
薄型偏光膜、薄型偏光膜を有する光学積層体、および薄型偏光膜の製造方法

【課題】環境負荷が小さく、かつ、優れた光学特性を有する薄型偏光膜を提供すること。
【解決手段】本発明の薄型偏光膜は、熱可塑性樹脂基材11上にポリビニルアルコール系樹脂層12を形成して製造され、厚みが10μm以下であり、単体透過率が42.0%以上であり、偏光度が99.95%以上であり、かつ、イオンクロマト法により測定されるヨウ素含有量が17.6g/(400mm×700mm□)以下である。
【解決手段】本発明の薄型偏光膜は、熱可塑性樹脂基材11上にポリビニルアルコール系樹脂層12を形成して製造され、厚みが10μm以下であり、単体透過率が42.0%以上であり、偏光度が99.95%以上であり、かつ、イオンクロマト法により測定されるヨウ素含有量が17.6g/(400mm×700mm□)以下である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、薄型偏光膜、薄型偏光膜を有する光学積層体、および薄型偏光膜の製造方法に関する。
【背景技術】
【0002】
代表的な画像表示装置である液晶表示装置は、その画像形成方式に起因して、液晶セルの両側に偏光膜を有する光学積層体が配置されている。光学積層体は、代表的には、ポリビニルアルコール(PVA)系フィルムに二色性物質を吸着させて一軸延伸した偏光膜と、当該偏光膜の両側に配置された保護フィルムとを有する。PVA系フィルムを一軸延伸した偏光膜の厚みは、代表的には数十μmである。
【0003】
ところで、近年の世界的な環境意識の高まりに伴って、あらゆる分野で、環境負荷の小さい工業製品が要望されている。例えば、欧州連合においては、人体の健康および環境保護のために、工業製品に含まれる化学物質の人体および地球環境に対する影響についての調査・申請・登録(REACH)が義務付けられるようになり、偏光膜に含まれるホウ酸がその対象候補物質となっている。さらに、ホウ酸は難燃機能を有するので、偏光膜中のホウ酸含有量が多いと、産業廃棄物となった偏光膜を有する光学積層体の焼却処理の際、焼却効率が低くなり、結果として環境負荷が大きい。焼却の際に発生する熱エネルギーを回収するサーマルリサイクルにおいても、偏光膜中のホウ酸含有量が多いとリサイクル効率が低くなる。また、偏光膜に吸着される二色性物質として多くの場合ヨウ素が用いられるが、偏光膜中のヨウ素含有量が多いと、焼却処理の際に薄紫色のガスが焼却炉の煙突から排出されるので、周辺住民の不安を煽ることとなる。
【0004】
上記のような問題を解決する手段として、偏光膜の厚みを薄くすれば、偏光膜中のホウ酸含有量およびヨウ素含有量は必然的に低くなる。薄い偏光膜を安定的に製造する方法として、熱可塑性樹脂基材とPVA系樹脂層との積層体を空中延伸し、次に染色液に浸漬して薄型偏光膜を得る方法が提案されている(特許文献1〜3参照)。しかし、このような方法では、得られる薄型偏光膜の光学特性(例えば、偏光度および単体透過率)が不十分であるという問題がある。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2001−343521号公報
【特許文献2】特許第4279944号公報
【特許文献3】特開昭51−069644号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は上記従来の課題を解決するためになされたものであり、その主たる目的は、環境負荷が小さく、かつ、優れた光学特性を有する薄型偏光膜を提供することにある。
【課題を解決するための手段】
【0007】
本発明の薄型偏光膜は、熱可塑性樹脂基材上にPVA系樹脂層を形成して製造され、厚みが10μm以下であり、単体透過率が42.0%以上であり、偏光度が99.95%以上であり、かつ、イオンクロマト法により測定されるヨウ素含有量が17.6g/(400mm×700mm□)以下である。
好ましい実施形態においては、ホウ酸含有量が1.5g/(400mm×700mm□)以下である。
本発明の別の局面によれば、上記薄型偏光膜の製造方法が提供される。この薄型偏光膜の製造方法は、熱可塑性樹脂基材上にPVA系樹脂層を形成して積層体を作製する工程と、該PVA系樹脂層をヨウ素で染色する工程と、該積層体をホウ酸水溶液中で水中延伸する工程とを含む。
好ましい実施形態においては、上記積層体の最大延伸倍率が5.0倍以上である。
好ましい実施形態においては、上記染色工程および上記ホウ酸水中延伸の前に、前記積層体を95℃以上で空中延伸する工程を含む。
【発明の効果】
【0008】
本発明によれば、ホウ酸水溶液を用いた水中延伸(ホウ酸水中延伸)を行うことにより、PVA系樹脂層が形成された積層体を高倍率に、かつ、良好に延伸することができる。その結果、光学特性に極めて優れた薄型偏光膜を作製することができる。また、得られる薄型偏光膜は、ヨウ素およびホウ酸含有量が極めて低く、環境負荷を良好に抑制することができる。
【図面の簡単な説明】
【0009】
【図1】本発明の好ましい実施形態による積層体の概略断面図である。
【図2】本発明の薄型偏光膜の製造方法の一例を示す概略図である。
【図3】本発明の好ましい実施形態による光学フィルム積層体の概略断面図である。
【図4】本発明の別の好ましい実施形態による光学機能フィルム積層体の概略断面図である。
【発明を実施するための形態】
【0010】
以下、本発明の好ましい実施形態について説明するが、本発明はこれらの実施形態には限定されない。
A.製造方法
本発明の薄型偏光膜の製造方法は、熱可塑性樹脂基材上にPVA系樹脂層を形成して積層体を作製する工程(工程A)と、PVA系樹脂層をヨウ素で染色する工程(工程B)と、積層体をホウ酸水溶液中で水中延伸する工程(工程C)とを含む。以下、各々の工程について説明する。
【0011】
A−1.工程A
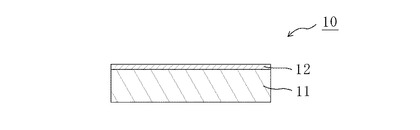
図1は、本発明の好ましい実施形態による積層体の概略断面図である。積層体10は、熱可塑性樹脂基材11とPVA系樹脂層12とを有し、熱可塑性樹脂基材11上にPVA系樹脂層12を形成することにより作製される。PVA系樹脂層12の形成方法は、任意の適切な方法を採用し得る。好ましくは、熱可塑性樹脂基材11上に、PVA系樹脂を含む塗布液を塗布し、乾燥することにより、PVA系樹脂層12を形成する。
【0012】
上記熱可塑性樹脂基材の構成材料は、任意の適切な材料を採用し得る。1つの実施形態においては、熱可塑性樹脂基材の構成材料としては、非晶質の(結晶化していない)ポリエチレンテレフタレート系樹脂が好ましく用いられる。中でも、非晶性の(結晶化しにくい)ポリエチレンテレフタレート系樹脂が特に好ましく用いられる。非晶性のポリエチレンテレフタレート系樹脂の具体例としては、ジカルボン酸としてイソフタル酸をさらに含む共重合体や、グリコールとしてシクロヘキサンジメタノールをさらに含む共重合体が挙げられる。
【0013】
上記熱可塑性樹脂基材は、後述する工程Cにおいて水を吸収し、水が可塑剤的な働きをして可塑化し得る。その結果、延伸応力を大幅に低下させることができ、高倍率に延伸することが可能となり、空中延伸時よりも熱可塑性樹脂基材の延伸性が優れ得る。その結果、優れた光学特性(例えば、偏光度)を有する薄型偏光膜を作製することができる。熱可塑性樹脂基材は、好ましくは、その吸水率が0.2%以上、さらに好ましくは0.3%以上である。一方、熱可塑性樹脂基材の吸水率は、好ましくは3.0%以下、さらに好ましくは1.0%以下である。このような熱可塑性樹脂基材を用いることにより、製造時に熱可塑性樹脂基材の寸法安定性が著しく低下して、得られる薄型偏光膜の外観が悪化するなどの不具合を防止することができる。また、水中延伸時に基材が破断したり、熱可塑性樹脂基材からPVA系樹脂層が剥離したりするのを防止することができる。なお、吸水率は、JIS K 7209に準じて求められる値である。
【0014】
熱可塑性樹脂基材のガラス転移温度(Tg)は、好ましくは170℃以下である。このような熱可塑性樹脂基材を用いることにより、PVA系樹脂層の結晶化を抑制しながら、積層体の延伸性を十分に確保することができる。さらに、水による熱可塑性樹脂基材の可塑化と、水中延伸を良好に行うことを考慮すると、120℃以下であることがより好ましい。1つの実施形態においては、熱可塑性樹脂基材のガラス転移温度は、好ましくは60℃以上である。このような熱可塑性樹脂基材を用いることにより、上記PVA系樹脂を含む塗布液を塗布・乾燥する際に、熱可塑性樹脂基材が変形(例えば、凹凸やタルミ、シワ等の発生)するなどの不具合を防止して、良好に積層体を作製することができる。また、PVA系樹脂層の延伸を、好適な温度(例えば、60℃程度)にて良好に行うことができる。熱可塑性樹脂基材のガラス転移温度は、例えば、構成材料に変性基を導入する、結晶化材料を用いて加熱することにより調整することができる。なお、ガラス転移温度(Tg)は、JIS K 7121に準じて求められる値である。
【0015】
別の実施形態においては、PVA系樹脂を含む塗布液を塗布・乾燥する際に、熱可塑性樹脂基材が変形しなければ、60℃より低いガラス転移温度であってもよい。この場合、熱可塑性樹脂基材の構成材料としては、例えば、ポリプロピレン、ポリメチルペンテン等のオレフィン系樹脂が挙げられる。
【0016】
熱可塑性樹脂基材の延伸前の厚みは、好ましくは20μm〜300μm、より好ましくは50μm〜200μmである。20μm未満であると、PVA系樹脂層の形成が困難になるおそれがある。300μmを超えると、例えば、工程Bにおいて、熱可塑性樹脂基材が水を吸収するのに長時間を要するとともに、延伸に過大な負荷を要するおそれがある。
【0017】
上記PVA系樹脂は、任意の適切な樹脂を採用し得る。例えば、ポリビニルアルコール、エチレン−ビニルアルコール共重合体が挙げられる。ポリビニルアルコールは、ポリ酢酸ビニルをケン化することにより得られる。エチレン−ビニルアルコール共重合体は、エチレン−酢酸ビニル共重合体をケン化することにより得られる。PVA系樹脂のケン化度は、通常85モル%〜100モル%であり、好ましくは95.0モル%〜99.95モル%、さらに好ましくは99.0モル%〜99.93モル%である。ケン化度は、JIS K 6726−1994に準じて求めることができる。このようなケン化度のPVA系樹脂を用いることによって、耐久性に優れた薄型偏光膜が得られ得る。ケン化度が高すぎる場合には、ゲル化してしまうおそれがある。
【0018】
PVA系樹脂の平均重合度は、目的に応じて適切に選択し得る。平均重合度は、通常1000〜10000であり、好ましくは1200〜4500、さらに好ましくは1500〜4300である。なお、平均重合度は、JIS K 6726−1994に準じて求めることができる。
【0019】
上記塗布液は、代表的には、上記PVA系樹脂を溶媒に溶解させた溶液である。溶媒としては、例えば、水、ジメチルスルホキシド、ジメチルホルムアミド、ジメチルアセトアミドN−メチルピロリドン、各種グリコール類、トリメチロールプロパン等の多価アルコール類、エチレンジアミン、ジエチレントリアミン等のアミン類が挙げられる。これらは単独で、または、二種以上組み合わせて用いることができる。これらの中でも、好ましくは、水である。溶液のPVA系樹脂濃度は、溶媒100重量部に対して、好ましくは3重量部〜20重量部である。このような樹脂濃度であれば、熱可塑性樹脂基材に密着した均一な塗布膜を形成することができる。
【0020】
塗布液に、添加剤を配合してもよい。添加剤としては、例えば、可塑剤、界面活性剤等が挙げられる。可塑剤としては、例えば、エチレングリコールやグリセリン等の多価アルコールが挙げられる。界面活性剤としては、例えば、非イオン界面活性剤が挙げられる。これらは、得られるPVA系樹脂層の均一性や染色性、延伸性をより一層向上させる目的で使用され得る。
【0021】
塗布液の塗布方法としては、任意の適切な方法を採用することができる。例えば、ロールコート法、スピンコート法、ワイヤーバーコート法、ディップコート法、ダイコート法、カーテンコート法、スプレコート法、ナイフコート法(コンマコート法等)等が挙げられる。
【0022】
上記塗布液の塗布・乾燥温度は、好ましくは50℃以上である。
【0023】
PVA系樹脂層の延伸前の厚みは、好ましくは20μm以下である。一方、延伸前の厚みは、好ましくは2μm以上、より好ましくは4μm以上である。厚みが薄すぎると得られる薄型偏光膜の光学特性が低下するおそれがある。
【0024】
PVA系樹脂層を形成する前に、熱可塑性樹脂基材に表面処理(例えば、コロナ処理等)を施してもよいし、熱可塑性樹脂基材上に易接着層を形成してもよい。このような処理を行うことにより、熱可塑性樹脂基材とPVA系樹脂層との密着性を向上させることができる。
【0025】
A−2.工程B
上記工程Bでは、PVA系樹脂層をヨウ素で染色する。具体的には、PVA系樹脂層にヨウ素を吸着させることにより行う。当該吸着方法としては、例えば、ヨウ素を含む染色液にPVA系樹脂層(積層体)を浸漬させる方法、PVA系樹脂層に当該染色液を塗工する方法、当該染色液をPVA系樹脂層に噴霧する方法等が挙げられる。好ましくは、染色液に積層体を浸漬させる方法である。ヨウ素が良好に吸着し得るからである。
【0026】
上記染色液は、好ましくは、ヨウ素水溶液である。ヨウ素の配合量は、水100重量部に対して、好ましくは0.1重量部〜0.5重量部である。ヨウ素の水に対する溶解度を高めるため、ヨウ素水溶液にヨウ化物を配合することが好ましい。ヨウ化物としては、例えば、ヨウ化カリウム、ヨウ化リチウム、ヨウ化ナトリウム、ヨウ化亜鉛、ヨウ化アルミニウム、ヨウ化鉛、ヨウ化銅、ヨウ化バリウム、ヨウ化カルシウム、ヨウ化錫、ヨウ化チタン等が挙げられる。これらの中でも、好ましくは、ヨウ化カリウムである。ヨウ化物の配合量は、水100重量部に対して、好ましくは0.02重量部〜20重量部、より好ましくは0.1重量部〜10重量部である。染色液の染色時の液温は、PVA系樹脂の溶解を抑制するため、好ましくは20℃〜50℃である。染色液にPVA系樹脂層を浸漬させる場合、浸漬時間は、PVA系樹脂層の透過率を確保するため、好ましくは5秒〜5分である。また、染色条件(濃度、液温、浸漬時間)は、最終的に得られる偏光膜の偏光度もしくは単体透過率が所定の範囲となるように、設定することができる。1つの実施形態においては、得られる偏光膜の偏光度が99.98%以上となるように、浸漬時間を設定する。別の実施形態においては、得られる偏光膜の単体透過率が40%〜44%となるように、浸漬時間を設定する。
【0027】
好ましくは、工程Bは、後述の工程Cの前に行う。
【0028】
A−3.工程C
上記工程Cでは、上記積層体を水中延伸(ホウ酸水中延伸)する。水中延伸によれば、上記熱可塑性樹脂基材やPVA系樹脂層のガラス転移温度(代表的には、80℃程度)よりも低い温度で延伸し得、PVA系樹脂層を、その結晶化を抑えながら、高倍率に延伸することができる。その結果、優れた光学特性(例えば、偏光度)を有する薄型偏光膜を作製することができる。
【0029】
積層体の延伸方法は、任意の適切な方法を採用することができる。具体的には、固定端延伸でもよいし、自由端延伸(例えば、周速の異なるロール間に積層体を通して一軸延伸する方法)でもよい。積層体の延伸は、一段階で行ってもよいし、多段階で行ってもよい。多段階で行う場合、後述の延伸倍率は、各段階の延伸倍率の積である。
【0030】
水中延伸は、好ましくは、ホウ酸水溶液中に積層体を浸漬させて行う(ホウ酸水中延伸)。延伸浴としてホウ酸水溶液を用いることで、PVA系樹脂層に、延伸時にかかる張力に耐える剛性と、水に溶解しない耐水性とを付与することができる。具体的には、ホウ酸は、水溶液中でテトラヒドロキシホウ酸アニオンを生成してPVA系樹脂と水素結合により架橋し得る。その結果、PVA系樹脂層に剛性と耐水性とを付与して、良好に延伸することができ、優れた光学特性(例えば、偏光度)を有する薄型偏光膜を作製することができる。
【0031】
上記ホウ酸水溶液は、好ましくは、溶媒である水にホウ酸および/またはホウ酸塩を溶解させることにより得られる。ホウ酸濃度は、水100重量部に対して、好ましくは1重量部〜10重量部である。ホウ酸濃度を1重量部以上とすることにより、PVA系樹脂層の溶解を効果的に抑制することができ、より高特性の薄型偏光膜を作製することができる。なお、ホウ酸またはホウ酸塩以外に、ホウ砂等のホウ素化合物、グリオキザール、グルタルアルデヒド等を溶媒に溶解して得られた水溶液も用いることができる。
【0032】
上記染色工程(工程B)により、予め、PVA系樹脂層にヨウ素が吸着されている場合、好ましくは、上記延伸浴(ホウ酸水溶液)にヨウ化物を配合する。ヨウ化物を配合することにより、PVA系樹脂層に吸着させたヨウ素の溶出を抑制することができる。ヨウ化物の具体例は、上述のとおりである。ヨウ化物の濃度は、水100重量部に対して、好ましくは0.05重量部〜15重量部、より好ましくは0.5重量部〜8重量部である。
【0033】
工程Cにおける延伸温度(延伸浴の液温)は、好ましくは40℃〜85℃、より好ましくは50℃〜85℃である。このような温度であれば、PVA系樹脂層の溶解を抑制しながら高倍率に延伸することができる。上述のように、1つの実施形態においては、熱可塑性樹脂基材のガラス転移温度(Tg)は、PVA系樹脂層の形成との関係で、好ましくは60℃以上である。この場合、延伸温度が40℃を下回ると、水による熱可塑性樹脂基材の可塑化を考慮しても、良好に延伸できないおそれがある。一方、延伸浴の温度が高温になるほど、PVA系樹脂層の溶解性が高くなって、優れた光学特性が得られないおそれがある。積層体の延伸浴への浸漬時間は、好ましくは15秒〜5分である。
【0034】
水中延伸(ホウ酸水中延伸)を採用することにより、高倍率に延伸することができ、優れた光学特性(例えば、偏光度)を有する薄型偏光膜を作製することができる。具体的には、最大延伸倍率は、積層体の元長に対して、好ましくは5.0倍以上である。本明細書において「最大延伸倍率」とは、積層体が破断する直前の延伸倍率をいい、別途、積層体が破断する延伸倍率を確認し、その値よりも0.2低い値をいう。
【0035】
A−4.その他の工程
本発明の薄型偏光膜の製造方法は、上記工程A、工程Bおよび工程C以外に、その他の工程を含み得る。その他の工程としては、例えば、不溶化工程、架橋工程、上記工程Cとは別の延伸工程、洗浄工程、乾燥(水分率の調節)工程等が挙げられる。その他の工程は、任意の適切なタイミングで行い得る。
【0036】
上記不溶化工程は、代表的には、ホウ酸水溶液にPVA系樹脂層を浸漬させることにより行う。不溶化処理を施すことにより、PVA系樹脂層に耐水性を付与することができる。当該ホウ酸水溶液の濃度は、水100重量部に対して、好ましくは1重量部〜4重量部である。不溶化浴(ホウ酸水溶液)の液温は、好ましくは20℃〜50℃である。好ましくは、不溶化工程は、積層体作製後、工程Bや工程Cの前に行う。
【0037】
上記架橋工程は、代表的には、ホウ酸水溶液にPVA系樹脂層を浸漬させることにより行う。架橋処理を施すことにより、PVA系樹脂層に耐水性を付与することができる。当該ホウ酸水溶液の濃度は、水100重量部に対して、好ましくは1重量部〜4重量部である。また、上記染色工程後に架橋工程を行う場合、さらに、ヨウ化物を配合することが好ましい。ヨウ化物を配合することにより、PVA系樹脂層に吸着させたヨウ素の溶出を抑制することができる。ヨウ化物の配合量は、水100重量部に対して、好ましくは1重量部〜5重量部である。ヨウ化物の具体例は、上述のとおりである。架橋浴(ホウ酸水溶液)の液温は、好ましくは20℃〜50℃である。好ましくは、架橋工程は上記工程Cの前に行う。好ましい実施形態においては、工程B、架橋工程および工程Cをこの順で行う。
【0038】
上記工程Cとは別の延伸工程としては、例えば、上記積層体を高温(例えば、95℃以上)で空中延伸する工程が挙げられる。このような空中延伸工程は、好ましくは、ホウ酸水中延伸(工程C)および染色工程の前に行う。このような空中延伸工程は、ホウ酸水中延伸に対する予備的または補助的な延伸として位置付けることができるため、以下「空中補助延伸」という。
【0039】
空中補助延伸を組み合わせることで、積層体をより高倍率に延伸することができる場合がある。その結果、より優れた光学特性(例えば、偏光度)を有する薄型偏光膜を作製することができる。例えば、上記熱可塑性樹脂基材としてポリエチレンテレフタレート系樹脂を用いた場合、ホウ酸水中延伸のみで延伸するよりも、空中補助延伸とホウ酸水中延伸とを組み合せる方が、熱可塑性樹脂基材の配向を抑制しながら延伸することができる。当該熱可塑性樹脂基材は、その配向性が向上するにつれて延伸張力が大きくなり、安定的な延伸が困難となったり、熱可塑性樹脂基材が破断したりする。そのため、熱可塑性樹脂基材の配向を抑制しながら延伸することで、積層体をより高倍率に延伸することができる。
【0040】
また、空中補助延伸を組み合わせることで、PVA系樹脂の配向性を向上させ、そのことにより、ホウ酸水中延伸後においてもPVA系樹脂の配向性を向上させ得る。具体的には、予め、空中補助延伸によりPVA系樹脂の配向性を向上させておくことで、ホウ酸水中延伸の際にPVA系樹脂がホウ酸と架橋し易くなり、ホウ酸が結節点となった状態で延伸されることで、ホウ酸水中延伸後もPVA系樹脂の配向性が高くなるものと推定される。その結果、優れた光学特性(例えば、偏光度)を有する薄型偏光膜を作製することができる。
【0041】
空中補助延伸の延伸方法は、上記工程Cと同様、固定端延伸でもよいし、自由端延伸(例えば、周速の異なるロール間に積層体を通して一軸延伸する方法)でもよい。また、延伸は、一段階で行ってもよいし、多段階で行ってもよい。多段階で行う場合、後述の延伸倍率は、各段階の延伸倍率の積である。本工程における延伸方向は、好ましくは、上記工程Cの延伸方向と略同一である。
【0042】
空中補助延伸における延伸倍率は、好ましくは3.5倍以下である。空中補助延伸の延伸温度は、PVA系樹脂のガラス転移温度以上であることが好ましい。延伸温度は、好ましくは95℃〜150℃である。なお、空中補助延伸と上記ホウ酸水中延伸とを組み合わせた場合の最大延伸倍率は、積層体の元長に対して、好ましくは5.0倍以上、より好ましくは5.5倍以上、さらに好ましくは6.0倍以上である。
【0043】
上記洗浄工程は、代表的には、ヨウ化カリウム水溶液にPVA系樹脂層を浸漬させることにより行う。上記乾燥工程における乾燥温度は、好ましくは30℃〜100℃である。
【0044】
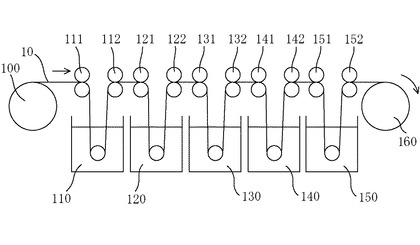
図2は、本発明の薄型偏光膜の製造方法の一例を示す概略図である。積層体10を、繰り出し部100から繰り出し、ロール111および112によってホウ酸水溶液の浴110中に浸漬させた後(不溶化工程)、ロール121および122によってヨウ素およびヨウ化カリウムの水溶液の浴120中に浸漬させる(工程B)。次いで、ロール131および132によってホウ酸およびヨウ化カリウムの水溶液の浴130中に浸漬させる(架橋工程)。その後、積層体10を、ホウ酸水溶液の浴140中に浸漬させながら、速比の異なるロール141および142で縦方向(長手方向)に張力を付与して延伸する(工程C)。延伸処理した積層体10を、ロール151および152によってヨウ化カリウム水溶液の浴150中に浸漬させ(洗浄工程)、乾燥工程に供する(図示せず)。その後、積層体を巻き取り部160にて巻き取る。
【0045】
B.薄型偏光膜
本発明の薄型偏光膜は、上記製造方法により得られる。本発明の薄型偏光膜は、実質的には、ヨウ素が吸着配向されたPVA系樹脂膜である。薄型偏光膜の厚みは、好ましくは10μm以下、より好ましくは7.5μm以下、さらに好ましくは5μm以下である。一方、薄型偏光膜の厚みは、好ましくは0.5μm以上、より好ましくは1.5μm以上である。厚みが薄すぎると得られる薄型偏光膜の光学特性が低下するおそれがある。薄型偏光膜は、好ましくは、波長380nm〜780nmのいずれかの波長で吸収二色性を示す。薄型偏光膜の単体透過率は、好ましくは40.0%以上、より好ましくは41.0%以上、さらに好ましくは42.0%以上である。薄型偏光膜の偏光度は、好ましくは99.8%以上、より好ましくは99.9%以上、さらに好ましくは99.95%以上である。
【0046】
本発明の薄型偏光膜のヨウ素含有量は、好ましくは3.3kcps以下、さらに好ましくは3.2kcps以下である。一方、薄型偏光膜の単位厚み当たりのヨウ素含有量は、好ましくは0.30kcps/μm以上である。上記ヨウ素含有量は、蛍光X線分析により蛍光X線スペクトル強度を測定して得られた値である。具体的には、得られたスペクトル強度と標準サンプルの強度から定量化を行うことができる。代表的には、質量吸収係数、蛍光収率、X線源のスペクトル分布などの物理定数を用いて、蛍光X線強度の理論式から理論X線強度を求め、理論X線強度と測定X線強度との対比を行って含有率を算出するファンダメンタルパラメーター法(FP法)が用いられる。
【0047】
薄型偏光膜のヨウ素含有量は、上記以外にも、例えば、滴定やイオンクロマト法により定量化することができる。例えば、薄型偏光膜を燃焼させて発生したガスを捕集した捕集液を、イオンクロマトグラフで測定することにより定量化することができる。この場合、薄型偏光膜のヨウ素含有量は、好ましくは17.6g/(400mm×700mm□)以下、さらに好ましくは15g/(400mm×700mm□)以下、さらに好ましくは13g/(400mm×700mm□)以下である。一方、薄型偏光膜のヨウ素含有量は、好ましくは2g/(400mm×700mm□)以上、より好ましくは4g/(400mm×700mm□)以上である。
【0048】
薄型偏光膜のホウ酸含有量は、好ましくは1.5g/(400mm×700mm□)以下である。当該ホウ酸含有量は、薄型偏光膜を溶解させて得られた溶液を、NaOH水溶液で中和滴定することにより測定した値である。なお、これ以外にも、例えば、FT−IR ATR法にてホウ酸起因の吸収ピークからホウ酸含有量を定量化することができる。
【0049】
本発明によれば、上述のように、優れた光学特性を達成しながら、このようにヨウ素、ホウ酸の含有量を極めて低くすることができ、環境負荷を良好に抑制することができる。
【0050】
上記薄型偏光膜の使用方法は、任意の適切な方法が採用され得る。具体的には、上記熱可塑性樹脂と一体となった状態で使用してもよいし、上記熱可塑性樹脂基材から他の部材に転写して使用してもよい。
【0051】
C.光学積層体
本発明の光学積層体は、上記薄型偏光膜を有する。図3(a)および(b)は、本発明の好ましい実施形態による光学フィルム積層体の概略断面図である。光学フィルム積層体100は、熱可塑性樹脂基材11’と薄型偏光膜12’と粘着剤層13とセパレータ14とをこの順で有する。光学フィルム積層体200は、熱可塑性樹脂基材11’と薄型偏光膜12’と接着剤層15と光学機能フィルム16と粘着剤層13とセパレータ14とをこの順で有する。本実施形態では、上記熱可塑性樹脂基材を、得られた薄型偏光膜12’から剥離せずに、そのまま光学部材として用いている。熱可塑性樹脂基材11’は、例えば、薄型偏光膜12’の保護フィルムとして機能し得る。
【0052】
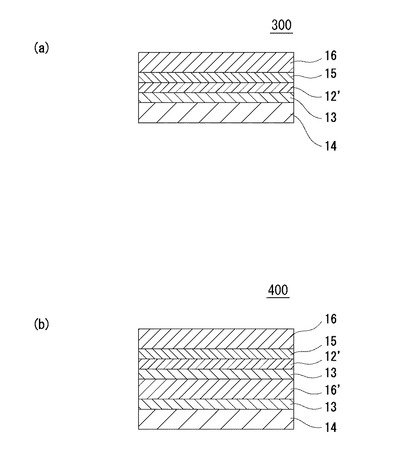
図4(a)および(b)は、本発明の別の好ましい実施形態による光学機能フィルム積層体の概略断面図である。光学機能フィルム積層体300は、セパレータ14と粘着剤層13と薄型偏光膜12’と接着剤層15と光学機能フィルム16とをこの順で有する。光学機能フィルム積層体400では、光学機能フィルム積層体300の構成に加え、第2の光学機能フィルム16’が薄型偏光膜12’とセパレータ14との間に粘着剤層13を介して設けられている。本実施形態では、上記熱可塑性樹脂基材は取り除かれている。
【0053】
本発明の光学積層体を構成する各層の積層には、図示例に限定されず、任意の適切な粘着剤層または接着剤層が用いられる。粘着剤層は、代表的にはアクリル系粘着剤で形成される。接着剤層としては、代表的にはビニルアルコール系接着剤で形成される。上記光学機能フィルムは、例えば、偏光膜保護フィルム、位相差フィルム等として機能し得る。
【実施例】
【0054】
以下、実施例によって本発明を具体的に説明するが、本発明はこれら実施例によって限定されるものではない。なお、各特性の測定方法は以下の通りである。
1.厚み
デジタルマイクロメーター(アンリツ社製、製品名「KC−351C」)を用いて測定した。
2.熱可塑性樹脂基材の吸水率
JIS K 7209に準じて測定した。
3.熱可塑性樹脂基材のガラス転移温度(Tg)
JIS K 7121に準じて測定した。
【0055】
[実施例1]
(工程A)
熱可塑性樹脂基材として、吸水率0.60%、ガラス転移温度(Tg)80℃の非晶質ポリエチレンテレフタレート(A−PET)フィルム(三菱樹脂社製、商品名「ノバクリア」、厚み:100μm)を用いた。
熱可塑性樹脂基材の片面に、重合度2600、ケン化度99.9%のポリビニルアルコール(PVA)樹脂(日本合成化学工業社製、商品名「ゴーセノール(登録商標)NH−26」)の水溶液を60℃で塗布および乾燥して、厚み7μmのPVA系樹脂層を形成した。このようにして積層体を作製した。
【0056】
得られた積層体を、液温30℃の不溶化浴(水100重量部に対して、ホウ酸を3重量部配合して得られたホウ酸水溶液)に30秒間浸漬させた(不溶化工程)。
次いで、液温30℃の染色浴(水100重量部に対して、ヨウ素を0.1重量部配合し、ヨウ化カリウムを0.7重量部配合して得られたヨウ素水溶液)に、最終的に得られる薄型偏光膜の単体透過率(Ts)が40〜44%となるように浸漬させた(工程B)。
次いで、液温30℃の架橋浴(水100重量部に対して、ヨウ化カリウムを3重量部配合し、ホウ酸を3重量部配合して得られたホウ酸水溶液)に60秒間浸漬させた(架橋工程)。
その後、積層体を、液温60℃のホウ酸水溶液(水100重量部に対して、ホウ酸を4重量部配合し、ヨウ化カリウムを5重量部配合して得られた水溶液)に浸漬させながら、周速の異なるロール間で縦方向(長手方向)に一軸延伸を行った(工程C)。ホウ酸水溶液への浸漬時間は120秒であり、積層体が破断する直前まで延伸し、最大延伸倍率は5.0倍であった。
その後、積層体を洗浄浴(水100重量部に対して、ヨウ化カリウムを3重量部配合して得られた水溶液)に浸漬させた後、60℃の温風で乾燥させた(洗浄・乾燥工程)。
このようにして、熱可塑性樹脂基材上に厚み3μmの薄型偏光膜が形成された光学フィルム積層体を得た。
【0057】
[実施例2]
熱可塑性樹脂基材として、Tg30℃のポリメチルペンテンフィルム(三井化学社製、商品名「TPX」、厚み:100μm)を用いたこと以外は、実施例1と同様にして薄型偏光膜を得た。
工程Cにおける最大延伸倍率は5.5倍であり、得られた薄型偏光膜の厚みは3μmであった。
【0058】
[実施例3]
積層体の作製に際し、PVA系樹脂層の厚みを10μmとなるように形成したこと以外は、実施例1と同様にして薄型偏光膜を得た。
工程Cにおける最大延伸倍率は5.0倍であり、得られた薄型偏光膜の厚みは5μmであった。
【0059】
[実施例4]
厚み10μmのPVA系樹脂層を形成したこと以外は実施例1と同様にして作製した積層体を、110℃のオーブン内で周速の異なるロール間で縦方向(長手方向)に2.0倍に一軸延伸した(空中補助延伸工程)。その後、実施例1と同様にして、不溶化工程、工程B、架橋工程、工程Cおよび洗浄・乾燥工程を行い、薄型偏光膜を得た。
工程Cにおいて、空中補助延伸を含む総延伸倍率(最大延伸倍率)は6.5倍であり、得られた薄型偏光膜の厚みは5μmであった。
【0060】
[実施例5]
厚み6μmのPVA系樹脂層を形成したこと以外は実施例1と同様にして作製した積層体を、110℃のオーブン内で周速の異なるロール間で縦方向(長手方向)に2.0倍に一軸延伸した(空中補助延伸工程)。その後、実施例1と同様にして、不溶化工程、工程B、架橋工程、工程Cおよび洗浄・乾燥工程を行い、薄型偏光膜を得た。
工程Cにおいて、空中補助延伸を含む総延伸倍率(最大延伸倍率)は6.5倍であり、得られた薄型偏光膜の厚みは2.5μmであった。
【0061】
(比較例1)
厚み75μmのPVA系樹脂を主成分とする高分子フィルム(クラレ(株)製、商品名「VF−PS#7500」)を下記[1]〜[5]の5浴に順次、フィルム長手方向に張力を付与しながら浸漬し、最終的な延伸倍率がフィルム元長に対して、6.2倍となるように延伸した。この延伸フィルムを40℃の空気循環式乾燥オーブン内で1分間乾燥させて、厚み30μmの偏光膜を作製した。
<条件>
[1]膨潤浴:30℃の純水
[2]染色浴:水100重量部に対し、0.032重量部のヨウ素と、0.2重量部のヨウ化カリウムとを含む、30℃の水溶液
[3]第1の架橋浴:3重量%のヨウ化カリウムと、3重量%のホウ酸とを含む、40℃の水溶液
[4]第2の架橋浴:5重量%のヨウ化カリウムと、4重量%のホウ酸とを含む、60℃の水溶液
[5]洗浄浴:3重量%のヨウ化カリウムを含む、25℃の水溶液
【0062】
(比較例2)
厚み60μmのPVA系樹脂を主成分とする高分子フィルムを用いた以外は比較例1と同様に偏光膜を作製した。得られた偏光膜の厚みは22μmであった。
【0063】
(比較例3)
厚み40μmのPVA系樹脂を主成分とする高分子フィルムを用いた以外は比較例1と同様に偏光膜を作製した。得られた偏光膜の厚みは17μmであった。
【0064】
(比較例4)
実施例1と同様にして作製した積層体を、積層体が破断する直前まで110℃のオーブン内で空中延伸(縦一軸延伸)した。このときの最大延伸倍率は4.0倍であった。
その後、実施例1と同様に、染色工程、架橋工程および洗浄・乾燥工程をこの順で行い薄型偏光膜を得た。得られた薄型偏光膜の厚みは4μmであった。
【0065】
(比較例5)
実施例1と同様にして作製した積層体を用いて実施例1と同様に染色工程を行った後、60℃の温風で乾燥させた。
その後、積層体が破断する直前まで90℃のオーブン内で空中延伸(縦一軸延伸)した。このときの最大延伸倍率は4.5倍であり、得られた薄型偏光膜の厚みは4μmであった。
【0066】
得られた偏光膜の偏光度を測定した。偏光度の測定方法は以下のとおりである。測定結果を表1に示す。
(偏光度の測定方法)
紫外可視分光光度計(日本分光社製、製品名「V7100」)を用いて、偏光膜の単体透過率(Ts)、平行透過率(Tp)および直交透過率(Tc)を測定し、偏光度(P)を次式により求めた。
偏光度(P)(%)={(Tp−Tc)/(Tp+Tc)}1/2×100
なお、上記Ts、TpおよびTcは、JIS Z 8701の2度視野(C光源)により測定し、視感度補正を行ったY値である。
【0067】
得られた偏光膜のヨウ素およびヨウ素化合物の含有量を、蛍光X線スペクトルの強度を測定することにより定量化した。測定条件は以下の通りである。測定結果を表1に示す。
・分析装置:理学電機工業社製 蛍光X線分析装置(XRF)、製品名「ZSX100e」
・測定サンプル:直径10mmの円形サンプル
・対陰極:ロジウム
・分光結晶:フッ化リチウム
・励起光エネルギー:40kV−90mA
・ヨウ素測定線:I−LA
・定量法:FP法
・2θ角ピーク:103.078deg(ヨウ素)、136.847deg(カリウム)
・測定時間:40秒
【0068】
得られた偏光膜のヨウ素およびヨウ素化合物の含有量を、以下の手順で、イオンクロマトグラフにより測定した。
得られた偏光膜から、寸法400mm×700mmの試験片を切り出し、試験片の重量を測定した。その後、自動試料燃焼装置(三菱化学アナリテック社製、製品名:AQF−100)にて、試験片を燃焼させ、発生したガスを10mlの吸収液に捕集した。得られた捕集液を15mlに定容し、純水で100倍に希釈した後、この希釈液をイオンクロマトグラフに注入し測定を行った。測定条件は以下の通りである。測定結果を表1に示す。
・分析装置:DIONEX社製、製品名「DX−320」
・分離カラム:Ion Pac AS11
・ガードカラム:Ion Pac AS11
・除去システム:ASRS−300
・検出器:電気伝導度検出器
・溶離液:KOH水溶液
・溶離液流量:1.2ml/min
・試料注入量:250μl
【0069】
得られた偏光膜のホウ酸含有量を、以下の手順で測定した。
得られた偏光膜から、寸法400mm×700mmの試験片を切り出した。切り出した試験片の重量を測定した後、1Lの温水に試験片を全て溶解させた。この溶液から適量を搾取し、1mol/LのNaOH水溶液を用いて中和滴定することにより、ホウ酸濃度(重量%)測定した。
得られたホウ酸濃度(重量%)に試験片の重量を掛け合わせてホウ酸含有量(g/(400mm×700mm□))を算出した。結果を表1に示す。
【0070】
【表1】

【0071】
実施例1から5の薄型偏光膜は、ヨウ素およびホウ酸の含有量が極めて小さく、かつ、光学特性にも極めて優れていた。
【産業上の利用可能性】
【0072】
本発明の薄型偏光膜は、従来の薄型偏光膜よりも高い偏光性能を有する。よって、本発明によれば、薄型偏光膜を、液晶テレビ、液晶ディスプレイ、携帯電話、デジタルカメラ、ビデオカメラ、携帯ゲーム機、カーナビゲーション、コピー機、プリンター、ファックス、時計、電子レンジ等の液晶パネルに適用させることが可能となった。
【符号の説明】
【0073】
10 積層体
11 熱可塑性樹脂基材
12 PVA系樹脂層
【技術分野】
【0001】
本発明は、薄型偏光膜、薄型偏光膜を有する光学積層体、および薄型偏光膜の製造方法に関する。
【背景技術】
【0002】
代表的な画像表示装置である液晶表示装置は、その画像形成方式に起因して、液晶セルの両側に偏光膜を有する光学積層体が配置されている。光学積層体は、代表的には、ポリビニルアルコール(PVA)系フィルムに二色性物質を吸着させて一軸延伸した偏光膜と、当該偏光膜の両側に配置された保護フィルムとを有する。PVA系フィルムを一軸延伸した偏光膜の厚みは、代表的には数十μmである。
【0003】
ところで、近年の世界的な環境意識の高まりに伴って、あらゆる分野で、環境負荷の小さい工業製品が要望されている。例えば、欧州連合においては、人体の健康および環境保護のために、工業製品に含まれる化学物質の人体および地球環境に対する影響についての調査・申請・登録(REACH)が義務付けられるようになり、偏光膜に含まれるホウ酸がその対象候補物質となっている。さらに、ホウ酸は難燃機能を有するので、偏光膜中のホウ酸含有量が多いと、産業廃棄物となった偏光膜を有する光学積層体の焼却処理の際、焼却効率が低くなり、結果として環境負荷が大きい。焼却の際に発生する熱エネルギーを回収するサーマルリサイクルにおいても、偏光膜中のホウ酸含有量が多いとリサイクル効率が低くなる。また、偏光膜に吸着される二色性物質として多くの場合ヨウ素が用いられるが、偏光膜中のヨウ素含有量が多いと、焼却処理の際に薄紫色のガスが焼却炉の煙突から排出されるので、周辺住民の不安を煽ることとなる。
【0004】
上記のような問題を解決する手段として、偏光膜の厚みを薄くすれば、偏光膜中のホウ酸含有量およびヨウ素含有量は必然的に低くなる。薄い偏光膜を安定的に製造する方法として、熱可塑性樹脂基材とPVA系樹脂層との積層体を空中延伸し、次に染色液に浸漬して薄型偏光膜を得る方法が提案されている(特許文献1〜3参照)。しかし、このような方法では、得られる薄型偏光膜の光学特性(例えば、偏光度および単体透過率)が不十分であるという問題がある。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2001−343521号公報
【特許文献2】特許第4279944号公報
【特許文献3】特開昭51−069644号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は上記従来の課題を解決するためになされたものであり、その主たる目的は、環境負荷が小さく、かつ、優れた光学特性を有する薄型偏光膜を提供することにある。
【課題を解決するための手段】
【0007】
本発明の薄型偏光膜は、熱可塑性樹脂基材上にPVA系樹脂層を形成して製造され、厚みが10μm以下であり、単体透過率が42.0%以上であり、偏光度が99.95%以上であり、かつ、イオンクロマト法により測定されるヨウ素含有量が17.6g/(400mm×700mm□)以下である。
好ましい実施形態においては、ホウ酸含有量が1.5g/(400mm×700mm□)以下である。
本発明の別の局面によれば、上記薄型偏光膜の製造方法が提供される。この薄型偏光膜の製造方法は、熱可塑性樹脂基材上にPVA系樹脂層を形成して積層体を作製する工程と、該PVA系樹脂層をヨウ素で染色する工程と、該積層体をホウ酸水溶液中で水中延伸する工程とを含む。
好ましい実施形態においては、上記積層体の最大延伸倍率が5.0倍以上である。
好ましい実施形態においては、上記染色工程および上記ホウ酸水中延伸の前に、前記積層体を95℃以上で空中延伸する工程を含む。
【発明の効果】
【0008】
本発明によれば、ホウ酸水溶液を用いた水中延伸(ホウ酸水中延伸)を行うことにより、PVA系樹脂層が形成された積層体を高倍率に、かつ、良好に延伸することができる。その結果、光学特性に極めて優れた薄型偏光膜を作製することができる。また、得られる薄型偏光膜は、ヨウ素およびホウ酸含有量が極めて低く、環境負荷を良好に抑制することができる。
【図面の簡単な説明】
【0009】
【図1】本発明の好ましい実施形態による積層体の概略断面図である。
【図2】本発明の薄型偏光膜の製造方法の一例を示す概略図である。
【図3】本発明の好ましい実施形態による光学フィルム積層体の概略断面図である。
【図4】本発明の別の好ましい実施形態による光学機能フィルム積層体の概略断面図である。
【発明を実施するための形態】
【0010】
以下、本発明の好ましい実施形態について説明するが、本発明はこれらの実施形態には限定されない。
A.製造方法
本発明の薄型偏光膜の製造方法は、熱可塑性樹脂基材上にPVA系樹脂層を形成して積層体を作製する工程(工程A)と、PVA系樹脂層をヨウ素で染色する工程(工程B)と、積層体をホウ酸水溶液中で水中延伸する工程(工程C)とを含む。以下、各々の工程について説明する。
【0011】
A−1.工程A
図1は、本発明の好ましい実施形態による積層体の概略断面図である。積層体10は、熱可塑性樹脂基材11とPVA系樹脂層12とを有し、熱可塑性樹脂基材11上にPVA系樹脂層12を形成することにより作製される。PVA系樹脂層12の形成方法は、任意の適切な方法を採用し得る。好ましくは、熱可塑性樹脂基材11上に、PVA系樹脂を含む塗布液を塗布し、乾燥することにより、PVA系樹脂層12を形成する。
【0012】
上記熱可塑性樹脂基材の構成材料は、任意の適切な材料を採用し得る。1つの実施形態においては、熱可塑性樹脂基材の構成材料としては、非晶質の(結晶化していない)ポリエチレンテレフタレート系樹脂が好ましく用いられる。中でも、非晶性の(結晶化しにくい)ポリエチレンテレフタレート系樹脂が特に好ましく用いられる。非晶性のポリエチレンテレフタレート系樹脂の具体例としては、ジカルボン酸としてイソフタル酸をさらに含む共重合体や、グリコールとしてシクロヘキサンジメタノールをさらに含む共重合体が挙げられる。
【0013】
上記熱可塑性樹脂基材は、後述する工程Cにおいて水を吸収し、水が可塑剤的な働きをして可塑化し得る。その結果、延伸応力を大幅に低下させることができ、高倍率に延伸することが可能となり、空中延伸時よりも熱可塑性樹脂基材の延伸性が優れ得る。その結果、優れた光学特性(例えば、偏光度)を有する薄型偏光膜を作製することができる。熱可塑性樹脂基材は、好ましくは、その吸水率が0.2%以上、さらに好ましくは0.3%以上である。一方、熱可塑性樹脂基材の吸水率は、好ましくは3.0%以下、さらに好ましくは1.0%以下である。このような熱可塑性樹脂基材を用いることにより、製造時に熱可塑性樹脂基材の寸法安定性が著しく低下して、得られる薄型偏光膜の外観が悪化するなどの不具合を防止することができる。また、水中延伸時に基材が破断したり、熱可塑性樹脂基材からPVA系樹脂層が剥離したりするのを防止することができる。なお、吸水率は、JIS K 7209に準じて求められる値である。
【0014】
熱可塑性樹脂基材のガラス転移温度(Tg)は、好ましくは170℃以下である。このような熱可塑性樹脂基材を用いることにより、PVA系樹脂層の結晶化を抑制しながら、積層体の延伸性を十分に確保することができる。さらに、水による熱可塑性樹脂基材の可塑化と、水中延伸を良好に行うことを考慮すると、120℃以下であることがより好ましい。1つの実施形態においては、熱可塑性樹脂基材のガラス転移温度は、好ましくは60℃以上である。このような熱可塑性樹脂基材を用いることにより、上記PVA系樹脂を含む塗布液を塗布・乾燥する際に、熱可塑性樹脂基材が変形(例えば、凹凸やタルミ、シワ等の発生)するなどの不具合を防止して、良好に積層体を作製することができる。また、PVA系樹脂層の延伸を、好適な温度(例えば、60℃程度)にて良好に行うことができる。熱可塑性樹脂基材のガラス転移温度は、例えば、構成材料に変性基を導入する、結晶化材料を用いて加熱することにより調整することができる。なお、ガラス転移温度(Tg)は、JIS K 7121に準じて求められる値である。
【0015】
別の実施形態においては、PVA系樹脂を含む塗布液を塗布・乾燥する際に、熱可塑性樹脂基材が変形しなければ、60℃より低いガラス転移温度であってもよい。この場合、熱可塑性樹脂基材の構成材料としては、例えば、ポリプロピレン、ポリメチルペンテン等のオレフィン系樹脂が挙げられる。
【0016】
熱可塑性樹脂基材の延伸前の厚みは、好ましくは20μm〜300μm、より好ましくは50μm〜200μmである。20μm未満であると、PVA系樹脂層の形成が困難になるおそれがある。300μmを超えると、例えば、工程Bにおいて、熱可塑性樹脂基材が水を吸収するのに長時間を要するとともに、延伸に過大な負荷を要するおそれがある。
【0017】
上記PVA系樹脂は、任意の適切な樹脂を採用し得る。例えば、ポリビニルアルコール、エチレン−ビニルアルコール共重合体が挙げられる。ポリビニルアルコールは、ポリ酢酸ビニルをケン化することにより得られる。エチレン−ビニルアルコール共重合体は、エチレン−酢酸ビニル共重合体をケン化することにより得られる。PVA系樹脂のケン化度は、通常85モル%〜100モル%であり、好ましくは95.0モル%〜99.95モル%、さらに好ましくは99.0モル%〜99.93モル%である。ケン化度は、JIS K 6726−1994に準じて求めることができる。このようなケン化度のPVA系樹脂を用いることによって、耐久性に優れた薄型偏光膜が得られ得る。ケン化度が高すぎる場合には、ゲル化してしまうおそれがある。
【0018】
PVA系樹脂の平均重合度は、目的に応じて適切に選択し得る。平均重合度は、通常1000〜10000であり、好ましくは1200〜4500、さらに好ましくは1500〜4300である。なお、平均重合度は、JIS K 6726−1994に準じて求めることができる。
【0019】
上記塗布液は、代表的には、上記PVA系樹脂を溶媒に溶解させた溶液である。溶媒としては、例えば、水、ジメチルスルホキシド、ジメチルホルムアミド、ジメチルアセトアミドN−メチルピロリドン、各種グリコール類、トリメチロールプロパン等の多価アルコール類、エチレンジアミン、ジエチレントリアミン等のアミン類が挙げられる。これらは単独で、または、二種以上組み合わせて用いることができる。これらの中でも、好ましくは、水である。溶液のPVA系樹脂濃度は、溶媒100重量部に対して、好ましくは3重量部〜20重量部である。このような樹脂濃度であれば、熱可塑性樹脂基材に密着した均一な塗布膜を形成することができる。
【0020】
塗布液に、添加剤を配合してもよい。添加剤としては、例えば、可塑剤、界面活性剤等が挙げられる。可塑剤としては、例えば、エチレングリコールやグリセリン等の多価アルコールが挙げられる。界面活性剤としては、例えば、非イオン界面活性剤が挙げられる。これらは、得られるPVA系樹脂層の均一性や染色性、延伸性をより一層向上させる目的で使用され得る。
【0021】
塗布液の塗布方法としては、任意の適切な方法を採用することができる。例えば、ロールコート法、スピンコート法、ワイヤーバーコート法、ディップコート法、ダイコート法、カーテンコート法、スプレコート法、ナイフコート法(コンマコート法等)等が挙げられる。
【0022】
上記塗布液の塗布・乾燥温度は、好ましくは50℃以上である。
【0023】
PVA系樹脂層の延伸前の厚みは、好ましくは20μm以下である。一方、延伸前の厚みは、好ましくは2μm以上、より好ましくは4μm以上である。厚みが薄すぎると得られる薄型偏光膜の光学特性が低下するおそれがある。
【0024】
PVA系樹脂層を形成する前に、熱可塑性樹脂基材に表面処理(例えば、コロナ処理等)を施してもよいし、熱可塑性樹脂基材上に易接着層を形成してもよい。このような処理を行うことにより、熱可塑性樹脂基材とPVA系樹脂層との密着性を向上させることができる。
【0025】
A−2.工程B
上記工程Bでは、PVA系樹脂層をヨウ素で染色する。具体的には、PVA系樹脂層にヨウ素を吸着させることにより行う。当該吸着方法としては、例えば、ヨウ素を含む染色液にPVA系樹脂層(積層体)を浸漬させる方法、PVA系樹脂層に当該染色液を塗工する方法、当該染色液をPVA系樹脂層に噴霧する方法等が挙げられる。好ましくは、染色液に積層体を浸漬させる方法である。ヨウ素が良好に吸着し得るからである。
【0026】
上記染色液は、好ましくは、ヨウ素水溶液である。ヨウ素の配合量は、水100重量部に対して、好ましくは0.1重量部〜0.5重量部である。ヨウ素の水に対する溶解度を高めるため、ヨウ素水溶液にヨウ化物を配合することが好ましい。ヨウ化物としては、例えば、ヨウ化カリウム、ヨウ化リチウム、ヨウ化ナトリウム、ヨウ化亜鉛、ヨウ化アルミニウム、ヨウ化鉛、ヨウ化銅、ヨウ化バリウム、ヨウ化カルシウム、ヨウ化錫、ヨウ化チタン等が挙げられる。これらの中でも、好ましくは、ヨウ化カリウムである。ヨウ化物の配合量は、水100重量部に対して、好ましくは0.02重量部〜20重量部、より好ましくは0.1重量部〜10重量部である。染色液の染色時の液温は、PVA系樹脂の溶解を抑制するため、好ましくは20℃〜50℃である。染色液にPVA系樹脂層を浸漬させる場合、浸漬時間は、PVA系樹脂層の透過率を確保するため、好ましくは5秒〜5分である。また、染色条件(濃度、液温、浸漬時間)は、最終的に得られる偏光膜の偏光度もしくは単体透過率が所定の範囲となるように、設定することができる。1つの実施形態においては、得られる偏光膜の偏光度が99.98%以上となるように、浸漬時間を設定する。別の実施形態においては、得られる偏光膜の単体透過率が40%〜44%となるように、浸漬時間を設定する。
【0027】
好ましくは、工程Bは、後述の工程Cの前に行う。
【0028】
A−3.工程C
上記工程Cでは、上記積層体を水中延伸(ホウ酸水中延伸)する。水中延伸によれば、上記熱可塑性樹脂基材やPVA系樹脂層のガラス転移温度(代表的には、80℃程度)よりも低い温度で延伸し得、PVA系樹脂層を、その結晶化を抑えながら、高倍率に延伸することができる。その結果、優れた光学特性(例えば、偏光度)を有する薄型偏光膜を作製することができる。
【0029】
積層体の延伸方法は、任意の適切な方法を採用することができる。具体的には、固定端延伸でもよいし、自由端延伸(例えば、周速の異なるロール間に積層体を通して一軸延伸する方法)でもよい。積層体の延伸は、一段階で行ってもよいし、多段階で行ってもよい。多段階で行う場合、後述の延伸倍率は、各段階の延伸倍率の積である。
【0030】
水中延伸は、好ましくは、ホウ酸水溶液中に積層体を浸漬させて行う(ホウ酸水中延伸)。延伸浴としてホウ酸水溶液を用いることで、PVA系樹脂層に、延伸時にかかる張力に耐える剛性と、水に溶解しない耐水性とを付与することができる。具体的には、ホウ酸は、水溶液中でテトラヒドロキシホウ酸アニオンを生成してPVA系樹脂と水素結合により架橋し得る。その結果、PVA系樹脂層に剛性と耐水性とを付与して、良好に延伸することができ、優れた光学特性(例えば、偏光度)を有する薄型偏光膜を作製することができる。
【0031】
上記ホウ酸水溶液は、好ましくは、溶媒である水にホウ酸および/またはホウ酸塩を溶解させることにより得られる。ホウ酸濃度は、水100重量部に対して、好ましくは1重量部〜10重量部である。ホウ酸濃度を1重量部以上とすることにより、PVA系樹脂層の溶解を効果的に抑制することができ、より高特性の薄型偏光膜を作製することができる。なお、ホウ酸またはホウ酸塩以外に、ホウ砂等のホウ素化合物、グリオキザール、グルタルアルデヒド等を溶媒に溶解して得られた水溶液も用いることができる。
【0032】
上記染色工程(工程B)により、予め、PVA系樹脂層にヨウ素が吸着されている場合、好ましくは、上記延伸浴(ホウ酸水溶液)にヨウ化物を配合する。ヨウ化物を配合することにより、PVA系樹脂層に吸着させたヨウ素の溶出を抑制することができる。ヨウ化物の具体例は、上述のとおりである。ヨウ化物の濃度は、水100重量部に対して、好ましくは0.05重量部〜15重量部、より好ましくは0.5重量部〜8重量部である。
【0033】
工程Cにおける延伸温度(延伸浴の液温)は、好ましくは40℃〜85℃、より好ましくは50℃〜85℃である。このような温度であれば、PVA系樹脂層の溶解を抑制しながら高倍率に延伸することができる。上述のように、1つの実施形態においては、熱可塑性樹脂基材のガラス転移温度(Tg)は、PVA系樹脂層の形成との関係で、好ましくは60℃以上である。この場合、延伸温度が40℃を下回ると、水による熱可塑性樹脂基材の可塑化を考慮しても、良好に延伸できないおそれがある。一方、延伸浴の温度が高温になるほど、PVA系樹脂層の溶解性が高くなって、優れた光学特性が得られないおそれがある。積層体の延伸浴への浸漬時間は、好ましくは15秒〜5分である。
【0034】
水中延伸(ホウ酸水中延伸)を採用することにより、高倍率に延伸することができ、優れた光学特性(例えば、偏光度)を有する薄型偏光膜を作製することができる。具体的には、最大延伸倍率は、積層体の元長に対して、好ましくは5.0倍以上である。本明細書において「最大延伸倍率」とは、積層体が破断する直前の延伸倍率をいい、別途、積層体が破断する延伸倍率を確認し、その値よりも0.2低い値をいう。
【0035】
A−4.その他の工程
本発明の薄型偏光膜の製造方法は、上記工程A、工程Bおよび工程C以外に、その他の工程を含み得る。その他の工程としては、例えば、不溶化工程、架橋工程、上記工程Cとは別の延伸工程、洗浄工程、乾燥(水分率の調節)工程等が挙げられる。その他の工程は、任意の適切なタイミングで行い得る。
【0036】
上記不溶化工程は、代表的には、ホウ酸水溶液にPVA系樹脂層を浸漬させることにより行う。不溶化処理を施すことにより、PVA系樹脂層に耐水性を付与することができる。当該ホウ酸水溶液の濃度は、水100重量部に対して、好ましくは1重量部〜4重量部である。不溶化浴(ホウ酸水溶液)の液温は、好ましくは20℃〜50℃である。好ましくは、不溶化工程は、積層体作製後、工程Bや工程Cの前に行う。
【0037】
上記架橋工程は、代表的には、ホウ酸水溶液にPVA系樹脂層を浸漬させることにより行う。架橋処理を施すことにより、PVA系樹脂層に耐水性を付与することができる。当該ホウ酸水溶液の濃度は、水100重量部に対して、好ましくは1重量部〜4重量部である。また、上記染色工程後に架橋工程を行う場合、さらに、ヨウ化物を配合することが好ましい。ヨウ化物を配合することにより、PVA系樹脂層に吸着させたヨウ素の溶出を抑制することができる。ヨウ化物の配合量は、水100重量部に対して、好ましくは1重量部〜5重量部である。ヨウ化物の具体例は、上述のとおりである。架橋浴(ホウ酸水溶液)の液温は、好ましくは20℃〜50℃である。好ましくは、架橋工程は上記工程Cの前に行う。好ましい実施形態においては、工程B、架橋工程および工程Cをこの順で行う。
【0038】
上記工程Cとは別の延伸工程としては、例えば、上記積層体を高温(例えば、95℃以上)で空中延伸する工程が挙げられる。このような空中延伸工程は、好ましくは、ホウ酸水中延伸(工程C)および染色工程の前に行う。このような空中延伸工程は、ホウ酸水中延伸に対する予備的または補助的な延伸として位置付けることができるため、以下「空中補助延伸」という。
【0039】
空中補助延伸を組み合わせることで、積層体をより高倍率に延伸することができる場合がある。その結果、より優れた光学特性(例えば、偏光度)を有する薄型偏光膜を作製することができる。例えば、上記熱可塑性樹脂基材としてポリエチレンテレフタレート系樹脂を用いた場合、ホウ酸水中延伸のみで延伸するよりも、空中補助延伸とホウ酸水中延伸とを組み合せる方が、熱可塑性樹脂基材の配向を抑制しながら延伸することができる。当該熱可塑性樹脂基材は、その配向性が向上するにつれて延伸張力が大きくなり、安定的な延伸が困難となったり、熱可塑性樹脂基材が破断したりする。そのため、熱可塑性樹脂基材の配向を抑制しながら延伸することで、積層体をより高倍率に延伸することができる。
【0040】
また、空中補助延伸を組み合わせることで、PVA系樹脂の配向性を向上させ、そのことにより、ホウ酸水中延伸後においてもPVA系樹脂の配向性を向上させ得る。具体的には、予め、空中補助延伸によりPVA系樹脂の配向性を向上させておくことで、ホウ酸水中延伸の際にPVA系樹脂がホウ酸と架橋し易くなり、ホウ酸が結節点となった状態で延伸されることで、ホウ酸水中延伸後もPVA系樹脂の配向性が高くなるものと推定される。その結果、優れた光学特性(例えば、偏光度)を有する薄型偏光膜を作製することができる。
【0041】
空中補助延伸の延伸方法は、上記工程Cと同様、固定端延伸でもよいし、自由端延伸(例えば、周速の異なるロール間に積層体を通して一軸延伸する方法)でもよい。また、延伸は、一段階で行ってもよいし、多段階で行ってもよい。多段階で行う場合、後述の延伸倍率は、各段階の延伸倍率の積である。本工程における延伸方向は、好ましくは、上記工程Cの延伸方向と略同一である。
【0042】
空中補助延伸における延伸倍率は、好ましくは3.5倍以下である。空中補助延伸の延伸温度は、PVA系樹脂のガラス転移温度以上であることが好ましい。延伸温度は、好ましくは95℃〜150℃である。なお、空中補助延伸と上記ホウ酸水中延伸とを組み合わせた場合の最大延伸倍率は、積層体の元長に対して、好ましくは5.0倍以上、より好ましくは5.5倍以上、さらに好ましくは6.0倍以上である。
【0043】
上記洗浄工程は、代表的には、ヨウ化カリウム水溶液にPVA系樹脂層を浸漬させることにより行う。上記乾燥工程における乾燥温度は、好ましくは30℃〜100℃である。
【0044】
図2は、本発明の薄型偏光膜の製造方法の一例を示す概略図である。積層体10を、繰り出し部100から繰り出し、ロール111および112によってホウ酸水溶液の浴110中に浸漬させた後(不溶化工程)、ロール121および122によってヨウ素およびヨウ化カリウムの水溶液の浴120中に浸漬させる(工程B)。次いで、ロール131および132によってホウ酸およびヨウ化カリウムの水溶液の浴130中に浸漬させる(架橋工程)。その後、積層体10を、ホウ酸水溶液の浴140中に浸漬させながら、速比の異なるロール141および142で縦方向(長手方向)に張力を付与して延伸する(工程C)。延伸処理した積層体10を、ロール151および152によってヨウ化カリウム水溶液の浴150中に浸漬させ(洗浄工程)、乾燥工程に供する(図示せず)。その後、積層体を巻き取り部160にて巻き取る。
【0045】
B.薄型偏光膜
本発明の薄型偏光膜は、上記製造方法により得られる。本発明の薄型偏光膜は、実質的には、ヨウ素が吸着配向されたPVA系樹脂膜である。薄型偏光膜の厚みは、好ましくは10μm以下、より好ましくは7.5μm以下、さらに好ましくは5μm以下である。一方、薄型偏光膜の厚みは、好ましくは0.5μm以上、より好ましくは1.5μm以上である。厚みが薄すぎると得られる薄型偏光膜の光学特性が低下するおそれがある。薄型偏光膜は、好ましくは、波長380nm〜780nmのいずれかの波長で吸収二色性を示す。薄型偏光膜の単体透過率は、好ましくは40.0%以上、より好ましくは41.0%以上、さらに好ましくは42.0%以上である。薄型偏光膜の偏光度は、好ましくは99.8%以上、より好ましくは99.9%以上、さらに好ましくは99.95%以上である。
【0046】
本発明の薄型偏光膜のヨウ素含有量は、好ましくは3.3kcps以下、さらに好ましくは3.2kcps以下である。一方、薄型偏光膜の単位厚み当たりのヨウ素含有量は、好ましくは0.30kcps/μm以上である。上記ヨウ素含有量は、蛍光X線分析により蛍光X線スペクトル強度を測定して得られた値である。具体的には、得られたスペクトル強度と標準サンプルの強度から定量化を行うことができる。代表的には、質量吸収係数、蛍光収率、X線源のスペクトル分布などの物理定数を用いて、蛍光X線強度の理論式から理論X線強度を求め、理論X線強度と測定X線強度との対比を行って含有率を算出するファンダメンタルパラメーター法(FP法)が用いられる。
【0047】
薄型偏光膜のヨウ素含有量は、上記以外にも、例えば、滴定やイオンクロマト法により定量化することができる。例えば、薄型偏光膜を燃焼させて発生したガスを捕集した捕集液を、イオンクロマトグラフで測定することにより定量化することができる。この場合、薄型偏光膜のヨウ素含有量は、好ましくは17.6g/(400mm×700mm□)以下、さらに好ましくは15g/(400mm×700mm□)以下、さらに好ましくは13g/(400mm×700mm□)以下である。一方、薄型偏光膜のヨウ素含有量は、好ましくは2g/(400mm×700mm□)以上、より好ましくは4g/(400mm×700mm□)以上である。
【0048】
薄型偏光膜のホウ酸含有量は、好ましくは1.5g/(400mm×700mm□)以下である。当該ホウ酸含有量は、薄型偏光膜を溶解させて得られた溶液を、NaOH水溶液で中和滴定することにより測定した値である。なお、これ以外にも、例えば、FT−IR ATR法にてホウ酸起因の吸収ピークからホウ酸含有量を定量化することができる。
【0049】
本発明によれば、上述のように、優れた光学特性を達成しながら、このようにヨウ素、ホウ酸の含有量を極めて低くすることができ、環境負荷を良好に抑制することができる。
【0050】
上記薄型偏光膜の使用方法は、任意の適切な方法が採用され得る。具体的には、上記熱可塑性樹脂と一体となった状態で使用してもよいし、上記熱可塑性樹脂基材から他の部材に転写して使用してもよい。
【0051】
C.光学積層体
本発明の光学積層体は、上記薄型偏光膜を有する。図3(a)および(b)は、本発明の好ましい実施形態による光学フィルム積層体の概略断面図である。光学フィルム積層体100は、熱可塑性樹脂基材11’と薄型偏光膜12’と粘着剤層13とセパレータ14とをこの順で有する。光学フィルム積層体200は、熱可塑性樹脂基材11’と薄型偏光膜12’と接着剤層15と光学機能フィルム16と粘着剤層13とセパレータ14とをこの順で有する。本実施形態では、上記熱可塑性樹脂基材を、得られた薄型偏光膜12’から剥離せずに、そのまま光学部材として用いている。熱可塑性樹脂基材11’は、例えば、薄型偏光膜12’の保護フィルムとして機能し得る。
【0052】
図4(a)および(b)は、本発明の別の好ましい実施形態による光学機能フィルム積層体の概略断面図である。光学機能フィルム積層体300は、セパレータ14と粘着剤層13と薄型偏光膜12’と接着剤層15と光学機能フィルム16とをこの順で有する。光学機能フィルム積層体400では、光学機能フィルム積層体300の構成に加え、第2の光学機能フィルム16’が薄型偏光膜12’とセパレータ14との間に粘着剤層13を介して設けられている。本実施形態では、上記熱可塑性樹脂基材は取り除かれている。
【0053】
本発明の光学積層体を構成する各層の積層には、図示例に限定されず、任意の適切な粘着剤層または接着剤層が用いられる。粘着剤層は、代表的にはアクリル系粘着剤で形成される。接着剤層としては、代表的にはビニルアルコール系接着剤で形成される。上記光学機能フィルムは、例えば、偏光膜保護フィルム、位相差フィルム等として機能し得る。
【実施例】
【0054】
以下、実施例によって本発明を具体的に説明するが、本発明はこれら実施例によって限定されるものではない。なお、各特性の測定方法は以下の通りである。
1.厚み
デジタルマイクロメーター(アンリツ社製、製品名「KC−351C」)を用いて測定した。
2.熱可塑性樹脂基材の吸水率
JIS K 7209に準じて測定した。
3.熱可塑性樹脂基材のガラス転移温度(Tg)
JIS K 7121に準じて測定した。
【0055】
[実施例1]
(工程A)
熱可塑性樹脂基材として、吸水率0.60%、ガラス転移温度(Tg)80℃の非晶質ポリエチレンテレフタレート(A−PET)フィルム(三菱樹脂社製、商品名「ノバクリア」、厚み:100μm)を用いた。
熱可塑性樹脂基材の片面に、重合度2600、ケン化度99.9%のポリビニルアルコール(PVA)樹脂(日本合成化学工業社製、商品名「ゴーセノール(登録商標)NH−26」)の水溶液を60℃で塗布および乾燥して、厚み7μmのPVA系樹脂層を形成した。このようにして積層体を作製した。
【0056】
得られた積層体を、液温30℃の不溶化浴(水100重量部に対して、ホウ酸を3重量部配合して得られたホウ酸水溶液)に30秒間浸漬させた(不溶化工程)。
次いで、液温30℃の染色浴(水100重量部に対して、ヨウ素を0.1重量部配合し、ヨウ化カリウムを0.7重量部配合して得られたヨウ素水溶液)に、最終的に得られる薄型偏光膜の単体透過率(Ts)が40〜44%となるように浸漬させた(工程B)。
次いで、液温30℃の架橋浴(水100重量部に対して、ヨウ化カリウムを3重量部配合し、ホウ酸を3重量部配合して得られたホウ酸水溶液)に60秒間浸漬させた(架橋工程)。
その後、積層体を、液温60℃のホウ酸水溶液(水100重量部に対して、ホウ酸を4重量部配合し、ヨウ化カリウムを5重量部配合して得られた水溶液)に浸漬させながら、周速の異なるロール間で縦方向(長手方向)に一軸延伸を行った(工程C)。ホウ酸水溶液への浸漬時間は120秒であり、積層体が破断する直前まで延伸し、最大延伸倍率は5.0倍であった。
その後、積層体を洗浄浴(水100重量部に対して、ヨウ化カリウムを3重量部配合して得られた水溶液)に浸漬させた後、60℃の温風で乾燥させた(洗浄・乾燥工程)。
このようにして、熱可塑性樹脂基材上に厚み3μmの薄型偏光膜が形成された光学フィルム積層体を得た。
【0057】
[実施例2]
熱可塑性樹脂基材として、Tg30℃のポリメチルペンテンフィルム(三井化学社製、商品名「TPX」、厚み:100μm)を用いたこと以外は、実施例1と同様にして薄型偏光膜を得た。
工程Cにおける最大延伸倍率は5.5倍であり、得られた薄型偏光膜の厚みは3μmであった。
【0058】
[実施例3]
積層体の作製に際し、PVA系樹脂層の厚みを10μmとなるように形成したこと以外は、実施例1と同様にして薄型偏光膜を得た。
工程Cにおける最大延伸倍率は5.0倍であり、得られた薄型偏光膜の厚みは5μmであった。
【0059】
[実施例4]
厚み10μmのPVA系樹脂層を形成したこと以外は実施例1と同様にして作製した積層体を、110℃のオーブン内で周速の異なるロール間で縦方向(長手方向)に2.0倍に一軸延伸した(空中補助延伸工程)。その後、実施例1と同様にして、不溶化工程、工程B、架橋工程、工程Cおよび洗浄・乾燥工程を行い、薄型偏光膜を得た。
工程Cにおいて、空中補助延伸を含む総延伸倍率(最大延伸倍率)は6.5倍であり、得られた薄型偏光膜の厚みは5μmであった。
【0060】
[実施例5]
厚み6μmのPVA系樹脂層を形成したこと以外は実施例1と同様にして作製した積層体を、110℃のオーブン内で周速の異なるロール間で縦方向(長手方向)に2.0倍に一軸延伸した(空中補助延伸工程)。その後、実施例1と同様にして、不溶化工程、工程B、架橋工程、工程Cおよび洗浄・乾燥工程を行い、薄型偏光膜を得た。
工程Cにおいて、空中補助延伸を含む総延伸倍率(最大延伸倍率)は6.5倍であり、得られた薄型偏光膜の厚みは2.5μmであった。
【0061】
(比較例1)
厚み75μmのPVA系樹脂を主成分とする高分子フィルム(クラレ(株)製、商品名「VF−PS#7500」)を下記[1]〜[5]の5浴に順次、フィルム長手方向に張力を付与しながら浸漬し、最終的な延伸倍率がフィルム元長に対して、6.2倍となるように延伸した。この延伸フィルムを40℃の空気循環式乾燥オーブン内で1分間乾燥させて、厚み30μmの偏光膜を作製した。
<条件>
[1]膨潤浴:30℃の純水
[2]染色浴:水100重量部に対し、0.032重量部のヨウ素と、0.2重量部のヨウ化カリウムとを含む、30℃の水溶液
[3]第1の架橋浴:3重量%のヨウ化カリウムと、3重量%のホウ酸とを含む、40℃の水溶液
[4]第2の架橋浴:5重量%のヨウ化カリウムと、4重量%のホウ酸とを含む、60℃の水溶液
[5]洗浄浴:3重量%のヨウ化カリウムを含む、25℃の水溶液
【0062】
(比較例2)
厚み60μmのPVA系樹脂を主成分とする高分子フィルムを用いた以外は比較例1と同様に偏光膜を作製した。得られた偏光膜の厚みは22μmであった。
【0063】
(比較例3)
厚み40μmのPVA系樹脂を主成分とする高分子フィルムを用いた以外は比較例1と同様に偏光膜を作製した。得られた偏光膜の厚みは17μmであった。
【0064】
(比較例4)
実施例1と同様にして作製した積層体を、積層体が破断する直前まで110℃のオーブン内で空中延伸(縦一軸延伸)した。このときの最大延伸倍率は4.0倍であった。
その後、実施例1と同様に、染色工程、架橋工程および洗浄・乾燥工程をこの順で行い薄型偏光膜を得た。得られた薄型偏光膜の厚みは4μmであった。
【0065】
(比較例5)
実施例1と同様にして作製した積層体を用いて実施例1と同様に染色工程を行った後、60℃の温風で乾燥させた。
その後、積層体が破断する直前まで90℃のオーブン内で空中延伸(縦一軸延伸)した。このときの最大延伸倍率は4.5倍であり、得られた薄型偏光膜の厚みは4μmであった。
【0066】
得られた偏光膜の偏光度を測定した。偏光度の測定方法は以下のとおりである。測定結果を表1に示す。
(偏光度の測定方法)
紫外可視分光光度計(日本分光社製、製品名「V7100」)を用いて、偏光膜の単体透過率(Ts)、平行透過率(Tp)および直交透過率(Tc)を測定し、偏光度(P)を次式により求めた。
偏光度(P)(%)={(Tp−Tc)/(Tp+Tc)}1/2×100
なお、上記Ts、TpおよびTcは、JIS Z 8701の2度視野(C光源)により測定し、視感度補正を行ったY値である。
【0067】
得られた偏光膜のヨウ素およびヨウ素化合物の含有量を、蛍光X線スペクトルの強度を測定することにより定量化した。測定条件は以下の通りである。測定結果を表1に示す。
・分析装置:理学電機工業社製 蛍光X線分析装置(XRF)、製品名「ZSX100e」
・測定サンプル:直径10mmの円形サンプル
・対陰極:ロジウム
・分光結晶:フッ化リチウム
・励起光エネルギー:40kV−90mA
・ヨウ素測定線:I−LA
・定量法:FP法
・2θ角ピーク:103.078deg(ヨウ素)、136.847deg(カリウム)
・測定時間:40秒
【0068】
得られた偏光膜のヨウ素およびヨウ素化合物の含有量を、以下の手順で、イオンクロマトグラフにより測定した。
得られた偏光膜から、寸法400mm×700mmの試験片を切り出し、試験片の重量を測定した。その後、自動試料燃焼装置(三菱化学アナリテック社製、製品名:AQF−100)にて、試験片を燃焼させ、発生したガスを10mlの吸収液に捕集した。得られた捕集液を15mlに定容し、純水で100倍に希釈した後、この希釈液をイオンクロマトグラフに注入し測定を行った。測定条件は以下の通りである。測定結果を表1に示す。
・分析装置:DIONEX社製、製品名「DX−320」
・分離カラム:Ion Pac AS11
・ガードカラム:Ion Pac AS11
・除去システム:ASRS−300
・検出器:電気伝導度検出器
・溶離液:KOH水溶液
・溶離液流量:1.2ml/min
・試料注入量:250μl
【0069】
得られた偏光膜のホウ酸含有量を、以下の手順で測定した。
得られた偏光膜から、寸法400mm×700mmの試験片を切り出した。切り出した試験片の重量を測定した後、1Lの温水に試験片を全て溶解させた。この溶液から適量を搾取し、1mol/LのNaOH水溶液を用いて中和滴定することにより、ホウ酸濃度(重量%)測定した。
得られたホウ酸濃度(重量%)に試験片の重量を掛け合わせてホウ酸含有量(g/(400mm×700mm□))を算出した。結果を表1に示す。
【0070】
【表1】
【0071】
実施例1から5の薄型偏光膜は、ヨウ素およびホウ酸の含有量が極めて小さく、かつ、光学特性にも極めて優れていた。
【産業上の利用可能性】
【0072】
本発明の薄型偏光膜は、従来の薄型偏光膜よりも高い偏光性能を有する。よって、本発明によれば、薄型偏光膜を、液晶テレビ、液晶ディスプレイ、携帯電話、デジタルカメラ、ビデオカメラ、携帯ゲーム機、カーナビゲーション、コピー機、プリンター、ファックス、時計、電子レンジ等の液晶パネルに適用させることが可能となった。
【符号の説明】
【0073】
10 積層体
11 熱可塑性樹脂基材
12 PVA系樹脂層
【特許請求の範囲】
【請求項1】
熱可塑性樹脂基材上にポリビニルアルコール系樹脂層を形成して製造された薄型偏光膜であって、
厚みが10μm以下であり、単体透過率が42.0%以上であり、偏光度が99.95%以上であり、かつ、イオンクロマト法により測定されるヨウ素含有量が17.6g/(400mm×700mm□)以下である、薄型偏光膜。
【請求項2】
ホウ酸含有量が1.5g/(400mm×700mm□)以下である、請求項1に記載の薄型偏光膜。
【請求項3】
熱可塑性樹脂基材上にポリビニルアルコール系樹脂層を形成して積層体を作製する工程と、
該ポリビニルアルコール系樹脂層をヨウ素で染色する工程と、
該積層体をホウ酸水溶液中で水中延伸する工程とを含む、
請求項1または2に記載の薄型偏光膜の製造方法。
【請求項4】
前記積層体の最大延伸倍率が5.0倍以上である、請求項3に記載の薄型偏光膜の製造方法。
【請求項5】
前記染色工程および前記ホウ酸水中延伸の前に、前記積層体を95℃以上で空中延伸する工程を含む、請求項3または4に記載の薄型偏光膜の製造方法。
【請求項1】
熱可塑性樹脂基材上にポリビニルアルコール系樹脂層を形成して製造された薄型偏光膜であって、
厚みが10μm以下であり、単体透過率が42.0%以上であり、偏光度が99.95%以上であり、かつ、イオンクロマト法により測定されるヨウ素含有量が17.6g/(400mm×700mm□)以下である、薄型偏光膜。
【請求項2】
ホウ酸含有量が1.5g/(400mm×700mm□)以下である、請求項1に記載の薄型偏光膜。
【請求項3】
熱可塑性樹脂基材上にポリビニルアルコール系樹脂層を形成して積層体を作製する工程と、
該ポリビニルアルコール系樹脂層をヨウ素で染色する工程と、
該積層体をホウ酸水溶液中で水中延伸する工程とを含む、
請求項1または2に記載の薄型偏光膜の製造方法。
【請求項4】
前記積層体の最大延伸倍率が5.0倍以上である、請求項3に記載の薄型偏光膜の製造方法。
【請求項5】
前記染色工程および前記ホウ酸水中延伸の前に、前記積層体を95℃以上で空中延伸する工程を含む、請求項3または4に記載の薄型偏光膜の製造方法。
【図1】

【図2】
【図3】

【図4】
【図2】
【図3】
【図4】
【公開番号】特開2013−11837(P2013−11837A)
【公開日】平成25年1月17日(2013.1.17)
【国際特許分類】
【出願番号】特願2011−190953(P2011−190953)
【出願日】平成23年9月1日(2011.9.1)
【出願人】(000003964)日東電工株式会社 (5,557)
【Fターム(参考)】
【公開日】平成25年1月17日(2013.1.17)
【国際特許分類】
【出願日】平成23年9月1日(2011.9.1)
【出願人】(000003964)日東電工株式会社 (5,557)
【Fターム(参考)】
[ Back to top ]