
薄切片標本作製装置
【課題】一枚のスライドガラス上に、所望の生体試料がそれぞれ含まれた複数の薄切片が載置された薄切片標本を自動的に作製することが可能な薄切片標本作製装置を提供する。
【解決手段】薄切片標本作製装置1は、包埋ブロックBが収納されたブロック保管庫と、包埋ブロックBを搬送するブロック搬送機構3と、薄切片B1を作製する切削機構4と、スライドガラスP1を載置する載置面20及び移動させることが可能なスライドガラスXYステージを有するスライドガラス載置部5と、薄切片B1搬送することが可能な薄切片搬送機構6と、包埋ブロックBを識別する識別データが複数順位を有して配列して構成された配列データを入力可能な操作部と、配列データに基づいて、包埋ブロックBから薄切片B1を作製させるとともにスライドガラスP1を移動させ、複数の薄切片B1をスライドガラスP1上に配列させる制御部とを備える。
【解決手段】薄切片標本作製装置1は、包埋ブロックBが収納されたブロック保管庫と、包埋ブロックBを搬送するブロック搬送機構3と、薄切片B1を作製する切削機構4と、スライドガラスP1を載置する載置面20及び移動させることが可能なスライドガラスXYステージを有するスライドガラス載置部5と、薄切片B1搬送することが可能な薄切片搬送機構6と、包埋ブロックBを識別する識別データが複数順位を有して配列して構成された配列データを入力可能な操作部と、配列データに基づいて、包埋ブロックBから薄切片B1を作製させるとともにスライドガラスP1を移動させ、複数の薄切片B1をスライドガラスP1上に配列させる制御部とを備える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、人体や実験動物等から取り出した生体試料を包埋した包埋ブロックから薄切片を切削し、該薄切片をスライドガラス上に載置して薄切片標本を作製する薄切片標本作製装置に関する。
【背景技術】
【0002】
従来から、人体や実験動物等から取り出した生体試料を検査、観察する方法の1つとして、包埋剤によって生体試料を包埋した包埋ブロックから薄切片を作製して生体試料の観察を行う方法が知られている。より詳しくは、包埋ブロックから作製された薄切片をスライドガラス上に載置して薄切片標本を作製し、スライドガラス上において薄切片に含まれた生体試料に染色処理を行って、生体試料の観察が行われる。
【0003】
ここで、例えば前臨床試験においては、一試験当たり数百個の包埋ブロックを作製し、さらに一包埋ブロック当たり数枚の薄切片標本を作製する。このため、作業者は膨大な枚数の薄切片標本を作製する必要があるため、近年、包埋ブロックから薄切片標本を作製するまでの一連の工程を行うことが可能な薄切片標本作製装置が開発されていきている。このような薄切片標本作製装置としては、包埋ブロックから薄切片を切削する切断手段と、切削された薄切片を搬送する薄切片搬送手段と、薄切片搬送手段から薄切片をスライドガラスに転写させる転写手段とを備えたものが提案されている(例えば、特許文献1参照)。このような薄切片標本作製装置によれば、切断手段によって包埋ブロックを所定の薄切片厚さで切削して薄切片を作製するとともに、作製した薄切片を薄切片搬送手段によってスライドガラスまで搬送し、転写手段によって薄切片をスライドガラスに転写して、薄切片標本を作製することができるとされている。
【0004】
ところで、上記のように作製した薄切片標本の生体試料を観察する際、複数の対応する生体試料を同時若しくは連続して観察する場合がある。このような観察は、試験効率を考慮して、一枚のスライドガラス上に複数の対応する生体試料が収容された薄切片標本を作製して行われる。すなわち、各生体試料と対応する包埋ブロックからそれぞれ薄切片を作製し、生体試料が所望の順序となるように、また、互いに重なって生体試料が観察できなくなってしまわないように、位置をずらしながらスライドガラス上に薄切片を載置して、薄切片標本が作製される。
【特許文献1】特開2004−28910号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1による装置では、一枚のスライドガラスに対して一つの包埋ブロックから一枚の薄切片を作製し、載置することしかできない。仮に上記のように複数の薄切片がスライドガラス上に載置された薄切片標本を作製しようとすれば、作業者自ら薄切片の作製の状況及び所望の順序に合わせて、包埋ブロックを入れ替え、また、スライドガラスの位置を調整する必要があり、自動的に薄切片標本を作製するまでには至らなかった。
【0006】
この発明は、上述した事情に鑑みてなされたものであって、一枚のスライドガラス上に、所望の生体試料がそれぞれ含まれた複数の薄切片が載置された薄切片標本を、自動的に作製することが可能な薄切片標本作製装置を提供するものである。
【課題を解決するための手段】
【0007】
上記課題を解決するために、この発明は以下の手段を提案している。
本発明は、生体試料が包埋剤によって包埋され、包埋カセットに保持された包埋ブロックから薄切片を切削し、該薄切片をスライドガラス上に載置して薄切片標本を作製する薄切片標本作製装置であって、複数の前記包埋ブロックが配列して収納されたブロック保管庫と、該ブロック保管庫から前記包埋ブロックを選択的に取り出して、搬送するブロック搬送機構と、該ブロック搬送機構によって搬送される前記包埋ブロックを受け取り、切削して、前記薄切片を作製する切削機構と、前記スライドガラスを載置する載置面、及び、該載置面と略平行な面内で前記スライドガラスを移動させることが可能なスライドガラスXYステージを有するスライドガラス載置部と、前記切削機構で作製された前記薄切片を受け取って搬送するとともに、前記スライドガラス載置部の前記載置面に載置された前記スライドガラス上に前記薄切片を受け渡すことが可能な薄切片搬送機構と、前記ブロック保管庫に収納された前記包埋ブロックを識別する識別データが複数順位を有して配列して構成された配列データを入力可能な操作部と、該操作部によって入力された前記配列データを構成する前記識別データ及び前記順位に基づいて、順次、前記ブロック搬送機構によって前記ブロック保管庫から前記識別データと対応する前記包埋ブロックを取り出させ、前記切削機構及び前記薄切片搬送機構によって前記薄切片を作製し搬送させるとともに、前記スライドガラス載置部の前記スライドガラスXYステージを駆動し、前記スライドガラス上に前記薄切片が受け渡される毎に前記スライドガラスを移動させ、前記配列データの前記順位と対応させて複数の前記薄切片を前記スライドガラス上に配列させる制御部とを備えることを特徴としている。
【0008】
この発明に係る薄切片標本作製装置によれば、操作部によって配列データが入力されると、制御部は、配列データにおいて、例えば最高順位の識別データと対応する包埋ブロックを、ブロック搬送機構によってブロック保管庫から選択的に取り出して切削機構まで搬送させる。次に、制御部は、切削機構を駆動させて、当該包埋ブロックから薄切片を作製するとともに、作製された薄切片を薄切片搬送機構によって搬送させる。そして、制御部は、薄切片搬送機構によって薄切片をスライドガラス載置部の載置面上のスライドガラスに受け渡して、スライドガラス上には所望の生体試料が含まれた最初の薄切片が載置されることとなる。同様に、制御部は、配列データにおいて次順位の識別データと対応する包埋ブロックを選択し、同様に薄切片を作製し、薄切片搬送機構によって搬送させる。一方、制御部は、最初の薄切片がスライドガラス上に載置された後に、スライドガラス載置部のスライドガラスXYステージを駆動し、スライドガラスの位置を調整する。これにより、薄切片搬送機構によって搬送される次順位の薄切片を、スライドガラス上において最初の薄切片と並べて載置することができる。同様に、配列データを構成する識別データ及び順位に基づいて上記動作を繰り返すことで、入力された配列データに基づいて、一枚のスライドガラス上に所望の生体試料が含まれた複数の薄切片を自動的に配列させていくことができる。
【0009】
また、上記の薄切片標本作製装置において、前記識別データは、前記ブロック保管庫における前記包埋ブロックの配列順序であることがより好ましいとされている。
また、上記の薄切片標本作製装置において、前前記識別データは、各前記包埋ブロックと対応する前記包埋カセットの表示部に記載された識別記号であり、前記ブロック保管庫に収納された各前記包埋カセットの前記表示部に記載された前記識別記号を読み取る読み取り手段を備えるものとしても良い。
【0010】
この発明に係る薄切片標本作製装置によれば、識別データを、配列順序または包埋カセットに記載された識別記号とすることで、これらのいずれかに基づいて包埋ブロックを識別することができる。ここで、識別データを識別記号とする場合においては、包埋ブロックのブロック保管庫における収納状態と関係無く、制御部は、入力された配列データの識別データと、読み取り手段によって読み取られた識別記号との比較によって、包埋ブロックを識別することができる。
【0011】
また、上記の薄切片標本作製装置において、前前記操作部は、前記配列データとともに、前記識別データと対応する前記包埋ブロックの大きさを表わすサイズデータを入力することが可能であり、前記制御部は、前記サイズデータに基づいて、前記スライドガラス載置部の前記スライドガラスXYステージによる前記スライドガラスの移動量を調整することがより好ましいとされている。
【0012】
この発明に係る薄切片標本作製装置によれば、操作部によって配列データとしてサイズデータを入力することで、制御部は、サイズデータに基づいてスライドガラスの移動量を調整することができる。このため、包埋ブロックに応じて作製される薄切片の大きさが異なっても、薄切片の大きさに応じて、互いに重なって生体試料が観察できなくなってしまうことなく、かつ、不必要に隙間を大きくしてしまうことなく、スライドガラス上に複数の薄切片を載置することができる。
【0013】
また、上記の薄切片標本作製装置において、前記切削機構に搬送された前記包埋ブロックまたは前記薄切片搬送機構によって搬送される前記薄切片を撮像する撮像手段を備え、前記制御部は、該撮像手段によって撮像された画像をもとに、前記包埋ブロックまたは前記薄切片の大きさを表わすサイズデータを取得し、該サイズデータに基づいて、前記スライドガラス載置部の前記スライドガラスXYステージによる前記スライドガラスの移動量を調整するものとしても良い。
【0014】
この発明に係る薄切片標本作製装置によれば、撮像手段によって撮像された画像をもとにサイズデータを取得することで、制御部は、サイズデータに基づいてスライドガラスの移動量を調整する。このため、包埋ブロックに応じて作製される薄切片の大きさが異なっても、薄切片の大きさに応じて、互いに重なって生体試料が観察できなくなってしまうことなく、かつ、不必要に隙間を大きくしてしまうことなく、スライドガラス上に複数の薄切片を載置することができる。
【0015】
また、上記の薄切片標本作製装置において、前記スライドガラス載置部は、前記載置面と略平行な面内で前記スライドガラスを回転させることが可能なスライドガラス回転ステージを有し、前記操作部は、前記配列データとして、各前記識別データとともに、該識別データと対応する前記包埋ブロックから作製される前記薄切片を前記スライドガラスに載置する際の該スライドガラスに対する前記薄切片に含まれる前記生体試料の相対的な向きを表わす標本方向データを入力することが可能であり、前記制御部は、前記配列データの前記標本方向データに基づいて、前記スライドガラス載置部の前記スライドガラス回転ステージを駆動して、前記スライドガラスを回転させることがより好ましいとされている。
【0016】
この発明に係る薄切片標本作製装置によれば、操作部によって配列データとして標本方向データを入力することで、制御部は、スライドガラス回転ステージによってスライドガラスを回転させて、スライドガラスに対する薄切片に含まれる生体試料の相対的な向きを標本方向データと対応する向きに調整することができる。このため、包埋ブロックのブロック保管庫に収納される向きや切削機構によって切削される向きに係らず、スライドガラス上に、生体試料を所望の向きとして各薄切片を載置して薄切片標本を作製することができる。
【0017】
さらに、上記の薄切片標本作製装置において、前記標本方向データは、前記ブロック保管庫に収納されている前記包埋ブロックの向きを基準として、初期状態の前記スライドガラスの向きから前記薄切片を載置する際の前記スライドガラスの向きとする場合の回転角度であり、前記制御部は、該回転角度に基づいて前記スライドガラスを回転させることがより好ましいとされている。
【0018】
この発明に係る薄切片標本作製装置によれば、標本方向データとして、上記の回転角度を入力することができる。このため、制御部によって回転角度に基づいてスライドガラスを回転させて、スライドガラス上に、生体試料を所望の向きとして各薄切片を載置することができる。
【0019】
また、上記の薄切片標本作製装置において、前記切削機構に搬送された前記包埋ブロックまたは前記薄切片搬送機構によって搬送される前記薄切片を撮像する撮像手段を備え、前記制御部は、該撮像手段によって撮像された画像から前記包埋ブロックまたは前記薄切片に含まれる前記生体試料の向きを表わす試料方向データを検出し、該試料方向データと前記標本方向データとを比較して、前記スライドガラスを回転させるものとしても良い。
【0020】
この発明に係る薄切片標本作製装置によれば、試料方向データと標本方向データとを比較して調整することで、撮像手段によって撮像された際の包埋ブロックまたは薄切片の状態に基づいて、スライドガラスを回転させて、スライドガラス上に、生体試料を所望の向きとして各薄切片を載置することができる。
【0021】
さらに、上記の薄切片標本作製装置において、各前記包埋ブロックには前記包埋ブロックの向きと対応させて方向性を有したマークが形成されていて、前記標本方向データは、前記スライドガラスに対する前記マークの相対的な向きであり、前記制御部は、前記試料方向データとして、前記撮影手段によって取得された画像から前記包埋ブロックまたは前記薄切片に形成された前記マークの向きを検出し、該マークの向きが前記標本方向データと一致するように前記スライドガラスを回転させることがより好ましい。
【0022】
この発明に係る薄切片標本作製装置によれば、試料方向データとして検出されたマークの相対的な向きが標本方向データとして入力されたマークの相対的な向きとなるように、スライドガラスの向きを調整することができる。一般に、生体試料の向きは、包埋ブロックの向きと対応して包埋され、また、それ故に薄切片の向きとも対応する。このため、包埋ブロックまたは薄切片のマークの向きに基づいてスライドガラスを調整することで、スライドガラスに対する薄切片に含まれる生体試料の相対的な向きを調整することができる。
【0023】
また、上記の薄切片標本作製装置において、前記標本方向データは、前記スライドガラスと対応させて所定の方向に向かって配設されている前記生体試料が表示された標準画像データであり、前記制御部は、前記試料方向データとして、前記撮像手段によって撮像された画像から前記包埋ブロックまたは前記薄切片に含まれる前記生体試料の範囲を検出し、検出された該生体試料の範囲と前記標本方向データとでパターンマッチング要素を比較して略等しくなるように前記スライドガラスを回転させるものとしても良い。
【0024】
この発明に係る薄切片標本作製装置によれば、試料方向データとして検出された生体試料の範囲が標本方向データとして入力された生体試料画像データにおける生体試料の範囲とパターンマッチング要素を比較して略等しくなるように、すなわち生体試料の相対的な向きが略等しくなるようにスライドガラスの向きを調整することができる。このため、包埋ブロック及び薄切片の向きに係らず、スライドガラスに対する薄切片に含まれる生体試料の相対的な向きを調整することができる。
【0025】
また、上記の薄切片標本作製装置において、前記切削機構は、前記包埋ブロックを切削する面と略平行な面内で、該包埋ブロックを回転させることが可能なブロック回転ステージを有し、前記操作部は、前記配列データとして、前記識別データとともに、該識別データと対応する前記包埋ブロックについて、前記ブロック保管庫に収納されている際の向きから切削機構によって切削する際の向きとする場合の回転角度を表わすブロック回転データと入力することが可能であり、前記制御部は、該ブロック回転データに基づいて、前記ブロック回転ステージによって前記包埋ブロックを回転させて、前記包埋ブロックを切削することがより好ましいとされている。
【0026】
この発明に係る薄切片標本作製装置によれば、配列データとしてブロック回転データを入力して、ブロック回転ステージによって包埋ブロックの向きを調整することで、各包埋ブロックにおいて、包埋された生体試料の向きを切削機構による切削方向に対して好適な向きとして切削することができる。このため、スライドガラス上に載置される各薄切片の切断面を良好なものとすることができる。
【発明の効果】
【0027】
本発明の薄切片標本作製装置によれば、操作部と、制御部と、スライドガラスXYステージとを備えることで、所望の生体試料がそれぞれ含まれた複数の包埋ブロックから、自動的に、それぞれ薄切片を作製し、一枚のスライドガラス上に配列させて、薄切片標本を作製することができる。
【発明を実施するための最良の形態】
【0028】
(第1の実施形態)
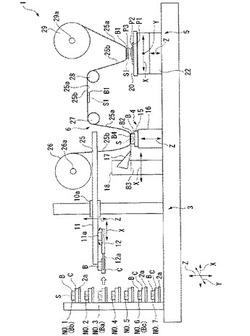
図1から図4は、この発明に係る第1の実施形態を示している。図1に示す薄切片標本作製装置1は、生体試料Sが包埋された包埋ブロックBから厚さ3〜5μm程度の極薄の薄切片B1を作製し、薄切片B1に含まれる生体試料Sを検査、観察する過程において、自動的に、複数の包埋ブロックBからそれぞれ薄切片B1を切削し、これらの薄切片B1をスライドガラスP1上に所定の間隔で配列して載置した薄切片標本Pを作製する装置である。生体試料Sは、例えば、人体や実験動物等から取り出した臓器などの組織から切除された試料であり、医療分野、製薬分野、食品分野、生物分野などで適時選択されるものである。また、包埋ブロックBは、上記のような生体試料Sを包埋剤B2によって包埋、すなわち周囲を覆い固めたものであり、生体試料Sは、通常、その種類毎に向きを統一させて包埋されている。そして、包埋ブロックBは、向きを統一して樹脂などで形成された包埋カセットCに搭載して取り扱われている。このような包埋ブロックBは、より詳しくは、以下のように作製されるものである。まず、上記の生体試料Sの塊をホルマリンに漬けて、生体試料Sを構成する蛋白質を固定する。そして、組織を固い状態にした後、適当な大きさに切断する。最後に、切断された生体試料Sの内部の水分を包埋剤B2に置き換えたものを、溶解した包埋剤B2の中に埋め込んで、固めることで作製される。ここで、包埋剤B2は、上記のように液状化と冷却固化が容易に可能とされるとともに、有機溶媒に浸漬することで溶解する材質であり、樹脂やパラフィンなどである。
以下、薄切片標本作製装置1の構成について説明する。
【0029】
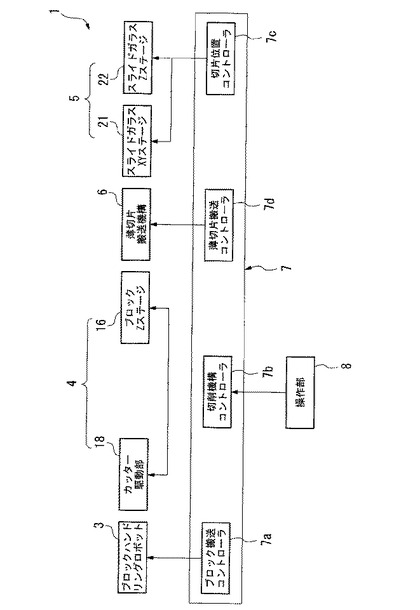
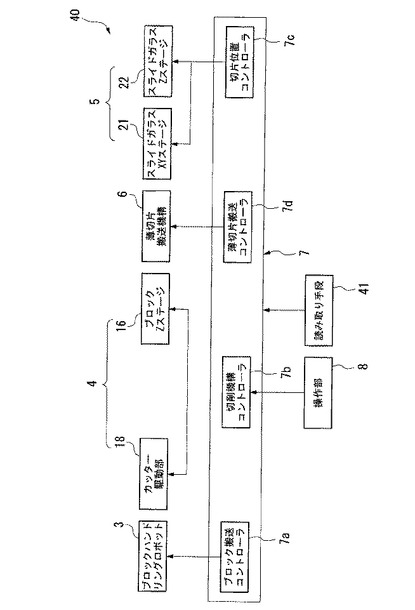
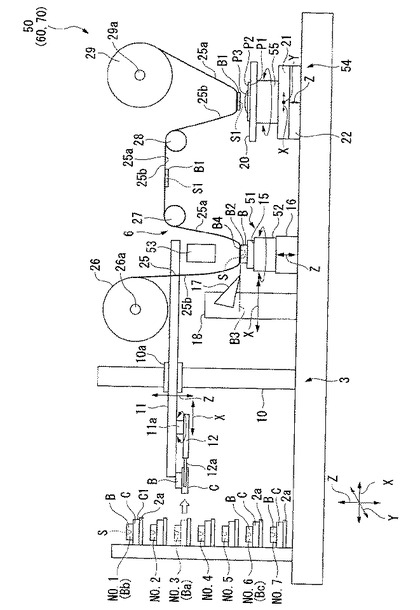
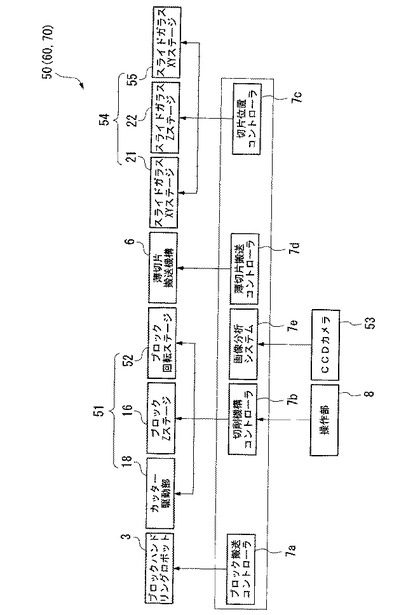
薄切片標本作製装置1は、図1において左右方向であるX軸方向に順に、包埋ブロックBが複数収納されたブロック保管庫2と、ブロック保管庫2から包埋ブロックBを取り出して搬送するブロックハンドリングロボット(ブロック搬送機構)3と、包埋ブロックBを切削して薄切片B1を作製する切削機構4と、スライドガラスP1を載置するスライドガラス載置部5と、薄切片B1を切削機構4からスライドガラス載置部5まで搬送する薄切片搬送機構6とを備える。さらに、図2に示すように、薄切片標本作製装置1は、上記各構成を制御する制御部7と、各種入力を行う操作部8を備える。
【0030】
図1に示すように、ブロック保管庫2には、複数の保管棚2aが配列していて、包埋ブロックBは、それぞれ包埋カセットCに保持された状態で、各保管棚2aに一つずつ収納されている。なお、図1においては、上下方向に一列として記載されているが、複数列備えるものとしても良い。また、操作部8は、一枚のスライドガラスP1に複数の薄切片B1を配列した薄切片標本Pを作製する場合において、ブロック保管庫2のいずれの包埋ブロックBを選択して薄切片B1を作製し、さらに、作製された薄切片B1をどのような順序でスライドガラスP1上に配列させるかを示す配列データを入力可能である。配列データは、包埋ブロックBを識別する識別データが、スライドガラスP1上に配列させる薄切片B1の順序と対応して、複数順位を有して配列して構成されている。包埋ブロックBを識別する識別データは、より詳しくは、ブロック保管庫2に配列した包埋ブロックBの配列順序であり、例えば、図1において上から順にNO.1、NO.2、・・・・、NO.7と付与されている。そして、例えば、薄切片標本Pとして、NO.1、NO.3、及び、NO6の包埋ブロックBからそれぞれ薄切片B1を作製し、スライドガラスP1上に、NO.3、NO.1、NO.6の順序で薄切片B1を配列させるものとする。この場合には、操作部8によって、配列データとして、<NO.3、NO.1、NO.6>と入力することができる。さらに、操作部8は、選択される包埋ブロックBの切断面B4の大きさを表わすサイズデータを入力することが可能である。サイズデータとしては、ブロック保管庫2に収納された複数の包埋ブロックBで略等しいものであれば、単一のサイズデータを入力すれば良いし、異なる場合においては配列データの各識別データと対応させて入力するものとしても良い。本実施形態においては、ブロック保管庫2に収納された包埋ブロックBは略等しい大きさの切断面B4を有していて、単一のサイズデータを入力するものとして説明する。
【0031】
ブロックハンドリングロボット3は、上下方向であるZ軸方向に立設されたZ軸ガイドレール10と、Z軸ガイドレール10上でX方向に配設されたX軸ガイドレール11と、X軸ガイドレール11上に設けられて包埋カセットCを把持する把持部12とを備える。Z軸ガイドレール10には、Zステージ10aがZ軸方向に移動自在に設けられている。また、X軸ガイドレール11は、Zステージ11aに取り付けられていて、これによりZ軸ガイドレール10上でZ軸方向に移動可能となっている。X軸ガイドレール11には、Xステージ11aがX軸方向に移動自在に設けられている。また、把持部12は、Xステージ11aにZ軸回りに回転可能に取り付けられている。このため、把持部12は、X軸ガイドレール11上で、Z軸回りに向きを自在に変化させながらX軸方向及びZ軸方向に移動可能となっている。また、把持部12は、一対のアーム12aを有していて、一対のアーム12aの間隔を変化させることによって包埋ブロックBを保持する包埋カセットCを挟持することが可能である。また、図2に示すように、制御部7は、ブロックハンドリングロボット3を制御するブロック搬送コントローラ7aを有している。そして、図1に示すように、このブロック搬送コントローラ7aによる制御のもと、Zステージ10a、Xステージ11a及びアーム12aを図示しないモータによってそれぞれ駆動させることで、ブロック保管庫2から包埋ブロックBを選択的に取り出し、切削機構4まで搬送し、受け渡すことが可能である。
【0032】
切削機構4は、包埋ブロックBを包埋カセットCに保持された状態で載置可能な載置面15と、載置面15に載置された包埋ブロックBを、厚さ方向となるZ軸方向に移動させるブロックZステージ16と、載置面15に載置された包埋ブロックBを切削可能なカッター17と、カッター17を移動させるカッター駆動部18とを備える。載置面15には、ブロックハンドリングロボット3よって搬送された包埋ブロックBを、ブロック保管庫2に収納された時と向きを略同じくして載置し固定することが可能である。また、カッター17は、切削面B3内で包埋ブロックBを切削可能にカッター駆動部18に固定されている。また、カッター駆動部18は、カッター17を、切削面B3内で載置面15に載置された包埋ブロックBに向うX軸方向に進退させることが可能である。また、図2に示すように、制御部7は、切削機構4を制御する切削機構コントローラ7bを有している。そして、図1に示すように、操作部8による入力及び制御部7の切削機構コントローラ7bによる制御のもと、ブロックZステージ16によって包埋ブロックBをZ軸方向に移動させて所望の厚さとし、カッター17によって包埋ブロックBを切削して薄切片B1を作製することができる。なお、操作部8による入力及び制御部7による制御の詳細は後述する。また、カッター駆動部18に変えて、カッター17に対して包埋ブロックBをX軸方向に移動させる構成としても良い。
【0033】
また、スライドガラス載置部5は、スライドガラスP1を、略水平な2軸であるX軸及びY軸と略平行に載置可能な載置面20と、スライドガラスP1をX軸方向及びY軸方向に移動させることが可能なスライドガラスXYステージ21と、Z軸方向に移動させることが可能なスライドガラスZステージ22とを備える。また、図2に示すように、制御部7はスライドガラス載置部5を制御する切片位置コントローラ7cを有している。そして、図1に示すように、操作部8による入力及び制御部7の切片位置コントローラ7cによる制御のもと、スライドガラスXYステージ21及びスライドガラスZステージ22によって、載置面20に載置されたスライドガラスP1をX軸方向、Y軸方向及びZ軸方向に移動させることができる。また、スライドガラスP1は、図示しない搬送ロボットによって、薄切片B1を吸着させる液滴P3が載置面P2に付着した状態で、向きを略一定として載置面20に載置される。なお、操作部8による入力及び制御部7による制御の詳細については後述する。
【0034】
また、薄切片搬送機構6は、切削機構4からスライドガラス載置部5までX軸方向に沿って配設された搬送テープ25によって構成されていて、切削機構4側からスライドガラス載置部5側へ向かって順に、テープ送り出し部26と、第一のローラ27と、第二のローラ28と、テープ巻取り部29とを備えている。テープ送り出し部26は、搬送テープ25がロール状に巻回されていて、切削機構4の載置面15に向かって搬送テープ25を供給するものであり、搬送テープ25が巻回された軸体26aと、軸体26aを回転させる図示しない駆動部とを備えている。図2に示すように、制御部7は、薄切片搬送機構6を制御する薄切片搬送コントローラ7dを有している。そして、図1に示すように、操作部8による入力及び制御部7の薄切片搬送コントローラ7dによる制御のもと、図示しない駆動部を駆動させることで所定の回転数で軸体26aを回転させることが可能である。同様に、テープ巻取り部29は、搬送テープ25がロール状に巻回されていて、スライドガラス載置部5を通過した搬送テープ25を回収するものであり、搬送テープ25が巻回された軸体29aと、軸体29aを回転させる図示しない駆動部とを備えている。そして、図1に示すように、操作部8による入力及び制御部7の薄切片搬送コントローラ7dによる制御のもと、図示しない駆動部を駆動させることで所定の回転数で軸体29aを回転させることが可能である。また、第一のローラ27及び第二のローラ28は、それぞれ、切削機構4またはスライドガラス載置部5を挟んでテープ送り出し部26またはテープ巻取り部29と対向して設けられ、搬送テープ25を案内するものである。なお、第一のローラ27及び第二のローラ28にも図示しない駆動部が設けられていて、制御部7の薄切片搬送コントローラ7dによる制御のもと、テープ送り出し部26及びテープ巻取り部29と独立して回転することが可能である。
【0035】
そして、テープ送り出し部26及び第一のローラ27を独立して回転させることで、搬送テープ25を、切削機構4の載置面15に載置された包埋ブロックBの上方に配設された状態から、弛ませて下面25aを包埋ブロックBの切断面B4に当接させた状態にすることができる。また、第二のローラ28及びテープ巻取り部29を独立して回転させることで、搬送テープ25を、スライドガラス載置部5の載置面20に載置されたスライドガラスP1の上方に配設された状態から、弛ませて下面25aをスライドガラスP1の載置面P2に当接させた状態にすることができる。また、テープ送り出し部26から送り出される搬送テープ25には、図示しない帯電装置によって上面25bにマイナスの電荷が与えられている。一方、載置面15に載置された包埋ブロックBの切断面B4には、図示しない他の帯電装置によってプラスの電荷が与えられている。このため、搬送テープ25の下面25aには、プラスの電荷が与えられた包埋ブロックBから切削された薄切片B1を貼り付けることができ、テープ送り出し部26、第一のローラ27、第二のローラ28、及び、テープ巻取り部29を連動させて駆動することで、薄切片B1をX軸方向に搬送することができる。
【0036】
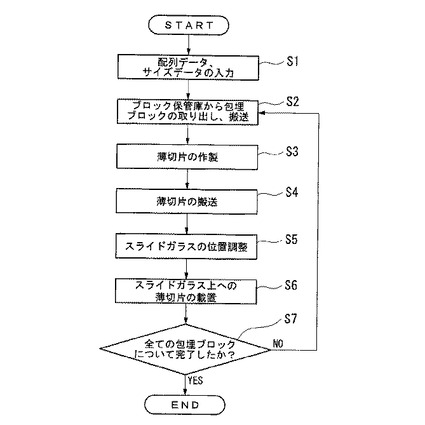
次に、この実施形態の薄切片標本作製装置1の作用について説明する。図3は、本実施形態の薄切片標本作製装置1における薄切片標本作製のフロー図を、図4は、薄切片B1を作製し、スライドガラスP1に載置する際の説明図を示している。
【0037】
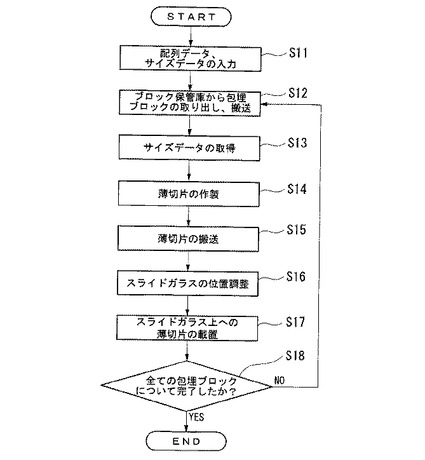
まず、図3に示すように、入力工程S1として、作業者は、操作部8によって所望の配列データ、及び、対応するサイズデータを入力する。すなわち、上記の例のように、スライドガラスP1上に、ブロック保管庫2のNO.3、NO.1、NO.6の包埋ブロックB(Ba、Bb、Bc)から薄切片B1を作製して順に配列する場合には、配列データとして、<NO.3、NO.1、NO.6>と入力する。また、各包埋ブロックBの切断面B4の大きさが縦×横で、例えば1.5cm×2.5cmであれば、サイズデータとして<1.5、2.5>と入力する。
【0038】
次に、図3に示すように、ブロック搬送工程S2として、ブロック保管庫2に収納された包埋ブロックBを取り出して切削機構4に受け渡す。すなわち、図1に示すように、制御部7のブロック搬送コントローラ7aは、ブロックハンドリングロボット3を駆動し、操作部8によって入力された配列データに基づいて、まず一番目に指定された識別データNO.3と対応する包埋ブロックBaを取り出させる。次に、切削機構4の載置面15まで搬送させ、包埋ブロックBaを載置面15上で固定させる。なお、本工程とは別に、制御部7は、図示しない他の搬送ロボットによって、載置面P2に液滴P3が付着したスライドガラスP1を、予め決定された向きとしてスライドガラス載置部5の載置面20に載置させる。
【0039】
次に、図3に示すように、切削工程S3として、包埋ブロックBaを所定の厚さで切削して薄切片B1が作製される。すなわち、図1に示すように、制御部7の切削機構コントローラ7bは、所定の厚さとなるように、切削機構4のブロックZステージ16を駆動し包埋ブロックBaをZ軸方向に移動させる。次に、制御部7の薄切片搬送コントローラ7dは、薄切片搬送機構6のテープ送り出し部26及び第一のローラ27を駆動し、搬送テープ25を弛ませて下面25aを包埋ブロックBの切断面B4に当接させた状態にする。ここで、図示しない帯電装置によって、包埋ブロックBはプラスの電荷が帯電し、また、搬送テープ25の上面25bにはマイナスの電荷が帯電している。このため、搬送テープ25の下面25aと包埋ブロックBの切断面B4とは静電気力によって密着保持された状態となる。そして、制御部7の切削機構コントローラ7bは、カッター駆動部18を駆動し、所定の切削速度でカッター17を包埋ブロックBaに向かって移動させることで、包埋ブロックBaを切削し、所定の厚さの薄切片B1aを作製することができる。
【0040】
次に、図3に示すように、薄切片搬送工程S4として、薄切片搬送機構6によって作製された薄切片B1aを受け取ってスライドガラス載置部5に向かって搬送する。すなわち、図1に示すように、切削工程S3で作製された薄切片B1aは静電気力により搬送テープ25に受け取られ、下面25aに密着保持された状態となる。そして、制御部7の薄切片搬送コントローラ7dは、テープ送り出し部26及び第一のローラ27を駆動させることで、薄切片B1aを密着保持した搬送テープ25を包埋ブロックBの上方に移動させ、これにより薄切片B1aは包埋ブロックBaから離脱する。さらに、制御部7の薄切片搬送コントローラ7dは、第二のローラ28及びテープ巻取り部29も駆動し、テープ送り出し部26及び第一のローラ27と連動させることで、搬送テープ25をX軸方向に沿ってスライドガラス載置部5側へ移動させ、これにより薄切片B1はスライドガラス載置部5のスライドガラスP1の上方まで搬送されることとなる。
【0041】
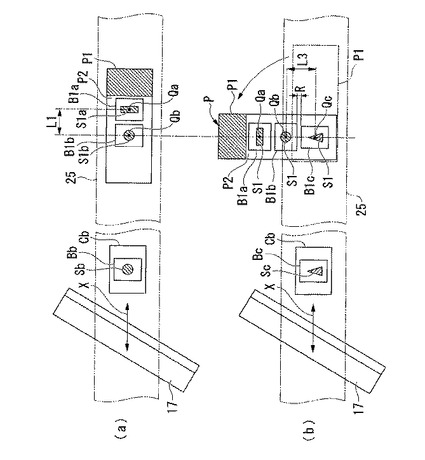
一方、図3に示すように、スライドガラス載置部5においては、上記の切削工程S3または薄切片搬送工程S4と平行して、スライドガラス調整工程S5として、スライドガラスP1の位置の調整を行う。すなわち、図4(a)に示すように、制御部7の切片位置コントローラ7cは、スライドガラスXYステージ21を駆動して、スライドガラスP1を移動させ、一番目の薄切片載置位置Qaに薄切片B1aを載置可能に、スライドガラスP1を移動させる。なお、図4(a)において、スライドガラスP1上で斜線で示す部分は、粗面加工などが施されていて、識別番号などを記載することが可能なフロスト部P5である。
【0042】
次に、図3に示すように、受渡工程S6として、薄切片B1aを搬送テープ25からスライドガラスP1に受け渡す。すなわち、制御部7の薄切片搬送コントローラ7dは、薄切片B1aが載置面20に載置されたスライドガラスP1の上方に位置した状態で、第二のローラ28及びテープ巻取り部29を駆動し、薄切片B1aがスライドガラスP1の載置面P2に当接するまで、搬送テープ25を降下させる。スライドガラスP1の載置面P2に薄切片B1が当接すると、載置面P2には液滴P3が付着しているので、液滴P3の表面張力により薄切片B1aは搬送テープ25から離脱しスライドガラスP1の載置面P2に吸着される。これにより、スライドガラスP1において、一番目の薄切片載置位置Qaに、一番目に指定された識別データNO.3と対応する包埋ブロックBaから作製された薄切片B1aが載置されることとなる。
【0043】
そして、図3に示すように、制御部7は、操作部8によって入力された配列データに基づいて、選択された全ての包埋ブロックBについて一連の作業が完了したのか確認を行う(ステップS7)。上記において、選択された三つの包埋ブロックBの内、二つの包埋ブロックBb、Bcについては作業が完了していないので、制御部7は、再度ブロック搬送工程S2からの工程を行う。すなわち、ブロック搬送工程S2として、制御部7のブロック搬送コントローラ7aは、ブロックハンドリングロボット3によって二番目に指定された識別データNO.1と対応する包埋ブロックBbを取り出させ、切削機構4の載置面15上に受け渡し、固定させる。
【0044】
そして、上記同様に、切削工程S3及び薄切片搬送工程S4として、包埋ブロックBbから薄切片B1bを作製し、薄切片搬送機構6によって搬送する。一方、スライドガラス調整工程S5として、上記同様に、スライドガラスP1の位置の調整を行う。ここで、制御部7の切片位置コントローラ7cは、入力されたサイズデータに基づいて、二番目の薄切片載置位置Qbを決定する。すなわち、図4(b)に示すように、サイズデータに基づいて、既に載置された一番目の薄切片B1a及び次に載置される二番面の薄切片B1bのそれぞれの大きさと、これらの薄切片B1a、B1bとの間に確保する間隔Rを考慮して、一番目の薄切片B1aから距離L1だけ離隔した位置を二番目の薄切片載置位置Qbとして決定する。そして、制御部7の切片位置コントローラ7cは、スライドガラスXYステージ21を駆動して、スライドガラスP1を距離L1だけ移動させ、二番目の薄切片載置位置Qbに薄切片B1bを載置可能な状態とさせる。そして、受渡工程S6を行うことで、スライドガラスP1において、二番目の薄切片載置位置Qbに、二番目に指定された識別データNO.1と対応する包埋ブロックBbから作製された薄切片B1bが載置されることとなる。そして、制御部7は、上記同様に、選択された全ての包埋ブロックBについて一連の作業が完了したのか確認を行い(ステップS7)、再びブロック搬送工程S2に移行する。
【0045】
そして、図4(c)に示すように、上記同様に、ブロック搬送工程S2から薄切片搬送工程S4として、三番目に指定されたNO.6の包埋ブロックBcから薄切片B1cを作製し、薄切片搬送機構によって搬送する。一方、スライドガラス調整工程S5として、サイズデータに基づいて三番目の薄切片載置位置Qcを決定し、対応する距離L2だけスライドガラスP1を移動させる。なお、距離L2もサイズデータに基づいて上記同様に二番目の薄切片B1b及び三番面の薄切片B1cの大きさと隙間Rによって決定される。ここで、本実施形態では、全ての包埋ブロックBで同一のサイズデータであることで、距離L1と距離L2とは等しくなる。
【0046】
最後に受渡工程S6を行うことで、スライドガラスP1において、三番目の薄切片載置位置Qcに、三番目に指定された識別データNO.6と対応する包埋ブロックBcから作製された薄切片B1cが載置されることとなり、薄切片標本Pが完成する。
【0047】
以上のように、本実施形態の薄切片標本作製装置1では、操作部8によって配列データを入力し、制御部7による制御のもと、スライドガラスXYステージ21によってスライドガラスP1の位置を調整することで、一枚のスライドガラスP1上に所望の生体試料S1が含まれた複数の薄切片B1を自動的に配列させて、薄切片標本Pを作製することができる。
【0048】
なお、本実施形態においては、操作部8によって配列データとともに、サイズデータを入力するものとしたが、これに限るものでは無い。包埋ブロックBの大きさに係らず、スライドガラスP1上において、予め設定された一定間隔離間した位置に次の薄切片を載置するものとしても良い。また、サイズデータについては、制御部7に記憶されているものとしても良い。すなわち、識別データと対応させて各包埋ブロックのサイズデータが制御部7に記憶されている。そして、操作部8によって配列データが入力された場合には、構成する識別データから対応するサイズデータを読み出して、対応付けるものとしても良い。また、各薄切片B1は、サイズデータに基づいて、間隔Rを有して配列するものとしたが、これに限るものでは無い。少なくとも、薄切片B1に含まれる生体試料S1上に、隣接する薄切片B1が重ねて配置されなければ良く、互いの包埋剤B2の部分が重なるような配置方法としても良い。
【0049】
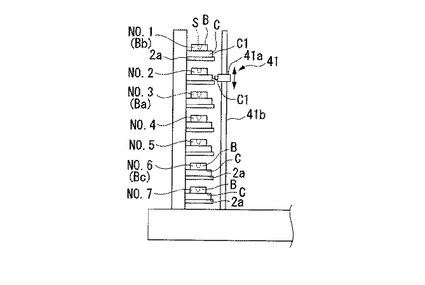
また、配列データにおいて、構成する識別データは、ブロック保管庫2における包埋ブロックBの配列順序としたが、これに限るものでは無い。図5及び図6は、この実施形態の変形例の薄切片標本作製装置40を示している。図6に示すように、この変形例において、ブロック保管庫2に収納された各包埋ブロックBを保持する包埋カセットCの端面には、表示部C1が設けられている。そして、表示部C1には、識別データとして、対応する包埋ブロックBを識別するための識別記号が記載されている。識別記号としては、文字、数字、あるいは、これらと対応するバーコードなどが含まれる。そして、薄切片標本作製装置40において、ブロック保管庫2に隣接する位置には、この包埋カセットCの表示部C1の識別記号を読み取る読み取り手段41が設けられている。読み取り手段41は、識別記号を光学的に読み取る本体部41aと、本体部41aを各包埋カセットCの表示部C1と対向する位置まで案内するガイド41bとを備える。また、図5に示すように、読み取り手段41によって読み取られた各包埋ブロックBと対応する識別記号は、制御部7に入力され、ブロック保管庫2における位置と対応させて記録されている。このため、操作部8によって、配列データを構成する識別データとして、識別記号を入力すれば、上記同様に、所望の包埋ブロックBから薄切片B1を作製し、スライドガラスP1に載置して、薄切片標本Pを作製することができる。
【0050】
(第2の実施形態)
図7から図11は、この発明に係る第2の実施形態を示している。この実施形態において、前述した実施形態で用いた部材と共通の部材には同一の符号を付して、その説明を省略する。
【0051】
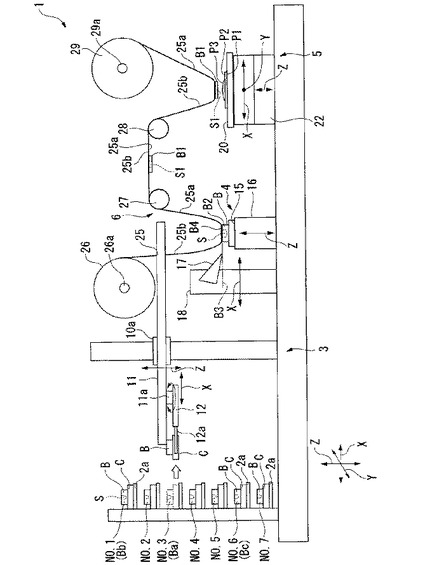
図7に示すように、この実施形態の薄切片標本作製装置50において、切削機構51は、載置面15に載置された包埋ブロックBを、切削面B3と略平行な面内で回転させるブロック回転ステージ52を備えている。ブロック回転ステージ52による回転角度は、制御部7の切削機構コントローラ7bによって制御可能である。また、切削機構51に載置面15の上方には、載置面15に載置された包埋ブロックBの切断面B4を撮像可能な撮像手段であるCCDカメラ53が設けられている。また、図8に示すように、制御部7は、画像分析システム7eを備えている。制御部7の画像分析システム7eは、CCDカメラ53によって撮像して取得した画像データを解析するものであり、本実施形態では、撮像した包埋ブロックBの切断面B4の大きさを表わすサイズデータを取得可能である。また、スライドガラス載置部54は、スライドガラスP1を載置面20と略平行な面内で回転させるスライドガラス回転ステージ55を備える。スライドガラス回転ステージ55の回転角度は、制御部7の切片位置コントローラ7cによって制御可能である。
【0052】
また、操作部8は、本実施形態において、配列データとして、各識別データとともに、識別データと対応させて、以下に示す標本方向データ及びブロック回転データを入力することが可能である。標本方向データとは、識別データと対応する包埋ブロックBから作製される薄切片B1をスライドガラスP1に載置する際のスライドガラスP1に対する薄切片B1に含まれる生体試料S1の相対的な向きを表わすものである。より具体的には、標本方向データは、初期状態の向きにあるスライドガラスP1を回転させて、薄切片B1を載置する際に最適となる向きとした場合の回転角度であり、ブロック保管庫2に収納された包埋ブロックBの向きを基準として決定されている。そして、制御部7の切片位置コントローラ7cは、配列データの標本方向データに基づいて、スライドガラス回転ステージ55を駆動して、スライドガラスP1を所望に向きに回転させることが可能である。また、ブロック回転データは、切削機構4によって包埋ブロックBを切削する場合において、カッター17による切削方向であるX軸方向に対する包埋ブロックBの向きを表わすものである。より具体的には、ブロック回転データは、ブロック保管庫2に収納された包埋ブロックBの向きを基準として、切削する際に最適となる向きに回転させた場合の回転角度である。そして、制御部7の切削機構コントローラ7bは、配列データのブロック回転データに基づいて、ブロック回転ステージ55を駆動させて、載置面15上の包埋ブロックBを所望の向きに回転させることが可能である。
【0053】
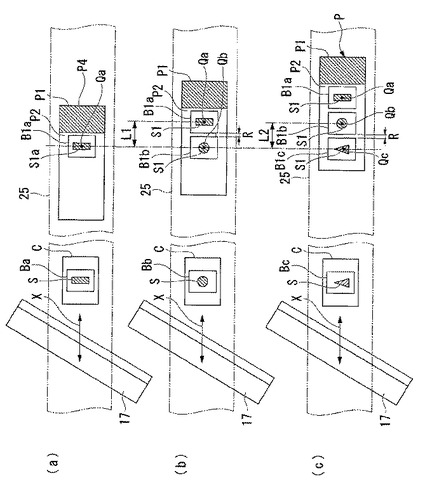
次に、この実施形態の薄切片標本作製装置50の作用について説明する。本実施形態でも同様に、NO.3、NO.1、及び、NO6の包埋ブロックBからそれぞれ順に薄切片B1を作製し、スライドガラスP1上に配列して薄切片標本Pを作製するものとする。ここで、本実施形態では、NO.6の包埋ブロックBcから作製される薄切片B1cのみ、スライドガラスP1に対してブロック保管庫2に収納された状態から、生体試料S1の向きを、時計回りに90度回転させた状態で載置するものとする。すなわち、識別データNO.3、NO.1、及び、NO、6と対応する各標本方向データは、0度、0度、90度となる。また、切削機構4によって切削する際の包埋ブロックBの向きは、いずれもブロック保管庫2に収納された向きと同一とする。すなわち、識別データNO.3、NO.1、及び、NO、6と対応する各ブロック回転データは、0度、0度、0度となる。
【0054】
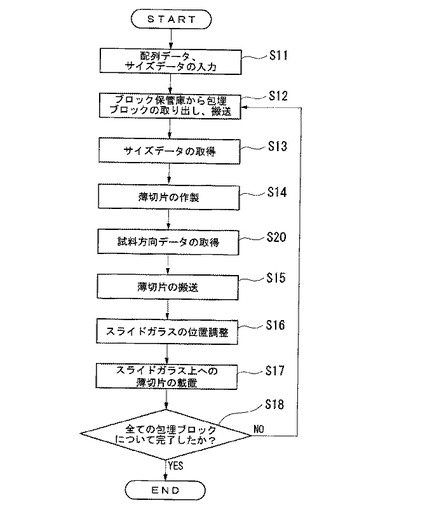
まず、図9に示すように、入力工程S11として、作業者は、操作部8によって配列データを以下のとおり入力する。すなわち、各識別データと、標本方向データ及びブロック回転データとを対応づけて、また、配列させる順位に基づいて、識別データ、標本方向データ、ブロック回転データの順で、<NO.3−0−0、NO.1−0−0、NO.6−90−0>と入力する。
【0055】
次に、ブロック搬送工程S12として、第1の実施形態同様に、まず、識別データNO.3と対応する包埋ブロックBaを搬送して、載置面15上で固定させる。次に、サイズデータ取得工程S13として、制御部7は、CCDカメラ53によって載置面20上の包埋ブロックBの切断面B4を撮像して、画像分析システム7eによって取得した画像データを解析し、サイズデータを取得する。制御部7は、このサイズデータを識別データと対応付けて記録しておく。次に、切削工程S14として包埋ブロックBaから薄切片B1aを作製する。ここで、包埋ブロックBaについて、対応するブロック回転データは0度なので、ブロック回転ステージ52を駆動させずに、第1の実施形態同様に切削し、薄切片B1aが作製される。次に、薄切片搬送工程S15として、第1の実施形態同様に作製された薄切片B1aを搬送する。一方、スライドガラス調整工程S16として、制御部7の切片位置コントローラ7cは、スライドガラスXYステージ21及びスライドガラス回転ステージ55を駆動して、スライドガラスP1の位置及び向きを調整する。ここで、一番目に指定された識別データNO.3と対応する標本方向データは、0度である。よって、薄切片B1aをスライドガラスP1に載置する際には、スライドガラス回転ステージは駆動させずに、第1の実施形態同様にスライドガラスXYステージ21のみを駆動して一番目の薄切片載置位置Qaに薄切片B1aが載置可能にスライドガラスP1を移動させる。そして、受渡工程S17として、第1の実施形態同様に、薄切片B1aをスライドガラスP1の一番目の薄切片載置位置Qaに載置し、再びブロック搬送工程S2からの工程を行う(ステップS18)。
【0056】
次に、図10(a)に示すように、二番目の識別データNO.1と対応する包埋ブロックBbについて、ブロック搬送工程S12からスライドガラス調整工程S16までの工程を行い、スライドガラスP1上において、二番目の薄切片載置位置Qbに薄切片B1bを載置する。次に、三番目の識別データNO.1と対応する包埋ブロックBbについて、ブロック搬送工程S12から薄切片搬送工程S15までの工程を行う。なお、ここまでの各工程の詳細は、上記と同様であるので省略する。次に、三番目の識別データNO.6と対応する包埋ブロックBcについて、スライドガラス調整工程S16を行う。ここで、三番目の識別データNO.6と対応する標本方向データは、90度である。このため、図10(b)に示すように、制御部7の切片位置コントローラ7cは、スライドガラス回転ステージ55を駆動し、初期状態の向きを基準として、スライドガラスP1を反時計回りに90度回転させる。これにより、ブロック保管庫2に収納された包埋ブロックBcに包埋された生体試料Sの向きを基準として、スライドガラスP1に対する薄切片B1cに含まれる生体試料S1の相対的な向きを、時計回りに90度回転させた状態とすることができる。次に、制御部7の切片位置コントローラ7cは、スライドガラスXYステージ21を駆動して、スライドガラスP1を薄切片B1が配列する方向に移動させ、三番目の薄切片載置位置Qcに薄切片B1cを載置可能な状態にする。ここで、二番目の薄切片載置位置Qbから三番目の薄切片載置位置Qcまでの距離L3は、包埋ブロックBb及び包埋ブロックBcのサイズデータとともに、標本方向データに基づく回転角度を考慮して決定される。そして、最後に、受渡工程S17として、薄切片B1cをスライドガラスP1の三番目の薄切片載置位置Qcに載置することで三番目の薄切片B1cに含まれる生体試料S1のスライドガラスP1に対する相対的な向きを、最適な向きとして薄切片標本Pが作製されることとなる。
【0057】
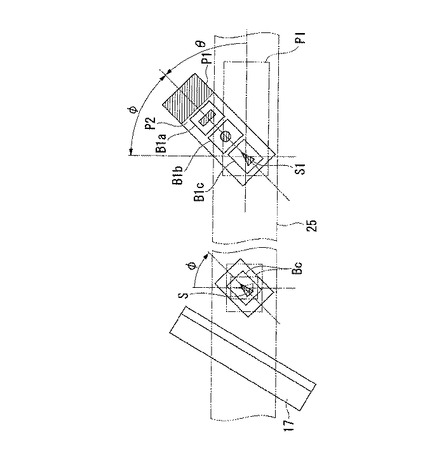
次に、配列データにおいて、識別データと対応するブロック回転データが0度以外であった場合について説明する。例えば、三番目の識別データNO.6と対応する標本方向データが90度、ブロック回転データが45度であったとする。この場合、切削工程S14において、制御部7の切削機構コントローラ7bは、ブロック回転ステージ52を駆動し、ブロック回転データに基づいて、対象となる包埋ブロックBcを、図11の角度φで示すとおり、搬送され載置面15に載置された状態から時計回りに45度回転させる。これにより、包埋ブロックBcは、相対的に切削方向を45度変化させて切削されることとなる。このようにすることで、包埋ブロックBcに包埋された生体試料Sに対して切削機構4のカッター17による切削方向を変化させることができる。このため、包埋ブロックBに包埋されている生体試料Sに応じて最適な向きで切削し、良好な切断面B4の薄切片B1cを作製することができる。なお、包埋ブロックBcを45度回転させることで、作製される薄切片B1cも45度回転した状態となる。
【0058】
そして、図11に示すように、スライドガラス調整工程S16において、制御部7の切片位置コントローラ7cは、スライドガラス回転ステージ55を駆動して、標本方向データに基づいてスライドガラスP1を回転させる。ここで、図11の角度θで示すとおり、制御部7の切片位置コントローラ7cは、標本方向データである90度からブロック回転データである45度を差し引いた角度だけ、スライドガラスP1を回転させる。これにより、切削工程S14で包埋ブロックBを回転させたかどうかに係らず、ブロック保管庫2の収納された包埋ブロックBの向き、及び、初期状態のスライドガラスP1の向きを基準として、標本方向データと対応した角度だけスライドガラスP1対して薄切片B1cに含まれる生体試料S1の相対的な向きを変えて載置することができる。
【0059】
なお、本実施形態において、撮像手段であるCCDカメラ53は切削機構4の載置面15の上方に設けられ、サイズデータ取得工程S13は、CCDカメラ53によって包埋ブロックBの切断面B4を撮像した画像データからサイズデータを取得するものとしたが、これに限るものではない。例えば、薄切片搬送機構6の搬送経路において、搬送される薄切片B1を撮像可能な他のCCDカメラを設け、取得した画像データからサイズデータとして薄切片B1の大きさを検出するものとしても良い。包埋ブロックBの切断面B4の大きさと薄切片B1の大きさは略等しくなるので、同様の結果を得ることができる。
【0060】
(第3の実施形態)
図12及び図13は、この発明に係る第3の実施形態を示している。ここで、第3の実施形態の薄切片標本作製装置60の基本的な構成は、図7及び図8に示す第2の実施形態の構成と同様である。
【0061】
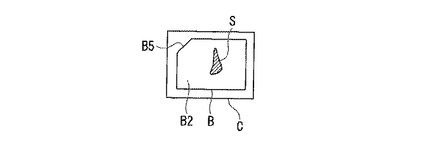
図12に示すように、この実施形態の薄切片標本作製装置60で使用される包埋ブロックBには、包埋ブロックB及び薄切片B1の向きを表わすマークであるオリエンテーションフラット(以下、オリフラと称す)B5が形成されている。オリフラB5は、略矩形の外形形状において、角部を、一定の角度を有して、厚さ方向に一様に面取り処理したものである。このため、いずれの位置で包埋ブロックBを切削して薄切片B1を作製したとしても、薄切片B1にも同様のオリフラB5が形成されることとなる。
【0062】
また、図8に示すように、薄切片標本作製装置60において、制御部7の画像分析システム7eは、撮像した包埋ブロックBの画像データから、包埋ブロックBに包埋された生体試料Sの向きを表わす試料方向データを検出することが可能である。より具体的には、制御部7の画像分析システム7eは、試料方向データとして、包埋ブロックBのオリフラB5の向きを検出することができる。一般に、生体試料Sの向きは、包埋ブロックBの向きと対応して包埋され、それ故に薄切片B1の向きとも対応する。このため、オリフラB5の向きによって生体試料Sの向きを検出することが可能である。なお、薄切片搬送機構6によって搬送されている薄切片B1を撮像して、薄切片B1に形成されたオリフラB5の向きを検出するものとしても良い。また、操作部8は、配列データを構成する標本方向データとして、スライドガラスP1に対する薄切片B1のオリフラB1の向き、すなわち相対的な角度を設定することが可能である。
【0063】
そして、図13に示すように、この実施形態の薄切片標本作製装置60では、切削工程S14後に、試料方向データ取得工程S20として、CCDカメラ53によって再度包埋ブロックBの切断面B4を撮像する。そして、制御部7の画像解析システム7eは、取得した画像データから、試料方向データとして、包埋ブロックBのオリフラB5の向きを検出する。ここで、切削工程後S14後に行うことで、検出された包埋ブロックBのオリフラB5の向きは、薄切片B1におけるオリフラB5の向きと略等しくなる。そして、スライドガラス調整工程S16において、制御部7の切片位置コントローラ7cは、試料方向データにおけるオリフラB5の向きを、識別データと対応する標本方向データであるオリフラB5の向きとする場合に必要な回転角度を算出する。そして、スライドガラス回転ステージを駆動して、算出された角度だけスライドガラスP1を回転させることで、薄切片B1に含まる生体試料S1の向きを、スライドガラスP1に対して標本方向データと対応する所望の向きとして、スライドガラスP1上に薄切片B1を載置することができる。
【0064】
以上、本実施形態の薄切片標本作製装置60のように、オリフラB5の向きをCCDカメラ53で撮像し、制御部7によって解析することで、包埋ブロックBの状態に基づいて、薄切片B1に含まれる生体試料S1を所望の向きとして、薄切片標本Pを作製することができる。
【0065】
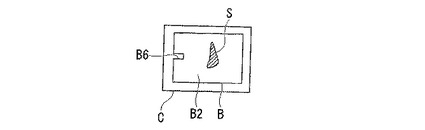
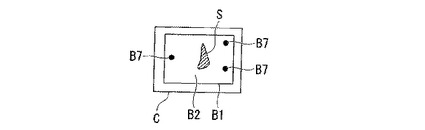
なお、本実施形態では、薄切片B1の向きと対応させて方向性を有したマークとして、オリフラB5を例に挙げたがこれに限るものでは無い。図14及び図15は、この実施形態の変形例を示している。すなわち、図14に示すように、包埋ブロックBのいずれかの辺に、厚さ方向に一様に、ノッチB6を形成するものとしても良い。また、図15に示すように、生体試料Sを包埋剤B2によって包埋する際に、マークとして所定の位置に、CCDカメラ53で撮像された画像で識別可能な略棒状の指標物B7を厚さ方向に配設して包埋するようにしても良い。この場合、少なくとも所定の二箇所に指標物B7を包埋することで、試料方向データ及び標本方向データとして機能することが可能であるが、図15のように三箇所以上とすることで、より正確に薄切片B1の向きを識別することができる。また、上記の例はいずれも、包埋ブロックBが切削機構4に載置される前において形成するものであるが、これに限るものでは無い。例えば、切削機構4が、包埋ブロックBの切断面B4に一定の方向性を有する溝を形成可能な機構を備えるものとし、切削工程S14を実施する前に、包埋ブロックBの切断面B4にマークとして上記溝を形成するものとしても良い。
【0066】
(第4の実施形態)
図16は、この発明に係る第4の実施形態を示している。ここで、第4の実施形態の薄切片標本作製装置70の基本的な構成は、図7及び図8に示す第2の実施形態の構成と同様であり、また、薄切片標本作製のフロー図は、図14に示す第3の実施形態のフロー図と同様である。
【0067】
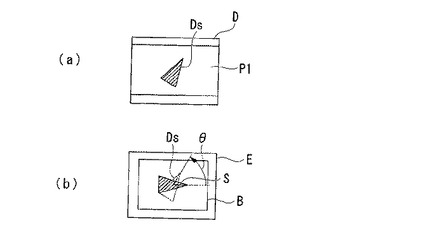
図16(a)に示すように、本実施形態の薄切片標本作製装置70では、操作部8によって入力される配列データにおいて、識別データと対応する標本方向データは、スライドガラスP1と対応させて所定の方向に向かって配設されている生体試料Dsが表示された標準画像データDである。また、薄切片標本作製装置70は、試料方向データ取得工程S20において、CCDカメラ53によって包埋ブロックBを撮像し、試料方向データとして、生体試料Sが含まれた生体試料画像データEを取得することが可能である。そして、スライドガラス調整工程S16において、制御部7の切片位置コントローラ7cは、標準画像データDの生体試料Dsの範囲と、生体画像データEの生体試料Sの範囲とでパターンマッチング要素を比較して略等しくなるような回転角度θを算出する。そして、スライドガラス回転ステージ55を駆動して、算出された角度だけスライドガラスP1を回転させることで、薄切片B1に含まる生体試料S1を、スライドガラスP1に対して標本方向データと対応する所望の向きとして、スライドガラスP1上に薄切片B1を載置することができる。なお、本実施形態においても、薄切片搬送機構6によって搬送されている薄切片B1を撮像し、薄切片B1の含まれる生体試料Sの範囲を検出するものとしても良い。
【0068】
以上、本実施形態の薄切片標本作製装置70のように、包埋ブロックBをCCDカメラ53で撮像し、制御部7によって解析することで、包埋ブロックBの向きに係らず、薄切片に含まる生体試料S1を所望の向きとして薄切片B1を載置することができる。
【0069】
なお、各実施形態においては、薄切片搬送機構6として、搬送テープ25に静電気力で貼り付けて搬送する構成を例に挙げたが、これに限るものでは無い。例えば、搬送テープ25に粘着力を付与して、粘着させて搬送する、あるいは、搬送テープ25上に載置して搬送するものとしても良い。少なくとも、切削機構4で作製された薄切片B1を、向きを変えずにスライドガラス載置部5まで搬送して、スライドガラスP1に受け渡し可能であれば良い。また、同様に、ブロックハンドリングロボット3についても、これに限ることは無く、ブロック保管庫2から選択的に包埋ブロックBを取り出し、切削機構4まで搬送可能な機構であれば、公知の機構を選択可能である。
【0070】
以上、本発明の実施形態について図面を参照して詳述したが、具体的な構成はこの実施形態に限られるものではなく、本発明の要旨を逸脱しない範囲の設計変更等も含まれる。
【図面の簡単な説明】
【0071】
【図1】この発明の第1の実施形態の薄切片標本作製装置の全体図である。
【図2】この発明の第1の実施形態の薄切片標本作製装置のブロック図である。
【図3】この発明の第1の実施形態の薄切片作製のフロー図である。
【図4】この発明の第1の実施形態の薄切片作製の説明図である。
【図5】この発明の第1の実施形態の変形例の薄切片標本作製装置のブロック図である。
【図6】この発明の第1の実施形態の変形例の薄切片標本作製装置において、読み取り手段の詳細図である。
【図7】この発明の第2の実施形態の薄切片標本作製装置の全体図である。
【図8】この発明の第2の実施形態の薄切片標本作製装置のブロック図である。
【図9】この発明の第2の実施形態の薄切片作製のフロー図である。
【図10】この発明の第2の実施形態の薄切片作製の説明図である。
【図11】この発明の第2の実施形態の薄切片作製の説明図である。
【図12】この発明の第3の実施形態の薄切片標本作製装置で使用される包埋ブロックを示す上面図である。
【図13】この発明の第3の実施形態の薄切片作製のフロー図である。
【図14】この発明の第3の実施形態の薄切片標本作製装置で使用される包埋ブロックの一の変形例を示す上面図である。
【図15】この発明の第3の実施形態の薄切片標本作製装置で使用される包埋ブロックの他の変形例を示す上面図である。
【図16】この発明の第4の実施形態の薄切片標本作製装置において、スライドガラス調整工程の説明図である。
【符号の説明】
【0072】
1、 40、50、60,70 薄切片標本作製装置
2 ブロック保管庫
3 ブロックハンドリングロボット(ブロック搬送機構)
4、52 切削機構
5、54 スライドガラス載置部
6 薄切片搬送機構
7 制御部
8 操作部
15 載置面
20 載置面
21 ブロック回転ステージ
41 読み取り手段
52 ブロック回転ステージ
53 CCDカメラ(撮像手段)
55 スライドガラス回転ステージ
B、Ba、Bb、Bc 包埋ブロック
B1、B1a、B1b、B1c 薄切片
B3 切削面
B5 オリフラ(マーク)
B6 ノッチ(マーク)
B7 指標物(マーク)
D 標準画像データ
C 包埋カセット
C1 表示部
P 薄切片標本
P1 スライドガラス
S、S1 生体試料
【技術分野】
【0001】
本発明は、人体や実験動物等から取り出した生体試料を包埋した包埋ブロックから薄切片を切削し、該薄切片をスライドガラス上に載置して薄切片標本を作製する薄切片標本作製装置に関する。
【背景技術】
【0002】
従来から、人体や実験動物等から取り出した生体試料を検査、観察する方法の1つとして、包埋剤によって生体試料を包埋した包埋ブロックから薄切片を作製して生体試料の観察を行う方法が知られている。より詳しくは、包埋ブロックから作製された薄切片をスライドガラス上に載置して薄切片標本を作製し、スライドガラス上において薄切片に含まれた生体試料に染色処理を行って、生体試料の観察が行われる。
【0003】
ここで、例えば前臨床試験においては、一試験当たり数百個の包埋ブロックを作製し、さらに一包埋ブロック当たり数枚の薄切片標本を作製する。このため、作業者は膨大な枚数の薄切片標本を作製する必要があるため、近年、包埋ブロックから薄切片標本を作製するまでの一連の工程を行うことが可能な薄切片標本作製装置が開発されていきている。このような薄切片標本作製装置としては、包埋ブロックから薄切片を切削する切断手段と、切削された薄切片を搬送する薄切片搬送手段と、薄切片搬送手段から薄切片をスライドガラスに転写させる転写手段とを備えたものが提案されている(例えば、特許文献1参照)。このような薄切片標本作製装置によれば、切断手段によって包埋ブロックを所定の薄切片厚さで切削して薄切片を作製するとともに、作製した薄切片を薄切片搬送手段によってスライドガラスまで搬送し、転写手段によって薄切片をスライドガラスに転写して、薄切片標本を作製することができるとされている。
【0004】
ところで、上記のように作製した薄切片標本の生体試料を観察する際、複数の対応する生体試料を同時若しくは連続して観察する場合がある。このような観察は、試験効率を考慮して、一枚のスライドガラス上に複数の対応する生体試料が収容された薄切片標本を作製して行われる。すなわち、各生体試料と対応する包埋ブロックからそれぞれ薄切片を作製し、生体試料が所望の順序となるように、また、互いに重なって生体試料が観察できなくなってしまわないように、位置をずらしながらスライドガラス上に薄切片を載置して、薄切片標本が作製される。
【特許文献1】特開2004−28910号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1による装置では、一枚のスライドガラスに対して一つの包埋ブロックから一枚の薄切片を作製し、載置することしかできない。仮に上記のように複数の薄切片がスライドガラス上に載置された薄切片標本を作製しようとすれば、作業者自ら薄切片の作製の状況及び所望の順序に合わせて、包埋ブロックを入れ替え、また、スライドガラスの位置を調整する必要があり、自動的に薄切片標本を作製するまでには至らなかった。
【0006】
この発明は、上述した事情に鑑みてなされたものであって、一枚のスライドガラス上に、所望の生体試料がそれぞれ含まれた複数の薄切片が載置された薄切片標本を、自動的に作製することが可能な薄切片標本作製装置を提供するものである。
【課題を解決するための手段】
【0007】
上記課題を解決するために、この発明は以下の手段を提案している。
本発明は、生体試料が包埋剤によって包埋され、包埋カセットに保持された包埋ブロックから薄切片を切削し、該薄切片をスライドガラス上に載置して薄切片標本を作製する薄切片標本作製装置であって、複数の前記包埋ブロックが配列して収納されたブロック保管庫と、該ブロック保管庫から前記包埋ブロックを選択的に取り出して、搬送するブロック搬送機構と、該ブロック搬送機構によって搬送される前記包埋ブロックを受け取り、切削して、前記薄切片を作製する切削機構と、前記スライドガラスを載置する載置面、及び、該載置面と略平行な面内で前記スライドガラスを移動させることが可能なスライドガラスXYステージを有するスライドガラス載置部と、前記切削機構で作製された前記薄切片を受け取って搬送するとともに、前記スライドガラス載置部の前記載置面に載置された前記スライドガラス上に前記薄切片を受け渡すことが可能な薄切片搬送機構と、前記ブロック保管庫に収納された前記包埋ブロックを識別する識別データが複数順位を有して配列して構成された配列データを入力可能な操作部と、該操作部によって入力された前記配列データを構成する前記識別データ及び前記順位に基づいて、順次、前記ブロック搬送機構によって前記ブロック保管庫から前記識別データと対応する前記包埋ブロックを取り出させ、前記切削機構及び前記薄切片搬送機構によって前記薄切片を作製し搬送させるとともに、前記スライドガラス載置部の前記スライドガラスXYステージを駆動し、前記スライドガラス上に前記薄切片が受け渡される毎に前記スライドガラスを移動させ、前記配列データの前記順位と対応させて複数の前記薄切片を前記スライドガラス上に配列させる制御部とを備えることを特徴としている。
【0008】
この発明に係る薄切片標本作製装置によれば、操作部によって配列データが入力されると、制御部は、配列データにおいて、例えば最高順位の識別データと対応する包埋ブロックを、ブロック搬送機構によってブロック保管庫から選択的に取り出して切削機構まで搬送させる。次に、制御部は、切削機構を駆動させて、当該包埋ブロックから薄切片を作製するとともに、作製された薄切片を薄切片搬送機構によって搬送させる。そして、制御部は、薄切片搬送機構によって薄切片をスライドガラス載置部の載置面上のスライドガラスに受け渡して、スライドガラス上には所望の生体試料が含まれた最初の薄切片が載置されることとなる。同様に、制御部は、配列データにおいて次順位の識別データと対応する包埋ブロックを選択し、同様に薄切片を作製し、薄切片搬送機構によって搬送させる。一方、制御部は、最初の薄切片がスライドガラス上に載置された後に、スライドガラス載置部のスライドガラスXYステージを駆動し、スライドガラスの位置を調整する。これにより、薄切片搬送機構によって搬送される次順位の薄切片を、スライドガラス上において最初の薄切片と並べて載置することができる。同様に、配列データを構成する識別データ及び順位に基づいて上記動作を繰り返すことで、入力された配列データに基づいて、一枚のスライドガラス上に所望の生体試料が含まれた複数の薄切片を自動的に配列させていくことができる。
【0009】
また、上記の薄切片標本作製装置において、前記識別データは、前記ブロック保管庫における前記包埋ブロックの配列順序であることがより好ましいとされている。
また、上記の薄切片標本作製装置において、前前記識別データは、各前記包埋ブロックと対応する前記包埋カセットの表示部に記載された識別記号であり、前記ブロック保管庫に収納された各前記包埋カセットの前記表示部に記載された前記識別記号を読み取る読み取り手段を備えるものとしても良い。
【0010】
この発明に係る薄切片標本作製装置によれば、識別データを、配列順序または包埋カセットに記載された識別記号とすることで、これらのいずれかに基づいて包埋ブロックを識別することができる。ここで、識別データを識別記号とする場合においては、包埋ブロックのブロック保管庫における収納状態と関係無く、制御部は、入力された配列データの識別データと、読み取り手段によって読み取られた識別記号との比較によって、包埋ブロックを識別することができる。
【0011】
また、上記の薄切片標本作製装置において、前前記操作部は、前記配列データとともに、前記識別データと対応する前記包埋ブロックの大きさを表わすサイズデータを入力することが可能であり、前記制御部は、前記サイズデータに基づいて、前記スライドガラス載置部の前記スライドガラスXYステージによる前記スライドガラスの移動量を調整することがより好ましいとされている。
【0012】
この発明に係る薄切片標本作製装置によれば、操作部によって配列データとしてサイズデータを入力することで、制御部は、サイズデータに基づいてスライドガラスの移動量を調整することができる。このため、包埋ブロックに応じて作製される薄切片の大きさが異なっても、薄切片の大きさに応じて、互いに重なって生体試料が観察できなくなってしまうことなく、かつ、不必要に隙間を大きくしてしまうことなく、スライドガラス上に複数の薄切片を載置することができる。
【0013】
また、上記の薄切片標本作製装置において、前記切削機構に搬送された前記包埋ブロックまたは前記薄切片搬送機構によって搬送される前記薄切片を撮像する撮像手段を備え、前記制御部は、該撮像手段によって撮像された画像をもとに、前記包埋ブロックまたは前記薄切片の大きさを表わすサイズデータを取得し、該サイズデータに基づいて、前記スライドガラス載置部の前記スライドガラスXYステージによる前記スライドガラスの移動量を調整するものとしても良い。
【0014】
この発明に係る薄切片標本作製装置によれば、撮像手段によって撮像された画像をもとにサイズデータを取得することで、制御部は、サイズデータに基づいてスライドガラスの移動量を調整する。このため、包埋ブロックに応じて作製される薄切片の大きさが異なっても、薄切片の大きさに応じて、互いに重なって生体試料が観察できなくなってしまうことなく、かつ、不必要に隙間を大きくしてしまうことなく、スライドガラス上に複数の薄切片を載置することができる。
【0015】
また、上記の薄切片標本作製装置において、前記スライドガラス載置部は、前記載置面と略平行な面内で前記スライドガラスを回転させることが可能なスライドガラス回転ステージを有し、前記操作部は、前記配列データとして、各前記識別データとともに、該識別データと対応する前記包埋ブロックから作製される前記薄切片を前記スライドガラスに載置する際の該スライドガラスに対する前記薄切片に含まれる前記生体試料の相対的な向きを表わす標本方向データを入力することが可能であり、前記制御部は、前記配列データの前記標本方向データに基づいて、前記スライドガラス載置部の前記スライドガラス回転ステージを駆動して、前記スライドガラスを回転させることがより好ましいとされている。
【0016】
この発明に係る薄切片標本作製装置によれば、操作部によって配列データとして標本方向データを入力することで、制御部は、スライドガラス回転ステージによってスライドガラスを回転させて、スライドガラスに対する薄切片に含まれる生体試料の相対的な向きを標本方向データと対応する向きに調整することができる。このため、包埋ブロックのブロック保管庫に収納される向きや切削機構によって切削される向きに係らず、スライドガラス上に、生体試料を所望の向きとして各薄切片を載置して薄切片標本を作製することができる。
【0017】
さらに、上記の薄切片標本作製装置において、前記標本方向データは、前記ブロック保管庫に収納されている前記包埋ブロックの向きを基準として、初期状態の前記スライドガラスの向きから前記薄切片を載置する際の前記スライドガラスの向きとする場合の回転角度であり、前記制御部は、該回転角度に基づいて前記スライドガラスを回転させることがより好ましいとされている。
【0018】
この発明に係る薄切片標本作製装置によれば、標本方向データとして、上記の回転角度を入力することができる。このため、制御部によって回転角度に基づいてスライドガラスを回転させて、スライドガラス上に、生体試料を所望の向きとして各薄切片を載置することができる。
【0019】
また、上記の薄切片標本作製装置において、前記切削機構に搬送された前記包埋ブロックまたは前記薄切片搬送機構によって搬送される前記薄切片を撮像する撮像手段を備え、前記制御部は、該撮像手段によって撮像された画像から前記包埋ブロックまたは前記薄切片に含まれる前記生体試料の向きを表わす試料方向データを検出し、該試料方向データと前記標本方向データとを比較して、前記スライドガラスを回転させるものとしても良い。
【0020】
この発明に係る薄切片標本作製装置によれば、試料方向データと標本方向データとを比較して調整することで、撮像手段によって撮像された際の包埋ブロックまたは薄切片の状態に基づいて、スライドガラスを回転させて、スライドガラス上に、生体試料を所望の向きとして各薄切片を載置することができる。
【0021】
さらに、上記の薄切片標本作製装置において、各前記包埋ブロックには前記包埋ブロックの向きと対応させて方向性を有したマークが形成されていて、前記標本方向データは、前記スライドガラスに対する前記マークの相対的な向きであり、前記制御部は、前記試料方向データとして、前記撮影手段によって取得された画像から前記包埋ブロックまたは前記薄切片に形成された前記マークの向きを検出し、該マークの向きが前記標本方向データと一致するように前記スライドガラスを回転させることがより好ましい。
【0022】
この発明に係る薄切片標本作製装置によれば、試料方向データとして検出されたマークの相対的な向きが標本方向データとして入力されたマークの相対的な向きとなるように、スライドガラスの向きを調整することができる。一般に、生体試料の向きは、包埋ブロックの向きと対応して包埋され、また、それ故に薄切片の向きとも対応する。このため、包埋ブロックまたは薄切片のマークの向きに基づいてスライドガラスを調整することで、スライドガラスに対する薄切片に含まれる生体試料の相対的な向きを調整することができる。
【0023】
また、上記の薄切片標本作製装置において、前記標本方向データは、前記スライドガラスと対応させて所定の方向に向かって配設されている前記生体試料が表示された標準画像データであり、前記制御部は、前記試料方向データとして、前記撮像手段によって撮像された画像から前記包埋ブロックまたは前記薄切片に含まれる前記生体試料の範囲を検出し、検出された該生体試料の範囲と前記標本方向データとでパターンマッチング要素を比較して略等しくなるように前記スライドガラスを回転させるものとしても良い。
【0024】
この発明に係る薄切片標本作製装置によれば、試料方向データとして検出された生体試料の範囲が標本方向データとして入力された生体試料画像データにおける生体試料の範囲とパターンマッチング要素を比較して略等しくなるように、すなわち生体試料の相対的な向きが略等しくなるようにスライドガラスの向きを調整することができる。このため、包埋ブロック及び薄切片の向きに係らず、スライドガラスに対する薄切片に含まれる生体試料の相対的な向きを調整することができる。
【0025】
また、上記の薄切片標本作製装置において、前記切削機構は、前記包埋ブロックを切削する面と略平行な面内で、該包埋ブロックを回転させることが可能なブロック回転ステージを有し、前記操作部は、前記配列データとして、前記識別データとともに、該識別データと対応する前記包埋ブロックについて、前記ブロック保管庫に収納されている際の向きから切削機構によって切削する際の向きとする場合の回転角度を表わすブロック回転データと入力することが可能であり、前記制御部は、該ブロック回転データに基づいて、前記ブロック回転ステージによって前記包埋ブロックを回転させて、前記包埋ブロックを切削することがより好ましいとされている。
【0026】
この発明に係る薄切片標本作製装置によれば、配列データとしてブロック回転データを入力して、ブロック回転ステージによって包埋ブロックの向きを調整することで、各包埋ブロックにおいて、包埋された生体試料の向きを切削機構による切削方向に対して好適な向きとして切削することができる。このため、スライドガラス上に載置される各薄切片の切断面を良好なものとすることができる。
【発明の効果】
【0027】
本発明の薄切片標本作製装置によれば、操作部と、制御部と、スライドガラスXYステージとを備えることで、所望の生体試料がそれぞれ含まれた複数の包埋ブロックから、自動的に、それぞれ薄切片を作製し、一枚のスライドガラス上に配列させて、薄切片標本を作製することができる。
【発明を実施するための最良の形態】
【0028】
(第1の実施形態)
図1から図4は、この発明に係る第1の実施形態を示している。図1に示す薄切片標本作製装置1は、生体試料Sが包埋された包埋ブロックBから厚さ3〜5μm程度の極薄の薄切片B1を作製し、薄切片B1に含まれる生体試料Sを検査、観察する過程において、自動的に、複数の包埋ブロックBからそれぞれ薄切片B1を切削し、これらの薄切片B1をスライドガラスP1上に所定の間隔で配列して載置した薄切片標本Pを作製する装置である。生体試料Sは、例えば、人体や実験動物等から取り出した臓器などの組織から切除された試料であり、医療分野、製薬分野、食品分野、生物分野などで適時選択されるものである。また、包埋ブロックBは、上記のような生体試料Sを包埋剤B2によって包埋、すなわち周囲を覆い固めたものであり、生体試料Sは、通常、その種類毎に向きを統一させて包埋されている。そして、包埋ブロックBは、向きを統一して樹脂などで形成された包埋カセットCに搭載して取り扱われている。このような包埋ブロックBは、より詳しくは、以下のように作製されるものである。まず、上記の生体試料Sの塊をホルマリンに漬けて、生体試料Sを構成する蛋白質を固定する。そして、組織を固い状態にした後、適当な大きさに切断する。最後に、切断された生体試料Sの内部の水分を包埋剤B2に置き換えたものを、溶解した包埋剤B2の中に埋め込んで、固めることで作製される。ここで、包埋剤B2は、上記のように液状化と冷却固化が容易に可能とされるとともに、有機溶媒に浸漬することで溶解する材質であり、樹脂やパラフィンなどである。
以下、薄切片標本作製装置1の構成について説明する。
【0029】
薄切片標本作製装置1は、図1において左右方向であるX軸方向に順に、包埋ブロックBが複数収納されたブロック保管庫2と、ブロック保管庫2から包埋ブロックBを取り出して搬送するブロックハンドリングロボット(ブロック搬送機構)3と、包埋ブロックBを切削して薄切片B1を作製する切削機構4と、スライドガラスP1を載置するスライドガラス載置部5と、薄切片B1を切削機構4からスライドガラス載置部5まで搬送する薄切片搬送機構6とを備える。さらに、図2に示すように、薄切片標本作製装置1は、上記各構成を制御する制御部7と、各種入力を行う操作部8を備える。
【0030】
図1に示すように、ブロック保管庫2には、複数の保管棚2aが配列していて、包埋ブロックBは、それぞれ包埋カセットCに保持された状態で、各保管棚2aに一つずつ収納されている。なお、図1においては、上下方向に一列として記載されているが、複数列備えるものとしても良い。また、操作部8は、一枚のスライドガラスP1に複数の薄切片B1を配列した薄切片標本Pを作製する場合において、ブロック保管庫2のいずれの包埋ブロックBを選択して薄切片B1を作製し、さらに、作製された薄切片B1をどのような順序でスライドガラスP1上に配列させるかを示す配列データを入力可能である。配列データは、包埋ブロックBを識別する識別データが、スライドガラスP1上に配列させる薄切片B1の順序と対応して、複数順位を有して配列して構成されている。包埋ブロックBを識別する識別データは、より詳しくは、ブロック保管庫2に配列した包埋ブロックBの配列順序であり、例えば、図1において上から順にNO.1、NO.2、・・・・、NO.7と付与されている。そして、例えば、薄切片標本Pとして、NO.1、NO.3、及び、NO6の包埋ブロックBからそれぞれ薄切片B1を作製し、スライドガラスP1上に、NO.3、NO.1、NO.6の順序で薄切片B1を配列させるものとする。この場合には、操作部8によって、配列データとして、<NO.3、NO.1、NO.6>と入力することができる。さらに、操作部8は、選択される包埋ブロックBの切断面B4の大きさを表わすサイズデータを入力することが可能である。サイズデータとしては、ブロック保管庫2に収納された複数の包埋ブロックBで略等しいものであれば、単一のサイズデータを入力すれば良いし、異なる場合においては配列データの各識別データと対応させて入力するものとしても良い。本実施形態においては、ブロック保管庫2に収納された包埋ブロックBは略等しい大きさの切断面B4を有していて、単一のサイズデータを入力するものとして説明する。
【0031】
ブロックハンドリングロボット3は、上下方向であるZ軸方向に立設されたZ軸ガイドレール10と、Z軸ガイドレール10上でX方向に配設されたX軸ガイドレール11と、X軸ガイドレール11上に設けられて包埋カセットCを把持する把持部12とを備える。Z軸ガイドレール10には、Zステージ10aがZ軸方向に移動自在に設けられている。また、X軸ガイドレール11は、Zステージ11aに取り付けられていて、これによりZ軸ガイドレール10上でZ軸方向に移動可能となっている。X軸ガイドレール11には、Xステージ11aがX軸方向に移動自在に設けられている。また、把持部12は、Xステージ11aにZ軸回りに回転可能に取り付けられている。このため、把持部12は、X軸ガイドレール11上で、Z軸回りに向きを自在に変化させながらX軸方向及びZ軸方向に移動可能となっている。また、把持部12は、一対のアーム12aを有していて、一対のアーム12aの間隔を変化させることによって包埋ブロックBを保持する包埋カセットCを挟持することが可能である。また、図2に示すように、制御部7は、ブロックハンドリングロボット3を制御するブロック搬送コントローラ7aを有している。そして、図1に示すように、このブロック搬送コントローラ7aによる制御のもと、Zステージ10a、Xステージ11a及びアーム12aを図示しないモータによってそれぞれ駆動させることで、ブロック保管庫2から包埋ブロックBを選択的に取り出し、切削機構4まで搬送し、受け渡すことが可能である。
【0032】
切削機構4は、包埋ブロックBを包埋カセットCに保持された状態で載置可能な載置面15と、載置面15に載置された包埋ブロックBを、厚さ方向となるZ軸方向に移動させるブロックZステージ16と、載置面15に載置された包埋ブロックBを切削可能なカッター17と、カッター17を移動させるカッター駆動部18とを備える。載置面15には、ブロックハンドリングロボット3よって搬送された包埋ブロックBを、ブロック保管庫2に収納された時と向きを略同じくして載置し固定することが可能である。また、カッター17は、切削面B3内で包埋ブロックBを切削可能にカッター駆動部18に固定されている。また、カッター駆動部18は、カッター17を、切削面B3内で載置面15に載置された包埋ブロックBに向うX軸方向に進退させることが可能である。また、図2に示すように、制御部7は、切削機構4を制御する切削機構コントローラ7bを有している。そして、図1に示すように、操作部8による入力及び制御部7の切削機構コントローラ7bによる制御のもと、ブロックZステージ16によって包埋ブロックBをZ軸方向に移動させて所望の厚さとし、カッター17によって包埋ブロックBを切削して薄切片B1を作製することができる。なお、操作部8による入力及び制御部7による制御の詳細は後述する。また、カッター駆動部18に変えて、カッター17に対して包埋ブロックBをX軸方向に移動させる構成としても良い。
【0033】
また、スライドガラス載置部5は、スライドガラスP1を、略水平な2軸であるX軸及びY軸と略平行に載置可能な載置面20と、スライドガラスP1をX軸方向及びY軸方向に移動させることが可能なスライドガラスXYステージ21と、Z軸方向に移動させることが可能なスライドガラスZステージ22とを備える。また、図2に示すように、制御部7はスライドガラス載置部5を制御する切片位置コントローラ7cを有している。そして、図1に示すように、操作部8による入力及び制御部7の切片位置コントローラ7cによる制御のもと、スライドガラスXYステージ21及びスライドガラスZステージ22によって、載置面20に載置されたスライドガラスP1をX軸方向、Y軸方向及びZ軸方向に移動させることができる。また、スライドガラスP1は、図示しない搬送ロボットによって、薄切片B1を吸着させる液滴P3が載置面P2に付着した状態で、向きを略一定として載置面20に載置される。なお、操作部8による入力及び制御部7による制御の詳細については後述する。
【0034】
また、薄切片搬送機構6は、切削機構4からスライドガラス載置部5までX軸方向に沿って配設された搬送テープ25によって構成されていて、切削機構4側からスライドガラス載置部5側へ向かって順に、テープ送り出し部26と、第一のローラ27と、第二のローラ28と、テープ巻取り部29とを備えている。テープ送り出し部26は、搬送テープ25がロール状に巻回されていて、切削機構4の載置面15に向かって搬送テープ25を供給するものであり、搬送テープ25が巻回された軸体26aと、軸体26aを回転させる図示しない駆動部とを備えている。図2に示すように、制御部7は、薄切片搬送機構6を制御する薄切片搬送コントローラ7dを有している。そして、図1に示すように、操作部8による入力及び制御部7の薄切片搬送コントローラ7dによる制御のもと、図示しない駆動部を駆動させることで所定の回転数で軸体26aを回転させることが可能である。同様に、テープ巻取り部29は、搬送テープ25がロール状に巻回されていて、スライドガラス載置部5を通過した搬送テープ25を回収するものであり、搬送テープ25が巻回された軸体29aと、軸体29aを回転させる図示しない駆動部とを備えている。そして、図1に示すように、操作部8による入力及び制御部7の薄切片搬送コントローラ7dによる制御のもと、図示しない駆動部を駆動させることで所定の回転数で軸体29aを回転させることが可能である。また、第一のローラ27及び第二のローラ28は、それぞれ、切削機構4またはスライドガラス載置部5を挟んでテープ送り出し部26またはテープ巻取り部29と対向して設けられ、搬送テープ25を案内するものである。なお、第一のローラ27及び第二のローラ28にも図示しない駆動部が設けられていて、制御部7の薄切片搬送コントローラ7dによる制御のもと、テープ送り出し部26及びテープ巻取り部29と独立して回転することが可能である。
【0035】
そして、テープ送り出し部26及び第一のローラ27を独立して回転させることで、搬送テープ25を、切削機構4の載置面15に載置された包埋ブロックBの上方に配設された状態から、弛ませて下面25aを包埋ブロックBの切断面B4に当接させた状態にすることができる。また、第二のローラ28及びテープ巻取り部29を独立して回転させることで、搬送テープ25を、スライドガラス載置部5の載置面20に載置されたスライドガラスP1の上方に配設された状態から、弛ませて下面25aをスライドガラスP1の載置面P2に当接させた状態にすることができる。また、テープ送り出し部26から送り出される搬送テープ25には、図示しない帯電装置によって上面25bにマイナスの電荷が与えられている。一方、載置面15に載置された包埋ブロックBの切断面B4には、図示しない他の帯電装置によってプラスの電荷が与えられている。このため、搬送テープ25の下面25aには、プラスの電荷が与えられた包埋ブロックBから切削された薄切片B1を貼り付けることができ、テープ送り出し部26、第一のローラ27、第二のローラ28、及び、テープ巻取り部29を連動させて駆動することで、薄切片B1をX軸方向に搬送することができる。
【0036】
次に、この実施形態の薄切片標本作製装置1の作用について説明する。図3は、本実施形態の薄切片標本作製装置1における薄切片標本作製のフロー図を、図4は、薄切片B1を作製し、スライドガラスP1に載置する際の説明図を示している。
【0037】
まず、図3に示すように、入力工程S1として、作業者は、操作部8によって所望の配列データ、及び、対応するサイズデータを入力する。すなわち、上記の例のように、スライドガラスP1上に、ブロック保管庫2のNO.3、NO.1、NO.6の包埋ブロックB(Ba、Bb、Bc)から薄切片B1を作製して順に配列する場合には、配列データとして、<NO.3、NO.1、NO.6>と入力する。また、各包埋ブロックBの切断面B4の大きさが縦×横で、例えば1.5cm×2.5cmであれば、サイズデータとして<1.5、2.5>と入力する。
【0038】
次に、図3に示すように、ブロック搬送工程S2として、ブロック保管庫2に収納された包埋ブロックBを取り出して切削機構4に受け渡す。すなわち、図1に示すように、制御部7のブロック搬送コントローラ7aは、ブロックハンドリングロボット3を駆動し、操作部8によって入力された配列データに基づいて、まず一番目に指定された識別データNO.3と対応する包埋ブロックBaを取り出させる。次に、切削機構4の載置面15まで搬送させ、包埋ブロックBaを載置面15上で固定させる。なお、本工程とは別に、制御部7は、図示しない他の搬送ロボットによって、載置面P2に液滴P3が付着したスライドガラスP1を、予め決定された向きとしてスライドガラス載置部5の載置面20に載置させる。
【0039】
次に、図3に示すように、切削工程S3として、包埋ブロックBaを所定の厚さで切削して薄切片B1が作製される。すなわち、図1に示すように、制御部7の切削機構コントローラ7bは、所定の厚さとなるように、切削機構4のブロックZステージ16を駆動し包埋ブロックBaをZ軸方向に移動させる。次に、制御部7の薄切片搬送コントローラ7dは、薄切片搬送機構6のテープ送り出し部26及び第一のローラ27を駆動し、搬送テープ25を弛ませて下面25aを包埋ブロックBの切断面B4に当接させた状態にする。ここで、図示しない帯電装置によって、包埋ブロックBはプラスの電荷が帯電し、また、搬送テープ25の上面25bにはマイナスの電荷が帯電している。このため、搬送テープ25の下面25aと包埋ブロックBの切断面B4とは静電気力によって密着保持された状態となる。そして、制御部7の切削機構コントローラ7bは、カッター駆動部18を駆動し、所定の切削速度でカッター17を包埋ブロックBaに向かって移動させることで、包埋ブロックBaを切削し、所定の厚さの薄切片B1aを作製することができる。
【0040】
次に、図3に示すように、薄切片搬送工程S4として、薄切片搬送機構6によって作製された薄切片B1aを受け取ってスライドガラス載置部5に向かって搬送する。すなわち、図1に示すように、切削工程S3で作製された薄切片B1aは静電気力により搬送テープ25に受け取られ、下面25aに密着保持された状態となる。そして、制御部7の薄切片搬送コントローラ7dは、テープ送り出し部26及び第一のローラ27を駆動させることで、薄切片B1aを密着保持した搬送テープ25を包埋ブロックBの上方に移動させ、これにより薄切片B1aは包埋ブロックBaから離脱する。さらに、制御部7の薄切片搬送コントローラ7dは、第二のローラ28及びテープ巻取り部29も駆動し、テープ送り出し部26及び第一のローラ27と連動させることで、搬送テープ25をX軸方向に沿ってスライドガラス載置部5側へ移動させ、これにより薄切片B1はスライドガラス載置部5のスライドガラスP1の上方まで搬送されることとなる。
【0041】
一方、図3に示すように、スライドガラス載置部5においては、上記の切削工程S3または薄切片搬送工程S4と平行して、スライドガラス調整工程S5として、スライドガラスP1の位置の調整を行う。すなわち、図4(a)に示すように、制御部7の切片位置コントローラ7cは、スライドガラスXYステージ21を駆動して、スライドガラスP1を移動させ、一番目の薄切片載置位置Qaに薄切片B1aを載置可能に、スライドガラスP1を移動させる。なお、図4(a)において、スライドガラスP1上で斜線で示す部分は、粗面加工などが施されていて、識別番号などを記載することが可能なフロスト部P5である。
【0042】
次に、図3に示すように、受渡工程S6として、薄切片B1aを搬送テープ25からスライドガラスP1に受け渡す。すなわち、制御部7の薄切片搬送コントローラ7dは、薄切片B1aが載置面20に載置されたスライドガラスP1の上方に位置した状態で、第二のローラ28及びテープ巻取り部29を駆動し、薄切片B1aがスライドガラスP1の載置面P2に当接するまで、搬送テープ25を降下させる。スライドガラスP1の載置面P2に薄切片B1が当接すると、載置面P2には液滴P3が付着しているので、液滴P3の表面張力により薄切片B1aは搬送テープ25から離脱しスライドガラスP1の載置面P2に吸着される。これにより、スライドガラスP1において、一番目の薄切片載置位置Qaに、一番目に指定された識別データNO.3と対応する包埋ブロックBaから作製された薄切片B1aが載置されることとなる。
【0043】
そして、図3に示すように、制御部7は、操作部8によって入力された配列データに基づいて、選択された全ての包埋ブロックBについて一連の作業が完了したのか確認を行う(ステップS7)。上記において、選択された三つの包埋ブロックBの内、二つの包埋ブロックBb、Bcについては作業が完了していないので、制御部7は、再度ブロック搬送工程S2からの工程を行う。すなわち、ブロック搬送工程S2として、制御部7のブロック搬送コントローラ7aは、ブロックハンドリングロボット3によって二番目に指定された識別データNO.1と対応する包埋ブロックBbを取り出させ、切削機構4の載置面15上に受け渡し、固定させる。
【0044】
そして、上記同様に、切削工程S3及び薄切片搬送工程S4として、包埋ブロックBbから薄切片B1bを作製し、薄切片搬送機構6によって搬送する。一方、スライドガラス調整工程S5として、上記同様に、スライドガラスP1の位置の調整を行う。ここで、制御部7の切片位置コントローラ7cは、入力されたサイズデータに基づいて、二番目の薄切片載置位置Qbを決定する。すなわち、図4(b)に示すように、サイズデータに基づいて、既に載置された一番目の薄切片B1a及び次に載置される二番面の薄切片B1bのそれぞれの大きさと、これらの薄切片B1a、B1bとの間に確保する間隔Rを考慮して、一番目の薄切片B1aから距離L1だけ離隔した位置を二番目の薄切片載置位置Qbとして決定する。そして、制御部7の切片位置コントローラ7cは、スライドガラスXYステージ21を駆動して、スライドガラスP1を距離L1だけ移動させ、二番目の薄切片載置位置Qbに薄切片B1bを載置可能な状態とさせる。そして、受渡工程S6を行うことで、スライドガラスP1において、二番目の薄切片載置位置Qbに、二番目に指定された識別データNO.1と対応する包埋ブロックBbから作製された薄切片B1bが載置されることとなる。そして、制御部7は、上記同様に、選択された全ての包埋ブロックBについて一連の作業が完了したのか確認を行い(ステップS7)、再びブロック搬送工程S2に移行する。
【0045】
そして、図4(c)に示すように、上記同様に、ブロック搬送工程S2から薄切片搬送工程S4として、三番目に指定されたNO.6の包埋ブロックBcから薄切片B1cを作製し、薄切片搬送機構によって搬送する。一方、スライドガラス調整工程S5として、サイズデータに基づいて三番目の薄切片載置位置Qcを決定し、対応する距離L2だけスライドガラスP1を移動させる。なお、距離L2もサイズデータに基づいて上記同様に二番目の薄切片B1b及び三番面の薄切片B1cの大きさと隙間Rによって決定される。ここで、本実施形態では、全ての包埋ブロックBで同一のサイズデータであることで、距離L1と距離L2とは等しくなる。
【0046】
最後に受渡工程S6を行うことで、スライドガラスP1において、三番目の薄切片載置位置Qcに、三番目に指定された識別データNO.6と対応する包埋ブロックBcから作製された薄切片B1cが載置されることとなり、薄切片標本Pが完成する。
【0047】
以上のように、本実施形態の薄切片標本作製装置1では、操作部8によって配列データを入力し、制御部7による制御のもと、スライドガラスXYステージ21によってスライドガラスP1の位置を調整することで、一枚のスライドガラスP1上に所望の生体試料S1が含まれた複数の薄切片B1を自動的に配列させて、薄切片標本Pを作製することができる。
【0048】
なお、本実施形態においては、操作部8によって配列データとともに、サイズデータを入力するものとしたが、これに限るものでは無い。包埋ブロックBの大きさに係らず、スライドガラスP1上において、予め設定された一定間隔離間した位置に次の薄切片を載置するものとしても良い。また、サイズデータについては、制御部7に記憶されているものとしても良い。すなわち、識別データと対応させて各包埋ブロックのサイズデータが制御部7に記憶されている。そして、操作部8によって配列データが入力された場合には、構成する識別データから対応するサイズデータを読み出して、対応付けるものとしても良い。また、各薄切片B1は、サイズデータに基づいて、間隔Rを有して配列するものとしたが、これに限るものでは無い。少なくとも、薄切片B1に含まれる生体試料S1上に、隣接する薄切片B1が重ねて配置されなければ良く、互いの包埋剤B2の部分が重なるような配置方法としても良い。
【0049】
また、配列データにおいて、構成する識別データは、ブロック保管庫2における包埋ブロックBの配列順序としたが、これに限るものでは無い。図5及び図6は、この実施形態の変形例の薄切片標本作製装置40を示している。図6に示すように、この変形例において、ブロック保管庫2に収納された各包埋ブロックBを保持する包埋カセットCの端面には、表示部C1が設けられている。そして、表示部C1には、識別データとして、対応する包埋ブロックBを識別するための識別記号が記載されている。識別記号としては、文字、数字、あるいは、これらと対応するバーコードなどが含まれる。そして、薄切片標本作製装置40において、ブロック保管庫2に隣接する位置には、この包埋カセットCの表示部C1の識別記号を読み取る読み取り手段41が設けられている。読み取り手段41は、識別記号を光学的に読み取る本体部41aと、本体部41aを各包埋カセットCの表示部C1と対向する位置まで案内するガイド41bとを備える。また、図5に示すように、読み取り手段41によって読み取られた各包埋ブロックBと対応する識別記号は、制御部7に入力され、ブロック保管庫2における位置と対応させて記録されている。このため、操作部8によって、配列データを構成する識別データとして、識別記号を入力すれば、上記同様に、所望の包埋ブロックBから薄切片B1を作製し、スライドガラスP1に載置して、薄切片標本Pを作製することができる。
【0050】
(第2の実施形態)
図7から図11は、この発明に係る第2の実施形態を示している。この実施形態において、前述した実施形態で用いた部材と共通の部材には同一の符号を付して、その説明を省略する。
【0051】
図7に示すように、この実施形態の薄切片標本作製装置50において、切削機構51は、載置面15に載置された包埋ブロックBを、切削面B3と略平行な面内で回転させるブロック回転ステージ52を備えている。ブロック回転ステージ52による回転角度は、制御部7の切削機構コントローラ7bによって制御可能である。また、切削機構51に載置面15の上方には、載置面15に載置された包埋ブロックBの切断面B4を撮像可能な撮像手段であるCCDカメラ53が設けられている。また、図8に示すように、制御部7は、画像分析システム7eを備えている。制御部7の画像分析システム7eは、CCDカメラ53によって撮像して取得した画像データを解析するものであり、本実施形態では、撮像した包埋ブロックBの切断面B4の大きさを表わすサイズデータを取得可能である。また、スライドガラス載置部54は、スライドガラスP1を載置面20と略平行な面内で回転させるスライドガラス回転ステージ55を備える。スライドガラス回転ステージ55の回転角度は、制御部7の切片位置コントローラ7cによって制御可能である。
【0052】
また、操作部8は、本実施形態において、配列データとして、各識別データとともに、識別データと対応させて、以下に示す標本方向データ及びブロック回転データを入力することが可能である。標本方向データとは、識別データと対応する包埋ブロックBから作製される薄切片B1をスライドガラスP1に載置する際のスライドガラスP1に対する薄切片B1に含まれる生体試料S1の相対的な向きを表わすものである。より具体的には、標本方向データは、初期状態の向きにあるスライドガラスP1を回転させて、薄切片B1を載置する際に最適となる向きとした場合の回転角度であり、ブロック保管庫2に収納された包埋ブロックBの向きを基準として決定されている。そして、制御部7の切片位置コントローラ7cは、配列データの標本方向データに基づいて、スライドガラス回転ステージ55を駆動して、スライドガラスP1を所望に向きに回転させることが可能である。また、ブロック回転データは、切削機構4によって包埋ブロックBを切削する場合において、カッター17による切削方向であるX軸方向に対する包埋ブロックBの向きを表わすものである。より具体的には、ブロック回転データは、ブロック保管庫2に収納された包埋ブロックBの向きを基準として、切削する際に最適となる向きに回転させた場合の回転角度である。そして、制御部7の切削機構コントローラ7bは、配列データのブロック回転データに基づいて、ブロック回転ステージ55を駆動させて、載置面15上の包埋ブロックBを所望の向きに回転させることが可能である。
【0053】
次に、この実施形態の薄切片標本作製装置50の作用について説明する。本実施形態でも同様に、NO.3、NO.1、及び、NO6の包埋ブロックBからそれぞれ順に薄切片B1を作製し、スライドガラスP1上に配列して薄切片標本Pを作製するものとする。ここで、本実施形態では、NO.6の包埋ブロックBcから作製される薄切片B1cのみ、スライドガラスP1に対してブロック保管庫2に収納された状態から、生体試料S1の向きを、時計回りに90度回転させた状態で載置するものとする。すなわち、識別データNO.3、NO.1、及び、NO、6と対応する各標本方向データは、0度、0度、90度となる。また、切削機構4によって切削する際の包埋ブロックBの向きは、いずれもブロック保管庫2に収納された向きと同一とする。すなわち、識別データNO.3、NO.1、及び、NO、6と対応する各ブロック回転データは、0度、0度、0度となる。
【0054】
まず、図9に示すように、入力工程S11として、作業者は、操作部8によって配列データを以下のとおり入力する。すなわち、各識別データと、標本方向データ及びブロック回転データとを対応づけて、また、配列させる順位に基づいて、識別データ、標本方向データ、ブロック回転データの順で、<NO.3−0−0、NO.1−0−0、NO.6−90−0>と入力する。
【0055】
次に、ブロック搬送工程S12として、第1の実施形態同様に、まず、識別データNO.3と対応する包埋ブロックBaを搬送して、載置面15上で固定させる。次に、サイズデータ取得工程S13として、制御部7は、CCDカメラ53によって載置面20上の包埋ブロックBの切断面B4を撮像して、画像分析システム7eによって取得した画像データを解析し、サイズデータを取得する。制御部7は、このサイズデータを識別データと対応付けて記録しておく。次に、切削工程S14として包埋ブロックBaから薄切片B1aを作製する。ここで、包埋ブロックBaについて、対応するブロック回転データは0度なので、ブロック回転ステージ52を駆動させずに、第1の実施形態同様に切削し、薄切片B1aが作製される。次に、薄切片搬送工程S15として、第1の実施形態同様に作製された薄切片B1aを搬送する。一方、スライドガラス調整工程S16として、制御部7の切片位置コントローラ7cは、スライドガラスXYステージ21及びスライドガラス回転ステージ55を駆動して、スライドガラスP1の位置及び向きを調整する。ここで、一番目に指定された識別データNO.3と対応する標本方向データは、0度である。よって、薄切片B1aをスライドガラスP1に載置する際には、スライドガラス回転ステージは駆動させずに、第1の実施形態同様にスライドガラスXYステージ21のみを駆動して一番目の薄切片載置位置Qaに薄切片B1aが載置可能にスライドガラスP1を移動させる。そして、受渡工程S17として、第1の実施形態同様に、薄切片B1aをスライドガラスP1の一番目の薄切片載置位置Qaに載置し、再びブロック搬送工程S2からの工程を行う(ステップS18)。
【0056】
次に、図10(a)に示すように、二番目の識別データNO.1と対応する包埋ブロックBbについて、ブロック搬送工程S12からスライドガラス調整工程S16までの工程を行い、スライドガラスP1上において、二番目の薄切片載置位置Qbに薄切片B1bを載置する。次に、三番目の識別データNO.1と対応する包埋ブロックBbについて、ブロック搬送工程S12から薄切片搬送工程S15までの工程を行う。なお、ここまでの各工程の詳細は、上記と同様であるので省略する。次に、三番目の識別データNO.6と対応する包埋ブロックBcについて、スライドガラス調整工程S16を行う。ここで、三番目の識別データNO.6と対応する標本方向データは、90度である。このため、図10(b)に示すように、制御部7の切片位置コントローラ7cは、スライドガラス回転ステージ55を駆動し、初期状態の向きを基準として、スライドガラスP1を反時計回りに90度回転させる。これにより、ブロック保管庫2に収納された包埋ブロックBcに包埋された生体試料Sの向きを基準として、スライドガラスP1に対する薄切片B1cに含まれる生体試料S1の相対的な向きを、時計回りに90度回転させた状態とすることができる。次に、制御部7の切片位置コントローラ7cは、スライドガラスXYステージ21を駆動して、スライドガラスP1を薄切片B1が配列する方向に移動させ、三番目の薄切片載置位置Qcに薄切片B1cを載置可能な状態にする。ここで、二番目の薄切片載置位置Qbから三番目の薄切片載置位置Qcまでの距離L3は、包埋ブロックBb及び包埋ブロックBcのサイズデータとともに、標本方向データに基づく回転角度を考慮して決定される。そして、最後に、受渡工程S17として、薄切片B1cをスライドガラスP1の三番目の薄切片載置位置Qcに載置することで三番目の薄切片B1cに含まれる生体試料S1のスライドガラスP1に対する相対的な向きを、最適な向きとして薄切片標本Pが作製されることとなる。
【0057】
次に、配列データにおいて、識別データと対応するブロック回転データが0度以外であった場合について説明する。例えば、三番目の識別データNO.6と対応する標本方向データが90度、ブロック回転データが45度であったとする。この場合、切削工程S14において、制御部7の切削機構コントローラ7bは、ブロック回転ステージ52を駆動し、ブロック回転データに基づいて、対象となる包埋ブロックBcを、図11の角度φで示すとおり、搬送され載置面15に載置された状態から時計回りに45度回転させる。これにより、包埋ブロックBcは、相対的に切削方向を45度変化させて切削されることとなる。このようにすることで、包埋ブロックBcに包埋された生体試料Sに対して切削機構4のカッター17による切削方向を変化させることができる。このため、包埋ブロックBに包埋されている生体試料Sに応じて最適な向きで切削し、良好な切断面B4の薄切片B1cを作製することができる。なお、包埋ブロックBcを45度回転させることで、作製される薄切片B1cも45度回転した状態となる。
【0058】
そして、図11に示すように、スライドガラス調整工程S16において、制御部7の切片位置コントローラ7cは、スライドガラス回転ステージ55を駆動して、標本方向データに基づいてスライドガラスP1を回転させる。ここで、図11の角度θで示すとおり、制御部7の切片位置コントローラ7cは、標本方向データである90度からブロック回転データである45度を差し引いた角度だけ、スライドガラスP1を回転させる。これにより、切削工程S14で包埋ブロックBを回転させたかどうかに係らず、ブロック保管庫2の収納された包埋ブロックBの向き、及び、初期状態のスライドガラスP1の向きを基準として、標本方向データと対応した角度だけスライドガラスP1対して薄切片B1cに含まれる生体試料S1の相対的な向きを変えて載置することができる。
【0059】
なお、本実施形態において、撮像手段であるCCDカメラ53は切削機構4の載置面15の上方に設けられ、サイズデータ取得工程S13は、CCDカメラ53によって包埋ブロックBの切断面B4を撮像した画像データからサイズデータを取得するものとしたが、これに限るものではない。例えば、薄切片搬送機構6の搬送経路において、搬送される薄切片B1を撮像可能な他のCCDカメラを設け、取得した画像データからサイズデータとして薄切片B1の大きさを検出するものとしても良い。包埋ブロックBの切断面B4の大きさと薄切片B1の大きさは略等しくなるので、同様の結果を得ることができる。
【0060】
(第3の実施形態)
図12及び図13は、この発明に係る第3の実施形態を示している。ここで、第3の実施形態の薄切片標本作製装置60の基本的な構成は、図7及び図8に示す第2の実施形態の構成と同様である。
【0061】
図12に示すように、この実施形態の薄切片標本作製装置60で使用される包埋ブロックBには、包埋ブロックB及び薄切片B1の向きを表わすマークであるオリエンテーションフラット(以下、オリフラと称す)B5が形成されている。オリフラB5は、略矩形の外形形状において、角部を、一定の角度を有して、厚さ方向に一様に面取り処理したものである。このため、いずれの位置で包埋ブロックBを切削して薄切片B1を作製したとしても、薄切片B1にも同様のオリフラB5が形成されることとなる。
【0062】
また、図8に示すように、薄切片標本作製装置60において、制御部7の画像分析システム7eは、撮像した包埋ブロックBの画像データから、包埋ブロックBに包埋された生体試料Sの向きを表わす試料方向データを検出することが可能である。より具体的には、制御部7の画像分析システム7eは、試料方向データとして、包埋ブロックBのオリフラB5の向きを検出することができる。一般に、生体試料Sの向きは、包埋ブロックBの向きと対応して包埋され、それ故に薄切片B1の向きとも対応する。このため、オリフラB5の向きによって生体試料Sの向きを検出することが可能である。なお、薄切片搬送機構6によって搬送されている薄切片B1を撮像して、薄切片B1に形成されたオリフラB5の向きを検出するものとしても良い。また、操作部8は、配列データを構成する標本方向データとして、スライドガラスP1に対する薄切片B1のオリフラB1の向き、すなわち相対的な角度を設定することが可能である。
【0063】
そして、図13に示すように、この実施形態の薄切片標本作製装置60では、切削工程S14後に、試料方向データ取得工程S20として、CCDカメラ53によって再度包埋ブロックBの切断面B4を撮像する。そして、制御部7の画像解析システム7eは、取得した画像データから、試料方向データとして、包埋ブロックBのオリフラB5の向きを検出する。ここで、切削工程後S14後に行うことで、検出された包埋ブロックBのオリフラB5の向きは、薄切片B1におけるオリフラB5の向きと略等しくなる。そして、スライドガラス調整工程S16において、制御部7の切片位置コントローラ7cは、試料方向データにおけるオリフラB5の向きを、識別データと対応する標本方向データであるオリフラB5の向きとする場合に必要な回転角度を算出する。そして、スライドガラス回転ステージを駆動して、算出された角度だけスライドガラスP1を回転させることで、薄切片B1に含まる生体試料S1の向きを、スライドガラスP1に対して標本方向データと対応する所望の向きとして、スライドガラスP1上に薄切片B1を載置することができる。
【0064】
以上、本実施形態の薄切片標本作製装置60のように、オリフラB5の向きをCCDカメラ53で撮像し、制御部7によって解析することで、包埋ブロックBの状態に基づいて、薄切片B1に含まれる生体試料S1を所望の向きとして、薄切片標本Pを作製することができる。
【0065】
なお、本実施形態では、薄切片B1の向きと対応させて方向性を有したマークとして、オリフラB5を例に挙げたがこれに限るものでは無い。図14及び図15は、この実施形態の変形例を示している。すなわち、図14に示すように、包埋ブロックBのいずれかの辺に、厚さ方向に一様に、ノッチB6を形成するものとしても良い。また、図15に示すように、生体試料Sを包埋剤B2によって包埋する際に、マークとして所定の位置に、CCDカメラ53で撮像された画像で識別可能な略棒状の指標物B7を厚さ方向に配設して包埋するようにしても良い。この場合、少なくとも所定の二箇所に指標物B7を包埋することで、試料方向データ及び標本方向データとして機能することが可能であるが、図15のように三箇所以上とすることで、より正確に薄切片B1の向きを識別することができる。また、上記の例はいずれも、包埋ブロックBが切削機構4に載置される前において形成するものであるが、これに限るものでは無い。例えば、切削機構4が、包埋ブロックBの切断面B4に一定の方向性を有する溝を形成可能な機構を備えるものとし、切削工程S14を実施する前に、包埋ブロックBの切断面B4にマークとして上記溝を形成するものとしても良い。
【0066】
(第4の実施形態)
図16は、この発明に係る第4の実施形態を示している。ここで、第4の実施形態の薄切片標本作製装置70の基本的な構成は、図7及び図8に示す第2の実施形態の構成と同様であり、また、薄切片標本作製のフロー図は、図14に示す第3の実施形態のフロー図と同様である。
【0067】
図16(a)に示すように、本実施形態の薄切片標本作製装置70では、操作部8によって入力される配列データにおいて、識別データと対応する標本方向データは、スライドガラスP1と対応させて所定の方向に向かって配設されている生体試料Dsが表示された標準画像データDである。また、薄切片標本作製装置70は、試料方向データ取得工程S20において、CCDカメラ53によって包埋ブロックBを撮像し、試料方向データとして、生体試料Sが含まれた生体試料画像データEを取得することが可能である。そして、スライドガラス調整工程S16において、制御部7の切片位置コントローラ7cは、標準画像データDの生体試料Dsの範囲と、生体画像データEの生体試料Sの範囲とでパターンマッチング要素を比較して略等しくなるような回転角度θを算出する。そして、スライドガラス回転ステージ55を駆動して、算出された角度だけスライドガラスP1を回転させることで、薄切片B1に含まる生体試料S1を、スライドガラスP1に対して標本方向データと対応する所望の向きとして、スライドガラスP1上に薄切片B1を載置することができる。なお、本実施形態においても、薄切片搬送機構6によって搬送されている薄切片B1を撮像し、薄切片B1の含まれる生体試料Sの範囲を検出するものとしても良い。
【0068】
以上、本実施形態の薄切片標本作製装置70のように、包埋ブロックBをCCDカメラ53で撮像し、制御部7によって解析することで、包埋ブロックBの向きに係らず、薄切片に含まる生体試料S1を所望の向きとして薄切片B1を載置することができる。
【0069】
なお、各実施形態においては、薄切片搬送機構6として、搬送テープ25に静電気力で貼り付けて搬送する構成を例に挙げたが、これに限るものでは無い。例えば、搬送テープ25に粘着力を付与して、粘着させて搬送する、あるいは、搬送テープ25上に載置して搬送するものとしても良い。少なくとも、切削機構4で作製された薄切片B1を、向きを変えずにスライドガラス載置部5まで搬送して、スライドガラスP1に受け渡し可能であれば良い。また、同様に、ブロックハンドリングロボット3についても、これに限ることは無く、ブロック保管庫2から選択的に包埋ブロックBを取り出し、切削機構4まで搬送可能な機構であれば、公知の機構を選択可能である。
【0070】
以上、本発明の実施形態について図面を参照して詳述したが、具体的な構成はこの実施形態に限られるものではなく、本発明の要旨を逸脱しない範囲の設計変更等も含まれる。
【図面の簡単な説明】
【0071】
【図1】この発明の第1の実施形態の薄切片標本作製装置の全体図である。
【図2】この発明の第1の実施形態の薄切片標本作製装置のブロック図である。
【図3】この発明の第1の実施形態の薄切片作製のフロー図である。
【図4】この発明の第1の実施形態の薄切片作製の説明図である。
【図5】この発明の第1の実施形態の変形例の薄切片標本作製装置のブロック図である。
【図6】この発明の第1の実施形態の変形例の薄切片標本作製装置において、読み取り手段の詳細図である。
【図7】この発明の第2の実施形態の薄切片標本作製装置の全体図である。
【図8】この発明の第2の実施形態の薄切片標本作製装置のブロック図である。
【図9】この発明の第2の実施形態の薄切片作製のフロー図である。
【図10】この発明の第2の実施形態の薄切片作製の説明図である。
【図11】この発明の第2の実施形態の薄切片作製の説明図である。
【図12】この発明の第3の実施形態の薄切片標本作製装置で使用される包埋ブロックを示す上面図である。
【図13】この発明の第3の実施形態の薄切片作製のフロー図である。
【図14】この発明の第3の実施形態の薄切片標本作製装置で使用される包埋ブロックの一の変形例を示す上面図である。
【図15】この発明の第3の実施形態の薄切片標本作製装置で使用される包埋ブロックの他の変形例を示す上面図である。
【図16】この発明の第4の実施形態の薄切片標本作製装置において、スライドガラス調整工程の説明図である。
【符号の説明】
【0072】
1、 40、50、60,70 薄切片標本作製装置
2 ブロック保管庫
3 ブロックハンドリングロボット(ブロック搬送機構)
4、52 切削機構
5、54 スライドガラス載置部
6 薄切片搬送機構
7 制御部
8 操作部
15 載置面
20 載置面
21 ブロック回転ステージ
41 読み取り手段
52 ブロック回転ステージ
53 CCDカメラ(撮像手段)
55 スライドガラス回転ステージ
B、Ba、Bb、Bc 包埋ブロック
B1、B1a、B1b、B1c 薄切片
B3 切削面
B5 オリフラ(マーク)
B6 ノッチ(マーク)
B7 指標物(マーク)
D 標準画像データ
C 包埋カセット
C1 表示部
P 薄切片標本
P1 スライドガラス
S、S1 生体試料
【特許請求の範囲】
【請求項1】
生体試料が包埋剤によって包埋され、包埋カセットに保持された包埋ブロックから薄切片を切削し、該薄切片をスライドガラス上に載置して薄切片標本を作製する薄切片標本作製装置であって、
複数の前記包埋ブロックが配列して収納されたブロック保管庫と、
該ブロック保管庫から前記包埋ブロックを選択的に取り出して、搬送するブロック搬送機構と、
該ブロック搬送機構によって搬送される前記包埋ブロックを受け取り、切削して、前記薄切片を作製する切削機構と、
前記スライドガラスを載置する載置面、及び、該載置面と略平行な面内で前記スライドガラスを移動させることが可能なスライドガラスXYステージを有するスライドガラス載置部と、
前記切削機構で作製された前記薄切片を受け取って搬送するとともに、前記スライドガラス載置部の前記載置面に載置された前記スライドガラス上に前記薄切片を受け渡すことが可能な薄切片搬送機構と、
前記ブロック保管庫に収納された前記包埋ブロックを識別する識別データが複数順位を有して配列して構成された配列データを入力可能な操作部と、
該操作部によって入力された前記配列データを構成する前記識別データ及び前記順位に基づいて、順次、前記ブロック搬送機構によって前記ブロック保管庫から前記識別データと対応する前記包埋ブロックを取り出させ、前記切削機構及び前記薄切片搬送機構によって前記薄切片を作製し搬送させるとともに、前記スライドガラス載置部の前記スライドガラスXYステージを駆動し、前記スライドガラス上に前記薄切片が受け渡される毎に前記スライドガラスを移動させ、前記配列データの前記順位と対応させて複数の前記薄切片を前記スライドガラス上に配列させる制御部とを備えることを特徴とする薄切片標本作製装置。
【請求項2】
請求項1に記載の薄切片標本作製装置において、
前記識別データは、前記ブロック保管庫における前記包埋ブロックの配列順序であることを特徴とする薄切片標本作製装置。
【請求項3】
請求項1に記載の薄切片標本作製装置において、
前記識別データは、各前記包埋ブロックと対応する前記包埋カセットの表示部に記載された識別記号であり、
前記ブロック保管庫に収納された各前記包埋カセットの前記表示部に記載された前記識別記号を読み取る読み取り手段を備えることを特徴とする薄切片標本作製装置。
【請求項4】
請求項1から請求項3のいずれかに記載の薄切片標本作製装置において、
前記操作部は、前記配列データとともに、前記識別データと対応する前記包埋ブロックの大きさを表わすサイズデータを入力することが可能であり、
前記制御部は、前記サイズデータに基づいて、前記スライドガラス載置部の前記スライドガラスXYステージによる前記スライドガラスの移動量を調整することを特徴とする薄切片標本作製装置。
【請求項5】
請求項1から請求項3のいずれかに記載の薄切片標本作製装置において、
前記切削機構に搬送された前記包埋ブロックまたは前記薄切片搬送機構によって搬送される前記薄切片を撮像する撮像手段を備え、
前記制御部は、該撮像手段によって撮像された画像をもとに、前記包埋ブロックまたは前記薄切片の大きさを表わすサイズデータを取得し、該サイズデータに基づいて、前記スライドガラス載置部の前記スライドガラスXYステージによる前記スライドガラスの移動量を調整することを特徴とする薄切片標本作製装置。
【請求項6】
請求項1から請求項3のいずれかに記載の薄切片標本作製装置において、
前記スライドガラス載置部は、前記載置面と略平行な面内で前記スライドガラスを回転させることが可能なスライドガラス回転ステージを有し、
前記操作部は、前記配列データとして、各前記識別データとともに、該識別データと対応する前記包埋ブロックから作製される前記薄切片を前記スライドガラスに載置する際の該スライドガラスに対する前記薄切片に含まれる前記生体試料の相対的な向きを表わす標本方向データを入力することが可能であり、
前記制御部は、前記配列データの前記標本方向データに基づいて、前記スライドガラス載置部の前記スライドガラス回転ステージを駆動して、前記スライドガラスを回転させることを特徴とする薄切片標本作製装置。
【請求項7】
請求項6に記載の薄切片標本作製装置において、
前記標本方向データは、前記ブロック保管庫に収納されている前記包埋ブロックの向きを基準として、初期状態の前記スライドガラスの向きから、前記薄切片を載置する際の前記スライドガラスの向きとする場合の回転角度であり、
前記制御部は、該回転角度に基づいて前記スライドガラスを回転させることを特徴とする薄切片標本作製装置。
【請求項8】
請求項6に記載の薄切片標本作製装置において、
前記切削機構に搬送された前記包埋ブロックまたは前記薄切片搬送機構によって搬送される前記薄切片を撮像する撮像手段を備え、
前記制御部は、該撮像手段によって撮像された画像から前記包埋ブロックまたは前記薄切片に含まれる前記生体試料の向きを表わす試料方向データを検出し、該試料方向データと前記標本方向データとを比較して、前記スライドガラスを回転させることを特徴とする薄切片標本作製装置。
【請求項9】
請求項8に記載の薄切片標本作製装置において、
各前記包埋ブロックには前記包埋ブロックの向きと対応させて方向性を有したマークが形成されていて、
前記標本方向データは、前記スライドガラスに対する前記マークの相対的な向きであり、
前記制御部は、前記試料方向データとして、前記撮影手段によって取得された画像から前記包埋ブロックまたは前記薄切片に形成された前記マークの向きを検出し、該マークの向きが前記標本方向データと一致するように前記スライドガラスを回転させることを特徴とする薄切片標本作製装置。
【請求項10】
請求項8に記載の薄切片標本作製装置において、
前記標本方向データは、前記スライドガラスと対応させて所定の方向に向かって配設されている前記生体試料が表示された標準画像データであり、
前記制御部は、前記試料方向データとして、前記撮像手段によって撮像された画像から前記包埋ブロックまたは前記薄切片に含まれる前記生体試料の範囲を検出し、検出された該生体試料の範囲と前記標本方向データとでパターンマッチング要素を比較して略等しくなるように前記スライドガラスを回転させることを特徴とする薄切片標本作製装置。
【請求項11】
請求項1から請求項10のいずれかに記載された薄切片標本作製装置において、
前記切削機構は、前記包埋ブロックを切削する面と略平行な面内で、該包埋ブロックを回転させることが可能なブロック回転ステージを有し、
前記操作部は、前記配列データとして、前記識別データとともに、該識別データと対応する前記包埋ブロックについて、前記ブロック保管庫に収納されている際の向きから切削機構によって切削する際の向きとする場合の回転角度を表わすブロック回転データと入力することが可能であり、
前記制御部は、該ブロック回転データに基づいて、前記ブロック回転ステージによって前記包埋ブロックを回転させて、前記包埋ブロックを切削することを特徴とする薄切片標本作製装置。
【請求項1】
生体試料が包埋剤によって包埋され、包埋カセットに保持された包埋ブロックから薄切片を切削し、該薄切片をスライドガラス上に載置して薄切片標本を作製する薄切片標本作製装置であって、
複数の前記包埋ブロックが配列して収納されたブロック保管庫と、
該ブロック保管庫から前記包埋ブロックを選択的に取り出して、搬送するブロック搬送機構と、
該ブロック搬送機構によって搬送される前記包埋ブロックを受け取り、切削して、前記薄切片を作製する切削機構と、
前記スライドガラスを載置する載置面、及び、該載置面と略平行な面内で前記スライドガラスを移動させることが可能なスライドガラスXYステージを有するスライドガラス載置部と、
前記切削機構で作製された前記薄切片を受け取って搬送するとともに、前記スライドガラス載置部の前記載置面に載置された前記スライドガラス上に前記薄切片を受け渡すことが可能な薄切片搬送機構と、
前記ブロック保管庫に収納された前記包埋ブロックを識別する識別データが複数順位を有して配列して構成された配列データを入力可能な操作部と、
該操作部によって入力された前記配列データを構成する前記識別データ及び前記順位に基づいて、順次、前記ブロック搬送機構によって前記ブロック保管庫から前記識別データと対応する前記包埋ブロックを取り出させ、前記切削機構及び前記薄切片搬送機構によって前記薄切片を作製し搬送させるとともに、前記スライドガラス載置部の前記スライドガラスXYステージを駆動し、前記スライドガラス上に前記薄切片が受け渡される毎に前記スライドガラスを移動させ、前記配列データの前記順位と対応させて複数の前記薄切片を前記スライドガラス上に配列させる制御部とを備えることを特徴とする薄切片標本作製装置。
【請求項2】
請求項1に記載の薄切片標本作製装置において、
前記識別データは、前記ブロック保管庫における前記包埋ブロックの配列順序であることを特徴とする薄切片標本作製装置。
【請求項3】
請求項1に記載の薄切片標本作製装置において、
前記識別データは、各前記包埋ブロックと対応する前記包埋カセットの表示部に記載された識別記号であり、
前記ブロック保管庫に収納された各前記包埋カセットの前記表示部に記載された前記識別記号を読み取る読み取り手段を備えることを特徴とする薄切片標本作製装置。
【請求項4】
請求項1から請求項3のいずれかに記載の薄切片標本作製装置において、
前記操作部は、前記配列データとともに、前記識別データと対応する前記包埋ブロックの大きさを表わすサイズデータを入力することが可能であり、
前記制御部は、前記サイズデータに基づいて、前記スライドガラス載置部の前記スライドガラスXYステージによる前記スライドガラスの移動量を調整することを特徴とする薄切片標本作製装置。
【請求項5】
請求項1から請求項3のいずれかに記載の薄切片標本作製装置において、
前記切削機構に搬送された前記包埋ブロックまたは前記薄切片搬送機構によって搬送される前記薄切片を撮像する撮像手段を備え、
前記制御部は、該撮像手段によって撮像された画像をもとに、前記包埋ブロックまたは前記薄切片の大きさを表わすサイズデータを取得し、該サイズデータに基づいて、前記スライドガラス載置部の前記スライドガラスXYステージによる前記スライドガラスの移動量を調整することを特徴とする薄切片標本作製装置。
【請求項6】
請求項1から請求項3のいずれかに記載の薄切片標本作製装置において、
前記スライドガラス載置部は、前記載置面と略平行な面内で前記スライドガラスを回転させることが可能なスライドガラス回転ステージを有し、
前記操作部は、前記配列データとして、各前記識別データとともに、該識別データと対応する前記包埋ブロックから作製される前記薄切片を前記スライドガラスに載置する際の該スライドガラスに対する前記薄切片に含まれる前記生体試料の相対的な向きを表わす標本方向データを入力することが可能であり、
前記制御部は、前記配列データの前記標本方向データに基づいて、前記スライドガラス載置部の前記スライドガラス回転ステージを駆動して、前記スライドガラスを回転させることを特徴とする薄切片標本作製装置。
【請求項7】
請求項6に記載の薄切片標本作製装置において、
前記標本方向データは、前記ブロック保管庫に収納されている前記包埋ブロックの向きを基準として、初期状態の前記スライドガラスの向きから、前記薄切片を載置する際の前記スライドガラスの向きとする場合の回転角度であり、
前記制御部は、該回転角度に基づいて前記スライドガラスを回転させることを特徴とする薄切片標本作製装置。
【請求項8】
請求項6に記載の薄切片標本作製装置において、
前記切削機構に搬送された前記包埋ブロックまたは前記薄切片搬送機構によって搬送される前記薄切片を撮像する撮像手段を備え、
前記制御部は、該撮像手段によって撮像された画像から前記包埋ブロックまたは前記薄切片に含まれる前記生体試料の向きを表わす試料方向データを検出し、該試料方向データと前記標本方向データとを比較して、前記スライドガラスを回転させることを特徴とする薄切片標本作製装置。
【請求項9】
請求項8に記載の薄切片標本作製装置において、
各前記包埋ブロックには前記包埋ブロックの向きと対応させて方向性を有したマークが形成されていて、
前記標本方向データは、前記スライドガラスに対する前記マークの相対的な向きであり、
前記制御部は、前記試料方向データとして、前記撮影手段によって取得された画像から前記包埋ブロックまたは前記薄切片に形成された前記マークの向きを検出し、該マークの向きが前記標本方向データと一致するように前記スライドガラスを回転させることを特徴とする薄切片標本作製装置。
【請求項10】
請求項8に記載の薄切片標本作製装置において、
前記標本方向データは、前記スライドガラスと対応させて所定の方向に向かって配設されている前記生体試料が表示された標準画像データであり、
前記制御部は、前記試料方向データとして、前記撮像手段によって撮像された画像から前記包埋ブロックまたは前記薄切片に含まれる前記生体試料の範囲を検出し、検出された該生体試料の範囲と前記標本方向データとでパターンマッチング要素を比較して略等しくなるように前記スライドガラスを回転させることを特徴とする薄切片標本作製装置。
【請求項11】
請求項1から請求項10のいずれかに記載された薄切片標本作製装置において、
前記切削機構は、前記包埋ブロックを切削する面と略平行な面内で、該包埋ブロックを回転させることが可能なブロック回転ステージを有し、
前記操作部は、前記配列データとして、前記識別データとともに、該識別データと対応する前記包埋ブロックについて、前記ブロック保管庫に収納されている際の向きから切削機構によって切削する際の向きとする場合の回転角度を表わすブロック回転データと入力することが可能であり、
前記制御部は、該ブロック回転データに基づいて、前記ブロック回転ステージによって前記包埋ブロックを回転させて、前記包埋ブロックを切削することを特徴とする薄切片標本作製装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【公開番号】特開2008−164521(P2008−164521A)
【公開日】平成20年7月17日(2008.7.17)
【国際特許分類】
【出願番号】特願2006−356493(P2006−356493)
【出願日】平成18年12月28日(2006.12.28)
【出願人】(000002325)セイコーインスツル株式会社 (3,629)
【Fターム(参考)】
【公開日】平成20年7月17日(2008.7.17)
【国際特許分類】
【出願日】平成18年12月28日(2006.12.28)
【出願人】(000002325)セイコーインスツル株式会社 (3,629)
【Fターム(参考)】
[ Back to top ]