
薄切片作製装置及び薄切片の作製方法

【課題】生体試料が包埋された包埋ブロックから観察に好適な生体試料を自動的に露出させて、薄切片を作製することが可能な薄切片作製装置及び薄切片の作製方法を提供する。
【解決手段】薄切片作製装置1は、包埋ブロックBを所定の厚さで切削可能に、包埋ブロックBに対してカッター4を厚さ方向Yに移動させる送り手段8と、包埋ブロックBに対してカッター4を切削方向Xに移動させて、包埋ブロックBを切削する切削手段3と、切削手段3によって切削した包埋ブロックBの切削面B2を観察し、観察データを取得する観察手段12と、送り手段8による移動量を設定送り量に設定して、切削手段3によって順次包埋ブロックBを切削させていくとともに、取得した観察データに基づいて切削面B2の良否を判断し、切削面B2を良と判断した場合には、送り手段8による移動量を本削り量に変更して切削させる制御部9とを備える。
【解決手段】薄切片作製装置1は、包埋ブロックBを所定の厚さで切削可能に、包埋ブロックBに対してカッター4を厚さ方向Yに移動させる送り手段8と、包埋ブロックBに対してカッター4を切削方向Xに移動させて、包埋ブロックBを切削する切削手段3と、切削手段3によって切削した包埋ブロックBの切削面B2を観察し、観察データを取得する観察手段12と、送り手段8による移動量を設定送り量に設定して、切削手段3によって順次包埋ブロックBを切削させていくとともに、取得した観察データに基づいて切削面B2の良否を判断し、切削面B2を良と判断した場合には、送り手段8による移動量を本削り量に変更して切削させる制御部9とを備える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、人体や実験動物等から取り出した生体試料を包埋した包埋ブロックを切削して薄切片を作製する薄切片作製装置及び薄切片の作製方法に関する。
【背景技術】
【0002】
従来から、人体や実験動物等から取り出した生体試料を検査、観察する方法の1つとして、包埋剤によって生体試料を包埋した包埋ブロックから厚さ数μmの極薄の薄切片を作製した後に、染色処理を行い観察する方法が知られている。このような薄切片を作製する工程の詳細としては、まず、粗削り工程として、包埋ブロックを切削して、内部に包埋されている生体試料を切削面に露出させる。そして、露出した生体試料が観察に適しているかどうか確認する。現在の切削面よりも下方に、より観察に適した生体試料が包埋されている判断される場合にはこれを繰り返す。そして、観察に適した生体試料が切削面に露出したと判断した場合には、本削り工程としてカッターによって所定の厚さ、すなわち厚さ3〜5μm程度となるように切削することで、生体試料を観察するのに好適な薄切片を作製することができる。
【0003】
従来、このような包埋ブロックから薄切片を作製する作業は、薄切片が極薄で取り扱いが困難であるなどの理由から熟練な作業者による手作業に委ねられてきた。一方、例えば、前臨床試験においては、一試験当たり数百個の包埋ブロックを作製し、さらに一包埋ブロック当たり数枚の薄切片を作製する必要があるため、近年、薄切片を作製する一連の工程の自動化が望まれている。
【0004】
このような薄切片の作製を自動化するものとしては、例えば、カッターと、包埋ブロックの表面を所定の薄切片の厚さに対応する量だけ切削できるようにカッターを移動させるカッター駆動機構と、カッターに対して包埋ブロックを切削方向に送る試料搬送機構とを有する薄切片作製装置が提案されている(例えば、特許文献1参照)。このような薄切片作製装置によれば、カッター駆動機構によって所定の厚さとなるようにカッターを自動的に移動し、試料搬送機構によって包埋ブロックを送れば、カッターによって包埋ブロックが切削され、自動的に薄切片を作製することができるとされている。
【特許文献1】特開2004−28910号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1による装置及び方法では、自動的に所定の厚さに包埋ブロックを切削するのみで、作製された薄切片に生体試料が含まれているか、さらに、含まれている生体試料が観察に十分適したものであるかどうかを判断することはできない。このため、このような装置を利用して包埋ブロックを薄切する前工程として、上記のような粗削り工程を手作業で行って好適な切削面を露出させる必要があり、結果として薄切片の作製を自動化するまでには至らなかった。
【0006】
この発明は、上述した事情に鑑みてなされたものであって、生体試料が包埋された包埋ブロックから観察に好適な生体試料を自動的に露出させて、薄切片を作製することが可能な薄切片作製装置、及び、薄切片の作製方法を提供するものである。
【課題を解決するための手段】
【0007】
上記課題を解決するために、この発明は以下の手段を提案している。
本発明は、生体試料が包埋された包埋ブロックを切削して薄切片を作製する薄切片作製装置であって、前記包埋ブロックを所定の厚さで切削可能に、前記包埋ブロックに対してカッターを厚さ方向に所定の移動量だけ相対的に移動させる送り手段と、前記包埋ブロックに対して前記カッターを切削方向に相対的に移動させて、前記包埋ブロックを切削する切削手段と、該切削手段によって切削した前記包埋ブロックの切削面を観察し、観察データを取得する観察手段と、前記送り手段による前記移動量を予め決められた設定送り量に設定して、前記切削手段によって順次前記包埋ブロックを切削させていくとともに、取得した前記観察データに基づいて前記切削面の良否を判断し、前記切削面を良と判断した場合には、前記送り手段による前記移動量を、前記設定送り量から前記薄切片の厚さに対応した本削り量に変更して切削させる制御部とを備えることを特徴としている。
【0008】
また、本発明の薄切片の作製方法は、生体試料が包埋された包埋ブロックに対して、該包埋ブロックを切削するカッターを厚さ方向に予め決められた設定送り量だけ相対的に移動させた後、前記包埋ブロックに対して前記カッターを切削方向に相対的に移動させることで前記包埋ブロックを切削する粗削り工程と、該粗削り工程で切削された前記包埋ブロックの切削面を観察して観察データを取得する観察工程と、該観察工程で取得された観察データに基づいて、前記切削面の良否を判断する評価工程と、前記包埋ブロックに対して前記カッターを厚さ方向に、作製する薄切片の厚さと対応する本削り量だけ相対的に移動させた後、前記包埋ブロックに対して前記カッター切削方向に相対的に移動させることで前記包埋ブロックを切削する本削り工程とを備え、該評価工程において、前記切削面を否と判断した場合には、再度前記粗削り工程、前観察工程及び前記評価工程を行い、前記切削面を良と判断した場合には、前記本削り工程に移行することを特徴としている。
【0009】
この発明に係る薄切片作製装置及び薄切片の作製方法によれば、まず、粗削り工程として、送り手段による移動量を設定送り量に設定して、包埋ブロックに対してカッターを厚さ方向に相対的に移動させる。そして、切削手段によって包埋ブロックに対してカッターを切削方向に相対的に移動させることで、包埋ブロックを設定送り量と対応した厚さで切削することができる。次に、観察工程として、観察手段によって包埋ブロックの切削面の観察を行い、切削面に関する観察データを取得する。次に、評価工程として、制御部で観察データに基づいて切削面の良否を判断する。切削面が「否」、すなわち、切削面に露出している生体試料の部分が観察に適していないと判断される場合には、再度粗削り工程を行って包埋ブロックを切削し、観察工程で観察データを取得し、評価工程として再度切削面の良否を判断する。切削面が「良」、すなわち、切削面に露出している生体試料の部分が観察に適していると判断される場合には、本削り工程に移行する。すなわち、送り手段による移動量を本削り量に変更して、包埋ブロックを所定の厚さの薄切片となるように切削することで、観察に好適な生体試料を含んだ薄切片を自動的に作製することができる。
【0010】
また、上記の薄切片作製装置において、前記観察手段は、前記包埋ブロックの前記切削面を照明する照明系と、該照明系で照明された前記切削面を撮影する撮影光学系とを備え、前記観察データは、前記撮影光学系によって撮影された画像データであることがより好ましいとされている。
【0011】
この発明に係る薄切片作製装置によれば、照明系で照明された切削面を撮影光学系で撮影することで、観察データとして画像データを取得することができる。切削面に露出する生体試料の部分と生体試料を包埋している包埋剤である部分とでは色彩が異なるので、画像データに基づいて切削面に露出する生体試料を識別して、切削面の良否を判断することができる。
【0012】
また、上記の薄切片作製装置において、前記観察手段の前記照明系は、平行光を照射可能な光源と、該光源から照射された前記平行光を反射させて、前記切削面に略直交して照射させるハーフミラーとを備え、前記撮影光学系は、前記切削面で反射して前記ハーフミラーを透過する反射光を受光可能に前記ハーフミラーの後方に設けられていることがより好ましいとされている。
【0013】
また、上記の薄切片の作製方法において、前記観察工程は、光源から照射させた平行光をハーフミラーで反射させて、前記切削面に略直交に照射させるとともに、前記ハーフミラーの後方で、前記切削面で反射して前記ハーフミラーを透過する反射光を受光することで、前記切削面を撮影し、前記観察データとして画像データを取得することがより好ましいとされている。
【0014】
この発明に係る薄切片作製装置及び薄切片の作製方法によれば、観察工程において、照明系の光源から照射される平行光は、ハーフミラーで反射することによって、切削面に略直交して照射する、いわゆる落射照明として照明される。そして、撮影光学系がハーフミラーの後方に設けられていることで、この落射照明による反射光を受光して切削面を撮影することができる。このため、撮影光学系によって撮影し、取得された画像データは、生体試料が露出している部分と包埋剤である部分とのコントラストが著しい画像となり、より明確に生体試料が露出している部分を識別することができる。
【0015】
また、上記の薄切片作製装置において、前記制御部は、前記観察手段によって取得された前記画像データの輝度情報をもとに、二値化処理して得られた明暗データによって前記切削面の良否を判断することがより好ましいとされている。
【0016】
また、上記の薄切片の作製方法において、前記評価工程は、前記観察工程で取得した前記画像データの輝度情報をもとに、二値化処理して明暗データを作成し、該明暗データをもとに前記切削面の良否を判断することがより好ましいとされている。
【0017】
この発明に係る薄切片作製装置及び薄切片の作製方法によれば、観察工程において、観察手段によって取得された画像データの輝度情報をもとに、二値化処理して明暗データを作成することによって、切削面の生体試料が露出している部分と、それ以外の包埋剤である部分とをより明確に識別することができる。
【0018】
また、上記の薄切片作製装置において、前記制御部は、前記観察手段によって取得された前記観察データに基づいて、前記切削面のうち、前記生体試料が露出している部分の面積である組織面積を算出し、該組織面積に基づいて前記切削面の良否を判断することがより好ましいとされている。
【0019】
また、上記の薄切片の作製方法において、前記評価工程は、前記観察工程で取得した前記観察データに基づいて、前記切削面のうち、前記生体試料が露出している部分の面積である組織面積を算出し、該組織面積に基づいて前記切削面の良否を判断することがより好ましいとされている。
【0020】
この発明に係る薄切片作製装置及び薄切片の作製方法によれば、評価工程において、制御部によって切削面のうち生体試料が露出している部分の面積である組織面積を算出することで、生体試料が露出している部分の大きさを定量的に評価して、切削面の良否を判断することができる。
【0021】
また、上記の薄切片作製装置において、前記制御部は、前記切削手段によって切削される毎に取得される前記観察データのうち、今回取得された前記観察データと前回取得された前記観察データとを比較して前記切削面の良否を判断することがより好ましいとされている。
【0022】
また、上記の薄切片の作製方法において、前記評価工程は、今回の前記観察工程で取得された前記観察データと、前回の前記観察工程で取得された前記観察データとを比較して、前記切削面の良否を判断することがより好ましいとされている。
【0023】
この発明に係る薄切片作製装置及び薄切片の作製方法によれば、粗削り工程において切削手段によって切削される毎に、観察工程において今回取得された観察データと前回取得された観察データとを比較することで、包埋ブロックの厚さ方向で相対的に切削面の良否を判断することができる。このため、包埋ブロックに包埋されている生体試料は、包埋ブロック毎にその大きさ、種類が異なっているが、包埋ブロックの厚さ方向に相対的に判断可能であることで、包埋ブロック毎に、本削り工程における薄切片の作製に好適な切削面を決定することができる。
【0024】
また、上記の薄切片作製装置において、前記制御部は、前記観察手段によって取得された前記観察データに基づいて、前記切削面のうち、前記生体試料が露出している部分の面積である組織面積を算出し、今回算出された該組織面積と前回算出された前記組織面積とを比較して前記切削面の良否を判断することがより好ましいとされている。
【0025】
また、上記の薄切片の作製方法において、前記評価工程は、前記観察工程で取得された前記観察データから、前記切削面のうち、前記生体試料が露出している部分の面積である組織面積を算出し、今回算出された該組織面積と前回算出された前記組織面積とを比較して前記切削面の良否を判断することがより好ましいとされている。
【0026】
この発明に係る薄切片作製装置及び薄切片の作製方法によれば、評価工程において、制御部によって切削面のうち生体試料が露出している部分の面積である組織面積を算出して、今回算出された該組織面積と前回算出された前記組織面積とを比較することができる。このため、包埋ブロックの厚さ方向で、生体試料が露出している部分の大きさを相対的にかつ定量的に評価することができる。すなわち、使用される包埋ブロック毎に包埋されている生体試料の大きさ、種類が異なっても、その包埋ブロックの厚さ方向において、組織面積が大きくなる位置で薄切片を作製することができる。
【0027】
また、上記の薄切片作製装置において、前記制御部は、前回算出された前記組織面積に対する今回算出された前記組織面積の比である面積増加率が予め決められた設定増加率以下である場合に、前記切削面を良と判断することがより好ましいとされている。
【0028】
また、上記の薄切片の作製方法において、前記評価工程は、前回算出した前記組織面積に対する今回算出した前記組織面積の比である面積増加率が予め決められた設定増加率以下である場合に、前記切削面を良と判断することがより好ましいとされている。
【0029】
この発明に係る薄切片作製装置及び薄切片の作製方法によれば、評価工程において、制御部によって、前回算出された組織面積に対する今回算出された組織面積の比である面積増加率を算出することができる。包埋ブロックに包埋された生体試料は人体や実験動物などの組織を切除したものであるので、その形状は丸みを帯びた塊状を呈している。このため、切削面に露出する生体試料の組織面積は、厚さ方向に一端面から中央に向って漸増していき、ある位置で最大の組織面積となるととともに、他端面に向って漸減していく。また、厚さ方向に一端面から最大の組織面積となる位置に向って、組織面積の面積増加率は漸減して最大の組織面積となる位置において組織面積の面積増加率はゼロになる。このため、制御部によって組織面積の面積増加率を算出し、予め決められた設定増加率以下であるか判断することによって、最大の組織面積となる位置と近接する位置で、薄切片を作製することができる。
【0030】
また、上記の薄切片作製装置において、前記制御部は、前回算出された前記組織面積に対する今回算出された前記組織面積の差分である面積増加量が予め決められた設定増加量以下である場合に、前記切削面を良と判断するものとしても良い。
【0031】
また、上記の薄切片の作製方法において、前記評価工程は、前回算出した前記組織面積に対する今回算出した前記組織面積の差分である面積増加量が予め決められた設定増加量以下である場合に、前記切削面を良と判断するものとしても良い。
【0032】
この発明に係る薄切片作製装置及び薄切片の作製方法によれば、評価工程において、制御部によって、前回算出された組織面積に対する今回算出された組織面積の差分である面積増加量を算出することができる。上記同様に、厚さ方向に一端面から最大の組織面積となる位置に向って、組織面積の面積増加量は漸減して、最大の組織面積となる位置において組織面積の面積増加量はゼロになる。このため、制御部によって組織面積の面積増加量を算出し、予め決められた設定増加量以下であるか判断することによって、最大の組織面積となる位置と近接する位置で、薄切片を作製することができる。
【0033】
また、上記の薄切片作製装置において、前記設定送り量は、第一の設定送り量と、該第一の設定送り量より小さい第二の設定送り量とで構成され、前記制御部は、前記送り手段による前記移動量を前記第一の設定送り量に設定して、前記切削面の良否を判断し、前記切削面を良と判断した場合には、前記送り手段による前記移動量を前記第二の設定送り量に再設定して、改めて前記切削面の良否を判断し、再度前記切削面を良と判断した場合に、前記送り手段による前記移動量を前記本削り良に変更することがより好ましいとされている。
【0034】
また、上記の薄切片の作製方法において、前記粗削り工程は、前記設定送り量を第一の設定送り量とした第一の粗削り工程と、前記設定送り量を前記第一の設定送り量より小さい第二の設定送り量とした第二の粗削り工程とで構成されるとともに、前記評価工程は、前記第一の粗削り工程と対応した第一の評価工程と、前記第二の粗削り工程と対応した第二の評価工程とで構成され、前記第一の評価工程は、前記第一の粗削り工程及び前記観察工程を行って前記観察工程で取得された前記観察データに基づいて、前記切削面の良否を行い、前記切削面を否と判断した場合には、再度前記第一の粗削り工程、前記観察工程及び前記第一の評価工程を行い、前記切削面を良と判断した場合には、前記第二の粗削り工程に移行し、前記第二の評価工程は、前記第二の粗削り工程及び前記観察工程を行って前記観察工程で取得された前記観察データに基づいて、前記切削面の良否を行い、前記切削面を否と判断した場合には、再度前記第二の粗削り工程、前記観察工程及び前記第二の評価工程を行い、前記切削面を良と判断した場合には、前記本削り工程に移行することがより好ましいとされている。
【0035】
この発明に係る薄切片作製装置及び薄切片の作製方法によれば、まず、送り手段による移動量を第二の設定送り量より大きい第一の設定送り量に設定して、第一の粗削り工程、観察工程、第一の評価工程を繰り返すことで、効率良く包埋ブロックを切削していことができる。そして、第一の評価工程において切削面が良と判断されれば、送り手段による移動量を第一の設定送り量より小さい第二の設定送り量に設定して、第二の粗削り工程、観察工程、第二の評価工程を繰り返すことで、精度良く生体試料の観察に適した切削面を確認することができる。また、第二の粗削り工程では、第一の設定送り量よりも小さい移動量である第二の設定送り量に設定する、すなわち一回の切削において切削される包埋ブロックの厚さをより薄く設定することで、第一の粗削り工程の時よりも切削抵抗を小さくすることができる。このため、組織の抜け落ち等の恐れの無い良好な切削面とすることができ、次工程の本削り工程において、より良好な薄切片を作製することができる。
【発明の効果】
【0036】
本発明の薄切片作製装置によれば、切削手段で切削した包埋ブロックの切削面を観察する観察手段及びその観察データに基づいて切削面の良否を判断する制御部を備えることで、順次粗削りを行って、自動的に観察に好適な生体試料を含む切削面で薄切片を作製することができる。
また、本発明の薄切片の作製方法によれば、粗削り工程で切削した包埋ブロックの切削面を観察工程で観察し、その観察データに基づいて評価工程で切削面の良否を判断することで、自動的に観察に好適な生体試料を含む切削面を選択し、本削り工程で薄切片を作製することができる。
【発明を実施するための最良の形態】
【0037】
(第1の実施形態)
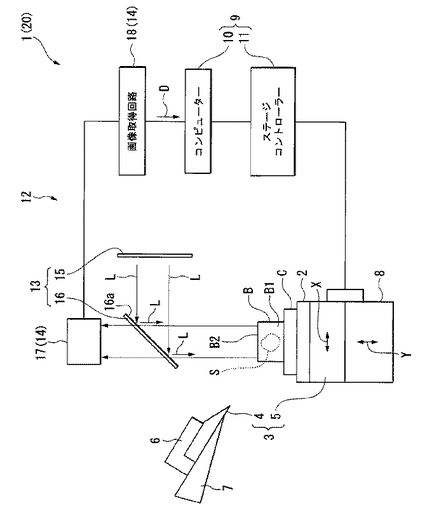
図1から図5は、この発明に係る第1の実施形態を示している。図1に示す薄切片作製装置1は、生体試料Sが包埋された包埋ブロックBから厚さ3〜5μm程度の極薄の薄切片を作製し、薄切片に含まれる生体試料Sを検査、観察する過程において、自動的に、包埋ブロックBの粗削りを行い、さらに本削りを行って、包埋ブロックBから薄切片を作製する装置である。生体試料Sは、例えば、人体や実験動物等から取り出した臓器などの組織から切除された塊状を呈する試料であり、医療分野、製薬分野、食品分野、生物分野などで適時選択されるものである。また、包埋ブロックBは、上記のような生体試料Sを包埋剤B1によって包埋、すなわち周囲を覆い固めたものである。このような包埋ブロックBは、より詳しくは、以下のように作製されるものである。まず、上記の生体試料Sの塊をホルマリンに漬けて、生体試料Sを構成する蛋白質を固定する。そして、組織を固い状態にした後、適当な大きさに切断する。最後に、切断された生体試料Sの内部の水分を包埋剤B1に置き換えたものを、溶解した包埋剤B1の中に埋め込んで、固めることで作製される。ここで、包埋剤B1は、上記のように液状化と冷却固化が容易に可能とされるとともに、有機溶媒に浸漬することで溶解する材質であり、樹脂やパラフィンなどである。以下、薄切片作製装置1の構成について説明する。
【0038】
図1及び図2に示すように、薄切片作製装置1は、包埋ブロックBを固定している包埋カセットCを位置決め保持する試料台2と、包埋ブロックBを切削する切削手段3とを備えている。切削手段3は、カッター4と、カッター4に対して試料台2を切削方向Xに移動させるXステージ5とを備えている。カッター4は、ホルダ6によってカッター台7に固定されている。このため、Xステージ5を駆動させることによって、包埋ブロックBに対してカッター4を相対的に移動させて包埋ブロックBを切削することが可能である。また、薄切片作製装置1は、作製される薄切片の厚さ方向Yに所定の移動量だけ試料台2を移動させる送り手段であるYステージ8を備える。Yステージ8を駆動させることによって、包埋ブロックBに対してカッター4を厚さ方向Yに相対的に移動させることができ、カッター4によって包埋ブロックBを切削する際の厚さを設定することができる。
【0039】
また、薄切片作製装置1は、制御部9としてコンピュータ10とステージコントローラ11とを備え、切削手段3のXステージ5及び送り手段のYステージ8とは、コンピュータ10による制御のもと、ステージコントローラ11によって所定量、所定速度で移動可能となっている。コンピュータ10には、カッター4による包埋ブロックBの切削速度であるXステージ5の移動速度が予め設定されている。また、コンピュータ10には、Yステージ8の1回当たりの移動量として、包埋ブロックBを粗削りするのに好適な設定送り量Pと、本削りする際の薄切片の厚さと対応した本削り量Qとが予め決められている。なお、本実施形態においては、例えば厚さ5μmの薄切片を作製するものとして、本削り量Qを5μmとし、また、設定送り量Pを20μmとしている。
【0040】
また、薄切片作製装置1は、切削手段3によって切削して形成された包埋ブロックBの切削面B2を観察し、観察データとして画像データDを取得する観察手段12を備える。観察手段12は、包埋ブロックBの切削面B2を照明する照明系13と、照明系13で照明された切削面B2を撮影する撮影光学系14とを備えている。照明系13は、平行光Lを照射可能な光源である面発光源15と、反射面16aを有し、包埋ブロックBの上方に配置されたハーフミラー16とを備える。面発光源15から照射される平行光Lは、ハーフミラー16の反射面16aで反射し、切削面B2に略直交して照射する、いわゆる落射照明として切削面B2に照明可能に、面発光源15及びハーフミラー16の位置が設定されている。また、撮影光学系14は、ハーフミラー16の後方に設けられたカメラ17と、カメラ17と接続された画像取得回路18とを備える。すなわち、照明系13によって包埋ブロックBの切削面B2に照射された平行光Lは、切削面B2で反射して、その一部がハーフミラー16を透過して、カメラ17で受光される。このため、カメラ17は、落射照明によって包埋ブロックBの切削面B2を撮影し、画像取得回路18で画像データDとしてデータ化することが可能であり、また、この画像データDを制御部9のコンピュータ10に入力可能である。そして、制御部9のコンピュータ10は、この画像データDに基づいて包埋ブロックBの切削面B2の良否を判断し、この判断結果に基づいて、本削り工程で、薄切片を作製する。以下、その詳細について示す。
【0041】
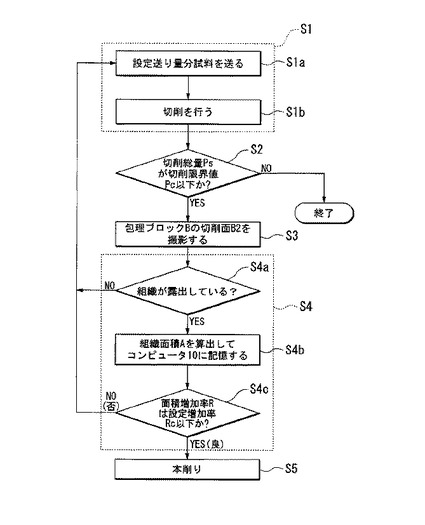
図1に示すように、まず、包埋カセットCに固定された包埋ブロックBを試料台2に載置する。そして、図2に示すように、粗削り工程S1を行う。粗削り工程S1においては、まず、制御部9のコンピュータ10の制御のもと、ステージコントローラ11によってYステージ8を駆動させて、包埋ブロックBを設定送り量P(20μm)だけY方向に移動させる(ステップS1a)。そして、さらに、ステージコントローラ11によってXステージ5を駆動させて、所定の移動速度で包埋ブロックBをX方向、すなわちカッター4に向って移動させる。これにより、設定送り量Pと対応する厚さ(20μm)だけカッター4によって包埋ブロックBを切削することができ、切削された部分に切削面B2が形成される(ステップS1b)。
【0042】
次に、切削総量確認工程S2として、制御部9のコンピュータ10は、包埋ブロックBの切削総量Psが切削限界値Pc以下かどうかを確認する。ここで、切削総量Psは、粗削り工程S1を繰り返すことで切削された包埋ブロックBの厚さの合計を表わす量である。また、切削限界値Pcとは、例えば、包埋ブロックBの高さなどから決定される値であり、この切削限界値Pcを超えて切削してしまう場合には、削り過ぎによって観察に好適な生体試料Sを含んだ薄切片を作製できなくなってしまう限界を表わす数値であり、予め制御部9のコンピュータ10に設定されている値である。すなわち、切削総量Psが切削限界値Pcを超えていない場合には、包埋ブロックBは切削可能な状態であると判断されて次の工程に進む。なお、切削総量Psが切削限界値Pcを超えてしまった場合には、これ以上切削すると生体試料Sを含んだ薄切片を作製することができなくってしまうと判断されて、全工程が終了する。
【0043】
次に、観察工程S3として、観察手段12によって切削面B2を観察する。すなわち、包埋ブロックBの切削面B2に、照明系13である面発光源15から平行光Lを照明し、撮影光学系14のカメラ17で撮影する。撮影して得られる画像は、切削面B2のうち、生体試料Sが露出している部分で有色に、また、その周りを覆っている包埋剤B1である部分は白色に撮影される。この際、照明系13としてハーフミラー16を設けることで、面発光源15の照明を落射照明とし、ハーフミラー16を透過した反射光の一部を受光して撮影することができる。このため、取得される画像を、生体試料Sが露出している部分と包埋剤B1である部分とでコントラストの著しい画像にすることができる。そして、撮影された画像を画像取得回路18に送信して、画像取得回路18において画像データDとしてデータ化し、制御部9のコンピュータ10に入力する。
【0044】
次に、評価工程S4として、制御部9のコンピュータ10において、入力された画像データDに基づいて、切削面B2の良否を判断する。まず、取得された画像データDにおいて、生体試料Sが露出している部分の識別を行う。この際、画像データDの輝度情報をもとに二値化処理を行うことで、明暗データを作成する。これにより、生体試料Sが露出している部分は「黒」、包埋剤B1である部分は「白」となり、より明確に生体試料Sが露出している部分を識別することが可能となる。そして、この明暗データに基づいて、まず、生体試料Sが露出している部分があるかどうかの確認を行なう(ステップS4a)。この段階で、生体試料Sが露出している部分を確認できない場合には、まだ生体試料Sを含んだ部分を切削していないことになるので、再度粗削り工程S1を行う。また、生体試料Sが露出している部分が確認できた場合には、生体試料Sが露出している部分の面積である組織面積Aを算出し、コンピュータ10に記憶する(ステップS4b)。
【0045】
次に、組織面積Aの面積増加率Rを算出し、面積増加率Rが予め決められた設定増加率Rc以下どうかの確認を行う(ステップS4c)。面積増加率Rは、前回算出されてコンピュータ10に記憶されている組織面積Aに対する今回算出された組織面積Aの比である。なお、最初に生体試料Sが露出している部分が確認された場合には、前回算出された組織面積Aのデータは存在しないので、自動的に粗削り工程S1に戻って、再度粗削り工程S1、切削総量確認工程S2、観察工程S3及び評価工程S4が繰り返される。2回目以降は、前回の組織面積Aがコンピュータ10に記憶されているので、ステップS4cにおいて、算出される面積増加率Rと、設定増加率Rcとの比較がなされる。そして、算出された面積増加率Rが設定増加率Rcよりも大きい場合には、再度粗削り工程S1が行われる。
【0046】
図3は、包埋ブロックBの断面図を示しており、図4は、上記フローによって繰り返し粗削り工程S1が行われた際に、算出される組織面積Aと切削総量Psとの関係の一例を表わすグラフである。図3に示すように、包埋ブロックBに包埋されている生体試料Sは、人体や実験動物などの組織を切除したものであるので、その形状は丸みを帯びた塊状を呈している。このため、図3及び図4に示すように、切削面B2に露出する生体試料Sの組織面積Aは、厚さ方向Yに一端面B3から中央に向って、切削総量Psが、Ps1、Ps2、Ps3、Ps4と増加するに従って、組織面積AはA1、A2、A3、A4と漸増し、ある位置(切削総量Psmaxで、最大の組織面積Amaxとなる。そして、さらに、切削していくと他端面B4向かって組織面積Aは漸減していく。また、厚さ方向Yにおいて一端面B3から最大の組織面積Amaxとなる位置に向って、組織面積Aの面積増加率Rは漸減して最大の組織面積Amaxとなる位置において組織面積Aの面積増加率Rはゼロになる。
【0047】
すなわち、算出された面積増加率Rが予め決められた設定増加率Rc以下となることで、その切削面B2における組織面積Aは、最大の組織面積Aに近い値を示していることを意味する。このため、制御部9は、面積増加率Rが設定増加率Rc以下となる時にその切削面B2を「良」と判断することで、包埋ブロックBの厚さ方向Yで相対的に組織面積Aを大きくして、観察に好適な生体試料Sを含んだ薄切片を作製することができる。なお、設定増加率Rcは、設定送り量P同様に自由に設定可能な数値であり、設定増加率Rc及び設定送り量Pを小さくすることで、生体試料Sが最大の組織面積となる位置により近い位置で薄切片を作製することが可能となる。
【0048】
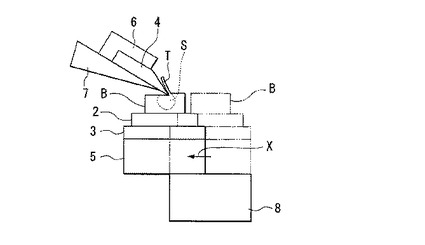
そして、面積増加率Rが設定増加率Rcよりも小さい場合には、形成された切削面B2を「良」と判断して、本削り工程S5に移行する。本削り工程S5においては、制御部9のコンピュータ10によってYステージ8の移動量を設定送り量Pから本削り量Qに変更し、包埋ブロックBをY方向に移動させる。そして、図5に示すように、Xステージ5を移動させることによって、カッター4で包埋ブロックBを所定の厚さの薄切片Tとなるように薄切することで、組織面積Aを大きくして観察に好適な生体試料Sを含んだ薄切片Tを作製することができる。
【0049】
以上のように、この薄切片作製装置1によれば、切削手段3で切削した包埋ブロックBの切削面B2を観察する観察手段12及びその観察データである画像データDに基づいて切削面B2の良否を判断する制御部9を備えることで、順次粗削り工程S1を行って、その切削面B2を観察工程S3で観察し、その観察データである画像データDに基づいて評価工程S4で切削面B2の良否を判断することができる。このため、自動的に観察に好適な生体試料Sを含む切削面B2で薄切片を作製することができる。また、観察データを撮影光学系14で撮影された画像データDとすることで、生体試料Sが露出している部分と、包埋剤B1である部分との色彩が異なることに基づいて、生体試料Sを識別することができ、さらにこれを二値化処理した明暗データとすることでより正確に識別することができる。また、粗削り工程S1において切削される毎に、組織面積Aを算出し、さらに面積増加率Rを算出することで、前回算出された組織面積Aとを比較することができ、包埋ブロックBの厚さ方向Yで相対的にかつ定量的に切削面B2の良否を判断することができる。このため、包埋ブロックBに包埋されている生体試料Sは、包埋ブロックB毎にその大きさ、種類が異なっているが、包埋ブロックB毎に、組織面積Aをできる限り大きくするように自動的に切削面B2を決定して、観察に好適な生体試料Sを含んだ薄切片Tを作製することができる。
【0050】
(第2の実施形態)
図1及び図6は、この発明に係る第2の実施形態を示している。この実施形態において、前述した実施形態で用いた部材と共通の部材には同一の符号を付して、その説明を省略する。
【0051】
図1に示すように、この実施形態の薄切片作製装置20において、コンピュータ10には、粗削りを行う際のYステージ8の設定送り量Pとして、第一の設定送り量P1と、第二の設定送り量P2が設定されている。第二の設定送り量P2は、第一の設定送り量P1よりも小さい移動量に設定されており、本実施形態においては、第一の設定送り量P1が100μmに、第二の設定送り量P2が20μmに設定されている。そして、粗削り工程は、第一の設定送り量P1で行う第一の粗削り工程S11と、第二の設定送り量P2で行う第二の粗削り工程S15とで構成されている。また、評価工程も対応して、第一の粗削り工程S11と対応する第一の評価工程S14と、第二の粗削り工程S15と対応する第二の評価工程S18とで構成されている。また、制御部9のコンピュータ10には、第一の評価工程S14において切削面B2の良否を判断する場合の第一の設定増加率Rc1と、第二の評価工程S18において切削面B2の良否を判断する場合の第二の設定増加率Rc2とが設定されており、第一の設定増加率Rc1に対して第二の設定増加率Rc2の方が小さい値に設定されている。
【0052】
すなわち、図6に示すように、まず、第一の粗削り工程S11として、制御部9のコンピュータ10の制御のもと、ステージコントローラ11によってYステージ8を駆動させて、包埋ブロックBを第一の設定送り量P1(100μm)だけY方向に移動させる(ステップS11a)。そして、さらに、ステージコントローラ11によってXステージ5を駆動させることで、第一の設定送り量P1と対応する厚さ(100μm)だけカッター4によって包埋ブロックBが切削される。(ステップS1b)。この際、第1の実施形態の際の設定送り量P(20μm)よりも大きな移動量であるので、効率良く包埋ブロックBを切削して生体試料Sを露出させることができる。
【0053】
次に、切削総量確認工程S12として、制御部9のコンピュータ10は、包埋ブロックBの切削総量Psが切削限界値Pc以下かどうかを確認する。切削総量Psが切削限界値Pcを超えていない場合には、包埋ブロックBは切削可能な状態であると判断されて次の工程に進む。切削総量Psが切削限界値Pcを超えてしまった場合には、これ以上切削すると生体試料Sを含んだ薄切片を作製することができなくってしまうと判断されて、全工程が終了する。
【0054】
次に、観察工程S3として、観察手段12によって切削面B2を観察して、取得した画像データDを制御部9のコンピュータ10に入力する。次に、第一の評価工程S14として、制御部9のコンピュータ10において、入力された画像データDに基づいて、撮影された切削面B2の良否を判断する。第1の実施形態同様に、取得された画像データDの輝度情報をもとに二値化処理を行い、明暗データを作成する。そして、明暗データに基づいて、まず、生体試料Sが露出している部分があるかどうかの確認を行なう(ステップS14a)。この段階で、生体試料Sが露出している部分を確認できない場合には、再度第一の粗削り工程S11を行う。また、生体試料Sが露出している部分が確認できた場合には、生体試料Sが露出している部分の面積である組織面積Aを算出し、コンピュータ10に記憶する(ステップS14b)。
【0055】
次に、組織面積Aの面積増加率Rを算出し、面積増加率Rが予め決められた第一の設定増加率Rc1以下どうかの確認を行う(ステップS14c)。最初に生体試料Sが露出している部分が確認された場合には、前回算出された組織面積Aのデータは存在しないので、自動的に第一の粗削り工程S11に戻って、再度第一の粗削り工程S11、切削総量確認工程S12、観察工程S13及び第一の評価工程S14が繰り返される。2回目以降は、前回の組織面積Aがコンピュータ10に記憶されているので、ステップS14cにおいて、算出される面積増加率Rと、第一の設定増加率Rc1との比較がなされる。そして、算出された面積増加率Rが第一の設定増加率Rc1よりも大きい、すなわち切削面B2を「否」と判断した場合には、再度粗削り工程S1が行われる。また、第一の評価工程S14において、算出された面積増加率Rが第一の設定増加率Rc1よりも小さい、すなわち切削面B2を「良」と判断した場合には、第二の粗削り工程S15に移行する。
【0056】
第二の粗削り工程S15においては、Yステージ8の移動量を第二の設定送り量P2(20μm)に再設定して、包埋ブロックBを切削する。この際、第二の設定送り量P2(20μm)が、第一の設定送り量P1(100μm)よりも小さい移動量に設定されていることで、精度良く包埋ブロックBを切削することができる。そして、同様に、切削総量確認工程S16で切削総量Psが切削限界値Pcを超えていないかどうか確認し、超えていない場合は、観察工程S17で切削面B2を観察する。次に、第二の評価工程S18として、制御部9のコンピュータ10によって画像データDから明暗データを作成し、生体試料Sが露出している部分があるかどうかの確認を行なう(ステップS18a)。生体試料Sが露出している部分が確認できた場合には、生体試料Sが露出している部分の面積である組織面積Aを算出し、コンピュータ10に記憶する(ステップS18b)。
【0057】
次に、算出された組織面積Aと、前回算出された組織面積Aとから面積増加率Rを算出して、第二の設定増加率と比較する(ステップS18c)。なお、最初の第二の評価工程S18においては、最後の第一の評価工程S14で算出された組織面積Aを前回の組織面積Aとして算出する。そして、算出された面積増加率Rが第二の設定増加率Rc2よりも大きい場合には、切削面B2を「否」と判断して、再度第二の粗削り工程S15、切削総量確認工程S16、観察工程S17及び第二の評価工程S18を繰り返す。また、算出された面積増加率Rが第二の設定増加率Rc2よりも小さくなった場合には、その切削面B2を「良」と判断して、本削り工程S5に移行する。
【0058】
以上のように、本実施形態の薄切片作製装置20においては、第一の粗削り工程として第一の設定送り量によって効率良く包埋ブロックを切削していくことができる。そして、第一の評価工程S14で切削面B2を「良」と判断した場合には、次に第二の粗削り工程S15として第一の設定送り量P1よりも小さい移動量である第二の設定送り量P2に再設定することで、精度良く生体試料Sの観察に適した切削面B2を確認することができる。また、第一の設定送り量よりも小さい移動量である第二の設定送り量に設定することで、一回の切削において切削される包埋ブロックの厚さを薄くすることができ、切削抵抗が小さくなる。このため、組織の抜け落ち等の恐れの無い良好な切削面とすることができ、次工程の本削り工程において、より良好な薄切片を作製することができる。
【0059】
以上、本発明の実施形態について図面を参照して詳述したが、具体的な構成はこの実施形態に限られるものではなく、本発明の要旨を逸脱しない範囲の設計変更等も含まれる。
【0060】
なお、本実施形態においては、切削面B2の良否は、前後で算出された組織面積Aの比である面積増加率Rと設定増加率Rcとの比較によって判断されるものとしたがこれに限るものでは無い。例えば、制御部9が、前回算出された組織面積Aに対する今回算出された組織面積Aの差分である面積増加量が、予め決められた設定増加量以下である場合に、切削面を「良」と判断するものとしても良い。設定増加率Rcと同様に、厚さ方向に一端面から最大の組織面積Amaxとなる位置に向って、組織面積Aの面積増加量は漸減して、最大の組織面積Amaxとなる位置において組織面積Aの面積増加量はゼロになる。このため、制御部9によって組織面積Aの面積増加量を算出し、予め決められた設定増加量と比較することによって、最大の組織面積Aとなる位置に近接した位置で、薄切片を作製することができる。また、上記の面積増加量を設定送り量で除した面積変化率に基づいて切削面B2の良否を判断するものとしても良い。この場合には、設定送り量を途中で変化させたとしても、継続して同一の判断基準で判断することができる利点を有する。さらに、上記の面積増加率、面積増加量などによる切削面の判断方法は、前後の組織面積の比較に基づいてなされるものであるが、例えば、必要とされる組織面積の絶対量を規定する必要がある場合などでは、その規定量と算出された組織面積を直接比較して判断するものとしても良い。
【0061】
また、上記のように、制御部9は、画像データD中の生体試料Sが露出している部分の組織面積Aに基づいて切削面B2の良否が判断されるものとしが、これに限るものでは無い。例えば、生体試料Sが露出している部分について、前後で得られた画像データDによってパターンマッチングを行うものとしても良い。この場合には、取得した画像データDをあるサイズに区分けして、それぞれ区分けした部分毎に、前後の画像データDで像が一致するかどうか判断する。そして、像が一致していない部分が全体に対してどの程度あるかどうか判断し、その割合がある値以内であれば、その切削面B2を「良」、ある値を越していれば、その切削面B2を「否」と判断すれば良い。
【0062】
また、観察手段において、照明系の光源は、面発光源15であるものとしたが、例えば、点光源からの光をピンホール及びコリメータレンズを通過させて平行光に変換するものとしても良い。また、平行光に限らず、散乱光を照射して切削面B2を観察するものとしても、切削面B2の良否を判断することは可能である。また、切削手段3は、Xステージ5を備え、カッター4に対して包埋ブロックBを切削方向Xに移動させるものとし、送り手段は、Yステージ8を備え、カッター4に対して包埋ブロックBを厚さ方向Yに移動させるものとしたが、いずれもカッター4を移動させる構成としても同様の効果を有する。
【図面の簡単な説明】
【0063】
【図1】この発明の第1の実施形態の薄切片作製装置の全体図である。
【図2】この発明の第1の実施形態の薄切片作製装置における薄切片作製のフロー図である。
【図3】この発明の第1の実施形態の包埋ブロックの断面図である。
【図4】この発明の第1の実施形態の組織面積と切削総量の関係を示すグラフである。
【図5】この発明の第1の実施形態の本削り工程における説明図である。
【図6】この発明の第2の実施形態の薄切片作製装置における薄切片作製のフロー図である。
【符号の説明】
【0064】
1、20 薄切片作製装置
2 試料台
3 切削手段
4 カッター
5 Xステージ
8 Yステージ(送り手段)
9 制御部
12 観察手段
13 照明系
14 撮影光学系
15 面発光源
16 ハーフミラー
A 組織面積
B 包埋ブロック
B2 切削面
P 設定送り量
P1 第一の設定送り量
P2 第二の設定送り量
Q 本削り量
R 面積増加率
Rc 設定増加率
Rc1 第一の設定増加率
Rc2 第二の設定増加率
S 生体試料
T 薄切片
X 切削方向
Y 厚さ方向
S1 粗削り工程
S3 観察工程
S4 評価工程
S5 本削り工程
S11 第一の粗削り工程
S13 観察工程
S14 第一の評価工程
S15 第二の粗削り工程
S17 観察工程
S18 第二の評価工程
S19 本削り工程
【技術分野】
【0001】
本発明は、人体や実験動物等から取り出した生体試料を包埋した包埋ブロックを切削して薄切片を作製する薄切片作製装置及び薄切片の作製方法に関する。
【背景技術】
【0002】
従来から、人体や実験動物等から取り出した生体試料を検査、観察する方法の1つとして、包埋剤によって生体試料を包埋した包埋ブロックから厚さ数μmの極薄の薄切片を作製した後に、染色処理を行い観察する方法が知られている。このような薄切片を作製する工程の詳細としては、まず、粗削り工程として、包埋ブロックを切削して、内部に包埋されている生体試料を切削面に露出させる。そして、露出した生体試料が観察に適しているかどうか確認する。現在の切削面よりも下方に、より観察に適した生体試料が包埋されている判断される場合にはこれを繰り返す。そして、観察に適した生体試料が切削面に露出したと判断した場合には、本削り工程としてカッターによって所定の厚さ、すなわち厚さ3〜5μm程度となるように切削することで、生体試料を観察するのに好適な薄切片を作製することができる。
【0003】
従来、このような包埋ブロックから薄切片を作製する作業は、薄切片が極薄で取り扱いが困難であるなどの理由から熟練な作業者による手作業に委ねられてきた。一方、例えば、前臨床試験においては、一試験当たり数百個の包埋ブロックを作製し、さらに一包埋ブロック当たり数枚の薄切片を作製する必要があるため、近年、薄切片を作製する一連の工程の自動化が望まれている。
【0004】
このような薄切片の作製を自動化するものとしては、例えば、カッターと、包埋ブロックの表面を所定の薄切片の厚さに対応する量だけ切削できるようにカッターを移動させるカッター駆動機構と、カッターに対して包埋ブロックを切削方向に送る試料搬送機構とを有する薄切片作製装置が提案されている(例えば、特許文献1参照)。このような薄切片作製装置によれば、カッター駆動機構によって所定の厚さとなるようにカッターを自動的に移動し、試料搬送機構によって包埋ブロックを送れば、カッターによって包埋ブロックが切削され、自動的に薄切片を作製することができるとされている。
【特許文献1】特開2004−28910号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1による装置及び方法では、自動的に所定の厚さに包埋ブロックを切削するのみで、作製された薄切片に生体試料が含まれているか、さらに、含まれている生体試料が観察に十分適したものであるかどうかを判断することはできない。このため、このような装置を利用して包埋ブロックを薄切する前工程として、上記のような粗削り工程を手作業で行って好適な切削面を露出させる必要があり、結果として薄切片の作製を自動化するまでには至らなかった。
【0006】
この発明は、上述した事情に鑑みてなされたものであって、生体試料が包埋された包埋ブロックから観察に好適な生体試料を自動的に露出させて、薄切片を作製することが可能な薄切片作製装置、及び、薄切片の作製方法を提供するものである。
【課題を解決するための手段】
【0007】
上記課題を解決するために、この発明は以下の手段を提案している。
本発明は、生体試料が包埋された包埋ブロックを切削して薄切片を作製する薄切片作製装置であって、前記包埋ブロックを所定の厚さで切削可能に、前記包埋ブロックに対してカッターを厚さ方向に所定の移動量だけ相対的に移動させる送り手段と、前記包埋ブロックに対して前記カッターを切削方向に相対的に移動させて、前記包埋ブロックを切削する切削手段と、該切削手段によって切削した前記包埋ブロックの切削面を観察し、観察データを取得する観察手段と、前記送り手段による前記移動量を予め決められた設定送り量に設定して、前記切削手段によって順次前記包埋ブロックを切削させていくとともに、取得した前記観察データに基づいて前記切削面の良否を判断し、前記切削面を良と判断した場合には、前記送り手段による前記移動量を、前記設定送り量から前記薄切片の厚さに対応した本削り量に変更して切削させる制御部とを備えることを特徴としている。
【0008】
また、本発明の薄切片の作製方法は、生体試料が包埋された包埋ブロックに対して、該包埋ブロックを切削するカッターを厚さ方向に予め決められた設定送り量だけ相対的に移動させた後、前記包埋ブロックに対して前記カッターを切削方向に相対的に移動させることで前記包埋ブロックを切削する粗削り工程と、該粗削り工程で切削された前記包埋ブロックの切削面を観察して観察データを取得する観察工程と、該観察工程で取得された観察データに基づいて、前記切削面の良否を判断する評価工程と、前記包埋ブロックに対して前記カッターを厚さ方向に、作製する薄切片の厚さと対応する本削り量だけ相対的に移動させた後、前記包埋ブロックに対して前記カッター切削方向に相対的に移動させることで前記包埋ブロックを切削する本削り工程とを備え、該評価工程において、前記切削面を否と判断した場合には、再度前記粗削り工程、前観察工程及び前記評価工程を行い、前記切削面を良と判断した場合には、前記本削り工程に移行することを特徴としている。
【0009】
この発明に係る薄切片作製装置及び薄切片の作製方法によれば、まず、粗削り工程として、送り手段による移動量を設定送り量に設定して、包埋ブロックに対してカッターを厚さ方向に相対的に移動させる。そして、切削手段によって包埋ブロックに対してカッターを切削方向に相対的に移動させることで、包埋ブロックを設定送り量と対応した厚さで切削することができる。次に、観察工程として、観察手段によって包埋ブロックの切削面の観察を行い、切削面に関する観察データを取得する。次に、評価工程として、制御部で観察データに基づいて切削面の良否を判断する。切削面が「否」、すなわち、切削面に露出している生体試料の部分が観察に適していないと判断される場合には、再度粗削り工程を行って包埋ブロックを切削し、観察工程で観察データを取得し、評価工程として再度切削面の良否を判断する。切削面が「良」、すなわち、切削面に露出している生体試料の部分が観察に適していると判断される場合には、本削り工程に移行する。すなわち、送り手段による移動量を本削り量に変更して、包埋ブロックを所定の厚さの薄切片となるように切削することで、観察に好適な生体試料を含んだ薄切片を自動的に作製することができる。
【0010】
また、上記の薄切片作製装置において、前記観察手段は、前記包埋ブロックの前記切削面を照明する照明系と、該照明系で照明された前記切削面を撮影する撮影光学系とを備え、前記観察データは、前記撮影光学系によって撮影された画像データであることがより好ましいとされている。
【0011】
この発明に係る薄切片作製装置によれば、照明系で照明された切削面を撮影光学系で撮影することで、観察データとして画像データを取得することができる。切削面に露出する生体試料の部分と生体試料を包埋している包埋剤である部分とでは色彩が異なるので、画像データに基づいて切削面に露出する生体試料を識別して、切削面の良否を判断することができる。
【0012】
また、上記の薄切片作製装置において、前記観察手段の前記照明系は、平行光を照射可能な光源と、該光源から照射された前記平行光を反射させて、前記切削面に略直交して照射させるハーフミラーとを備え、前記撮影光学系は、前記切削面で反射して前記ハーフミラーを透過する反射光を受光可能に前記ハーフミラーの後方に設けられていることがより好ましいとされている。
【0013】
また、上記の薄切片の作製方法において、前記観察工程は、光源から照射させた平行光をハーフミラーで反射させて、前記切削面に略直交に照射させるとともに、前記ハーフミラーの後方で、前記切削面で反射して前記ハーフミラーを透過する反射光を受光することで、前記切削面を撮影し、前記観察データとして画像データを取得することがより好ましいとされている。
【0014】
この発明に係る薄切片作製装置及び薄切片の作製方法によれば、観察工程において、照明系の光源から照射される平行光は、ハーフミラーで反射することによって、切削面に略直交して照射する、いわゆる落射照明として照明される。そして、撮影光学系がハーフミラーの後方に設けられていることで、この落射照明による反射光を受光して切削面を撮影することができる。このため、撮影光学系によって撮影し、取得された画像データは、生体試料が露出している部分と包埋剤である部分とのコントラストが著しい画像となり、より明確に生体試料が露出している部分を識別することができる。
【0015】
また、上記の薄切片作製装置において、前記制御部は、前記観察手段によって取得された前記画像データの輝度情報をもとに、二値化処理して得られた明暗データによって前記切削面の良否を判断することがより好ましいとされている。
【0016】
また、上記の薄切片の作製方法において、前記評価工程は、前記観察工程で取得した前記画像データの輝度情報をもとに、二値化処理して明暗データを作成し、該明暗データをもとに前記切削面の良否を判断することがより好ましいとされている。
【0017】
この発明に係る薄切片作製装置及び薄切片の作製方法によれば、観察工程において、観察手段によって取得された画像データの輝度情報をもとに、二値化処理して明暗データを作成することによって、切削面の生体試料が露出している部分と、それ以外の包埋剤である部分とをより明確に識別することができる。
【0018】
また、上記の薄切片作製装置において、前記制御部は、前記観察手段によって取得された前記観察データに基づいて、前記切削面のうち、前記生体試料が露出している部分の面積である組織面積を算出し、該組織面積に基づいて前記切削面の良否を判断することがより好ましいとされている。
【0019】
また、上記の薄切片の作製方法において、前記評価工程は、前記観察工程で取得した前記観察データに基づいて、前記切削面のうち、前記生体試料が露出している部分の面積である組織面積を算出し、該組織面積に基づいて前記切削面の良否を判断することがより好ましいとされている。
【0020】
この発明に係る薄切片作製装置及び薄切片の作製方法によれば、評価工程において、制御部によって切削面のうち生体試料が露出している部分の面積である組織面積を算出することで、生体試料が露出している部分の大きさを定量的に評価して、切削面の良否を判断することができる。
【0021】
また、上記の薄切片作製装置において、前記制御部は、前記切削手段によって切削される毎に取得される前記観察データのうち、今回取得された前記観察データと前回取得された前記観察データとを比較して前記切削面の良否を判断することがより好ましいとされている。
【0022】
また、上記の薄切片の作製方法において、前記評価工程は、今回の前記観察工程で取得された前記観察データと、前回の前記観察工程で取得された前記観察データとを比較して、前記切削面の良否を判断することがより好ましいとされている。
【0023】
この発明に係る薄切片作製装置及び薄切片の作製方法によれば、粗削り工程において切削手段によって切削される毎に、観察工程において今回取得された観察データと前回取得された観察データとを比較することで、包埋ブロックの厚さ方向で相対的に切削面の良否を判断することができる。このため、包埋ブロックに包埋されている生体試料は、包埋ブロック毎にその大きさ、種類が異なっているが、包埋ブロックの厚さ方向に相対的に判断可能であることで、包埋ブロック毎に、本削り工程における薄切片の作製に好適な切削面を決定することができる。
【0024】
また、上記の薄切片作製装置において、前記制御部は、前記観察手段によって取得された前記観察データに基づいて、前記切削面のうち、前記生体試料が露出している部分の面積である組織面積を算出し、今回算出された該組織面積と前回算出された前記組織面積とを比較して前記切削面の良否を判断することがより好ましいとされている。
【0025】
また、上記の薄切片の作製方法において、前記評価工程は、前記観察工程で取得された前記観察データから、前記切削面のうち、前記生体試料が露出している部分の面積である組織面積を算出し、今回算出された該組織面積と前回算出された前記組織面積とを比較して前記切削面の良否を判断することがより好ましいとされている。
【0026】
この発明に係る薄切片作製装置及び薄切片の作製方法によれば、評価工程において、制御部によって切削面のうち生体試料が露出している部分の面積である組織面積を算出して、今回算出された該組織面積と前回算出された前記組織面積とを比較することができる。このため、包埋ブロックの厚さ方向で、生体試料が露出している部分の大きさを相対的にかつ定量的に評価することができる。すなわち、使用される包埋ブロック毎に包埋されている生体試料の大きさ、種類が異なっても、その包埋ブロックの厚さ方向において、組織面積が大きくなる位置で薄切片を作製することができる。
【0027】
また、上記の薄切片作製装置において、前記制御部は、前回算出された前記組織面積に対する今回算出された前記組織面積の比である面積増加率が予め決められた設定増加率以下である場合に、前記切削面を良と判断することがより好ましいとされている。
【0028】
また、上記の薄切片の作製方法において、前記評価工程は、前回算出した前記組織面積に対する今回算出した前記組織面積の比である面積増加率が予め決められた設定増加率以下である場合に、前記切削面を良と判断することがより好ましいとされている。
【0029】
この発明に係る薄切片作製装置及び薄切片の作製方法によれば、評価工程において、制御部によって、前回算出された組織面積に対する今回算出された組織面積の比である面積増加率を算出することができる。包埋ブロックに包埋された生体試料は人体や実験動物などの組織を切除したものであるので、その形状は丸みを帯びた塊状を呈している。このため、切削面に露出する生体試料の組織面積は、厚さ方向に一端面から中央に向って漸増していき、ある位置で最大の組織面積となるととともに、他端面に向って漸減していく。また、厚さ方向に一端面から最大の組織面積となる位置に向って、組織面積の面積増加率は漸減して最大の組織面積となる位置において組織面積の面積増加率はゼロになる。このため、制御部によって組織面積の面積増加率を算出し、予め決められた設定増加率以下であるか判断することによって、最大の組織面積となる位置と近接する位置で、薄切片を作製することができる。
【0030】
また、上記の薄切片作製装置において、前記制御部は、前回算出された前記組織面積に対する今回算出された前記組織面積の差分である面積増加量が予め決められた設定増加量以下である場合に、前記切削面を良と判断するものとしても良い。
【0031】
また、上記の薄切片の作製方法において、前記評価工程は、前回算出した前記組織面積に対する今回算出した前記組織面積の差分である面積増加量が予め決められた設定増加量以下である場合に、前記切削面を良と判断するものとしても良い。
【0032】
この発明に係る薄切片作製装置及び薄切片の作製方法によれば、評価工程において、制御部によって、前回算出された組織面積に対する今回算出された組織面積の差分である面積増加量を算出することができる。上記同様に、厚さ方向に一端面から最大の組織面積となる位置に向って、組織面積の面積増加量は漸減して、最大の組織面積となる位置において組織面積の面積増加量はゼロになる。このため、制御部によって組織面積の面積増加量を算出し、予め決められた設定増加量以下であるか判断することによって、最大の組織面積となる位置と近接する位置で、薄切片を作製することができる。
【0033】
また、上記の薄切片作製装置において、前記設定送り量は、第一の設定送り量と、該第一の設定送り量より小さい第二の設定送り量とで構成され、前記制御部は、前記送り手段による前記移動量を前記第一の設定送り量に設定して、前記切削面の良否を判断し、前記切削面を良と判断した場合には、前記送り手段による前記移動量を前記第二の設定送り量に再設定して、改めて前記切削面の良否を判断し、再度前記切削面を良と判断した場合に、前記送り手段による前記移動量を前記本削り良に変更することがより好ましいとされている。
【0034】
また、上記の薄切片の作製方法において、前記粗削り工程は、前記設定送り量を第一の設定送り量とした第一の粗削り工程と、前記設定送り量を前記第一の設定送り量より小さい第二の設定送り量とした第二の粗削り工程とで構成されるとともに、前記評価工程は、前記第一の粗削り工程と対応した第一の評価工程と、前記第二の粗削り工程と対応した第二の評価工程とで構成され、前記第一の評価工程は、前記第一の粗削り工程及び前記観察工程を行って前記観察工程で取得された前記観察データに基づいて、前記切削面の良否を行い、前記切削面を否と判断した場合には、再度前記第一の粗削り工程、前記観察工程及び前記第一の評価工程を行い、前記切削面を良と判断した場合には、前記第二の粗削り工程に移行し、前記第二の評価工程は、前記第二の粗削り工程及び前記観察工程を行って前記観察工程で取得された前記観察データに基づいて、前記切削面の良否を行い、前記切削面を否と判断した場合には、再度前記第二の粗削り工程、前記観察工程及び前記第二の評価工程を行い、前記切削面を良と判断した場合には、前記本削り工程に移行することがより好ましいとされている。
【0035】
この発明に係る薄切片作製装置及び薄切片の作製方法によれば、まず、送り手段による移動量を第二の設定送り量より大きい第一の設定送り量に設定して、第一の粗削り工程、観察工程、第一の評価工程を繰り返すことで、効率良く包埋ブロックを切削していことができる。そして、第一の評価工程において切削面が良と判断されれば、送り手段による移動量を第一の設定送り量より小さい第二の設定送り量に設定して、第二の粗削り工程、観察工程、第二の評価工程を繰り返すことで、精度良く生体試料の観察に適した切削面を確認することができる。また、第二の粗削り工程では、第一の設定送り量よりも小さい移動量である第二の設定送り量に設定する、すなわち一回の切削において切削される包埋ブロックの厚さをより薄く設定することで、第一の粗削り工程の時よりも切削抵抗を小さくすることができる。このため、組織の抜け落ち等の恐れの無い良好な切削面とすることができ、次工程の本削り工程において、より良好な薄切片を作製することができる。
【発明の効果】
【0036】
本発明の薄切片作製装置によれば、切削手段で切削した包埋ブロックの切削面を観察する観察手段及びその観察データに基づいて切削面の良否を判断する制御部を備えることで、順次粗削りを行って、自動的に観察に好適な生体試料を含む切削面で薄切片を作製することができる。
また、本発明の薄切片の作製方法によれば、粗削り工程で切削した包埋ブロックの切削面を観察工程で観察し、その観察データに基づいて評価工程で切削面の良否を判断することで、自動的に観察に好適な生体試料を含む切削面を選択し、本削り工程で薄切片を作製することができる。
【発明を実施するための最良の形態】
【0037】
(第1の実施形態)
図1から図5は、この発明に係る第1の実施形態を示している。図1に示す薄切片作製装置1は、生体試料Sが包埋された包埋ブロックBから厚さ3〜5μm程度の極薄の薄切片を作製し、薄切片に含まれる生体試料Sを検査、観察する過程において、自動的に、包埋ブロックBの粗削りを行い、さらに本削りを行って、包埋ブロックBから薄切片を作製する装置である。生体試料Sは、例えば、人体や実験動物等から取り出した臓器などの組織から切除された塊状を呈する試料であり、医療分野、製薬分野、食品分野、生物分野などで適時選択されるものである。また、包埋ブロックBは、上記のような生体試料Sを包埋剤B1によって包埋、すなわち周囲を覆い固めたものである。このような包埋ブロックBは、より詳しくは、以下のように作製されるものである。まず、上記の生体試料Sの塊をホルマリンに漬けて、生体試料Sを構成する蛋白質を固定する。そして、組織を固い状態にした後、適当な大きさに切断する。最後に、切断された生体試料Sの内部の水分を包埋剤B1に置き換えたものを、溶解した包埋剤B1の中に埋め込んで、固めることで作製される。ここで、包埋剤B1は、上記のように液状化と冷却固化が容易に可能とされるとともに、有機溶媒に浸漬することで溶解する材質であり、樹脂やパラフィンなどである。以下、薄切片作製装置1の構成について説明する。
【0038】
図1及び図2に示すように、薄切片作製装置1は、包埋ブロックBを固定している包埋カセットCを位置決め保持する試料台2と、包埋ブロックBを切削する切削手段3とを備えている。切削手段3は、カッター4と、カッター4に対して試料台2を切削方向Xに移動させるXステージ5とを備えている。カッター4は、ホルダ6によってカッター台7に固定されている。このため、Xステージ5を駆動させることによって、包埋ブロックBに対してカッター4を相対的に移動させて包埋ブロックBを切削することが可能である。また、薄切片作製装置1は、作製される薄切片の厚さ方向Yに所定の移動量だけ試料台2を移動させる送り手段であるYステージ8を備える。Yステージ8を駆動させることによって、包埋ブロックBに対してカッター4を厚さ方向Yに相対的に移動させることができ、カッター4によって包埋ブロックBを切削する際の厚さを設定することができる。
【0039】
また、薄切片作製装置1は、制御部9としてコンピュータ10とステージコントローラ11とを備え、切削手段3のXステージ5及び送り手段のYステージ8とは、コンピュータ10による制御のもと、ステージコントローラ11によって所定量、所定速度で移動可能となっている。コンピュータ10には、カッター4による包埋ブロックBの切削速度であるXステージ5の移動速度が予め設定されている。また、コンピュータ10には、Yステージ8の1回当たりの移動量として、包埋ブロックBを粗削りするのに好適な設定送り量Pと、本削りする際の薄切片の厚さと対応した本削り量Qとが予め決められている。なお、本実施形態においては、例えば厚さ5μmの薄切片を作製するものとして、本削り量Qを5μmとし、また、設定送り量Pを20μmとしている。
【0040】
また、薄切片作製装置1は、切削手段3によって切削して形成された包埋ブロックBの切削面B2を観察し、観察データとして画像データDを取得する観察手段12を備える。観察手段12は、包埋ブロックBの切削面B2を照明する照明系13と、照明系13で照明された切削面B2を撮影する撮影光学系14とを備えている。照明系13は、平行光Lを照射可能な光源である面発光源15と、反射面16aを有し、包埋ブロックBの上方に配置されたハーフミラー16とを備える。面発光源15から照射される平行光Lは、ハーフミラー16の反射面16aで反射し、切削面B2に略直交して照射する、いわゆる落射照明として切削面B2に照明可能に、面発光源15及びハーフミラー16の位置が設定されている。また、撮影光学系14は、ハーフミラー16の後方に設けられたカメラ17と、カメラ17と接続された画像取得回路18とを備える。すなわち、照明系13によって包埋ブロックBの切削面B2に照射された平行光Lは、切削面B2で反射して、その一部がハーフミラー16を透過して、カメラ17で受光される。このため、カメラ17は、落射照明によって包埋ブロックBの切削面B2を撮影し、画像取得回路18で画像データDとしてデータ化することが可能であり、また、この画像データDを制御部9のコンピュータ10に入力可能である。そして、制御部9のコンピュータ10は、この画像データDに基づいて包埋ブロックBの切削面B2の良否を判断し、この判断結果に基づいて、本削り工程で、薄切片を作製する。以下、その詳細について示す。
【0041】
図1に示すように、まず、包埋カセットCに固定された包埋ブロックBを試料台2に載置する。そして、図2に示すように、粗削り工程S1を行う。粗削り工程S1においては、まず、制御部9のコンピュータ10の制御のもと、ステージコントローラ11によってYステージ8を駆動させて、包埋ブロックBを設定送り量P(20μm)だけY方向に移動させる(ステップS1a)。そして、さらに、ステージコントローラ11によってXステージ5を駆動させて、所定の移動速度で包埋ブロックBをX方向、すなわちカッター4に向って移動させる。これにより、設定送り量Pと対応する厚さ(20μm)だけカッター4によって包埋ブロックBを切削することができ、切削された部分に切削面B2が形成される(ステップS1b)。
【0042】
次に、切削総量確認工程S2として、制御部9のコンピュータ10は、包埋ブロックBの切削総量Psが切削限界値Pc以下かどうかを確認する。ここで、切削総量Psは、粗削り工程S1を繰り返すことで切削された包埋ブロックBの厚さの合計を表わす量である。また、切削限界値Pcとは、例えば、包埋ブロックBの高さなどから決定される値であり、この切削限界値Pcを超えて切削してしまう場合には、削り過ぎによって観察に好適な生体試料Sを含んだ薄切片を作製できなくなってしまう限界を表わす数値であり、予め制御部9のコンピュータ10に設定されている値である。すなわち、切削総量Psが切削限界値Pcを超えていない場合には、包埋ブロックBは切削可能な状態であると判断されて次の工程に進む。なお、切削総量Psが切削限界値Pcを超えてしまった場合には、これ以上切削すると生体試料Sを含んだ薄切片を作製することができなくってしまうと判断されて、全工程が終了する。
【0043】
次に、観察工程S3として、観察手段12によって切削面B2を観察する。すなわち、包埋ブロックBの切削面B2に、照明系13である面発光源15から平行光Lを照明し、撮影光学系14のカメラ17で撮影する。撮影して得られる画像は、切削面B2のうち、生体試料Sが露出している部分で有色に、また、その周りを覆っている包埋剤B1である部分は白色に撮影される。この際、照明系13としてハーフミラー16を設けることで、面発光源15の照明を落射照明とし、ハーフミラー16を透過した反射光の一部を受光して撮影することができる。このため、取得される画像を、生体試料Sが露出している部分と包埋剤B1である部分とでコントラストの著しい画像にすることができる。そして、撮影された画像を画像取得回路18に送信して、画像取得回路18において画像データDとしてデータ化し、制御部9のコンピュータ10に入力する。
【0044】
次に、評価工程S4として、制御部9のコンピュータ10において、入力された画像データDに基づいて、切削面B2の良否を判断する。まず、取得された画像データDにおいて、生体試料Sが露出している部分の識別を行う。この際、画像データDの輝度情報をもとに二値化処理を行うことで、明暗データを作成する。これにより、生体試料Sが露出している部分は「黒」、包埋剤B1である部分は「白」となり、より明確に生体試料Sが露出している部分を識別することが可能となる。そして、この明暗データに基づいて、まず、生体試料Sが露出している部分があるかどうかの確認を行なう(ステップS4a)。この段階で、生体試料Sが露出している部分を確認できない場合には、まだ生体試料Sを含んだ部分を切削していないことになるので、再度粗削り工程S1を行う。また、生体試料Sが露出している部分が確認できた場合には、生体試料Sが露出している部分の面積である組織面積Aを算出し、コンピュータ10に記憶する(ステップS4b)。
【0045】
次に、組織面積Aの面積増加率Rを算出し、面積増加率Rが予め決められた設定増加率Rc以下どうかの確認を行う(ステップS4c)。面積増加率Rは、前回算出されてコンピュータ10に記憶されている組織面積Aに対する今回算出された組織面積Aの比である。なお、最初に生体試料Sが露出している部分が確認された場合には、前回算出された組織面積Aのデータは存在しないので、自動的に粗削り工程S1に戻って、再度粗削り工程S1、切削総量確認工程S2、観察工程S3及び評価工程S4が繰り返される。2回目以降は、前回の組織面積Aがコンピュータ10に記憶されているので、ステップS4cにおいて、算出される面積増加率Rと、設定増加率Rcとの比較がなされる。そして、算出された面積増加率Rが設定増加率Rcよりも大きい場合には、再度粗削り工程S1が行われる。
【0046】
図3は、包埋ブロックBの断面図を示しており、図4は、上記フローによって繰り返し粗削り工程S1が行われた際に、算出される組織面積Aと切削総量Psとの関係の一例を表わすグラフである。図3に示すように、包埋ブロックBに包埋されている生体試料Sは、人体や実験動物などの組織を切除したものであるので、その形状は丸みを帯びた塊状を呈している。このため、図3及び図4に示すように、切削面B2に露出する生体試料Sの組織面積Aは、厚さ方向Yに一端面B3から中央に向って、切削総量Psが、Ps1、Ps2、Ps3、Ps4と増加するに従って、組織面積AはA1、A2、A3、A4と漸増し、ある位置(切削総量Psmaxで、最大の組織面積Amaxとなる。そして、さらに、切削していくと他端面B4向かって組織面積Aは漸減していく。また、厚さ方向Yにおいて一端面B3から最大の組織面積Amaxとなる位置に向って、組織面積Aの面積増加率Rは漸減して最大の組織面積Amaxとなる位置において組織面積Aの面積増加率Rはゼロになる。
【0047】
すなわち、算出された面積増加率Rが予め決められた設定増加率Rc以下となることで、その切削面B2における組織面積Aは、最大の組織面積Aに近い値を示していることを意味する。このため、制御部9は、面積増加率Rが設定増加率Rc以下となる時にその切削面B2を「良」と判断することで、包埋ブロックBの厚さ方向Yで相対的に組織面積Aを大きくして、観察に好適な生体試料Sを含んだ薄切片を作製することができる。なお、設定増加率Rcは、設定送り量P同様に自由に設定可能な数値であり、設定増加率Rc及び設定送り量Pを小さくすることで、生体試料Sが最大の組織面積となる位置により近い位置で薄切片を作製することが可能となる。
【0048】
そして、面積増加率Rが設定増加率Rcよりも小さい場合には、形成された切削面B2を「良」と判断して、本削り工程S5に移行する。本削り工程S5においては、制御部9のコンピュータ10によってYステージ8の移動量を設定送り量Pから本削り量Qに変更し、包埋ブロックBをY方向に移動させる。そして、図5に示すように、Xステージ5を移動させることによって、カッター4で包埋ブロックBを所定の厚さの薄切片Tとなるように薄切することで、組織面積Aを大きくして観察に好適な生体試料Sを含んだ薄切片Tを作製することができる。
【0049】
以上のように、この薄切片作製装置1によれば、切削手段3で切削した包埋ブロックBの切削面B2を観察する観察手段12及びその観察データである画像データDに基づいて切削面B2の良否を判断する制御部9を備えることで、順次粗削り工程S1を行って、その切削面B2を観察工程S3で観察し、その観察データである画像データDに基づいて評価工程S4で切削面B2の良否を判断することができる。このため、自動的に観察に好適な生体試料Sを含む切削面B2で薄切片を作製することができる。また、観察データを撮影光学系14で撮影された画像データDとすることで、生体試料Sが露出している部分と、包埋剤B1である部分との色彩が異なることに基づいて、生体試料Sを識別することができ、さらにこれを二値化処理した明暗データとすることでより正確に識別することができる。また、粗削り工程S1において切削される毎に、組織面積Aを算出し、さらに面積増加率Rを算出することで、前回算出された組織面積Aとを比較することができ、包埋ブロックBの厚さ方向Yで相対的にかつ定量的に切削面B2の良否を判断することができる。このため、包埋ブロックBに包埋されている生体試料Sは、包埋ブロックB毎にその大きさ、種類が異なっているが、包埋ブロックB毎に、組織面積Aをできる限り大きくするように自動的に切削面B2を決定して、観察に好適な生体試料Sを含んだ薄切片Tを作製することができる。
【0050】
(第2の実施形態)
図1及び図6は、この発明に係る第2の実施形態を示している。この実施形態において、前述した実施形態で用いた部材と共通の部材には同一の符号を付して、その説明を省略する。
【0051】
図1に示すように、この実施形態の薄切片作製装置20において、コンピュータ10には、粗削りを行う際のYステージ8の設定送り量Pとして、第一の設定送り量P1と、第二の設定送り量P2が設定されている。第二の設定送り量P2は、第一の設定送り量P1よりも小さい移動量に設定されており、本実施形態においては、第一の設定送り量P1が100μmに、第二の設定送り量P2が20μmに設定されている。そして、粗削り工程は、第一の設定送り量P1で行う第一の粗削り工程S11と、第二の設定送り量P2で行う第二の粗削り工程S15とで構成されている。また、評価工程も対応して、第一の粗削り工程S11と対応する第一の評価工程S14と、第二の粗削り工程S15と対応する第二の評価工程S18とで構成されている。また、制御部9のコンピュータ10には、第一の評価工程S14において切削面B2の良否を判断する場合の第一の設定増加率Rc1と、第二の評価工程S18において切削面B2の良否を判断する場合の第二の設定増加率Rc2とが設定されており、第一の設定増加率Rc1に対して第二の設定増加率Rc2の方が小さい値に設定されている。
【0052】
すなわち、図6に示すように、まず、第一の粗削り工程S11として、制御部9のコンピュータ10の制御のもと、ステージコントローラ11によってYステージ8を駆動させて、包埋ブロックBを第一の設定送り量P1(100μm)だけY方向に移動させる(ステップS11a)。そして、さらに、ステージコントローラ11によってXステージ5を駆動させることで、第一の設定送り量P1と対応する厚さ(100μm)だけカッター4によって包埋ブロックBが切削される。(ステップS1b)。この際、第1の実施形態の際の設定送り量P(20μm)よりも大きな移動量であるので、効率良く包埋ブロックBを切削して生体試料Sを露出させることができる。
【0053】
次に、切削総量確認工程S12として、制御部9のコンピュータ10は、包埋ブロックBの切削総量Psが切削限界値Pc以下かどうかを確認する。切削総量Psが切削限界値Pcを超えていない場合には、包埋ブロックBは切削可能な状態であると判断されて次の工程に進む。切削総量Psが切削限界値Pcを超えてしまった場合には、これ以上切削すると生体試料Sを含んだ薄切片を作製することができなくってしまうと判断されて、全工程が終了する。
【0054】
次に、観察工程S3として、観察手段12によって切削面B2を観察して、取得した画像データDを制御部9のコンピュータ10に入力する。次に、第一の評価工程S14として、制御部9のコンピュータ10において、入力された画像データDに基づいて、撮影された切削面B2の良否を判断する。第1の実施形態同様に、取得された画像データDの輝度情報をもとに二値化処理を行い、明暗データを作成する。そして、明暗データに基づいて、まず、生体試料Sが露出している部分があるかどうかの確認を行なう(ステップS14a)。この段階で、生体試料Sが露出している部分を確認できない場合には、再度第一の粗削り工程S11を行う。また、生体試料Sが露出している部分が確認できた場合には、生体試料Sが露出している部分の面積である組織面積Aを算出し、コンピュータ10に記憶する(ステップS14b)。
【0055】
次に、組織面積Aの面積増加率Rを算出し、面積増加率Rが予め決められた第一の設定増加率Rc1以下どうかの確認を行う(ステップS14c)。最初に生体試料Sが露出している部分が確認された場合には、前回算出された組織面積Aのデータは存在しないので、自動的に第一の粗削り工程S11に戻って、再度第一の粗削り工程S11、切削総量確認工程S12、観察工程S13及び第一の評価工程S14が繰り返される。2回目以降は、前回の組織面積Aがコンピュータ10に記憶されているので、ステップS14cにおいて、算出される面積増加率Rと、第一の設定増加率Rc1との比較がなされる。そして、算出された面積増加率Rが第一の設定増加率Rc1よりも大きい、すなわち切削面B2を「否」と判断した場合には、再度粗削り工程S1が行われる。また、第一の評価工程S14において、算出された面積増加率Rが第一の設定増加率Rc1よりも小さい、すなわち切削面B2を「良」と判断した場合には、第二の粗削り工程S15に移行する。
【0056】
第二の粗削り工程S15においては、Yステージ8の移動量を第二の設定送り量P2(20μm)に再設定して、包埋ブロックBを切削する。この際、第二の設定送り量P2(20μm)が、第一の設定送り量P1(100μm)よりも小さい移動量に設定されていることで、精度良く包埋ブロックBを切削することができる。そして、同様に、切削総量確認工程S16で切削総量Psが切削限界値Pcを超えていないかどうか確認し、超えていない場合は、観察工程S17で切削面B2を観察する。次に、第二の評価工程S18として、制御部9のコンピュータ10によって画像データDから明暗データを作成し、生体試料Sが露出している部分があるかどうかの確認を行なう(ステップS18a)。生体試料Sが露出している部分が確認できた場合には、生体試料Sが露出している部分の面積である組織面積Aを算出し、コンピュータ10に記憶する(ステップS18b)。
【0057】
次に、算出された組織面積Aと、前回算出された組織面積Aとから面積増加率Rを算出して、第二の設定増加率と比較する(ステップS18c)。なお、最初の第二の評価工程S18においては、最後の第一の評価工程S14で算出された組織面積Aを前回の組織面積Aとして算出する。そして、算出された面積増加率Rが第二の設定増加率Rc2よりも大きい場合には、切削面B2を「否」と判断して、再度第二の粗削り工程S15、切削総量確認工程S16、観察工程S17及び第二の評価工程S18を繰り返す。また、算出された面積増加率Rが第二の設定増加率Rc2よりも小さくなった場合には、その切削面B2を「良」と判断して、本削り工程S5に移行する。
【0058】
以上のように、本実施形態の薄切片作製装置20においては、第一の粗削り工程として第一の設定送り量によって効率良く包埋ブロックを切削していくことができる。そして、第一の評価工程S14で切削面B2を「良」と判断した場合には、次に第二の粗削り工程S15として第一の設定送り量P1よりも小さい移動量である第二の設定送り量P2に再設定することで、精度良く生体試料Sの観察に適した切削面B2を確認することができる。また、第一の設定送り量よりも小さい移動量である第二の設定送り量に設定することで、一回の切削において切削される包埋ブロックの厚さを薄くすることができ、切削抵抗が小さくなる。このため、組織の抜け落ち等の恐れの無い良好な切削面とすることができ、次工程の本削り工程において、より良好な薄切片を作製することができる。
【0059】
以上、本発明の実施形態について図面を参照して詳述したが、具体的な構成はこの実施形態に限られるものではなく、本発明の要旨を逸脱しない範囲の設計変更等も含まれる。
【0060】
なお、本実施形態においては、切削面B2の良否は、前後で算出された組織面積Aの比である面積増加率Rと設定増加率Rcとの比較によって判断されるものとしたがこれに限るものでは無い。例えば、制御部9が、前回算出された組織面積Aに対する今回算出された組織面積Aの差分である面積増加量が、予め決められた設定増加量以下である場合に、切削面を「良」と判断するものとしても良い。設定増加率Rcと同様に、厚さ方向に一端面から最大の組織面積Amaxとなる位置に向って、組織面積Aの面積増加量は漸減して、最大の組織面積Amaxとなる位置において組織面積Aの面積増加量はゼロになる。このため、制御部9によって組織面積Aの面積増加量を算出し、予め決められた設定増加量と比較することによって、最大の組織面積Aとなる位置に近接した位置で、薄切片を作製することができる。また、上記の面積増加量を設定送り量で除した面積変化率に基づいて切削面B2の良否を判断するものとしても良い。この場合には、設定送り量を途中で変化させたとしても、継続して同一の判断基準で判断することができる利点を有する。さらに、上記の面積増加率、面積増加量などによる切削面の判断方法は、前後の組織面積の比較に基づいてなされるものであるが、例えば、必要とされる組織面積の絶対量を規定する必要がある場合などでは、その規定量と算出された組織面積を直接比較して判断するものとしても良い。
【0061】
また、上記のように、制御部9は、画像データD中の生体試料Sが露出している部分の組織面積Aに基づいて切削面B2の良否が判断されるものとしが、これに限るものでは無い。例えば、生体試料Sが露出している部分について、前後で得られた画像データDによってパターンマッチングを行うものとしても良い。この場合には、取得した画像データDをあるサイズに区分けして、それぞれ区分けした部分毎に、前後の画像データDで像が一致するかどうか判断する。そして、像が一致していない部分が全体に対してどの程度あるかどうか判断し、その割合がある値以内であれば、その切削面B2を「良」、ある値を越していれば、その切削面B2を「否」と判断すれば良い。
【0062】
また、観察手段において、照明系の光源は、面発光源15であるものとしたが、例えば、点光源からの光をピンホール及びコリメータレンズを通過させて平行光に変換するものとしても良い。また、平行光に限らず、散乱光を照射して切削面B2を観察するものとしても、切削面B2の良否を判断することは可能である。また、切削手段3は、Xステージ5を備え、カッター4に対して包埋ブロックBを切削方向Xに移動させるものとし、送り手段は、Yステージ8を備え、カッター4に対して包埋ブロックBを厚さ方向Yに移動させるものとしたが、いずれもカッター4を移動させる構成としても同様の効果を有する。
【図面の簡単な説明】
【0063】
【図1】この発明の第1の実施形態の薄切片作製装置の全体図である。
【図2】この発明の第1の実施形態の薄切片作製装置における薄切片作製のフロー図である。
【図3】この発明の第1の実施形態の包埋ブロックの断面図である。
【図4】この発明の第1の実施形態の組織面積と切削総量の関係を示すグラフである。
【図5】この発明の第1の実施形態の本削り工程における説明図である。
【図6】この発明の第2の実施形態の薄切片作製装置における薄切片作製のフロー図である。
【符号の説明】
【0064】
1、20 薄切片作製装置
2 試料台
3 切削手段
4 カッター
5 Xステージ
8 Yステージ(送り手段)
9 制御部
12 観察手段
13 照明系
14 撮影光学系
15 面発光源
16 ハーフミラー
A 組織面積
B 包埋ブロック
B2 切削面
P 設定送り量
P1 第一の設定送り量
P2 第二の設定送り量
Q 本削り量
R 面積増加率
Rc 設定増加率
Rc1 第一の設定増加率
Rc2 第二の設定増加率
S 生体試料
T 薄切片
X 切削方向
Y 厚さ方向
S1 粗削り工程
S3 観察工程
S4 評価工程
S5 本削り工程
S11 第一の粗削り工程
S13 観察工程
S14 第一の評価工程
S15 第二の粗削り工程
S17 観察工程
S18 第二の評価工程
S19 本削り工程
【特許請求の範囲】
【請求項1】
生体試料が包埋された包埋ブロックを切削して薄切片を作製する薄切片作製装置であって、
前記包埋ブロックを所定の厚さで切削可能に、前記包埋ブロックに対してカッターを厚さ方向に所定の移動量だけ相対的に移動させる送り手段と、
前記包埋ブロックに対して前記カッターを切削方向に相対的に移動させて、前記包埋ブロックを切削する切削手段と、
該切削手段によって切削した前記包埋ブロックの切削面を観察し、観察データを取得する観察手段と、
前記送り手段による前記移動量を予め決められた設定送り量に設定して、前記切削手段によって順次前記包埋ブロックを切削させていくとともに、取得した前記観察データに基づいて前記切削面の良否を判断し、前記切削面を良と判断した場合には、前記送り手段による前記移動量を、前記設定送り量から前記薄切片の厚さに対応した本削り量に変更して切削させる制御部とを備えることを特徴とする薄切片作製装置。
【請求項2】
請求項1に記載の薄切片作製装置において、
前記観察手段は、前記包埋ブロックの前記切削面を照明する照明系と、
該照明系で照明された前記切削面を撮影する撮影光学系とを備え、
前記観察データは、前記撮影光学系によって撮影された画像データであることを特徴とする薄切片作製装置。
【請求項3】
請求項2に記載の薄切片作製装置において、
前記観察手段の前記照明系は、平行光を照射可能な光源と、
該光源から照射された前記平行光を反射させて、前記切削面に略直交して照射させるハーフミラーとを備え、
前記撮影光学系は、前記切削面で反射して前記ハーフミラーを透過する反射光を受光可能に前記ハーフミラーの後方に設けられていることを特徴とする薄切片作製装置。
【請求項4】
請求項2または請求項3に記載の薄切片作製装置において、
前記制御部は、前記観察手段によって取得された前記画像データの輝度情報をもとに、二値化処理して得られた明暗データによって前記切削面の良否を判断することを特徴とする薄切片作製装置。
【請求項5】
請求項1から請求項4のいずれかに記載の薄切片作製装置において、
前記制御部は、前記観察手段によって取得された前記観察データに基づいて、前記切削面のうち、前記生体試料が露出している部分の面積である組織面積を算出し、該組織面積に基づいて前記切削面の良否を判断することを特徴とする薄切片作製装置。
【請求項6】
請求項1から請求項4のいずれかに記載の薄切片作製装置において、
前記制御部は、前記切削手段によって切削される毎に取得される前記観察データのうち、今回取得された前記観察データと前回取得された前記観察データとを比較して前記切削面の良否を判断することを特徴とする薄切片作製装置。
【請求項7】
請求項6に記載の薄切片作製装置において、
前記制御部は、前記観察手段によって取得された前記観察データに基づいて、前記切削面のうち、前記生体試料が露出している部分の面積である組織面積を算出し、今回算出された該組織面積と前回算出された前記組織面積とを比較して前記切削面の良否を判断することを特徴とする薄切片作製装置。
【請求項8】
請求項7に記載の薄切片作製装置において、
前記制御部は、前回算出された前記組織面積に対する今回算出された前記組織面積の比である面積増加率が予め決められた設定増加率以下である場合に、前記切削面を良と判断することを特徴とする薄切片作製装置。
【請求項9】
請求項7に記載の薄切片作製装置において、
前記制御部は、前回算出された前記組織面積に対する今回算出された前記組織面積の差分である面積増加量が予め決められた設定増加量以下である場合に、前記切削面を良と判断することを特徴とする薄切片作製装置。
【請求項10】
請求項1から請求項9のいずれかに記載の薄切片作製装置において、
前記設定送り量は、第一の設定送り量と、該第一の設定送り量より小さい第二の設定送り量とで構成され、
前記制御部は、前記送り手段による前記移動量を前記第一の設定送り量に設定して、前記切削面の良否を判断し、前記切削面を良と判断した場合には、前記送り手段による前記移動量を前記第二の設定送り量に再設定して、改めて前記切削面の良否を判断し、再度前記切削面を良と判断した場合に、前記送り手段による前記移動量を前記本削り量に変更することを特徴とする薄切片作製装置。
【請求項11】
生体試料が包埋された包埋ブロックに対して、該包埋ブロックを切削するカッターを厚さ方向に予め決められた設定送り量だけ相対的に移動させた後、前記包埋ブロックに対して前記カッターを切削方向に相対的に移動させることで前記包埋ブロックを切削する粗削り工程と、
該粗削り工程で切削された前記包埋ブロックの切削面を観察して観察データを取得する観察工程と、
該観察工程で取得された前記観察データに基づいて、前記切削面の良否を判断する評価工程と、
前記包埋ブロックに対して前記カッターを厚さ方向に、作製する薄切片の厚さと対応する本削り量だけ相対的に移動させた後、前記包埋ブロックに対して前記カッター切削方向に相対的に移動させることで前記包埋ブロックを切削する本削り工程とを備え、
該評価工程において、前記切削面を否と判断した場合には、再度前記粗削り工程、前観察工程及び前記評価工程を行い、
前記切削面を良と判断した場合には、前記本削り工程に移行することを特徴とする薄切片の作製方法。
【請求項12】
請求項11に記載の薄切片の作製方法において、
前記観察工程は、光源から照射させた平行光をハーフミラーで反射させて、前記切削面に略直交に照射させるとともに、前記ハーフミラーの後方で、前記切削面で反射して前記ハーフミラーを透過する反射光を受光することで、前記切削面を撮影し、前記観察データとして画像データを取得することを特徴とする薄切片の作製方法。
【請求項13】
請求項12に記載の薄切片の作製方法において、
前記評価工程は、前記観察工程で取得した前記画像データの輝度情報をもとに、二値化処理して明暗データを作成し、該明暗データをもとに前記切削面の良否を判断することを特徴とする薄切片の作製方法。
【請求項14】
請求項11から請求項13のいずれかに記載の薄切片の作製方法において、
前記評価工程は、前記観察工程で取得した前記観察データに基づいて、前記切削面のうち、前記生体試料が露出している部分の面積である組織面積を算出し、該組織面積に基づいて前記切削面の良否を判断することを特徴とする薄切片の作製方法。
【請求項15】
請求項11から請求項13のいずれかに記載の薄切片の作製方法において、
前記評価工程は、今回の前記観察工程で取得された前記観察データと、前回の前記観察工程で取得された前記観察データとを比較して、前記切削面の良否を判断することを特徴とする薄切片の作製方法。
【請求項16】
請求項15に記載の薄切片の作製方法において、
前記評価工程は、前記観察工程で取得された前記観察データから、前記切削面のうち、前記生体試料が露出している部分の面積である組織面積を算出し、今回算出された該組織面積と前回算出された前記組織面積とを比較して前記切削面の良否を判断することを特徴とする薄切片の作製方法。
【請求項17】
請求項16に記載の薄切片の作製方法において、
前記評価工程は、前回算出した前記組織面積に対する今回算出した前記組織面積の比である面積増加率が予め決められた設定増加率以下である場合に、前記切削面を良と判断することを特徴とする薄切片の作製方法。
【請求項18】
請求項16に記載の薄切片の作製方法において、
前記評価工程は、前回算出した前記組織面積に対する今回算出した前記組織面積の差分である面積増加量が予め決められた設定増加量以下である場合に、前記切削面を良と判断することを特徴とする薄切片の作製方法。
【請求項19】
請求項11から請求項18のいずれかに記載の薄切片の作製方法において、
前記粗削り工程は、前記設定送り量を第一の設定送り量とした第一の粗削り工程と、前記設定送り量を前記第一の設定送り量より小さい第二の設定送り量とした第二の粗削り工程とで構成されるとともに、
前記評価工程は、前記第一の粗削り工程と対応した第一の評価工程と、前記第二の粗削り工程と対応した第二の評価工程とで構成され、
前記第一の評価工程は、前記第一の粗削り工程及び前記観察工程を行って前記観察工程で取得された前記観察データに基づいて、前記切削面の良否を行い、前記切削面を否と判断した場合には、再度前記第一の粗削り工程、前記観察工程及び前記第一の評価工程を行い、前記切削面を良と判断した場合には、前記第二の粗削り工程に移行し、
前記第二の評価工程は、前記第二の粗削り工程及び前記観察工程を行って前記観察工程で取得された前記観察データに基づいて、前記切削面の良否を行い、前記切削面を否と判断した場合には、再度前記第二の粗削り工程、前記観察工程及び前記第二の評価工程を行い、前記切削面を良と判断した場合には、前記本削り工程に移行することを特徴とする薄切片の作製方法。
【請求項1】
生体試料が包埋された包埋ブロックを切削して薄切片を作製する薄切片作製装置であって、
前記包埋ブロックを所定の厚さで切削可能に、前記包埋ブロックに対してカッターを厚さ方向に所定の移動量だけ相対的に移動させる送り手段と、
前記包埋ブロックに対して前記カッターを切削方向に相対的に移動させて、前記包埋ブロックを切削する切削手段と、
該切削手段によって切削した前記包埋ブロックの切削面を観察し、観察データを取得する観察手段と、
前記送り手段による前記移動量を予め決められた設定送り量に設定して、前記切削手段によって順次前記包埋ブロックを切削させていくとともに、取得した前記観察データに基づいて前記切削面の良否を判断し、前記切削面を良と判断した場合には、前記送り手段による前記移動量を、前記設定送り量から前記薄切片の厚さに対応した本削り量に変更して切削させる制御部とを備えることを特徴とする薄切片作製装置。
【請求項2】
請求項1に記載の薄切片作製装置において、
前記観察手段は、前記包埋ブロックの前記切削面を照明する照明系と、
該照明系で照明された前記切削面を撮影する撮影光学系とを備え、
前記観察データは、前記撮影光学系によって撮影された画像データであることを特徴とする薄切片作製装置。
【請求項3】
請求項2に記載の薄切片作製装置において、
前記観察手段の前記照明系は、平行光を照射可能な光源と、
該光源から照射された前記平行光を反射させて、前記切削面に略直交して照射させるハーフミラーとを備え、
前記撮影光学系は、前記切削面で反射して前記ハーフミラーを透過する反射光を受光可能に前記ハーフミラーの後方に設けられていることを特徴とする薄切片作製装置。
【請求項4】
請求項2または請求項3に記載の薄切片作製装置において、
前記制御部は、前記観察手段によって取得された前記画像データの輝度情報をもとに、二値化処理して得られた明暗データによって前記切削面の良否を判断することを特徴とする薄切片作製装置。
【請求項5】
請求項1から請求項4のいずれかに記載の薄切片作製装置において、
前記制御部は、前記観察手段によって取得された前記観察データに基づいて、前記切削面のうち、前記生体試料が露出している部分の面積である組織面積を算出し、該組織面積に基づいて前記切削面の良否を判断することを特徴とする薄切片作製装置。
【請求項6】
請求項1から請求項4のいずれかに記載の薄切片作製装置において、
前記制御部は、前記切削手段によって切削される毎に取得される前記観察データのうち、今回取得された前記観察データと前回取得された前記観察データとを比較して前記切削面の良否を判断することを特徴とする薄切片作製装置。
【請求項7】
請求項6に記載の薄切片作製装置において、
前記制御部は、前記観察手段によって取得された前記観察データに基づいて、前記切削面のうち、前記生体試料が露出している部分の面積である組織面積を算出し、今回算出された該組織面積と前回算出された前記組織面積とを比較して前記切削面の良否を判断することを特徴とする薄切片作製装置。
【請求項8】
請求項7に記載の薄切片作製装置において、
前記制御部は、前回算出された前記組織面積に対する今回算出された前記組織面積の比である面積増加率が予め決められた設定増加率以下である場合に、前記切削面を良と判断することを特徴とする薄切片作製装置。
【請求項9】
請求項7に記載の薄切片作製装置において、
前記制御部は、前回算出された前記組織面積に対する今回算出された前記組織面積の差分である面積増加量が予め決められた設定増加量以下である場合に、前記切削面を良と判断することを特徴とする薄切片作製装置。
【請求項10】
請求項1から請求項9のいずれかに記載の薄切片作製装置において、
前記設定送り量は、第一の設定送り量と、該第一の設定送り量より小さい第二の設定送り量とで構成され、
前記制御部は、前記送り手段による前記移動量を前記第一の設定送り量に設定して、前記切削面の良否を判断し、前記切削面を良と判断した場合には、前記送り手段による前記移動量を前記第二の設定送り量に再設定して、改めて前記切削面の良否を判断し、再度前記切削面を良と判断した場合に、前記送り手段による前記移動量を前記本削り量に変更することを特徴とする薄切片作製装置。
【請求項11】
生体試料が包埋された包埋ブロックに対して、該包埋ブロックを切削するカッターを厚さ方向に予め決められた設定送り量だけ相対的に移動させた後、前記包埋ブロックに対して前記カッターを切削方向に相対的に移動させることで前記包埋ブロックを切削する粗削り工程と、
該粗削り工程で切削された前記包埋ブロックの切削面を観察して観察データを取得する観察工程と、
該観察工程で取得された前記観察データに基づいて、前記切削面の良否を判断する評価工程と、
前記包埋ブロックに対して前記カッターを厚さ方向に、作製する薄切片の厚さと対応する本削り量だけ相対的に移動させた後、前記包埋ブロックに対して前記カッター切削方向に相対的に移動させることで前記包埋ブロックを切削する本削り工程とを備え、
該評価工程において、前記切削面を否と判断した場合には、再度前記粗削り工程、前観察工程及び前記評価工程を行い、
前記切削面を良と判断した場合には、前記本削り工程に移行することを特徴とする薄切片の作製方法。
【請求項12】
請求項11に記載の薄切片の作製方法において、
前記観察工程は、光源から照射させた平行光をハーフミラーで反射させて、前記切削面に略直交に照射させるとともに、前記ハーフミラーの後方で、前記切削面で反射して前記ハーフミラーを透過する反射光を受光することで、前記切削面を撮影し、前記観察データとして画像データを取得することを特徴とする薄切片の作製方法。
【請求項13】
請求項12に記載の薄切片の作製方法において、
前記評価工程は、前記観察工程で取得した前記画像データの輝度情報をもとに、二値化処理して明暗データを作成し、該明暗データをもとに前記切削面の良否を判断することを特徴とする薄切片の作製方法。
【請求項14】
請求項11から請求項13のいずれかに記載の薄切片の作製方法において、
前記評価工程は、前記観察工程で取得した前記観察データに基づいて、前記切削面のうち、前記生体試料が露出している部分の面積である組織面積を算出し、該組織面積に基づいて前記切削面の良否を判断することを特徴とする薄切片の作製方法。
【請求項15】
請求項11から請求項13のいずれかに記載の薄切片の作製方法において、
前記評価工程は、今回の前記観察工程で取得された前記観察データと、前回の前記観察工程で取得された前記観察データとを比較して、前記切削面の良否を判断することを特徴とする薄切片の作製方法。
【請求項16】
請求項15に記載の薄切片の作製方法において、
前記評価工程は、前記観察工程で取得された前記観察データから、前記切削面のうち、前記生体試料が露出している部分の面積である組織面積を算出し、今回算出された該組織面積と前回算出された前記組織面積とを比較して前記切削面の良否を判断することを特徴とする薄切片の作製方法。
【請求項17】
請求項16に記載の薄切片の作製方法において、
前記評価工程は、前回算出した前記組織面積に対する今回算出した前記組織面積の比である面積増加率が予め決められた設定増加率以下である場合に、前記切削面を良と判断することを特徴とする薄切片の作製方法。
【請求項18】
請求項16に記載の薄切片の作製方法において、
前記評価工程は、前回算出した前記組織面積に対する今回算出した前記組織面積の差分である面積増加量が予め決められた設定増加量以下である場合に、前記切削面を良と判断することを特徴とする薄切片の作製方法。
【請求項19】
請求項11から請求項18のいずれかに記載の薄切片の作製方法において、
前記粗削り工程は、前記設定送り量を第一の設定送り量とした第一の粗削り工程と、前記設定送り量を前記第一の設定送り量より小さい第二の設定送り量とした第二の粗削り工程とで構成されるとともに、
前記評価工程は、前記第一の粗削り工程と対応した第一の評価工程と、前記第二の粗削り工程と対応した第二の評価工程とで構成され、
前記第一の評価工程は、前記第一の粗削り工程及び前記観察工程を行って前記観察工程で取得された前記観察データに基づいて、前記切削面の良否を行い、前記切削面を否と判断した場合には、再度前記第一の粗削り工程、前記観察工程及び前記第一の評価工程を行い、前記切削面を良と判断した場合には、前記第二の粗削り工程に移行し、
前記第二の評価工程は、前記第二の粗削り工程及び前記観察工程を行って前記観察工程で取得された前記観察データに基づいて、前記切削面の良否を行い、前記切削面を否と判断した場合には、再度前記第二の粗削り工程、前記観察工程及び前記第二の評価工程を行い、前記切削面を良と判断した場合には、前記本削り工程に移行することを特徴とする薄切片の作製方法。
【図1】


【図2】
【図3】

【図4】

【図5】
【図6】

【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2007−212276(P2007−212276A)
【公開日】平成19年8月23日(2007.8.23)
【国際特許分類】
【出願番号】特願2006−32128(P2006−32128)
【出願日】平成18年2月9日(2006.2.9)
【出願人】(000002325)セイコーインスツル株式会社 (3,629)
【Fターム(参考)】
【公開日】平成19年8月23日(2007.8.23)
【国際特許分類】
【出願日】平成18年2月9日(2006.2.9)
【出願人】(000002325)セイコーインスツル株式会社 (3,629)
【Fターム(参考)】
[ Back to top ]