
薄い厚さの熱構造複合材料部品および製造方法
【課題】薄い厚さの熱構造複合材料部品および製造方法を提供する。
【解決手段】本発明は、少なくとも部分的に薄いマトリックスαによって密度化されたカーボンまたはセラミックで作られたファイバーを有しているファイバー強化材を有している熱構造複合材料部品に関し、その部品の厚さは2mm未満または1mm未満でさえあり、ファイバー強化材は、少なくとも200テックスにあるカウントを有している展延されたスレッドで作られた単一の厚さの多層織物で作られており、ファイバー体積パーセントは25%ないし45%の間にあり、多層織物層の数とその部品のmmでの厚さの比は4以上である。

【解決手段】本発明は、少なくとも部分的に薄いマトリックスαによって密度化されたカーボンまたはセラミックで作られたファイバーを有しているファイバー強化材を有している熱構造複合材料部品に関し、その部品の厚さは2mm未満または1mm未満でさえあり、ファイバー強化材は、少なくとも200テックスにあるカウントを有している展延されたスレッドで作られた単一の厚さの多層織物で作られており、ファイバー体積パーセントは25%ないし45%の間にあり、多層織物層の数とその部品のmmでの厚さの比は4以上である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、熱構造複合材料部品に、より正確には小さい厚さすなわち少なくとも2ミリメートル(mm)未満の厚さである少なくとも一部がある部品に関する。
【背景技術】
【0002】
本発明は、とりわけ航空および宇宙用途のための構造部品に、特にガスタービン航空エンジン、ノズル排気コーン、…のための特別の後部胴体部品に適用される。
【0003】
そのような部品について、熱構造複合材料、構造要素を構成するためにそれらをふさわしくし、また高温においてそれらの特性を維持する能力を有している機械的性質を有している複合材料を使用することが提案された。そのような熱構造材料は、特に、カーボン/カーボン(C/C)複合材料(カーボンファイバー強化材およびカーボンマトリックス)によって、またセラミックマトリックス合成物(CMC)材料たとえばC/SiC材料(炭化ケイ素マトリックスを備えたカーボンファイバー強化材)やC/C−SiC材料(混合カーボンおよび炭化ケイ素マトリックスを備えたカーボンファイバー強化材)や実際にはSiC/SiC材料よって構成される。
【0004】
C/CまたはCMC材料部品の製造は、通常、得られるべき部品の形状に対応しており、また複合材料のファイバー強化材を構成するファイバープレフォームを作ることと、それからファイバープレフォームを複合材料のマトリックスで高密化することを有している。
【0005】
複合材料に希望の機械的性質を与えるため、それがマトリックスで高密化されることを可能にするそれらの細孔への十分なアクセスを残しながら、ファイバー体積比、すなわち、その部品の体積のまたはファイバーによって占められるファイバー強化材の外見上の体積のパーセンテージは、一般に25%ないし45%にある。
【0006】
ファイバープレフォームは、ファイバープライを、たとえば一方向または多方向糸の織物またはシートのプライをゆるやかにすることによって得られ得、それは、複数のプライを重ねて、たとえば針で縫うことによって、それらを一緒に接合することが可能である。ファイバープレフォームはまた、三次元(3D)織りによって、または多層織り(緯糸によって一緒にリンクされた複数の反り糸層)によって得られるファイバー構造から得られ得る。
【0007】
ファイバープレフォームは、液体技術を使用することによって、または化学蒸気溶浸(CVI)によって、カーボンまたはセラミックマトリックスで高密化され得る。液体技術による高密化は、カーボンまたはセラミックの前駆物質である樹脂を包含している液状合成物をファイバープレフォームに含浸させることと、それから、カーボンまたはセラミック残留物を得るために樹脂を重合および熱分解することを有しており、複数の連続する含浸と重合と熱分解のサイクルがおそらくおこなわれている。CVI高密化は、ファイバープレフォームをエンクロージャーの中に置き、気体がプレフォームの中に拡散し、気体分解の一つ以上の成分の結果として、またはそれらの複数の成分の反応の結果としてマトリクス材の堆積物が得られることを可能にするような特に圧力と温度の決められた条件の下でエンクロージャーの中に反応気体を入れることによっておこなわれる。特に複雑な形状の、特別な形状の部品については、液体技術による強化の初期のステップは、ファイバープレフォームを希望の形状に保持するための適切な工具を使用しながらおこなわれ、それから高密化が、工具の助けなく、たとえばCVIによって継続される。
【0008】
上記の技術はよく知られており、高温に作業でさらされる航空および宇宙用途のための部品、特に航空エンジンのタービンブレード、二次ノズルなどの航空エンジンの後部胴体部分、バイパスタービンのためのミキサー、排気コーンまたはノズルフラップ、ロケットエンジンのためのノズルを作るために既に提案された。特に出願人の名義の文献WO2010/007308とWO2010/061139とWO2010/061140とWO2008/104692に言及されている。
【0009】
部品または部品の一部が薄いとき、製造する部品に望まれる特性を得るのに適したファイバープレフォームを作ることの問題がある。
【0010】
重ねられた層を一緒に針で縫うことによってファイバープレフォームを形成する既知の技術は、薄く均一な特性を有しているファイバープレフォーム得るために、はるかに大きな厚さのファイバー構造体を作ることによって始め、それからその中央部分だけを使用する必要であり、そのために材料の大量の損失を生じさせるので、ほとんど適切ではない。
【0011】
多層織り構造体によってファイバープレフォームを形成する既知の技術もまた欠点を引き起こす。商業的に入手可能な最も小さい重さのカーボンまたはセラミック糸を使用するときでさえ、薄い部品を作ることは、文献WO2008/104692に示されるように、多層織物の層の数の低減、たとえば0.75mmの厚さに対して二つの層だけ、を必要とし、それは、前記部品の機械的強度に影響を与えることがある。さらに、多層織りは、不規則である表面状態を作り出し、また(糸内の)ミクロ細孔と(糸間の)マクロ細孔を作り出す。たとえば流れミキサーやノズルなど、航空および宇宙用途のために意図された部品に関しては、流体の流れを妨害しないために滑らかな表面状態を得ることが望ましい。高度に不規則な表面状態をもつプレフォームの使用は、高密化の後でさえ、重要な表面起伏を引き起こす部品を生じさせる。その状態を改善するために表面機械加工をおこなうことは実際には可能であるけれども、それは、ファイバーが破壊されたり露出されたりすることをもたらし、それは不所望である。さらに、マクロ細孔の存在は、高密化の後に残余の不規則な多孔性が生じることを避けられなくする。
【0012】
文献WO94/12708は、複合材料部品に関してテクスチャーを強化させるのに適した二次元の縦および緯糸織物を開示しており、その織物は、ファイバー体積比を増大させるために、それを作る糸が振動によって別々に広げられる作業にさらされる。織物の孔を除去し、したがってファイバー体積比を増大させるために、振動によって二次元織物を展延することがまた、文献EP0 302 449に説明されている。
【発明の概要】
【0013】
本発明の目的は、前述の用途に適した熱構造複合材料部品を提供することであり、その部品の少なくとも一部が小さい厚さを示すことを確実にしながら、それは、多層織りによって得られるファイバー強化材を有しており、その織りは、小さい厚さの部分を含め、比較的多数の層を使用している。
【0014】
この目的は、前記部品の少なくとも一部において、
前記部品の厚さは2mm未満であり、
ファイバー強化材は、重さが少なくとも200テックスである展延された糸から構成された単一の厚さの多層織物によって構成されており、
ファイバー体積比は25%ないし45%にあり、
前記多層織物の層の数と前記部品のミリメートルでの厚さの比は四以上である部品によって達成される。
【0015】
前記部品の前記一部において、厚さは1mm未満であってもよい。
【0016】
好ましくは、織物中の糸の層の数は三以上である。用語「層の数」は、縦糸の層の数を意味するためにここに使用される。
【0017】
前記多層織物は、多重プレーン、多重サージまたは多重サテンタイプ織りを有していてもよい。
【0018】
特に前記部品がガスタービン航空エンジンのための後部胴体部品を構成するとき、前記マトリックスは、少なくとも部分的にセラミックで作られていてもよい。
【0019】
別のある用途では、前記部品はロケットエンジン排気コーンの少なくとも一部を構成し、マトリックスはカーボンまたはセラミックで作られ得る。
【0020】
本発明はまた、そのような部品を得る方法を提供し、その方法は、カーボンまたはセラミックファイバーのプレフォームを作ることと、プレフォームをマトリックスで高密化することを有しており、
その方法では、厚さが2mm未満であるプレフォームの少なくとも一部を作るために、
重さが200テックス以上である糸を有している多層織物を作るステップと、
多層織物の厚さを低減するように糸を展延する作業に前記織物を供するステップと、
前記展延された多層織物から前記プレフォーム部を作るステップがおこなわれ、前記プレフォーム部の厚さは、四以上の前記織物の層の数と前記プレフォーム部のミリメートルでの厚さの比を示す単一の厚さの展延された織物によって構成されており、
織りの間の前記多層織物のスレッドカウントは、前記ファイバープレフォームにおいて25%ないし45%にある体積ファイバー比を得るように選択される。
【0021】
好ましくは、多層織物の層の数は三以上である。
【0022】
多層織りは、好ましくは、多重プレーン、多重サージまたは多重サテンタイプ織りでおこなわれる。
【0023】
本発明は、多層織物の糸を展延することによって、よい機械的性質を得るために十分な数の糸の層の存在を維持しながら、薄い部品または部品の一部が複合材料で作られることを可能にする、すなわち2mm未満または1mm未満ですらある厚さを有している、小さい厚さのファイバープレフォームを作り出すことが可能であるという点においてすぐれている。
【0024】
意図した目的は、先行技術よりも大きいファイバー体積比を備えたファイバープレフォームを有することではない。ファイバープレフォームを作るとき、展延作業の後において希望のファイバー体積比を有しているために多層織物のスレッドカウントを適合させることが必要である。
【0025】
さらに、多層織物の糸を展延することは、多層織物のマクロ細孔率(糸間の空き具合)を低減することを可能にするという点で有利であり、それはプレフォームを高密化することにとって好都合である。
【0026】
得られる別の利点は多層織物の表面起伏の低減であり、それによって、航空の分野での用途のための改善された表面状態を結果の部品が得ることを可能にする。
【図面の簡単な説明】
【0027】
本発明は、添付図面に関連して非制限的な指示の手法によって与えられる続く説明を読むことによってより良く理解され得る。
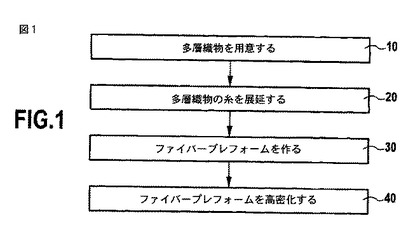
【図1】本発明のある実施形態における複合材料部品を製造するステップを示している。
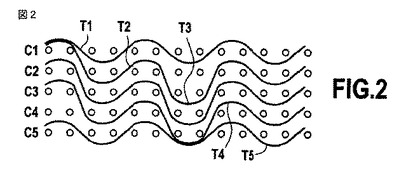
【図2】多重サージタイプ多層織物の織り平面図である。
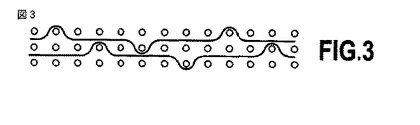
【図3】多重サテンタイプ多層織物の織り平面図である。
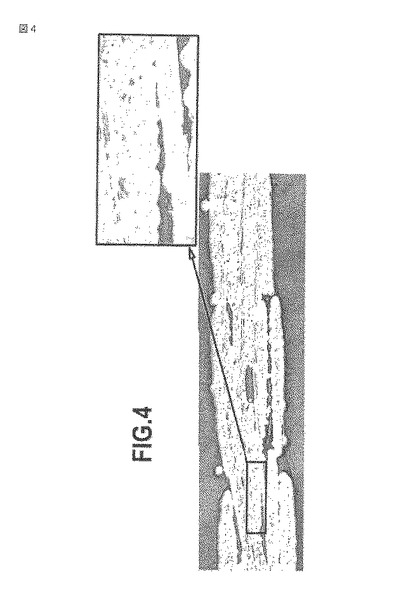
【図4】本発明の方法によって得られた複合材料の薄い部品の断面を示している光学顕微鏡で撮られた図である。
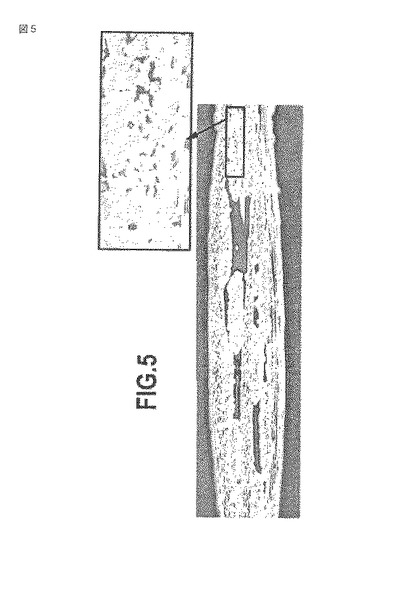
【図5】先行技術の方法によって得られた複合材料の薄い部品の断面を示している光学顕微鏡で撮られた図である。
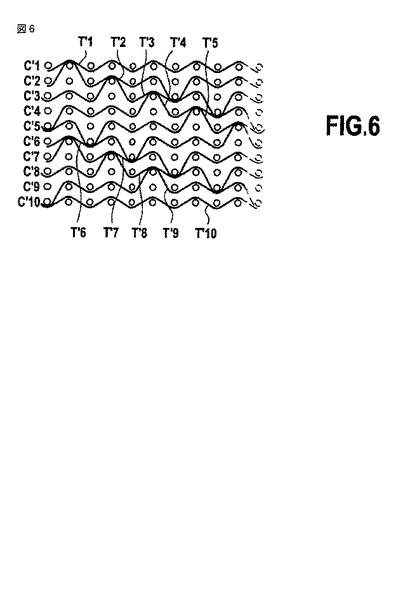
【図6】多重プレーンタイプの多層織物の織り平面図を示している。
【発明を実施するための形態】
【0028】
熱構造複合材料部品を製造する方法が図1を参照して以下に説明され、この例において製造される部品は、実質的に均一な厚さの薄い部品である。
【0029】
方法の第一のステップ10は多層織物を用意することである。織物は、カーボンまたはセラミック糸で作られる。有利には、200テックス以上の重さを有している商業的に入手可能な糸が使用される。多層または三次元織りは、緯糸によって縦糸の層を一緒に連結することにあり、それらの少なくともいくらかが異なる層に属する縦糸をつかまえる。糸の層の数は好ましくは三以上である。有利には、織りは、多重プレーン、多重サージまたは多重サテンタイプ織りでおこなわれる。インターロックタイプ織りなどの他の織りが想像されてもよい。文献WO2006/136755が参照されてもよく、その内容は参照によってここに組み込まれ、その文献はさまざまなタイプの多層織りを説明している。
【0030】
方法の第二のステップ20は、織物の厚さを低減するように多層織物の糸を展延することである。展延は、織物を、流体のジェットの動作に、または機械的振動に供することによっておこなわれ得る。従来の二次元織物の糸を展延するためのプロセスは知られている。文献WO2005/095689とWO96/41046とUS5 557 831と前述の文献WO94/12708に特に言及されている。展延を促進するために、特にねじれのない単繊維で作られた糸を織ることが望ましい。展延は、織物の厚さを、展延後に、展延前に織物の初期の厚さの85%未満である値に、たとえば、初期の厚さの70%ないし85%にある厚さにすることを可能にする。
【0031】
製造される部品に対応する形状のファイバープレフォームが、展延された織物によって続いて製造される(ステップ30)。並んで配置されてたとえば裁縫によってそれらの隣接した端に沿って一緒に接合された展延された織物の単一のプライまたは複数のプライを使用することが可能である。すべての状況の下で、ファイバープレフォームの厚さは単一の厚さの織物によって構成される。ファイバープレフォームを作ることは、シェーパーまたはジグなどの工具によって形づくる1ステップを有していてもよい。形づくる際、圧縮することが、たとえば型と反型の間、またはシェイプとダイヤフラムの間に圧縮を適用することによっておこなわれてもよい。
【0032】
圧縮することの後に得られるファイバープレフォームは、もしあるなら、2mm未満または実際には1mm未満の厚さを有し、25%ないし45%にあるファイバー比を示し、ここでファイバー比は、糸のファイバーによって実際に占められるプレフォームの外見上の体積のパーセンテージであり、体積の残りは、展延された糸内および糸間の細孔によって構成されている。
【0033】
プレフォームを形成している織物の層の数とミリメートルでのファイバープレフォームの厚さの比は四以上である。
【0034】
したがって、希望のファイバープレフォーム厚さeに対して、入手可能な糸の重さに依存して、数nが、多層織物の層に関して、n≧4eとなるように、またn≦nmaxとなるように選択され、ここで、nmaxは、糸が最大に展延された後に、また、もしあるなら、プレフォームを圧縮することの後に、希望の厚さが得られることを可能にする層の最大数である。
【0035】
下記の表1は、セラミック(SiC)糸から得られた薄いプレフォームの二つの例を示しており、これらの例は、より非常に詳しくさらに以下で説明される。スレッドカウントは、縦糸の各層の中の緯糸方向の1センチメートルごとの縦糸の数として、また緯糸の各層の中の縦方向の1センチメートルごとの緯糸の数として表現される。与えられた展延値は、糸が展延された後の多層織物の表面における縦および緯糸の幅の変動の平均値であり、この変動は、展延前のファイバーの糸の幅のパーセンテージとして表現されている。展延された織物の厚さは、5キロパスカル(kPa)の負荷の下で、すなわち二つのプレート間に5kPaの圧力がかけられて測定されている。
【表1】
【0036】
例1では、展延された織物を形づくる際により大きく圧縮することによって条件n/e≧4が満たされている。
【0037】
プレフォームに負荷をかけることは、厚さの低減を生じさせるがファイバー比を増大させる圧縮することを作り出す。したがって、織りスレッドカウントは、希望の厚さに相当する圧縮するレベルにおける希望のファイバー比を達成するように適宜に選択されなければならない。したがって、例2では、スレッドカウントは、縦方向および緯糸方向の両方で例1の半分である。
【0038】
ファイバープレフォームは、希望の熱構造複合材料部品を得るために、カーボンマトリックスによって、または少なくとも部分的にセラミックで作られたマトリックスによって高密化される(ステップ40)。高密化は、説明の導入部分で言及された液体技術を使用して、またはCVIによっておこなわれ、それらのプロセス自体はよく知られている。マトリックスが少なくとも部分的にセラミックであるとき、それは、少なくとも一つの自己修復セラミック位相、すなわち、ある温度範囲中で糊状態を取ることによってマトリックス中の割れを修復することが可能である位相を有していてもよい。潜在的に自己修復するセラミックマトリックスの成形は、
特に文献FR2 401 888とUS5 246 736とUS5 965 266とUS6 068 730とUS6 291 058に説明されている。
【0039】
既知の方法では、高密化は、プレフォームを統合する第一のステージを有しており、それによって、それが、支持工具の助けなしでその形状を維持することを可能にする。強化は、工具に保持されたプレフォームの部分的な高密化によっておこなわれ、その部分的な高密化は、液体技術を使用することによって、またはCVIによって得られ、高密化は工具なしで続いて継続される。
【0040】
また既知の方法では、脆弱軽減中間層がファイバープレフォームのファイバー上に置かれてもよい。そのような中間層は、一般に熱分解炭素(PyC)や窒化ボロン(BN)やボロンドープカーボン(Bの5at%ないし20at%を備えたBCでバランスがCである)で作られており、プレフォームを形づくる前または後にCVIによってファイバー上で形成され得る。
【0041】
最後に、また既知の方法では、ファイバー処理が、中間層の配置と可能な強化と高密化の前におこなわれてもよい。そのような処理は、プレフォームまたは多層織物段階において、または実際に織りの前に糸におこなわれてもよい。カーボン糸では、その処理は、文献EP0 441 700に説明されるような、1300℃ないし2200℃への範囲の温度における熱処理であってもよく、一方、セラミック糸では、その処理は、文献US5 071 679に説明されるような酸処理であってもよい。
【0042】
液体技術によって得られたセラミック位相による強化に対しては、第一の薄い中間層が設けられるプレフォームのファイバーのための強化の前が望ましいことに気づくべきである。それから第二の中間層が強化の後に形成される。文献EP09 165 172.9に言及されている。
【0043】
高密化の後に、プレフォームのように、2mm未満または実際には1mm未満の厚さを示す熱構造複合材料部品が得られる。
【0044】
本発明は、作られる熱構造複合材料部品が、部品の一部だけに2mm未満の小さい厚さを示すことを必要とするときにも適用可能である。
【0045】
そのような状況下では、第一の可能性では、2mm未満の厚さを示すプレフォーム部が上述したように別々に多層織物を使用しその織物の糸を展延することによって作られる。プレフォーム部の部分または他の各部分は、必ずしも多層織りによってではなく、あらゆる望ましい方法で得られ得るファイバー組織の形態で作られる。プレフォームの部分は、希望のプレフォームを得るためにたとえば縫うことによって一緒に組み立てられる。
【0046】
別の可能性によれば、ファイバープレフォームは、より大きな厚さの部分および各部分に織り込まれる縦糸および緯糸の層の数を増大させつつ織られる多層織物から一体的に作られる。多層織物の糸は、たとえば流体のジェットの動作の下で、もっぱら織物の薄い部分で、でなければ織物の全体にわたって展延され得る。
【0047】
(本発明の)例1
CMC材料の薄いプレートは以下のように作られた。
【0048】
2アップ2ダウンの多重サージタイプ織りを有している多層織物が、日本のサプライヤーニッポンカーボンによって「Nicalon」の名前で供給される重さが200テックスであるSiC糸で作られた。縦および緯糸のスレッドカウントは、5×5(縦糸の各層の中の緯糸方向の1センチメートルごとに五本の縦糸および緯糸の各層の中の縦方向の1センチメートルごとに五本の緯糸)だった。層の数は五、すなわち縦糸の五つの層C1ないしC5と緯糸T1ないしT5の五つの層に等しかった。
【0049】
図2は、第一の緯糸平面(縦糸は断面にある)を示しており、また他の緯糸平面はそこから、縦糸の列間における緯糸方向の連続的なワンステップのずれによって推定され得る。糸T1およびT5は、従来のサージ織り(二次元織り)の表面縦糸層C1およびC5を連結している。糸T2は、層C1,C2,C3の縦糸を連結し、一方、糸T3は、層C2,C3,C4の縦糸を連結し、糸T4は、層C3,C4,C5の縦糸を連結している。
【0050】
これは、5kPaの負荷の下で約1.7mmに等しい厚さを有している多層織物を作り出した。
【0051】
織物の糸は、5kPaの負荷の下でその厚さを約1.3mmに等しい値に低減するように織物を振動に供することによって展延された。ファイバー体積比は約33%だった。
【0052】
それからCMC材料のプレートが、上述の文献EP09 165 172.9に説明された方法によって得られた。
【0053】
したがって、CVIを使用して織物のファイバー上で50ナノメートル(nm)にほぼ等しい厚さを有している第一のPyC中間層を形成した後、織物は、メチルエチルケトンの溶液中でセラミック前駆物質のポリシロキサン樹脂で含浸された。乾燥の後に、織物が工具によって希望の形状に保持されながら樹脂が硬化され、その厚さは圧縮によって約1mmに低減された。その方法で強化されたファイバープレフォームは、工具から取り除かれ、樹脂が熱分解されるCVIオーブンの中に置かれた後、CVIでの第一の中間層と樹脂の熱分解残留物の粒を覆う200nmにほぼ等しい厚さを有している第二のPyC中間層の形成と、それからCVIでの上述の文献US5 246 736に説明されるように、シリコン−ボロン−カーボン(Si−B−C)タイプのセラミックマトリックスによる高密化を継続した。
【0054】
ほぼ1mmの厚さを有し、縦糸の五つの層と緯糸の五つの層を備えた多層織りファイバー強化材を備えているCMC材料プレートが得られた。
【0055】
比較例1(先行技術による)
例1と同じ糸を使用して多層織物が作られた。織物の厚さを約1mmに制限するために、織りは、縦糸の三つの層と緯糸の二つの層を使用しておこなわれ、したがって織物の層の数は3に等しかった。図3に示される緯糸平面をもつ多重サテンタイプ織りが使用された。他の緯糸平面はそこから、緯糸方向の連続的なずれによって推定される。多層織物のファイバー比は約40%だった。
【0056】
例1で説明されたように、(糸を展延していない)多層織物からCMC複合材料のプレートが得られた。
【0057】
図4および5は、それぞれ、例1および比較例1にしたがって得られた部品の断面図である。本発明は複合材料内のマクロ細孔が低減されることを可能にしていることを見ることができる。等しいファイバー比において、糸を展延することの結果としてのファイバープレフォーム中の細孔の細分は、そのような結果を達成することを可能にする。これは加えて、与えられた厚さに対して、糸の多くの層を有しているファイバー強化材を備えた複合材料が得られたという事実である。さらに、例2は、厚さに関して従来技術の方法の技術的な限界を示すけれども、本発明の方法は、部品のファイバー強化材を形成する多層織物中の糸の層の十分な数を有していながら、1mm未満の厚さを有している部品を達成することを可能にする。さらに、多層織物の糸を展延することは表面の不規則を低減する。
【0058】
(本発明の)例2
例1と同様の糸を使用して多重プレーンタイプ織りを有している多層織物が作られた。縦および緯糸方向のスレッドカウントは2.5×2.5だった。層の数は十、すなわち縦糸の十の層C’1ないしC’10と緯糸T’1ないしT’10の十の層だった。
【0059】
図6は、第一の緯糸平面を示しており、他の緯糸平面はそこから、緯糸方向の連続的なずれによって推定される。糸T’1およびT’10は、従来のプレーン織りの表面縦糸層層C’1およびC’10を連結している。他の緯糸T’2ないしT’9は、三つの隣接層のセット中の縦糸を連結しており、たとえば糸T’2は、層C’1,C’2,C’3の縦糸を連結している。
【0060】
これは、5kPaの負荷の下で約1.6mmに等しい厚さを有している多層織物を作り出した。
【0061】
織物の糸は、5kPaの負荷の下でその厚さを約1.37mmに等しい値に低減するように織物を振動に供することによって展延された。ファイバー体積比は約31%だった。
【0062】
方法の実現のために多重サージおよび多重プレーン以外の織り、たとえばインターロックおよび多重サテン織りが使用されることができる。
【先行技術文献】
【特許文献】
【0063】
【特許文献1】WO2010/007308
【特許文献2】WO2010/061139
【特許文献3】WO2010/061140
【特許文献4】WO2008/104692
【特許文献5】WO94/12708
【特許文献6】EP0 302 449
【特許文献7】WO2006/136755
【特許文献8】WO2005/095689
【特許文献9】WO96/41046
【特許文献10】US5 557 831
【特許文献11】FR2 401 888
【特許文献12】US5 246 736
【特許文献13】US5 965 266
【特許文献14】US6 068 730
【特許文献15】US6 291 058
【特許文献16】EP0 441 700
【特許文献17】US5 071 679
【特許文献18】EP09 165 172.9
【技術分野】
【0001】
本発明は、熱構造複合材料部品に、より正確には小さい厚さすなわち少なくとも2ミリメートル(mm)未満の厚さである少なくとも一部がある部品に関する。
【背景技術】
【0002】
本発明は、とりわけ航空および宇宙用途のための構造部品に、特にガスタービン航空エンジン、ノズル排気コーン、…のための特別の後部胴体部品に適用される。
【0003】
そのような部品について、熱構造複合材料、構造要素を構成するためにそれらをふさわしくし、また高温においてそれらの特性を維持する能力を有している機械的性質を有している複合材料を使用することが提案された。そのような熱構造材料は、特に、カーボン/カーボン(C/C)複合材料(カーボンファイバー強化材およびカーボンマトリックス)によって、またセラミックマトリックス合成物(CMC)材料たとえばC/SiC材料(炭化ケイ素マトリックスを備えたカーボンファイバー強化材)やC/C−SiC材料(混合カーボンおよび炭化ケイ素マトリックスを備えたカーボンファイバー強化材)や実際にはSiC/SiC材料よって構成される。
【0004】
C/CまたはCMC材料部品の製造は、通常、得られるべき部品の形状に対応しており、また複合材料のファイバー強化材を構成するファイバープレフォームを作ることと、それからファイバープレフォームを複合材料のマトリックスで高密化することを有している。
【0005】
複合材料に希望の機械的性質を与えるため、それがマトリックスで高密化されることを可能にするそれらの細孔への十分なアクセスを残しながら、ファイバー体積比、すなわち、その部品の体積のまたはファイバーによって占められるファイバー強化材の外見上の体積のパーセンテージは、一般に25%ないし45%にある。
【0006】
ファイバープレフォームは、ファイバープライを、たとえば一方向または多方向糸の織物またはシートのプライをゆるやかにすることによって得られ得、それは、複数のプライを重ねて、たとえば針で縫うことによって、それらを一緒に接合することが可能である。ファイバープレフォームはまた、三次元(3D)織りによって、または多層織り(緯糸によって一緒にリンクされた複数の反り糸層)によって得られるファイバー構造から得られ得る。
【0007】
ファイバープレフォームは、液体技術を使用することによって、または化学蒸気溶浸(CVI)によって、カーボンまたはセラミックマトリックスで高密化され得る。液体技術による高密化は、カーボンまたはセラミックの前駆物質である樹脂を包含している液状合成物をファイバープレフォームに含浸させることと、それから、カーボンまたはセラミック残留物を得るために樹脂を重合および熱分解することを有しており、複数の連続する含浸と重合と熱分解のサイクルがおそらくおこなわれている。CVI高密化は、ファイバープレフォームをエンクロージャーの中に置き、気体がプレフォームの中に拡散し、気体分解の一つ以上の成分の結果として、またはそれらの複数の成分の反応の結果としてマトリクス材の堆積物が得られることを可能にするような特に圧力と温度の決められた条件の下でエンクロージャーの中に反応気体を入れることによっておこなわれる。特に複雑な形状の、特別な形状の部品については、液体技術による強化の初期のステップは、ファイバープレフォームを希望の形状に保持するための適切な工具を使用しながらおこなわれ、それから高密化が、工具の助けなく、たとえばCVIによって継続される。
【0008】
上記の技術はよく知られており、高温に作業でさらされる航空および宇宙用途のための部品、特に航空エンジンのタービンブレード、二次ノズルなどの航空エンジンの後部胴体部分、バイパスタービンのためのミキサー、排気コーンまたはノズルフラップ、ロケットエンジンのためのノズルを作るために既に提案された。特に出願人の名義の文献WO2010/007308とWO2010/061139とWO2010/061140とWO2008/104692に言及されている。
【0009】
部品または部品の一部が薄いとき、製造する部品に望まれる特性を得るのに適したファイバープレフォームを作ることの問題がある。
【0010】
重ねられた層を一緒に針で縫うことによってファイバープレフォームを形成する既知の技術は、薄く均一な特性を有しているファイバープレフォーム得るために、はるかに大きな厚さのファイバー構造体を作ることによって始め、それからその中央部分だけを使用する必要であり、そのために材料の大量の損失を生じさせるので、ほとんど適切ではない。
【0011】
多層織り構造体によってファイバープレフォームを形成する既知の技術もまた欠点を引き起こす。商業的に入手可能な最も小さい重さのカーボンまたはセラミック糸を使用するときでさえ、薄い部品を作ることは、文献WO2008/104692に示されるように、多層織物の層の数の低減、たとえば0.75mmの厚さに対して二つの層だけ、を必要とし、それは、前記部品の機械的強度に影響を与えることがある。さらに、多層織りは、不規則である表面状態を作り出し、また(糸内の)ミクロ細孔と(糸間の)マクロ細孔を作り出す。たとえば流れミキサーやノズルなど、航空および宇宙用途のために意図された部品に関しては、流体の流れを妨害しないために滑らかな表面状態を得ることが望ましい。高度に不規則な表面状態をもつプレフォームの使用は、高密化の後でさえ、重要な表面起伏を引き起こす部品を生じさせる。その状態を改善するために表面機械加工をおこなうことは実際には可能であるけれども、それは、ファイバーが破壊されたり露出されたりすることをもたらし、それは不所望である。さらに、マクロ細孔の存在は、高密化の後に残余の不規則な多孔性が生じることを避けられなくする。
【0012】
文献WO94/12708は、複合材料部品に関してテクスチャーを強化させるのに適した二次元の縦および緯糸織物を開示しており、その織物は、ファイバー体積比を増大させるために、それを作る糸が振動によって別々に広げられる作業にさらされる。織物の孔を除去し、したがってファイバー体積比を増大させるために、振動によって二次元織物を展延することがまた、文献EP0 302 449に説明されている。
【発明の概要】
【0013】
本発明の目的は、前述の用途に適した熱構造複合材料部品を提供することであり、その部品の少なくとも一部が小さい厚さを示すことを確実にしながら、それは、多層織りによって得られるファイバー強化材を有しており、その織りは、小さい厚さの部分を含め、比較的多数の層を使用している。
【0014】
この目的は、前記部品の少なくとも一部において、
前記部品の厚さは2mm未満であり、
ファイバー強化材は、重さが少なくとも200テックスである展延された糸から構成された単一の厚さの多層織物によって構成されており、
ファイバー体積比は25%ないし45%にあり、
前記多層織物の層の数と前記部品のミリメートルでの厚さの比は四以上である部品によって達成される。
【0015】
前記部品の前記一部において、厚さは1mm未満であってもよい。
【0016】
好ましくは、織物中の糸の層の数は三以上である。用語「層の数」は、縦糸の層の数を意味するためにここに使用される。
【0017】
前記多層織物は、多重プレーン、多重サージまたは多重サテンタイプ織りを有していてもよい。
【0018】
特に前記部品がガスタービン航空エンジンのための後部胴体部品を構成するとき、前記マトリックスは、少なくとも部分的にセラミックで作られていてもよい。
【0019】
別のある用途では、前記部品はロケットエンジン排気コーンの少なくとも一部を構成し、マトリックスはカーボンまたはセラミックで作られ得る。
【0020】
本発明はまた、そのような部品を得る方法を提供し、その方法は、カーボンまたはセラミックファイバーのプレフォームを作ることと、プレフォームをマトリックスで高密化することを有しており、
その方法では、厚さが2mm未満であるプレフォームの少なくとも一部を作るために、
重さが200テックス以上である糸を有している多層織物を作るステップと、
多層織物の厚さを低減するように糸を展延する作業に前記織物を供するステップと、
前記展延された多層織物から前記プレフォーム部を作るステップがおこなわれ、前記プレフォーム部の厚さは、四以上の前記織物の層の数と前記プレフォーム部のミリメートルでの厚さの比を示す単一の厚さの展延された織物によって構成されており、
織りの間の前記多層織物のスレッドカウントは、前記ファイバープレフォームにおいて25%ないし45%にある体積ファイバー比を得るように選択される。
【0021】
好ましくは、多層織物の層の数は三以上である。
【0022】
多層織りは、好ましくは、多重プレーン、多重サージまたは多重サテンタイプ織りでおこなわれる。
【0023】
本発明は、多層織物の糸を展延することによって、よい機械的性質を得るために十分な数の糸の層の存在を維持しながら、薄い部品または部品の一部が複合材料で作られることを可能にする、すなわち2mm未満または1mm未満ですらある厚さを有している、小さい厚さのファイバープレフォームを作り出すことが可能であるという点においてすぐれている。
【0024】
意図した目的は、先行技術よりも大きいファイバー体積比を備えたファイバープレフォームを有することではない。ファイバープレフォームを作るとき、展延作業の後において希望のファイバー体積比を有しているために多層織物のスレッドカウントを適合させることが必要である。
【0025】
さらに、多層織物の糸を展延することは、多層織物のマクロ細孔率(糸間の空き具合)を低減することを可能にするという点で有利であり、それはプレフォームを高密化することにとって好都合である。
【0026】
得られる別の利点は多層織物の表面起伏の低減であり、それによって、航空の分野での用途のための改善された表面状態を結果の部品が得ることを可能にする。
【図面の簡単な説明】
【0027】
本発明は、添付図面に関連して非制限的な指示の手法によって与えられる続く説明を読むことによってより良く理解され得る。
【図1】本発明のある実施形態における複合材料部品を製造するステップを示している。
【図2】多重サージタイプ多層織物の織り平面図である。
【図3】多重サテンタイプ多層織物の織り平面図である。
【図4】本発明の方法によって得られた複合材料の薄い部品の断面を示している光学顕微鏡で撮られた図である。
【図5】先行技術の方法によって得られた複合材料の薄い部品の断面を示している光学顕微鏡で撮られた図である。
【図6】多重プレーンタイプの多層織物の織り平面図を示している。
【発明を実施するための形態】
【0028】
熱構造複合材料部品を製造する方法が図1を参照して以下に説明され、この例において製造される部品は、実質的に均一な厚さの薄い部品である。
【0029】
方法の第一のステップ10は多層織物を用意することである。織物は、カーボンまたはセラミック糸で作られる。有利には、200テックス以上の重さを有している商業的に入手可能な糸が使用される。多層または三次元織りは、緯糸によって縦糸の層を一緒に連結することにあり、それらの少なくともいくらかが異なる層に属する縦糸をつかまえる。糸の層の数は好ましくは三以上である。有利には、織りは、多重プレーン、多重サージまたは多重サテンタイプ織りでおこなわれる。インターロックタイプ織りなどの他の織りが想像されてもよい。文献WO2006/136755が参照されてもよく、その内容は参照によってここに組み込まれ、その文献はさまざまなタイプの多層織りを説明している。
【0030】
方法の第二のステップ20は、織物の厚さを低減するように多層織物の糸を展延することである。展延は、織物を、流体のジェットの動作に、または機械的振動に供することによっておこなわれ得る。従来の二次元織物の糸を展延するためのプロセスは知られている。文献WO2005/095689とWO96/41046とUS5 557 831と前述の文献WO94/12708に特に言及されている。展延を促進するために、特にねじれのない単繊維で作られた糸を織ることが望ましい。展延は、織物の厚さを、展延後に、展延前に織物の初期の厚さの85%未満である値に、たとえば、初期の厚さの70%ないし85%にある厚さにすることを可能にする。
【0031】
製造される部品に対応する形状のファイバープレフォームが、展延された織物によって続いて製造される(ステップ30)。並んで配置されてたとえば裁縫によってそれらの隣接した端に沿って一緒に接合された展延された織物の単一のプライまたは複数のプライを使用することが可能である。すべての状況の下で、ファイバープレフォームの厚さは単一の厚さの織物によって構成される。ファイバープレフォームを作ることは、シェーパーまたはジグなどの工具によって形づくる1ステップを有していてもよい。形づくる際、圧縮することが、たとえば型と反型の間、またはシェイプとダイヤフラムの間に圧縮を適用することによっておこなわれてもよい。
【0032】
圧縮することの後に得られるファイバープレフォームは、もしあるなら、2mm未満または実際には1mm未満の厚さを有し、25%ないし45%にあるファイバー比を示し、ここでファイバー比は、糸のファイバーによって実際に占められるプレフォームの外見上の体積のパーセンテージであり、体積の残りは、展延された糸内および糸間の細孔によって構成されている。
【0033】
プレフォームを形成している織物の層の数とミリメートルでのファイバープレフォームの厚さの比は四以上である。
【0034】
したがって、希望のファイバープレフォーム厚さeに対して、入手可能な糸の重さに依存して、数nが、多層織物の層に関して、n≧4eとなるように、またn≦nmaxとなるように選択され、ここで、nmaxは、糸が最大に展延された後に、また、もしあるなら、プレフォームを圧縮することの後に、希望の厚さが得られることを可能にする層の最大数である。
【0035】
下記の表1は、セラミック(SiC)糸から得られた薄いプレフォームの二つの例を示しており、これらの例は、より非常に詳しくさらに以下で説明される。スレッドカウントは、縦糸の各層の中の緯糸方向の1センチメートルごとの縦糸の数として、また緯糸の各層の中の縦方向の1センチメートルごとの緯糸の数として表現される。与えられた展延値は、糸が展延された後の多層織物の表面における縦および緯糸の幅の変動の平均値であり、この変動は、展延前のファイバーの糸の幅のパーセンテージとして表現されている。展延された織物の厚さは、5キロパスカル(kPa)の負荷の下で、すなわち二つのプレート間に5kPaの圧力がかけられて測定されている。
【表1】
【0036】
例1では、展延された織物を形づくる際により大きく圧縮することによって条件n/e≧4が満たされている。
【0037】
プレフォームに負荷をかけることは、厚さの低減を生じさせるがファイバー比を増大させる圧縮することを作り出す。したがって、織りスレッドカウントは、希望の厚さに相当する圧縮するレベルにおける希望のファイバー比を達成するように適宜に選択されなければならない。したがって、例2では、スレッドカウントは、縦方向および緯糸方向の両方で例1の半分である。
【0038】
ファイバープレフォームは、希望の熱構造複合材料部品を得るために、カーボンマトリックスによって、または少なくとも部分的にセラミックで作られたマトリックスによって高密化される(ステップ40)。高密化は、説明の導入部分で言及された液体技術を使用して、またはCVIによっておこなわれ、それらのプロセス自体はよく知られている。マトリックスが少なくとも部分的にセラミックであるとき、それは、少なくとも一つの自己修復セラミック位相、すなわち、ある温度範囲中で糊状態を取ることによってマトリックス中の割れを修復することが可能である位相を有していてもよい。潜在的に自己修復するセラミックマトリックスの成形は、
特に文献FR2 401 888とUS5 246 736とUS5 965 266とUS6 068 730とUS6 291 058に説明されている。
【0039】
既知の方法では、高密化は、プレフォームを統合する第一のステージを有しており、それによって、それが、支持工具の助けなしでその形状を維持することを可能にする。強化は、工具に保持されたプレフォームの部分的な高密化によっておこなわれ、その部分的な高密化は、液体技術を使用することによって、またはCVIによって得られ、高密化は工具なしで続いて継続される。
【0040】
また既知の方法では、脆弱軽減中間層がファイバープレフォームのファイバー上に置かれてもよい。そのような中間層は、一般に熱分解炭素(PyC)や窒化ボロン(BN)やボロンドープカーボン(Bの5at%ないし20at%を備えたBCでバランスがCである)で作られており、プレフォームを形づくる前または後にCVIによってファイバー上で形成され得る。
【0041】
最後に、また既知の方法では、ファイバー処理が、中間層の配置と可能な強化と高密化の前におこなわれてもよい。そのような処理は、プレフォームまたは多層織物段階において、または実際に織りの前に糸におこなわれてもよい。カーボン糸では、その処理は、文献EP0 441 700に説明されるような、1300℃ないし2200℃への範囲の温度における熱処理であってもよく、一方、セラミック糸では、その処理は、文献US5 071 679に説明されるような酸処理であってもよい。
【0042】
液体技術によって得られたセラミック位相による強化に対しては、第一の薄い中間層が設けられるプレフォームのファイバーのための強化の前が望ましいことに気づくべきである。それから第二の中間層が強化の後に形成される。文献EP09 165 172.9に言及されている。
【0043】
高密化の後に、プレフォームのように、2mm未満または実際には1mm未満の厚さを示す熱構造複合材料部品が得られる。
【0044】
本発明は、作られる熱構造複合材料部品が、部品の一部だけに2mm未満の小さい厚さを示すことを必要とするときにも適用可能である。
【0045】
そのような状況下では、第一の可能性では、2mm未満の厚さを示すプレフォーム部が上述したように別々に多層織物を使用しその織物の糸を展延することによって作られる。プレフォーム部の部分または他の各部分は、必ずしも多層織りによってではなく、あらゆる望ましい方法で得られ得るファイバー組織の形態で作られる。プレフォームの部分は、希望のプレフォームを得るためにたとえば縫うことによって一緒に組み立てられる。
【0046】
別の可能性によれば、ファイバープレフォームは、より大きな厚さの部分および各部分に織り込まれる縦糸および緯糸の層の数を増大させつつ織られる多層織物から一体的に作られる。多層織物の糸は、たとえば流体のジェットの動作の下で、もっぱら織物の薄い部分で、でなければ織物の全体にわたって展延され得る。
【0047】
(本発明の)例1
CMC材料の薄いプレートは以下のように作られた。
【0048】
2アップ2ダウンの多重サージタイプ織りを有している多層織物が、日本のサプライヤーニッポンカーボンによって「Nicalon」の名前で供給される重さが200テックスであるSiC糸で作られた。縦および緯糸のスレッドカウントは、5×5(縦糸の各層の中の緯糸方向の1センチメートルごとに五本の縦糸および緯糸の各層の中の縦方向の1センチメートルごとに五本の緯糸)だった。層の数は五、すなわち縦糸の五つの層C1ないしC5と緯糸T1ないしT5の五つの層に等しかった。
【0049】
図2は、第一の緯糸平面(縦糸は断面にある)を示しており、また他の緯糸平面はそこから、縦糸の列間における緯糸方向の連続的なワンステップのずれによって推定され得る。糸T1およびT5は、従来のサージ織り(二次元織り)の表面縦糸層C1およびC5を連結している。糸T2は、層C1,C2,C3の縦糸を連結し、一方、糸T3は、層C2,C3,C4の縦糸を連結し、糸T4は、層C3,C4,C5の縦糸を連結している。
【0050】
これは、5kPaの負荷の下で約1.7mmに等しい厚さを有している多層織物を作り出した。
【0051】
織物の糸は、5kPaの負荷の下でその厚さを約1.3mmに等しい値に低減するように織物を振動に供することによって展延された。ファイバー体積比は約33%だった。
【0052】
それからCMC材料のプレートが、上述の文献EP09 165 172.9に説明された方法によって得られた。
【0053】
したがって、CVIを使用して織物のファイバー上で50ナノメートル(nm)にほぼ等しい厚さを有している第一のPyC中間層を形成した後、織物は、メチルエチルケトンの溶液中でセラミック前駆物質のポリシロキサン樹脂で含浸された。乾燥の後に、織物が工具によって希望の形状に保持されながら樹脂が硬化され、その厚さは圧縮によって約1mmに低減された。その方法で強化されたファイバープレフォームは、工具から取り除かれ、樹脂が熱分解されるCVIオーブンの中に置かれた後、CVIでの第一の中間層と樹脂の熱分解残留物の粒を覆う200nmにほぼ等しい厚さを有している第二のPyC中間層の形成と、それからCVIでの上述の文献US5 246 736に説明されるように、シリコン−ボロン−カーボン(Si−B−C)タイプのセラミックマトリックスによる高密化を継続した。
【0054】
ほぼ1mmの厚さを有し、縦糸の五つの層と緯糸の五つの層を備えた多層織りファイバー強化材を備えているCMC材料プレートが得られた。
【0055】
比較例1(先行技術による)
例1と同じ糸を使用して多層織物が作られた。織物の厚さを約1mmに制限するために、織りは、縦糸の三つの層と緯糸の二つの層を使用しておこなわれ、したがって織物の層の数は3に等しかった。図3に示される緯糸平面をもつ多重サテンタイプ織りが使用された。他の緯糸平面はそこから、緯糸方向の連続的なずれによって推定される。多層織物のファイバー比は約40%だった。
【0056】
例1で説明されたように、(糸を展延していない)多層織物からCMC複合材料のプレートが得られた。
【0057】
図4および5は、それぞれ、例1および比較例1にしたがって得られた部品の断面図である。本発明は複合材料内のマクロ細孔が低減されることを可能にしていることを見ることができる。等しいファイバー比において、糸を展延することの結果としてのファイバープレフォーム中の細孔の細分は、そのような結果を達成することを可能にする。これは加えて、与えられた厚さに対して、糸の多くの層を有しているファイバー強化材を備えた複合材料が得られたという事実である。さらに、例2は、厚さに関して従来技術の方法の技術的な限界を示すけれども、本発明の方法は、部品のファイバー強化材を形成する多層織物中の糸の層の十分な数を有していながら、1mm未満の厚さを有している部品を達成することを可能にする。さらに、多層織物の糸を展延することは表面の不規則を低減する。
【0058】
(本発明の)例2
例1と同様の糸を使用して多重プレーンタイプ織りを有している多層織物が作られた。縦および緯糸方向のスレッドカウントは2.5×2.5だった。層の数は十、すなわち縦糸の十の層C’1ないしC’10と緯糸T’1ないしT’10の十の層だった。
【0059】
図6は、第一の緯糸平面を示しており、他の緯糸平面はそこから、緯糸方向の連続的なずれによって推定される。糸T’1およびT’10は、従来のプレーン織りの表面縦糸層層C’1およびC’10を連結している。他の緯糸T’2ないしT’9は、三つの隣接層のセット中の縦糸を連結しており、たとえば糸T’2は、層C’1,C’2,C’3の縦糸を連結している。
【0060】
これは、5kPaの負荷の下で約1.6mmに等しい厚さを有している多層織物を作り出した。
【0061】
織物の糸は、5kPaの負荷の下でその厚さを約1.37mmに等しい値に低減するように織物を振動に供することによって展延された。ファイバー体積比は約31%だった。
【0062】
方法の実現のために多重サージおよび多重プレーン以外の織り、たとえばインターロックおよび多重サテン織りが使用されることができる。
【先行技術文献】
【特許文献】
【0063】
【特許文献1】WO2010/007308
【特許文献2】WO2010/061139
【特許文献3】WO2010/061140
【特許文献4】WO2008/104692
【特許文献5】WO94/12708
【特許文献6】EP0 302 449
【特許文献7】WO2006/136755
【特許文献8】WO2005/095689
【特許文献9】WO96/41046
【特許文献10】US5 557 831
【特許文献11】FR2 401 888
【特許文献12】US5 246 736
【特許文献13】US5 965 266
【特許文献14】US6 068 730
【特許文献15】US6 291 058
【特許文献16】EP0 441 700
【特許文献17】US5 071 679
【特許文献18】EP09 165 172.9
【特許請求の範囲】
【請求項1】
マトリックスによって高密化されたカーボンまたはセラミックファイバー強化材を備えている熱構造複合材料で作られた部品であり、前記部品の少なくとも一部において、
前記部品の厚さは2mm未満であり、
ファイバー強化材は、重さが少なくとも200テックスである展延された糸で構成された単一の厚さの多層織物によって構成されており、
ファイバー体積比は25%ないし45%にあり、
前記多層織物の層の数と前記部品のミリメートルでの厚さの比は四以上であることを特徴とする部品。
【請求項2】
少なくとも前記部品の前記一部において、その厚さが1mm未満であることを特徴とする請求項1に記載の部品。
【請求項3】
前記多層織物の層の数が三以上であることを特徴とする請求項1または請求項2に記載の部品。
【請求項4】
前記多層織物が、多重プレーン、多重サージまたは多重サテンタイプ織りを有していることを特徴とする請求項1ないし3のいずれか一つに記載の部品。
【請求項5】
前記マトリックスが、少なくとも部分的にセラミックで作られていることを特徴とする請求項1ないし4のいずれか一つに記載の部品。
【請求項6】
ガスタービン航空エンジンの後部胴体部品の構成請求項5に記載の部品。
【請求項7】
ロケットエンジンノズル排気コーンの少なくとも一部を構成している請求項1ないし5のいずれか一つに記載の部品。
【請求項8】
カーボンまたはセラミックファイバーのプレフォームを作ることと前記プレフォームをマトリックスで高密化することを有している熱構造複合材料部品を製造する方法であり、2mm未満の厚さを有している前記プレフォームの少なくとも一部を作るために、
重さが200テックス以上である糸を有している多層織物を作るステップと、
前記多層織物の厚さを低減するように糸を展延する作業に前記織物を供するステップと、
前記展延された多層織物から前記プレフォーム部を作るステップがおこなわれ、前記プレフォーム部の厚さは、四以上の前記織物の層の数と前記プレフォーム部のミリメートルでの厚さの比を示す単一の厚さの展延された織物によって構成されており、
織りの間の前記多層織物のスレッドカウントは、前記ファイバープレフォーム部において25%ないし45%にあるように体積ファイバー比を得るように選択されることを特徴とする方法。
【請求項9】
層の数が三以上である多層織物が使用されることを特徴とする請求項8に記載の方法。
【請求項10】
多重プレーン、多重サージまたは多重サテンタイプ織りで多層織りがおこなわれることを特徴とする請求項8または請求項9に記載の方法。
【請求項1】
マトリックスによって高密化されたカーボンまたはセラミックファイバー強化材を備えている熱構造複合材料で作られた部品であり、前記部品の少なくとも一部において、
前記部品の厚さは2mm未満であり、
ファイバー強化材は、重さが少なくとも200テックスである展延された糸で構成された単一の厚さの多層織物によって構成されており、
ファイバー体積比は25%ないし45%にあり、
前記多層織物の層の数と前記部品のミリメートルでの厚さの比は四以上であることを特徴とする部品。
【請求項2】
少なくとも前記部品の前記一部において、その厚さが1mm未満であることを特徴とする請求項1に記載の部品。
【請求項3】
前記多層織物の層の数が三以上であることを特徴とする請求項1または請求項2に記載の部品。
【請求項4】
前記多層織物が、多重プレーン、多重サージまたは多重サテンタイプ織りを有していることを特徴とする請求項1ないし3のいずれか一つに記載の部品。
【請求項5】
前記マトリックスが、少なくとも部分的にセラミックで作られていることを特徴とする請求項1ないし4のいずれか一つに記載の部品。
【請求項6】
ガスタービン航空エンジンの後部胴体部品の構成請求項5に記載の部品。
【請求項7】
ロケットエンジンノズル排気コーンの少なくとも一部を構成している請求項1ないし5のいずれか一つに記載の部品。
【請求項8】
カーボンまたはセラミックファイバーのプレフォームを作ることと前記プレフォームをマトリックスで高密化することを有している熱構造複合材料部品を製造する方法であり、2mm未満の厚さを有している前記プレフォームの少なくとも一部を作るために、
重さが200テックス以上である糸を有している多層織物を作るステップと、
前記多層織物の厚さを低減するように糸を展延する作業に前記織物を供するステップと、
前記展延された多層織物から前記プレフォーム部を作るステップがおこなわれ、前記プレフォーム部の厚さは、四以上の前記織物の層の数と前記プレフォーム部のミリメートルでの厚さの比を示す単一の厚さの展延された織物によって構成されており、
織りの間の前記多層織物のスレッドカウントは、前記ファイバープレフォーム部において25%ないし45%にあるように体積ファイバー比を得るように選択されることを特徴とする方法。
【請求項9】
層の数が三以上である多層織物が使用されることを特徴とする請求項8に記載の方法。
【請求項10】
多重プレーン、多重サージまたは多重サテンタイプ織りで多層織りがおこなわれることを特徴とする請求項8または請求項9に記載の方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公表番号】特表2013−509348(P2013−509348A)
【公表日】平成25年3月14日(2013.3.14)
【国際特許分類】
【出願番号】特願2012−535901(P2012−535901)
【出願日】平成22年10月26日(2010.10.26)
【国際出願番号】PCT/FR2010/052285
【国際公開番号】WO2011/051611
【国際公開日】平成23年5月5日(2011.5.5)
【出願人】(502202281)スネクマ・プロピュルシオン・ソリド (48)
【氏名又は名称原語表記】SNECMA PROPULSION SOLIDE
【公表日】平成25年3月14日(2013.3.14)
【国際特許分類】
【出願日】平成22年10月26日(2010.10.26)
【国際出願番号】PCT/FR2010/052285
【国際公開番号】WO2011/051611
【国際公開日】平成23年5月5日(2011.5.5)
【出願人】(502202281)スネクマ・プロピュルシオン・ソリド (48)
【氏名又は名称原語表記】SNECMA PROPULSION SOLIDE
[ Back to top ]