部生分解成分
C フィルム基材
D 欠落部
【特許請求の範囲】
【請求項1】
蓬の茎及び根を含む蓬樹材を原料とする蓬ペレットと、生分解性のデンプン化合物を主原料として10重量%以上含む生分解ペレットと、熱可塑性樹脂材からなる樹脂ペレットとをそれぞれ形成するペレット形成工程と、得られた3種のペレット一粒当たりの異種同士の重量比が1.5以下のものとしてそれぞれ複数粒ずつ所定の重量比で混合・攪拌して混合ペレットを形成する混合工程と、この混合ペレットを吸引してホッパーに取り込む取り込み工程と、取り込んだ混合ペレットを押し出し機に投入して加熱溶融させながら押し出して溶融樹脂を形成する加熱溶融工程と、得られた溶融樹脂を、縦方向のダイへ送り込んで空冷インフレーション成形し、対向する一対の安定板で挟み込んでチューブ体を形成するインフレーション工程と、得られたチューブ体を巻き取る巻取り工程とを具備することを特徴とする蓬含有フィルムの製造方法。
【請求項2】
蓬ペレットと生分解ペレットと樹脂ペレットの比重の比が(0.9〜1.2):(0.9〜1.1):(0.9〜1.2)である請求項1記載の蓬含有フィルムの製造方法。
【請求項3】
蓬ペレットのペレット成形工程が、茎及び根を含む蓬樹材を含水率5%以下にまで乾燥させた乾燥蓬樹材5〜20重量%と、ポリエチレン樹脂80〜95重量%とからなる蓬混合材を造粒するものである請求項1または2記載の蓬含有フィルムの製造方法。
【請求項1】
蓬の茎及び根を含む蓬樹材を原料とする蓬ペレットと、生分解性のデンプン化合物を主原料として10重量%以上含む生分解ペレットと、熱可塑性樹脂材からなる樹脂ペレットとをそれぞれ形成するペレット形成工程と、得られた3種のペレット一粒当たりの異種同士の重量比が1.5以下のものとしてそれぞれ複数粒ずつ所定の重量比で混合・攪拌して混合ペレットを形成する混合工程と、この混合ペレットを吸引してホッパーに取り込む取り込み工程と、取り込んだ混合ペレットを押し出し機に投入して加熱溶融させながら押し出して溶融樹脂を形成する加熱溶融工程と、得られた溶融樹脂を、縦方向のダイへ送り込んで空冷インフレーション成形し、対向する一対の安定板で挟み込んでチューブ体を形成するインフレーション工程と、得られたチューブ体を巻き取る巻取り工程とを具備することを特徴とする蓬含有フィルムの製造方法。
【請求項2】
蓬ペレットと生分解ペレットと樹脂ペレットの比重の比が(0.9〜1.2):(0.9〜1.1):(0.9〜1.2)である請求項1記載の蓬含有フィルムの製造方法。
【請求項3】
蓬ペレットのペレット成形工程が、茎及び根を含む蓬樹材を含水率5%以下にまで乾燥させた乾燥蓬樹材5〜20重量%と、ポリエチレン樹脂80〜95重量%とからなる蓬混合材を造粒するものである請求項1または2記載の蓬含有フィルムの製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2011−56877(P2011−56877A)
【公開日】平成23年3月24日(2011.3.24)
【国際特許分類】
【出願番号】特願2009−211151(P2009−211151)
【出願日】平成21年9月11日(2009.9.11)
【出願人】(509256517)大洋化成株式会社 (1)
【Fターム(参考)】
【公開日】平成23年3月24日(2011.3.24)
【国際特許分類】
【出願日】平成21年9月11日(2009.9.11)
【出願人】(509256517)大洋化成株式会社 (1)
【Fターム(参考)】
[ Back to top ]