
薄型正極構造体、その製造方法及び薄型リチウム空気電池
【課題】本発明は、正極材と正極基材との積層構造を有し、セパレータ及び負極構造体と積層しても、空気又は酸素ガスからなる正極活物質を正極材に効率的に供給可能な薄型正極構造体及び大容量薄型リチウム空気電池を提供することを課題とする。
【解決手段】板状の正極基材81Aに多孔体からなる正極材82A1、82A2が接合された薄型正極構造体であって、正極基材81A又は正極材82A1、82A2に一の側面から対向する側面に通ずるガスの流路用の溝又は孔15Aが形成されている薄型正極構造体86Aを用いることによって前記課題を解決できる。
【解決手段】板状の正極基材81Aに多孔体からなる正極材82A1、82A2が接合された薄型正極構造体であって、正極基材81A又は正極材82A1、82A2に一の側面から対向する側面に通ずるガスの流路用の溝又は孔15Aが形成されている薄型正極構造体86Aを用いることによって前記課題を解決できる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、リチウム空気電池の電池セルの積層化と、積層化による大容量化を実現するための、薄型正極構造体、その製造方法及び薄型リチウム空気電池に関する。
【背景技術】
【0002】
空気電池は、固体正極材(空気極)と、金属箔又は金属微粒子からなる負極材と、液体又は固体の電解質とを有し、前記空気電池内に設けられたガス流路を流れる空気又は酸素ガスを正極活物質として用い、前記金属箔又は金属微粒子を負極活物質として用いる電池である。
【0003】
空気電池技術は複数提案されているが、近年特にリチウム空気電池の研究開発が活発となっている(特許文献1〜6)。充電して繰り返し使える2次電池化ができる上、既に実用化されているリチウムイオン電池に比べ、単位重量あたりのエネルギー密度を大幅に向上させることができるからである。
【0004】
空気電池技術のうち、亜鉛空気電池が実用化されている(特許文献7)。しかし、亜鉛空気電池は充電ができない1次電池で、軽量ながら小容量であるため主として補聴器用に用いられており、大容量化は実現されていない。
【0005】
空気電池の一種として、燃料電池を挙げることができる。燃料電池においては、バイポーラプレートと呼ばれるセパレータを介して、複数のセルが積層される。バイポーラプレートには、負極用の燃料流と正極用の空気流の2つの流路を仕切る機能と、積層されたセルを電気的に直列接続する機能がある(非特許文献1)。
積層した電池セルを大容量にするためには並列接続する必要があるが、バイポーラプレートはその用途には向かない上、非常に厚く、積層した際の体積が大きくなってしまう問題がある。
【0006】
一方、既に普及しているリチウムイオン電池は、負極構造体、セパレータ、および正極構造体が交互に複数積層された積層体が、電解液とともに、アルミニウム等の金属容器内又はポリマーフィルムからなるラミネートフィルム容器内に密封された電池である。
【0007】
ここで、正極構造体とは、正極反応がその内部あるいは表面でおこる正極材と、正極材を構造的に支持するとともに正極反応によって発生する電子電流を集電する機能を果たす正極基材から構成される、正極機能一式を実現する機能体を意味する。以降、便宜的に本発明の中で用いる。負極構造体も同様に、負極反応がその内部あるいは表面でおこる負極材と、負極材を構造的に支持するとともに負極反応によって発生する電子電流を集電する機能を果たす負極基材から構成される、負極機能一式を実現する機能体を意味する。
【0008】
リチウムイオン電池の正極構造体は、主としてAlからなる厚み数10μmの箔を正極基材とし、その両面にCo、Ni、Mn等の遷移金属酸化物からなる正極材が塗布されている。負極の構造も同様であり、主としてCuからなる厚み数10μmの負極基材の両面にLiをインターカレートしたグラファイトで構成される負極材が設置された負極構造体が用いられ、これらの工夫によって積層した際の電池全体の厚みを薄くされている。
前記負極構造体及び前記正極構造体は、それぞれタブと呼ばれる金属端子に接続されることにより、積層された複数のセルは並列接続され、容量を増やすように設計されている。(非特許文献2(図2))。
【0009】
リチウム空気電池において、リチウムイオン電池と同じ負極構造体と、セパレータと、正極構造体とが交互に積層された積層構造を採用した場合、リチウムイオン電池用の正極構造体は単純な板状であるため、効率的に正極活物質となる空気又は酸素ガスを取り込むことが困難である。
【0010】
以上から、リチウム空気電池においてセルを積層して大容量化を実現するためには、燃料電池のバイポーラプレートと同様に正極活物質を正極材に輸送でき、かつリチウムイオン電池と同様の薄型の積層構造が形成できる必要となる。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特開2011−96492号公報
【特許文献2】特表2008−502118号公報
【特許文献3】特開2010−192313号公報
【特許文献4】特開2011−96456号公報
【特許文献5】特開2011−108388号公報
【特許文献6】特開2011−108512号公報
【特許文献7】特開2011−96586号公報
【非特許文献】
【0012】
【非特許文献1】田川博章「固体酸化物燃料電池と地球環境」、p60、アグネ承風社
【非特許文献2】内海和明「次世代自動車用リチウムイオン電池」、Motor Ring No.28、2009年3月号(社団法人 自動車技術会)
【発明の概要】
【発明が解決しようとする課題】
【0013】
本発明は、正極材と正極基材との積層構造からなる正極構造体を有し、セパレータ及び負極構造体と積層しても、空気又は酸素ガスからなる正極活物質を正極材に効率的に供給可能な薄型正極構造体、その製造方法及び大容量薄型リチウム空気電池を提供することを課題とする。
【課題を解決するための手段】
【0014】
上記事情を鑑み、本研究者は試行錯誤して、正極材と正極基材との積層構造を有し、空気又は酸素ガス流路を設けた薄型正極構造体を開発した。これにより、正極材に効率的に空気又は酸素ガスを供給可能とした。この薄型正極構造体は、薄型セパレータ及び薄型負極構造体と重ね合わせても、薄型正極構造体への空気もしくは酸素ガスの供給を十分確保することができ、多層構造にすることにより、薄型リチウム空気電池の大容量化を容易に実現できる。
本発明は、以下の構成を有する。
なお、以下の構成において、正極基材の一面とは、箔状の基材の最も広い2面のいずれかのことであり、溝とは有限の幅と深さを有し奥行方向にある一定の長さをもった周囲に対して凹んだ部位のことであり、孔とは、例えば、前記溝が正極材や正極基材によって蓋をされた、トンネル状の空間のことである。
【0015】
(1)板状の正極基材に多孔体からなる正極材が接合された薄型正極構造体であって、前記正極基材又は前記正極材に一の側面から対向する側面に通ずるガスの流路用の溝又は孔が形成されていることを特徴とする薄型正極構造体。
【0016】
(2)前記正極材が炭素又はその複合材料からなることを特徴とする請求項1に記載の薄型正極構造体。
(3)前記正極基材がNi、Al、Cuのいずれかの金属若しくはその合金を有することを特徴とする(1)又は(2)に記載の薄型正極構造体。
(4)前記ガスの流路用の溝又は孔の内面に撥油性分子からなる層が形成されていることを特徴とする(1)〜(3)のいずれかに記載の薄型正極構造体。
【0017】
(5)前記正極基材の一面及び/又は他面に形成された溝を覆うように板状の正極材が接合され、前記溝がガスの流路用の孔とされていることを特徴とする(1)〜(4)のいずれかに記載の薄型正極構造体。
【0018】
(6)2以上の柱状部材からなる前記正極材が平行にかつ離間して配置され、前記正極材同士の間の空間がガスの流路用の溝とされていることを特徴とする(1)〜(4)のいずれかに記載の薄型正極構造体。
【0019】
(7)前記正極基材が金属発泡体からなり、一面及び/又は他面に開口を備える貫通孔を有し、前記開口を覆うように板状の正極材が接合され、前記貫通孔がガスの流路用の孔とされていることを特徴とする(1)〜(4)のいずれかに記載の薄型正極構造体。
(8)前記正極基材の一面又は他面が平面視略矩形状であるときに、各辺を3等分する線で前記一面又は他面を区画したときに、前記一面又は他面上の区画された9つの領域のすべてに、ガスの流路用の孔の開口又はガスの流路用の溝が形成されていることを特徴とする(1)〜(7)のいずれかに記載の薄型正極構造体。
【0020】
(9)板状の正極基材の一面又は他面に一の側面から対向する側面に通ずる溝を形成してから、前記溝を覆うように、板状の多孔体からなる正極材を接合する工程、板状の正極基材の一面又は他面に2以上の柱状の多孔体からなる正極材を平行にかつ離間して配置する工程、又は、一面及び/又は他面に開口を形成している貫通孔を有する金属発泡体を板状の正極基材として用い、その一面及び/又は他面に板状の多孔体からなる正極材を接合する工程の群から選択されるいずれか一の工程により、(1)〜(8)のいずれかに記載の薄型正極構造体を製造することを特徴とする薄型正極構造体の製造方法。
【0021】
(10)請求項1〜8のいずれか1項に記載の薄型正極構造体と、薄型セパレータと、Li薄膜又はLi微粒子で被膜された板状の負極基材からなる薄型負極構造体と、が積層された積層体を収納容器内に収納した薄型リチウム空気電池であって、前記薄型正極構造体の正極基材が前記収納容器外に配置された正極タブに接続されるとともに、前記正極基材の一部が、前記収納容器に設けられた開口部で、前記収納容器外に露出されていることを特徴とする薄型リチウム空気電池。
(11)前記正極基材の一部のみが前記収納容器外に露出されるように、前記正極基材に遮蔽フィルムが取り付けられていることを特徴とする(10)に記載の薄型リチウム空気電池。
【発明の効果】
【0022】
本発明の薄型正極構造体は、板状の正極基材に多孔体からなる正極材が接合された薄型正極構造体であって、前記正極基材又は前記正極材に一の側面から対向する側面に通ずるガスの流路用の溝又は孔が形成されている構成なので、薄型セパレータ及び薄型負極構造体と積層しても、側面における連通された溝又は孔から、空気又は酸素ガスからなる正極活物質を正極材に供給可能であり、正極材中に保持した電解液に含まれるリチウムイオンと反応をさせることができ、大容量薄型リチウム空気電池を提供できる。
【0023】
本発明の薄型正極構造体の製造方法は、板状の正極基材の一面又は他面に一の側面から対向する側面に通ずる溝を形成してから、前記溝を覆うように、板状の多孔体からなる正極材を接合する工程、板状の正極基材の一面又は他面に2以上の柱状の多孔体からなる正極材を平行にかつ離間して配置する工程、又は、一面及び/又は他面に開口を形成している貫通孔を有する金属発泡体を板状の正極基材として用い、その一面及び/又は他面に板状の多孔体からなる正極材を接合する工程の群から選択されるいずれか一の工程により、先に記載の薄型正極構造体を製造する構成なので、容易に、大容量薄型リチウム空気電池を製造できる。
【0024】
本発明の薄型リチウム空気電池は、先に記載の薄型正極構造体と、薄型セパレータと、Li薄膜又はLi微粒子で被膜された板状の負極基材からなる薄型負極構造体と、が積層された積層体を収納容器内に収納した薄型リチウム空気電池であって、前記薄型正極構造体の正極基材が前記収納容器外に配置された正極タブに接続されるとともに、前記正極基材の一部が、前記収納容器に設けられた開口部で、前記収納容器外に露出されている構成なので、薄型セパレータ及び薄型負極構造体と積層しても、前記収納容器の開口部を介して正極基材のうち正極材と接していない一側面から空気又は酸素ガスからなる正極活物質を正極材に供給可能であり、大容量薄型リチウム空気電池を提供できる。
【図面の簡単な説明】
【0025】
【図1】本発明の実施形態である薄型リチウム空気電池の図であり、図1(a)は斜視図であり、図1(b)は平面図である。
【図2】図1の薄型リチウム空気電池の図であり、図2(a)は正側面図であり、図2(b)は右側面図である。
【図3】図1の薄型リチウム空気電池の図であり、図3(a)は図1(b)のA−A’線における断面図であり、図3(b)は図1(b)のB−B’線における断面図である。
【図4】図3(b)のC部における拡大図である。
【図5】本発明の実施形態である薄型正極構造体の一例を示す図であり、図5(a)は斜視図であり、図5(b)は平面図である。
【図6】図5の薄型正極構造体の図であり、図6(a)は図5(b)のD−D’線における断面図であり、図6(b)は図6(a)のF部における拡大図である。
【図7】本発明の実施形態である薄型正極構造体の製造方法を示す工程図である。
【図8】本発明の実施形態である薄型正極構造体の製造方法を示す工程図である。
【図9】本発明の薄型リチウム空気電池の使用方法を説明する図である。
【図10】本発明の薄型リチウム空気電池の使用方法を説明する図である。
【図11】本発明の実施形態である薄型正極構造体の別の一例を示す図であって、図11(a)は斜視図であり、図11(b)は平面図である。
【図12】図11の薄型正極構造体の図であって、図12(a)は図11(b)のG−G’線における断面図であり、図12(b)は図12(a)のH部における拡大図である。
【図13】本発明の実施形態である薄型正極構造体の工程図である。
【図14】本発明の実施形態である薄型正極構造体の更に別の一例を示す図であって、図14(a)は斜視図であり、図14(b)は平面図である。
【図15】図14の薄型正極構造体の図であって、図15(a)は図14(b)のI−I’線における断面図であり、図15(b)は図15(a)のJ部における拡大図である。
【発明を実施するための形態】
【0026】
(本発明の第1の実施形態)
<薄型リチウム空気電池>
まず、本発明の実施形態である薄型リチウム空気電池について説明する。
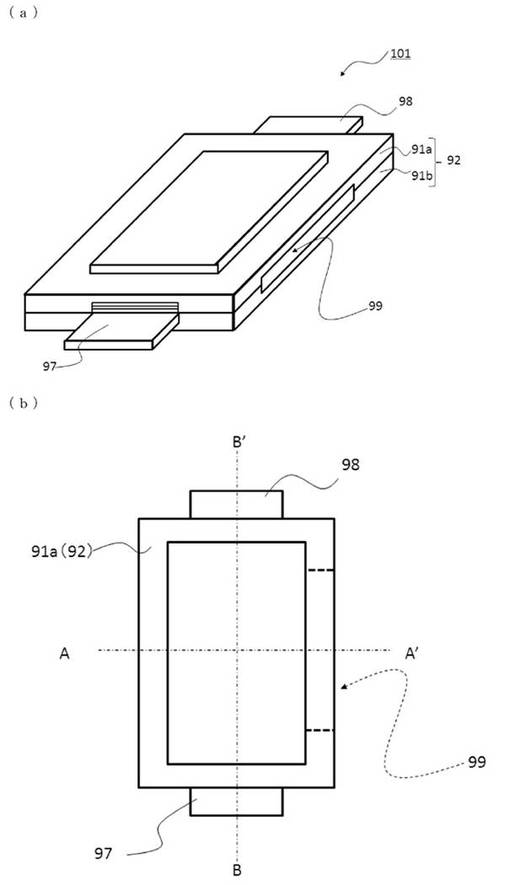
図1は、本発明の実施形態である薄型リチウム空気電池の一例を示す図であり、図1(a)は斜視図であり、図1(b)は平面図である。
図2は、図1の薄型リチウム空気電池の図であり、図2(a)は正側面図であり、図2(b)は右側面図である。
【0027】
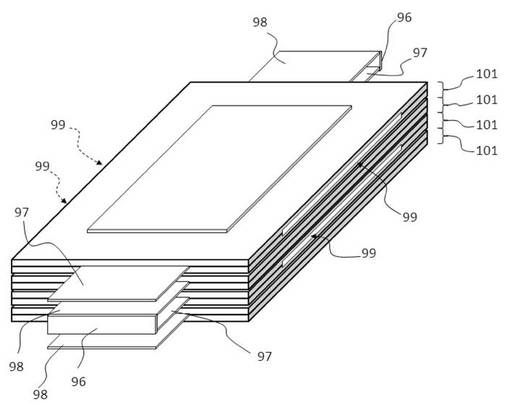
図1(a)、(b)に示すように、本発明の実施形態である薄型リチウム空気電池101は、平面視略長方形状のフィルム材91a、91bを上下2枚重ねて、その周辺部を接着することにより収納容器92が構成されている。短辺側では、板状のタブ97、98が収納容器92の内から外に向かって突出されている。また、収納容器92の側面には、開口部99が設けられている。
収納容器用のフィルム材91a、91bには、少なくともその表面が電気絶縁性を有する材料を用いる。突出した2つのタブ間が電気的に短絡することを防止するためである。例えば、金属箔が熱による接着性のあるポリマーフィルムで被覆されたラミネートフィルムを用いることができる。
【0028】
図2(a)に示すように、タブ97上には、複数の正極基材81が積層されて圧着または接着されている。図2(b)に示すように、薄型リチウム空気電池101の側面には、平面視略矩形状の開口部99が設けられている。
図2(a)、(b)に示すように、2枚上下に配置された平面視略長方形状の収納容器用のフィルム材91a、91bは、その周辺部一面側及び他面側において接着されている。
【0029】
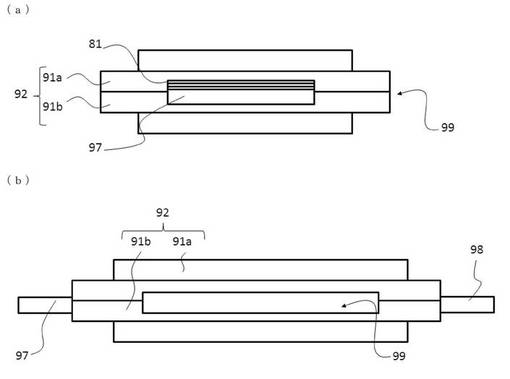
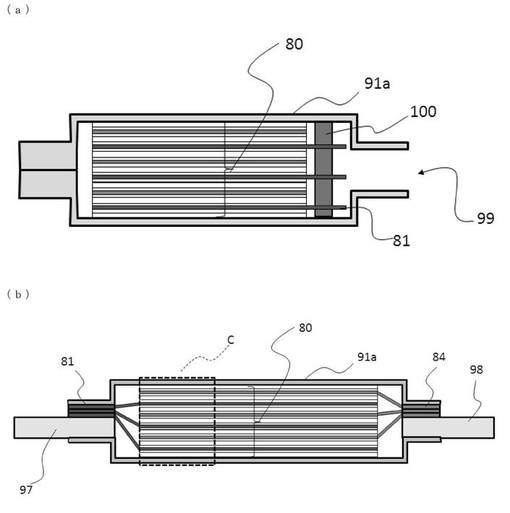
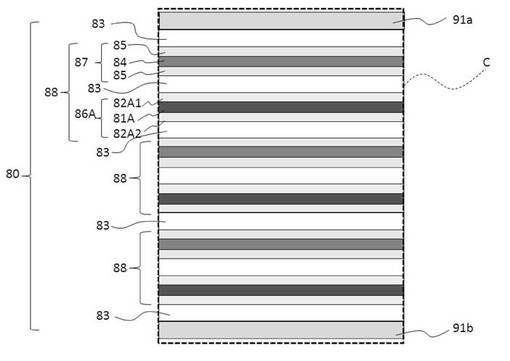
図3は、図1の薄型リチウム空気電池の図であり、図3(a)は図1(b)のA−A’線における断面図であり、図3(b)は図1(b)のB−B’線における断面図である。図4は、図3(b)のC部における拡大図である。
図3(a)、(b)に示すように、2枚の収納容器用のフィルム材91a、91bが周辺部で接着されたことによって形成された収納容器92の内部には、空気電池本体である積層体80が収納されている。
図4に示すように、積層体80は、2つの薄型セパレータ83の間に、3つの単位構造体88が薄型セパレータ83を挟んで積層されてなる。
単位構造体88は、薄型正極構造体86と、薄型セパレータ83と、薄型負極構造体87が積層されてなる。薄型負極構造体87は、負極基材84の両面に負極材85が積層されてなり、薄型正極構造体86Aは、正極基材81Aの両面に正極材82A1、82A2が形成されてなる。
【0030】
積層体80には、電解液が充填されている(図示略)。電解液の量は、積層された正極材82A1、82A2や薄型セパレータ83全体を含浸する程度である。
【0031】
図3(a)に示すように、積層体80の一の長辺側には遮蔽フィルム100が取り付けられている。遮蔽フィルム100により、積層体80は収納容器92外の雰囲気から遮蔽されている。しかし、正極活物質を輸送するための経路を有す正極基材81Aの一の長辺側の端部は、収納容器92に設けられた開口部99により、収納容器92外の外気がとりこめるようになっており、正極基材81Aの一の長辺側の端部を介して、収納容器92外から正極基材81A内へ、正極活物質である空気又は酸素ガスを供給することができる。
【0032】
遮蔽フィルム100は、有機物もしくは無機物からなるからなる。有機物としては例えば、絶縁性のポリイミドフィルムを用いる。無機物としてはSiO2のような絶縁性のガラスが用いることができる。絶縁性の材料を用いる理由は、電解液と接触する可能性があるためであり、絶縁性の材料で被覆された金属箔を用いてもよい。これにより、電解液が開口部99を介して収納容器92外へ漏洩することを防止すると同時に、収納容器92外部から薄型負極構造体87への空気又は酸素ガスの流入を防止できる。
【0033】
図3(b)に示すように、薄型正極構造体86Aの正極基材81Aの一の短辺側の端部はタブ97に接続されている。また、薄型負極構造体87の負極基材84の一の短辺側の端部がタブ98に接続されている。
【0034】
(薄型セパレータ)
薄型セパレータ83は、絶縁体からなる。例えば、繊維状のポリプロピレンやポリエチレンからなる多孔性のフィルムを用いることができる。これにより、Liイオンを含む電解液を含浸するためLiイオンは薄型セパレータを通過でき、かつ正極材と負極材の直接接触による短絡を回避できる。
【0035】
(薄型負極構造体)
負極基材84は、金属の薄板や箔からなる。金属を用いることにより、集電体として機能させることができる。
負極材85は、Li薄膜又はLi箔からなる。これにより、Li薄膜又はLi箔を構成するLiを負極活物質として利用できる。Li薄膜又はLi箔は、公知の方法、例えばLiを負極基材上に真空蒸着するか、圧延したLiの箔を負極基材上に貼り付けることにより、容易に行うことができる。
図4では、負極基材84の両面に負極材85を形成しているが、片面のみでも良い。
【0036】
(薄型正極構造体)
図5は、本発明の実施形態である薄型正極構造体の一例を示す図であり、図5(a)は斜視図であり、図5(b)は平面図である。
図6は、図5の薄型正極構造体の図であり、図6(a)は図5(b)のD−D’線における断面図であり、図6(b)は図6(a)のF部における拡大図である。
【0037】
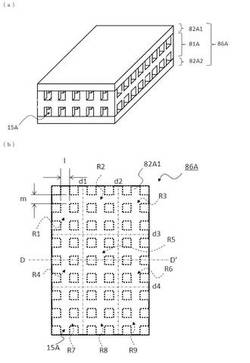
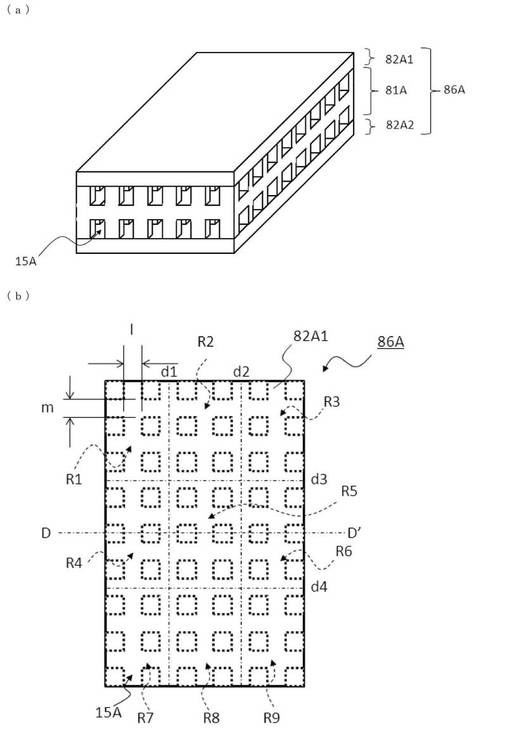
図5(a)に示すように、本発明の実施形態である薄型正極構造体86Aは、正極基材81Aの両面に正極材82A1、82A2が形成されてなる。
正極基材81Aは、略板状であり、一面及び他面に溝が形成されている。これらの溝は、正極材82A1、82A2が配置されることにより、ガスの流路用の孔15Aとされている。ガスの流路用の孔15Aは正極基材11の側面すべてに連通されている。
【0038】
図5(b)に示すように、ガスの流路用の孔15Aは正極基材81Aの一面を平面視略格子状に形成されている。一方は、幅lの直線状に複数形成されている。これらは一定間隔で平行配置されている。また、他方は、幅mの直線状に複数形成されている。これらは一定間隔で平行配置されている。幅lの直線状に形成されたガスの流路用の孔15Aと、幅mの直線状に形成されたガスの流路用の孔15Aは垂直に交差されている。
幅l、mの長さは同一としても、異なるようにしてもよい。例えば、幅l、mは10nm〜500μmとし、ガスの流路用の孔15Aのピッチ(周期)は100μm〜1mmとし、ガスの流路用の孔15Aの深さは0.1μm〜10μmとする。
なお、ガスの流路用の孔15Aの幅、深さ、ピッチ及び方向は正極基材81A面内において同一である必要はなく、無規則に形成してもよい。
【0039】
図5(b)に示すように、ガスの流路用の孔15Aが形成された正極基材81Aの一面は、平面視略矩形状である。
ガスの流路用の孔15Aが形成された正極基材81Aの一面は、各辺を3等分する線d1、d2、d3、d4で区画したときに、平面視略格子状に9つの領域R1、R2、R3、R4、R5、R6、R7、R8、R9に区画される。
区画された9つの領域R1〜R9はそれぞれ平面視略矩形状であり、これらの領域すべてに、ガスの流路用の孔15Aが少なくとも1つ形成されており、各領域の境界において隣接する領域のガスの流路用の孔15Aに連通されている。さらに正極基材81Aの端部と接する領域においては、少なくともその一部においてガスの流路用の孔15Aが外部と連通されている。
以上の構造によって、ガスの流路用の孔15Aの空気又は酸素ガスの流路として用いたときに、空気又は酸素ガスを正極材の隅々まで均一に供給することができる。
【0040】
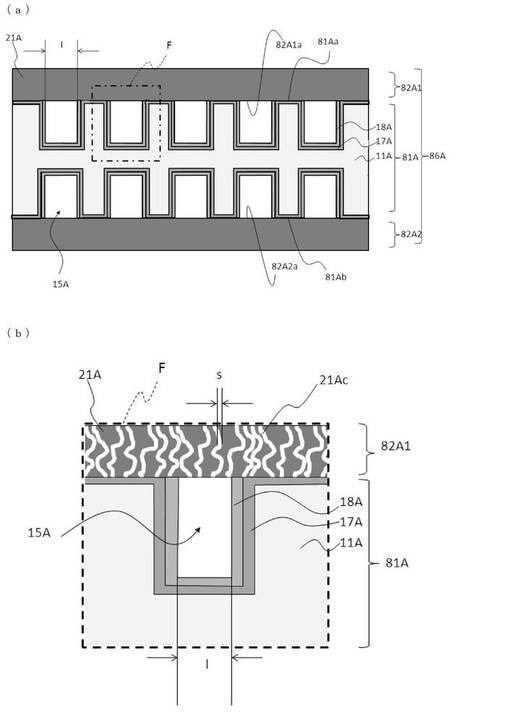
図6(a)、(b)に示すように、正極基材81の一面81Aaに正極材82A1の一面82Aaが接するように正極材82Aが形成されており、正極基材81の他面81Abにも同様に正極材82A2の一面82Aaを接するように形成されている。
正極基材81Aは、溝が形成されたシリコン(Si)11Aと、金属層17Aと、撥油性分子からなる層18Aとから構成されている。正極基材81Aに形成された溝は、81Aaと接するように正極材82A1を配置することにより、トンネル状のガスの流路用の孔15Aとされる。
【0041】
金属層17Aは、シリコン(Si)11Aの表面を覆うように形成されている。
金属層17Aは、Ni、Al、Cuのいずれかの金属若しくはその合金からなる。これにより、正極基材81A表面の電気抵抗を下げ、電池性能を保つことができる。金属層17Aとシリコン(Si)11Aの間には、密着層としてTiやTaを1〜20nm配置してもよい。
【0042】
図6(b)に示すように、正極材82は、細孔21Acを有する多孔体からなる。
正極材82A1の材料としては、炭素(C)又は炭素を主成分とする複合材料を用いる。炭素(C)又は炭素を主成分とする複合材料としては、例えば、炭素の微粒子あるいはカーボンナノチューブやナノホーンのような炭素ナノ構造体を挙げることができる。細孔の径sは1nm以上1000nm以下とされている。細孔21Acを有することにより、細孔21Ac内に電解液を浸透させることができ、Liイオンを効率的に輸送することができる。
例えばグラフェン片が積層した構造の場合、隣接するグラフェン片との間隔が1nm未満の場合、それはほぼグラファイトと同様であり、空気電池として動作しにくく、かわりにLiイオンのインターカレーションが起こってしまう。また1000nm以上の場合、反応場として炭素表面密度が小さくなりすぎ、大容量化の目的を果たさなくなる。
【0043】
撥油性分子からなる層18Aは、ガスの流路用の孔15A内の金属層17Aの表面を覆うように形成されている。撥油性分子の材料としては、フルオロアルキルシラン類を用いる。これにより、正極材82A1内の細孔21Acに貯蔵した電解液がガスの流路用の孔15A内に滴下したとしても、電解液は液滴とされ、ガスの流路用の孔15Aの内面上に広がることがなく、空気又は酸素ガスの流れを妨げることがない。
【0044】
正極基材81Aは、シリコン(Si)11Aと、その表面に形成された金属層17Aの構成に限られるものではなく、Ni、Al、Cuのいずれかの金属若しくはその合金のみから構成してもよい。
【0045】
<薄型正極構造体の製造方法>
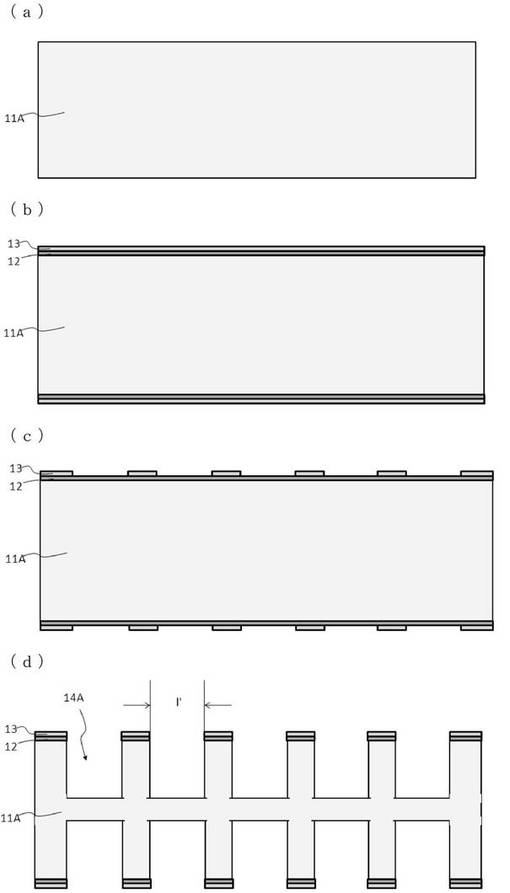
図7及び図8は、図5(a)に示す薄型正極構造体の製造方法を示す工程断面図である。
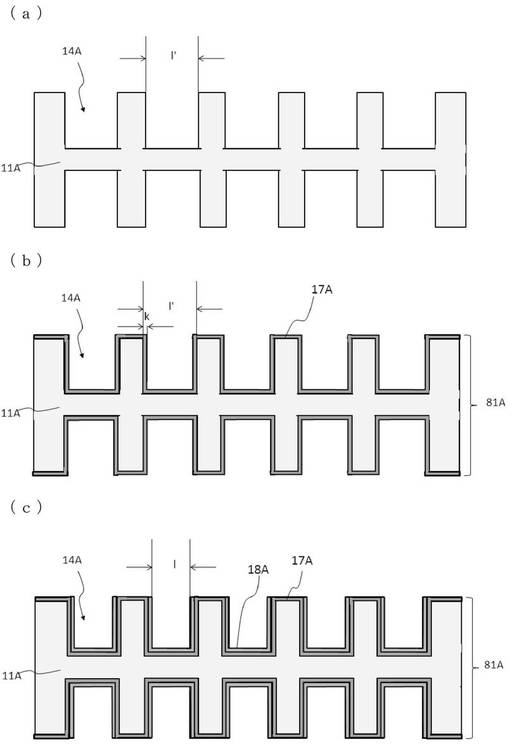
まず、図7(a)に示すように、板状のシリコン(Si)11Aを用意する。
次に、図7(b)に示すように、一面及び他面に密着性改善層12を形成してから、密着性改善層12を覆うように、マスク層13を形成する。
密着性改善層12の材料としては、ヘキサメチルジシラン(HMDS)等を用いる。
マスク層13の厚みは、例えば、20μm程度とする。なお、マスク層13としては、フォトレジスト又はSiO2を用いる。
【0046】
次に、図7(c)に示すように、フォトリソグラフィー法にて、マスク層13をパターニングする。
次に、図7(d)に示すように、パターニングしたマスク層13をマスクとして用いて、ドライエッチング法により、密着性改善層12をエッチング除去するとともに、シリコン(Si)11に断面幅l’の溝14Aを形成する。
なお、ドライエッチング法の代わりに、ウェットエッチング法を用いてもよい。形状の精度は低くてよいためである。
【0047】
次に、図8(a)に示すように、マスク層13及び密着性改善層12を除去する。
次に、図8(b)に示すように、シリコン(Si)11の溝14A内面、一面及び他面を覆うように金属層17Aを形成する。
金属層17Aを設けることにより、正極基材81A表面の電気抵抗(内部抵抗)を低減できる。金属層17Aの成膜には、CVD法、スパッタリング法又は電解メッキ法を用いる。金属層17Aの厚みkは、溝14Aが埋まらない厚さ、すなわち溝深さのl/2以下であればよいが、酸素ガス流路の断面幅lを溝14Aの断面幅l’の半分以上残す厚さ以下とすることが好ましい。空気又は酸素ガス流路の機能低下を抑制するためである。金属層17Aと基板11Aの間には、密着層としてTiやTaを1〜20nmの厚みでスパッタリング法やCVD法を用いて配置してもよい。
【0048】
次に、金属層17Aを覆うように撥油性分子からなる層18Aを形成する。
成膜方法としては、例えば、撥油性分子を分散させた溶液に、基板を浸漬させて撥油性分子を表面吸着させるディッピング法、又は、大気もしくは真空中にて撥油性高分子自体を加熱する気相蒸着法を用いることができる。その他、スピンコーティング法、刷毛塗り法等を用いることができる。これらの成膜方法を用いることにより、撥油性分子を金属層17Aの表面に均一に化学吸着させることができ、撥油性分子からなる層18を形成できる。
【0049】
次に、図8(c)に示すように、溝14A内面の撥油性分子からなる層18Aは残し、一面側及び他面側の撥油性分子からなる層18Aのみをエッチング除去して、一面側及び他面側の金属層17Aを露出させる。エッチング処理としては、ドライエッチング法等を用いる。例えば、1〜100mTorrのArガスにRF又はDCプラズマを用いてドライエッチング法で除去する。
【0050】
次に、正極基材の一面側及び他面側の金属層17Aに接合し、溝14Aの上部開口に蓋をするように、正極材82A1、82A2を形成する。
正極材82A1、82A2の形成方法としては、プラズマCVD法若しくはcat−CVD法等の各種気相化学反応法(CVD法)又はスパッタ法等を用いる。CVD法では、炭化水素材料としてCH4、CH3OH、C2H2、C2H6、もしくはベンゼン環を有す分子を用いる。
プラズマCVD法若しくはホットワイアーCVD若しくはcat−CVD法を用いた場合には、プラズマや触媒の作用により原料分子から成長に適したラジカルを生成することができ、気相反応の進行が促進され、成膜に必要な基材加熱温度を低くできる効果がある。
成膜時の基材加熱温度は400℃以下とすることが好ましい。
【0051】
正極材82A1、82A2の厚さは、0.1μm以上が好ましく、0.8μm以上がより好ましい。正極材82A1、82A2の厚さを0.1μm以上とすることにより、電池内部抵抗を低減できる。また、放電時に対向する負極の金属リチウムがすべてLiイオンとなり、正極材表面においてリチウム過酸化物になる状況が、電池の正極材表面積として最もバランスがよい状態であるが、上記膜厚にすることにより実現することができる。
【0052】
正極材82A1、82A2の形成方法としては、リチウムイオン電池や燃料電池と同様に、炭素系2次粒子を分散させ、塗布し乾燥させる方法を用いてもよい。
また、板状の正極材82A1、82A2を押し付けて、接着する方法を用いてもよい。
以上の工程により、図6(a)に示す薄型正極構造体86Aを製造することができる。
【0053】
<薄型リチウム電池の使用方法>
図9は、薄型リチウム電池の使用方法の一例を示す説明図である。
図9に示すように、薄型リチウム電池101は、格納容器201内に格納されて使用される。
格納容器201には、ガス排気管202B及びガス供給管202Aが取り付けられており、202A、202Bの接続部以外は密閉されている。
ガス排気管202Bに接続したポンプ203により、格納容器201内を減圧可能とされている。格納容器201内を減圧後、ガス排気管202Bのバルブ204を閉じ、ガス供給部(図示略)からポンプ203を動作させることにより、格納容器201内を空気又は酸素ガスで充填することができる。
格納容器201内に空気又は酸素ガスを充填すると、薄型リチウム電池101の収納容器の開口部99から薄型正極構造体内に空気又は酸素ガスを供給することができ、電池反応を開始させることができる。
【0054】
格納容器201内で、薄型リチウム空気電池101の2つのタブ97、98は、ブレード205、206に接続されている。ブレード205、206は出力端子206、208に接続されており、出力端子206、208から薄型リチウム空気電池101で発生させた電力を外部に取り出すことができる。
【0055】
図10は、薄型リチウム電池の使用方法の別の一例を示すである。
図10に示すように、本発明の第1の実施形態である薄型リチウム空気電池101が4枚積層配置されている。各薄型リチウム空気電池101は、タブ連結部材96により、直列に接続されるようにタブ97、98が接続されている。
このように積層枚数を増やすことにより、容易に出力電圧を高めることもできる。
【0056】
(本発明の第2の実施形態)
<薄型正極構造体>
図11は、本発明の実施形態である薄型正極構造体の別の一例を示す図である。
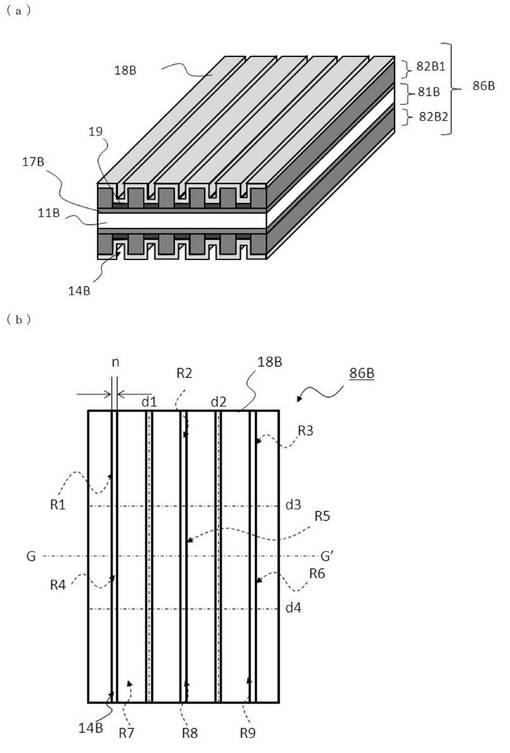
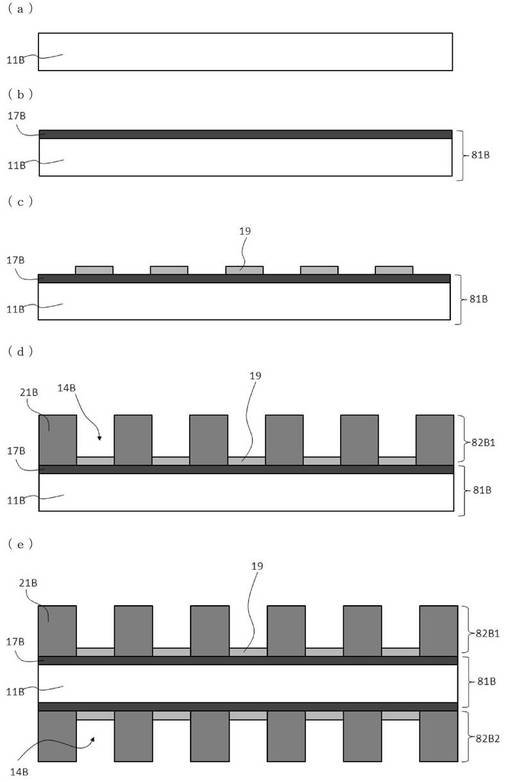
図11(a)に示すように、本発明の実施形態である薄型正極構造体86Bは、平面視略矩形状の正極基材81Bの両面に四角柱状の正極材82B1、82B2が並列配置され、正極基材81Bと正極材82B1、82B2とを覆うように、撥油性分子からなる層18Bが形成されて、概略構成されている。
図11(a)、(b)に示すように、隣接する正極材82B1、82B2の間に、幅nの平面視線状のガスの流路用の溝14Bが一定間隔で平行に形成されている。
【0057】
図11(b)に示すように、ガスの流路用の溝14Bが形成された正極基材81Bの一面は、平面視略矩形状である。
ガスの流路用の溝14Bが形成された正極基材81Bの一面は、各辺を3等分する線d1、d2、d3、d4で区画したときに、区画された9つの領域R1〜R9はそれぞれ平面視略矩形状であり、これらの領域すべてに、ガスの流路用の溝14Bは、各領域の境界において隣接する領域のガスの流路用の溝14Bに連通されている。さらに正極基材81Aの端部と接する領域においては、少なくともその一部においてガスの流路用の溝14Bが外部と連通されている。
上記の構造により、ガスの流路用の溝14Bの空気又は酸素ガスの流路として用いることができ、空気又は酸素ガスを正極材の隅々まで均一に供給することができる。
【0058】
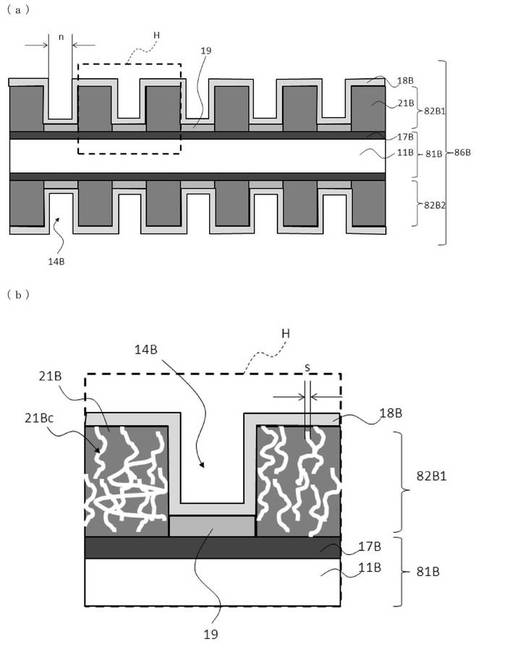
図12は、図11の薄型正極構造体の図であって、図12(a)は図11(b)のG−G’線における断面図であり、図12(b)は図12(a)のH部における拡大図である。
図12(a)、(b)に示すように、正極基材81Bは、シリコン(Si)もしくはSiO2からなる11Bと、シリコン(Si)11Bを被覆する金属層17Bとから構成されている。金属層17B上には、断面視四角柱状の正極材82B1、82B2が並列に配置されている。隣接する正極材82B1、82B2の間であって、金属層17B上には、絶縁層19が形成されている。正極材82B1、82B2及び絶縁層19を覆うように、撥油性分子からなる層18Bが形成されている。隣接する正極材82B1、82B2の間に断面幅nのガスの流路用の溝14Bが形成されている。
ガスの流路用の溝14Bは、一側面からその対向側面に連通されている。よって、一側面からその対向側面のいずれかから、空気又は酸素ガスを薄型正極構造体86B内に供給することができる。薄型正極構造体86Bの一面側及び他面側に薄型セパレータを配置され、ガスの流路用の溝14Bは空気又は酸素ガスを流通させる流路として機能する。
【0059】
図12(b)に示すように、正極材82B1、82B2は、断面幅sの細孔21Bcを有する炭素(C)又はその複合材料の多孔体21Bからなる。これにより、細孔21Bc内に電解液を浸透させることができる。
金属層17Bの材料は、Ni、Al、Cuのいずれかの金属若しくはその合金を用いる。
撥油性分子からなる層18Bは、フルオロアルキルシラン類である。
【0060】
以上の構成により、ガスの流路用の溝14B内を流通する空気又は酸素ガスに含まれる酸素イオン(正極活物質)を正極材82B1内の細孔21Bcに取り込んで、細孔21Bc内に浸透した電解液に含まれるLiイオン(負極活物質)と、正極材82B1の表面で電池反応させることができる。
【0061】
<薄型正極構造体の製造方法>
図13は、図11(a)に示す薄型正極構造体の製造方法を示す工程断面図である。
まず、図13(a)に示すように、断面視略矩形状のシリコン(Si)11Bを用意する。
次に、図13(b)に示すように、シリコン(Si)もしくはSiO2基板11Bの一面に、金属層17Bを形成する。
【0062】
次に、CVD又はスパッタ法により、金属層17Bを覆うように絶縁体薄膜を堆積する。
絶縁体薄膜の材料としては、電気的な耐圧の高い材料が好ましく、有機物であっても、無機物であってもよい。特に、SiO2やAl2O3等が好ましい。絶縁体薄膜の膜厚は10nm以上1μm以下とする。
【0063】
次に、図13(c)に示すように、フォトリソグラフィー法にて、前記絶縁体薄膜をストライプ状にパターニングして、絶縁層19を形成する。
絶縁層19のストライプ幅は0.1μm以上1mm以下とする。また、ストライプ周期は0.2μm以上2mm以下とする。
【0064】
次に、図13(d)に示すように、熱CVD、プラズマCVD又は熱触媒CVD法により、炭素系材料を用いて、隣接する絶縁層19間に露出した金属層17B上に炭素系材料からなる正極材82B1を成長させる。隣接する正極材82B1の間に溝14Bが形成される。
カーボンナノチューブやナノホーンといった炭素系ナノ構造体を用いた場合、炭素系ナノ構造体は、主として、触媒として機能する金属層17B上でのみ選択的に正極材82Bを成長する。しかし、炭素系ナノ構造体は、金属層17B上でのみ完全に選択成長するわけではなく、絶縁層19上に若干堆積する。絶縁層19上に若干堆積する炭素系ナノ構造体については、正極材82B1成長後に、CF4、CHF3又はSF6等のガスを用いて、プラズマ中でドライエッチング処理することにより、除去する。
【0065】
次に、図13(e)に示すように、正極基材81Bの他面側も一面側と同様にして加工して、正極材82B2を成長させる。
次に、第1の実施形態に記載の方法と同様の方法で、一面側及び他面側を覆うように撥油性分子からなる層18Bを形成する。
なお、正極基材81Bと金属層17B上に形成した絶縁層19の上に、あらかじめ撥油性分子からなる層18Bを形成しておいてもよい。また、絶縁層19をフルオロアルキルシラン類からなる分子によって形成することにより、絶縁層19と撥油性分子からなる層18Bを兼ねてもよい。このとき、後から正極材82B1,82B2を形成するが、正極材82B1,82B2表面に撥油性分子からなる層18Bはなくてもよい。
以上の工程により、薄型正極構造体86Bを形成できる。
【0066】
(本発明の第3の実施形態)
<薄型正極構造体>
図14は、本発明の実施形態である薄型正極構造体の更に別の一例を示す図であって、図14(a)は斜視図であり、図14(b)は平面図である。
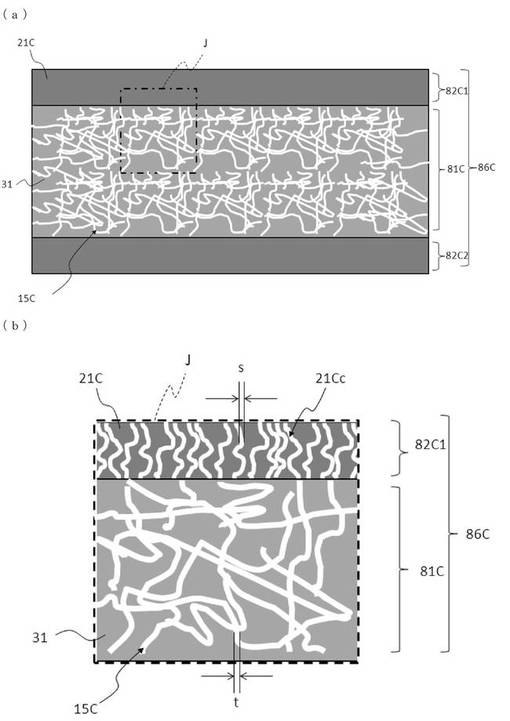
図15の薄型正極構造体の図であって、図15(a)は図14(b)のI−I’線における断面図であり、図15(b)は図15(a)のJ部における拡大図である。
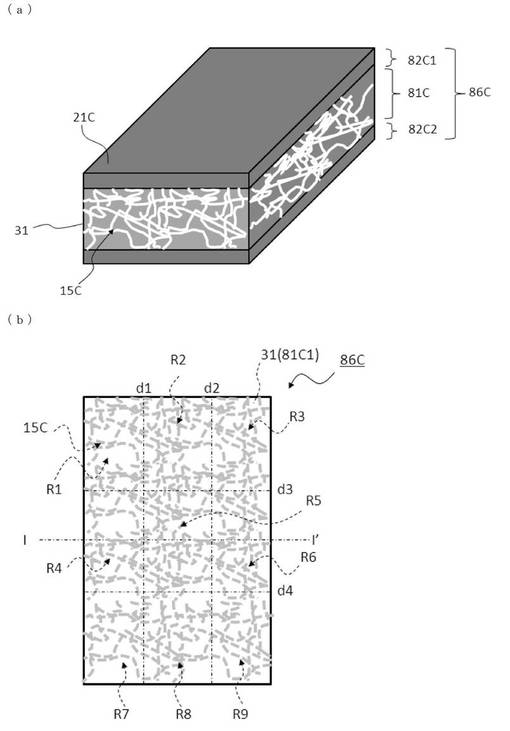
図14(a)、図15(a)に示すように、本発明の実施形態である薄型正極構造体86Cは、正極基材81Cの両面に正極材82C1、82C2が形成されてなる。
【0067】
図14(a)に示すように、正極基材81Cには、板状の発泡金属が用いられている。発泡金属は金属多孔質体であり、気孔率(空隙率)が75〜99%、孔径が10μm〜1000μm程度のものを用いる。発泡金属の材料は、Ni、Al、Cuのいずれかの金属若しくはその合金を用いる。
発泡金属からなる正極基材81Cは、3次元網目状のガスの流路用の孔15Cを有する。
【0068】
図14(b)に示すように、ガスの流路用の孔15Cが形成された正極基材81Cの一面は、平面視略矩形状である。
ガスの流路用の孔15Cが形成された正極基材81Cの一面は、各辺を3等分する線d1、d2、d3、d4で区画したときに、区画された9つの領域R1〜R9はそれぞれ平面視略矩形状であり、これらの領域すべてに、ガスの流路用の孔15Cの開口部が形成されている。
これにより、ガスの流路用の孔15Cの空気又は酸素ガスの流路として用いたときに、空気又は酸素ガスを正極材の隅々まで均一に供給することができる。
【0069】
図15(b)に示すように、発泡金属からなる正極基材81Cは、断面幅tの3次元網目状のガスの流路用の孔15Cを有する。なお、図14及び図15では省略しているが、ガスの流路用の孔15Cの内表面は、撥油性分子からなる層で被覆されている。これにより、ガスの流路用の孔15C内に電解液が漏れても、電解液は液滴状の形状となり、空気又は酸素ガスの流通を妨げない。
【0070】
<薄型正極構造体の製造方法>
まず、市販の板状の発泡金属材料を用意する。
次に、第1の実施形態で示した方法と同様にして、前記発泡金属材料の両面に正極材82C1、82C2を形成する。
次に、撥油性分子蒸気を吹き付けて、発泡金属材料の孔の内表面に撥油性分子からなる層を形成する。
以上の工程により、薄型正極構造体86Cを製造できる。
【0071】
正極材82C1、82C2を形成する前に、3次元網目状の孔内壁に撥油性分子蒸気を吹き付けてもよい。この場合、Arガス等を10mTorrから50mTorrに調整した圧力下で、DCもしくはRFプラズマにより発泡金属一面の表層に近い部分の撥油性分子からなる層を除去して、発泡金属材料の表面を露出させる。このとき、孔内部の撥油性分子が一部除去されてもよい。
その後、前記発泡金属材料の両面に正極材82C1、82C2を形成する。上記プラズマ工程により孔内の撥油性分子が除去された領域にも正極材82C1、82C2が被覆するようにすることが好ましい。CVD法で正極材82C1、82C2を形成する場合は成膜時の圧力、炭素系2次粒子を分散させ塗布し乾燥させる方法を用いる場合には、乾燥前のプレス圧力で制御できる。
この方法で、薄型正極構造体86Cを製造してもよい。
【0072】
発泡金属を用いる場合、気孔の孔径が10μm以上であるので、正極材82C1、82C2が気孔内部に入りすぎる場合があるが、その場合には、片面に正極材82C1、82C2をあらかじめ塗布した2枚の薄型セパレータをそれぞれ、正極材82C1、82C2を、先に記載の表面のみ撥油性分子を除去した正極基材81Cの一面又は他面に貼り付ける方法により、薄型正極構造体86Cを製造してもよい。
【0073】
気孔径を10μm以下にするために、金属不織布を正極基材81Cとして用いてもよい。金属不織布の孔径は数μmから数100μmである。
【0074】
本発明の実施形態である薄型正極構造体86A、86B、86Cは、板状の正極基材81A、81B、81Cに多孔体からなる正極材82A1、82A2、82B1、82B2、82C1、82C2が接合された薄型正極構造体であって、前記正極基材又は前記正極材に一の側面から対向する側面に通ずるガスの流路用の溝14B又は孔15A、15Cが形成されている構成なので、セパレータ及び負極構造体と積層しても、正極基材のうち正極材と接していない一側面から、空気又は酸素ガスからなる正極活物質を正極材に効率的に供給して、正極材中の電解液に含まれるLiイオンと反応をさせることができるとともに、多層構造により大容量化を実現でき、大容量薄型リチウム空気電池を提供できる。
【0075】
本発明の実施形態である薄型正極構造体86A、86B、86Cは、前記正極材が炭素又はその複合材料からなる構成なので、電解液を正極材の細孔内に保持することができるとともに、溝又は孔内を流通する空気又は酸素ガスを、正極材の細孔内に効率的に取り込むことができ、正極材の細孔内で電解液に含まれる負極活物質であるLiイオンと、空気又は酸素ガスに含まれる正極活物質である酸素イオンとを、正極材の細孔の内壁面で、効率的に反応させることができる。
【0076】
本発明の実施形態である薄型正極構造体86A、86B、86Cは、前記正極基材がNi、Al、Cuのいずれかの金属若しくはその合金を有する構成なので、導電性が高い金属若しくはその合金を電池反応で発生する電流の集電体として利用でき、電池反応の効率を高めることができる。
【0077】
本発明の実施形態である薄型正極構造体86A、86B、86Cは、前記ガスの流路用の溝又は孔の内面に撥油性分子からなる層が形成されている構成なので、空気又は酸素ガス流路となる溝又は孔内に正極材に含浸された電解液の侵入を抑制することができる。仮に電解液が侵入したとしても、液滴にすることができる。これにより、空気又は酸素ガス流路を塞ぐことがなく、空気又は酸素ガスの流通を確保することができる。更に、電解液からなる液滴が電池動作に電気化学的な影響を及ぼすことを抑制できる。
【0078】
本発明の実施形態である薄型正極構造体86Aは、正極基材11Aの一面及び/又は他面に形成された溝14Aを覆うように板状の正極材82A1、82A2が接合され、溝14Aがガスの流路用の孔15Aとされている構成なので、空気又は酸素ガスを正極材に隅々まで十分供給することができる。
【0079】
本発明の実施形態である薄型正極構造体86Bは、2以上の柱状部材からなる正極材82B1が平行にかつ離間して配置され、正極材82B1同士の間の空間がガスの流路用の溝14Bとされている構成なので、空気又は酸素ガスを正極材に隅々まで十分供給することができる。
【0080】
本発明の実施形態である薄型正極構造体86Cは、正極基材81Cが金属発泡体からなり、一面及び/又は他面に開口を備える貫通孔を有し、前記開口を覆うように板状の正極材が接合され、前記貫通孔がガスの流路用の孔とされている構成なので、空気又は酸素ガスを正極材に隅々まで十分供給することができる。
【0081】
前記正極基材の一面又は他面が平面視略矩形状であるときに、各辺を3等分する線で前記一面又は他面を区画したときに、前記一面又は他面上の区画された9つの領域のすべてに、ガスの流路用の孔の開口又はガスの流路用の溝が形成されている構成なので、空気又は酸素ガスを正極材に隅々まで十分供給することができる。
【0082】
本発明の実施形態である薄型正極構造体86A、86B、86Cの製造方法は、板状の正極基材の一面又は他面に一の側面から対向する側面に通ずる溝を形成してから、前記溝を覆うように、板状の多孔体からなる正極材を接合する工程、板状の正極基材の一面又は他面に2以上の柱状の多孔体からなる正極材を平行にかつ離間して配置する工程、又は、一面及び/又は他面に開口を形成している貫通孔を有する金属発泡体を板状の正極基材として用い、その一面及び/又は他面に板状の多孔体からなる正極材を接合する工程の群から選択されるいずれか一の工程により、薄型正極構造体を製造する構成なので、容易に、ガスの流路用の溝又は孔を備えた薄型正極構造体を製造することができる。
【0083】
本発明の実施形態である薄型リチウム空気電池101は、薄型正極構造体86A、86B、86Cと、薄型セパレータ83と、Li薄膜又はLi微粒子で被膜された板状の負極基材からなる薄型負極構造体87と、が積層された積層体80を収納容器91内に収納した薄型リチウム空気電池であって、前記薄型正極構造体の正極基材81A、81B、81Cが収納容器91外に配置された正極タブ97、98に接続されるとともに、正極基材81A、81B、81Cの一部が、収納容器91に設けられた開口部99で、収納容器91外に露出されている構成なので、セパレータ及び負極構造体と積層しても、前記収納容器の開口部を介して、正極基材のうち正極材と接していない一側面から、空気又は酸素ガスからなる正極活物質を正極材に供給可能であり、大容量薄型リチウム空気電池を提供できる。
【0084】
本発明の実施形態である薄型リチウム空気電池101は、正極基材81A、81B、81Cの一部のみが収納容器91外に露出されるように、前記正極基材に遮蔽フィルム100が取り付けられている構成なので、電解液の漏れを防止し、空気又は酸素ガスが負極構造体へ流入するのを防止できる。
【0085】
本発明の実施形態である薄型正極構造体及び薄型リチウム空気電池は、上記実施形態に限定されるものではなく、本発明の技術的思想の範囲内で、種々変更して実施することができる。本実施形態の具体例を以下の実施例で示す。しかし、本発明はこれらの実施例に限定されるものではない。
【実施例】
【0086】
(実施例1)
<薄型正極構造体>
まず、平面視略四角形状の板状のSi基板上にヘキサメチルジシラン(HMDS)からなる密着性改善層を塗布した。
次に、密着性改善層上にフォトレジストを20μm程度の厚みで塗布してから、フォトリソグラフィー法により、パターニングして、一面に平面視略格子状の凹部を形成した。
次に、ドライエッチング法により、Si基板に縦横に延伸する溝を形成した。次に、マスクとして用いたフォトレジストを除去した。
次に、電解メッキ法により、Niからなる金属層を0.1μmの厚みで形成して、金属層被膜基板を形成した。
【0087】
次に、この金属層被膜基板をフルオロアルキルシラン分散溶液に浸漬してから、引上げて乾燥させて、金属層上にフルオロアルキルシランからなる撥油性分子からなる層を形成した。
次に、10〜100mTorrのArガスにRFにてプラズマを生じさせて、ドライエッチング法により、正極材を配置する部分の撥油性分子からなる層を除去した。
次に、CH4を用い、成膜時の基材加熱温度は400℃以下として、プラズマCVD法により、一面の金属層の露出面に接するとともに、一面側を覆うように炭素系材料を成膜し、正極材を形成した。これにより、Si溝は孔とされた。また、他面も同様に炭素系材料を成膜し、正極材を形成した。
以上により、実施例1の薄型正極構造体を製造した。
【0088】
(実施例2)
まず、Niからなる基板の一面に、CVD法により、SiO2からなる絶縁体薄膜を100nmの厚さで成膜してから、フォトリソグラフィー法により、前記絶縁体薄膜をストライプ状パターンとした。
次に、原料としてカーボンナノチューブを用い、触媒CVD法により、露出したNi金属上に炭素系材料を選択成長した。
次に、CF4ガスを用いて、プラズマ中でドライエッチングして、絶縁体薄膜上の炭素系材料を除去して、平面視線状の正極材を、一定間隔で離間して、複数形成した。
【0089】
次に、他面側も同様の操作を行い、両面に一定間隔で離間して配置した平面視線状の正極材を形成した。
次に、実施例1と同様の方法で、絶縁体薄膜上に撥油性分子からなる層を塗布した。
以上により、実施例2の薄型正極構造体を製造した。
【0090】
撥油性分子からなる層のため、正極材のみに電解液が含浸され、絶縁体薄膜上の酸素ガス流路と分離できた。
正極材と酸素ガス流路が同一面内に設置されるため、実効的電極面積が減少した。しかし、酸素ガスが正極材の両側から供給され、電池反応の効率を向上させた。
【0091】
(実施例3)
まず、正極基材として、平面視略矩形状の発泡金属からなる板材を用意した。
次に、実施例1と同様の方法により、発泡金属からなる板材の両面に炭素系材料を成膜し、正極材を形成した。
次に、Arガスのフローにより、発泡金属からなる板材に撥油性分子からなる蒸気を流入させて、発泡金属の細孔の内壁に撥油性分子からなる層を形成した。
以上により、実施例3の薄型正極構造体を製造した。
【0092】
(実施例4)
実施例1の薄型正極構造体、セパレータ及び薄型負極構造体を積層してなる単位構造体を、セパレータを介して3つ積層して、積層体を形成した。
このとき、薄型正極構造体、セパレータ及び薄型負極構造体はそれぞれ、対向する面が最大限接面するように重ねた。また、薄型正極構造体の正極基材の2側面を、セパレータの2側面に合わせ、前記正極基材の他の2側面を、セパレータの他の2側面に対して突出するように配置した。また、薄型負極構造体の負極基材の3側面を、セパレータの3側面に合わせ、前記負極基材の他の1側面を、セパレータの他の1側面に対して突出するように配置した。
セパレータとしては、ポリエチレン繊維からなる膜厚250μmのものを用いた。
また、薄型負極構造体としては、10μm厚のCu箔の両面にLi膜が20μmつけられたものを用いた。
【0093】
次に、突出させた薄型正極構造体の1側面を区画するように、隔壁フィルムを取り付けた。
次に、突出させた薄型正極構造体の正極基材の他の1側面をまとめて、正極用タブに圧着し、突出させた薄型負極構造体の負極基材の他の1側面をまとめて、負極用タブに圧着した。
次に、積層体を電解液に含浸してから、収納容器の開口部から、突出させた薄型正極構造体の1側面が露出されるように、積層体を収納容器内に収納した。なお、格納容器はラミネート・パッケージにより、完全に封止した。
次に、前記収納容器を格納容器内に配置し、正極用タブ及び負極用タブにそれぞれ正極用ブレード及び負極用ブレードを接続してから、格納容器を封止した。格納容器の一のガス管を酸素ボンベに接続し、他のガス管をポンプに接続した。
以上により、実施例4の薄型リチウム空気電池を製造した。
【0094】
(実施例5)
実施例2の薄型正極構造体を用いた他は実施例4と同様にして、実施例5の薄型リチウム空気電池を製造した。
【0095】
(実施例5)
実施例3の薄型正極構造体を用いた他は実施例4と同様にして、実施例6の薄型リチウム空気電池を製造した。
【0096】
実施例4〜6の薄型リチウム空気電池で、酸素ガスを積層体に供給することにより、積層体で発生させた電力を、正極用タブ及び負極用タブから外部に取り出すことができた。
【産業上の利用可能性】
【0097】
本発明は、正極材と正極基材との積層構造を有し、セパレータ及び負極構造体と積層しても、空気又は酸素ガスからなる正極活物質を正極材に供給可能な薄型正極構造体及び大容量薄型リチウム空気電池に関するものであり、電池産業、エネルギー産業等において利用可能性がある。
【符号の説明】
【0098】
11A、11B…シリコン(Si)、12…密着性改善層、13…マスク層、14A…溝、14B…ガスの流路用の溝、15A、15C…ガスの流路用の孔、17A、17B…金属層、18A、18B…撥油性分子からなる層、19…絶縁層、21A、21B、21C…炭素系材料からなる部材、31…発泡金属、80…積層体、81A、81B、81C…正極基材、82A1、82A2、82B1、82B2、82C1、82C2…正極材、21Ac、21Bc、21Cc…細孔、83…セパレータ、84…負極基材、85…負極材、86…薄型正極構造体、87…薄型負極構造体、88…単位構造部、91a、91b…(収納容器用)フィルム材、92…収納容器、96…タブ連結部材、97、98…タブ、99…開口部、100…隔壁フィルム、101…薄型リチウム空気電池、201…格納容器、202…ガス管、203…圧送ポンプ、204…バルブ、205、206…ブレード、207、208…出力端子。
【技術分野】
【0001】
本発明は、リチウム空気電池の電池セルの積層化と、積層化による大容量化を実現するための、薄型正極構造体、その製造方法及び薄型リチウム空気電池に関する。
【背景技術】
【0002】
空気電池は、固体正極材(空気極)と、金属箔又は金属微粒子からなる負極材と、液体又は固体の電解質とを有し、前記空気電池内に設けられたガス流路を流れる空気又は酸素ガスを正極活物質として用い、前記金属箔又は金属微粒子を負極活物質として用いる電池である。
【0003】
空気電池技術は複数提案されているが、近年特にリチウム空気電池の研究開発が活発となっている(特許文献1〜6)。充電して繰り返し使える2次電池化ができる上、既に実用化されているリチウムイオン電池に比べ、単位重量あたりのエネルギー密度を大幅に向上させることができるからである。
【0004】
空気電池技術のうち、亜鉛空気電池が実用化されている(特許文献7)。しかし、亜鉛空気電池は充電ができない1次電池で、軽量ながら小容量であるため主として補聴器用に用いられており、大容量化は実現されていない。
【0005】
空気電池の一種として、燃料電池を挙げることができる。燃料電池においては、バイポーラプレートと呼ばれるセパレータを介して、複数のセルが積層される。バイポーラプレートには、負極用の燃料流と正極用の空気流の2つの流路を仕切る機能と、積層されたセルを電気的に直列接続する機能がある(非特許文献1)。
積層した電池セルを大容量にするためには並列接続する必要があるが、バイポーラプレートはその用途には向かない上、非常に厚く、積層した際の体積が大きくなってしまう問題がある。
【0006】
一方、既に普及しているリチウムイオン電池は、負極構造体、セパレータ、および正極構造体が交互に複数積層された積層体が、電解液とともに、アルミニウム等の金属容器内又はポリマーフィルムからなるラミネートフィルム容器内に密封された電池である。
【0007】
ここで、正極構造体とは、正極反応がその内部あるいは表面でおこる正極材と、正極材を構造的に支持するとともに正極反応によって発生する電子電流を集電する機能を果たす正極基材から構成される、正極機能一式を実現する機能体を意味する。以降、便宜的に本発明の中で用いる。負極構造体も同様に、負極反応がその内部あるいは表面でおこる負極材と、負極材を構造的に支持するとともに負極反応によって発生する電子電流を集電する機能を果たす負極基材から構成される、負極機能一式を実現する機能体を意味する。
【0008】
リチウムイオン電池の正極構造体は、主としてAlからなる厚み数10μmの箔を正極基材とし、その両面にCo、Ni、Mn等の遷移金属酸化物からなる正極材が塗布されている。負極の構造も同様であり、主としてCuからなる厚み数10μmの負極基材の両面にLiをインターカレートしたグラファイトで構成される負極材が設置された負極構造体が用いられ、これらの工夫によって積層した際の電池全体の厚みを薄くされている。
前記負極構造体及び前記正極構造体は、それぞれタブと呼ばれる金属端子に接続されることにより、積層された複数のセルは並列接続され、容量を増やすように設計されている。(非特許文献2(図2))。
【0009】
リチウム空気電池において、リチウムイオン電池と同じ負極構造体と、セパレータと、正極構造体とが交互に積層された積層構造を採用した場合、リチウムイオン電池用の正極構造体は単純な板状であるため、効率的に正極活物質となる空気又は酸素ガスを取り込むことが困難である。
【0010】
以上から、リチウム空気電池においてセルを積層して大容量化を実現するためには、燃料電池のバイポーラプレートと同様に正極活物質を正極材に輸送でき、かつリチウムイオン電池と同様の薄型の積層構造が形成できる必要となる。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特開2011−96492号公報
【特許文献2】特表2008−502118号公報
【特許文献3】特開2010−192313号公報
【特許文献4】特開2011−96456号公報
【特許文献5】特開2011−108388号公報
【特許文献6】特開2011−108512号公報
【特許文献7】特開2011−96586号公報
【非特許文献】
【0012】
【非特許文献1】田川博章「固体酸化物燃料電池と地球環境」、p60、アグネ承風社
【非特許文献2】内海和明「次世代自動車用リチウムイオン電池」、Motor Ring No.28、2009年3月号(社団法人 自動車技術会)
【発明の概要】
【発明が解決しようとする課題】
【0013】
本発明は、正極材と正極基材との積層構造からなる正極構造体を有し、セパレータ及び負極構造体と積層しても、空気又は酸素ガスからなる正極活物質を正極材に効率的に供給可能な薄型正極構造体、その製造方法及び大容量薄型リチウム空気電池を提供することを課題とする。
【課題を解決するための手段】
【0014】
上記事情を鑑み、本研究者は試行錯誤して、正極材と正極基材との積層構造を有し、空気又は酸素ガス流路を設けた薄型正極構造体を開発した。これにより、正極材に効率的に空気又は酸素ガスを供給可能とした。この薄型正極構造体は、薄型セパレータ及び薄型負極構造体と重ね合わせても、薄型正極構造体への空気もしくは酸素ガスの供給を十分確保することができ、多層構造にすることにより、薄型リチウム空気電池の大容量化を容易に実現できる。
本発明は、以下の構成を有する。
なお、以下の構成において、正極基材の一面とは、箔状の基材の最も広い2面のいずれかのことであり、溝とは有限の幅と深さを有し奥行方向にある一定の長さをもった周囲に対して凹んだ部位のことであり、孔とは、例えば、前記溝が正極材や正極基材によって蓋をされた、トンネル状の空間のことである。
【0015】
(1)板状の正極基材に多孔体からなる正極材が接合された薄型正極構造体であって、前記正極基材又は前記正極材に一の側面から対向する側面に通ずるガスの流路用の溝又は孔が形成されていることを特徴とする薄型正極構造体。
【0016】
(2)前記正極材が炭素又はその複合材料からなることを特徴とする請求項1に記載の薄型正極構造体。
(3)前記正極基材がNi、Al、Cuのいずれかの金属若しくはその合金を有することを特徴とする(1)又は(2)に記載の薄型正極構造体。
(4)前記ガスの流路用の溝又は孔の内面に撥油性分子からなる層が形成されていることを特徴とする(1)〜(3)のいずれかに記載の薄型正極構造体。
【0017】
(5)前記正極基材の一面及び/又は他面に形成された溝を覆うように板状の正極材が接合され、前記溝がガスの流路用の孔とされていることを特徴とする(1)〜(4)のいずれかに記載の薄型正極構造体。
【0018】
(6)2以上の柱状部材からなる前記正極材が平行にかつ離間して配置され、前記正極材同士の間の空間がガスの流路用の溝とされていることを特徴とする(1)〜(4)のいずれかに記載の薄型正極構造体。
【0019】
(7)前記正極基材が金属発泡体からなり、一面及び/又は他面に開口を備える貫通孔を有し、前記開口を覆うように板状の正極材が接合され、前記貫通孔がガスの流路用の孔とされていることを特徴とする(1)〜(4)のいずれかに記載の薄型正極構造体。
(8)前記正極基材の一面又は他面が平面視略矩形状であるときに、各辺を3等分する線で前記一面又は他面を区画したときに、前記一面又は他面上の区画された9つの領域のすべてに、ガスの流路用の孔の開口又はガスの流路用の溝が形成されていることを特徴とする(1)〜(7)のいずれかに記載の薄型正極構造体。
【0020】
(9)板状の正極基材の一面又は他面に一の側面から対向する側面に通ずる溝を形成してから、前記溝を覆うように、板状の多孔体からなる正極材を接合する工程、板状の正極基材の一面又は他面に2以上の柱状の多孔体からなる正極材を平行にかつ離間して配置する工程、又は、一面及び/又は他面に開口を形成している貫通孔を有する金属発泡体を板状の正極基材として用い、その一面及び/又は他面に板状の多孔体からなる正極材を接合する工程の群から選択されるいずれか一の工程により、(1)〜(8)のいずれかに記載の薄型正極構造体を製造することを特徴とする薄型正極構造体の製造方法。
【0021】
(10)請求項1〜8のいずれか1項に記載の薄型正極構造体と、薄型セパレータと、Li薄膜又はLi微粒子で被膜された板状の負極基材からなる薄型負極構造体と、が積層された積層体を収納容器内に収納した薄型リチウム空気電池であって、前記薄型正極構造体の正極基材が前記収納容器外に配置された正極タブに接続されるとともに、前記正極基材の一部が、前記収納容器に設けられた開口部で、前記収納容器外に露出されていることを特徴とする薄型リチウム空気電池。
(11)前記正極基材の一部のみが前記収納容器外に露出されるように、前記正極基材に遮蔽フィルムが取り付けられていることを特徴とする(10)に記載の薄型リチウム空気電池。
【発明の効果】
【0022】
本発明の薄型正極構造体は、板状の正極基材に多孔体からなる正極材が接合された薄型正極構造体であって、前記正極基材又は前記正極材に一の側面から対向する側面に通ずるガスの流路用の溝又は孔が形成されている構成なので、薄型セパレータ及び薄型負極構造体と積層しても、側面における連通された溝又は孔から、空気又は酸素ガスからなる正極活物質を正極材に供給可能であり、正極材中に保持した電解液に含まれるリチウムイオンと反応をさせることができ、大容量薄型リチウム空気電池を提供できる。
【0023】
本発明の薄型正極構造体の製造方法は、板状の正極基材の一面又は他面に一の側面から対向する側面に通ずる溝を形成してから、前記溝を覆うように、板状の多孔体からなる正極材を接合する工程、板状の正極基材の一面又は他面に2以上の柱状の多孔体からなる正極材を平行にかつ離間して配置する工程、又は、一面及び/又は他面に開口を形成している貫通孔を有する金属発泡体を板状の正極基材として用い、その一面及び/又は他面に板状の多孔体からなる正極材を接合する工程の群から選択されるいずれか一の工程により、先に記載の薄型正極構造体を製造する構成なので、容易に、大容量薄型リチウム空気電池を製造できる。
【0024】
本発明の薄型リチウム空気電池は、先に記載の薄型正極構造体と、薄型セパレータと、Li薄膜又はLi微粒子で被膜された板状の負極基材からなる薄型負極構造体と、が積層された積層体を収納容器内に収納した薄型リチウム空気電池であって、前記薄型正極構造体の正極基材が前記収納容器外に配置された正極タブに接続されるとともに、前記正極基材の一部が、前記収納容器に設けられた開口部で、前記収納容器外に露出されている構成なので、薄型セパレータ及び薄型負極構造体と積層しても、前記収納容器の開口部を介して正極基材のうち正極材と接していない一側面から空気又は酸素ガスからなる正極活物質を正極材に供給可能であり、大容量薄型リチウム空気電池を提供できる。
【図面の簡単な説明】
【0025】
【図1】本発明の実施形態である薄型リチウム空気電池の図であり、図1(a)は斜視図であり、図1(b)は平面図である。
【図2】図1の薄型リチウム空気電池の図であり、図2(a)は正側面図であり、図2(b)は右側面図である。
【図3】図1の薄型リチウム空気電池の図であり、図3(a)は図1(b)のA−A’線における断面図であり、図3(b)は図1(b)のB−B’線における断面図である。
【図4】図3(b)のC部における拡大図である。
【図5】本発明の実施形態である薄型正極構造体の一例を示す図であり、図5(a)は斜視図であり、図5(b)は平面図である。
【図6】図5の薄型正極構造体の図であり、図6(a)は図5(b)のD−D’線における断面図であり、図6(b)は図6(a)のF部における拡大図である。
【図7】本発明の実施形態である薄型正極構造体の製造方法を示す工程図である。
【図8】本発明の実施形態である薄型正極構造体の製造方法を示す工程図である。
【図9】本発明の薄型リチウム空気電池の使用方法を説明する図である。
【図10】本発明の薄型リチウム空気電池の使用方法を説明する図である。
【図11】本発明の実施形態である薄型正極構造体の別の一例を示す図であって、図11(a)は斜視図であり、図11(b)は平面図である。
【図12】図11の薄型正極構造体の図であって、図12(a)は図11(b)のG−G’線における断面図であり、図12(b)は図12(a)のH部における拡大図である。
【図13】本発明の実施形態である薄型正極構造体の工程図である。
【図14】本発明の実施形態である薄型正極構造体の更に別の一例を示す図であって、図14(a)は斜視図であり、図14(b)は平面図である。
【図15】図14の薄型正極構造体の図であって、図15(a)は図14(b)のI−I’線における断面図であり、図15(b)は図15(a)のJ部における拡大図である。
【発明を実施するための形態】
【0026】
(本発明の第1の実施形態)
<薄型リチウム空気電池>
まず、本発明の実施形態である薄型リチウム空気電池について説明する。
図1は、本発明の実施形態である薄型リチウム空気電池の一例を示す図であり、図1(a)は斜視図であり、図1(b)は平面図である。
図2は、図1の薄型リチウム空気電池の図であり、図2(a)は正側面図であり、図2(b)は右側面図である。
【0027】
図1(a)、(b)に示すように、本発明の実施形態である薄型リチウム空気電池101は、平面視略長方形状のフィルム材91a、91bを上下2枚重ねて、その周辺部を接着することにより収納容器92が構成されている。短辺側では、板状のタブ97、98が収納容器92の内から外に向かって突出されている。また、収納容器92の側面には、開口部99が設けられている。
収納容器用のフィルム材91a、91bには、少なくともその表面が電気絶縁性を有する材料を用いる。突出した2つのタブ間が電気的に短絡することを防止するためである。例えば、金属箔が熱による接着性のあるポリマーフィルムで被覆されたラミネートフィルムを用いることができる。
【0028】
図2(a)に示すように、タブ97上には、複数の正極基材81が積層されて圧着または接着されている。図2(b)に示すように、薄型リチウム空気電池101の側面には、平面視略矩形状の開口部99が設けられている。
図2(a)、(b)に示すように、2枚上下に配置された平面視略長方形状の収納容器用のフィルム材91a、91bは、その周辺部一面側及び他面側において接着されている。
【0029】
図3は、図1の薄型リチウム空気電池の図であり、図3(a)は図1(b)のA−A’線における断面図であり、図3(b)は図1(b)のB−B’線における断面図である。図4は、図3(b)のC部における拡大図である。
図3(a)、(b)に示すように、2枚の収納容器用のフィルム材91a、91bが周辺部で接着されたことによって形成された収納容器92の内部には、空気電池本体である積層体80が収納されている。
図4に示すように、積層体80は、2つの薄型セパレータ83の間に、3つの単位構造体88が薄型セパレータ83を挟んで積層されてなる。
単位構造体88は、薄型正極構造体86と、薄型セパレータ83と、薄型負極構造体87が積層されてなる。薄型負極構造体87は、負極基材84の両面に負極材85が積層されてなり、薄型正極構造体86Aは、正極基材81Aの両面に正極材82A1、82A2が形成されてなる。
【0030】
積層体80には、電解液が充填されている(図示略)。電解液の量は、積層された正極材82A1、82A2や薄型セパレータ83全体を含浸する程度である。
【0031】
図3(a)に示すように、積層体80の一の長辺側には遮蔽フィルム100が取り付けられている。遮蔽フィルム100により、積層体80は収納容器92外の雰囲気から遮蔽されている。しかし、正極活物質を輸送するための経路を有す正極基材81Aの一の長辺側の端部は、収納容器92に設けられた開口部99により、収納容器92外の外気がとりこめるようになっており、正極基材81Aの一の長辺側の端部を介して、収納容器92外から正極基材81A内へ、正極活物質である空気又は酸素ガスを供給することができる。
【0032】
遮蔽フィルム100は、有機物もしくは無機物からなるからなる。有機物としては例えば、絶縁性のポリイミドフィルムを用いる。無機物としてはSiO2のような絶縁性のガラスが用いることができる。絶縁性の材料を用いる理由は、電解液と接触する可能性があるためであり、絶縁性の材料で被覆された金属箔を用いてもよい。これにより、電解液が開口部99を介して収納容器92外へ漏洩することを防止すると同時に、収納容器92外部から薄型負極構造体87への空気又は酸素ガスの流入を防止できる。
【0033】
図3(b)に示すように、薄型正極構造体86Aの正極基材81Aの一の短辺側の端部はタブ97に接続されている。また、薄型負極構造体87の負極基材84の一の短辺側の端部がタブ98に接続されている。
【0034】
(薄型セパレータ)
薄型セパレータ83は、絶縁体からなる。例えば、繊維状のポリプロピレンやポリエチレンからなる多孔性のフィルムを用いることができる。これにより、Liイオンを含む電解液を含浸するためLiイオンは薄型セパレータを通過でき、かつ正極材と負極材の直接接触による短絡を回避できる。
【0035】
(薄型負極構造体)
負極基材84は、金属の薄板や箔からなる。金属を用いることにより、集電体として機能させることができる。
負極材85は、Li薄膜又はLi箔からなる。これにより、Li薄膜又はLi箔を構成するLiを負極活物質として利用できる。Li薄膜又はLi箔は、公知の方法、例えばLiを負極基材上に真空蒸着するか、圧延したLiの箔を負極基材上に貼り付けることにより、容易に行うことができる。
図4では、負極基材84の両面に負極材85を形成しているが、片面のみでも良い。
【0036】
(薄型正極構造体)
図5は、本発明の実施形態である薄型正極構造体の一例を示す図であり、図5(a)は斜視図であり、図5(b)は平面図である。
図6は、図5の薄型正極構造体の図であり、図6(a)は図5(b)のD−D’線における断面図であり、図6(b)は図6(a)のF部における拡大図である。
【0037】
図5(a)に示すように、本発明の実施形態である薄型正極構造体86Aは、正極基材81Aの両面に正極材82A1、82A2が形成されてなる。
正極基材81Aは、略板状であり、一面及び他面に溝が形成されている。これらの溝は、正極材82A1、82A2が配置されることにより、ガスの流路用の孔15Aとされている。ガスの流路用の孔15Aは正極基材11の側面すべてに連通されている。
【0038】
図5(b)に示すように、ガスの流路用の孔15Aは正極基材81Aの一面を平面視略格子状に形成されている。一方は、幅lの直線状に複数形成されている。これらは一定間隔で平行配置されている。また、他方は、幅mの直線状に複数形成されている。これらは一定間隔で平行配置されている。幅lの直線状に形成されたガスの流路用の孔15Aと、幅mの直線状に形成されたガスの流路用の孔15Aは垂直に交差されている。
幅l、mの長さは同一としても、異なるようにしてもよい。例えば、幅l、mは10nm〜500μmとし、ガスの流路用の孔15Aのピッチ(周期)は100μm〜1mmとし、ガスの流路用の孔15Aの深さは0.1μm〜10μmとする。
なお、ガスの流路用の孔15Aの幅、深さ、ピッチ及び方向は正極基材81A面内において同一である必要はなく、無規則に形成してもよい。
【0039】
図5(b)に示すように、ガスの流路用の孔15Aが形成された正極基材81Aの一面は、平面視略矩形状である。
ガスの流路用の孔15Aが形成された正極基材81Aの一面は、各辺を3等分する線d1、d2、d3、d4で区画したときに、平面視略格子状に9つの領域R1、R2、R3、R4、R5、R6、R7、R8、R9に区画される。
区画された9つの領域R1〜R9はそれぞれ平面視略矩形状であり、これらの領域すべてに、ガスの流路用の孔15Aが少なくとも1つ形成されており、各領域の境界において隣接する領域のガスの流路用の孔15Aに連通されている。さらに正極基材81Aの端部と接する領域においては、少なくともその一部においてガスの流路用の孔15Aが外部と連通されている。
以上の構造によって、ガスの流路用の孔15Aの空気又は酸素ガスの流路として用いたときに、空気又は酸素ガスを正極材の隅々まで均一に供給することができる。
【0040】
図6(a)、(b)に示すように、正極基材81の一面81Aaに正極材82A1の一面82Aaが接するように正極材82Aが形成されており、正極基材81の他面81Abにも同様に正極材82A2の一面82Aaを接するように形成されている。
正極基材81Aは、溝が形成されたシリコン(Si)11Aと、金属層17Aと、撥油性分子からなる層18Aとから構成されている。正極基材81Aに形成された溝は、81Aaと接するように正極材82A1を配置することにより、トンネル状のガスの流路用の孔15Aとされる。
【0041】
金属層17Aは、シリコン(Si)11Aの表面を覆うように形成されている。
金属層17Aは、Ni、Al、Cuのいずれかの金属若しくはその合金からなる。これにより、正極基材81A表面の電気抵抗を下げ、電池性能を保つことができる。金属層17Aとシリコン(Si)11Aの間には、密着層としてTiやTaを1〜20nm配置してもよい。
【0042】
図6(b)に示すように、正極材82は、細孔21Acを有する多孔体からなる。
正極材82A1の材料としては、炭素(C)又は炭素を主成分とする複合材料を用いる。炭素(C)又は炭素を主成分とする複合材料としては、例えば、炭素の微粒子あるいはカーボンナノチューブやナノホーンのような炭素ナノ構造体を挙げることができる。細孔の径sは1nm以上1000nm以下とされている。細孔21Acを有することにより、細孔21Ac内に電解液を浸透させることができ、Liイオンを効率的に輸送することができる。
例えばグラフェン片が積層した構造の場合、隣接するグラフェン片との間隔が1nm未満の場合、それはほぼグラファイトと同様であり、空気電池として動作しにくく、かわりにLiイオンのインターカレーションが起こってしまう。また1000nm以上の場合、反応場として炭素表面密度が小さくなりすぎ、大容量化の目的を果たさなくなる。
【0043】
撥油性分子からなる層18Aは、ガスの流路用の孔15A内の金属層17Aの表面を覆うように形成されている。撥油性分子の材料としては、フルオロアルキルシラン類を用いる。これにより、正極材82A1内の細孔21Acに貯蔵した電解液がガスの流路用の孔15A内に滴下したとしても、電解液は液滴とされ、ガスの流路用の孔15Aの内面上に広がることがなく、空気又は酸素ガスの流れを妨げることがない。
【0044】
正極基材81Aは、シリコン(Si)11Aと、その表面に形成された金属層17Aの構成に限られるものではなく、Ni、Al、Cuのいずれかの金属若しくはその合金のみから構成してもよい。
【0045】
<薄型正極構造体の製造方法>
図7及び図8は、図5(a)に示す薄型正極構造体の製造方法を示す工程断面図である。
まず、図7(a)に示すように、板状のシリコン(Si)11Aを用意する。
次に、図7(b)に示すように、一面及び他面に密着性改善層12を形成してから、密着性改善層12を覆うように、マスク層13を形成する。
密着性改善層12の材料としては、ヘキサメチルジシラン(HMDS)等を用いる。
マスク層13の厚みは、例えば、20μm程度とする。なお、マスク層13としては、フォトレジスト又はSiO2を用いる。
【0046】
次に、図7(c)に示すように、フォトリソグラフィー法にて、マスク層13をパターニングする。
次に、図7(d)に示すように、パターニングしたマスク層13をマスクとして用いて、ドライエッチング法により、密着性改善層12をエッチング除去するとともに、シリコン(Si)11に断面幅l’の溝14Aを形成する。
なお、ドライエッチング法の代わりに、ウェットエッチング法を用いてもよい。形状の精度は低くてよいためである。
【0047】
次に、図8(a)に示すように、マスク層13及び密着性改善層12を除去する。
次に、図8(b)に示すように、シリコン(Si)11の溝14A内面、一面及び他面を覆うように金属層17Aを形成する。
金属層17Aを設けることにより、正極基材81A表面の電気抵抗(内部抵抗)を低減できる。金属層17Aの成膜には、CVD法、スパッタリング法又は電解メッキ法を用いる。金属層17Aの厚みkは、溝14Aが埋まらない厚さ、すなわち溝深さのl/2以下であればよいが、酸素ガス流路の断面幅lを溝14Aの断面幅l’の半分以上残す厚さ以下とすることが好ましい。空気又は酸素ガス流路の機能低下を抑制するためである。金属層17Aと基板11Aの間には、密着層としてTiやTaを1〜20nmの厚みでスパッタリング法やCVD法を用いて配置してもよい。
【0048】
次に、金属層17Aを覆うように撥油性分子からなる層18Aを形成する。
成膜方法としては、例えば、撥油性分子を分散させた溶液に、基板を浸漬させて撥油性分子を表面吸着させるディッピング法、又は、大気もしくは真空中にて撥油性高分子自体を加熱する気相蒸着法を用いることができる。その他、スピンコーティング法、刷毛塗り法等を用いることができる。これらの成膜方法を用いることにより、撥油性分子を金属層17Aの表面に均一に化学吸着させることができ、撥油性分子からなる層18を形成できる。
【0049】
次に、図8(c)に示すように、溝14A内面の撥油性分子からなる層18Aは残し、一面側及び他面側の撥油性分子からなる層18Aのみをエッチング除去して、一面側及び他面側の金属層17Aを露出させる。エッチング処理としては、ドライエッチング法等を用いる。例えば、1〜100mTorrのArガスにRF又はDCプラズマを用いてドライエッチング法で除去する。
【0050】
次に、正極基材の一面側及び他面側の金属層17Aに接合し、溝14Aの上部開口に蓋をするように、正極材82A1、82A2を形成する。
正極材82A1、82A2の形成方法としては、プラズマCVD法若しくはcat−CVD法等の各種気相化学反応法(CVD法)又はスパッタ法等を用いる。CVD法では、炭化水素材料としてCH4、CH3OH、C2H2、C2H6、もしくはベンゼン環を有す分子を用いる。
プラズマCVD法若しくはホットワイアーCVD若しくはcat−CVD法を用いた場合には、プラズマや触媒の作用により原料分子から成長に適したラジカルを生成することができ、気相反応の進行が促進され、成膜に必要な基材加熱温度を低くできる効果がある。
成膜時の基材加熱温度は400℃以下とすることが好ましい。
【0051】
正極材82A1、82A2の厚さは、0.1μm以上が好ましく、0.8μm以上がより好ましい。正極材82A1、82A2の厚さを0.1μm以上とすることにより、電池内部抵抗を低減できる。また、放電時に対向する負極の金属リチウムがすべてLiイオンとなり、正極材表面においてリチウム過酸化物になる状況が、電池の正極材表面積として最もバランスがよい状態であるが、上記膜厚にすることにより実現することができる。
【0052】
正極材82A1、82A2の形成方法としては、リチウムイオン電池や燃料電池と同様に、炭素系2次粒子を分散させ、塗布し乾燥させる方法を用いてもよい。
また、板状の正極材82A1、82A2を押し付けて、接着する方法を用いてもよい。
以上の工程により、図6(a)に示す薄型正極構造体86Aを製造することができる。
【0053】
<薄型リチウム電池の使用方法>
図9は、薄型リチウム電池の使用方法の一例を示す説明図である。
図9に示すように、薄型リチウム電池101は、格納容器201内に格納されて使用される。
格納容器201には、ガス排気管202B及びガス供給管202Aが取り付けられており、202A、202Bの接続部以外は密閉されている。
ガス排気管202Bに接続したポンプ203により、格納容器201内を減圧可能とされている。格納容器201内を減圧後、ガス排気管202Bのバルブ204を閉じ、ガス供給部(図示略)からポンプ203を動作させることにより、格納容器201内を空気又は酸素ガスで充填することができる。
格納容器201内に空気又は酸素ガスを充填すると、薄型リチウム電池101の収納容器の開口部99から薄型正極構造体内に空気又は酸素ガスを供給することができ、電池反応を開始させることができる。
【0054】
格納容器201内で、薄型リチウム空気電池101の2つのタブ97、98は、ブレード205、206に接続されている。ブレード205、206は出力端子206、208に接続されており、出力端子206、208から薄型リチウム空気電池101で発生させた電力を外部に取り出すことができる。
【0055】
図10は、薄型リチウム電池の使用方法の別の一例を示すである。
図10に示すように、本発明の第1の実施形態である薄型リチウム空気電池101が4枚積層配置されている。各薄型リチウム空気電池101は、タブ連結部材96により、直列に接続されるようにタブ97、98が接続されている。
このように積層枚数を増やすことにより、容易に出力電圧を高めることもできる。
【0056】
(本発明の第2の実施形態)
<薄型正極構造体>
図11は、本発明の実施形態である薄型正極構造体の別の一例を示す図である。
図11(a)に示すように、本発明の実施形態である薄型正極構造体86Bは、平面視略矩形状の正極基材81Bの両面に四角柱状の正極材82B1、82B2が並列配置され、正極基材81Bと正極材82B1、82B2とを覆うように、撥油性分子からなる層18Bが形成されて、概略構成されている。
図11(a)、(b)に示すように、隣接する正極材82B1、82B2の間に、幅nの平面視線状のガスの流路用の溝14Bが一定間隔で平行に形成されている。
【0057】
図11(b)に示すように、ガスの流路用の溝14Bが形成された正極基材81Bの一面は、平面視略矩形状である。
ガスの流路用の溝14Bが形成された正極基材81Bの一面は、各辺を3等分する線d1、d2、d3、d4で区画したときに、区画された9つの領域R1〜R9はそれぞれ平面視略矩形状であり、これらの領域すべてに、ガスの流路用の溝14Bは、各領域の境界において隣接する領域のガスの流路用の溝14Bに連通されている。さらに正極基材81Aの端部と接する領域においては、少なくともその一部においてガスの流路用の溝14Bが外部と連通されている。
上記の構造により、ガスの流路用の溝14Bの空気又は酸素ガスの流路として用いることができ、空気又は酸素ガスを正極材の隅々まで均一に供給することができる。
【0058】
図12は、図11の薄型正極構造体の図であって、図12(a)は図11(b)のG−G’線における断面図であり、図12(b)は図12(a)のH部における拡大図である。
図12(a)、(b)に示すように、正極基材81Bは、シリコン(Si)もしくはSiO2からなる11Bと、シリコン(Si)11Bを被覆する金属層17Bとから構成されている。金属層17B上には、断面視四角柱状の正極材82B1、82B2が並列に配置されている。隣接する正極材82B1、82B2の間であって、金属層17B上には、絶縁層19が形成されている。正極材82B1、82B2及び絶縁層19を覆うように、撥油性分子からなる層18Bが形成されている。隣接する正極材82B1、82B2の間に断面幅nのガスの流路用の溝14Bが形成されている。
ガスの流路用の溝14Bは、一側面からその対向側面に連通されている。よって、一側面からその対向側面のいずれかから、空気又は酸素ガスを薄型正極構造体86B内に供給することができる。薄型正極構造体86Bの一面側及び他面側に薄型セパレータを配置され、ガスの流路用の溝14Bは空気又は酸素ガスを流通させる流路として機能する。
【0059】
図12(b)に示すように、正極材82B1、82B2は、断面幅sの細孔21Bcを有する炭素(C)又はその複合材料の多孔体21Bからなる。これにより、細孔21Bc内に電解液を浸透させることができる。
金属層17Bの材料は、Ni、Al、Cuのいずれかの金属若しくはその合金を用いる。
撥油性分子からなる層18Bは、フルオロアルキルシラン類である。
【0060】
以上の構成により、ガスの流路用の溝14B内を流通する空気又は酸素ガスに含まれる酸素イオン(正極活物質)を正極材82B1内の細孔21Bcに取り込んで、細孔21Bc内に浸透した電解液に含まれるLiイオン(負極活物質)と、正極材82B1の表面で電池反応させることができる。
【0061】
<薄型正極構造体の製造方法>
図13は、図11(a)に示す薄型正極構造体の製造方法を示す工程断面図である。
まず、図13(a)に示すように、断面視略矩形状のシリコン(Si)11Bを用意する。
次に、図13(b)に示すように、シリコン(Si)もしくはSiO2基板11Bの一面に、金属層17Bを形成する。
【0062】
次に、CVD又はスパッタ法により、金属層17Bを覆うように絶縁体薄膜を堆積する。
絶縁体薄膜の材料としては、電気的な耐圧の高い材料が好ましく、有機物であっても、無機物であってもよい。特に、SiO2やAl2O3等が好ましい。絶縁体薄膜の膜厚は10nm以上1μm以下とする。
【0063】
次に、図13(c)に示すように、フォトリソグラフィー法にて、前記絶縁体薄膜をストライプ状にパターニングして、絶縁層19を形成する。
絶縁層19のストライプ幅は0.1μm以上1mm以下とする。また、ストライプ周期は0.2μm以上2mm以下とする。
【0064】
次に、図13(d)に示すように、熱CVD、プラズマCVD又は熱触媒CVD法により、炭素系材料を用いて、隣接する絶縁層19間に露出した金属層17B上に炭素系材料からなる正極材82B1を成長させる。隣接する正極材82B1の間に溝14Bが形成される。
カーボンナノチューブやナノホーンといった炭素系ナノ構造体を用いた場合、炭素系ナノ構造体は、主として、触媒として機能する金属層17B上でのみ選択的に正極材82Bを成長する。しかし、炭素系ナノ構造体は、金属層17B上でのみ完全に選択成長するわけではなく、絶縁層19上に若干堆積する。絶縁層19上に若干堆積する炭素系ナノ構造体については、正極材82B1成長後に、CF4、CHF3又はSF6等のガスを用いて、プラズマ中でドライエッチング処理することにより、除去する。
【0065】
次に、図13(e)に示すように、正極基材81Bの他面側も一面側と同様にして加工して、正極材82B2を成長させる。
次に、第1の実施形態に記載の方法と同様の方法で、一面側及び他面側を覆うように撥油性分子からなる層18Bを形成する。
なお、正極基材81Bと金属層17B上に形成した絶縁層19の上に、あらかじめ撥油性分子からなる層18Bを形成しておいてもよい。また、絶縁層19をフルオロアルキルシラン類からなる分子によって形成することにより、絶縁層19と撥油性分子からなる層18Bを兼ねてもよい。このとき、後から正極材82B1,82B2を形成するが、正極材82B1,82B2表面に撥油性分子からなる層18Bはなくてもよい。
以上の工程により、薄型正極構造体86Bを形成できる。
【0066】
(本発明の第3の実施形態)
<薄型正極構造体>
図14は、本発明の実施形態である薄型正極構造体の更に別の一例を示す図であって、図14(a)は斜視図であり、図14(b)は平面図である。
図15の薄型正極構造体の図であって、図15(a)は図14(b)のI−I’線における断面図であり、図15(b)は図15(a)のJ部における拡大図である。
図14(a)、図15(a)に示すように、本発明の実施形態である薄型正極構造体86Cは、正極基材81Cの両面に正極材82C1、82C2が形成されてなる。
【0067】
図14(a)に示すように、正極基材81Cには、板状の発泡金属が用いられている。発泡金属は金属多孔質体であり、気孔率(空隙率)が75〜99%、孔径が10μm〜1000μm程度のものを用いる。発泡金属の材料は、Ni、Al、Cuのいずれかの金属若しくはその合金を用いる。
発泡金属からなる正極基材81Cは、3次元網目状のガスの流路用の孔15Cを有する。
【0068】
図14(b)に示すように、ガスの流路用の孔15Cが形成された正極基材81Cの一面は、平面視略矩形状である。
ガスの流路用の孔15Cが形成された正極基材81Cの一面は、各辺を3等分する線d1、d2、d3、d4で区画したときに、区画された9つの領域R1〜R9はそれぞれ平面視略矩形状であり、これらの領域すべてに、ガスの流路用の孔15Cの開口部が形成されている。
これにより、ガスの流路用の孔15Cの空気又は酸素ガスの流路として用いたときに、空気又は酸素ガスを正極材の隅々まで均一に供給することができる。
【0069】
図15(b)に示すように、発泡金属からなる正極基材81Cは、断面幅tの3次元網目状のガスの流路用の孔15Cを有する。なお、図14及び図15では省略しているが、ガスの流路用の孔15Cの内表面は、撥油性分子からなる層で被覆されている。これにより、ガスの流路用の孔15C内に電解液が漏れても、電解液は液滴状の形状となり、空気又は酸素ガスの流通を妨げない。
【0070】
<薄型正極構造体の製造方法>
まず、市販の板状の発泡金属材料を用意する。
次に、第1の実施形態で示した方法と同様にして、前記発泡金属材料の両面に正極材82C1、82C2を形成する。
次に、撥油性分子蒸気を吹き付けて、発泡金属材料の孔の内表面に撥油性分子からなる層を形成する。
以上の工程により、薄型正極構造体86Cを製造できる。
【0071】
正極材82C1、82C2を形成する前に、3次元網目状の孔内壁に撥油性分子蒸気を吹き付けてもよい。この場合、Arガス等を10mTorrから50mTorrに調整した圧力下で、DCもしくはRFプラズマにより発泡金属一面の表層に近い部分の撥油性分子からなる層を除去して、発泡金属材料の表面を露出させる。このとき、孔内部の撥油性分子が一部除去されてもよい。
その後、前記発泡金属材料の両面に正極材82C1、82C2を形成する。上記プラズマ工程により孔内の撥油性分子が除去された領域にも正極材82C1、82C2が被覆するようにすることが好ましい。CVD法で正極材82C1、82C2を形成する場合は成膜時の圧力、炭素系2次粒子を分散させ塗布し乾燥させる方法を用いる場合には、乾燥前のプレス圧力で制御できる。
この方法で、薄型正極構造体86Cを製造してもよい。
【0072】
発泡金属を用いる場合、気孔の孔径が10μm以上であるので、正極材82C1、82C2が気孔内部に入りすぎる場合があるが、その場合には、片面に正極材82C1、82C2をあらかじめ塗布した2枚の薄型セパレータをそれぞれ、正極材82C1、82C2を、先に記載の表面のみ撥油性分子を除去した正極基材81Cの一面又は他面に貼り付ける方法により、薄型正極構造体86Cを製造してもよい。
【0073】
気孔径を10μm以下にするために、金属不織布を正極基材81Cとして用いてもよい。金属不織布の孔径は数μmから数100μmである。
【0074】
本発明の実施形態である薄型正極構造体86A、86B、86Cは、板状の正極基材81A、81B、81Cに多孔体からなる正極材82A1、82A2、82B1、82B2、82C1、82C2が接合された薄型正極構造体であって、前記正極基材又は前記正極材に一の側面から対向する側面に通ずるガスの流路用の溝14B又は孔15A、15Cが形成されている構成なので、セパレータ及び負極構造体と積層しても、正極基材のうち正極材と接していない一側面から、空気又は酸素ガスからなる正極活物質を正極材に効率的に供給して、正極材中の電解液に含まれるLiイオンと反応をさせることができるとともに、多層構造により大容量化を実現でき、大容量薄型リチウム空気電池を提供できる。
【0075】
本発明の実施形態である薄型正極構造体86A、86B、86Cは、前記正極材が炭素又はその複合材料からなる構成なので、電解液を正極材の細孔内に保持することができるとともに、溝又は孔内を流通する空気又は酸素ガスを、正極材の細孔内に効率的に取り込むことができ、正極材の細孔内で電解液に含まれる負極活物質であるLiイオンと、空気又は酸素ガスに含まれる正極活物質である酸素イオンとを、正極材の細孔の内壁面で、効率的に反応させることができる。
【0076】
本発明の実施形態である薄型正極構造体86A、86B、86Cは、前記正極基材がNi、Al、Cuのいずれかの金属若しくはその合金を有する構成なので、導電性が高い金属若しくはその合金を電池反応で発生する電流の集電体として利用でき、電池反応の効率を高めることができる。
【0077】
本発明の実施形態である薄型正極構造体86A、86B、86Cは、前記ガスの流路用の溝又は孔の内面に撥油性分子からなる層が形成されている構成なので、空気又は酸素ガス流路となる溝又は孔内に正極材に含浸された電解液の侵入を抑制することができる。仮に電解液が侵入したとしても、液滴にすることができる。これにより、空気又は酸素ガス流路を塞ぐことがなく、空気又は酸素ガスの流通を確保することができる。更に、電解液からなる液滴が電池動作に電気化学的な影響を及ぼすことを抑制できる。
【0078】
本発明の実施形態である薄型正極構造体86Aは、正極基材11Aの一面及び/又は他面に形成された溝14Aを覆うように板状の正極材82A1、82A2が接合され、溝14Aがガスの流路用の孔15Aとされている構成なので、空気又は酸素ガスを正極材に隅々まで十分供給することができる。
【0079】
本発明の実施形態である薄型正極構造体86Bは、2以上の柱状部材からなる正極材82B1が平行にかつ離間して配置され、正極材82B1同士の間の空間がガスの流路用の溝14Bとされている構成なので、空気又は酸素ガスを正極材に隅々まで十分供給することができる。
【0080】
本発明の実施形態である薄型正極構造体86Cは、正極基材81Cが金属発泡体からなり、一面及び/又は他面に開口を備える貫通孔を有し、前記開口を覆うように板状の正極材が接合され、前記貫通孔がガスの流路用の孔とされている構成なので、空気又は酸素ガスを正極材に隅々まで十分供給することができる。
【0081】
前記正極基材の一面又は他面が平面視略矩形状であるときに、各辺を3等分する線で前記一面又は他面を区画したときに、前記一面又は他面上の区画された9つの領域のすべてに、ガスの流路用の孔の開口又はガスの流路用の溝が形成されている構成なので、空気又は酸素ガスを正極材に隅々まで十分供給することができる。
【0082】
本発明の実施形態である薄型正極構造体86A、86B、86Cの製造方法は、板状の正極基材の一面又は他面に一の側面から対向する側面に通ずる溝を形成してから、前記溝を覆うように、板状の多孔体からなる正極材を接合する工程、板状の正極基材の一面又は他面に2以上の柱状の多孔体からなる正極材を平行にかつ離間して配置する工程、又は、一面及び/又は他面に開口を形成している貫通孔を有する金属発泡体を板状の正極基材として用い、その一面及び/又は他面に板状の多孔体からなる正極材を接合する工程の群から選択されるいずれか一の工程により、薄型正極構造体を製造する構成なので、容易に、ガスの流路用の溝又は孔を備えた薄型正極構造体を製造することができる。
【0083】
本発明の実施形態である薄型リチウム空気電池101は、薄型正極構造体86A、86B、86Cと、薄型セパレータ83と、Li薄膜又はLi微粒子で被膜された板状の負極基材からなる薄型負極構造体87と、が積層された積層体80を収納容器91内に収納した薄型リチウム空気電池であって、前記薄型正極構造体の正極基材81A、81B、81Cが収納容器91外に配置された正極タブ97、98に接続されるとともに、正極基材81A、81B、81Cの一部が、収納容器91に設けられた開口部99で、収納容器91外に露出されている構成なので、セパレータ及び負極構造体と積層しても、前記収納容器の開口部を介して、正極基材のうち正極材と接していない一側面から、空気又は酸素ガスからなる正極活物質を正極材に供給可能であり、大容量薄型リチウム空気電池を提供できる。
【0084】
本発明の実施形態である薄型リチウム空気電池101は、正極基材81A、81B、81Cの一部のみが収納容器91外に露出されるように、前記正極基材に遮蔽フィルム100が取り付けられている構成なので、電解液の漏れを防止し、空気又は酸素ガスが負極構造体へ流入するのを防止できる。
【0085】
本発明の実施形態である薄型正極構造体及び薄型リチウム空気電池は、上記実施形態に限定されるものではなく、本発明の技術的思想の範囲内で、種々変更して実施することができる。本実施形態の具体例を以下の実施例で示す。しかし、本発明はこれらの実施例に限定されるものではない。
【実施例】
【0086】
(実施例1)
<薄型正極構造体>
まず、平面視略四角形状の板状のSi基板上にヘキサメチルジシラン(HMDS)からなる密着性改善層を塗布した。
次に、密着性改善層上にフォトレジストを20μm程度の厚みで塗布してから、フォトリソグラフィー法により、パターニングして、一面に平面視略格子状の凹部を形成した。
次に、ドライエッチング法により、Si基板に縦横に延伸する溝を形成した。次に、マスクとして用いたフォトレジストを除去した。
次に、電解メッキ法により、Niからなる金属層を0.1μmの厚みで形成して、金属層被膜基板を形成した。
【0087】
次に、この金属層被膜基板をフルオロアルキルシラン分散溶液に浸漬してから、引上げて乾燥させて、金属層上にフルオロアルキルシランからなる撥油性分子からなる層を形成した。
次に、10〜100mTorrのArガスにRFにてプラズマを生じさせて、ドライエッチング法により、正極材を配置する部分の撥油性分子からなる層を除去した。
次に、CH4を用い、成膜時の基材加熱温度は400℃以下として、プラズマCVD法により、一面の金属層の露出面に接するとともに、一面側を覆うように炭素系材料を成膜し、正極材を形成した。これにより、Si溝は孔とされた。また、他面も同様に炭素系材料を成膜し、正極材を形成した。
以上により、実施例1の薄型正極構造体を製造した。
【0088】
(実施例2)
まず、Niからなる基板の一面に、CVD法により、SiO2からなる絶縁体薄膜を100nmの厚さで成膜してから、フォトリソグラフィー法により、前記絶縁体薄膜をストライプ状パターンとした。
次に、原料としてカーボンナノチューブを用い、触媒CVD法により、露出したNi金属上に炭素系材料を選択成長した。
次に、CF4ガスを用いて、プラズマ中でドライエッチングして、絶縁体薄膜上の炭素系材料を除去して、平面視線状の正極材を、一定間隔で離間して、複数形成した。
【0089】
次に、他面側も同様の操作を行い、両面に一定間隔で離間して配置した平面視線状の正極材を形成した。
次に、実施例1と同様の方法で、絶縁体薄膜上に撥油性分子からなる層を塗布した。
以上により、実施例2の薄型正極構造体を製造した。
【0090】
撥油性分子からなる層のため、正極材のみに電解液が含浸され、絶縁体薄膜上の酸素ガス流路と分離できた。
正極材と酸素ガス流路が同一面内に設置されるため、実効的電極面積が減少した。しかし、酸素ガスが正極材の両側から供給され、電池反応の効率を向上させた。
【0091】
(実施例3)
まず、正極基材として、平面視略矩形状の発泡金属からなる板材を用意した。
次に、実施例1と同様の方法により、発泡金属からなる板材の両面に炭素系材料を成膜し、正極材を形成した。
次に、Arガスのフローにより、発泡金属からなる板材に撥油性分子からなる蒸気を流入させて、発泡金属の細孔の内壁に撥油性分子からなる層を形成した。
以上により、実施例3の薄型正極構造体を製造した。
【0092】
(実施例4)
実施例1の薄型正極構造体、セパレータ及び薄型負極構造体を積層してなる単位構造体を、セパレータを介して3つ積層して、積層体を形成した。
このとき、薄型正極構造体、セパレータ及び薄型負極構造体はそれぞれ、対向する面が最大限接面するように重ねた。また、薄型正極構造体の正極基材の2側面を、セパレータの2側面に合わせ、前記正極基材の他の2側面を、セパレータの他の2側面に対して突出するように配置した。また、薄型負極構造体の負極基材の3側面を、セパレータの3側面に合わせ、前記負極基材の他の1側面を、セパレータの他の1側面に対して突出するように配置した。
セパレータとしては、ポリエチレン繊維からなる膜厚250μmのものを用いた。
また、薄型負極構造体としては、10μm厚のCu箔の両面にLi膜が20μmつけられたものを用いた。
【0093】
次に、突出させた薄型正極構造体の1側面を区画するように、隔壁フィルムを取り付けた。
次に、突出させた薄型正極構造体の正極基材の他の1側面をまとめて、正極用タブに圧着し、突出させた薄型負極構造体の負極基材の他の1側面をまとめて、負極用タブに圧着した。
次に、積層体を電解液に含浸してから、収納容器の開口部から、突出させた薄型正極構造体の1側面が露出されるように、積層体を収納容器内に収納した。なお、格納容器はラミネート・パッケージにより、完全に封止した。
次に、前記収納容器を格納容器内に配置し、正極用タブ及び負極用タブにそれぞれ正極用ブレード及び負極用ブレードを接続してから、格納容器を封止した。格納容器の一のガス管を酸素ボンベに接続し、他のガス管をポンプに接続した。
以上により、実施例4の薄型リチウム空気電池を製造した。
【0094】
(実施例5)
実施例2の薄型正極構造体を用いた他は実施例4と同様にして、実施例5の薄型リチウム空気電池を製造した。
【0095】
(実施例5)
実施例3の薄型正極構造体を用いた他は実施例4と同様にして、実施例6の薄型リチウム空気電池を製造した。
【0096】
実施例4〜6の薄型リチウム空気電池で、酸素ガスを積層体に供給することにより、積層体で発生させた電力を、正極用タブ及び負極用タブから外部に取り出すことができた。
【産業上の利用可能性】
【0097】
本発明は、正極材と正極基材との積層構造を有し、セパレータ及び負極構造体と積層しても、空気又は酸素ガスからなる正極活物質を正極材に供給可能な薄型正極構造体及び大容量薄型リチウム空気電池に関するものであり、電池産業、エネルギー産業等において利用可能性がある。
【符号の説明】
【0098】
11A、11B…シリコン(Si)、12…密着性改善層、13…マスク層、14A…溝、14B…ガスの流路用の溝、15A、15C…ガスの流路用の孔、17A、17B…金属層、18A、18B…撥油性分子からなる層、19…絶縁層、21A、21B、21C…炭素系材料からなる部材、31…発泡金属、80…積層体、81A、81B、81C…正極基材、82A1、82A2、82B1、82B2、82C1、82C2…正極材、21Ac、21Bc、21Cc…細孔、83…セパレータ、84…負極基材、85…負極材、86…薄型正極構造体、87…薄型負極構造体、88…単位構造部、91a、91b…(収納容器用)フィルム材、92…収納容器、96…タブ連結部材、97、98…タブ、99…開口部、100…隔壁フィルム、101…薄型リチウム空気電池、201…格納容器、202…ガス管、203…圧送ポンプ、204…バルブ、205、206…ブレード、207、208…出力端子。
【特許請求の範囲】
【請求項1】
板状の正極基材に多孔体からなる正極材が接合された薄型正極構造体であって、
前記正極基材又は前記正極材に一の側面から対向する側面に通ずるガスの流路用の溝又は孔が形成されていることを特徴とする薄型正極構造体。
【請求項2】
前記正極材が炭素又はその複合材料からなることを特徴とする請求項1に記載の薄型正極構造体。
【請求項3】
前記正極基材がNi、Al、Cuのいずれかの金属若しくはその合金を有することを特徴とする請求項1又は請求項2に記載の薄型正極構造体。
【請求項4】
前記ガスの流路用の溝又は孔の内面に撥油性分子からなる層が形成されていることを特徴とする請求項1〜3のいずれか1項に記載の薄型正極構造体。
【請求項5】
前記正極基材の一面及び/又は他面に形成された溝を覆うように板状の正極材が接合され、前記溝がガスの流路用の孔とされていることを特徴とする請求項1〜4のいずれか1項に記載の薄型正極構造体。
【請求項6】
2以上の柱状部材からなる前記正極材が平行にかつ離間して配置され、前記正極材同士の間の空間がガスの流路用の溝とされていることを特徴とする請求項1〜4のいずれか1項に記載の薄型正極構造体。
【請求項7】
前記正極基材が金属発泡体からなり、一面及び/又は他面に開口を備える貫通孔を有し、前記開口を覆うように板状の正極材が接合され、前記貫通孔がガスの流路用の孔とされていることを特徴とする請求項1〜4のいずれか1項に記載の薄型正極構造体。
【請求項8】
前記正極基材の一面又は他面が平面視略矩形状であるときに、各辺を3等分する線で前記一面又は他面を区画したときに、前記一面又は他面上の区画された9つの領域のすべてに、ガスの流路用の孔の開口又はガスの流路用の溝が形成されていることを特徴とする請求項1〜7のいずれか1項に記載の薄型正極構造体。
【請求項9】
板状の正極基材の一面又は他面に一の側面から対向する側面に通ずる溝を形成してから、前記溝を覆うように、板状の多孔体からなる正極材を接合する工程、
板状の正極基材の一面又は他面に2以上の柱状の多孔体からなる正極材を平行にかつ離間して配置する工程、又は、
一面及び/又は他面に開口を形成している貫通孔を有する金属発泡体を板状の正極基材として用い、その一面及び/又は他面に板状の多孔体からなる正極材を接合する工程の群から選択されるいずれか一の工程により、請求項1〜8のいずれか1項に記載の薄型正極構造体を製造することを特徴とする薄型正極構造体の製造方法。
【請求項10】
請求項1〜8のいずれか1項に記載の薄型正極構造体と、薄型セパレータと、Li薄膜又はLi微粒子で被膜された板状の負極基材からなる薄型負極構造体と、が積層された積層体を収納容器内に収納した薄型リチウム空気電池であって、前記薄型正極構造体の正極基材が前記収納容器外に配置された正極タブに接続されるとともに、前記正極基材の一部が、前記収納容器に設けられた開口部で、前記収納容器外に露出されていることを特徴とする薄型リチウム空気電池。
【請求項11】
前記正極基材の一部のみが前記収納容器外に露出されるように、前記正極基材に遮蔽フィルムが取り付けられていることを特徴とする請求項10に記載の薄型リチウム空気電池。
【請求項1】
板状の正極基材に多孔体からなる正極材が接合された薄型正極構造体であって、
前記正極基材又は前記正極材に一の側面から対向する側面に通ずるガスの流路用の溝又は孔が形成されていることを特徴とする薄型正極構造体。
【請求項2】
前記正極材が炭素又はその複合材料からなることを特徴とする請求項1に記載の薄型正極構造体。
【請求項3】
前記正極基材がNi、Al、Cuのいずれかの金属若しくはその合金を有することを特徴とする請求項1又は請求項2に記載の薄型正極構造体。
【請求項4】
前記ガスの流路用の溝又は孔の内面に撥油性分子からなる層が形成されていることを特徴とする請求項1〜3のいずれか1項に記載の薄型正極構造体。
【請求項5】
前記正極基材の一面及び/又は他面に形成された溝を覆うように板状の正極材が接合され、前記溝がガスの流路用の孔とされていることを特徴とする請求項1〜4のいずれか1項に記載の薄型正極構造体。
【請求項6】
2以上の柱状部材からなる前記正極材が平行にかつ離間して配置され、前記正極材同士の間の空間がガスの流路用の溝とされていることを特徴とする請求項1〜4のいずれか1項に記載の薄型正極構造体。
【請求項7】
前記正極基材が金属発泡体からなり、一面及び/又は他面に開口を備える貫通孔を有し、前記開口を覆うように板状の正極材が接合され、前記貫通孔がガスの流路用の孔とされていることを特徴とする請求項1〜4のいずれか1項に記載の薄型正極構造体。
【請求項8】
前記正極基材の一面又は他面が平面視略矩形状であるときに、各辺を3等分する線で前記一面又は他面を区画したときに、前記一面又は他面上の区画された9つの領域のすべてに、ガスの流路用の孔の開口又はガスの流路用の溝が形成されていることを特徴とする請求項1〜7のいずれか1項に記載の薄型正極構造体。
【請求項9】
板状の正極基材の一面又は他面に一の側面から対向する側面に通ずる溝を形成してから、前記溝を覆うように、板状の多孔体からなる正極材を接合する工程、
板状の正極基材の一面又は他面に2以上の柱状の多孔体からなる正極材を平行にかつ離間して配置する工程、又は、
一面及び/又は他面に開口を形成している貫通孔を有する金属発泡体を板状の正極基材として用い、その一面及び/又は他面に板状の多孔体からなる正極材を接合する工程の群から選択されるいずれか一の工程により、請求項1〜8のいずれか1項に記載の薄型正極構造体を製造することを特徴とする薄型正極構造体の製造方法。
【請求項10】
請求項1〜8のいずれか1項に記載の薄型正極構造体と、薄型セパレータと、Li薄膜又はLi微粒子で被膜された板状の負極基材からなる薄型負極構造体と、が積層された積層体を収納容器内に収納した薄型リチウム空気電池であって、前記薄型正極構造体の正極基材が前記収納容器外に配置された正極タブに接続されるとともに、前記正極基材の一部が、前記収納容器に設けられた開口部で、前記収納容器外に露出されていることを特徴とする薄型リチウム空気電池。
【請求項11】
前記正極基材の一部のみが前記収納容器外に露出されるように、前記正極基材に遮蔽フィルムが取り付けられていることを特徴とする請求項10に記載の薄型リチウム空気電池。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】

【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【公開番号】特開2013−73765(P2013−73765A)
【公開日】平成25年4月22日(2013.4.22)
【国際特許分類】
【出願番号】特願2011−211703(P2011−211703)
【出願日】平成23年9月28日(2011.9.28)
【国等の委託研究の成果に係る記載事項】(出願人による申告)平成23年度、文部科学省、科学技術試験研究委託事業、産業技術力強化法第19条の適用を受ける特許出願
【出願人】(301023238)独立行政法人物質・材料研究機構 (1,333)
【Fターム(参考)】
【公開日】平成25年4月22日(2013.4.22)
【国際特許分類】
【出願日】平成23年9月28日(2011.9.28)
【国等の委託研究の成果に係る記載事項】(出願人による申告)平成23年度、文部科学省、科学技術試験研究委託事業、産業技術力強化法第19条の適用を受ける特許出願
【出願人】(301023238)独立行政法人物質・材料研究機構 (1,333)
【Fターム(参考)】
[ Back to top ]