
薄切片作製装置
【課題】装置の奥行き寸法を抑えることができ、小型化を図ることができる薄切片作製装置を提供することを目的とする。
【解決手段】生体試料が包埋された包埋ブロックBを薄切するための切刃6と、包埋ブロックBを切刃6の刃側に向けて移動させて包埋ブロックBの上面を切刃6で薄切させる移動機構5と、包埋ブロックBから削り出された薄切片Xを搬送する搬送機構9と、を備えた薄切片作製装置1において、切刃6の刃が、装置前面1aに対して垂直に延在され、包埋ブロックBが移動機構5によって装置前面1aに対して斜めに移動され、薄切片Xが搬送機構9によって装置前面1aに沿って搬送される。
【解決手段】生体試料が包埋された包埋ブロックBを薄切するための切刃6と、包埋ブロックBを切刃6の刃側に向けて移動させて包埋ブロックBの上面を切刃6で薄切させる移動機構5と、包埋ブロックBから削り出された薄切片Xを搬送する搬送機構9と、を備えた薄切片作製装置1において、切刃6の刃が、装置前面1aに対して垂直に延在され、包埋ブロックBが移動機構5によって装置前面1aに対して斜めに移動され、薄切片Xが搬送機構9によって装置前面1aに沿って搬送される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、人体や実験動物等から取り出した生体試料を包埋した包埋ブロックを切削して薄切片を作成する薄切片作製装置に関する。
【背景技術】
【0002】
従来から、人体や実験動物等から取り出した生体試料を検査、観察する前臨床分野において、包埋剤によって生体試料を包埋した包埋ブロックから薄切片を作製し、その薄切片に染色処理を行い、生体試料を観察する方法が知られている。上記した薄切片は、細胞レベルの観察を可能とするため、3〜5μm程度の厚さで均一に、かつ、包埋されている生体試料を損傷しないように切削する必要がある。上記した包埋ブロックから薄切片を作製する作業は、一般的に、専用の薄切り装置(ミクロトーム)を使用して、熟練な作業者による手作業によって委ねられてきたが、近年、薄切片の作製作業の自動化が望まれている。そこで、
【0003】
そこで、従来、薄切片の作製を自動化する薄切片作製装置としては、例えば特許文献1に記載されているような薄切片作製装置がある。この薄切片作製装置は、包埋ブロックを薄切する切刃と、包埋ブロックを切刃側に向かって移動させて切刃によって包埋ブロックを薄切させる移動機構と、包埋ブロックから薄切された薄切片を搬送する搬送ベルト(搬送機構)と、を備えている。このような薄切片作製装置によれば、移動機構の支持台に包埋ブロックを固定した後、移動機構を駆動させて包埋ブロックを切刃側に移動させることによって薄切して所望の薄切片を作製し、その薄切片を搬送ベルトに載せて搬送する。そして、スライドガラスハンドリングマシンでスライドガラスを搬送し、搬送ベルトで搬送された薄切片をスライドガラスに載せ替えて薄切片標本を作製する。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2007−178287号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、上記した従来の薄切片作製装置では、移動機構によって包埋ブロックが装置前面と平行に移動する。一方、切刃によって包埋ブロックを薄切しやすくするべく、通常、切刃は包埋ブロックに対して引き角を付ける。このため、従来の薄切片作製装置では、切刃が装置前面に対して斜めに延設されており、また、その切刃によって薄切される薄切片が装置前面に対して斜め方向(切刃の長さ方向に直交する方向)に削り出されるので、薄切片を搬送する搬送ベルトは、薄切片の削り出し方向(切刃の長さ方向に直交する方向)に沿って延在され、薄切片は装置前面に対して斜め方向に搬送される。したがって、包埋ブロックから薄切片を削り出した後の機構(例えば、スライドガラスハンドリングマシン)を装置前面に対して斜めに配置することになり、装置の奥行き寸法が大きくなるという問題がある。また、仮に、装置前面に対して斜めに搬送される薄切片の搬送方向を、装置前面に平行する方向に方向転換させようとすると、方向転換をするための機構が必要となり、装置が大型化すると共にコストアップとなる。
【0006】
本発明は、上記した従来の問題が考慮されたものであり、薄切片の搬送方向を方向転換させることなく、薄切片を装置前面と平行に搬送させることができるので、装置の奥行き寸法を抑えることができ、小型化を図ることができる薄切片作製装置を提供することを目的としている。
【課題を解決するための手段】
【0007】
本発明に係る薄切片作製装置は、生体試料が包埋された包埋ブロックを薄切するための切刃と、前記包埋ブロックを前記切刃の刃側に向けて移動させて前記包埋ブロックの上面を前記切刃で薄切させる移動機構と、前記包埋ブロックから削り出された薄切片を搬送する搬送機構と、を備えた薄切片作製装置において、前記切刃の刃が、装置前面に対して垂直に延在され、前記包埋ブロックが前記移動機構によって前記装置前面に対して斜めに移動され、前記薄切片が前記搬送機構によって前記装置前面に沿って搬送されることを特徴としている。
【0008】
このように、移動機構による包埋ブロックの移動方向を装置前面に対して斜めにすると共に、切刃を装置前面に対して垂直に延設することにより、切刃が包埋ブロックに対して引き角が付けられ、切刃によって包埋ブロックが容易に薄切される。しかも、包埋ブロックから薄切された薄切片は、装置前面に沿って削り出されるので、搬送機構が装置前面に沿って延在される。
【0009】
また、本発明に係る薄切片作製装置は、前記切刃が取替え可能に設けられており、取替え用の切刃を前記装置前面側から供給する切刃供給部と、使用済みの切刃を前記装置前面側から回収する切刃回収部と、が備えられていることが好ましい。
これにより、装置前面側から取替え用の切刃が供給されると共に使用済みの切刃が回収されるので、切刃の供給・回収における作業者の作業動線が短縮される。
【0010】
また、本発明に係る薄切片作製装置は、前記包埋ブロックを前記装置前面側から供給するブロック供給部が備えられていることが好ましい。
これにより、装置前面側から包埋ブロックが供給されるので、包埋ブロックの供給における作業者の作業動線が短縮される。
【0011】
また、本発明に係る薄切片作製装置は、前記薄切片を貼り付けるためのスライドガラスを前記装置前面側から供給するスライドガラス供給部が備えられていることが好ましい。
これにより、装置前面側からスライドガラスが供給されるので、スライドガラスの供給における作業者の作業動線が短縮される。
【0012】
また、本発明に係る薄切片作製装置は、前記薄切片を前記スライドガラスに貼り付けて作製された薄切片標本を前記装置前面側から回収する標本回収部が備えられていることが好ましい。
これにより、装置前面側から薄切片標本が回収されるので、薄切片標本の回収における作業者の作業動線が短縮される。
【0013】
また、本発明に係る薄切片作製装置は、複数の前記薄切片標本を収納可能な収納ケースを前記装置前面側から供給するケース供給部が備えられ、前記薄切片標本は、前記標本回収部から前記収納ケースに収納された状態で回収されることが好ましい。
これにより、複数の薄切片標本が収納ケースにそれぞれ入れられて標本回収部からまとめて回収される。また、この収納ケースは装置前面側から供給されるので、収納ケースの供給における作業者の作業動線が短縮される。
【発明の効果】
【0014】
本発明に係る薄切片作製装置によれば、搬送機構が装置前面に沿って延在されるので、薄切片作製装置の奥行き寸法を抑えることができ、薄切片作製装置の小型化を図ることができる。
【図面の簡単な説明】
【0015】
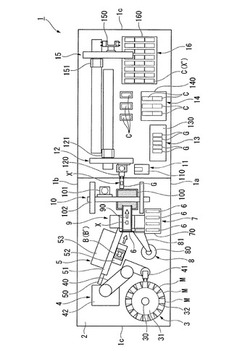
【図1】本発明の実施の形態を説明するための薄切片作製装置のレイアウトを示した平面図である。
【発明を実施するための形態】
【0016】
以下、本発明に係る薄切片作製装置の実施の形態について、図面に基いて説明する。
なお、本実施の形態に係る薄切片作製装置1においては、作業者が作業する側(図1における下側)の面を装置前面1aとし、その反対側(図1における上側)の面を装置後面1bとし、これら前後面1a,1bに直交する側面(図1における左右の面)を装置側面1cとする。また、本実施の形態に係る薄切片作製装置1の装置前面1aは、薄切片作製装置1の長手方向(図1における左右方向)に沿って延びた面であり、薄切片X(薄切片標本X´)の作製を行う作業者は、装置前面1a側に立って作業する。
【0017】
図1に示すように、薄切片作製装置1は、包埋ブロックBを薄切して薄切片Xを作製し、その薄切片XをスライドガラスGに貼り付けて薄切片標本X´を作製する装置である。包埋ブロックBは、生体試料を包埋材で包埋してなるブロックであり、その上面が図示せぬ面出し装置によって面出し(粗削り)されて前記生体試料の所望の断面が露出された状態となっている。薄切片作製装置1の概略構成としては、基台2と、マガジン保持部3(本発明におけるブロック供給部に相当する。)と、ブロック搬送機構4と、移動機構5と、切刃6と、切刃供給部7と、切刃回収部8と、薄切片搬送機構9と、載せ替え機構10と、湯伸展機構11と、スライドガラス搬送機構12と、スライドガラス供給部13と、ケース供給部14と、収納ケース搬送機構15と、標本回収部16と、を備えている。
【0018】
基台2は、横方向(図1における左右方向)に長い平面視長方形の載置台であり、この基台2の上に、上記した各部3〜16がそれぞれ載置されている。詳しく説明すると、基台2の前面側部分(装置前面1a)には、マガジン保持部3、切刃回収部8、切刃供給部7、スライドガラス供給部13、ケース供給部14及び標本回収部16が配設されている。一方、基台2の後面側部分(装置後面部)には、ブロック搬送機構4、移動機構5、薄切片搬送機構9、載せ替え機構10、スライドガラス搬送機構12及び収納ケース搬送機構15の各駆動部が配設されている。また、基台2には、矩形箱状の図示せぬカバーが取り付けられており、このカバーの内側に、上記した各部3〜16が収容されている。
【0019】
マガジン保持部3は、複数の包埋ブロックBを収納したブロックマガジンMを保持するものであり、包埋ブロックBをマガジン単位で装置前面1a側から供給及び回収するブロック供給・回収部である。詳しく説明すると、マガジン保持部3は、鉛直軸回りに回転可能な支柱30と、支柱30の上下端部からそれぞれ径方向外側に向けて突出された円環状のフランジ部31と、を備えている。上下のフランジ部31の外縁部には、ブロックマガジンMを着脱可能に把持する把持部32が、周方向に並べて設けられている。ブロックマガジンMは、複数の包埋ブロックBをそれぞれ保持して縦方向に並設させたカセットである。このブロックマガジンMは、その上下端部が上記した把持部32にそれぞれ把持されることでマガジン保持部3に装填されており、マガジン保持部3には、周方向に並設された複数のブロックマガジンMが保持されている。なお、上記した図示せぬカバーの前面部分(装置前面1a側の周壁部)には、ブロックマガジンMを出し入れするための図示せぬ装填口が設けられている。
【0020】
ブロック搬送機構4は、マガジン保持部3に保持されたブロックマガジンMから包埋ブロックBを取り出して後述する支持台52に載せたり、或いは、薄切後の包埋ブロックBを支持台52から取り出してブロックマガジンM内に収納させて戻したりする機構である。詳しく説明すると、ブロック搬送機構4は、適宜回転させたり屈曲させたりすることが可能な可動アーム40と、可動アーム40の先端部に設けられて包埋ブロックBを把持する把持部41と、可動アーム40及び把持部41をそれぞれ適宜可動させる駆動機構42と、を備えている。
【0021】
移動機構5は、包埋ブロックBを切刃6側に向けて移動させて包埋ブロックBの上面を切刃6で薄切させる機構であり、包埋ブロックBを装置前面1aに対して斜めに移動させる機構である。詳しく説明すると、移動機構5は、装置前面1aに対して斜めに延在するガイドレール50と、ガイドレール50に沿って走行可能なスライダ51と、スライダ51に固定された支持台52と、スライダ51をガイドレール50に沿って往復移動させる駆動機構53と、を備えている。ガイドレール50は、平面視において、装置前面1aに対して斜めに延設されており、切刃6側に向かうに従い装置前面1a側に傾けて配設されている。支持台52は、包埋ブロックB(ワーク)が載せられるとともにその包埋ブロックBを仮固定するワーク台であり、スライダ51と共にガイドレール50に沿って、平面視における切刃6に重なる位置と切刃6から離間する位置との間で往復移動するものである。また、移動機構5には、支持台52の高さ位置を調節する図示せぬ送り出し機構と、支持台52の傾斜角度や傾斜方向を調節する図示せぬ角度調節機構と、支持台52の配置方向を調節する図示せぬ方向転換機構と、を備えており、支持台52に載せられた包埋ブロックBの切刃6に対する高さ位置、傾き、及び向きがそれぞれ調節可能である。
【0022】
切刃6は、包埋ブロックBの上面を薄切するためのブレードであり、切刃6の刃(鋭角に尖って包埋ブロックBを切削する部分)は、装置前面1aに対して垂直に配設されている。詳しく説明すると、切刃6は、水平に配設された直線板状のブレードであり、少なくとも支持台52側の側部に刃が形成されている。この切刃6は、装置前面1aに対して垂直に延設されており、その軸方向に移動可能(位置調節可能)及び着脱可能に設けられている。
【0023】
切刃供給部7は、複数の取替え用の切刃6を装置前面1a側から供給するための供給部である。詳しく説明すると、切刃供給部7は、複数の取替え用の切刃6を収容する切刃収容部70と、装置前面1a側から切刃収容部70内に取替え用の切刃6を供給するための図示せぬ供給口と、を備えている。切刃収容部70は、切刃6の装置前面1a側に配設されており、この切刃収容部70の内側には、複数の取替え用の切刃6がそれぞれ装置前面1aに対して垂直に配列されて収納されている。なお、前記供給口は、上記した図示せぬカバーの前面部分に設けられている。
【0024】
切刃回収部8は、使用済みの切刃6を装置前面1a側から回収する回収部である。詳しく説明すると、切刃回収部8は、使用済みの切刃6を収容する切刃回収ボックス80と、取り外された切刃6を切刃回収ボックス80に投入させるシューター81と、切刃回収ボックス80を装置前面1a側から回収するための図示せぬ回収口と、を備えている。シューター81は、切刃6の取り外し部分から切刃回収ボックス80の口部に向かって下向きに傾斜されており、取り外された切刃6はシューター81上を滑り落ちて切刃回収ボックス80内に収容される。なお、前記回収口は、上記した図示せぬカバーの前面部分に設けられている。
【0025】
薄切片搬送機構9は、包埋ブロックBから削り出された薄切片Xを搬送する機構であり、薄切片Xを装置前面1aに沿って横方向に搬送する機構である。詳しく説明すると、薄切片搬送機構9は、輪状にしたベルトの上に薄切片Xを載せ、そのベルトを回転させることで薄切片Xを移動させるベルトコンベア90からなる。このベルトコンベア90は、切刃6の近傍から装置前面1aに沿って後述する水槽100側(移動機構5の反対側)に向けて延設されている。
【0026】
載せ替え機構10は、ベルトコンベア90上の薄切片XをスライドガラスGに載せ替えるための機構であり、スライドガラスGの所定位置に薄切片Xを貼り付けるための機構である。詳しく説明すると、載せ替え機構10は、水が貯留された水槽100と、薄切片Xを載置可能な中継部材101と、中継部材101を移動駆動、回転駆動又は傾倒駆動させる駆動機構102と、を備えている。
【0027】
上記した水槽100の中には、ベルトコンベア90の端部が挿入されている。このベルトコンベア90の端部は、そのベルトコンベア90によって搬送された薄切片Xがベルトコンベア90から剥がれて水槽100内の水面に浮遊するように、水面に対して斜めに挿入されている。中継部材101は、水槽100内の水を介してベルトコンベア90から受け渡された薄切片Xを載せて一時的に保持した後、後述するスライドガラス搬送機構12によって搬送されたスライドガラスGに水槽100内の水を介して受け渡す部材である。中継部材101としては、例えば枠内に網状の膜を張設した部材を用いることが可能である。駆動機構102は、中継部材101を直交する水平2軸および鉛直軸に沿ってそれぞれ移動させると共に水平軸回り及び鉛直軸回りに回転させる機構である。
【0028】
スライドガラス搬送機構12は、スライドガラスGを把持して搬送する機構であり、スライドガラス供給部13からスライドガラスGを取り出した後、そのスライドガラスGに載せ替え機構10から受け渡される薄切片Xを貼り付け、その後、湯伸展機構11で薄切片Xを湯伸展させた後、薄切片標本X´を後述する収納ケースC内に収納させる機構である。詳しく説明すると、スライドガラス搬送機構12は、スライドガラスGを把持する把持部120と、把持部120を移動駆動、回転駆動又は傾倒駆動させる駆動機構121と、を備えている。この駆動機構121は、把持部120を直交する水平2軸および鉛直軸に沿ってそれぞれ移動させると共に水平軸回り及び鉛直軸回りに回転させる機構である。
【0029】
湯伸展機構11は、スライドガラスGに貼り付けられた薄切片Xを湯で伸展させるための機構であり、湯が貯留された水槽110と、水槽110内に浮遊した薄切片XをエアでスライドガラスGに再貼着させる図示せぬブロー装置と、を備えている。
【0030】
スライドガラス供給部13は、上記したスライドガラスGを装置前面1a側から供給するための供給部である。詳しく説明すると、スライドガラス供給部13は、複数のスライドガラスGを収容するスライドガラス収容部130と、装置前面1a側からスライドガラス収容部130内にスライドガラスGを供給するための図示せぬ供給口と、を備えている。スライドガラス収容部130内には、複数のスライドガラスGがフロスト部の色毎に積層させて収容されている。なお、前記供給口は、上記した図示せぬカバーの前面部分に設けられている。
【0031】
ケース供給部14は、薄切片Xを貼り付けたスライドガラスG(薄切片標本X´)を収納可能な収納ケースCを装置前面1a側から供給するための供給部である。詳しく説明すると、ケース供給部14は、複数の収納ケースCを収容するケース収容部140と、装置前面1a側からケース収容部140内に収納ケースCを供給するための図示せぬ供給口と、を備えている。なお、前記供給口は、上記した図示せぬカバーの前面部分に設けられている。
【0032】
標本回収部16は、薄切片Xが貼り付けられたスライドガラスG(薄切片標本X´)を装置前面1a側から回収する回収部であり、複数の薄切片標本X´が収納された収納ケースCを装置前面1a側から回収するため回収部である。詳しく説明すると、標本回収部16は、各々複数の薄切片標本X´を収納した複数の収納ケースCを収容するケース収容部160と、装置前面1a側からケース収容部160内の収納ケースCを回収するための図示せぬ回収口と、を備えている。なお、前記回収口は、上記した図示せぬカバーの前面部分に設けられている。
【0033】
収納ケース搬送機構15は、収納ケースCを把持して搬送する機構であり、ケース供給部14から収納ケースCを取り出すと共に、薄切片標本X´を収納した収納ケースCを標本回収部16のケース収容部160に収容させる機構である。詳しく説明すると、収納ケース搬送機構15は、収納ケースCを把持する把持部150と、把持部150を移動駆動、回転駆動又は傾倒駆動させる駆動機構151と、を備えている。この駆動機構151は、把持部150を直交する水平2軸および鉛直軸に沿ってそれぞれ移動させると共に水平軸回り及び鉛直軸回りに回転させる機構である。
【0034】
次に、上記した構成からなる薄切片作製装置1の作用について説明する。
【0035】
まず、装置前面1a側からマガジン保持部3にブロックマガジンMを装填する。具体的に説明すると、予めブロックマガジンMに複数の包埋ブロックBを収納させておく。そして、そのブロックマガジンMを、装置前面1a側に形成された図示せぬ装填口からマガジン保持部3に装填する。このとき、ブロックマガジンMの上端部及び下端部をマガジン保持部3の把持部32にそれぞれ嵌め込んでブロックマガジンMを保持させる。
【0036】
また、装置前面1a側から切刃供給部7に取替え用の切刃6を供給しておく。具体的に説明すると、装置前面1a側に形成された図示せぬ供給口から切刃収容部70内に複数の取替え用の切刃6を収納させる。
また、装置前面1a側からスライドガラス供給部13にスライドガラスGを供給しておく。具体的に説明すると、装置前面1a側に形成された図示せぬ供給口からスライドガラス収容部130内に複数のスライドガラスGをフロスト部の色毎に積層させて収納させる。
また、装置前面1a側からケース供給部14に収納ケースCを供給しておく。具体的に説明すると、装置前面1a側に形成された図示せぬ供給口からケース収容部140内に複数の収納ケースCを収納させる。
【0037】
次に、ブロック搬送機構4によって、マガジン保持部3に保持されたブロックマガジンMから包埋ブロックBを取り出して移動機構5の支持台52に載せる。具体的に説明すると、駆動機構42によって可動アーム40を駆動させて把持部41をマガジン保持部3のところまで移動させ、マガジン保持部3に保持されたブロックマガジンM内の包埋ブロックBを把持部41で把持して取り出す。続いて、駆動機構42によって可動アーム40を駆動させて把持部41を移動機構5の支持台52のところまで移動させ、把持部41に把持された包埋ブロックBを支持台52上に載せる。
【0038】
次に、移動機構5によって、支持台52を切刃6側に向けて移動させ、支持台52に載せられた包埋ブロックBの上面を切刃6で薄切して薄切片Xを作製する。具体的に説明すると、駆動機構53によってスライダ51をガイドレール50に沿って切刃6側に移動させ、スライダ51に固定された支持台52をスライダ51と共に切刃6側に移動させる。このとき、図示せぬ送り出し機構、角度調整機構及び方向転換機構によって支持台52の高さ位置や傾斜角度、傾斜方向、配置方向をそれぞれ調節する。これにより、支持台52に載せられた包埋ブロックBの切刃6に対する高さ位置、傾き、及び向きがそれぞれ調節され、包埋ブロックBの上面が切刃6によって所望の方向から所望の均一の厚みで薄切されて薄切片Xが作製される。その後、包埋ブロックBの上面の薄切後、駆動機構53によってスライダ51をガイドレール50に沿って元の位置に移動させ、スライダ51に固定された支持台52をスライダ51と共に元の位置に戻す。そして、必要に応じて再度、支持台52を切刃6側に移動させて包埋ブロックBの上面を切刃6で薄切する。
【0039】
次に、包埋ブロックBの薄切が完了したところで、ブロック搬送機構4によって、支持台52に載せられた包埋ブロックBを、マガジン保持部3に保持されたブロックマガジンMに収容させて戻す。具体的に説明すると、駆動機構42によって可動アーム40を駆動させて把持部41を支持台52のところまで移動させ、支持台52上に載せられた包埋ブロックBを把持部41で把持する。続いて、駆動機構42によって可動アーム40を駆動させて把持部41をマガジン保持部3のところまで移動させ、把持部41に把持された包埋ブロックBを、マガジン保持部3に保持されたブロックマガジンM内に挿入して収納させる。
【0040】
また、切刃6で薄切された薄切片Xを薄切片搬送機構9によって水槽100まで搬送する。具体的に説明すると、切刃6によって薄切された薄切片Xは、ベルトコンベア90上に削り出され、ベルトコンベア90上に載せられる。そして、ベルトコンベア90のベルトが回転することでベルトコンベア90上の薄切片Xは水槽100側に搬送される。
【0041】
次に、ベルトコンベア90上の薄切片Xを載せ替え機構10によってスライドガラスGに載せ替える。
具体的に説明すると、駆動機構102によって中継部材101を駆動させて中継部材101をベルトコンベア90の水槽100側の端部の前方まで移動させる。そして、ベルトコンベア90上に載せられた薄切片Xを、水槽100内の水面を介して中継部材101に載せ替える。続いて、中継部材101に載せられた薄切片Xの位置を図示せぬ撮影装置などで検出した後、駆動機構102によって中継部材101をスライドガラスGへの載せ替え位置まで移動させる。
一方、スライドガラス搬送機構12によってスライドガラスGを水槽100まで搬送する。詳説すると、スライドガラス搬送機構12の把持部120を駆動機構121によってスライドガラス供給部13のところまで移動させ、スライドガラス収容部130に収容された複数のスライドガラスGの中から所望の色のフロスト部のスライドガラスGを選択して把持部120で把持して取り出す。続いて、その把持部120を駆動機構121によって水槽100内の上記載せ替え位置のところまで移動させる。
次に、中継部材101に載せられた薄切片Xを、水槽100内の水面を介して、把持部120に把持されたスライドガラスGに載せ替える。これにより、スライドガラスGに薄切片Xが貼着される。
【0042】
次に、薄切片Xが貼り付けられたスライドガラスGを湯伸展機構11によって伸展させる。具体的に説明すると、スライドガラス搬送機構12の駆動機構121によって把持部120を湯伸展機構11の水槽110のところまで移動させ、その把持部120に把持されたスライドガラスGを水槽110内の湯の中に浸ける。これにより、そのスライドガラスGに貼り付けられた薄切片Xは、スライドガラスGから剥離して湯の水面に浮遊すると共に湯によって伸展される。その後、駆動機構121によって把持部120を操作してスライドガラスGを湯の中から持ち上げ、湯の水面に浮遊した薄切片XをスライドガラスGで掬い上げる。また、このとき、図示せぬブロー装置によってスライドガラスGの表面にエアを吹き付けて薄切片XをスライドガラスGに再貼着させる。これにより、スライドガラスGに薄切片Xが貼着された薄切片標本X´が作製される。
【0043】
次に、薄切片標本X´を収納ケースCに収納する。具体的に説明すると、まず、予め、収納ケース搬送機構15の把持部150を駆動機構151によってケース供給部14のケース収容部140のところまで移動させ、ケース収容部140内に収容された空の収納ケースCを把持部150で把持して取り出して所定のケースセット位置に配置させておく。その後、薄切片標本X´を把持したスライドガラス搬送機構12の把持部120を駆動機構121によって上記収納ケースCのところまで移動させ、薄切片標本X´を収納ケースCの中に収納させる。
また、以上の工程により、上記した収納ケースCの中に複数の薄切片標本X´を収納させる。
【0044】
次に、複数の薄切片標本X´を収納させた収納ケースCを標本回収部16に搬送する。具体的に説明すると、収納ケース搬送機構15の把持部150を収納ケースC(上記したケースセット位置に配置された収納ケースC)のところまで移動させ、その収納ケースCを把持部150で把持する。続いて、その把持部150を標本回収部16のケース収容部160のところまで移動させ、薄切片標本X´を収納した収納ケースCを標本回収部16のケース収容部160の中に収容させる。
【0045】
次に、標本回収部16のケース収容部160に収容された収納ケースCを回収する。具体的に説明すると、装置前面1a側に形成された図示せぬ回収口から標本回収部16に収容された薄切片標本X´を収納ケースCごと取り出して回収する。
【0046】
また、切刃6で所定回数の薄切を行ったところで、切刃6の交換を行う。具体的に説明すると、使用済みの切刃6が取り外されると共に切刃供給部7から新たな切刃6が供給される。取り外された使用済みの切刃6はシューター81上を滑り落ちて切刃回収ボックス80内に収容される。そして、切刃回収ボックス80内に使用済みの切刃6が貯まった時点で、図示せぬ回収口から切刃回収ボックス80を取り出して切刃回収ボックス80内の使用済みの切刃6を廃棄し、その後、切刃回収ボックス80を図示せぬ回収口から装置内に入れてシューター81の下方に設置する。
【0047】
上記した構成からなる薄切片作製装置1によれば、切刃6で薄切された薄切片Xの搬送方向を方向転換させることなく、薄切片Xを装置前面1aと平行に搬送させることができるので、薄切片作製装置1の奥行き寸法を抑えることができ、薄切片作製装置1の小型化を図ることができる。
【0048】
また、上記した薄切片作製装置1では、マガジン保持部3(ブロック供給部)、切刃供給部7、切刃回収部8、スライドガラス供給部13、ケース供給部14及び標本回収部16がそれぞれ装置前面1a側に配設されているので、ブロックマガジンM(包埋ブロックB)の装填作業、切刃6の供給・回収作業、スライドガラスGや収納ケースCの供給作業、薄切片標本X´の回収作業における作業者の作業動線が短縮されるので、作業者の負担を軽減させ、作業効率を向上させることができる。
【0049】
以上、本発明に係る薄切片作製装置の実施の形態について説明したが、本発明は上記した実施の形態に限定されるものではなく、その趣旨を逸脱しない範囲で適宜変更可能である。
例えば、上記した実施の形態では、装置前面1a側からブロックマガジンM(包埋ブロックB)、切刃6、スライドガラスG、収納ケースCや薄切片標本X´を出し入れする構成となっているが、本発明は、装置後面1b側や装置側面1c側、装置上面側等からブロックマガジンM(包埋ブロックB)を出し入れする構成にすることも可能である。例えば、ブロックマガジンMを供給する供給口を図示せぬカバーの側面に形成することも可能であり、或いは、薄切片標本X´を収納ケースCごと取り出す回収口を図示せぬカバーの側面に形成することも可能である。
【0050】
また、上記した実施の形態では、水槽100を用いた載せ替え機構10によって薄切片XをスライドガラスGに貼り付けているが、本発明は、他の機構で薄切片XをスライドガラスGに貼り付けることも可能であり、例えば、薄切片ハンドリングマシンによって薄切片Xを把持してスライドガラスGに貼り付けることも可能である。
【0051】
その他、本発明の主旨を逸脱しない範囲で、上記した実施の形態における構成要素を周知の構成要素に置き換えることは適宜可能であり、また、上記した変形例を適宜組み合わせてもよい。
【符号の説明】
【0052】
薄切片作製装置1a 装置前面
マガジン保持部(ブロック供給部)移動機構切刃切刃供給部切刃回収部薄切片搬送機構(搬送機構)スライドガラス供給部ケース供給部標本回収部B 包埋ブロック
C 収納ケース
薄切片X´ 薄切片標本
【技術分野】
【0001】
本発明は、人体や実験動物等から取り出した生体試料を包埋した包埋ブロックを切削して薄切片を作成する薄切片作製装置に関する。
【背景技術】
【0002】
従来から、人体や実験動物等から取り出した生体試料を検査、観察する前臨床分野において、包埋剤によって生体試料を包埋した包埋ブロックから薄切片を作製し、その薄切片に染色処理を行い、生体試料を観察する方法が知られている。上記した薄切片は、細胞レベルの観察を可能とするため、3〜5μm程度の厚さで均一に、かつ、包埋されている生体試料を損傷しないように切削する必要がある。上記した包埋ブロックから薄切片を作製する作業は、一般的に、専用の薄切り装置(ミクロトーム)を使用して、熟練な作業者による手作業によって委ねられてきたが、近年、薄切片の作製作業の自動化が望まれている。そこで、
【0003】
そこで、従来、薄切片の作製を自動化する薄切片作製装置としては、例えば特許文献1に記載されているような薄切片作製装置がある。この薄切片作製装置は、包埋ブロックを薄切する切刃と、包埋ブロックを切刃側に向かって移動させて切刃によって包埋ブロックを薄切させる移動機構と、包埋ブロックから薄切された薄切片を搬送する搬送ベルト(搬送機構)と、を備えている。このような薄切片作製装置によれば、移動機構の支持台に包埋ブロックを固定した後、移動機構を駆動させて包埋ブロックを切刃側に移動させることによって薄切して所望の薄切片を作製し、その薄切片を搬送ベルトに載せて搬送する。そして、スライドガラスハンドリングマシンでスライドガラスを搬送し、搬送ベルトで搬送された薄切片をスライドガラスに載せ替えて薄切片標本を作製する。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2007−178287号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、上記した従来の薄切片作製装置では、移動機構によって包埋ブロックが装置前面と平行に移動する。一方、切刃によって包埋ブロックを薄切しやすくするべく、通常、切刃は包埋ブロックに対して引き角を付ける。このため、従来の薄切片作製装置では、切刃が装置前面に対して斜めに延設されており、また、その切刃によって薄切される薄切片が装置前面に対して斜め方向(切刃の長さ方向に直交する方向)に削り出されるので、薄切片を搬送する搬送ベルトは、薄切片の削り出し方向(切刃の長さ方向に直交する方向)に沿って延在され、薄切片は装置前面に対して斜め方向に搬送される。したがって、包埋ブロックから薄切片を削り出した後の機構(例えば、スライドガラスハンドリングマシン)を装置前面に対して斜めに配置することになり、装置の奥行き寸法が大きくなるという問題がある。また、仮に、装置前面に対して斜めに搬送される薄切片の搬送方向を、装置前面に平行する方向に方向転換させようとすると、方向転換をするための機構が必要となり、装置が大型化すると共にコストアップとなる。
【0006】
本発明は、上記した従来の問題が考慮されたものであり、薄切片の搬送方向を方向転換させることなく、薄切片を装置前面と平行に搬送させることができるので、装置の奥行き寸法を抑えることができ、小型化を図ることができる薄切片作製装置を提供することを目的としている。
【課題を解決するための手段】
【0007】
本発明に係る薄切片作製装置は、生体試料が包埋された包埋ブロックを薄切するための切刃と、前記包埋ブロックを前記切刃の刃側に向けて移動させて前記包埋ブロックの上面を前記切刃で薄切させる移動機構と、前記包埋ブロックから削り出された薄切片を搬送する搬送機構と、を備えた薄切片作製装置において、前記切刃の刃が、装置前面に対して垂直に延在され、前記包埋ブロックが前記移動機構によって前記装置前面に対して斜めに移動され、前記薄切片が前記搬送機構によって前記装置前面に沿って搬送されることを特徴としている。
【0008】
このように、移動機構による包埋ブロックの移動方向を装置前面に対して斜めにすると共に、切刃を装置前面に対して垂直に延設することにより、切刃が包埋ブロックに対して引き角が付けられ、切刃によって包埋ブロックが容易に薄切される。しかも、包埋ブロックから薄切された薄切片は、装置前面に沿って削り出されるので、搬送機構が装置前面に沿って延在される。
【0009】
また、本発明に係る薄切片作製装置は、前記切刃が取替え可能に設けられており、取替え用の切刃を前記装置前面側から供給する切刃供給部と、使用済みの切刃を前記装置前面側から回収する切刃回収部と、が備えられていることが好ましい。
これにより、装置前面側から取替え用の切刃が供給されると共に使用済みの切刃が回収されるので、切刃の供給・回収における作業者の作業動線が短縮される。
【0010】
また、本発明に係る薄切片作製装置は、前記包埋ブロックを前記装置前面側から供給するブロック供給部が備えられていることが好ましい。
これにより、装置前面側から包埋ブロックが供給されるので、包埋ブロックの供給における作業者の作業動線が短縮される。
【0011】
また、本発明に係る薄切片作製装置は、前記薄切片を貼り付けるためのスライドガラスを前記装置前面側から供給するスライドガラス供給部が備えられていることが好ましい。
これにより、装置前面側からスライドガラスが供給されるので、スライドガラスの供給における作業者の作業動線が短縮される。
【0012】
また、本発明に係る薄切片作製装置は、前記薄切片を前記スライドガラスに貼り付けて作製された薄切片標本を前記装置前面側から回収する標本回収部が備えられていることが好ましい。
これにより、装置前面側から薄切片標本が回収されるので、薄切片標本の回収における作業者の作業動線が短縮される。
【0013】
また、本発明に係る薄切片作製装置は、複数の前記薄切片標本を収納可能な収納ケースを前記装置前面側から供給するケース供給部が備えられ、前記薄切片標本は、前記標本回収部から前記収納ケースに収納された状態で回収されることが好ましい。
これにより、複数の薄切片標本が収納ケースにそれぞれ入れられて標本回収部からまとめて回収される。また、この収納ケースは装置前面側から供給されるので、収納ケースの供給における作業者の作業動線が短縮される。
【発明の効果】
【0014】
本発明に係る薄切片作製装置によれば、搬送機構が装置前面に沿って延在されるので、薄切片作製装置の奥行き寸法を抑えることができ、薄切片作製装置の小型化を図ることができる。
【図面の簡単な説明】
【0015】
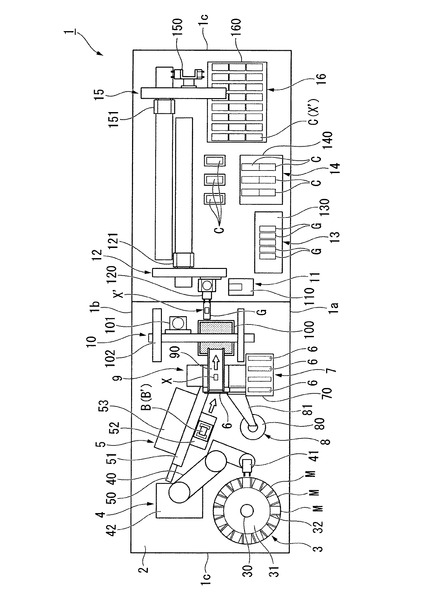
【図1】本発明の実施の形態を説明するための薄切片作製装置のレイアウトを示した平面図である。
【発明を実施するための形態】
【0016】
以下、本発明に係る薄切片作製装置の実施の形態について、図面に基いて説明する。
なお、本実施の形態に係る薄切片作製装置1においては、作業者が作業する側(図1における下側)の面を装置前面1aとし、その反対側(図1における上側)の面を装置後面1bとし、これら前後面1a,1bに直交する側面(図1における左右の面)を装置側面1cとする。また、本実施の形態に係る薄切片作製装置1の装置前面1aは、薄切片作製装置1の長手方向(図1における左右方向)に沿って延びた面であり、薄切片X(薄切片標本X´)の作製を行う作業者は、装置前面1a側に立って作業する。
【0017】
図1に示すように、薄切片作製装置1は、包埋ブロックBを薄切して薄切片Xを作製し、その薄切片XをスライドガラスGに貼り付けて薄切片標本X´を作製する装置である。包埋ブロックBは、生体試料を包埋材で包埋してなるブロックであり、その上面が図示せぬ面出し装置によって面出し(粗削り)されて前記生体試料の所望の断面が露出された状態となっている。薄切片作製装置1の概略構成としては、基台2と、マガジン保持部3(本発明におけるブロック供給部に相当する。)と、ブロック搬送機構4と、移動機構5と、切刃6と、切刃供給部7と、切刃回収部8と、薄切片搬送機構9と、載せ替え機構10と、湯伸展機構11と、スライドガラス搬送機構12と、スライドガラス供給部13と、ケース供給部14と、収納ケース搬送機構15と、標本回収部16と、を備えている。
【0018】
基台2は、横方向(図1における左右方向)に長い平面視長方形の載置台であり、この基台2の上に、上記した各部3〜16がそれぞれ載置されている。詳しく説明すると、基台2の前面側部分(装置前面1a)には、マガジン保持部3、切刃回収部8、切刃供給部7、スライドガラス供給部13、ケース供給部14及び標本回収部16が配設されている。一方、基台2の後面側部分(装置後面部)には、ブロック搬送機構4、移動機構5、薄切片搬送機構9、載せ替え機構10、スライドガラス搬送機構12及び収納ケース搬送機構15の各駆動部が配設されている。また、基台2には、矩形箱状の図示せぬカバーが取り付けられており、このカバーの内側に、上記した各部3〜16が収容されている。
【0019】
マガジン保持部3は、複数の包埋ブロックBを収納したブロックマガジンMを保持するものであり、包埋ブロックBをマガジン単位で装置前面1a側から供給及び回収するブロック供給・回収部である。詳しく説明すると、マガジン保持部3は、鉛直軸回りに回転可能な支柱30と、支柱30の上下端部からそれぞれ径方向外側に向けて突出された円環状のフランジ部31と、を備えている。上下のフランジ部31の外縁部には、ブロックマガジンMを着脱可能に把持する把持部32が、周方向に並べて設けられている。ブロックマガジンMは、複数の包埋ブロックBをそれぞれ保持して縦方向に並設させたカセットである。このブロックマガジンMは、その上下端部が上記した把持部32にそれぞれ把持されることでマガジン保持部3に装填されており、マガジン保持部3には、周方向に並設された複数のブロックマガジンMが保持されている。なお、上記した図示せぬカバーの前面部分(装置前面1a側の周壁部)には、ブロックマガジンMを出し入れするための図示せぬ装填口が設けられている。
【0020】
ブロック搬送機構4は、マガジン保持部3に保持されたブロックマガジンMから包埋ブロックBを取り出して後述する支持台52に載せたり、或いは、薄切後の包埋ブロックBを支持台52から取り出してブロックマガジンM内に収納させて戻したりする機構である。詳しく説明すると、ブロック搬送機構4は、適宜回転させたり屈曲させたりすることが可能な可動アーム40と、可動アーム40の先端部に設けられて包埋ブロックBを把持する把持部41と、可動アーム40及び把持部41をそれぞれ適宜可動させる駆動機構42と、を備えている。
【0021】
移動機構5は、包埋ブロックBを切刃6側に向けて移動させて包埋ブロックBの上面を切刃6で薄切させる機構であり、包埋ブロックBを装置前面1aに対して斜めに移動させる機構である。詳しく説明すると、移動機構5は、装置前面1aに対して斜めに延在するガイドレール50と、ガイドレール50に沿って走行可能なスライダ51と、スライダ51に固定された支持台52と、スライダ51をガイドレール50に沿って往復移動させる駆動機構53と、を備えている。ガイドレール50は、平面視において、装置前面1aに対して斜めに延設されており、切刃6側に向かうに従い装置前面1a側に傾けて配設されている。支持台52は、包埋ブロックB(ワーク)が載せられるとともにその包埋ブロックBを仮固定するワーク台であり、スライダ51と共にガイドレール50に沿って、平面視における切刃6に重なる位置と切刃6から離間する位置との間で往復移動するものである。また、移動機構5には、支持台52の高さ位置を調節する図示せぬ送り出し機構と、支持台52の傾斜角度や傾斜方向を調節する図示せぬ角度調節機構と、支持台52の配置方向を調節する図示せぬ方向転換機構と、を備えており、支持台52に載せられた包埋ブロックBの切刃6に対する高さ位置、傾き、及び向きがそれぞれ調節可能である。
【0022】
切刃6は、包埋ブロックBの上面を薄切するためのブレードであり、切刃6の刃(鋭角に尖って包埋ブロックBを切削する部分)は、装置前面1aに対して垂直に配設されている。詳しく説明すると、切刃6は、水平に配設された直線板状のブレードであり、少なくとも支持台52側の側部に刃が形成されている。この切刃6は、装置前面1aに対して垂直に延設されており、その軸方向に移動可能(位置調節可能)及び着脱可能に設けられている。
【0023】
切刃供給部7は、複数の取替え用の切刃6を装置前面1a側から供給するための供給部である。詳しく説明すると、切刃供給部7は、複数の取替え用の切刃6を収容する切刃収容部70と、装置前面1a側から切刃収容部70内に取替え用の切刃6を供給するための図示せぬ供給口と、を備えている。切刃収容部70は、切刃6の装置前面1a側に配設されており、この切刃収容部70の内側には、複数の取替え用の切刃6がそれぞれ装置前面1aに対して垂直に配列されて収納されている。なお、前記供給口は、上記した図示せぬカバーの前面部分に設けられている。
【0024】
切刃回収部8は、使用済みの切刃6を装置前面1a側から回収する回収部である。詳しく説明すると、切刃回収部8は、使用済みの切刃6を収容する切刃回収ボックス80と、取り外された切刃6を切刃回収ボックス80に投入させるシューター81と、切刃回収ボックス80を装置前面1a側から回収するための図示せぬ回収口と、を備えている。シューター81は、切刃6の取り外し部分から切刃回収ボックス80の口部に向かって下向きに傾斜されており、取り外された切刃6はシューター81上を滑り落ちて切刃回収ボックス80内に収容される。なお、前記回収口は、上記した図示せぬカバーの前面部分に設けられている。
【0025】
薄切片搬送機構9は、包埋ブロックBから削り出された薄切片Xを搬送する機構であり、薄切片Xを装置前面1aに沿って横方向に搬送する機構である。詳しく説明すると、薄切片搬送機構9は、輪状にしたベルトの上に薄切片Xを載せ、そのベルトを回転させることで薄切片Xを移動させるベルトコンベア90からなる。このベルトコンベア90は、切刃6の近傍から装置前面1aに沿って後述する水槽100側(移動機構5の反対側)に向けて延設されている。
【0026】
載せ替え機構10は、ベルトコンベア90上の薄切片XをスライドガラスGに載せ替えるための機構であり、スライドガラスGの所定位置に薄切片Xを貼り付けるための機構である。詳しく説明すると、載せ替え機構10は、水が貯留された水槽100と、薄切片Xを載置可能な中継部材101と、中継部材101を移動駆動、回転駆動又は傾倒駆動させる駆動機構102と、を備えている。
【0027】
上記した水槽100の中には、ベルトコンベア90の端部が挿入されている。このベルトコンベア90の端部は、そのベルトコンベア90によって搬送された薄切片Xがベルトコンベア90から剥がれて水槽100内の水面に浮遊するように、水面に対して斜めに挿入されている。中継部材101は、水槽100内の水を介してベルトコンベア90から受け渡された薄切片Xを載せて一時的に保持した後、後述するスライドガラス搬送機構12によって搬送されたスライドガラスGに水槽100内の水を介して受け渡す部材である。中継部材101としては、例えば枠内に網状の膜を張設した部材を用いることが可能である。駆動機構102は、中継部材101を直交する水平2軸および鉛直軸に沿ってそれぞれ移動させると共に水平軸回り及び鉛直軸回りに回転させる機構である。
【0028】
スライドガラス搬送機構12は、スライドガラスGを把持して搬送する機構であり、スライドガラス供給部13からスライドガラスGを取り出した後、そのスライドガラスGに載せ替え機構10から受け渡される薄切片Xを貼り付け、その後、湯伸展機構11で薄切片Xを湯伸展させた後、薄切片標本X´を後述する収納ケースC内に収納させる機構である。詳しく説明すると、スライドガラス搬送機構12は、スライドガラスGを把持する把持部120と、把持部120を移動駆動、回転駆動又は傾倒駆動させる駆動機構121と、を備えている。この駆動機構121は、把持部120を直交する水平2軸および鉛直軸に沿ってそれぞれ移動させると共に水平軸回り及び鉛直軸回りに回転させる機構である。
【0029】
湯伸展機構11は、スライドガラスGに貼り付けられた薄切片Xを湯で伸展させるための機構であり、湯が貯留された水槽110と、水槽110内に浮遊した薄切片XをエアでスライドガラスGに再貼着させる図示せぬブロー装置と、を備えている。
【0030】
スライドガラス供給部13は、上記したスライドガラスGを装置前面1a側から供給するための供給部である。詳しく説明すると、スライドガラス供給部13は、複数のスライドガラスGを収容するスライドガラス収容部130と、装置前面1a側からスライドガラス収容部130内にスライドガラスGを供給するための図示せぬ供給口と、を備えている。スライドガラス収容部130内には、複数のスライドガラスGがフロスト部の色毎に積層させて収容されている。なお、前記供給口は、上記した図示せぬカバーの前面部分に設けられている。
【0031】
ケース供給部14は、薄切片Xを貼り付けたスライドガラスG(薄切片標本X´)を収納可能な収納ケースCを装置前面1a側から供給するための供給部である。詳しく説明すると、ケース供給部14は、複数の収納ケースCを収容するケース収容部140と、装置前面1a側からケース収容部140内に収納ケースCを供給するための図示せぬ供給口と、を備えている。なお、前記供給口は、上記した図示せぬカバーの前面部分に設けられている。
【0032】
標本回収部16は、薄切片Xが貼り付けられたスライドガラスG(薄切片標本X´)を装置前面1a側から回収する回収部であり、複数の薄切片標本X´が収納された収納ケースCを装置前面1a側から回収するため回収部である。詳しく説明すると、標本回収部16は、各々複数の薄切片標本X´を収納した複数の収納ケースCを収容するケース収容部160と、装置前面1a側からケース収容部160内の収納ケースCを回収するための図示せぬ回収口と、を備えている。なお、前記回収口は、上記した図示せぬカバーの前面部分に設けられている。
【0033】
収納ケース搬送機構15は、収納ケースCを把持して搬送する機構であり、ケース供給部14から収納ケースCを取り出すと共に、薄切片標本X´を収納した収納ケースCを標本回収部16のケース収容部160に収容させる機構である。詳しく説明すると、収納ケース搬送機構15は、収納ケースCを把持する把持部150と、把持部150を移動駆動、回転駆動又は傾倒駆動させる駆動機構151と、を備えている。この駆動機構151は、把持部150を直交する水平2軸および鉛直軸に沿ってそれぞれ移動させると共に水平軸回り及び鉛直軸回りに回転させる機構である。
【0034】
次に、上記した構成からなる薄切片作製装置1の作用について説明する。
【0035】
まず、装置前面1a側からマガジン保持部3にブロックマガジンMを装填する。具体的に説明すると、予めブロックマガジンMに複数の包埋ブロックBを収納させておく。そして、そのブロックマガジンMを、装置前面1a側に形成された図示せぬ装填口からマガジン保持部3に装填する。このとき、ブロックマガジンMの上端部及び下端部をマガジン保持部3の把持部32にそれぞれ嵌め込んでブロックマガジンMを保持させる。
【0036】
また、装置前面1a側から切刃供給部7に取替え用の切刃6を供給しておく。具体的に説明すると、装置前面1a側に形成された図示せぬ供給口から切刃収容部70内に複数の取替え用の切刃6を収納させる。
また、装置前面1a側からスライドガラス供給部13にスライドガラスGを供給しておく。具体的に説明すると、装置前面1a側に形成された図示せぬ供給口からスライドガラス収容部130内に複数のスライドガラスGをフロスト部の色毎に積層させて収納させる。
また、装置前面1a側からケース供給部14に収納ケースCを供給しておく。具体的に説明すると、装置前面1a側に形成された図示せぬ供給口からケース収容部140内に複数の収納ケースCを収納させる。
【0037】
次に、ブロック搬送機構4によって、マガジン保持部3に保持されたブロックマガジンMから包埋ブロックBを取り出して移動機構5の支持台52に載せる。具体的に説明すると、駆動機構42によって可動アーム40を駆動させて把持部41をマガジン保持部3のところまで移動させ、マガジン保持部3に保持されたブロックマガジンM内の包埋ブロックBを把持部41で把持して取り出す。続いて、駆動機構42によって可動アーム40を駆動させて把持部41を移動機構5の支持台52のところまで移動させ、把持部41に把持された包埋ブロックBを支持台52上に載せる。
【0038】
次に、移動機構5によって、支持台52を切刃6側に向けて移動させ、支持台52に載せられた包埋ブロックBの上面を切刃6で薄切して薄切片Xを作製する。具体的に説明すると、駆動機構53によってスライダ51をガイドレール50に沿って切刃6側に移動させ、スライダ51に固定された支持台52をスライダ51と共に切刃6側に移動させる。このとき、図示せぬ送り出し機構、角度調整機構及び方向転換機構によって支持台52の高さ位置や傾斜角度、傾斜方向、配置方向をそれぞれ調節する。これにより、支持台52に載せられた包埋ブロックBの切刃6に対する高さ位置、傾き、及び向きがそれぞれ調節され、包埋ブロックBの上面が切刃6によって所望の方向から所望の均一の厚みで薄切されて薄切片Xが作製される。その後、包埋ブロックBの上面の薄切後、駆動機構53によってスライダ51をガイドレール50に沿って元の位置に移動させ、スライダ51に固定された支持台52をスライダ51と共に元の位置に戻す。そして、必要に応じて再度、支持台52を切刃6側に移動させて包埋ブロックBの上面を切刃6で薄切する。
【0039】
次に、包埋ブロックBの薄切が完了したところで、ブロック搬送機構4によって、支持台52に載せられた包埋ブロックBを、マガジン保持部3に保持されたブロックマガジンMに収容させて戻す。具体的に説明すると、駆動機構42によって可動アーム40を駆動させて把持部41を支持台52のところまで移動させ、支持台52上に載せられた包埋ブロックBを把持部41で把持する。続いて、駆動機構42によって可動アーム40を駆動させて把持部41をマガジン保持部3のところまで移動させ、把持部41に把持された包埋ブロックBを、マガジン保持部3に保持されたブロックマガジンM内に挿入して収納させる。
【0040】
また、切刃6で薄切された薄切片Xを薄切片搬送機構9によって水槽100まで搬送する。具体的に説明すると、切刃6によって薄切された薄切片Xは、ベルトコンベア90上に削り出され、ベルトコンベア90上に載せられる。そして、ベルトコンベア90のベルトが回転することでベルトコンベア90上の薄切片Xは水槽100側に搬送される。
【0041】
次に、ベルトコンベア90上の薄切片Xを載せ替え機構10によってスライドガラスGに載せ替える。
具体的に説明すると、駆動機構102によって中継部材101を駆動させて中継部材101をベルトコンベア90の水槽100側の端部の前方まで移動させる。そして、ベルトコンベア90上に載せられた薄切片Xを、水槽100内の水面を介して中継部材101に載せ替える。続いて、中継部材101に載せられた薄切片Xの位置を図示せぬ撮影装置などで検出した後、駆動機構102によって中継部材101をスライドガラスGへの載せ替え位置まで移動させる。
一方、スライドガラス搬送機構12によってスライドガラスGを水槽100まで搬送する。詳説すると、スライドガラス搬送機構12の把持部120を駆動機構121によってスライドガラス供給部13のところまで移動させ、スライドガラス収容部130に収容された複数のスライドガラスGの中から所望の色のフロスト部のスライドガラスGを選択して把持部120で把持して取り出す。続いて、その把持部120を駆動機構121によって水槽100内の上記載せ替え位置のところまで移動させる。
次に、中継部材101に載せられた薄切片Xを、水槽100内の水面を介して、把持部120に把持されたスライドガラスGに載せ替える。これにより、スライドガラスGに薄切片Xが貼着される。
【0042】
次に、薄切片Xが貼り付けられたスライドガラスGを湯伸展機構11によって伸展させる。具体的に説明すると、スライドガラス搬送機構12の駆動機構121によって把持部120を湯伸展機構11の水槽110のところまで移動させ、その把持部120に把持されたスライドガラスGを水槽110内の湯の中に浸ける。これにより、そのスライドガラスGに貼り付けられた薄切片Xは、スライドガラスGから剥離して湯の水面に浮遊すると共に湯によって伸展される。その後、駆動機構121によって把持部120を操作してスライドガラスGを湯の中から持ち上げ、湯の水面に浮遊した薄切片XをスライドガラスGで掬い上げる。また、このとき、図示せぬブロー装置によってスライドガラスGの表面にエアを吹き付けて薄切片XをスライドガラスGに再貼着させる。これにより、スライドガラスGに薄切片Xが貼着された薄切片標本X´が作製される。
【0043】
次に、薄切片標本X´を収納ケースCに収納する。具体的に説明すると、まず、予め、収納ケース搬送機構15の把持部150を駆動機構151によってケース供給部14のケース収容部140のところまで移動させ、ケース収容部140内に収容された空の収納ケースCを把持部150で把持して取り出して所定のケースセット位置に配置させておく。その後、薄切片標本X´を把持したスライドガラス搬送機構12の把持部120を駆動機構121によって上記収納ケースCのところまで移動させ、薄切片標本X´を収納ケースCの中に収納させる。
また、以上の工程により、上記した収納ケースCの中に複数の薄切片標本X´を収納させる。
【0044】
次に、複数の薄切片標本X´を収納させた収納ケースCを標本回収部16に搬送する。具体的に説明すると、収納ケース搬送機構15の把持部150を収納ケースC(上記したケースセット位置に配置された収納ケースC)のところまで移動させ、その収納ケースCを把持部150で把持する。続いて、その把持部150を標本回収部16のケース収容部160のところまで移動させ、薄切片標本X´を収納した収納ケースCを標本回収部16のケース収容部160の中に収容させる。
【0045】
次に、標本回収部16のケース収容部160に収容された収納ケースCを回収する。具体的に説明すると、装置前面1a側に形成された図示せぬ回収口から標本回収部16に収容された薄切片標本X´を収納ケースCごと取り出して回収する。
【0046】
また、切刃6で所定回数の薄切を行ったところで、切刃6の交換を行う。具体的に説明すると、使用済みの切刃6が取り外されると共に切刃供給部7から新たな切刃6が供給される。取り外された使用済みの切刃6はシューター81上を滑り落ちて切刃回収ボックス80内に収容される。そして、切刃回収ボックス80内に使用済みの切刃6が貯まった時点で、図示せぬ回収口から切刃回収ボックス80を取り出して切刃回収ボックス80内の使用済みの切刃6を廃棄し、その後、切刃回収ボックス80を図示せぬ回収口から装置内に入れてシューター81の下方に設置する。
【0047】
上記した構成からなる薄切片作製装置1によれば、切刃6で薄切された薄切片Xの搬送方向を方向転換させることなく、薄切片Xを装置前面1aと平行に搬送させることができるので、薄切片作製装置1の奥行き寸法を抑えることができ、薄切片作製装置1の小型化を図ることができる。
【0048】
また、上記した薄切片作製装置1では、マガジン保持部3(ブロック供給部)、切刃供給部7、切刃回収部8、スライドガラス供給部13、ケース供給部14及び標本回収部16がそれぞれ装置前面1a側に配設されているので、ブロックマガジンM(包埋ブロックB)の装填作業、切刃6の供給・回収作業、スライドガラスGや収納ケースCの供給作業、薄切片標本X´の回収作業における作業者の作業動線が短縮されるので、作業者の負担を軽減させ、作業効率を向上させることができる。
【0049】
以上、本発明に係る薄切片作製装置の実施の形態について説明したが、本発明は上記した実施の形態に限定されるものではなく、その趣旨を逸脱しない範囲で適宜変更可能である。
例えば、上記した実施の形態では、装置前面1a側からブロックマガジンM(包埋ブロックB)、切刃6、スライドガラスG、収納ケースCや薄切片標本X´を出し入れする構成となっているが、本発明は、装置後面1b側や装置側面1c側、装置上面側等からブロックマガジンM(包埋ブロックB)を出し入れする構成にすることも可能である。例えば、ブロックマガジンMを供給する供給口を図示せぬカバーの側面に形成することも可能であり、或いは、薄切片標本X´を収納ケースCごと取り出す回収口を図示せぬカバーの側面に形成することも可能である。
【0050】
また、上記した実施の形態では、水槽100を用いた載せ替え機構10によって薄切片XをスライドガラスGに貼り付けているが、本発明は、他の機構で薄切片XをスライドガラスGに貼り付けることも可能であり、例えば、薄切片ハンドリングマシンによって薄切片Xを把持してスライドガラスGに貼り付けることも可能である。
【0051】
その他、本発明の主旨を逸脱しない範囲で、上記した実施の形態における構成要素を周知の構成要素に置き換えることは適宜可能であり、また、上記した変形例を適宜組み合わせてもよい。
【符号の説明】
【0052】
薄切片作製装置1a 装置前面
マガジン保持部(ブロック供給部)移動機構切刃切刃供給部切刃回収部薄切片搬送機構(搬送機構)スライドガラス供給部ケース供給部標本回収部B 包埋ブロック
C 収納ケース
薄切片X´ 薄切片標本
【特許請求の範囲】
【請求項1】
生体試料が包埋された包埋ブロックを薄切するための切刃と、
前記包埋ブロックを前記切刃の刃側に向けて移動させて前記包埋ブロックの上面を前記切刃で薄切させる移動機構と、
前記包埋ブロックから削り出された薄切片を搬送する搬送機構と、
を備えた薄切片作製装置において、
前記切刃の刃が、装置前面に対して垂直に延在され、前記包埋ブロックが前記移動機構によって前記装置前面に対して斜めに移動され、前記薄切片が前記搬送機構によって前記装置前面に沿って搬送されることを特徴とする薄切片作製装置。
【請求項2】
請求項1に記載の薄切片作製装置において、
前記切刃は取替え可能に設けられており、
取替え用の切刃を前記装置前面側から供給する切刃供給部と、使用済みの切刃を前記装置前面側から回収する切刃回収部と、が備えられていることを特徴とする薄切片作製装置。
【請求項3】
請求項1または2に記載の薄切片作製装置において、
前記包埋ブロックを前記装置前面側から供給するブロック供給部が備えられていることを特徴とする薄切片作製装置。
【請求項4】
請求項1から3の何れか一項に記載の薄切片作製装置において、
前記薄切片を貼り付けるためのスライドガラスを前記装置前面側から供給するスライドガラス供給部が備えられていることを特徴とする薄切片作製装置。
【請求項5】
請求項4に記載の薄切片作製装置において、
前記薄切片を前記スライドガラスに貼り付けて作製された薄切片標本を前記装置前面側から回収する標本回収部が備えられていることを特徴とする薄切片作製装置。
【請求項6】
請求項5に記載の薄切片作製装置において、
複数の前記薄切片標本を収納可能な収納ケースを前記装置前面側から供給するケース供給部が備えられ、
前記薄切片標本は、前記標本回収部から前記収納ケースに収納された状態で回収されることを特徴とする薄切片作製装置。
【請求項1】
生体試料が包埋された包埋ブロックを薄切するための切刃と、
前記包埋ブロックを前記切刃の刃側に向けて移動させて前記包埋ブロックの上面を前記切刃で薄切させる移動機構と、
前記包埋ブロックから削り出された薄切片を搬送する搬送機構と、
を備えた薄切片作製装置において、
前記切刃の刃が、装置前面に対して垂直に延在され、前記包埋ブロックが前記移動機構によって前記装置前面に対して斜めに移動され、前記薄切片が前記搬送機構によって前記装置前面に沿って搬送されることを特徴とする薄切片作製装置。
【請求項2】
請求項1に記載の薄切片作製装置において、
前記切刃は取替え可能に設けられており、
取替え用の切刃を前記装置前面側から供給する切刃供給部と、使用済みの切刃を前記装置前面側から回収する切刃回収部と、が備えられていることを特徴とする薄切片作製装置。
【請求項3】
請求項1または2に記載の薄切片作製装置において、
前記包埋ブロックを前記装置前面側から供給するブロック供給部が備えられていることを特徴とする薄切片作製装置。
【請求項4】
請求項1から3の何れか一項に記載の薄切片作製装置において、
前記薄切片を貼り付けるためのスライドガラスを前記装置前面側から供給するスライドガラス供給部が備えられていることを特徴とする薄切片作製装置。
【請求項5】
請求項4に記載の薄切片作製装置において、
前記薄切片を前記スライドガラスに貼り付けて作製された薄切片標本を前記装置前面側から回収する標本回収部が備えられていることを特徴とする薄切片作製装置。
【請求項6】
請求項5に記載の薄切片作製装置において、
複数の前記薄切片標本を収納可能な収納ケースを前記装置前面側から供給するケース供給部が備えられ、
前記薄切片標本は、前記標本回収部から前記収納ケースに収納された状態で回収されることを特徴とする薄切片作製装置。
【図1】


【公開番号】特開2010−266394(P2010−266394A)
【公開日】平成22年11月25日(2010.11.25)
【国際特許分類】
【出願番号】特願2009−119711(P2009−119711)
【出願日】平成21年5月18日(2009.5.18)
【出願人】(000002325)セイコーインスツル株式会社 (3,629)
【Fターム(参考)】
【公開日】平成22年11月25日(2010.11.25)
【国際特許分類】
【出願日】平成21年5月18日(2009.5.18)
【出願人】(000002325)セイコーインスツル株式会社 (3,629)
【Fターム(参考)】
[ Back to top ]