
薄い木材の水分の絞り出し及び細胞破壊の装置と応用
【課題】 厚さ薄い3mm〜5mmの合板の素材は輸入材のラワン材が主に使用されている。
ラワンを約1mm位にロータリー剥きし3層に積層している。ラワンのロータリー剥きは水分を通し難く塗布するだけで薬液剤を注入することは不可能である。
12mm以上の合板では実用化されているが、その製造工程は、厚い合板を製造後、加圧容器にいれ減圧、加圧注入し乾燥する方法である。厚さの薄い合板は乾燥の工程で狂いが生じ実用化が難しく商品化されていない。
【解決手段】)
厚い木材をローラーでプレスする技術はあるがプレス工程でひび割れが発生し商品化には問題が多くある。
ローラーを通した1mm〜1.5mmの薄い木材はひび割れが出にくい。又ひずみが出ず満遍なくプレス出来るため、細胞破壊が均一に出来る。上下のローラーの速度を少し変える事でより細胞破壊は向上した。
特に国産材の杉の芯材の部分は水分や空気を通しにくいが、水分絞り出し工程の細胞破壊により乾燥も容易に出来、又加熱による減圧も出来るため、薬液剤注入が出来る。また木材の張力も無くなるため、狂いやゆがみも出にくくなって、合板にした際の剥離防止となる。前記を鑑みローラーを通した薄い板は不燃合板、又機能性合板の素材として適している。
ラワンを約1mm位にロータリー剥きし3層に積層している。ラワンのロータリー剥きは水分を通し難く塗布するだけで薬液剤を注入することは不可能である。
12mm以上の合板では実用化されているが、その製造工程は、厚い合板を製造後、加圧容器にいれ減圧、加圧注入し乾燥する方法である。厚さの薄い合板は乾燥の工程で狂いが生じ実用化が難しく商品化されていない。
【解決手段】)
厚い木材をローラーでプレスする技術はあるがプレス工程でひび割れが発生し商品化には問題が多くある。
ローラーを通した1mm〜1.5mmの薄い木材はひび割れが出にくい。又ひずみが出ず満遍なくプレス出来るため、細胞破壊が均一に出来る。上下のローラーの速度を少し変える事でより細胞破壊は向上した。
特に国産材の杉の芯材の部分は水分や空気を通しにくいが、水分絞り出し工程の細胞破壊により乾燥も容易に出来、又加熱による減圧も出来るため、薬液剤注入が出来る。また木材の張力も無くなるため、狂いやゆがみも出にくくなって、合板にした際の剥離防止となる。前記を鑑みローラーを通した薄い板は不燃合板、又機能性合板の素材として適している。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、水分の多い生木材をスライス又はロール剥き又は製材した薄い木材に細胞破壊加工し二次加工から最終商品に至らしめるものである。
【背景技術】
【0002】
木材に多機能を付与する方法として、加圧容器内で透過性のある木材を使用し薬液剤を減圧、加圧注入するのが一般的である。この方法は薬剤を多量に用意する必要があり、必要な個所に万遍無く注入することが不可能であった。薄い木材を細胞破壊することにより不燃木材又機能木材の生産コストが下がり多方面に応用出来るようになる。
【発明の開示】
【発明が解決しようとする課題】
【0003】
スライス又はロール剥き又は製材した水分の多い薄い木材、また水分の多い繊維状の物質を、常温又は加熱した上下の送りローラーで、加圧し、水分を絞り出し、乾燥の前工程をすることにより乾燥時間又熱エネルギーの節約が出来る。
【0004】
上下の送りローラーの形状は平らでも良いが、細胞破壊を起こし易くするために表面に凸凹又はミゾを付けるとよい。
【0005】
ローラープレス加工工程により木材の幅が伸びて割れ易い。それを防ぐため、ローラーの中心に向かってスパイラル状のミゾをつけた形状にすることにより木材の幅を圧縮し割れが防げる。
【0006】
ローラープレス加工する薄い木材にローラーの手前で振動を与え、又はローラー自体に振動を与えることで、より効率良く細胞破壊が起きる。又上と下の送りローラーそれぞれの駆動速度、あるいはローラーの径を変えることにより、より細胞破壊が起きやすい。
【0007】
不燃合板を製造する接着剤は不燃性が必要だが現在合板に使われてる接着剤は可燃性が多く、アルカリ性、酸性に偏り不燃化が難しいが中性の不燃剤の混合により現在使用の接着剤が不燃化できる。
(ホウ素系不燃剤ソウファーBパウダー、ソウファーBリキッド、 金沢工業大学開発)
【0008】
合板の接着層はごく薄いが、接着層を厚くすることで不燃性をより向上出来る。
【0009】
合板の接着層を厚くして性能を向上させるため接着剤に他の物質を添加する。添加物質には加熱発泡剤又不燃性物質例えばガラス繊維、土、軽石など粉体又は粒体などの無機質系が望ましいが有機質系でも不燃性ならば良い。接着剤との複合的配合比率で不燃層の調整が出来る。
【0010】
細胞破壊した木材又は透過性の有る薄い木材を合板に接着する工程で加熱プレスか高周波加熱による接着法なので木材が高温になるため厚さの薄い細胞破壊された木材の中の空気が膨張し薄くなり減圧状態になる。又常温プレスでは合板を加熱すると効率が良い。
【0011】
細胞破壊された厚さの薄い加熱された減圧状態の木材に常温又は40℃〜60℃に加熱した不燃液又は機能性を付与する薬剤などを塗布する事で注入する。
【0012】
合板状にした木材の表面に化粧用の単板、紙類、フィルムなどを不燃接着剤により貼り合わせて不燃性化粧合板が製造出来る。
【0013】
合板状にした薄い不燃木材を不燃接着剤で積層することで自由な大きさの木材が製造出来る。
【0014】
薄い不燃化粧合板をタイコ状の中空にして貼り合わせることによりコストの低い不燃性のフラッシュタイプのドアー又は内装壁材等が容易に製造することが出来る。
【0015】
タイコ状の中空のフラッシュタイプのドアー又は内装壁材の中空層に不燃物質を充填することで製品の不燃性能向上になり、また断熱性も向上する。
【0016】
タイコ状の中空層の充填材として断熱材として使われているガラス繊維又有機質素材には不燃液など浸透した物質が良い。
【0017】
有機質の充填材質としては、杉や桧の樹皮、植物性繊維、木材、チップ、古紙、布類などを繊維状又は粉砕し薬液剤など浸透しやすい形状に加工した物質が良い。
不燃剤としては農業用の化学肥料の硫酸アンモニア、リン酸アンモニアなど廃棄時に農作物の肥料などに再利用出来るものが望ましい。
【0018】
繊維状に又は粉砕し不燃加工した充填材の空気を抜きチッソガス又は二酸化炭素など不燃ガスに入れ替える。又廃棄する消火器の消火剤の粉体を混ぜることにより不燃効果が向上する。
【0019】
不燃合板以外の機能性合板の加工は薄い細胞破壊された木材により通電合板、クッション合板、硬化合板、断熱合板など製造出来る。
【0020】
合板の不燃化及び機能性合板の加工
【行程】
水分の多い木材を1mm〜10mmにスライスまたはロール剥き又は製材する。
水分の多い薄い木材を上下のローラーで圧縮し水分を絞り出すと同時に木材の細胞破壊をする。
細胞破壊した木材を乾燥する。
不燃接着剤を使用し加熱プレスにより3層構造の合板にする。
合板加熱時に40℃〜60℃に加熱した不燃液、又は機能性薬剤注入する。
【0021】
【図1】
【図2】
【図3】
【符号の説明】
【0022】
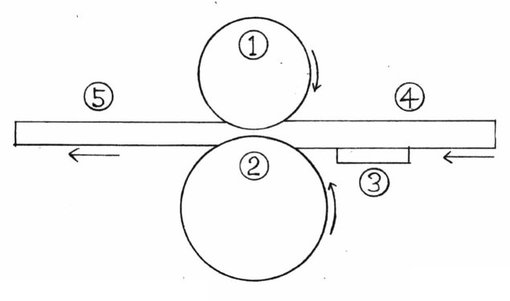
(図1)
薄い木材の水分絞り出し又細胞破壊装置
1、上部圧縮ローラー小同回転で送る
2、下部圧縮ローラー大
3、振動板
4、加工前の薄い木材
5、加工後細胞破壊、脱水木材
(図2)
不燃合板
1、不燃液を注入した薄い細胞破壊、乾燥木材
2、配合不燃接着層
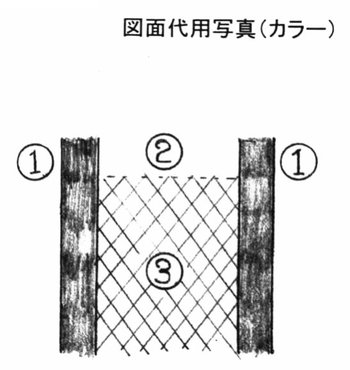
(図3)
不燃合板を応用した中空層パネル
1、不燃合板
2、中空層
3、不燃物質充填層
【技術分野】
【0001】
本発明は、水分の多い生木材をスライス又はロール剥き又は製材した薄い木材に細胞破壊加工し二次加工から最終商品に至らしめるものである。
【背景技術】
【0002】
木材に多機能を付与する方法として、加圧容器内で透過性のある木材を使用し薬液剤を減圧、加圧注入するのが一般的である。この方法は薬剤を多量に用意する必要があり、必要な個所に万遍無く注入することが不可能であった。薄い木材を細胞破壊することにより不燃木材又機能木材の生産コストが下がり多方面に応用出来るようになる。
【発明の開示】
【発明が解決しようとする課題】
【0003】
スライス又はロール剥き又は製材した水分の多い薄い木材、また水分の多い繊維状の物質を、常温又は加熱した上下の送りローラーで、加圧し、水分を絞り出し、乾燥の前工程をすることにより乾燥時間又熱エネルギーの節約が出来る。
【0004】
上下の送りローラーの形状は平らでも良いが、細胞破壊を起こし易くするために表面に凸凹又はミゾを付けるとよい。
【0005】
ローラープレス加工工程により木材の幅が伸びて割れ易い。それを防ぐため、ローラーの中心に向かってスパイラル状のミゾをつけた形状にすることにより木材の幅を圧縮し割れが防げる。
【0006】
ローラープレス加工する薄い木材にローラーの手前で振動を与え、又はローラー自体に振動を与えることで、より効率良く細胞破壊が起きる。又上と下の送りローラーそれぞれの駆動速度、あるいはローラーの径を変えることにより、より細胞破壊が起きやすい。
【0007】
不燃合板を製造する接着剤は不燃性が必要だが現在合板に使われてる接着剤は可燃性が多く、アルカリ性、酸性に偏り不燃化が難しいが中性の不燃剤の混合により現在使用の接着剤が不燃化できる。
(ホウ素系不燃剤ソウファーBパウダー、ソウファーBリキッド、 金沢工業大学開発)
【0008】
合板の接着層はごく薄いが、接着層を厚くすることで不燃性をより向上出来る。
【0009】
合板の接着層を厚くして性能を向上させるため接着剤に他の物質を添加する。添加物質には加熱発泡剤又不燃性物質例えばガラス繊維、土、軽石など粉体又は粒体などの無機質系が望ましいが有機質系でも不燃性ならば良い。接着剤との複合的配合比率で不燃層の調整が出来る。
【0010】
細胞破壊した木材又は透過性の有る薄い木材を合板に接着する工程で加熱プレスか高周波加熱による接着法なので木材が高温になるため厚さの薄い細胞破壊された木材の中の空気が膨張し薄くなり減圧状態になる。又常温プレスでは合板を加熱すると効率が良い。
【0011】
細胞破壊された厚さの薄い加熱された減圧状態の木材に常温又は40℃〜60℃に加熱した不燃液又は機能性を付与する薬剤などを塗布する事で注入する。
【0012】
合板状にした木材の表面に化粧用の単板、紙類、フィルムなどを不燃接着剤により貼り合わせて不燃性化粧合板が製造出来る。
【0013】
合板状にした薄い不燃木材を不燃接着剤で積層することで自由な大きさの木材が製造出来る。
【0014】
薄い不燃化粧合板をタイコ状の中空にして貼り合わせることによりコストの低い不燃性のフラッシュタイプのドアー又は内装壁材等が容易に製造することが出来る。
【0015】
タイコ状の中空のフラッシュタイプのドアー又は内装壁材の中空層に不燃物質を充填することで製品の不燃性能向上になり、また断熱性も向上する。
【0016】
タイコ状の中空層の充填材として断熱材として使われているガラス繊維又有機質素材には不燃液など浸透した物質が良い。
【0017】
有機質の充填材質としては、杉や桧の樹皮、植物性繊維、木材、チップ、古紙、布類などを繊維状又は粉砕し薬液剤など浸透しやすい形状に加工した物質が良い。
不燃剤としては農業用の化学肥料の硫酸アンモニア、リン酸アンモニアなど廃棄時に農作物の肥料などに再利用出来るものが望ましい。
【0018】
繊維状に又は粉砕し不燃加工した充填材の空気を抜きチッソガス又は二酸化炭素など不燃ガスに入れ替える。又廃棄する消火器の消火剤の粉体を混ぜることにより不燃効果が向上する。
【0019】
不燃合板以外の機能性合板の加工は薄い細胞破壊された木材により通電合板、クッション合板、硬化合板、断熱合板など製造出来る。
【0020】
合板の不燃化及び機能性合板の加工
【行程】
水分の多い木材を1mm〜10mmにスライスまたはロール剥き又は製材する。
水分の多い薄い木材を上下のローラーで圧縮し水分を絞り出すと同時に木材の細胞破壊をする。
細胞破壊した木材を乾燥する。
不燃接着剤を使用し加熱プレスにより3層構造の合板にする。
合板加熱時に40℃〜60℃に加熱した不燃液、又は機能性薬剤注入する。
【0021】
【図1】
【図2】
【図3】
【符号の説明】
【0022】
(図1)
薄い木材の水分絞り出し又細胞破壊装置
1、上部圧縮ローラー小同回転で送る
2、下部圧縮ローラー大
3、振動板
4、加工前の薄い木材
5、加工後細胞破壊、脱水木材
(図2)
不燃合板
1、不燃液を注入した薄い細胞破壊、乾燥木材
2、配合不燃接着層
(図3)
不燃合板を応用した中空層パネル
1、不燃合板
2、中空層
3、不燃物質充填層
【特許請求の範囲】
【請求項1】
厚さ1mm〜10mmにスライス又はロール剥きまたは製材した水分の多い生木材、水分の多い繊維状の物質の水分除去
【請求項2】
水分除去行程時に割れ防止と細胞破壊装置
【請求項3】
木材を不燃合板にするための接着剤の不燃化
【請求項4】
不燃性能向上のための接着層の改良
【請求項5】
合板製造工程時に不燃液又は薬液剤などの注入行程
【請求項6】
不燃合板の応用
【請求項7】
下地不燃合板の化粧合板加工
【請求項8】
不燃化粧合板の性能向上加工
【請求項9】
不燃化粧合板の木製建具への応用
【請求項10】
不燃化粧合板の内装材への応用
【請求項11】
細胞破壊した木材の応用
【請求項1】
厚さ1mm〜10mmにスライス又はロール剥きまたは製材した水分の多い生木材、水分の多い繊維状の物質の水分除去
【請求項2】
水分除去行程時に割れ防止と細胞破壊装置
【請求項3】
木材を不燃合板にするための接着剤の不燃化
【請求項4】
不燃性能向上のための接着層の改良
【請求項5】
合板製造工程時に不燃液又は薬液剤などの注入行程
【請求項6】
不燃合板の応用
【請求項7】
下地不燃合板の化粧合板加工
【請求項8】
不燃化粧合板の性能向上加工
【請求項9】
不燃化粧合板の木製建具への応用
【請求項10】
不燃化粧合板の内装材への応用
【請求項11】
細胞破壊した木材の応用
【図1】


【図2】

【図3】
【図2】
【図3】
【公開番号】特開2010−260331(P2010−260331A)
【公開日】平成22年11月18日(2010.11.18)
【国際特許分類】
【出願番号】特願2009−132520(P2009−132520)
【出願日】平成21年5月11日(2009.5.11)
【出願人】(596079312)
【出願人】(596079323)
【Fターム(参考)】
【公開日】平成22年11月18日(2010.11.18)
【国際特許分類】
【出願日】平成21年5月11日(2009.5.11)
【出願人】(596079312)
【出願人】(596079323)
【Fターム(参考)】
[ Back to top ]